Хонинговка блока цилиндров — Технический Центр Мотортехнология
Статья
автор
МоторТехнология
Выработка ресурса мотором – неизбежный процесс, и неважно, насколько аккуратно его эксплуатировали. При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
Что такое хонингование
Слово «хонингование» пошло от английского «hone», что в переводе – «точить». Это название технологии абразивной обработки отверстий деталей автомобиля конической и цилиндрической формы посредством специальных насадок (хонов). Цель хонингования – достижение требуемой степени шероховатости поверхностей и максимальной точности их геометрических размеров.
Обычно хонингование требуется полостям разных компонентов двигателей, но нередко проводят и наружную обработку крупных деталей с помощью специализированных или модифицированных шлифовальных и горизонтально-расточных станков. Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Для двигателей внутреннего сгорания (ДВС) автомобилей в первую очередь выполняется хонингование цилиндров. Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Зачем выполняется хонингование
Точность обрабатывания хоном рабочей поверхности цилиндров двигателя куда выше, если сравнивать с применением расточных инструментов. Как следствие:
- благодаря обработке в разы сокращается период обкатки двигателя, в особенности если установлены особые компрессионные кольца, которые куда быстрее и точнее прирабатываются к стенкам цилиндров. Это благоприятно сказывается на ресурсе ДВС;
- обеспечивается наилучшая компрессия в цилиндрах. В результате двигатель начинает работать с предельной отдачей. Параллельно с этим увеличивается экономичность, снижается расход масла на угар;
- куда меньше газов прорывается в картер двигателя внутреннего сгорания, а значит моторное масло дольше сохраняет изначальные свойства;
- нивелируется конусность и эллипсность цилиндров мотора, нуждающегося в капремонте.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.
За счет хонингования блока цилиндров рабочая поверхность последних получает микропрофиль – углубления необходимы для удерживания частиц моторного масла. Особенно выигрывают от этого высокооборотистые двигатели, в которых поршни движутся с большой скоростью, а масляный туман, идущий из картера, не успевает оседать на стенках цилиндров. Хонингование в таком случае создает так называемый «аккумулятор масла», необходимый, чтобы детали цилиндропоршневой группы не работали на сухую, что чревато ускоренным износом.
Когда выполняется операция
Хонингование цилиндров для большей части двигателей выпускаемых сейчас автомобилей выполняют ещё на заводе с целью достичь эффекта «аккумулятора масла». Повторная процедура выполняется при капитальном ремонте, обычно после расточки.
Как часто требуется повторное хонингование сказать сложно, так как многое зависит от условий эксплуатации ДВС, манеры вождения, качества топлива и моторного масла. Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Пора делать хонинговку блока, если:
- заметно упала мощность двигателя;
- на холостом ходу возникают плавающие обороты;
- повысился расход топлива и масла.
Также о многом скажет цвет выхлопа. Если появился сизый оттенок, значит масло сгорает вместе с топливом – так быть не должно.
Особенности хонингования цилиндров двигателя
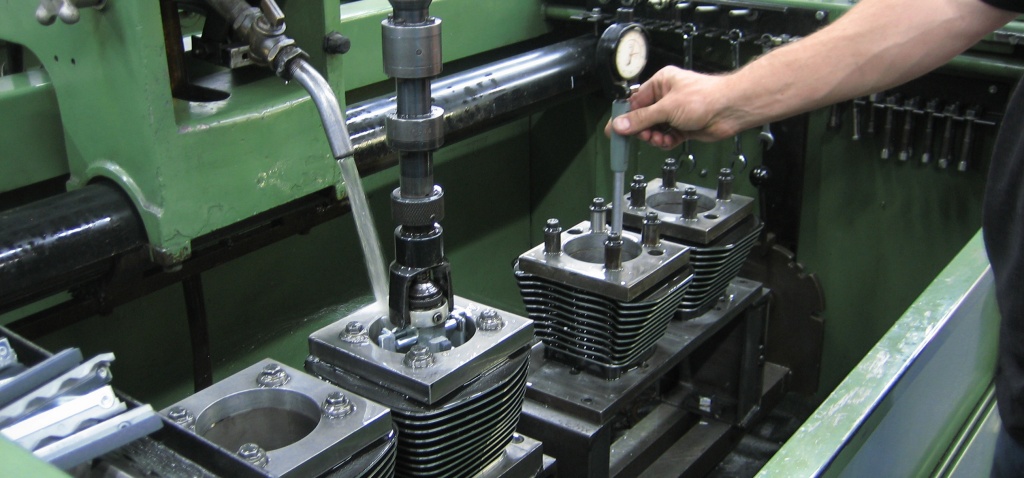
Хонинговка цилиндров выполняется таким образом: бруски-абразивы, закрепленные на хоне, прижимаются к стенкам детали, при этом насадка, шток которой зафиксирован в патроне станка, делает вращательные и возвратно-поступательные движения. При обработке поверхности она обильно смазывается смазочно-охлаждающей жидкостью.
