Расточка цилиндров в двигателе | SUPROTEC
Расточка цилиндров – что это?
Двигатель внутреннего сгорания – самый нагруженный узел автомобилей, мотоциклов и прочей техники с приводом от ДВС. Несмотря на использование высокопрочных конструкционных материалов, детали мотора подвержены механическому износу с образованием задиров, сколов, канавок и прочих дефектов поверхностей трения. Блок цилиндров подвержен этой проблеме больше всего, что приводит к неплотному примыканию поршневых колец к внутренней поверхности стакана цилиндра со всеми вытекающими из этого проблемами.
В процессе эксплуатации автомобиля или мотоцикла происходит не только образование критических дефектов в виде задиров и канавок, но и полное изменение формы сечения цилиндра – овализация. Это приводит к образованию просвета в точках апогея такого овала с проникновением в картер воздушно-топливной смеси и продуктов горения, а в камеру сгорания – масла, которое горит с обильным выделением дыма. При этом мощность мотора резко падает, а расход топлива и масла увеличивается.
Устранить такую проблему помогает расточка цилиндров и придание их сечению идеально круглой формы, соответствующей диаметру поршня. Нарастить стертые в процессе эксплуатации автомобиля поверхности практически невозможно, поэтому проще использовать метод расточки.
Условно говоря, расточка цилиндров – это стачивание внутренней поверхности стакана ЦПГ до большего диаметра образовавшегося эллипса. При этом сами поршни заменяют новыми с увеличенным диаметром, соответствующим расточенной окружности.
Сечение внутренней поверхности цилиндров после расточки имеет идеально круглую форму, а сами стенки безупречно отполированы без канавок, сколов и задиров. Такой двигатель снова работает на полную мощность с минимальным расходом топлива и моторного масла, без вибраций, дымных выхлопов и прочих негативных признаков.
Несмотря на кажущуюся простоту процесса, расточка блока цилиндров – достаточно сложный технологический процесс, требующий использования высокоточного токарно-фрезеровочного оборудования, высокой квалификации и опыта мастера, а также длительного времени самой работы. Все это в итоге выливается в немалую сумму денег, а сам процесс расточки цилиндров имеет массу специфических нюансов, от соблюдения или несоблюдения которых зависит дальнейшая работоспособность двигателя и стоимость автомобиля на вторичном рынке.
Все это в итоге выливается в немалую сумму денег, а сам процесс расточки цилиндров имеет массу специфических нюансов, от соблюдения или несоблюдения которых зависит дальнейшая работоспособность двигателя и стоимость автомобиля на вторичном рынке.
Когда нужно растачивать цилиндры?
Понятие овальности сечения стаканов цилиндропоршневой группы достаточно условно и невооруженным глазом этот эллипс увидеть невозможно. Различия между диаметрами в точках апогея и перигея могут быть в несколько микрон. Однако даже 0,05 мм разницы между диаметрами уже считается критическим и требует незамедлительной расточки цилиндров для придания идеально круглой формы сечения.
На станциях техобслуживания такие замеры производят на специальных стендах с помощью высокоточного микрометра и другой измерительной техники с классическим выводом данных или с компьютерным анализом и трехмерным моделированием изношенной ЦПГ. Однако существуют и более практичные «симптомы» образования эллипсности в сечении цилиндра и признаки необходимости их расточки.
- Синеватый дым из выхлопной трубы и частые хлопки. Попадание масла в камеру сгорания приводит к его горению с образованием сильного сизого задымления с резким запахом гари.
- Вибрации двигателя. Эллипсность приводит к многовекторному движению поршня, т.е. не только вверх-вниз, но и в горизонтальной плоскости, от чего мотор начинает сильно вибрировать.
- Падение мощности ДВС и медленный набор скорости. Утечка воздушнотопливной смеси из камеры сгорания – прямые причины потери мощности двигателя и неспособности к быстрому ускорению автомобиля.
- Потемнение свечей и пропуски зажигания. Сгорающее внутри цилиндра моторное масло оставляет нагар на свечах, что может приводить не только к затрудненному запуску мотора, но и к его троению.
- Увеличенный расход топлива и моторного масла, как следствие образования просвета между камерой сгорания и картером.
Перечисленные признаки не всегда могут свидетельствовать об эллипсности стаканов ЦПГ. Например, это может быть следствием залегания компрессионных колец. Однако в большинстве случаев эта проблема настигает практически все автомобили с пробегом – от 100’000 км.
