Ищем современные моторы с чугунными блоками
«Недавно узнал, что в Toyota Camry 2017 г.в. устанавливается бензиновый двигатель объемом 2,5 л (код 2AR-FE) с алюминиевым блоком цилиндров и чугунными гильзами. Я думал, что уже практически не выпускаются двигатели с чугунным блоком цилиндров или хотя бы с чугунными гильзами. Хотелось бы узнать, какие еще современные производители автомобилей применяют аналогичные двигатели, на каких моделях они устанавливаются».
Не так давно мы уже отвечали на вопрос о «чугунных» моторах, правда, в сегменте «бюджетников». И тогда упоминали, например, двигатели Renault: 8-клапанный К7М и 16-клапанный К4М объемом 1,6 л имеют чугунный блок. Да, им сто лет в обед, они остались в производстве лишь ради бюджетных моделей (прежде всего «логановского» семейства) только на рынках развивающихся стран. Ведь европейские Dacia Logan & Co уже вовсю оснащаются турбированными движками 0.9T. Да и в нашем регионе 16-клапанник уступает место более современному «ниссановскому» HR16DE с алюминиевым блоком, производство которого налажено в Тольятти.
Чугунный блок имеют и двигатели ВАЗ. И не только выпускаемые уже не первый год 8- и 16-клапанные (ВАЗ-21116 и ВАЗ-21126 соответственно) версии объемом 1,6 л, которыми оснащаются современные модели Lada. На базе последнего мотора построен и новый ВАЗ-21179 объемом 1,8 л и мощностью 122 л.с., который сейчас устанавливается на Vesta и XRay. Двигатель имеет другие поршни, коленвал, усовершенствованную систему охлаждения, а также оснащен системой изменения фаз газораспределения на впуске, но блок по-прежнему чугунный.
Положим, ВАЗ занимается дальнейшим развитием старых конструкций, а можно ли увидеть чугун в современных моторах? Да! И пример тому — знаменитый Ford EcoBoost объемом 1,0 л, предназначенный для моделей Fiesta, Focus, B-MAX, C-MAX, Mondeo и т.д. Его трехцилиндровый блок отлит не из алюминия, а из чугуна, что позволило снизить необходимое для прогрева количество энергии на 50% и сократить расход топлива.
При этом двигатель имеет сложную конструкцию, включающую целый ряд интересных технических решений. Так, для оптимизации температурного режима используется разделенная система охлаждения с двумя термостатами. Выпускной коллектор, интегрированный в головку блока цилиндров, снижает температуру выхлопных газов, оптимизируя работу двигателя в широком диапазоне оборотов. Чтобы снизить вибронагруженность трехцилиндрового мотора, применена новая схема балансировки, а низкофрикционный зубчатый ремень в масляном тумане с динамическим натяжителем призван сделать работу двигателя очень тихой. Для обеспечения «незамедлительной» тяги уже с низких оборотов используются малоинерционная турбина Continental и система независимого изменения фаз впуска и выпуска, также применен непосредственный впрыск топлива. Несмотря на всю «навороченность» и довольно высокую степень форсировки, двигатель оказался достаточно надежным и ресурсным.
Opel также имеет современный двигатель с чугунным блоком цилиндров. Это 1.6 SIDI (A16XHT/A16SHT), увидевший свет в 2013 году. Его можно встретить на моделях Astra и Insignia в версиях мощностью 170 и 200 л.с. Двигатель оснащен турбиной Garrett, непосредственным впрыском топлива, балансирными валами, системой изменения фаз газораспределения и цепным приводом ГРМ. К слову, чугунный блок имеют и более «возрастные» атмосферные моторы 1.6 (Z16XER/A16XER) и 1.8 (Z18XER/A18XER), которые до недавнего времени ставились практически на весь легковой модельный ряд Opel.
Современные двигатели VW, как правило, изготовлены по схеме «алюминиевый блок + чугунные гильзы». Пример — представители семейства ЕА211 (1.0 TSI, 1.2 TSI, 1.4 TSI, 1.6 MPI), знакомые по моделям VW Polo, Golf, Tiguan и Passat, Skoda Rapid, Octavia и т.д. Хотя их предшественники серии ЕА111 имели чугунный блок. А вот двигатели семейства EA888 (1.8 TSI/TFSI и 2.0 TSI/TFSI) его сохранили. Эти моторы можно увидеть под капотом VW Passat, Tiguan, Audi A4, Skoda Octavia, Superb, Kodiaq и т. д.
д.
Относительно современными можно назвать нынешние двигатели Subaru: семейство FB было представлено в 2010 году. С учетом того, что предшествующее семейство EJ продержалось в производстве более 20 лет, можно предположить, что нынешние японские «оппозиты» задержатся в модельном ряду Subaru надолго. Как и у предшественников, блок цилиндров отлит из алюминия, но гильзы чугунные.
Само собой, мы рассказали не обо всех производителях и модификациях двигателей с чугунным блоком или гильзами. Но и приведенные примеры наглядно демонстрируют, что полностью от тяжелого металла инженеры не спешат отказываться даже в случае с очень «продвинутыми» моторами. С точки зрения ресурса самого «железа» это, безусловно, неплохо. Но еще раз пройдитесь по списку указанных моторов: к числу беспроблемных многие из них не относятся, так как серьезных проблем с надежностью достаточно по другим узлам и системам.
Иван КРИШКЕВИЧ
Фото из открытых источников
ABW. BY
BY
У вас есть вопросы? У нас еcть ответы. Интересующие вас темы квалифицированно прокомментируют либо специалисты, либо наши авторы — результат вы увидите на сайте abw.by. Оставляйте вопросы на форуме или воспользуйтесь кнопкой «Написать в редакцию»
5 «бессмертных» двигателей в современных автомобилях
Автомобилисты часто упрекают современные машины в их «одноразовости». Считается, что двигатели в новых авто не способны на такие же гигантские пробеги, как старые, и их приходится ремонтировать уже после 150 000 км пробега. Но все ли моторы такие? Есть ли двигатели, способные проездить огромный километраж без ремонта?
Двигатель К7 М от Renault
Одним из самых надёжных двигателей заслуженно считается мотор К7 М от Renault объёмом 1,6 литра и мощностью 82 лошади. Его нельзя назвать современным, в нём даже 8 клапанов, а не 16, как в большинстве бензиновых двигателях. Но его простота — это и есть секрет надёжности и гигантских пробегов без ремонта. Эти двигатели способны пройти до 400 тысяч километров без капитального ремонта. Отличный вариант для рабочей машины, даже несмотря на довольно большой расход топлива
Эти двигатели способны пройти до 400 тысяч километров без капитального ремонта. Отличный вариант для рабочей машины, даже несмотря на довольно большой расход топлива
Двигатель К4 М от Renault
На 2–1 строчке рейтинга находится мотор от «Рено», но уже в более современном исполнении с 16-клапанами, что дало ему прибавку в мощности до 115 лошадок. Блок цилиндров всё такой же — чугунный, привод ГРМ ремённый, а гидрокомпенсаторов как не было, так и нет. Этот мотор при минимальном уходе способен проехать 300 и даже 400 тысяч километров.
Двигатель Z18XER от Opel
Мотор объёмом 1,8 литра и мощностью в 140 лошадей считается одним из самых удачных решений концерна GM и хорошо знаком владельцам таких машин, как Opel Astra и Chevrolet Cruze. Секрет успеха всё тот же — простота конструкции. Надёжный чугунный блок цилиндров и самая простая система впрыска топлива позволяют этому мотору проезжать без проблем по 200–250 тыс. км.
Двигатель 4B11 от Mitsubishi
Четвёртое место занимает 2-литровый двигатель «Митцубиси» мощностью 150 или 165 лошадиных сил. Также он известен как 4G63, который устанавливали на автомобили Kia. Этот мотор по праву считается одним из самых неубиваемых моторов всех времён. Если сравнивать с предыдущими моделями, 4B11 — достаточно современный двигатель. Блок цилиндров алюминиевый, есть система изменения фаз газораспределения, привод ГРМ цепной. У заботливого автовладельца движок способен пройти больше 200 тысяч километров без капиталки.
Двигатель MR20DE от Nissan
На пятой строчке находится мотор MR20DE/M4R производства «Ниссан — Рено». 2-литровый 16-клапанный двигатель 133 или 147 лошадиных силы устанавливался в такие автомобили, как «Ниссан Тиана», «Ниссан Кашкай», «Рено Меган» и «Рено Флюенс» и ряд других. Блок цилиндров алюминиевый, привод ГРМ цепной. По опыту многих владельцев машин с этим двигателем можно сказать: при использовании качественного моторного масла он способен проехать 200 тысяч километров и даже больше.
Фото с интернет-ресурсов
Сравнение алюминиевых и чугунных двигателей: плюсы и минусы
Какой двигатель лучше – алюминиевый или чугунный?
В последние годы стало модно перед покупкой автомобиля смотреть на его внешность, форму, интерьер и различные функции. Двигатель и коробки передач вместе с подвеской как-то незаметно стали отходить на второй план. Но это неправильно. Ведь автомобиль – это не модный новый смартфон или телевизор. Для любого транспортного средства двигатель – это его сердце, без которого он не может осуществлять свою главную функцию. Тем не менее все еще есть водители, которые перед покупкой машины тщательно изучают ее техническо-механическую часть. Но многие в итоге сталкиваются с дилеммой при выборе двигателя, задавая себе непростой вопрос: а какой двигатель лучше – алюминиевый или чугунный?
Смотрите также: Почему двигатели автомобилей не плавятся?
Да-да, современный авторынок может вынести мозг любому автолюбителю при выборе автомобиля.
Этот посадочный модуль Appolo точно не был сделан из чугуна
Многие из наших читателей знают, что в последние годы в автомире становится все меньше машин с чугунными двигателями. На их смену пришли легкие алюминиевые моторы. В итоге автолюбители во всем мире поделились на два лагеря, один из которых рьяно доказывает другому, что алюминиевые двигатели хуже старых чугунных. В одной из прошлых наших статей мы уже подробно разобрали преимущества и недостатки новых и старых моторов. Сегодня же мы решили кратко поговорить о том, какие все-таки движки лучше – алюминиевые или чугунные.
На первый взгляд, алюминий лучше обычного чугуна. Именно поэтому многие автолюбители и эксперты считают, что алюминиевые моторы имеют преимущество перед старыми, полагая, что чугунные моторы – это отсталая технология. На самом деле эта идея совершенно неверна и подобное мнение крайне однобоко.