Принцип операции меняется исходя из материала цилиндра:
- двигателям внутреннего сгорания с деталями из чугуна требуется два этапа.
 На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей; - для двигателей с деталями из сплавов алюминия Alusil, Locasil и Silitec по завершении расточки требуется хонингование в три этапа. На третьем шлифуют детали с сохранением ремонтного размера;
- хонингование – единственно возможный вариант устранения конусности и эллипсности алюминиевых цилиндров, стенки которых покрыты никелем и особо прочным карбидом кремния (Nicasil). Дело в том, что нет таких резцов, которые используются при стандартной расточке.

Условия качественного выполнения процедуры:
- шлифующая кромка равномерно давит на внутреннюю сторону цилиндра. Для деталей, сделанных из сплавов алюминия (в особенности если речь идет о тех, что с покрытием Nicasil), необходимо умеренное давление. Важно, чтобы точно соответствовали диаметр бруска и поршня, иначе обрабатываемая поверхность перегреется, образуются задиры, а из бруска будут вырваны абразивные зерна;
- правильный выбор абразива хонинговальных брусков с учетом материала цилиндров. Для моторов Alusil, например, используют бруски с «антизасаливающейся» поверхностью. К ним не будут цепляться частицы алюминия, и как следствие, не образуются задиры;
С помощью хонинговки важно достичь оптимальной степени шероховатости детали, чтобы моторное масло хорошо удерживалось. Для каждого сплава свой подход:
- у двигателей с деталями из чугуна для задания микрорельефа используют хонинговальную сетку. Ее риски в верхней части должны быть такими, чтобы при воздействии силы поверхностного натяжения масла образовывался «купол», обеспечивающий оптимальный смазывающий эффект.
 Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар; - для двигателей Alusil, Silitec и Locasil уровень шероховатости во многом зависит от размеров зерен кристаллов кремния, содержащихся в сплаве, и глубины их раскрытия.
При желании расточку и хонинговку реально сделать самому, понадобится только специальная насадка и смазочно-охлаждающая жидкость. Но надо учесть один момент: глубина рисок хонинговальной сетки, угол пересечения и уровень шероховатости для каждой серии ДВС свой, и изготовители этой информацией делиться не торопятся. В техническом центре же такие процедуры выполняются регулярно, то есть мастера, отталкиваясь от статистики, накопили достаточно опыта.
Если выполнять хонинговку самостоятельно, хорошо, если просто не будет никакого эффекта. В худшем же случае расход масла только увеличится, а ресурс ДВС сократится. По этой причине доверить хонингование лучше профессионалам, к тому же в ходе капитального ремонта эта операция идет сразу за расточкой цилиндров.
Смотрите также:
Что такое хонингование цилиндров двигателя. Особенности процесса, как делается и для чего нужно
Сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура
ЧТО ТАКОЕ ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ. ОСОБЕННОСТИ ПРОЦЕССА, КАК ДЕЛАЕТСЯ И ДЛЯ ЧЕГО НУЖНО
Добрый день, сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура. Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого «омолаживающего» процесса ключевого узла силовой установки. В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Итак, что называется хонингованием или расточкой цилиндров двигателя автомобиля и для чего проводят эту процедуру? Хонингованием, известным в народе понятием, как расточка блока двигателя называется окончательная обработка поверхности стенок цилиндра при помощи специальных инструментов. Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
ЧТО ТАКОЕ ПОРШЕНЬ ДВИГАТЕЛЯ
Справочно заметим, что в процессе эксплуатации силовая установка находится под сильной нагрузкой и с течением времени изнашивается, что приводит к потери им первозданного состояния. Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров. По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности. Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров. По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности. Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Заметим, что при проведении капитального ремонта двигателя, цилиндры растачивают до определенного размера, который называется первым ремонтным. Хонингование помогает сохранить правильную геометрию цилиндров мотора, то есть из овальной формы их привести к правильной круглой, так сказать первоначальной. Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Справочно скажем, что полностью избавиться от шероховатости не получиться, но привести поверхность стенок к оптимальному состоянию при расточке, как правило получается. Как мы отметили ранее, хонингование — это последний или завершающий штрих в обработке при капитальном ремонте двигателя и по сравнению с классическими доводочными операциями, на подобии полирования или притирки того или иного участка поверхности, расточка обладает высокой точностью, а также большой эффективностью.
