Регулировка клапанов двигателя от и до пошагово с фото
На чтение 7 мин Просмотров 6к. Опубликовано Обновлено
У разных машин, в зависимости от разновидности мотора, на цилиндре может быть два и больше клапанов. Одни, впускные, используются для впуска смеси частичек топлива с атмосферным воздухом, а другие, выпускные, для выпуска использованных газов. Приводит их к необходимому действию специальный механизм. О том, как правильно должна происходить регулировка клапанов, сегодня ведется много споров.
Содержание
- Что такое регулировка клапанов двигателя
- Как регулировать клапаны по шагам
- Подготовка
- Инструменты
- Как отрегулировать при помощи рейки и индикатора
- Регулировка клапана, если стоит газовое оборудование (ГБО)
- Работа двигателя до и после регулировки клапанов
- Что будет, если не регулировать клапана в двигателе
- Опасность слишком малого зазора
- Опасность большого зазора
Если говорить более точно, то регулируют не сами клапаны, а тепловые зазоры между ними и распредвалом. Принцип работы этих деталей – полное прилегание к седлу (выемке в головке блока цилиндров автомобиля) в промежутках между рабочими циклами. Прежде всего, это требуется, чтобы камера сгорания была полностью герметичной. Вдобавок, плотная посадка клапана в холодный металл ГБЦ обеспечивает его эффективное охлаждение.
Принцип работы этих деталей – полное прилегание к седлу (выемке в головке блока цилиндров автомобиля) в промежутках между рабочими циклами. Прежде всего, это требуется, чтобы камера сгорания была полностью герметичной. Вдобавок, плотная посадка клапана в холодный металл ГБЦ обеспечивает его эффективное охлаждение.
Регулировка очень актуальная. Ведь затворы нагреваются до больших температур. Металл, из которого они сделаны, расширяется. Если бы между ножкой клапана и толкающими элементами распределительного вала не существовало бы зазора, то затвор закрывался бы не до конца. Это и происходит, когда зазор меньше указанной нормы.
Если затвор закрыт не полностью, то это чревато многими проблемами:
- Существенное уменьшение компрессии.
- Прогорание седла затвора в ГБЦ, которое провоцирует необходимость дорогого ремонта.
- Потеря мощности мотора.
- Повышение расхода горючего, что обязательно скажется на кошельке водителя транспортного средства.

- Появление на тарелках затворов нагара.
- Нестабильная работа мотора автомобиля.
- Прогорание детали.
Слишком крупный зазор тоже чреват проблемами. Среди них следует назвать такие:
- Существенное сокращение срока эксплуатации затворов.
- Увеличение шумности мотора.
- Расклепывание.
- Скол торца, что существенно увеличивает зазор.
Вместе с этим упорно снижается мощность мотора машины, так как в ней сильно нарушены все газораспределительные процессы.
Как регулировать клапаны по шагамКак правильно регулировать клапана? Необходимо придерживаться инструкции. Ниже подробно описано, как все сделать грамотно, чтобы не навредить машине.
- Для начала хорошо помыть кузов машины и очистить от всевозможной грязи и мелкой пыли пространство под ее капотом. Это необходимо, чтобы после снятия крышки ГБЦ в двигатель ничего не попало.
- После этого транспортное средство следует поставить на какую-нибудь ровную поверхность, а потом затянуть стояночный тормоз и подложить под колеса автомобиля специальные упоры.
- Потребуется также равномерное и качественное освещение. Возможно понадобятся какие-то дополнительные источники света, если обычного освещения будет мало.
- После этого потребуется немного подождать, чтобы мотор транспортного средства успел остыть до температуры 15–25 градусов. Благодаря этому все измерения будут точными. Браться за настройку, не подождав, пока мотор остынет, не рекомендуется. Двигатели бывают разные, потому лучше все же немного подождать.
Регулировать зазоры можно и в случае снятой ГБЦ. Здесь каждый выбирает свой способ, все они правильные.
Важно знать, что при установке ГБЦ на авто и протяжке могут быть определенные смещения зазоров в плюс или минус от нужных показателей. В связи с этим, желательно подстраховаться и все хорошо проверить.
Инструменты
- Набор различных гаечных ключей. Ключи на 13 мм и 17 мм обязательны.
- Пинцет.
- Инструмент для настройки.
- Несколько отверток.
- Измерительный щуп.
- Комплект шайб для регулировки.
- Микрометр.
Как можно правильно выставить клапана? Можно использовать специальную рейку и индикатор. С помощью такого комплекта можно получить намного большую точность настройки, чем при применении шайб либо щупа.
Установка тепловых зазоров следующая:
- Снимите крышку клапанов.