Например, это может быть следствием залегания компрессионных колец. Однако в большинстве случаев эта проблема настигает практически все автомобили с пробегом – от 100’000 км.
В самых современных автомобилях пробег может быть увеличен до 250’000 км, однако для общей массы машин в России и в частности для моделей ВАЗ расточку цилиндров приходится делать гораздо чаще. Все зависит от условий эксплуатации автомобиля, от стиля вождения, используемого топлива и моторного масла.
Существенно продлить межсервисный период и максимально отсрочить расточку цилиндров можно с помощью специальных присадок в моторное масло. Такие добавки буквально «заживляют раны» на внутренней поверхности стаканов цилиндропоршневой группы и замедляют образования эллипса в сечении.
Для чего еще делают расточку цилиндров в мотоциклах и автомобилях?
Блок цилиндров растачивают не всегда с ремонтно-восстановительной целью. Некоторые владельцы машин и мотоциклов делают расточку вполне пригодных или даже новых двигателей. Цель такой операции – увеличение мощности.
Цель такой операции – увеличение мощности.
Объем двигателя внутреннего сгорания – основной фактор, влияющий на его мощностные показатели. Расточка блока цилиндров – это по своей сути снятие части металла с внутренней поверхности стаканов ЦПГ с увеличением их внутреннего объема. Другими словами цилиндры после расточки становятся объемнее, а значит и двигатель будет более мощным.
Это достаточно спорный способ увеличения мощности двигателя, поскольку используемые производителем автомобиля или мотоцикла материалы рассчитаны конструкторами на определенный предел мощности. Расточка цилиндров может привести к аварийной ситуации, особенно из-за сильного истончения стенок блока.
Процедура расточки
Блок цилиндров нельзя расточить своими руками в гараже и без извлечения двигателя из машины. Для этого нужен вертикально-расточной станок, высокоточные измерительные приборы и высокая квалификация опытного слесаря. При этом сам мотор извлекается из автомобиля, разбирается и устанавливается на станине с большой точностью по уровню и позиционированию относительно режущего инструмента.
Если же причина расточки цилиндров в их износе и овальности, весь процесс начинается с проведения точных замеров эллипсности с помощью стрелочных микрометрических измерительных приборов с аналоговой (механической) или цифровой индикацией результатов измерений. Современные модели подобного оборудования позволяют составить высокоточную 3D-модель изношенного блока цилиндров. Это значительно облегчает процесс расточки, поскольку программа сама определяет толщину снятия металла и режимы работы станка.
- Извлечение двигателя из автомобиля и полная разборка мотора.
- Установка блока цилиндров на станине вертикально-расточного станка с точным позиционированием по уровню.
- Проведение измерений диаметров стаканов ЦПГ и их эллипсности для определения глубины расточки.
- Непосредственная расточка с минимальной подачей и припуском 0,1-0,5 мм для последующей финальной обработки.
- Хонингование цилиндров – финишная полировка и удаление возможных дефектов, образовавшихся при расточке.

- Сборка двигателя и его установка в автомобиль.
Немаловажным фактором при выборе технологии расточки является основной конструкционный материал, из которого изготовлены цилиндры. Это может быть прочный, но хрупкий чугун или легкий и сравнительно мягкий алюминий, но для каждого из сплавов существуют свои требования, ограничения и особенности процесса растачивания.
Чугун
Чугунные сплавы считаются практически идеальными для изготовления блока цилиндров благодаря надежности, долговечности и ремонтопригодности. Чугунные цилиндры сравнительно легко растачивать, что возвращает даже вышедший из строя мотор снова в работу. Но у чугуна есть и несколько важных недостатков – большой вес, плохая теплоотдача и коррозия. При расточке чугунных цилиндров необходимо их эффективно охлаждать и работать с малой мощностью, что резко замедляет весь процесс ремонта.
Алюминий
Алюминиевые машиностроительные сплавы – это легкий аналог массивных материалов на основе железа. Алюминий хорошо отводит тепло и прост в обработке. Но у алюминиевых цилиндров есть большой минус – их не растачивают.
Алюминий хорошо отводит тепло и прост в обработке. Но у алюминиевых цилиндров есть большой минус – их не растачивают.
