ᐉ Блок цилиндров двигателя
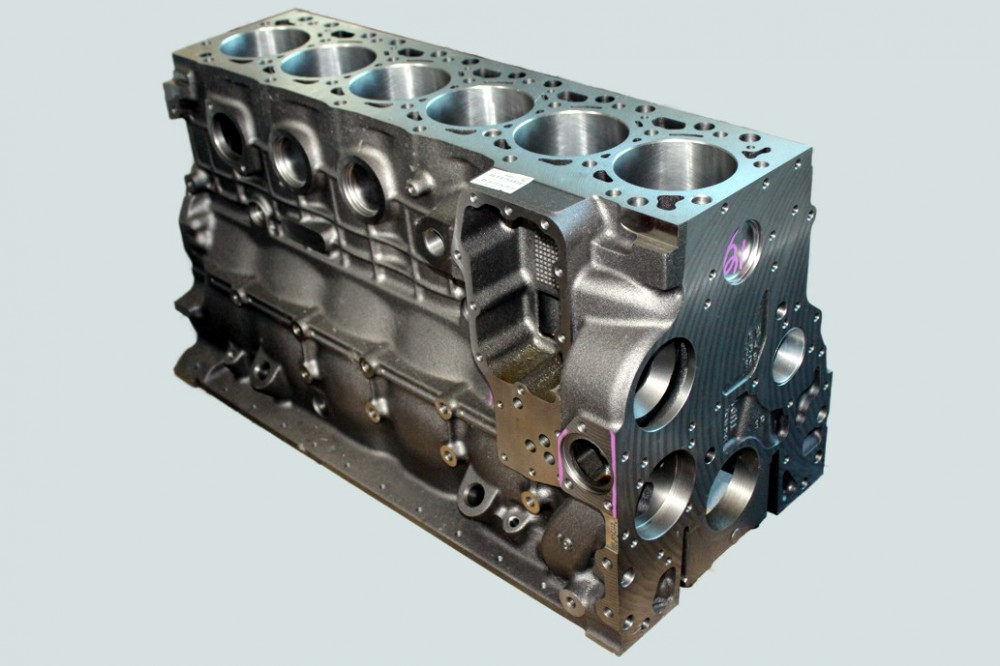
Блок цилиндров изготавливается с помощью литья с последующей механической обработкой. Нижняя часть блока цилиндров обычно обрабатывается для установки в блок коренных подшипников коленчатого вала и для присоединения поддона картера. Большое значение имеет расстояние между соседними цилиндрами. Увеличение расстояния дает возможность повысить жесткость блока и обеспечить возможность увеличения в дальнейшем рабочего объема двигателя путем увеличения диаметра цилиндров (наиболее простой способ получения модификаций двигателей различной мощности). С другой стороны, это приводит к увеличению габаритных размеров двигателя и его массы.
В последнее время некоторые производители автомобильных двигателей изготавливают блоки цилиндров, в которых соседние цилиндры соприкасаются стенками (так называемые сиамские блоки с «сухими» гильзами). Такой способ дает возможность получить довольно жесткую конструкцию при сравнительно небольшом размере.
Рис. Блок цилиндров двигателя Nordstar GM с «сухой» гильзой.
Характерной особенностью современных высоконагруженных двигателей является применение опорной рамы, которая крепит коленчатый вал. К опорной раме крепится высокий алюминиевый масляный поддон, который максимально изолирован от вибраций кривошипно-шатунного механизма, что положительно сказывается на акустике двигателя. Дополнительную функцию выполняет контур опорной рамы коленчатого вала. Он играет роль маслоотражателя в области противовесов коленчатого вала и шатунов. Таким образом, стекающее масло не разбрызгивается по стенкам всего блока двигателя, а улавливается и отводится непосредственно в поддон.