- После открытия крышки затворов прокрутите двигатель до совпадения специальной метки на шестеренке распредвала с пометкой на корпусе.

- Зафиксируйте тремя болтами рейку на небольшом выступе блока подшипников.
- Вставьте в гнездо на планке специальный стрелочный индикатор со шкалой, которая установлена на нуле.
- Возьмите специальным инструментом кулачок и тяните вверх. Потом стрела индикатора переместиться на 50–52 деления. Если цифры не такие, тогда регулировать придется с помощью щупа.
Если транспортное средство использует газобаллонное оснащение, то для настройки потребуется другой порядок действий. Зазоры для впускных элементов выставляют по специальным нормам, практически как для обычного бензина. Но что касается выпускных, то здесь все иначе. Это обусловлено спецификой смеси топлива на газу, где температура горения несколько выше, но время горения ниже.
Настройку выпускных элементов, если стоит газовое оборудование желательно делать в два раза чаще, а сами зазоры выставлять наиболее допустимыми по руководству. Некоторые эксперты рекомендуют ставить на все 20% больше официально рекомендуемых.
Для настройки необходимо:
- Удостовериться, что клапаны всех цилиндров находятся в закрытом состоянии. Поставить коленвал в мертвой верхней точке такта сжатия в первом цилиндре.
- Ослабить контргайку и выставить щупом необходимый зазор. Аккуратно подкручивать винт, настраивая и проверяя размер зазора, не удаляя при этом сам щуп.
Мотор транспортного средства ВАЗ 2109 издавал странные посторонние шумы, которых быть не должно. После разбора автомобиля, стало ясно, что причиной проблемы является слишком крупный тепловой зазор. Из-за этого слышно стук толкателей по клапанам. После правильной регулировки, можно услышать, что странный стук пропал.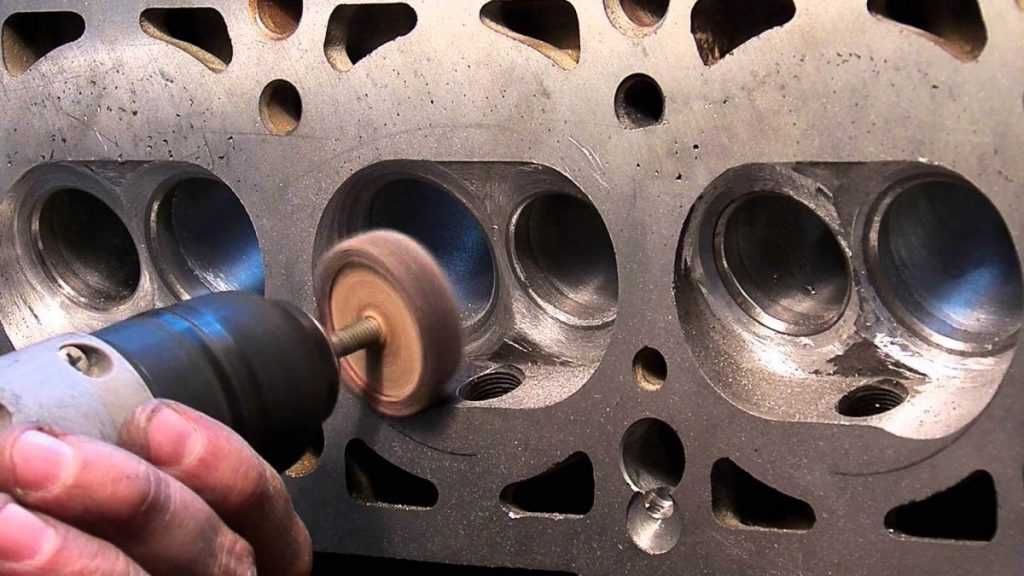 То есть, работа по настройке была выполнена правильно и с учетом всех обязательных рекомендаций.
То есть, работа по настройке была выполнена правильно и с учетом всех обязательных рекомендаций.
Запоздавшая настройка приводит к смене зазора. А двигатель вам спасибо не скажет, причем как при уменьшении, так и при увеличении данного зазора. Это слишком плохо влияет на функционирование и ресурс мотора машины.
Опасность слишком малого зазора
Уменьшение зазора – это закрытие затворов не полностью, что является причиной целого ряда последствий. В связи с не полностью закрытым механизмом, негерметичность камеры сгорания провоцирует снижение компрессии и прорыв горячих газов в выпускной либо впускной тракт. Здесь все зависит от того, какой приоткрыт клапан.
Вдобавок, нельзя не отметить существенно повышенную тепловую нагрузку на автомобильные затворы. Надежное соприкосновение закрытого затвора с седлом является одним из очень значимых условий его эффективного охлаждения. Если деталь неплотно прилегает к седлу, то охлаждение существенно ухудшается. Это в особенности касается выпускных элементов.