Самым эффективным способом расточки блока цилиндров по мнению специалистов является плосковершинное хонингование, которое имеет большое количество плюсов. Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
По завершению данного процесса, цилиндры двигателя быстрее прирабатываются к поршневым кольцам и следовательно будет меньший износ деталей мотора. При меньшем износе деталей двигателя, увеличивается эффективность работы всего узла.
Кроме того, благодаря быстрой приработке элементов силовой установки, повышается компрессия в цилиндрах мотора. Все это в итоге ведет к увеличению срока службы силового узла и тем самым удлиняется интервал до следующего капитального ремонта. Также к достоинствам расточки можно отнести сокращение расхода моторного масла и нивелирование прорыва газов в картер двигателя.
Главной особенностью расточки блока двигателя является образование по завершению этого процесса на стенках цилиндров специальной сетки, которая хорошо заметна при детальном осмотре поверхности. Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Как же происходит процесс расточки стенок цилиндров силовой установки? Такой процесс всегда проходит в 2 этапа. К 1-му этапу относят черновую обработку поверхности стенок цилиндров, на которой применяется специальный абразив с крупной зернистостью. На 2-ом этапе наступает окончательная или заключительная обработка стенок цилиндров. На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
Как правило, используют керамические и алмазные абразивы.
Керамические абразивы по эффективности немного уступают алмазным. На это имеются вполне объективные причины, например керамические элементы имеют более короткий срок службы, поэтому и стоят почти в 2 раза дешевле алмазных. По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку. Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
В заключении отметим, что большинство специалистов, которые проводят растачивание стенок блока цилиндров двигателя, по завершению процедуры производят еще одну довольно важную операцию, которая называется финишная чистка при помощи абразивной пасты. Паста отлично убирает и сглаживает острые углы с впадинами, которые могут оставаться после растачивания. В результате применения абразивной пасты достигается идеальная гладкость поверхности стенок цилиндров силовой установки.
Паста отлично убирает и сглаживает острые углы с впадинами, которые могут оставаться после растачивания. В результате применения абразивной пасты достигается идеальная гладкость поверхности стенок цилиндров силовой установки.
БОЛЬШОЕ СПАСИБО ЗА ВНИМАНИЕ. ОСТАВЛЯЙТЕ СВОИ КОММЕНТАРИИ, ДЕЛИТЕСЬ С ДРУЗЬЯМИ.
ЖДЕМ ВАШИХ ОТЗЫВОВ И ПРЕДЛОЖЕНИЙ.
Обсуждение поршневых колец и хонингования цилиндров
При рассмотрении деталей для будущего двигателя мне вспоминается разговор, который я подслушал много лет назад между подростком и пожилым джентльменом. Молодой мальчик присматривался к машине, которую хотел купить, и восклицал обо всех преимуществах своей недавно найденной машины мечты, таких как новые тормоза, новая выхлопная система и так далее и тому подобное. Пожилой джентльмен выслушал, а затем спросил: «Вы покупаете машину или кучу автозапчастей?» Хотя набор качественных деталей всегда является плюсом, они не будут иметь большого значения, если остальная часть пакета также не соответствует поставленной задаче. То же самое касается двигателя вашего автомобиля. Выбор правильных поршневых колец так же важен, как и любая другая часть вашего двигателя.
То же самое касается двигателя вашего автомобиля. Выбор правильных поршневых колец так же важен, как и любая другая часть вашего двигателя.
Технология изготовления поршневых колец сильно изменилась по сравнению с вариантом «хром или молибден». В современных кольцах используются различные материалы и покрытия, чтобы адаптировать их к конкретному применению.