Рис. Блок цилиндров двигателя Audi 4,2 л V8 TDI:
1 – главная масляная магистраль; 2 – блок цилиндров; 3 – опорная рама; 4 – алюминиевый масляный поддон; 5 – каналы слива масла; 6 – приливы опорной рамы; 7 – коленчатый вал
Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал недорог, он обладает прочностью и жесткостью при хороших литьевых качествах. Кроме того, обработанные хонингованием внутренние поверхности чугунных цилиндров обладают отличными антифрикционными свойствами и высокой износостойкостью. Существенными недостатками чугуна являются его большая масса и низкая теплопроводность. Стремление конструкторов к созданию более легких двигателей привело к разработке конструкции блоков цилиндров из алюминиевых сплавов. Алюминий значительно уступает чугуну в жесткости и износостойкости, поэтому блок из алюминия должен иметь большое количество ребер жесткости, а в качестве цилиндров обычно служат чугунные гильзы, которые вставляются в алюминиевый блок в процессе сборки, заливаются или запрессовываются в него при изготовлении.
Этот материал недорог, он обладает прочностью и жесткостью при хороших литьевых качествах. Кроме того, обработанные хонингованием внутренние поверхности чугунных цилиндров обладают отличными антифрикционными свойствами и высокой износостойкостью. Существенными недостатками чугуна являются его большая масса и низкая теплопроводность. Стремление конструкторов к созданию более легких двигателей привело к разработке конструкции блоков цилиндров из алюминиевых сплавов. Алюминий значительно уступает чугуну в жесткости и износостойкости, поэтому блок из алюминия должен иметь большое количество ребер жесткости, а в качестве цилиндров обычно служат чугунные гильзы, которые вставляются в алюминиевый блок в процессе сборки, заливаются или запрессовываются в него при изготовлении.
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением
Posted in Двигатель автомобиляTagged Блок Цилиндров, Двигатель, КШМ, ЦилиндрРис. Схема нанесение покрытия на стенки цилиндра плазматроном:
1 – струя плазмы с напыляемым порошком; 2 – плазматрон; 3 – рабочая поверхность цилиндра
Что такое блок двигателя – x-engineer.
 org Что такое блок двигателя – x-engineer.org
org Что такое блок двигателя – x-engineer.orgБлок двигателя является одним из самых больших, тяжелых и важных компонентов двигателя внутреннего сгорания. Блок двигателя фиксируется на кузове автомобиля с помощью пассивных упругих опор или более совершенных активных гидравлических демпферов. Блок цилиндров иногда называют блоком цилиндров , но он имеет то же значение.
Основные функции блока цилиндров:
- содержит некоторые из движущихся частей двигателя: поршень, шатун, коленчатый вал
- содержит часть контура охлаждения
- вместе с головкой блока цилиндров образует камеру сгорания
- является опорой для части системы смазки контур: масляный поддон, масляный насос, масляный фильтр
- является опорой для вспомогательных устройств: стартера, компрессора кондиционера, генератора переменного тока, впускного и выпускного коллекторов и т. д.
Изображение: основные компоненты ДВС
- крышка головки блока цилиндров
- головка блока цилиндров
- блок цилиндров
- масляный поддон
головка блока цилиндров устанавливается сверху блока цилиндров. Крепится он с помощью длинных болтов, которые проходят через головку блока цилиндров и вкручиваются в блок двигателя. Между головкой блока цилиндров и блоком цилиндров находится прокладка головки блока цилиндров , которая помогает герметизировать камеру сгорания и контуры охлаждения.
Крепится он с помощью длинных болтов, которые проходят через головку блока цилиндров и вкручиваются в блок двигателя. Между головкой блока цилиндров и блоком цилиндров находится прокладка головки блока цилиндров , которая помогает герметизировать камеру сгорания и контуры охлаждения.
В зависимости от двигателя блок цилиндров может быть цельным или разделенным на два, верхний и нижний блоки.
Изображение: Ecotec 2.0L I-4 VVT DI Turbo Алюминиевое литье блока цилиндров
Источник: GM
- Опора крепления коленчатого вала
- Канал контура охлаждающей жидкости
- Цилиндр
- Резьбовое отверстие (для болтов канала головки блока цилиндров)
- 2
- 2
- опора вспомогательного оборудования
Во время работы двигателя на блок двигателя действуют высокие механические и термические нагрузки. Блок двигателя должен выдерживать очень высокие нагрузки, давления, вибрации и температуры. Цилиндры должны иметь низкий коэффициент трения, но высокую жесткость. В то же время масса блока цилиндров должна быть как можно меньше.