Проблема в том, что для уплотнения и упрочнения поверхности камеры сгорания ЦПГ на внутреннюю поверхность стаканов из алюминия наносят специальный упрочняющий слой на основе кремния. Это буквально делает невозможной расточку, ведь после нее алюминиевые цилиндры лишены защиты и непригодны для эксплуатации. В лучшем случае такой двигатель после расточки прослужит считанные дни или недели.
«За» и «Против» расточки блока цилиндров
| Преимущества расточки цилиндров | Недостатки расточки цилиндров |
|
|

Можно ли обойтись без расточки?
Правильная эксплуатация автомобиля без экстремальных режимов вождения, качественное топливо и моторное масло – главные факторы безупречной и долгой работы двигателя внутреннего сгорания. Но и при таких условиях не исключено образование эллипса и появление дефектов на поверхности зеркала цилиндров, что устраняется только расточкой. Однако существуют специальные присадки, которые минимизируют негативное влияние трения поршней и в разы сокращают износ всей цилиндропоршневой группы.
Российская компания «СУПРОТЕК» выпустила на рынок трибологические присадки для моторного масла «Супротек Актив Плюс». По своему составу и действию это не совсем присадки, поскольку присадочные добавки обычно изменяют химический состав и органолептику масла. Трибосостав «Супротек Актив Плюс» не меняет формулу ГСМ, а лишь насыщает его защитными и восстанавливающими компонентами.
По своему составу и действию это не совсем присадки, поскольку присадочные добавки обычно изменяют химический состав и органолептику масла. Трибосостав «Супротек Актив Плюс» не меняет формулу ГСМ, а лишь насыщает его защитными и восстанавливающими компонентами.
Частицы металла, керамики и других твердых материалов величиной до 3 мкм буквально заполняют образовавшиеся дефектные углубления и апогей эллипса. В результате регулярного использования трибологических присадок цилиндр буквально наращивает утраченный трением слой, что позволяет обойтись без расточки.
Использование присадок «Супротек» способствует устранению таких негативных проявлений изношенности цилиндров, как троение и вибрации двигателя, сизый дым, снижение мощности мотора и увеличение расхода топлива, что до этого исправлялось только расточкой.
Присадка подходит для всех двигателей объемом до 2500 см³ и четырехтактных моторов мотоциклов и прочей мототехники, включая моторные лодки, скутеры, малую сельхозтехнику, генераторы, мото-помпы и т.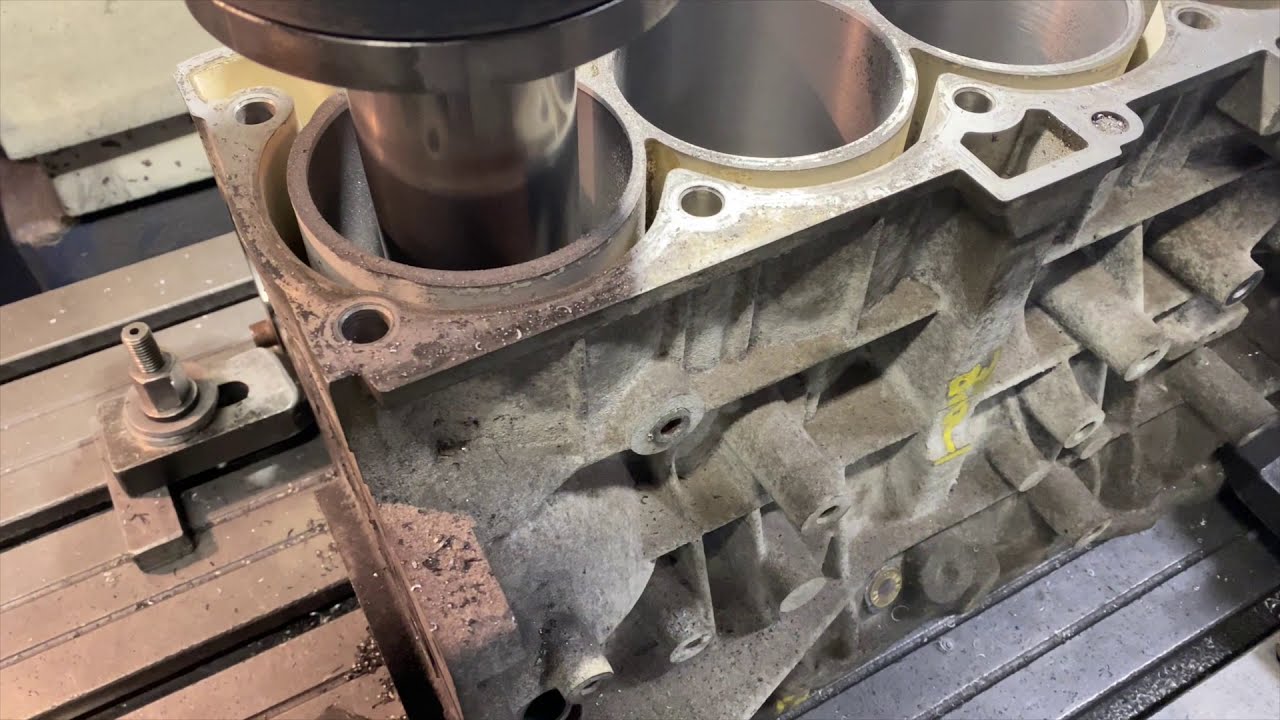 п. При этом цена присадок несоизмеримо ниже дорогостоящей процедуры расточки блока цилиндров, а риски минимальны.