Мы должны точно так же выбирать отдельные компоненты для наших двигателей, полностью понимая, как они должны работать вместе, чтобы получить наилучшие результаты, включая поршневые кольца. Сегодняшние кольца используют гораздо больше технологий, чем всего несколько лет назад. Выбор правильного пути при покупке поршневых колец без понимания того, почему произошли эти достижения, может быть довольно сложным. Мы поговорили с Лейком Спидом-младшим из Total Seal, чтобы помочь нам лучше понять современную технологию поршневых колец и то, как процесс обработки должен работать вместе, чтобы обеспечить успех любого ремонта двигателя.
Многие из нас помнят времена, когда существовало только два типа поршневых колец – из ковкого чугуна с молибденовым покрытием или с хромированным покрытием. До этого были простые чугунные кольца, но раз уж мы говорим о двигателях на базе LS, то давайте придерживаться технологий из этого века. Последним материалом, появившимся на рынке поршневых колец, является сталь. Этот прочный материал позволяет герметизировать цилиндры, используя самые тонкие поверхности. Если вы недавно покупали поршневые кольца, вы, несомненно, заметили, насколько тонкими стали некоторые кольца.
Масло действует как прокладка, а также как смазка. – Lake Speed Jr., Total Seal
Для поршневых колец также доступны различные покрытия, такие как плазменно-молибденовое покрытие, газовое азотирование и различные покрытия PVD. PVD (физическое осаждение из паровой фазы) в последнее время стало более популярным. Это процесс тонкого покрытия, при котором твердые пленки осаждаются на поверхности кольца. Процесс PVD предлагает множество вариантов, таких как CrN (нитрид хрома) и TiN (нитрид титана), оба обладают отличной термостойкостью и износостойкостью. Имея так много различных вариантов, вы можете задаться вопросом, может ли кто-нибудь действительно знать, какой тип поршневого кольца лучше всего подходит для их применения. Да, ты можешь. Мы спросили у Total Seal’s Speed, как это сделать.
Процесс PVD предлагает множество вариантов, таких как CrN (нитрид хрома) и TiN (нитрид титана), оба обладают отличной термостойкостью и износостойкостью. Имея так много различных вариантов, вы можете задаться вопросом, может ли кто-нибудь действительно знать, какой тип поршневого кольца лучше всего подходит для их применения. Да, ты можешь. Мы спросили у Total Seal’s Speed, как это сделать.
Как и во многих областях, требующих внимания при сборке двигателя, знание ожидаемой мощности двигателя — лучший способ определить, какое поршневое кольцо будет работать лучше всего. Даже топливо, которое вы собираетесь использовать, может иметь значение при выборе наилучшего поршневого кольца для вашего применения. Спид объясняет: «Ключ в том, что вы должны знать, как будет использоваться двигатель. Он будет без наддува или с наддувом? Увидит ли он закись азота? Каждое из этих соображений влияет на то, какой материал кольца лучше всего использовать».
Кольца стали намного тоньше, чем вы привыкли видеть. Современное более тонкое кольцо имеет так много преимуществ, что многие OEM-производители начали использовать их на заводе.
Запуск газового насоса или E85 также может иметь большое значение. Для безнаддувного двигателя, работающего на газовом насосе, идеально подходит кольцо из ковкого чугуна с молибденовым покрытием. Молибденовое покрытие пористое, поэтому оно хорошо удерживает масло для смазки стенки цилиндра. По этой причине кольца из ковкого молибдена не зависят от механической обработки стенок цилиндра, чтобы удерживать масло так сильно. И наоборот, если вы хотите повысить или запустить двигатель E85, вам следует использовать стальное кольцо. Стальные кольца тверже, чем хромированные или кольца с молибденовым покрытием, и они не пористые, поэтому масло необходимо удерживать в тех небольших впадинах на стенке цилиндра, которые образуются в процессе хонингования.
Долголетие в долине, сила на плато «ВСЕ, что вы делаете, влияет на способность колец герметизировать цилиндр!» говорит Спид. «Даже поддержка двигателя с помощью пластины двигателя по сравнению с традиционными опорами двигателя может иметь значение». Общепризнано, что использование торсионной пластины во время хонингования увеличивает мощность, обеспечивая идеально круглую форму цилиндра после установки головки. Точно так же правильное покрытие стенки цилиндра для выбранных вами колец важно для долговечности и того, как кольца будут плотно прилегать к стенке цилиндра. Спид объясняет, что у каждого типа колец будет свой собственный рецепт подготовки отверстия цилиндра. Эта правильная отделка чаще всего представляет собой уравнение, состоящее из двух частей, которое включает в себя плавность высоких частот и глубину низов, называемое оттачиванием плато.