В то же время масса блока цилиндров должна быть как можно меньше.
Изображение: Ecotec 2.0L I-4 VVT DI Turbo Нижний и верхний алюминиевые отливки блока цилиндров
Источник: GM
Обычно блок цилиндров изготавливается из литого легированного чугуна. Это экономичное решение. Двигатели Performance изготовлены из алюминиевого сплава, который по сравнению с блоками цилиндров из железа имеет следующие преимущества:
- меньшая масса
- более высокая теплопроводность
- лучшая износостойкость
- более простые в изготовлении
Самым главным недостатком блока цилиндров на алюминиевой основе является более высокая стоимость.
В зависимости от конфигурации цилиндров мы можем иметь различную геометрию блоков цилиндров:
- вертикальный блок цилиндров (например, I-4, GM Ecotec): все цилиндры в один ряд (прямые двигатели)
- «V» блок цилиндров (например, V8, Ford Mustang): с двумя рядами цилиндров (смещены под углом 90° – 120°)
- горизонтальный блок цилиндров (например, 4-цилиндровый оппозитный двигатель, Subaru): расположение цилиндров с противоположным расположением цилиндров на 180° (оппозитный двигатель)
- Блок цилиндров «W» (например, W16, Bugatti Veyron): два V-образных ряда цилиндров, смещенных под углом
Изображение: 7,0-литровый V-8 (LS7) Блок цилиндров двигателя Chevrolet Corvette
Источник: GM
Блок цилиндров является статическим/неподвижным компонентом двигателя. Это не очень интересно с точки зрения владельца транспортного средства, но это очень важный компонент, так как он скрепляет большинство деталей двигателя и должен выдерживать высокие механические и термические нагрузки.
Это не очень интересно с точки зрения владельца транспортного средства, но это очень важный компонент, так как он скрепляет большинство деталей двигателя и должен выдерживать высокие механические и термические нагрузки.
Для вопросов или замечаний по блоку цилиндров используйте форму ниже.
Не забудьте поставить лайк, поделиться и подписаться!
Обнаружен блокировщик рекламы
Уважаемый пользователь, Наш веб-сайт предоставляет бесплатный и высококачественный контент, показывая рекламу нашим посетителям. Пожалуйста, поддержите нас, отключив блокировщик рекламы для нашего сайта. Спасибо!
Обновление
Блок цилиндров | Secotools.com
Блоки цилиндров содержат различные основные детали двигателя, такие как гильзы и каналы охлаждающей жидкости. Конструкции блоков часто концептуально различны и включают в себя различные материалы, требующие операций обработки биметалла, а также сложных производственных процессов и сложной высокоточной оснастки.
- Устранение вибрации при продуктивном фрезеровании обеих упорных поверхностей.
- Сохранение производительности и надежности при фрезеровании квадратных уступов неровных заготовок, литой корки и загрязненных поверхностей.
- Поддержание производительности и надежности при торцовом фрезеровании нестандартных заготовок, литой корки и загрязненных поверхностей.
- Обеспечение надежного и эффективного процесса черновой обработки линии отверстия кривошипа.
- Высокая подача стола и низкие силы резания при черновой обработке отверстия цилиндра.
- Соблюдение строгих требований к допускам и чистоте поверхности при развертывании.
- Создание продуктивного процесса фрезерования небольших площадей с неравномерным припуском, литой коркой и нечистыми поверхностями.
- Продуктивная отделка основных поверхностей с высокими требованиями к чистоте поверхности, плоскостности и волнистости.
- Сверление большого количества отверстий с малым временем цикла, высоким качеством и надежностью.

- Рассверливание точных отверстий с идеальной обработкой поверхности.
- Минимизация стоимости инструмента за штуку при продуктивном сверлении большого количества отверстий.
- Минимизация времени цикла при выполнении глубоких высококачественных отверстий.