п. При этом цена присадок несоизмеримо ниже дорогостоящей процедуры расточки блока цилиндров, а риски минимальны.
Заключение
Расточка блока цилиндров двигателя – эффективный способ восстановить идеальную геометрию внутренней поверхности камер сгорания мотора при их механическом износе. Однако это довольно сложная процедура, требующая наличия высокоточных измерительных приборов и расточного оборудования, а также высокой квалификации мастера. При этом цена расточки цилиндров достаточно большая, а риск испортить двигатель столь же велик.
Предотвратить появление задиров, сколов, канавок и овальности цилиндров двигателя без необходимости их растачивать можно с помощью специальных трибологических присадок, которые буквально «заживляют» дефекты, наращивая диффузионным способом металл в углублениях.
Трибосостав «СУПРОТЕК» можно регулярно добавлять в моторное масло согласно инструкции и полностью исключить необходимость в расточки блока цилиндров вашего автомобиля, продлив пробег до капремонта на сотни тысяч километров.
Профессиональная расточка блока цилиндров в Санкт-Петербурге
Расточка двигателя представляет собой типовую технологическую операцию с целью восстановления оригинальной геометрии стенок цилиндров. Расточка двигателя выполняется в двух случаях – при капремонте силового агрегата или в процессе тюнинга автомобиля для повышения его мощности.
Двигатель автомобиля естественным образом изнашивается в процессе езды. Максимальный износ – у поршня, который постоянно трется о цилиндр блока. Его стенки буквально стачиваются от постоянных нагрузок, и блок утрачивает исходную округлую форму.
Чаще всего во время длительной эксплуатации на стенках блока возникают задиры, либо он становится элипсообразным в сечении, а не круглым, каким должен быть. Это приводит к тому, что прилегание колец поршней к стенкам ухудшается. Так как нет герметичности, отработанные газы и горючая смесь попадают в картер, а масло может попадать в рабочую камеру.
Результат этих деструктивных процессов – падение силовых характеристик мотора, повышение расхода масла. Основной визуальный признак – дым из глушителя приобретает синеватый оттенок. Необходимо посетить автосервис для восстановления геометрии цилиндров во избежание дальнейшего разрушения двигателя.
Основной визуальный признак – дым из глушителя приобретает синеватый оттенок. Необходимо посетить автосервис для восстановления геометрии цилиндров во избежание дальнейшего разрушения двигателя.
Расточка двигателя – восстановление геометрии
Изменение геометрии цилиндра и появление задиров внутри можно убрать расточкой. Для этой операции используется вертикальный расточной станок.
Двигатель полностью разбирается и закрепляется по уровню на станине.
Убрать задиры значительно проще, чем восстановить оригинальную форму, поэтому точное время проведения работ невозможно определить сходу, не разобрав мотор. Измерение геометрии выполняется специальными микрометрическими приборами.
После выравнивания геометрии выполняется хонингование стенок цилиндров. Поршни и кольца приобретаются уже под новые размеры. Новые запчасти устанавливаются, выполняется сборка двигателя, силовой агрегат устанавливается обратно в автомобиль.