«Даже поддержка двигателя с помощью пластины двигателя по сравнению с традиционными опорами двигателя может иметь значение». Общепризнано, что использование торсионной пластины во время хонингования увеличивает мощность, обеспечивая идеально круглую форму цилиндра после установки головки. Точно так же правильное покрытие стенки цилиндра для выбранных вами колец важно для долговечности и того, как кольца будут плотно прилегать к стенке цилиндра. Спид объясняет, что у каждого типа колец будет свой собственный рецепт подготовки отверстия цилиндра. Эта правильная отделка чаще всего представляет собой уравнение, состоящее из двух частей, которое включает в себя плавность высоких частот и глубину низов, называемое оттачиванием плато.
Платохонингование начинается с грубого бруска, чтобы создать более глубокую «впадину» на обрабатываемой поверхности цилиндра. Затем более тонкий камень создает более гладкую поверхность, удаляя пики от предыдущего процесса обработки.
Масло в цилиндре действует как прокладка, а также как смазка. В цилиндре должно быть достаточное количество масла, чтобы кольца имели необходимую смазку. Скорость объясняет, что топливо становится врагом, когда оно попадает в область, где встречаются поршневые кольца и стенки цилиндра, потому что оно смывает слой смазочного масла. Чем больше топлива попадает в цилиндр (как в случае наддува, закиси азота или Е85), тем больше оно смывает стенки цилиндра и удаляет масляную пленку, обеспечивающую долговечность ваших колец. В этих случаях крайне важно сохранить достаточное количество масла для смазки поршневых колец.
В цилиндре должно быть достаточное количество масла, чтобы кольца имели необходимую смазку. Скорость объясняет, что топливо становится врагом, когда оно попадает в область, где встречаются поршневые кольца и стенки цилиндра, потому что оно смывает слой смазочного масла. Чем больше топлива попадает в цилиндр (как в случае наддува, закиси азота или Е85), тем больше оно смывает стенки цилиндра и удаляет масляную пленку, обеспечивающую долговечность ваших колец. В этих случаях крайне важно сохранить достаточное количество масла для смазки поршневых колец.
Четыре «R» масла
- ПРАВИЛЬНАЯ СУММА
- ПРАВОЕ МАСЛО
- В ПРАВИЛЬНОМ МЕСТЕ
- В В НУЖНОЕ ВРЕМЯ
Не менее важно, чтобы стенки цилиндра были достаточно гладкими, чтобы кольца полностью герметизировались. Ответ — платохонингование, при котором используются два разных зернистых камня. Первый раунд выполняется с грубым камнем, чтобы создать поверхность с достаточной «впадиной», чтобы масло оставалось, не смываясь топливом. Во втором проходе используется более мелкий камень, чтобы сгладить вершины крошечных гор на поверхности стенки цилиндра (как это было бы в обкатанном двигателе), чтобы обеспечить хорошее уплотнение с кольцами. «Посадка колец» когда-то была процессом, который происходил во время работы только что построенного двигателя. Сегодня кольцо, установленное в правильно отточенном двигателе с правильным пакетом колец, может быть приработано намного быстрее. Исключением являются кольца с хромированным покрытием, которые требуют другой обработки в зависимости от материала.
Первый раунд выполняется с грубым камнем, чтобы создать поверхность с достаточной «впадиной», чтобы масло оставалось, не смываясь топливом. Во втором проходе используется более мелкий камень, чтобы сгладить вершины крошечных гор на поверхности стенки цилиндра (как это было бы в обкатанном двигателе), чтобы обеспечить хорошее уплотнение с кольцами. «Посадка колец» когда-то была процессом, который происходил во время работы только что построенного двигателя. Сегодня кольцо, установленное в правильно отточенном двигателе с правильным пакетом колец, может быть приработано намного быстрее. Исключением являются кольца с хромированным покрытием, которые требуют другой обработки в зависимости от материала.
В связи с тем, что на свалке собирается так много двигателей на базе LS, мы обратились к Speed с просьбой найти подходящее решение для отделки цилиндров и пакета колец для малобюджетной сборки на основе складских запасов. Он подтвердил: «Будьте честны с собой и с тем, что вы ДЕЙСТВИТЕЛЬНО собираетесь с этим делать». Он объяснил, что на насосном газовом двигателе кольцо из ковкого чугуна отлично работает с хонинговальной машиной с зернистостью 320 на стенках цилиндра. В этот момент ограничивающим фактором становится способность поршня выдерживать выходную мощность двигателя.