Это в особенности касается выпускных элементов.
Механизмы для впуска охлаждаются смесью частиц бензина с атмосферным воздухом, поступающей в цилиндры. Выпускные же обеспечивают выход уже использованных очень горячих газов. Для них охлаждение при соприкосновении с седлом имеет просто невероятную важность.
Недостаток охлаждения из-за слишком малого зазора в крайнем случае способен даже привести к полному перегреву клапана и его последующему разрушению. Прорыв смеси частиц бензина с атмосферным воздухом, которая горит, в выпускной тракт существенно увеличивает нагрузку на катализатор. При этом абразив в виде пыли во время его разрушения способен легко повредить цилиндры.
Опасность большого зазора
Если же зазор будет слишком большим, то последствия будут другими. А именно ударное воздействие распределительного вала на затвор. Это очень плохо для его ресурса, а также ведет к неполному и неправильному открытию затвора. При этом ухудшение нормального наполнения цилиндра специальной смесью частиц бензина с атмосферным воздухом – это очень плохо. Такая ситуация означает нарушение фаз распределения газа и сокращение отдачи двигателя транспортного средства.
Такая ситуация означает нарушение фаз распределения газа и сокращение отдачи двигателя транспортного средства.
Даже там, где настройка автомобильных затворов выполняется достаточно просто, в обязательном порядке требуется не отходить от специального порядка выполнения работ. А это подразумевает особые слесарные навыки и опыт в осуществлении таких операций. В связи с этим, важно помнить об этом, чтобы не навредить автомобилю еще больше.
Авторская статья «Разрушилось седло клапана» на сайте инженерной-технологической компании Механика
Разрушение седел клапанов – достаточно распространенный дефект головок цилиндров автомобильных двигателей. Не рассматривая отдельно причины возникновения этого дефекта, следует отметить, что чаще всего мы имеем дело с разрушением и седел клапанов, и самих клапанов.
При этом, как правило, наблюдаются значительные повреждения, как головок цилиндров, так и деталей цилиндропоршневой группы – поршней и цилиндров. Причем повреждения могут иметь детали и других цилиндров, а не только того, в котором произошли разрушения. Это связано с попаданием фрагментов разрушившихся деталей из поврежденного цилиндра через впускной тракт двигателя в другие цилиндры.
В зависимости от степени повреждения деталей восстановление работоспособного состояния двигателей производится либо путем замены вышедших из строя деталей, либо путем их ремонта.
Наряду с этим, как показывает практика, не всегда должное внимание уделяется тщательной очистке впускного тракта двигателя от фрагментов разрушившихся деталей – седел клапанов, клапанов. В результате чего после запуска двигателя не удаленные из впускного тракта фрагменты разрушившихся деталей попадают в цилиндры и приводят к возникновению забоин на поверхностях головки цилиндров, днищ поршней, тарелках клапанов, к деформации клапанов в одном или нескольких цилиндрах.
Несвоевременное устранение неисправности в подавляющем большинстве случаев приводит к более значительным повреждениям двигателей. В качестве поучительного примера может служить история ремонта головки цилиндров двигателя MAN D2066 LF01.
Проблема, с которой обратился заказчик при предъявлении головки цилиндров, – пониженная компрессия в 4-ом цилиндре. Уместно отметить, что головка цилиндров ранее подвергалась ремонту с заменой седел выпускных клапанов 6-го цилиндра, «правкой» фасок всех седел клапанов и заменой полного комплекта клапанов.
На момент обращения пробег автомобиля после установки отремонтированной головки цилиндров на двигатель составил 5 тыс. км.
При внешнем осмотре головки цилиндров были обнаружены множественные забоины ее «привалочной» поверхности в зоне расположения 6-го цилиндра – последствия разрушения седел клапанов, из-за чего, собственно, и ремонтировалась ранее головка цилиндров. Множественные забоины «привалочной» поверхности головки выявлены также в зоне расположения 4-го цилиндра. Следы ударов твердыми мелкими предметами в виде забоин присутствуют и на тарелках выпускных клапанов (фото 1) этого цилиндра. Сами тарелки имеют неплотное прилегание к седлам клапанов.
Множественные забоины «привалочной» поверхности головки выявлены также в зоне расположения 4-го цилиндра. Следы ударов твердыми мелкими предметами в виде забоин присутствуют и на тарелках выпускных клапанов (фото 1) этого цилиндра. Сами тарелки имеют неплотное прилегание к седлам клапанов.