1 — Milling both thrust faces
| Your Challenge: | Eliminating vibration while productively milling both thrust faces . | ||
| Наше решение: | Семейство дисковых фрез Seco R335 имеет прочный корпус, обеспечивающий высокую стойкость инструмента, и множество функций, разработанных для оптимизации обработки чугуна. Положительные передние углы уменьшают силы резания и вибрацию, оптимизируя точность и потребление энергии, а использование постоянного переднего угла по радиусу максимизирует эвакуацию стружки. Кроме того, использование держателей насадных фрез Steadyline с гашением вибрации повышает динамическую жесткость и позволяет использовать фрезы R335 с большим вылетом. Ваши преимущества включают высокую производительность и увеличенный срок службы инструмента. Кроме того, использование держателей насадных фрез Steadyline с гашением вибрации повышает динамическую жесткость и позволяет использовать фрезы R335 с большим вылетом. Ваши преимущества включают высокую производительность и увеличенный срок службы инструмента. | ||
| Product: | R335.18 Disc Milling Cutter on Steadyline Arbor |
2 — Square milling irregular stock, cast skin and impure surfaces |
| Ваша задача: | Поддержание производительности и надежности при фрезеровании уступов нестандартной формы, литой корки и загрязненных поверхностей. | ||
| Наше решение: | Благодаря прочному корпусу фрезы и толстой двухсторонней квадратной пластине семейство фрез R220. 88 обеспечивает агрессивное удаление материала при черновой обработке чугуна. Этот вариант с малым шагом был разработан специально для автомобильных компонентов, требующих производительного фрезерования небольших поверхностей. Ваши преимущества включают высочайшую производительность и высокую производительность. 88 обеспечивает агрессивное удаление материала при черновой обработке чугуна. Этот вариант с малым шагом был разработан специально для автомобильных компонентов, требующих производительного фрезерования небольших поверхностей. Ваши преимущества включают высочайшую производительность и высокую производительность. | ||
| Продукт: | R220.88 Square Shoulder Milling Cutter |
3 — Face milling irregular stock, cast skin and impure surfaces |
| Ваша задача: | Поддержание производительности и надежности при торцевом фрезеровании нестандартных заготовок, литой корки и загрязненных поверхностей.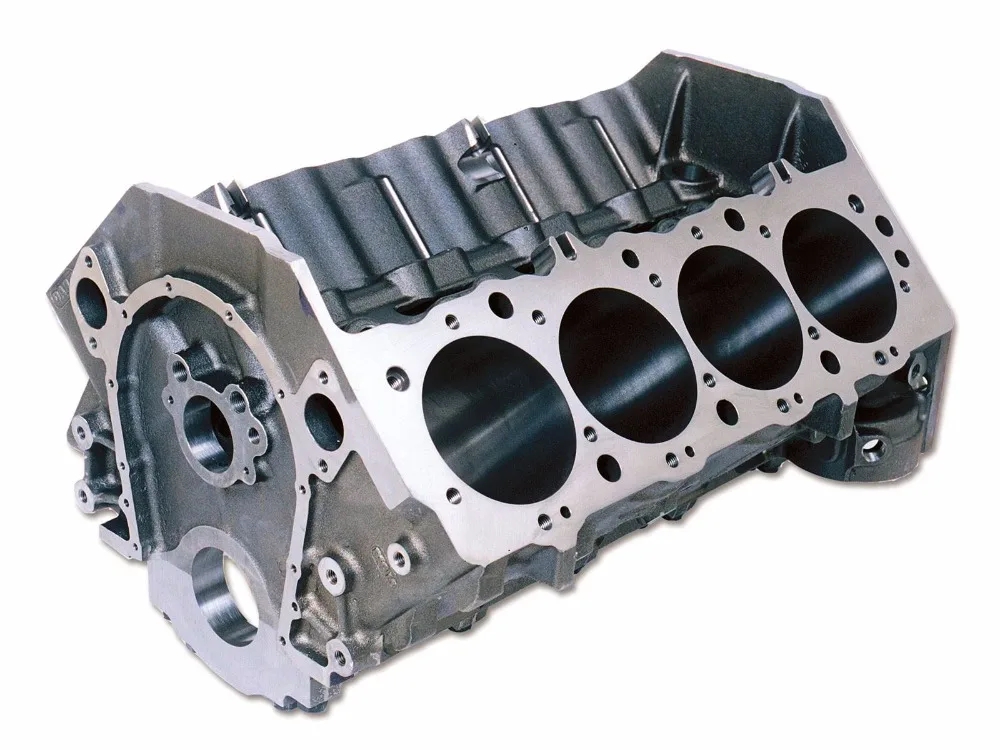 | ||
| Наше решение: | Имея шестнадцать режущих кромок на сменную пластину, Double Octomill значительно снижает затраты на получение высококачественных результатов. Инструмент обеспечивает превосходное качество поверхности с максимальной надежностью, обеспечивает огромный срок службы корпуса фрезы и может использоваться как для черновой, так и для чистовой обработки. Ваши преимущества включают снижение затрат при сохранении максимальной производительности. | ||
| Товар: | Double Octomill Face Milling Cutter |
4 — Roughing the crank bore line
| Your Challenge: | Achieving a secure and efficient process for roughing the crank линия бурения. | ||