На самом деле эта идея совершенно неверна и подобное мнение крайне однобоко.
Давайте же познакомимся с разницей между алюминиевыми и чугунными двигателями. Алюминиевые и чугунные моторы называют так в зависимости от того, из какого материала сделан блок цилиндров двигателя. Например, если блок цилиндров сделан из чугуна, то двигатель считается чугунным. И даже если в нем будет использоваться алюминиевая головка блока цилиндров, то все равно этот двигатель будет считаться чугунным. То же самое касается и алюминиевых силовых агрегатов.
Смотрите также: Вот какие плюсы и минусы есть у различных типов двигателей: обзор
Фактически же оба типа двигателей имеют как свои преимущества, так и недостатки. Давайте кратко в виде цитат из прошлой статьи выделим преимущества и недостатки алюминиевых двигателей, которые откроют глаза тем, кто считает, что чугунные моторы – это допотопные технологии. На самом деле сбрасывать со счетов чугунные силовые агрегаты еще рано.
Преимущества алюминиевых моторов
- Существенное снижение веса двигателя, что в конечном итоге влияет на вес машины и приводит к снижению расхода топлива
- Увеличение динамических характеристик автомобиля за счет снижения веса
- Алюминиевый блок меньше подвержен коррозии (хотя редко когда вы можете увидеть коррозию в чугунных моторах, но тем не менее она бывает)
- Алюминиевый мотор легче охлаждать (лучшая теплопередача, чем у чугунных блоков двигателя)
- Требуется меньше времени для нагрева двигателя. Алюминий намного быстрее набирает температуру в отличие от чугунных моторов
- Лучше оптимизирован для работы в паре с турбиной
- Алюминий проще обрабатывать после отлива блока двигателя. Обработка чугуна намного сложнее. На производстве быстрее изнашивается обрабатывающее оборудование
Минусы алюминиевых моторов
- Сложность изготовления.
 Для отлива блока необходимо более сложное оборудование и технологии
Для отлива блока необходимо более сложное оборудование и технологии
- Необходимость гильзовать блок цилиндров или покрывать их специальным материалом (кремний), защищающим мотор от быстрого износа (к сожалению, алюминий уступает чугуну по прочности)
- Больше вероятность заводского брака в процессе изготовления блока двигателя
- Быстро остывает. Теплопроводность алюминия совершенно другая
- Плохая стабильность алюминиевого блока по сравнению с чугунным двигателем (алюминий при нагреве больше расширяется)
- Дороговизна переборки (ремонта двигателя). Одни двигатели нужно гильзовать, тогда как у некоторых моторов нужно восстанавливать внутреннее покрытие цилиндров. Есть также автомобили, у которых алюминиевый мотор нельзя восстановить, поскольку автопроизводители даже не удосужились выпустить ремонтные размеры поршней, колец и т.
 д.
д.
- Большая себестоимость по сравнению с производством двигателей из чугуна. Дело в том, что для производства блока из алюминия нужно использовать сложные и дорогостоящие технологии для отлива
- Есть риск гальванической коррозии, когда алюминий контактирует со сталью. Например, со шпильками, гильзами цилиндров, которые изготавливаются, как правило, из стали
- Меньше каналов для циркуляции охлаждающей жидкости (так как алюминиевый блок цилиндров двигателя имеет свойства отдавать тепло быстрее, многие производители уменьшили каналы охлаждающей жидкости, необходимые для эффективного охлаждения двигателя)
- Тоньше стенки двигателя. Чугунный блок имел более толстые стенки
- Быстрый износ покрытия цилиндров двигателя (если вместо гильз производитель использует покрытие из кремния)
Итак, алюминиевые моторы легче, чем чугунные. Также алюминиевые двигатели имеют лучший теплоотвод по сравнению с чугунными блоками (лучшая теплоотдача). В результате алюминиевые моторы работают более гладко и устойчиво.
Также алюминиевые двигатели имеют лучший теплоотвод по сравнению с чугунными блоками (лучшая теплоотдача). В результате алюминиевые моторы работают более гладко и устойчиво.
Главным же недостатком алюминиевых моторов является недостаточная прочность блока цилиндров. К сожалению, жаропрочность при высоких температурах у алюминиевых движков хуже по сравнению с чугунными. Особенно это плохо, когда двигатель небольшой, поскольку при маленьких размерах алюминиевого блока цилиндров конструкторам тяжело придать ему хорошую прочность. Но самое ужасное, что с такими алюминиевыми моторами в последние годы стало модно ставить турбину, которая также негативно влияет на температуру в двигателе, оказывая на хрупкий алюминиевый блок двигателя свое отрицательное воздействие.
Вот почему некоторые автопроизводители по-прежнему в турбированных автомобилях используют чугунные тяжелые двигатели. Так надежней и долговечней.
Также главный минус алюминиевых моторов – это их плохая ремонтопригодность. К сожалению, многие алюминиевые двигатели отремонтировать очень тяжело, в отличие от чугунных моторов, где толстый блок цилиндров легко подлежит нескольким расточкам.
К сожалению, многие алюминиевые двигатели отремонтировать очень тяжело, в отличие от чугунных моторов, где толстый блок цилиндров легко подлежит нескольким расточкам.
Почему же тогда автомобильные компании популяризировали во всем мире алюминиевые двигатели? А все дело в экологии. Из-за постоянного ужесточения экологических норм автопроизводители вынуждены любыми способами снижать расход топлива в новых транспортных средствах, который напрямую влияет на уровень вредных выбросов в выхлопе. А согласно исследованиям, расход топлива может быть уменьшен на 6-8% при каждом снижении веса автомобиля на 10%.
Чугунный элемент двигателя
Именно поэтому последние 5-7 лет автомобильные компании постоянно ломают голову, как уменьшить вес всех автокомпонентов в транспортном средстве. В том числе, как вы уже поняли, уменьшение веса коснулось и подкапотного пространства. Так что нет ничего удивительного, что многие автомобильные компании стали так активно продвигать свои новые облегченные модели, оснащенные полностью алюминиевыми двигателями. То есть основная причина появления менее ремонтопригодных моторов – это снижение потребления топлива и вредных веществ в выхлопе транспортных средств.
То есть основная причина появления менее ремонтопригодных моторов – это снижение потребления топлива и вредных веществ в выхлопе транспортных средств.
Смотрите также: 8 самых известных типов двигателей в мире! Вот чем они отличаются
У чугунных моторов также есть минусы. Главный – это их вес, что существенно сказывается на расходе топлива и, конечно, на экологии. В том числе чугунные двигатели более шумные и работают более грубо. Также чугунный мотор долго прогревается и хуже охлаждается, в отличие от алюминиевого.
Так что, как видите, нельзя однозначно сказать, что алюминиевый двигатель лучше железного, также как нельзя утверждать, что современные алюминиевые моторы – полный отстой и что классические чугунные двигатели – лучшие в мире. У каждого мотора свои преимущества и недостатки!
Да, от алюминиевых моторов не стоит ожидать какого-то рекордного километража. К сожалению, у алюминиевых двигателей ресурс в любом случае меньше, чем в старых классических моторах. Но, увы, таковы реалии нашего современного мира. Вы посмотрите вокруг – а что сейчас долговечно? Вон мосты рушатся, недавно построенные, что уж говорить об одноразовых брендовых чайниках, холодильниках и духовках. Сегодня срок службы многой техники уже не может сравниться со сроком службы старой, которая могла работать почти вечно.
Но, увы, таковы реалии нашего современного мира. Вы посмотрите вокруг – а что сейчас долговечно? Вон мосты рушатся, недавно построенные, что уж говорить об одноразовых брендовых чайниках, холодильниках и духовках. Сегодня срок службы многой техники уже не может сравниться со сроком службы старой, которая могла работать почти вечно.
Из этих кусков чугуна сделают двигатель или тормозные диски
Но в любом случае при должном уходе алюминиевый мотор без проблем пройдет 300-400 тыс. км. При среднем пробеге в 30 000 км, чтобы наездить этот километраж, понадобится более 10 лет. Этого вполне достаточно, чтобы через десять лет утилизировать автомобиль или продать на вторичном рынке, чтобы приобрести себе новый автомобиль. Вы понимаете, что с ростом благосостояния населения за последние 25 лет постепенно людям становится ненужным владеть одним автомобилем 30 лет. Так что да, алюминиевые моторы имеют минусы, и причем существенные, но это не катастрофа. Хотя, конечно, если верить в конспирологию, то теория заговора автопроизводителей против потребителей все-таки имеет место. Подробнее об этом в нашей статье можете прочитать здесь.
Так что какой покупать автомобиль, решать вам. Да, вопрос выбора сегодня очень тяжелый. Но главное – не спешить. Оцените все «за» и «против» и принимайте решение разумом, а не эмоциями. Необходимо всегда анализировать полученную информацию в спокойной обстановке, чтобы сделать правильный выбор автомобиля.
10 самых надежных современных двигателей
Продолжаем серию публикаций на тему самых надежных и неприхотливых двигателей. Если в первой части мы представили вниманию десятку хорошо зарекомендовавших себя дизелей, то сейчас речь пройдет про современные бензиновые моторы объемом не более 2,0 литров
Иван Матиешин
История «вечных» двигателей завершилась с приходом эпохи даунсайзинга, когда с минимального объема конструкторы стали выжимать максимальную мощность. Поэтому с каждым годом надежные двигатели, которые можно было бы назвать не то что «миллионниками», но способными отслужить без серьезных проблем хотя бы четверть этого пробега, встречаются все реже.
В отличие от дизельных долгожителей «старой школы», речь о которых шла в предыдущей статье, современные бензиновые силовые агрегаты переживут автовладельца только преклонных лет и с очень слабым здоровьем, так как их ресурс ощутимо ниже. Однако и среди «урезанных» экологами и маркетологами агрегатов попадаются довольно неплохие, в плане надежности, агрегаты. Их подборку я составил основываясь на личном опыте работы на СТО.