Расточка блока цилиндров для повышения мощности
Блок можно расточить с целью установки новых поршней, превышающих по диаметру оригинальные. Чем больше диаметр, тем больше воздушно-топливной смеси втягивается в рабочую камеру. Соответственно, в единицу времени сгорает больше топлива и давление на поршень возрастает. Это закономерно приводит к повышению мощности двигателя.
Чем больше диаметр, тем больше воздушно-топливной смеси втягивается в рабочую камеру. Соответственно, в единицу времени сгорает больше топлива и давление на поршень возрастает. Это закономерно приводит к повышению мощности двигателя.
Цены на услуги по расточке
| Расточка и хонингование Ваз | от 4000 |
| Расточка и хонингование Змз | от 4000 |
| Расточка и хонингование Умз | от 4500 |
| Расточка и хонингование через ремонтный размер за 1 ц-др + к цене | от 250 |
| Расточка и хонингование со снятием более 1 мм. без гарантии за 1 ц-др + к цене | от 250 |
| Расточка и хонингование легковой а/м за 1 шт. | от 2000 |
| Расточка и хонингование грузовой а/м за 1 шт. | от 2000 |
| Расточка и хонингование мототехника до 40 мм за 1 шт. | от 2000 |
Расточка и хонингование через размер за 1 шт. + к цене + к цене |
от 1000 |
| Расточка и хонингование мототехника более 40 мм | от 3000 |
| Расточка и хонингование легковая за 1 шт. | от 2000 |
| Расточка и хонингование грузовая за 1 шт. | от 2000 |
| Расточка и хонингование мототехника за 1 шт. | от 2000 |
| Расточка и хонингование через размер за 1 шт. + к цене | от 1000 |
Более подробно ознакомиться с прайсом на услуги нашей компании, Вы можете в разделе «Цены» или позвонив нам по телефону +7 (921) 930-53-48.
Ценообразование в механическом магазине — Двигатели Paragon
Ценообразование в механическом магазине
Блок -операции
Disassemble Engine $ 175
Hot Tank & Inspect Block $ 100
BORE -Block -.030 $
Внутренний блок — 0,060” $ 300
Втулка (один цилиндр) $ 175
Хонингование с моментными пластинами $ 350
Line Bore Mains $ 325
Line Bore Cam $ 350
Install Steel Caps $ 300
Deck Block Parallel $ 225
Hone Lifter Bores $ 75
Bore отверстия подъемника $ 425
Установка втулок подъемника $ 875
ОБОРУДОВАНИЕ ДЛЯ СТРОКЕРА 125
Установите подшипники кулачка $ 75
Установить замораживание замораживания $ 60 0005
Операции по уходу
Precision Grind и Plight $ 275 9000 9002
.
 Чистка $ 75
Чистка $ 75Станочный ключ $ 85
Установка колеса Reluctor $ 50
Piston & Rod Operations
PIN -FIT Pistons $ 40
Размер штифта. 20
Операции с головкой блока цилиндров
Очистка и пескоструйная очистка $ 150
Многоугловой клапан Работа $ 250
Заменить руководства и Hone $ 200
Mill V-8 Heads $ 135
Машино
Вакуумные испытательные головки (пара) $ 50
Машина для ввинчивания шпилек $ 250
R & R Сломанный болт $ 75
Станок для уплотнений клапанов $ 75
Станок для пружинных карманов. $ 100
головки портов (запуска) $ 325
Mill для вала Rockers $ 200
Тестирование потока (ежечасно) $ 100
«Оболочки».
 0005
0005Пожарное кольцо и приемник Groove $ 550
Mag Operations
Clean & Mag Crank — V8 $ 75
Clean & Mag Cramsh $ 50
Clean & Mag Cont Rod (каждый конг. ) $ 10
Блок/головки Clean & Mag $ Звоните
Операции сборки
Сборка короткого блока V-8 $ 650
Сборник Длинного блока V-8 $ 1200
SET BREANCES $ 150
границы распределительного вала $ 125
Конечные коляски $ 125
Сборные на стержнях на $ 125
- 92.