| Наше решение: | Разработанный с прочными пластинами с тангенциальным радиусом, этот нестандартный инструмент обеспечивает чрезвычайно высокую жесткость при черновой обработке отверстия кривошипа. Система зажима пластины с центральным замком обеспечивает стабильность процесса, а сквозные отверстия для подачи СОЖ продлевают срок службы инструмента и оптимизируют эвакуацию стружки. Ваши преимущества включают постоянный съем материала при чистовой обработке и увеличение срока службы инструмента. Система зажима пластины с центральным замком обеспечивает стабильность процесса, а сквозные отверстия для подачи СОЖ продлевают срок службы инструмента и оптимизируют эвакуацию стружки. Ваши преимущества включают постоянный съем материала при чистовой обработке и увеличение срока службы инструмента. | ||
| Product: | Ball Nose Cutter |
5 — Roughing the | Высокая подача стола и низкие силы резания при черновой обработке отверстия цилиндра. | ||||
| Наше решение: | В этой специальной расточной оправке используются картриджи со вставками, специально разработанные для защиты корпуса инструмента и обеспечения точной регулировки положения пластин из CBN, что делает ее идеальной для черновых операций. Пластины из CBN 300 с E-образной подготовкой кромок следует использовать для снижения сил резания. К вашим преимуществам относится надежная обработка при черновой обработке отверстий цилиндров. Пластины из CBN 300 с E-образной подготовкой кромок следует использовать для снижения сил резания. К вашим преимуществам относится надежная обработка при черновой обработке отверстий цилиндров. | ||||
| Товар: | Boring Bar with CBN Insert |
6 — Reaming |
| Your Challenge: | Meeting stringent характеристики допуска и чистоты поверхности при развертывании. | |||
| Наше решение: | Для отверстий диаметром от 2,97 мм до 12 мм Nanofix представляет собой идеальное решение для достижения максимальной точности. Твердосплавная многозубая развертка со сквозными отверстиями для СОЖ, Nanofix включает в себя систему смены инструмента Quick-Fit, которая устраняет необходимость повторной проверки общей длины при замене развертки. К вашим преимуществам относится простота получения высокого уровня точности при развертывании отверстий. Твердосплавная многозубая развертка со сквозными отверстиями для СОЖ, Nanofix включает в себя систему смены инструмента Quick-Fit, которая устраняет необходимость повторной проверки общей длины при замене развертки. К вашим преимуществам относится простота получения высокого уровня точности при развертывании отверстий. | |||
| Товар: | Nanofix TM Reamer |
7 — Milling small areas |
| Your Challenge: | Establishing a productive process для фрезерования небольших участков с неровным припуском, литой коркой и нечистыми поверхностями. | ||
| Наше решение: | Специально разработанная для автомобильной промышленности, требующая фрезерования небольших поверхностей из чугуна, фреза R220. 38 со сверхмалым шагом снижает ударные нагрузки при фрезеровании. Инструмент имеет прочный корпус и обеспечивает максимальное удаление стружки при использовании с тангенциальными пластинами. К вашим преимуществам относится возможность повысить производительность за счет использования более агрессивных режимов резания. 38 со сверхмалым шагом снижает ударные нагрузки при фрезеровании. Инструмент имеет прочный корпус и обеспечивает максимальное удаление стружки при использовании с тангенциальными пластинами. К вашим преимуществам относится возможность повысить производительность за счет использования более агрессивных режимов резания. | ||
| Продукт: | 220,38 руб. Фреза с малым шагом |
8 — Основные лица
| Ваша задача: | . Профессионально. | ||