VAG 1.4 TSI (EA211)
Начну с турбированных моторов Volkswagen AG серии EA211. Прошлая версия печально известного семейства EA111, которая попала в число проблемных, изменилась после 2012 года. В силовом агрегате заменили блок цилиндров (теперь он алюминиевый, с чугунными гильзами), а в приводе газораспределительного механизма установили ремень, который нужно менять каждые 60 тыс. км. То есть все прошлые ошибки, включая проблемы с цепью ГРМ, слабую поршневую группу и топливный насос, неудачную систему вентиляции картера и интеркулера, немецкие конструкторы исправили. И теперь это совсем другой агрегат в плане надежности. Он может спокойно отходить 300 тыс. км, конечно же, при условии щадящей эксплуатации и щепетильного отношения к обслуживанию.
И теперь это совсем другой агрегат в плане надежности. Он может спокойно отходить 300 тыс. км, конечно же, при условии щадящей эксплуатации и щепетильного отношения к обслуживанию.
OPEL 1.4 (A14NET)
Одним из лучших турбированных движков Opel в плане надежности является A14NET с рабочим объемом 1,4 литра. С 2009 года он устанавливается на целый ряд популярных моделей компании, таких как, Astra, Corsa, Insignia, Meriva, Mokka и Zafira. Моторы этой серии славятся шумом, щелканьем и свистом в работе, но это нормально. На втором месте по жалобам идут течи масла из-под клапанной крышки либо сальника коленвала — в общем, ничего серьезного. До первых серьезных вложений в ремонт он может пробежать больше 300 тыс. км, разве что турбина потребует замены где-то на 150 тыс. км. Кстати, в первые годы выпуска у этих двигателей регулярно случалось разрушение поршней, что сильно подпортило его репутацию. Проблема была вскоре решена, но осадочек остался.
MERCEDES-BENZ 1. 6 и 2.0 (М274/М270)
6 и 2.0 (М274/М270)
Еще одним надежным турбомотором является детище «Мерседеса» — агрегат серии М274/М270 объемом 1,6 и 2,0 литра, который устанавливали на множество моделей Mercedes-Benz с 2011 года. М274 получился гораздо надежнее предшественников и редко беспокоит владельцев. Но совсем беспроблемным его не назовешь. Самой распространенной жалобой клиентов СТО был сильный треск сразу после запуска холодного двигателя. Возникал он, как правило, после 100 тыс. км пробега и указывал на износ фазовращателя. После ноября 2014 года старую версию фазовращателя заменили на новую (A2700501147), и о проблеме теперь почти не слышно. Также возникают сбои в работе форсунок – но тут все напрямую зависит от качества топлива. В приводе ГРМ использована цепь, которая служит около 100 тыс. км – иногда меньше, иногда больше. Турбина редко ходит больше 200 тыс. км. Для долгой и беспроблемной эксплуатации этого мотора нужно лить хорошее масло и проводить его замену в два раза чаще положенного, а также прогревать двигатель в холодное время года. Ну и, конечно же, спокойно эксплуатировать автомобиль, хотя последнее будет сделать непросто — ведь эти двигатели можно легко перепрошить на большую мощность.
Ну и, конечно же, спокойно эксплуатировать автомобиль, хотя последнее будет сделать непросто — ведь эти двигатели можно легко перепрошить на большую мощность.
NISSAN 1.6 MR16DDT (M5Mt)
Японский представитель турбированных
бензиновых двигателей, 1,6 литровый агрегат серии MR, был впервые представлен 2010 году и с
тех пор устанавливается на множество популярных моделей концерна
(на автомобилях Renault он идет под индексом M5Mt). Основные жалобы автовладельцев на этот мотор связаны со
всевозможными шумами или стуками, нередко глючит датчик массового расхода
воздуха (это приводит
к подергиваниям),
а цепь ГРМ редко служит больше 150 тыс. км. Любителям динамичной езды предлагалось менять цепь на усиленную, так как
она растягивалась.Однако если проблемные детали были поменяны, а автомобиль правильно
эксплуатируется (щадящий режим плюс своевременное ТО с качественными
расходниками), то проблем не будет. «Масложор» обычно раньше 200 тыс. км себя особо не проявляет, а средний ресурс движка составляет 250 тыс. км.
км.
FORD 1.5 ECOBOOST
Также на вторичном рынке можно найти надежный турбированный силовой агрегат от компании Ford – 1,5-литровый Ecoboost семейства Sigma. Только не стоит рассматривать покупку сильно форсированных версий на 160 и 180 л.с. – самый надежный и беспроблемный из них это 150-сильный движок. Он был представлен в 2014 году и попал под капоты таких моделей, как Focus 3-го поколения, С-Max 2-го поколения и других. Такой мотор боится перегрева, так что нужно следить за чистотой радиаторов. Примерный ресурс двигателя до капитального тремонта составляет 250 тыс. км.
На этом с турбо-моторами можно заканчивать,
возможно, многие с этим коротким списком будут не согласны, ведь такие силовые
агрегаты сами по себе противоречивы. Они очень уж сложны и чувствительны к
качеству топлива, масла, а также к условиям эксплуатации. Так что, у одного автомобиль
может проехать 300 тыс. км без проблем и даже без «масложора», а у другого уже на 100
тыс. начнутся серьезные вложения. При покупке автомобиля с турбомотором на вторичном рынке нужно
обязательно проверять его сервисную историю. Либо обратить
внимание на атмосферные двигатели – они проще, надежнее и ремонтопригоднее. О
них расскажем далее.
начнутся серьезные вложения. При покупке автомобиля с турбомотором на вторичном рынке нужно
обязательно проверять его сервисную историю. Либо обратить
внимание на атмосферные двигатели – они проще, надежнее и ремонтопригоднее. О
них расскажем далее.
MAZDA SKYACTIV-G 1.3, 1.5, 2.0
«Скайэктивы» начали устанавливать на все модели Mazda начиная с 2012 года, а сменили они старые и не менее надежные моторы серии MZ. Такие агрегаты оснащены всеми современными «наворотами», включая непосредственный впрыск топлива, изменение фаз газораспределения на двух валах и облегченную шатунно-поршневую группу. Больше всего жалоб автовладельцев вызывает шумная работа и вибрации мотора на холостых оборотах. Правда, по мере прогрева эти симптомы уходят. Еще «Скайэктивы» требовательны к качеству бензина. Ресурс мотора составляет около 300 тыс. км. А вот проедет он больше или меньше – зависит только того, как с ним обращались. В целом двигатели этой серии каких-либо проблем не доставляют.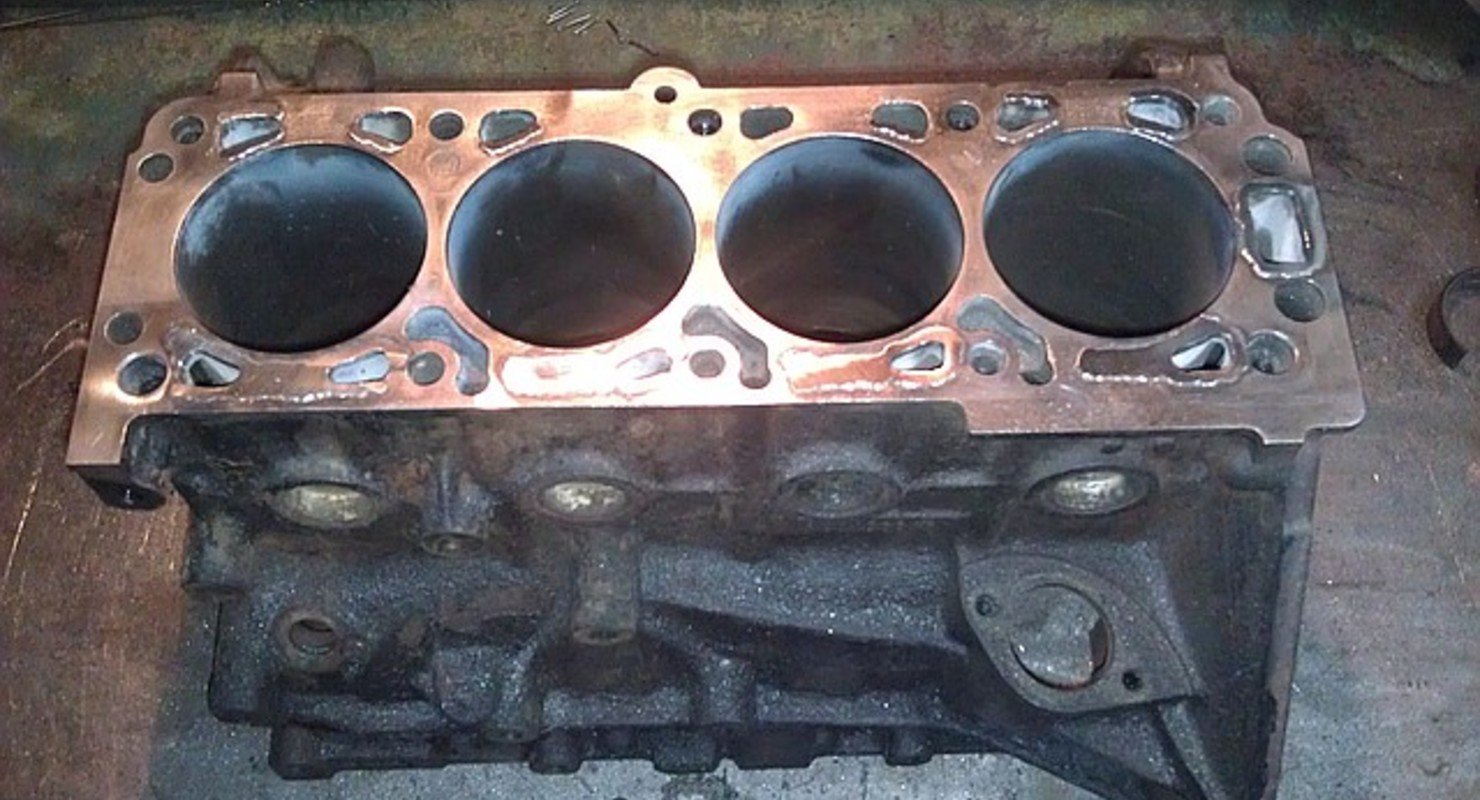 Однако нужно использовать качественное топливо, а также лить хорошее масло и следить за его уровнем (особенно в автомобилях до 2016 года выпуска). Масло может подтекать из под электроклапана OCV, клапанной крышки, датчика давления масла или в месте подачи масла к фазовращателю. Также после пробега в 100 тыс. км, скорее всего, придется менять катушки с ионными датчиками. А после 150 тыс. км пробега уделить внимание ТНВД и форсункам.