Проверка геометрии демонтированных из головки цилиндров выпускных клапанов 4-го цилиндра показала, что клапана деформированы (изогнуты) — биение запорной фаски тарелки клапана относительно стержня у одного клапана 0,40 мм, у другого – 1,55 мм. Кроме того, на обоих седлах выпускных клапанов видны односторонние лунки — следы многократных ударов по ним тарелок деформированных клапанов.
Следы ударов твердыми мелкими предметами обнаружены также и на одном выпускном клапане 6-го цилиндра. При контроле его геометрии выявлено биение фаски тарелки клапана 0,10 мм.
Множественные забоины присутствуют и на днище представленного для осмотра поршня 4-го цилиндра (фото 2).
Фото 2. Повреждения поршня 4-го цилиндра
Помимо этого, на днище поршня видны следы соударения его с клапанами,
до упрочняющей вставки канавки верхнего компрессионного кольца, упрочняющая
вставка частично разрушена. На жаровом поясе и юбке поршня – грубые задиры.
Что же могло послужить причиной таких повреждений деталей?
Прежде всего, обращают на себя внимание многочисленные забоины на головке
цилиндров, тарелках клапанов и днище поршня. Как показывает практика,
подобные повреждения деталей наблюдаются обычно при попадании в
надпоршневое пространство инородных тел в виде фрагментов разрушившихся
деталей двигателя (поршневых колец, седел клапанов, форкамер и т.п.).
В случае попадания их между поршнем и тарелкой клапана, когда поршень
приближается к ВМТ, а выпускной клапан еще полностью не закрыт, происходит
удар поршня по тарелке клапана. В результате удара клапан деформируется,
В результате удара клапан деформируется,
что приводит к нарушению плотности его прилегания к седлу клапана и, соответственно,
к снижению компрессии в цилиндре. Чаще всего это происходит в каком-то отдельном цилиндре.
Характер повреждений поступившей в ремонт головки цилиндров в полной мере согласуется с подобным
«сценарием» их возникновения.
Наличие лунок на седлах выпускных клапанов 4-го цилиндра
дает основания предположить, что деформация выпускных
клапанов этого цилиндра произошла уже на ранней стадии
эксплуатации двигателя после его ремонта. В дальнейшем
двигатель продолжал работать уже при не плотно прилегающих
выпускных клапанах 4-го цилиндра. Это предположение подтвердилось
при собеседовании с владельцем автомобиля, в ходе которого выяснилось,
что неустойчивая работа двигателя наблюдалась практически сразу же после его ремонта.
Более того, при пробеге автомобиля около 50 км в независимом автоцентре была
проверена компрессия в цилиндрах двигателя, которая составила в 1,2,3,5,6-ом
цилиндрах – 3,2?3,6 МПа, в 4-ом цилиндре – 1,2 МПа.
Тем не менее «специалисты», выполнявшие ремонт двигателя, порекомендовали
владельцу автомобиля продолжить его эксплуатацию, мотивируя тем, что для
приработки деталей двигателя нужно некоторое время, после чего
«компрессия придет в норму». Не вполне ясно, чем руководствовался владелец
автомобиля, однако автомобиль из ремонта он забрал и … отправился в дальнюю дорогу.
Как и следовало ожидать, последствия такого «керосинового ремонта»
проявились достаточно скоро – упала мощность двигателя, двигатель стал «сапунить»,
резко возрос расход масла.
Последовавшая затем разборка двигателя позволила
выявить указанные выше дефекты головки цилиндров, клапанов и
поршневой группы 4-го цилиндра. Характер дефектов этих деталей
свидетельствует, что отказ поршневой группы 4-го цилиндра и,
соответственно, перечисленные неисправности двигателя обусловлены
произошедшими на начальном этапе работы повреждениями выпускных клапанов.
Вследствие неплотного прилегания клапанов к седлам снизилась компрессия в цилиндре,
что привело к задержке воспламенения топливовоздушной смеси и неконтролируемому
ее сгоранию /1,2,3/. В результате на отдельных участках создалась температура,
превышающая температуру плавления материала поршня, и произошло оплавление и разрушение головки поршня.
При попадании расплавленного металла между поршнем и цилиндром на жаровом поясе и юбке
поршня образовались задиры.
Таковы печальные, но, в общем-то, закономерные результаты недооценки требований
к качеству очистки деталей и не принятия оперативных мер по устранению нарушений работы двигателей.
1. Компоненты двигателей и фильтры: дефекты, их причины и профилактика. MAHLE GmbH, Stuttgart, 2011. – 75c.
2. Повреждения поршней – как выявить и устранить их. MSI Motor Service International GmbH, Neckarsulm, Германия, 2004. — 103с.