Он подтвердил: «Будьте честны с собой и с тем, что вы ДЕЙСТВИТЕЛЬНО собираетесь с этим делать». Он объяснил, что на насосном газовом двигателе кольцо из ковкого чугуна отлично работает с хонинговальной машиной с зернистостью 320 на стенках цилиндра. В этот момент ограничивающим фактором становится способность поршня выдерживать выходную мощность двигателя.
Если вы собираетесь усилить его и хотите, чтобы он прослужил долго, Спид рекомендует начать с точилки с зерном не менее 280 и закончить бруском с зерном 400, чтобы обеспечить необходимое плато. После того, как поверхность цилиндра станет правильной, вы также можете покрыть юбки поршней истираемым покрытием, чтобы они оставались прямыми в отверстии. При выборе колец вы можете выбрать верхнее кольцо с газовыми отверстиями, чтобы улучшить уплотнение по всей окружности цилиндра.
Чтобы улучшить уплотнение кольца к стенке цилиндра, вы можете выбрать либо кольцо с отверстиями, либо поршень с отверстиями. Это позволяет давлению в цилиндре течь за кольцо и равномерно выталкивать кольцо к цилиндру.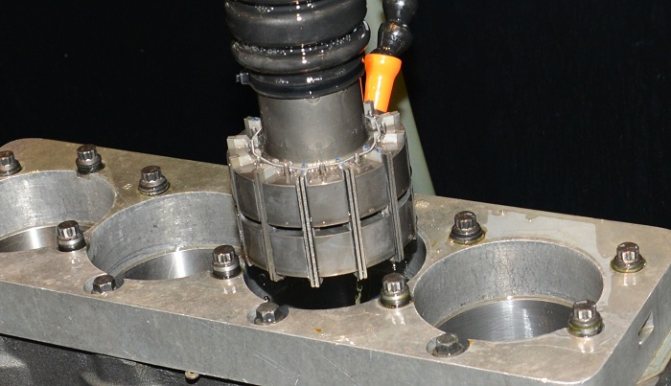
Спид также говорил о важности правильного зазора в концах колец. Вы хотите, чтобы эти кольца могли расширяться при больших нагрузках, не сталкиваясь друг с другом и не разрушая ваш двигатель. Он также объяснил, что слишком многие люди беспокоятся о том, чтобы сохранить узкий зазор на конце, чтобы предотвратить утечку. Спид говорит, что риск поломки вашего двигателя из-за слишком тугих зазоров на концах поршневых колец больше, чем мощность, которую вы можете потерять, дав кольцам некоторый зазор. Если вы действительно беспокоитесь о потере этой последней лошадиной силы из-за концевого зазора, вы всегда можете использовать набор колец без зазоров, чтобы, так сказать, заполнить зазор.
В кольцах без зазоров используется второе кольцо на той же кольцевой площадке. Промежутки между двумя кольцами расположены в шахматном порядке, эффективно заполняя область зазора и оставляя каждому кольцу достаточно места для расширения из-за тепла.
Без профилометра можно только гадать.
– Lake Speed, Jr.
Знание требований к вашему двигателю поможет вам выбрать лучшие компоненты и процесс обработки для вашего применения. Когда придет время поцарапать поверхность стенок цилиндра, убедитесь, что ваш механик может проверить работу с помощью профилометра.
Профилометр показывает детали вашего покрытия на обработанной стенке цилиндра. Получение надлежащего плоского хонингования представляет собой двухэтапный процесс, в котором основное внимание уделяется глубине маслоудерживающих впадин, а также высоте пиков поверхности, где кольца будут соприкасаться со стенкой цилиндра. Профилометр – это инструмент, обеспечивающий правильную обработку.
Спид был весьма непреклонен, «без профилометра вы только гадаете». Мы потратили большую часть этой истории, превознося важность получения надлежащей отделки для ваших колец, и было бы стыдно бросить мяч на этом этапе игры. Если подумать, это как закладывать фундамент дома без уровня. Хотя вы, возможно, не держите профилометр во время процесса обработки, мы надеемся, что это поможет пролить свет на выбор следующего набора колец для сборки вашего двигателя. Если у вас есть какие-либо вопросы, знающие люди из Total Seal всегда на связи.