Однако нужно использовать качественное топливо, а также лить хорошее масло и следить за его уровнем (особенно в автомобилях до 2016 года выпуска). Масло может подтекать из под электроклапана OCV, клапанной крышки, датчика давления масла или в месте подачи масла к фазовращателю. Также после пробега в 100 тыс. км, скорее всего, придется менять катушки с ионными датчиками. А после 150 тыс. км пробега уделить внимание ТНВД и форсункам.
RENAULT 1.6 (K4M/K7M)
Бензиновый 1,6-литровый мотор Renault K4M/K7M успел снискать славу простого и надежного. Им оснащались различные модели Renault, Dacia и даже Lada. Это первый двигатель из списка, у которого нет такой чувствительности качеству топлива. Здесь нет ни турбины, ни прямого впрыска, ни цепи. Словом, ломаться практически нечему. Его ресурс мотористы оценивают примерно в 400 тыс. км. Из явных недостатков выделяют плавающие обороты, течи масла и поломки катушки зажигания — не такой уж большой список. Правда, за простоту и надежность приходится расплачиваться посредственными динамическими показателями и повышенным расходом топлива. Последний момент можно исправить установкой ГБО, с которым, кстати, покупать б/у авто лучше не стоит.
Правда, за простоту и надежность приходится расплачиваться посредственными динамическими показателями и повышенным расходом топлива. Последний момент можно исправить установкой ГБО, с которым, кстати, покупать б/у авто лучше не стоит.
VAG 1.6 MPI (BSF, BSE, CFNA, CFNB)
Мотор 1.6 MPI также является очень надежным силовым агрегатом: его пробег до первого
серьезного ремонта оценивают в 350 — 400 тыс. км. Из проблем могу выделить
только плавающие обороты и вибрацию. Он ставился на многие модели Audi, Skoda,
Seat и Volkswagen. Правда, тут следует отметить, что у этого двигателя очень
много модификаций, и есть такие, которые сильно подпортили репутацию. Самые
надежные версии – это двигатели с приставкой BSF и BSE (выпускались с 2002 по 2015
годы).
Существует еще неплохие серии CFNA и CFNB, но их рекомендовать сложно из-за отзывной кампании по
поршневой группе и не очень долговечной цепи ГРМ. А вот новые версии после 2015
года заметно хуже в плане надежности, в частности из-за «масложора».
TOYOTA 1.6, 1.8 и 2.0 (1ZR—FE)
Как в этом списке можно обойтись без моторов Toyota серии ZR? Их начали выпускать с 2006 года, как приемника семейства моторов ZZ, которые страдали от повышенного расхода масла, но у нового агрегата такой ярко выраженной проблемы нет. Если «масложор» появился, то устранить его можно заливкой масла другой вязкости. Шум и стук в работе мотора лечится заменой натяжителя цепи. Ресурс этих агрегатов — плюс/минус 300 тыс. км. Проблемы в виде повышенного расхода масла, «сопливости» помпы и закоксовки колец проявятся не ранее, чем на 200 тысячах. На таком пробеге стоит также поменять прокладки и маслосъемные колпачки.
HONDA 1.8 и 2.0 (R-series)
Еще одно надежное семейство атмосферных бензиновых двигателей есть у другого японского производителя — это хондовские R-series i-VTEC. Серия была представлена в 2006 году и на некоторых моделях Honda 2,0-литровый вариант устанавливают до сих пор, а вот 1,8-литровый двигатель сняли с производства в 2014 году.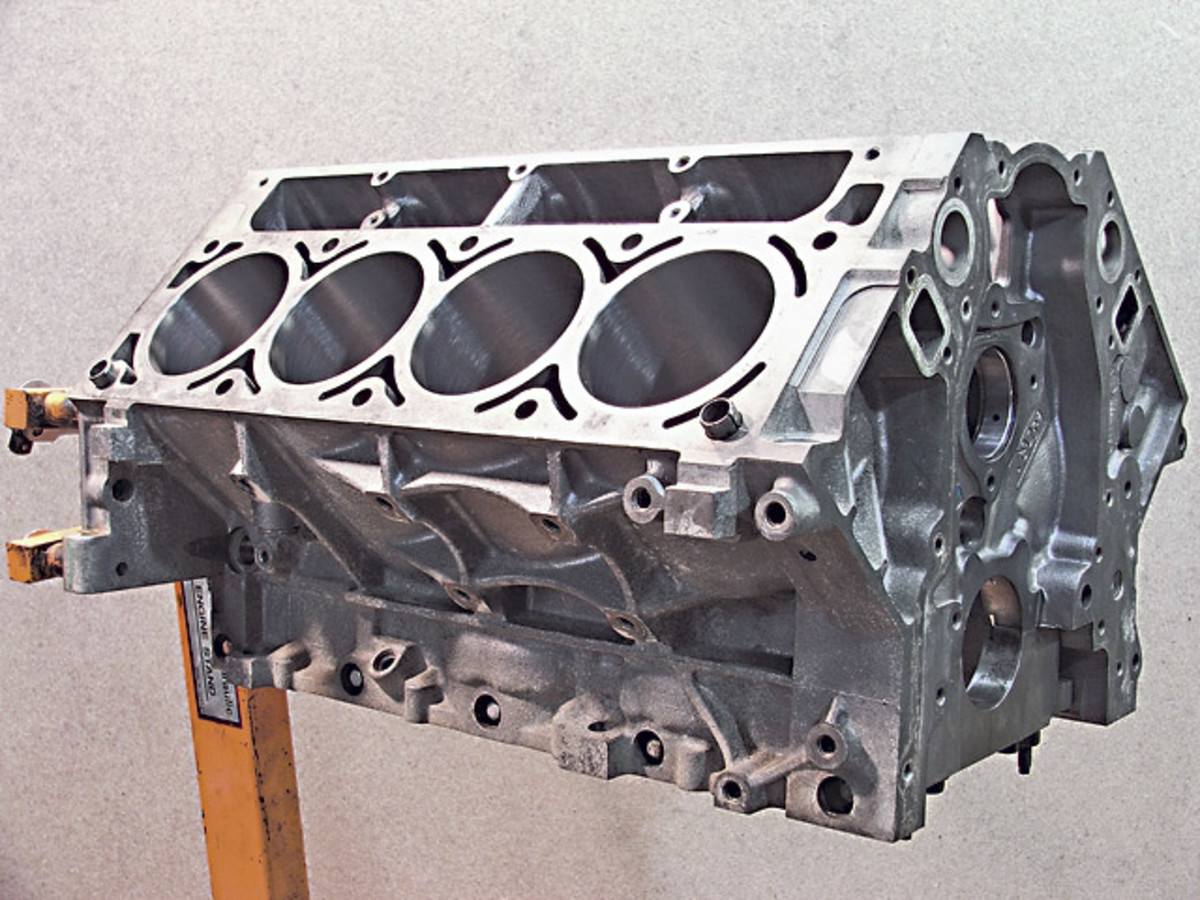 В начальный период производства попадались моторы с повышенным расходом масла: производитель менял ГБЦ по гарантии, если же гарантийный период кончился, то можно было ограничиться заменой только направляющих клапанов. Опрос знакомых мотористов в целом подтверждает мое мнение о большом ресурсе этих двигателей. Со своего опыта и с их слов тоже, покупая автомобиль с одним из таких агрегатов, можно ожидать, что он с без проблем отходит 300 – 400 тыс. км.
В начальный период производства попадались моторы с повышенным расходом масла: производитель менял ГБЦ по гарантии, если же гарантийный период кончился, то можно было ограничиться заменой только направляющих клапанов. Опрос знакомых мотористов в целом подтверждает мое мнение о большом ресурсе этих двигателей. Со своего опыта и с их слов тоже, покупая автомобиль с одним из таких агрегатов, можно ожидать, что он с без проблем отходит 300 – 400 тыс. км.
Материал предоставлен порталом etlib.ru
blockХочу получать самые интересные статьи
Самые надежные моторы на современных машинах: наш рейтинг
Все знают о том, что когда-то, в далекие 80-е и 90-е, существовали моторы-"миллионники", которые сотнями тысяч километров служили верой и правдой. Так, собственно говоря, и есть – мы не так давно составляли их рейтинг. Но есть достойные продолжатели дела "миллионников" и сегодня. Считается почему-то, что современные машины одноразовые. Покатался три года, продал и пошел за новой. Но это как минимум преувеличение и обобщение. Действительно, есть неудачные двигатели, но это только часть рынка. Люди владеют машинами по 5-7 или даже 10 лет и, страшно сказать, покупают их подержанными! Значит, надежные моторы существуют. Вопрос: как их найти?
Покатался три года, продал и пошел за новой. Но это как минимум преувеличение и обобщение. Действительно, есть неудачные двигатели, но это только часть рынка. Люди владеют машинами по 5-7 или даже 10 лет и, страшно сказать, покупают их подержанными! Значит, надежные моторы существуют. Вопрос: как их найти?
Какую машину и с каким мотором купить, чтобы он не только не ломался в течение гарантии, но и не подпадал под отзывные кампании, не требовал дорогих расходных материалов и специального сервисного оборудования. Бегал долго и счастливо, хотя бы и медленнее, расходуя чуть больше горючего, чем более прогрессивные собратья.
В разных классах машин свои лидеры, и, разумеется, более сложные и дорогие машины мало приспособлены для жестких условий эксплуатации, но и у них найдутся свои лидеры и отстающие по необходимому объему обслуживания и вероятности выхода из строя.
Renault 1. 6 16v K4M
6 16v K4M
Малый класс
Начнем с класса В+, благо этот размерчик – один из самых распространенных в России. Сегмент бурно развивается, и машины в нем есть самые различные: и наши Калины-Гранты, и иномарки на любой вкус и кошелек. Почти все машины крайне практичны и особыми инновациями не обременены. Но это только в России, за рубежом такие авто часто оснащаются более прогрессивными моторами. К счастью, «привозных» машин мало, большая часть машин этого сегмента давно прижилась на российской почве и выпускается у нас, либо поставляется в специальных российских комплектациях.
Безусловным лидером является мотор K7M от Renault. Рецепт надежности прост: рабочий объем 1.6 литра и всего восемь клапанов, никаких сложностей. Привод ГРМ ремнем, гидрокомпенсаторов нет, простой чугунный блок, простой модуль зажигания, вообще никаких «новомодных» штучек. Ставятся такие моторы на «народные» Logan и Sandero и особых хлопот не доставляют. Там просто нечему ломаться, а качество исполнения отличное.