3. Piston Damage – Causes and Remedies. MAHLE GmbH, Stuttgart, 1999. – 80c.
Piston Damage – Causes and Remedies. MAHLE GmbH, Stuttgart, 1999. – 80c.
изображений клапанов | Скачать бесплатные картинки на Unsplash
Valve Pictures | Скачать бесплатные изображения на Unsplash- A Photophotos 165
- А. Unsplash+
Совместно с Камраном Абдуллаевым
Unsplash+
Разблокировка
render3d renderHd 3d обои
Igal Ness
Металлические фоныHd красные обои
–––– –––– –––– – –––– –––– –– – –– –– –– – – –– ––– –– –––– – –.
Ricardo Gomez Angel
Hd grey wallpapersswitzerlandHd dark wallpapers
Peter Herrmann
locktubesbasement
Kevin Butz
usaorportland
Chromatograph
wheelindustrystopcock
Unsplash logoUnsplash+
In collaboration with Getty Images
Unsplash+
Unlock
pipelineenginephysical pressure
Mika Baumeister
controllingcontroltechnology
Taylor Vick
united statesseattle1600 7th ave
Michal Matlon
railVintage backgroundsold
Sebastian Herrmann
vogelsanggermanyrusty
Damon Lam
Hong Kongtai ping shanold kay cheong st
Unsplash logoUnsplash+
In collaboration with Getty Images
Unsplash+
Unlock
factorymanufacturinghydraulic platform
pipesutilitysteampunk
Martin Adams
gasescablecivil
Lowes Takes Photos
hydrant
Lowes Takes Photos
machineplumbing
Bas van Breukelen
netherlandsutrechtpump
Unsplash logoUnsplash+
В сотрудничестве с Getty Images
Unsplash+
Unlock
cooking oilconstruction industryadvertisement
Bruno Oliveira
brazilrio de janeirocentro cultural banco do brasil
render3d renderHd 3d wallpapers
usaorportland
pipelineenginephysical pressure
united statesseattle1600 7th ave
vogelsanggermanyrusty
factorymanufacturinghydraulic platform
трубыкоммунальные стимпанк
гидрант
нидерландский сутрехтнасос
–––– –––– –––– – –––– – –––– –– –– –––– – – –– ––– –– –––– – –.

Metal backgroundsHd red wallpapers
Hd grey wallpapersswitzerlandHd dark wallpapers
locktubesbasement
wheelindustrystopcock
controllingcontroltechnology
railVintage backgroundsold
hong kongtai ping shanold kay cheong st
gasescablecivil
machineplumbing
Related collections
3rd Valve
31 photos · Curated by Amy Gail Marquisez valve
7 photos · Curated by Marjorie Maloneyvalve
12 photos · Curated by Ally Sutherlandcooking oilconstruction industryadvertisement
brazilrio de janeirocentro cultural Banco do brasil
render3d renderHd 3d обои
controlcontroltechnology
vogelsanggermanyrusty
pipeutilitysteampunk
hydrant
cooking oilconstruction industryadvertisement
Metal backgroundsHd red wallpapers
usaorportland
pipelineenginephysical pressure
railVintage backgroundsold
factorymanufacturinghydraulic platform
gasescablecivil
netherlandsutrechtpump
–––– –––– –––– – –––– – –––– –– – –– –––– – – –– ––– –– –––– – –.

Hd серые обоиШвейцарияHd темные обои
LocktubesBasement
WhileIndustrystopcock
United StateseSeattle1600 7th Ave
Связанные коллекции
3 -й Valve
31 Фотография · Curte Amy Gail Marquis. Куратор Элли СазерлендHong Kongtai ping shanold kay cheong st
machineplumbing
brazilrio de janeirocentro Cultural banco do brasil
Логотип UnsplashСделайте что-нибудь потрясающее
Седла клапанов мотоциклов — журнал для производителей двигателей
Почти в каждом издании, посвященном сёдлам клапанов, было опубликовано несколько статей, посвященных сёдлам клапанов. Однако в этой постоянно меняющейся отрасли я решил, что седла клапанов будут хорошей темой для пересмотра.
Грегг Даль из GMS Racing Engines. Фото Тейлора Дженкинса, Jagwad.comВозвращаясь к началу нашей отрасли, седло клапана представляло собой просто обработанную или отшлифованную поверхность тарельчатого клапана для уплотнения в процессе сгорания.
 Со временем, по мере развития использования и применения двигателя внутреннего сгорания, частота вращения двигателя, уровни мощности, внутреннее давление и уровни нагрева значительно увеличились. Естественно, материалы и конструкции стали более конкретными, и сегодня каждая деталь представляет собой собственную инженерную задачу как для производителя, так и для ремонтника.