| Наше решение: | Доступный диаметр от 80 до 355 мм, R220.30 обеспечивает превосходную чистовую обработку. Использование положительной пластины с четырьмя режущими кромками Wiper позволяет легко выполнять требования плоскостности и шероховатости. Пластины из твердого сплава Mh2000 оптимизируют производительность чистовых операций торцевого фрезерования блока цилиндров. Ваши преимущества включают экономичный и простой в использовании инструмент для удовлетворения ваших потребностей в качестве. Ваши преимущества включают экономичный и простой в использовании инструмент для удовлетворения ваших потребностей в качестве. | ||
| Product: | R220.30 Face Milling Cutter |
9 — Drilling многочисленные отверстия |
| Ваша задача: | Сверление многочисленных отверстий с малым временем цикла, высоким качеством и надежностью. | ||
| Наше решение: | Обеспечивая высокую производительность при работе с наклонными выходами или пересекающимися отверстиями, сверло Seco Feedmax для снятия фаски использует легкую геометрию и специальную подготовку кромок для повышения безопасности процесса и срока службы инструмента. . Инструмент также имеет покрытие с низким коэффициентом трения и использует четыре кромки для повышения стабильности. Ваши преимущества включают сохранение производительности при бурении сложных скважин с высокими допусками. . Инструмент также имеет покрытие с низким коэффициентом трения и использует четыре кромки для повышения стабильности. Ваши преимущества включают сохранение производительности при бурении сложных скважин с высокими допусками. | ||
| Product: | Seco Feedmax TM Chamfer Drill |
11 — Reaming precise locating holes |
| Ваша задача: | Рассверливание точных отверстий с идеальной обработкой поверхности. | ||
| Наше решение: | Развертка со сменной головкой Precimaster™ Plus минимизирует затраты на отверстие, обеспечивая превосходные результаты. Кроме того, наши линии Nanofix™, Precifix™ и Xfix™ дополняют наш ассортимент продуктов для развертывания, гарантируя производительное и высококачественное решение для отверстий диаметром от 2,97 мм до 155 мм. Ваши преимущества включают снижение затрат при сохранении строгих допусков и требований к чистоте поверхности. Кроме того, наши линии Nanofix™, Precifix™ и Xfix™ дополняют наш ассортимент продуктов для развертывания, гарантируя производительное и высококачественное решение для отверстий диаметром от 2,97 мм до 155 мм. Ваши преимущества включают снижение затрат при сохранении строгих допусков и требований к чистоте поверхности. | ||
| Product: | Seco Reaming Solutions |
12 — Drilling numerous holes |
| Your Challenge: | Минимизация стоимости инструмента за штуку при продуктивном сверлении большого количества отверстий. | ||
| Наше решение: | Благодаря прочным сменным пластинам и прочному корпусу сверла с антифрикционным покрытием, Perfomax обеспечивает превосходную производительность и экономичность. Сверла имеют оптимизированную геометрию, исключающую отклонение и обеспечивающую высокий уровень эвакуации стружки. Ваши преимущества включают увеличение производительности и минимизацию стоимости инструмента в расчете на деталь. Сверла имеют оптимизированную геометрию, исключающую отклонение и обеспечивающую высокий уровень эвакуации стружки. Ваши преимущества включают увеличение производительности и минимизацию стоимости инструмента в расчете на деталь. | ||
| Продукт: | Perfomax ® Дрель |
13-Получение глубоких, высококачественных дыр |
9
|