Ставятся такие моторы на «народные» Logan и Sandero и особых хлопот не доставляют. Там просто нечему ломаться, а качество исполнения отличное.
На фото: K7M
Второе и третье места, пожалуй, стоит отдать моторам ВАЗ-21116 и Renault K4M. Первый мотор тоже 1.6 и восьмиклапанный, простой и надежный. Но подводит временами качество сборки, качество проводки, да и машины с МКПП не самые надежные, потому что коробка не рассчитана на повышенный крутящий момент.
Шестнадцатиклапанный мотор K4M от Рено просто чуть сложнее устроен и чуть дороже. Не так легко переносит высокие нагрузки. Зато устанавливают его не только на Logan, но и на Duster, Megane, Kangoo, Fluence и другие машины.
На фото: ВАЗ-21116
Средний класс
Один из лидеров по надежности в С-классе уже есть – это упомянутый K4M от Рено. Но машины несколько тяжелее, чаще встречаются авто с АКПП, а значит, и требования к мощности чуть выше. Моторы 1.6 будут иметь заведомо меньший ресурс, чем двигатели с рабочим объемом 1.8 и 2 литра, а значит, стоит выделить моторы 1.6 в отдельную группу для тех, кому не нужно ездить быстро.
Но машины несколько тяжелее, чаще встречаются авто с АКПП, а значит, и требования к мощности чуть выше. Моторы 1.6 будут иметь заведомо меньший ресурс, чем двигатели с рабочим объемом 1.8 и 2 литра, а значит, стоит выделить моторы 1.6 в отдельную группу для тех, кому не нужно ездить быстро.
Наверное, самым простым, дешевым ресурсным мотором для машин в С-классе можно назвать весьма почтенного возраста Z18XER. Конструкция самая что ни на есть консервативная, разве что установлены фазовращатели и регулируемый термостат. Привод ГРМ ремнем, простая система впрыска и хороший запас надежности. Мощности в 140 сил хватает для комфортного движения таким нелегким машинам, как Opel Astra J и Chevrolet Cruse, а также минивэну Opel Zafira.
На фото: двигатель от Opel Astra J
Второе место по надежности можно отдать серии моторов от Hyundai/Kia/Mitsubushi G4KD/4B11. Эти двухлитровые двигатели – наследники знаменитого Mitsubishi 4G63, в том числе и по надежности. Не обошлось без системы регулировки фаз ГРМ, а в его приводе – вполне надежная цепь. Простая система питания и хорошее качество сборки, но цепной привод ГРМ сложнее и дороже, да и сам мотор заметно технологичнее, так что только второе место. Мощность моторов зато заметно выше, все 150-165 л.с. Этого более чем достаточно любой машине С-класса с любой нагрузкой, на трассе и в городе, с АКПП и с «механикой». Ставились такие двигатели на огромное количество машин, тут и Hyundai i30, Kia Cerato, Ceed, Mitsubishi Lancer и другие легковушки и кроссоверы выше классом: Mitsubishi ASX, Outlander, Hyundai Sonata, Elantra, ix35 и Kia Optima.
Эти двухлитровые двигатели – наследники знаменитого Mitsubishi 4G63, в том числе и по надежности. Не обошлось без системы регулировки фаз ГРМ, а в его приводе – вполне надежная цепь. Простая система питания и хорошее качество сборки, но цепной привод ГРМ сложнее и дороже, да и сам мотор заметно технологичнее, так что только второе место. Мощность моторов зато заметно выше, все 150-165 л.с. Этого более чем достаточно любой машине С-класса с любой нагрузкой, на трассе и в городе, с АКПП и с «механикой». Ставились такие двигатели на огромное количество машин, тут и Hyundai i30, Kia Cerato, Ceed, Mitsubishi Lancer и другие легковушки и кроссоверы выше классом: Mitsubishi ASX, Outlander, Hyundai Sonata, Elantra, ix35 и Kia Optima.
На третье место вполне может претендовать мотор Renault-Nissan MR20DE/M4R. Этот двухлитровый бензиновый мотор выпускается уже довольно давно, с 2005 года, а по конструкции тоже восходит к «славным предкам» F-серии из 80-х годов. Залог успеха именно в консерватизме конструкции и умеренной степени форсирования. В сравнении с лидерами у него менее надежная ГБЦ, иногда все же вытягивается цепь, но все же он позволяет разменять все триста тысяч километров пробега при аккуратной эксплуатации, да и цена запчастей не зашкаливает.
Залог успеха именно в консерватизме конструкции и умеренной степени форсирования. В сравнении с лидерами у него менее надежная ГБЦ, иногда все же вытягивается цепь, но все же он позволяет разменять все триста тысяч километров пробега при аккуратной эксплуатации, да и цена запчастей не зашкаливает.
На фото: MR20DE
Младший бизнес-класс
В сегменте D+ тоже популярны двухлитровые моторы из числа лидеров надежности С-класса, и тут они смотрятся неплохо, ведь масса машин отличается уже не так сильно. Но большей популярностью пользуются сложные и «престижные» моторы большой мощности.
Toyota в первый раз встречается в этом рейтинге, но сразу на первом месте в своем классе.
Мотор 2AR-FE мощностью 165-180 л. с. и рабочим объемом 2.5 л устанавливается на один из бестселлеров сегмента D+, на Toyota Camry, и без сомнения является самым распространенным и надежным мотором в своем классе. Устанавливают их и на кросоверы RAV4, и на минивэны Alphard. Мотор достаточно простой, но залог успеха – в качестве исполнения и частом обслуживании машин Toyota.
с. и рабочим объемом 2.5 л устанавливается на один из бестселлеров сегмента D+, на Toyota Camry, и без сомнения является самым распространенным и надежным мотором в своем классе. Устанавливают их и на кросоверы RAV4, и на минивэны Alphard. Мотор достаточно простой, но залог успеха – в качестве исполнения и частом обслуживании машин Toyota.
На фото: двигатель от Toyota Camry
Второе место заслуженно получают моторы G4KE/4B12 компании Hyundai/Kia/Mitsubishi. Эти моторы рабочим объемом 2.4 литра и мощностью 176-180 л.с. устанавливаются на Kia Optima, на Hyundai Sonata, многие другие легковые модели и плеяду кроссоверов Mitsubishi Outlander/Peugeot 4008/Citroen C-Crosser. Конструкция близка к моторам G4KD/4B11, и точно так же они являются наследниками надежных моторов Mitsubisi. Конструкция без каких-то особых изысков в виде прямого впрыска, привод ГРМ цепью плюс фазовращатели. Хороший запас по мощности и ресурсу, не слишком дорогие запчасти – вот залог успеха.
Хороший запас по мощности и ресурсу, не слишком дорогие запчасти – вот залог успеха.
А вот третьего места не будет. Турбомоторы на европейских машинах заметно сложнее в эксплуатации и потенциально уязвимее. Сравнительно надежные турбодизели все же требуют более высокого качества обслуживания. И третье место достается достаточно простым агрегатам, например, уже упомянутому Z18XER на Opel Insignia или Duratec Ti-VCT на Ford Mondeo, и если вам хватает их мощности и ездите вы спокойно, то они окажутся и самыми недорогими в эксплуатации.
На фото: G4KE/4B12
Старший бизнес-класс
Престижные седаны E-класса не относятся к машинам с малой стоимостью эксплуатации, да и моторы в этом классе сложные и мощные. И зачастую особой надежностью похвастаться не могут. Но и среди них есть лидеры и агрегаты с высокой надежностью.
Опять в лидерах Toyota, точнее Lexus, но вы же знаете, что компания по сути одна? Моторы 3.5 серии 2GR-FE и 2GR-FSE устанавливаются на модели Lexus ES и GS и на люксовые внедорожники Lexus RX. Несмотря на высокую мощность и малую массу, это очень удачный бензиновый мотор, в версии без непосредственного впрыска он считается одним из самых беспроблемных в своем классе.
На фото: 2GR-FE и 2GR-FSE
Второе место заслуженно занимает Volvo со своей рядной «шестеркой» B6304T2 объемом 3 литра. Первый в нашем рейтинге турбомотор оказывается в эксплуатации даже проще и дешевле дизелей. Во многом благодаря почтенного возраста конструкции с хорошим запасом прочности и сравнительно невысоким ценам на обслуживание.
К сожалению, безнаддувный мотор 3. 2 больше не поставляется, он несомненно еще надежнее и мог бы претендовать на первое место в этой категории. Секрет успеха – в модульной конструкции двигателей. Это семейство производится с 1990 года по наше время в вариантах с четырьмя, пятью и шестью цилиндрами. Непрерывное усовершенствование конструкции и богатый опыт эксплуатации моторов хорошо сказался на надежности и стоимости эксплуатации.
За Infiniti, которые на третьем месте, в этом классе играет модель Q70 с легендарной «шестеркой» серии VQVQ37VHR объемом 3.7 литра и мощностью 330 сил. Залог успеха и в этом случае в качестве исполнения, славной и давней истории серии моторов и распространенности. Ставились такие моторы и на спортивные Nissan 370Z, и на внедорожники QX50 и QX70, и на более маленький седан Q50.
На фото: двигатель от Infiniti Q70
Лист машин Е-класса будет неполон, если не упомянуть непременный атрибут европейских городов – дизельный Mercedes E класса в кузове W212 и с мотором OM651. Да, это турбодизель, но в самой слабой своей версии, с обычными электромагнитными форсунками он способен доставлять минимум хлопот в эксплуатации. Да, такую машину полностью обслужить без дилерского сервиса невозможно, но, как показывает практика, простые комплектации да еще с ручной КПП на удивление надежны, недаром европейское такси для многих – именно дизельная «ешка».
Да, это турбодизель, но в самой слабой своей версии, с обычными электромагнитными форсунками он способен доставлять минимум хлопот в эксплуатации. Да, такую машину полностью обслужить без дилерского сервиса невозможно, но, как показывает практика, простые комплектации да еще с ручной КПП на удивление надежны, недаром европейское такси для многих – именно дизельная «ешка».