Если у вас есть какие-либо вопросы, знающие люди из Total Seal всегда на связи.
Teng Tools Регулируемый инструмент для хонингования цилиндров двигателя
Перейти к содержимомуФинансирование любого товара от 50 до 15 тысяч долларов
Доставка в тот же день из Огайо
Срок доставки в Канаду 1-3 дня
Срок доставки в Мексику 1-3 дня
Скидка 26%
Артикул: AT040
Название по умолчанию
Количество
Минус Плюс
Teng Tools Регулируемый инструмент для хонингования цилиндров двигателя — AT040 находится в резерве и будет отправлен, как только он снова появится на складе.
- Регулируемый инструмент для хонингования цилиндров двигателя
- Подходит для цилиндров диаметром от 50 до 180 мм
- Он имеет регулировку натяжения пружины для обеспечения положительного режущего действия и подходит для использования с пневматическими инструментами
Показать больше
90 дней на возврат
Мы даже поставляем этикетку для отправки
Быстрая доставка
Доставка в тот же день — Премиум-способы доставки
Финансирование вашей покупки
Выберите Мы получаем финансирование
Безопасные знакомые платежные шлюзы
Не стесняйтесь — вы защищены
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Следующий уровень :»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,»select_rewards» :»Выберите награду»,»shop_now»:»Купить сейчас»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:» Введите действительную дату рождения»,»warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи.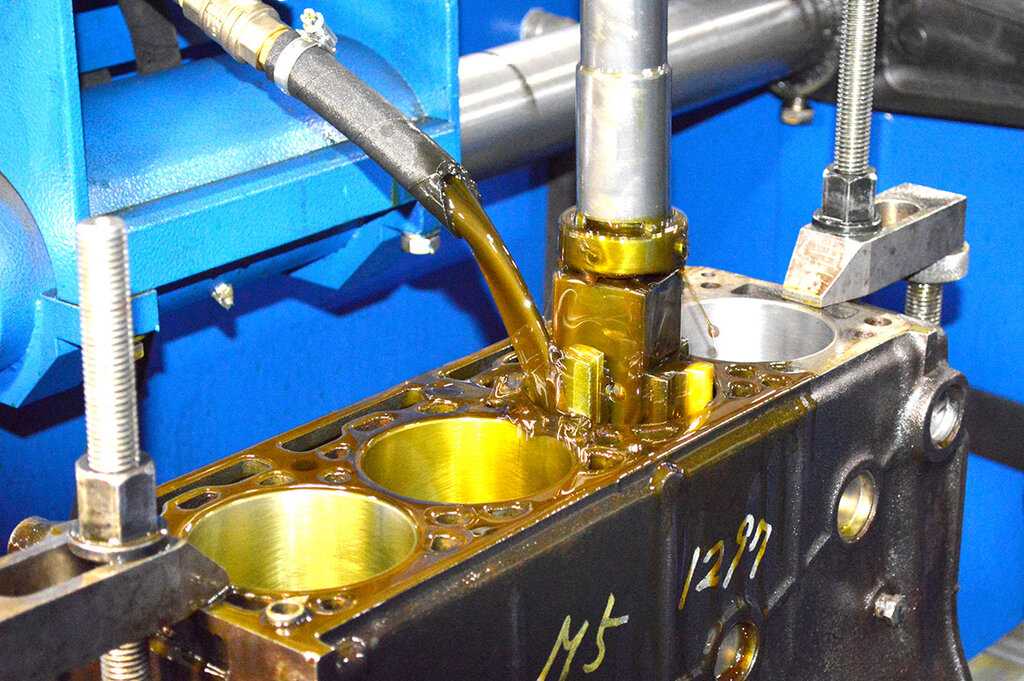
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен )»,»activity_refund_earn_point»:»-{{ points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:»+{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ( {{ Discount_code }})»,»referrer_guest_notify_message»:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:» Вам не разрешено использовать реферальную программу»,»referral_no_activity»:»Нет активности»,»referral_history_customer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата» ,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})»,»discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней «,»activity_discount_expired_code»:»Срок действия скидки истек {{ code }}»,»activity_discount_expired»:»Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, размещенный в день вашего рождения, будут умножаться на {{multiple_points}}!»,»your_discount_code»:»Ваш код скидки:»,»verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