Со временем, по мере развития использования и применения двигателя внутреннего сгорания, частота вращения двигателя, уровни мощности, внутреннее давление и уровни нагрева значительно увеличились. Естественно, материалы и конструкции стали более конкретными, и сегодня каждая деталь представляет собой собственную инженерную задачу как для производителя, так и для ремонтника.Независимо от того, являетесь ли вы строителем, небольшой ремонтной мастерской или специализированным магазином, знание того, что использовать в правильном приложении, является одним из самых ценных инструментов в вашем арсенале. Что касается седел клапанов, важно немного знать о различных используемых материалах, а также о том, когда и где их целесообразно использовать.
Engine Builder ранее освещал тему седел клапанов, и стоит прочитать статью Ларри Карли под названием «Понимание сегодняшних седел клапанов», поскольку он охватывает широкий спектр производственных процессов и областей применения. Однако, стараясь не дублировать хорошую работу Ларри, я хотел бы просто передать свой личный опыт и пополнить коллекцию информации, которую предоставляет это замечательное издание.
После перехода на обработку мотоциклов V-Twin замена сидений стала более распространенной в GMS Racing Engines, особенно в винтажных головках. Фото Тейлора Дженкинса, Jagwad.com
На заре железных двигателей внутреннего сгорания седло клапана даже не было отдельным компонентом. Как я уже говорил, это была просто обработанная деталь в камере сгорания, на которую клапан опирался и герметизировался. По мере того, как спрос на эту деталь возрастал, мы начали видеть сиденья, которые впрессовывались в головку или блок (очевидно, в алюминиевые головки) и делались из лучшего материала. Поскольку затраты на производство автомобилей стали фактором, большинство производителей продолжали обрабатывать сиденье в чугунном литье, но использовали закалку пламенем или индукционную закалку области сиденья, чтобы обеспечить износостойкое седло. Также стоит отметить, что, естественно, клапаны развивались вместе с седлами, создавая важные отношения между ними.
Сегодня седло клапана должно герметизировать процесс сгорания, отводить тепло от головки клапана и обеспечивать эффективный путь для воздуха или, в большинстве случаев, воздушно-топливной смеси из впускного отверстия в камеру и отклоняйте выпускную сторону под огромным нагревом и давлением, сохраняя при этом свою форму, чтобы работать в течение длительного ожидаемого срока службы.
Седло клапана должно герметизировать процесс сгорания, отводить тепло от головки клапана и обеспечивать эффективный путь для воздуха или, в большинстве случаев, воздушно-топливной смеси из впускного отверстия в камеру и обратно из выхлопной стороне под огромными температурами и давлением, сохраняя при этом свою форму, чтобы работать в течение длительного срока службы. Фото Тейлора Дженкинса, Jagwad.com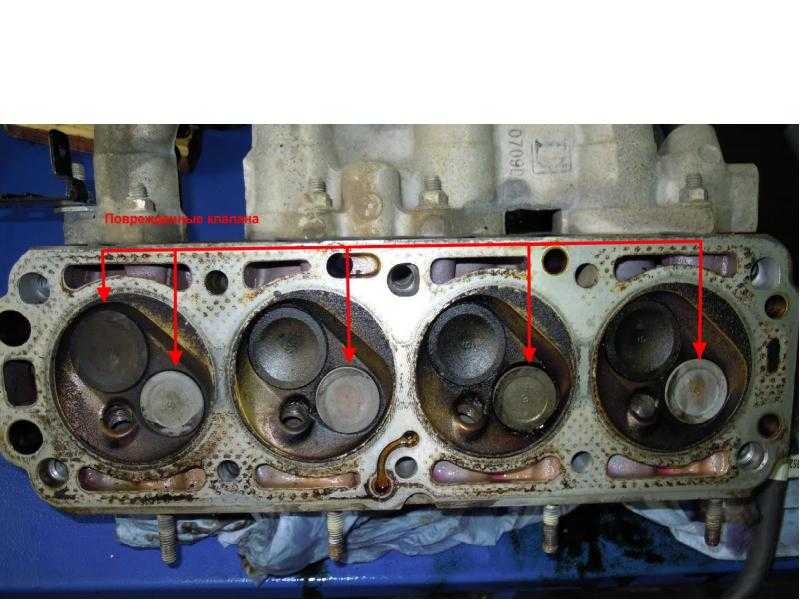 Впускное седло имеет более легкую жизнь по сравнению с выпускным седлом, поскольку оно охлаждается воздухом и имеет гораздо большую площадь контакта с седлом, в которой отводится тепло. Исключением являются экстремальные давления, такие как детонация, когда открыта гораздо большая квадратная площадь клапана, что приводит к повреждению или износу седла и клапана. Кроме того, в грязных условиях, таких как гонки по бездорожью, впускное седло может подвергаться ускоренному износу из-за истирания.