Представительский класс
Тут рейтинга не ждите. Машина F-класса дешевой в эксплуатации не бывает, в современной машине такого уровня собраны все достижения техники последних лет, все самое сложное и дорогое оборудование. У них есть, конечно, свои лидеры и свои аутсайдеры, тем более что немецкие представительские седаны выпускаются в том числе и с весьма надежными дизелями, а корейские и японские премиальные марки делают упор на надежность бензиновых моторов и гарантию. Но сделать выбор между ними сложно, да и смысла это не имеет, в этом классе другие правила игры.
Читайте также:
Вся правда о моторах BMW. Часть 1 :: Autonews
Двигатели BMW достаточно прочно ассоциируются в сознании многих автолюбителей со словами«высокотехнологичные» и «надежные». Понятия, кстати, зачастую взаимоисключающие. Мой длительный опыт работы в сфере обслуживания авто и общения с владельцами, свидетельствует о расплывчатом представлении о реальном ресурсе двигателей этой марки как вообще, так и каждой модели в частности в «общественном мнении». Мой личный опыт в кратком изложении, основанный на подробном осмотре нескольких сотен ДВС BMW в течение нескольких лет, представлен ниже.
Двигатели M10, M20, M30, M40, M50
Двигатели условно первого поколения. Примитивная система вентиляции картера основанная на принципе разности давлений. Точка открытия термостата – около 80 градусов. При пробеге 350-400 ткм могут иметь минимальный износ ЦПГ. Маслосъемные колпачки теряют эластичность к 250-300 ткм. Относительная вероятность проблем с ними даже выше проблем с кольцами. При залегании колец вероятность обратимости в номинальное состояние достаточно высокая. Требовательность к маслу невысокая – тем более, что основной период эксплуатации пришелся на момент развития и становления рынка качественной «синтетики». Последнее поколение настоящих беспроблемных «миллионников», ремонтируемых «на коленке» в условиях гаража.
Примитивная система вентиляции картера основанная на принципе разности давлений. Точка открытия термостата – около 80 градусов. При пробеге 350-400 ткм могут иметь минимальный износ ЦПГ. Маслосъемные колпачки теряют эластичность к 250-300 ткм. Относительная вероятность проблем с ними даже выше проблем с кольцами. При залегании колец вероятность обратимости в номинальное состояние достаточно высокая. Требовательность к маслу невысокая – тем более, что основной период эксплуатации пришелся на момент развития и становления рынка качественной «синтетики». Последнее поколение настоящих беспроблемных «миллионников», ремонтируемых «на коленке» в условиях гаража.
Двигатель BMW M10
Характерные эксплуатационные особенности двигателей первого поколения:
М10 – одновальный, с распределителем зажигания, карбюраторный, множественные модификации растянули срок его жизни на срок без малого 30 лет. Встречается на огромном количестве автомобилей, большая часть которых до России так и не добралась.
M40 – «комфортное осовременивание» M10 – ременной привод и гидрокомпенсаторы. Малораспространенный, но относительно беспроблемный подвид.
M20 – «шестерка» с ременным приводом, пришедшая на смену M10 и занявшая промежуточное положение между ним и старшей моделью – M30. Потенциал развития M10 конструктивно упирался в литраж, то есть, в увеличение полного объема и удельного объема цилиндров. Не превышая «конструктивный оптимум» в 500 кубических сантиметров, с четыремя цилиндрами из двух литров было ну никак не выпрыгнуть. Дополнительные два цилиндра дали требуемый мощностной потенциал. У нас хорошо известна по автомобилям в 34-м кузове, где зарекомендовала себя неплохо.
BMW 5-я серия в 34-м кузове
M30 – основная «шестерка» первого поколения с классическим набором характеристик – один распредвал и распределитель зажигания. Список модификаций также широк, включая первый спортивный двигатель в современной истории BMW – M88, послуживший основой хорошо известного двигателя S38 для автомобилей М-серии. Основное применение также нашел в многочисленных модификациях автомобилей в 32-м и 34-м кузовах – лидерах по числу завезенных в Россию автомобилей этого поколения.
Основное применение также нашел в многочисленных модификациях автомобилей в 32-м и 34-м кузовах – лидерах по числу завезенных в Россию автомобилей этого поколения.
Среди общих отличительных характеристик можно отметить невысокую степень сжатия двигателей первого поколения – с цифрами типа 8:1 и 9:1, она с одной стороны, делала двигатели малочувствительными и нетребовательными к октановому числу топлива, с другой – делала возможными заводские турбированные модификации без существенных доработок.
BMW M50
Формально, по ресурсным характеристикам, может считаться последним потенциальным «миллионником» первой волны, однако имеет ряд выгодных отличий от двигателей первого поколения, достаточных, чтобы рассматривать его особняком от вышеперечисленных динозавров.
Во-первых, двигатель, наконец, обрел так остро необходимые для BMW гражданского назначения четыре клапана на цилиндр, основав моду на «взрывной» характер «на средних» и прочно закрепив эту славу за моторами BMW. Также добавились индивидуальные катушки зажигания, а вместе с ними и свечи нового «утонченного» стандарта (вот он, истинный признак смены поколения в индустриальном масштабе). Именно он стал законодателем впоследствии почти не нарушавшейся пропорции «1 Нм на 10 кубических сантиметров объема», что было недоступно для атмосферных двигателей предыдущего поколения. Разумеется, это потребовало существенного увеличения степени сжатия от 10 до 11:1(sic!) – параметра, позже повторенного только в поколении N52 в 2005 году. Неудивительно, что нормально мотор едет на бензине с ОЧ не менее 95, что для многих владельцев является сюрпризом, а для двухлитровой модификации и его, по правде говоря, откровенно мало.
Двигатель BMW M50
Да, действительно, отчасти компенсировать подобную эксплуатационную «безграмотность» помогает еще одна новинка этого мотора – датчики детонации, но регулировка момента зажигания лишь помогает постфактум сгладить последствия заправки неподходящим топливом: автомобиль от их наличия, увы, лучше не едет. Кроме того, это была последняя «гражданская» модификация, использовавшая проверенное временем «неубиваемое» сочетание «чугунный блок – алюминиевая ГБЦ».
Кроме того, это была последняя «гражданская» модификация, использовавшая проверенное временем «неубиваемое» сочетание «чугунный блок – алюминиевая ГБЦ».
В итоге, появившийся в 1989 года M50 стал и, возможно, останется самым удачным по совокупности потребительских характеристик агрегатом BMW.
Рейтинг надежности: 5/5. Кольца: 5/5. Колпачки: 5/5.
M52
Рассматривая этот двигатель как эволюционное развитие M50, правильнее было бы озаглавить абзац как «M50TU-M52». Именно обновленный в 1992 году «M50», с заводским индексом M50TU, получил сравнительно надежный механизм управления фазами газораспределения впускного вала, сегодня широко известный как VANOS.
Добавление двух клапанов привело к увеличению проходного сечения вдвое, что ожидаемо сказалось на ухудшении наполняемости цилиндров на низких оборотах. В свою очередь, это и вызвало перекос моментной характеристики в сторону «крутильности», но такая «харАктерность» двигателя неудобна при неспешном движении. VANOS была призвана компенсировать этот «недостаток», несколько растянув моментную характеристику. Вопреки распространенном заблуждению, это не привело к росту удельной мощности двигателя. Мощность была повышена известным путем – литраж самой мощной модификации составил 2,8 литра – мотористы «пририсовали» 300 кубиков. Существует версия, что непривычные для мирового двигателестроения 2,3 и 2,8 литровые модификации были подогнаны под налоговые требования, действующие в Германии того периода. Блок M52 стал алюминиевым, на стенках цилиндра было применено сверхпрочное никасиловое покрытие. Все остальные изменения преимущественно затронули экологию: M52 стал первым двигателем с «экологической» системой вентиляции картерных газов – был использован клапан с опорным атмосферным давлением, теперь открывающийся только «по требованию». Температура открытия термостата была поднята до 88-92 градусов – что выше ДВС первого поколения.
VANOS была призвана компенсировать этот «недостаток», несколько растянув моментную характеристику. Вопреки распространенном заблуждению, это не привело к росту удельной мощности двигателя. Мощность была повышена известным путем – литраж самой мощной модификации составил 2,8 литра – мотористы «пририсовали» 300 кубиков. Существует версия, что непривычные для мирового двигателестроения 2,3 и 2,8 литровые модификации были подогнаны под налоговые требования, действующие в Германии того периода. Блок M52 стал алюминиевым, на стенках цилиндра было применено сверхпрочное никасиловое покрытие. Все остальные изменения преимущественно затронули экологию: M52 стал первым двигателем с «экологической» системой вентиляции картерных газов – был использован клапан с опорным атмосферным давлением, теперь открывающийся только «по требованию». Температура открытия термостата была поднята до 88-92 градусов – что выше ДВС первого поколения.
Ресурс, этой модификации, по моим данным, снизился примерно вдвое: проблемы с колпачками и ЦПГ начинаются на рубеже 200-250 ткм и далее, при ожидаемом ресурсе ДВС около 450-500 ткм. В зависимости от режима эксплуатации (город/трасса), цифра варьируется в пределах +-100 ткм. Даже при средней степени потери подвижности колец, расход масла может отсутствовать, или быть крайне незначительным. Условно это последний потенциальный «миллионник», при должном уходе. Особых «никасиловых» проблем в реальной жизни не наблюдается, как и высокосернистого топлива в крупных городах с начала 2000-х…
В зависимости от режима эксплуатации (город/трасса), цифра варьируется в пределах +-100 ткм. Даже при средней степени потери подвижности колец, расход масла может отсутствовать, или быть крайне незначительным. Условно это последний потенциальный «миллионник», при должном уходе. Особых «никасиловых» проблем в реальной жизни не наблюдается, как и высокосернистого топлива в крупных городах с начала 2000-х…
Особенности эксплуатации этих моторов, прежде всего, связаны с мелкими болячками пока еще не полностью электронных систем и дорогих расходников, использованных в моторе и их старением – растягиваются тросы привода дроссельной заслонки и управлением противозаносной системы, умирают дорогие расходомеры и столь же не дешевые титановые датчики кислорода, блоки ABS и т.д. Однако, при должном уходе, вы все еще можете получить «почти миллионник» при должной заботе и несколько больших тратах, на своей BMW в кузове E39 или E36 – именно им преимущественно доставался этот двигатель.