Зазор между поршнем и клапаном $ 10
Головки цилиндров CC $ 80
Heads Heads $ 100
Операции балансировки
Баланс 4 Cyl — $ 260
Balance V -8 — $ 300
Баланс 4 Cyl Crac Только кривошип V-8 $ 250
Уравновешивающий маховик $ 100
Уравновешивающая нажимная пластина $ 60
Тяжелый металл (за слизняк) $ 40
баланс $ 75
Босс 351 Engine Engence Block
BOSS 551 ENGIVE ENGIVER BORCE
BOSS 551 ENGIVER BORCE 9.
 5 DECK BOORE BORENS
5 DECK BOORE BORENS BOUSS 551 ENGIVER BOOL 9.5 DECK BOORE BOORE BORENBER | Детали деталей для M-6010-BOSS351BB
В мире гонок и производительности БОЛЬШЕ всегда лучше. Ford Racing это понимает, поэтому предлагает малые блоки BOSS в версиях Big Bore. Блоки Ford Racing BOSS предназначены для замены легендарных блоков BOSS 302 и BOSS 351 с использованием новейших технологий и технологий производства. Отлитые из дизельного железа с сиамскими отверстиями, толстыми стенками и палубами цилиндров, прочность блока BOSS намного превосходит любой блок производства Ford, который когда-либо предлагался.
Блоки Ford Racing Big Bore 351 упрощают и удешевляют сборку действительно БОЛЬШИХ маленьких блоков. Чтобы обеспечить наиболее точное расположение отверстия, концентричность и целостность, блоки BOSS Big Bore дополнительно обрабатываются на 0,125 дюйма на этапе первоначальной фиксации блока и растачивания. С незавершенным размером отверстия 4,120 дюйма, Ford Racing BOSS 351 Big Bore блоки делают действительно БОЛЬШИЕ маленькие блоки — размером до 460 кубических дюймов!
Блокировочные возможности Ford Racing BOSS были доказаны во всем мире как на трассе, так и на улице. Кроме того, все блоки Ford Racing BOSS отлиты и обработаны в соответствии с высочайшими отраслевыми стандартами США.
Кроме того, все блоки Ford Racing BOSS отлиты и обработаны в соответствии с высочайшими отраслевыми стандартами США.
- То же, что и M-6010-BOSS35195, за исключением того, что позволяет увеличить диаметр цилиндра за счет удаления перекрестных отверстий для охлаждающей жидкости между цилиндрами.
- Готово на черновом отверстии 4,120 дюйма. Предназначено для минимальной толщины стенки отверстия 0,180 дюйма при 4,125 дюйма (звуковая проверка рекомендуется для отверстий более 4,125 дюйма).
- Высота деки 9,5 дюйма, окончательная высота 9,500 дюйма плюс от 0,010 до 0,015 дюйма.
- Максимальный рекомендуемый ход 4,250 дюйма, зазор зависит от производителя коленчатого вала/шатуна.
- Распущенная 4-болтовая основная на 2, 3, 4, основные крышки
- 2-х болтовая основная на 1 и 5 коренных крышках
- Отверстия коренных подшипников обработаны до нижнего предела
- Диаметр коренной шейки 2,749 дюйма (стандартный размер 351C)
- Готовые отверстия под подъемники
- Обработан для установки заводских роликовых направляющих подъемника и фиксатора направляющей подъемника.

- Вдохновленная NASCAR передняя подача масла на обе камбузы подъемника
- Переработаны проходы системы охлаждения
- Увеличенный материал переборки
- Резьбовые заглушки для сердечника и камбузов (заглушки портов с прямой резьбой и уплотнительным кольцом)
- Требуются болты с головкой M-6065-BOSS специальной длины 1/2 дюйма или шпильки M-6014-BOSS, рекомендуемые с головками M-6049-X306/X307/X2/Z304DA/Z2.
- Предназначен для головок цилиндров M-6049-X306/X307/X2/C3/D3/Z304DA/Z2. Не предназначен для производства головок цилиндров 302/351W или M-6049-Y302/Y303/X302/X303/X304/X305.
- Используются обычные кулачковые подшипники с наружным диаметром M-6261-J351/R351.
- Уникальная эксцентриковая заглушка M-6026-S351 в комплекте
- Разработан для совместимости с оригинальными блоками 302 и 351 Вт и включает следующие функции:
- Разработан для использования стандартной крышки ГРМ, рекомендуется крышка ГРМ M-6059-D351 (включает приспособление для топливного насоса)
- Подходит для заводского масляного поддона Mustang со специальной маслозаборной трубкой M-6622-BOSS302.