Впускное седло имеет более легкую жизнь по сравнению с выпускным седлом, поскольку оно охлаждается воздухом и имеет гораздо большую площадь контакта с седлом, в которой отводится тепло. Исключением являются экстремальные давления, такие как детонация, когда открыта гораздо большая квадратная площадь клапана, что приводит к повреждению или износу седла и клапана. Кроме того, в грязных условиях, таких как гонки по бездорожью, впускное седло может подвергаться ускоренному износу из-за истирания.Обслуживание или замена сидений — процесс, с которым, я уверен, многие из вас знакомы. Наличие хорошего прочного сиденья и направляющей машины имеет первостепенное значение.
 Сегодня доступно много машин, как новых, так и бывших в употреблении, но знание того, как добиться хорошей работы с вашей конкретной установкой, является первоочередной задачей. При замене седел обязательно точно знать, где «прицелены» ваши фрезы, чтобы вы могли положиться на них, чтобы получить отверстие седла точного размера. Я расскажу о своих предпочтительных прессовых посадках, когда мы перейдем к выбору материала.
Сегодня доступно много машин, как новых, так и бывших в употреблении, но знание того, как добиться хорошей работы с вашей конкретной установкой, является первоочередной задачей. При замене седел обязательно точно знать, где «прицелены» ваши фрезы, чтобы вы могли положиться на них, чтобы получить отверстие седла точного размера. Я расскажу о своих предпочтительных прессовых посадках, когда мы перейдем к выбору материала.Седла должны быть установлены прямо, в чистое отверстие соответствующего размера. В установках с сильными помехами, например, в алюминиевых головках, мне нравится нагревать головку примерно до 160 градусов и замораживать сиденье и драйвер, чтобы обеспечить плавную установку. Я также удостоверяюсь, что у наружного диаметра есть небольшой радиус. седла, чтобы материал не попадал в канал ствола. Аккуратное прикосновение к нижнему краю вращательным движением полировальной ленты с вращающимся кривошипом работает очень хорошо.
В области седла, где упирается клапан, а также в областях выше и ниже точки контакта углы могут быть отшлифованы или обработаны.
Седла должны быть установлены прямо, в чистое отверстие соответствующего размера. В установках с сильными помехами, например, в алюминиевых головках, нагрейте головку и заморозьте сиденье и драйвер, чтобы обеспечить плавную посадку. Фото Тейлора Дженкинса, Jagwad.com За прошедшие годы я заметил, что ребята из старой школы двигателей, которые хорошо понимали, как получить хороший комплект углов с камнями, немного лучше разбирались во всех тонкостях углов сиденья и в том, как их лучше всего использовать. Всем молодым моторостроителям, желающим заняться этим делом, я рекомендую некоторое время научиться пользоваться старым пыльным шлифовальным станком для седла, чтобы начать работу. Это и немного чернил могут многому научить вас в отношениях между клапаном и седлом.
За прошедшие годы я заметил, что ребята из старой школы двигателей, которые хорошо понимали, как получить хороший комплект углов с камнями, немного лучше разбирались во всех тонкостях углов сиденья и в том, как их лучше всего использовать. Всем молодым моторостроителям, желающим заняться этим делом, я рекомендую некоторое время научиться пользоваться старым пыльным шлифовальным станком для седла, чтобы начать работу. Это и немного чернил могут многому научить вас в отношениях между клапаном и седлом.Пока мы касаемся шлифовки, скажу, что до того, как мы перешли только на высокопроизводительные V-Twin, мы делали несколько дизельных головок средней и большой мощности, и хотя мы урезали много посадочных мест в наших машине, мы всегда касались сиденья камнем, чтобы убедиться, что твердый материал сиденья находится там, где мы хотели.
 Много раз нам говорили, что наша головка «звучала лучше» на работающем двигателе, чем восстановленные головки других ремонтников. При этом почти невозможно получить согласованность и точность, доступные с сегодняшним оборудованием, используя вчерашние машины. Повторяемость и скорость работы хорошего современного станка, будь то формованное лезвие или экзотическая одноточечная живая головка, очень важны и необходимы для большей части сегодняшней работы, но я бы не стал избавляться от этой старой шлифовальной машины. Вы просто никогда не знаете, когда это может помочь вам.