Рейтинг надежности: 4/5.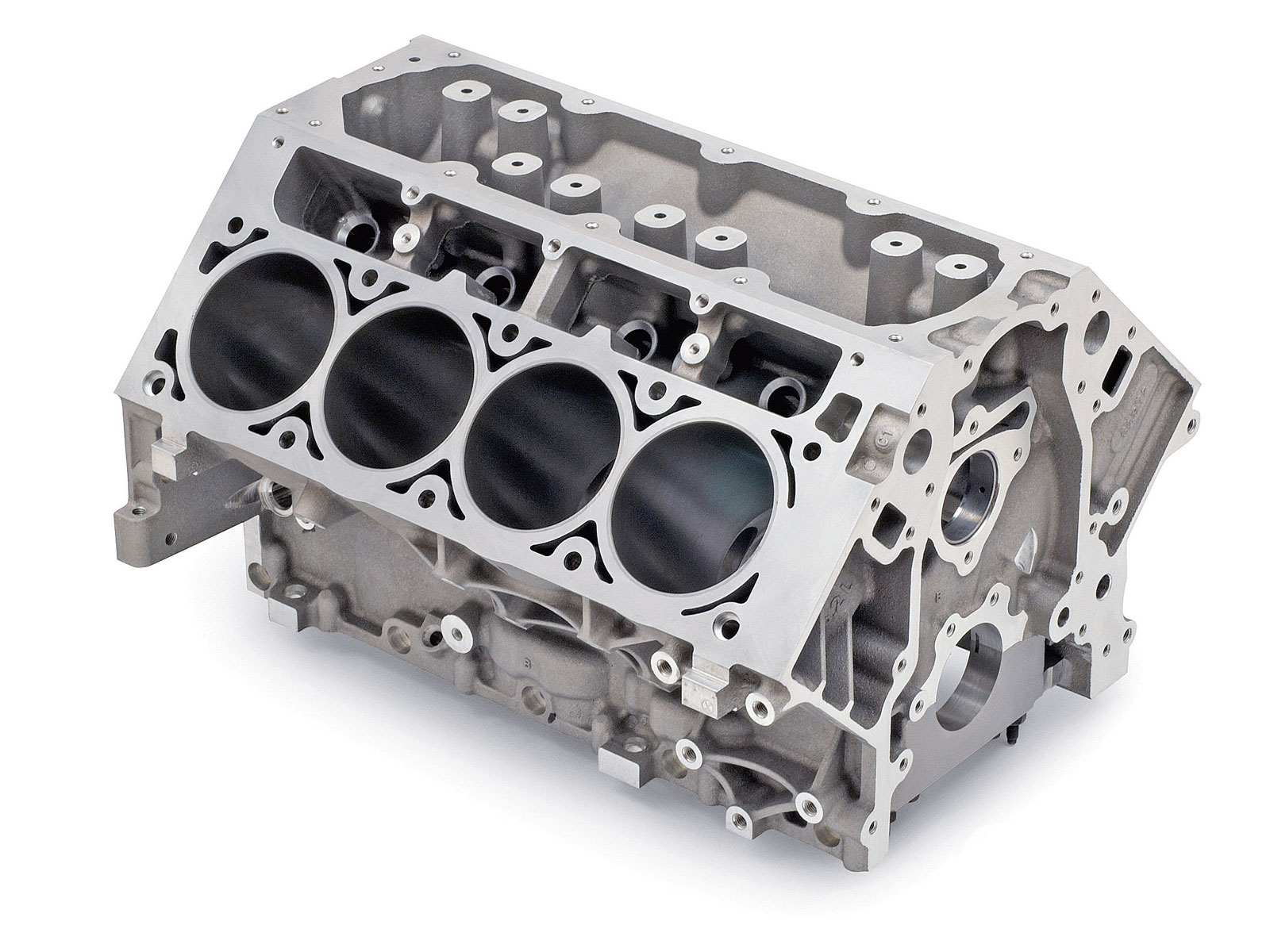 Кольца:4/5. Колпачки:4/5.
Кольца:4/5. Колпачки:4/5.
M52TU, M54
Дальнейшая «экологизация» и борьба за эластичность моментной характеристики. Первое существенное отличие этих моделей – управляемый термостат с точкой открытия 97 градусов – режим эффективной работы окончательно смещен в сторону частичных нагрузок, что обеспечивает полное сгорание смеси в режиме городской эксплуатации. BMW выступила новатором в применении систем такого рода и до сих пор остается верна этой традиции – на момент 2011 года, мало кто из конкурентов «коптит» масло до температур далеко за 100 градусов. В условиях городской эксплуатации, масло окисляется еще более интенсивно, чем на двигателях предыдущего поколения и неизбежным результатом стало снижение ожидаемого «беспроблемного» пробега еще примерно в два раза – до 150-180 ткм. Проблемы с колпачками начинаются к 250-280 ткм. Первый двигатель BMW, по-настоящему капризный к качеству масла – пренебрежение его выбором, отныне означает существенные затраты в скором будущем. Конструктивные отличия выражаются в стремлении конструкторов формально повысить мощность за счет увеличения объема и «развернуть» моментную характеристику на предельно возможный диапазон – теперь VANOS управляет и выпускным валом, а на впуске появляется совсем недешевая заслонка, изменяющая длину впускного тракта – DISA. В отличие от «спортивного» S38B38, здесь вся конструкция пластмассовая, а, следовательно – не вечная. Двигатель теперь действительно бодро тянет в широком диапазоне оборотов, но характер сильно отличается от ярко выраженных «крутильных» моторов эпохи М50. Кстати, педаль газа становится электронной – теперь прошивка определяет степень ее «чувствительности», регулирует «экологию» и бережет «коробку». В алюминиевом блоке последний раз использованы чугунные гильзы. Мотор можно назвать наиболее распространенным в Росии – популярные кузова E46, E39, E53 сплошь и рядом в городском потоке.
Конструктивные отличия выражаются в стремлении конструкторов формально повысить мощность за счет увеличения объема и «развернуть» моментную характеристику на предельно возможный диапазон – теперь VANOS управляет и выпускным валом, а на впуске появляется совсем недешевая заслонка, изменяющая длину впускного тракта – DISA. В отличие от «спортивного» S38B38, здесь вся конструкция пластмассовая, а, следовательно – не вечная. Двигатель теперь действительно бодро тянет в широком диапазоне оборотов, но характер сильно отличается от ярко выраженных «крутильных» моторов эпохи М50. Кстати, педаль газа становится электронной – теперь прошивка определяет степень ее «чувствительности», регулирует «экологию» и бережет «коробку». В алюминиевом блоке последний раз использованы чугунные гильзы. Мотор можно назвать наиболее распространенным в Росии – популярные кузова E46, E39, E53 сплошь и рядом в городском потоке.
Рейтинг надежности: 3/5. Кольца: 3/5. Колпачки: 3/5.
Для моторов М серии, моделей М52, М52TU, M54, характерно образование шлама на внутренней стороне крышки маслозаливной горловины – констрастной температурной зоне, что свидетельствует о качестве используемого масла. Чем суше и тоньше слой, тем больше шансов застать двигатель живым. Актуальность этого признака напрямую связана с режимом эксплуатации – «городские» автомобили достоверно определяются с крайне высокой вероятностью, в то время как «загородные» авто с режимом эксплуатации «трасса», могут не иметь проблем при одинаково ярких признаках шламообразования под крышкой.
Чем суше и тоньше слой, тем больше шансов застать двигатель живым. Актуальность этого признака напрямую связана с режимом эксплуатации – «городские» автомобили достоверно определяются с крайне высокой вероятностью, в то время как «загородные» авто с режимом эксплуатации «трасса», могут не иметь проблем при одинаково ярких признаках шламообразования под крышкой.
N52
Принципиально новое (если считать по сути – всего лишь третье) поколение, стартовавшее в 2005 году. Мотор «горячий» не только по режиму термостатирования, но и по причине тесной компоновки моторного отсека. Эволюционное развитие получили практически все известные ранее системы: датчики кислорода теперь широкополосные, длина впускного коллектора изменяется двухстадийно, все это в той или иной форме присутствовало ранее. Добавились мелкие конструктивные улучшения в виде масляного насоса переменной производительности, более надежного клапана вентиляции картера, теплообменника масляного стакана и т.д. Блок также изготовляется из очередного «продвинутого» магниево-алюминиевого сплава, но теперь вместо вставных хонингованных чугунных гильз в нем используется химически вытравленное маслоудерживающее покрытие. Революция коснулось системы подачи воздуха – дебютировавшая в 2001 году на экономичных «четверках» система Valvetronic (непосредственное управление подачей воздуха в цилиндры через открытие клапана, минуя дроссельный узел) теперь переехала на основной модельный ряд двигателей. Решенная с ее помощью проблема т.н. «потерь на дросселирование» якобы позволила снизить расход топлива в среднем на 12% (так и хочется добавить «теоретически»), но потребовала добавления сложного механизма, включающего дополнительный эксцентриковый вал с дополнительной, отличной от двигателей прежнего поколения, арматурой клапанов.
Блок также изготовляется из очередного «продвинутого» магниево-алюминиевого сплава, но теперь вместо вставных хонингованных чугунных гильз в нем используется химически вытравленное маслоудерживающее покрытие. Революция коснулось системы подачи воздуха – дебютировавшая в 2001 году на экономичных «четверках» система Valvetronic (непосредственное управление подачей воздуха в цилиндры через открытие клапана, минуя дроссельный узел) теперь переехала на основной модельный ряд двигателей. Решенная с ее помощью проблема т.н. «потерь на дросселирование» якобы позволила снизить расход топлива в среднем на 12% (так и хочется добавить «теоретически»), но потребовала добавления сложного механизма, включающего дополнительный эксцентриковый вал с дополнительной, отличной от двигателей прежнего поколения, арматурой клапанов.
Выражение «попал на вальветроник» среди владельцев BMW с моторами этого поколения означает, как правило, нестабильный холостой ход и затраты в пределах 1000 евро. Утешение можно найти разве что в попытке пересчитать мнимые 12% топливной экономии в пробег. Моторам поколения «N» также свойственны специфические проблемы работы двигателя, связанные с микропрограммой блока управления. Путь, выбранный для незначительного увеличения мощности, оказался совсем уж тривиальным – двигатель просто «накрутили» до 7000 оборотов/мин. «Честно» увеличивать объем не стали – оптимальное значение около 0,5 л на цилиндр уже было достигнуто в трехлитровой версии предшественника.