Много раз нам говорили, что наша головка «звучала лучше» на работающем двигателе, чем восстановленные головки других ремонтников. При этом почти невозможно получить согласованность и точность, доступные с сегодняшним оборудованием, используя вчерашние машины. Повторяемость и скорость работы хорошего современного станка, будь то формованное лезвие или экзотическая одноточечная живая головка, очень важны и необходимы для большей части сегодняшней работы, но я бы не стал избавляться от этой старой шлифовальной машины. Вы просто никогда не знаете, когда это может помочь вам.С тех пор, как мы перешли на обработку мотоциклов V-Twin, замена сидений стала более распространенной в нашей мастерской, особенно в винтажных головках. Железные головы, такие как ранние Sportster или Knuckleheads, обычно имеют современные седла из порошкового металла, установленные с прессовой посадкой 0,005 дюйма. Тот же материал, установленный в более поздней алюминиевой головке, требует посадки с натягом 0,007 дюйма, чтобы он не двигался при повышении температуры.
В двигателях для соревнований угол наклона седла клапана увеличился со стандартных 45 градусов до 55, а иногда и до 60 градусов и более. Фото Тейлор Дженкинс, Jagwad.com
В гоночных головках мы используем медь/бронзу/никель, которые, как мы обнаружили, обеспечивают меньший натяг, как указано ниже. Одним из наиболее интересных приложений является Harley Panhead. Они были сделаны с мягким латунным седлом, отлитым в головку. При обработке под замену я обращаюсь с ними как с железной головкой с литыми чугунными седлами. После обработки отверстий в головке почти всегда остается немного латуни. Попытаться получить все это означало бы сделать отверстие слишком большим. Я всегда заменяю их новейшими седлами из меди/бронзы/никеля, чтобы не расколоть старый алюминий в этих конкретных головках с высокой прессовой посадкой, необходимой для порошкового металла. В результате получается хороший ремонт, который держится очень долго.
При поиске материалов я связался с Martin Wells, известной компанией, которую возродили сотрудники, совсем недавно работавшие под этой маркой.
 У них есть в наличии «Well-tite», проверенная формула с более чем 50-летней историей применения на природном газе, пропане и дизельном топливе. В этих областях устойчивость к экстремальным температурам и коррозии необходима как производителям комплектного оборудования, так и ремонтникам. Этот сплав относится к никель-хромовому семейству и имеет твердость 32-38 по шкале HRC.
У них есть в наличии «Well-tite», проверенная формула с более чем 50-летней историей применения на природном газе, пропане и дизельном топливе. В этих областях устойчивость к экстремальным температурам и коррозии необходима как производителям комплектного оборудования, так и ремонтникам. Этот сплав относится к никель-хромовому семейству и имеет твердость 32-38 по шкале HRC.Еще более прочным сплавом является «X-Tite» Мартина Уэллса, который также представляет собой никель-хромовый сплав с добавлением кобальта и вольфрама, чтобы сделать этот материал чрезвычайно прочным. Этот сплав имеет твердость 45-50 единиц по шкале HRC.
Высокое давление на седло, профили кулачка с быстрой рампой/высоким подъемом и высокие обороты создают огромное давление на седло с крутыми углами седла. В этом случае седла на основе меди/никеля просто необходимы. Фото Тейлора Дженкинса, Jagwad.comНедавно я спросил Martin-Wells, будут ли они производить седла из меди/бронзы/никеля для использования в высокопроизводительных устройствах, где используются титановые клапаны.
 Они вернулись ко мне с сиденьем из центробежного литья, которое отвечает нашим потребностям. Этот тип седла имеет превосходный теплоотвод от клапана к седлу и головке, а также имеет коэффициент теплового расширения, который ближе всего к алюминию, поэтому требуется посадка с меньшим натягом — около 0,005 дюйма. Доступно несколько похожих формул, но если кто-то работал с нами над изготовлением сиденья для наших нужд, было слишком хорошо, чтобы отказываться от него.
Они вернулись ко мне с сиденьем из центробежного литья, которое отвечает нашим потребностям. Этот тип седла имеет превосходный теплоотвод от клапана к седлу и головке, а также имеет коэффициент теплового расширения, который ближе всего к алюминию, поэтому требуется посадка с меньшим натягом — около 0,005 дюйма. Доступно несколько похожих формул, но если кто-то работал с нами над изготовлением сиденья для наших нужд, было слишком хорошо, чтобы отказываться от него.Помимо материала седла, следует также учитывать углы седла клапана. В двигателях для соревнований углы седел клапанов увеличились со стандартных 45 градусов до 55, а иногда и до 60 градусов и более. Высокое давление на седло, профили кулачка с быстрой рампой/высоким подъемом и высокие обороты создают огромное давление на седло с такими крутыми углами седла. В этом случае седла на основе меди/никеля просто необходимы. Современные титановые клапаны с покрытием из нитрида хрома, а также медно-никелевое седло обеспечивают отличные рабочие характеристики и долгий срок службы при использовании по назначению, даже в азотных и форсированных средах.