Моторам поколения «N» также свойственны специфические проблемы работы двигателя, связанные с микропрограммой блока управления. Путь, выбранный для незначительного увеличения мощности, оказался совсем уж тривиальным – двигатель просто «накрутили» до 7000 оборотов/мин. «Честно» увеличивать объем не стали – оптимальное значение около 0,5 л на цилиндр уже было достигнуто в трехлитровой версии предшественника.
Проблемы с залеганием колец (степень всегда выше средней) касаются почти всех экземпляров внутригородской эксплуатации с пробегом более 40 ткм и возрастом от 2 лет, полная обратимость наблюдается лишь до пробега 60-65 ткм. К рубежу 50-60 ткм уже возможны проблемы с маслосъемными колпачками. К пробегу 80-100 ткм и возрасту 4-5 лет, обе проблемы встречаются и обеспечивают кумулятивный эффект, что гарантирует расход около 1 л на 1000 км и более – это небывало рано. К 110-120 ткм, как правило, забивается катализатор. Было обнаружено несколько экземпляров с малым пробегом, после обработки которых, измерения по пакетам поршневых колец свидетельствовали об отсутствии нормальной обкатки(!) – кольца залегли ранее, чем успели «прикататься». Прогнозируемый ресурс при стандартной эксплуатации – не более 150-180 ткм. Подавляющее число осмотренных экземпляров не рекомендовано к приобретению уже на рубеже 80-120 ткм и возрасте 5-6 лет. Трехлитровая модель имеет больший примерно на треть ресурс, наиболее вероятно объясняемый иным материалом маслосъмных колец. Двигатель почти также распространен как и предшественник и встречается, преимущественно, на автомобилях 1,3,5 серий, а также – на купе и BMW серии X.
Прогнозируемый ресурс при стандартной эксплуатации – не более 150-180 ткм. Подавляющее число осмотренных экземпляров не рекомендовано к приобретению уже на рубеже 80-120 ткм и возрасте 5-6 лет. Трехлитровая модель имеет больший примерно на треть ресурс, наиболее вероятно объясняемый иным материалом маслосъмных колец. Двигатель почти также распространен как и предшественник и встречается, преимущественно, на автомобилях 1,3,5 серий, а также – на купе и BMW серии X.
Вопреки распространенному заблуждению, ни модифицированная версия колец, ни слегка измененная форма юбки поршня никак на ресурсе мотора не сказались. Модифицированная вентиляция картера через интегрированный в крышку клапан, появившаяся на N52N также никакого улучшения не гарантирует.
Рейтинг надежности: 3/5. Кольца:2/5. Колпачки:2/5.
N53/N54/N55
В двигателях последующих поколений, наблюдается то же неистовое стремление к дальнейшей экологизации двигателей, снижению удельной металлоемкости и т. д. Форменное разочарование для консервативных поклонников марки.
С появлением N53, бензиновые двигатели BMW сделали еще один шаг в сторону дизеля – ради очередных «процентов экологии» (но не экономии!) покупатели получили прецизионные форсунки высокого давления, ТНВД и все потенциальные проблемы дизеля в придачу. Правда, в N53 не поместился Valvetronic. В N54, впрочем, тоже, зато с этой модели у BMW началось широкое «надувательство» – в канонической рядной шестерке снова появилась турбина, даже две. В N55 Valvetronic вернули, а сложную последовательную систему турбин убрали – она там одна. Зато двигатель N55 теперь самый «дизельный» из всех бензиновых.
Забавно, что BMW сперва не рискнула массово продвигать на всех рынках первый двигатель с непосредственным впрыском N53 из-за опасений интенсивного коксообразования у форсунок. В то же время, конструкция форсунок BMW-SIEMENS кардинально отличается от конкурентов, использующих подверженное коксованию «открытое» отверстие. Форсунки в BMW «распыляют» посредством приоткрытия клапана, представляющего заостренную вершину пирамиды – такое распыление «очищает» седло клапана самим процессом распыления, совершенно аналогично тому, как чистятся впускные каналы клапанов на двигателях с обычной системой впрыска. А вот от этой болезни всех моторов с непосредственным впрыском, лекарства пока не придумано.
А вот от этой болезни всех моторов с непосредственным впрыском, лекарства пока не придумано.
В виду иной конструкции клапанной крышки, метод первичной самодиагностики радикально отличается от моторов М-серии. Первым признаком нездоровья служит красно-коричневый нефтяной лак на лепестках крышки, первое время легко удаляемый механическим воздействием. Вторая стадия – бурый песок по периметру центральной части крышки. Третья и четвертая – песок по всей обратной поверхности и, реже, масляное «желе» под ней же. Характеристику используемому маслу дает и состояние торсионной пружинки, отлично различимой под крышкой – на первой стадии она еще сохраняет металлический (серый) цвет под мутной темно-желтой масляной пленкой, на второй – приобретает характерный красно-бурый оттенок. Третья стадия, когда длительная эксплуатация на масле с высокой кислотностью делает ее визуально «рыхлой», «изъеденной» – такой двигатель, скорее всего, уже имеет необратимо изношенную ЦПГ. Вероятность, например, купить беспроблемный мотор серии N52B25 старше 5 лет, при условии московской эксплуатации, практически отсутствует.
Продолжение следует…
Из чего делают современные двигатели: новые материалы на службе автопроизводителей
На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.
Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.
Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов. Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах. Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам. А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.
Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того. Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана. Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой.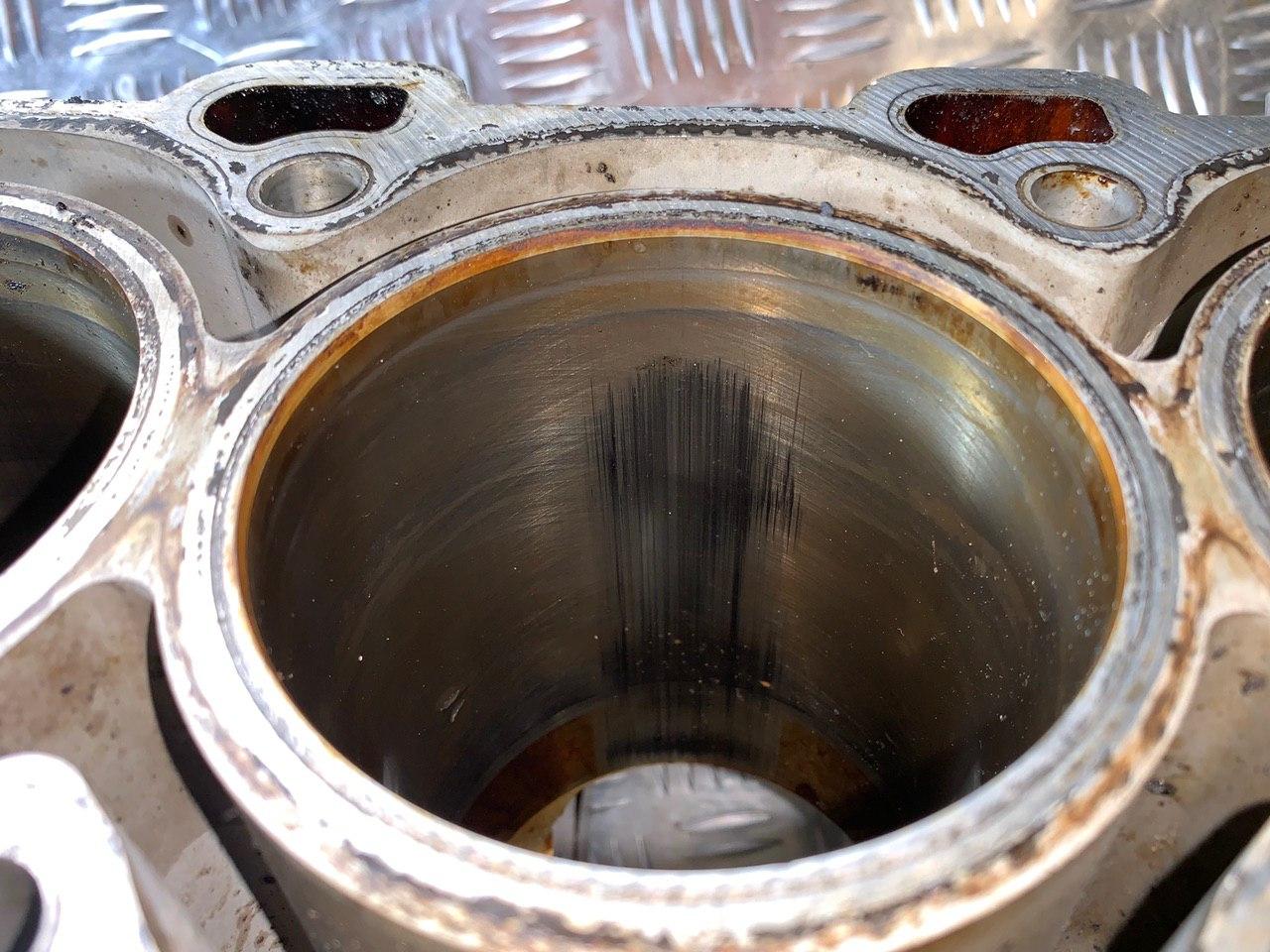 Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Машиностроение: процесс изготовления блока цилиндров
Процесс изготовления блока двигателя
Введение
Блок цилиндров, который также называется блоком цилиндров, является основной структурой двигателя, которая дает пространство для цилиндров, а также дает проходы для охлаждающей жидкости, выхлопных газов и приемных газов, которые проходят над двигателем и хостом для картера и распредвалы. Блок двигателя является основным корпусом сотен деталей современных двигателей.И это самая большая часть среди деталей двигателя, и она также составляет от 20% до 25% от общей массы двигателя. Первый успешный двигатель внутреннего сгорания, который можно использовать в автомобиле, был построен Зигфридом Маркусом примерно в 1864 году. Это был вертикальный одноцилиндровый двухтактный бензиновый двигатель.
Реклама
Сегодняшние двигатели достигли своего максимального развития, и их разработка будет продолжаться и в последующие годы.
 Эти разработки привели к увеличению мощности, долговечности, износостойкости и эффективности двигателя.Материал, из которого изготовлен блок цилиндров, придает двигателю более высокую прочность при малом весе, что более важно для мощности двигателя. Блок двигателя в течение многих лет изготавливается из чугунных сплавов, что объясняется его прочностью и невысокой стоимостью, а также износостойкостью. Но по мере усложнения двигателя инженеры нашли новые материалы, чтобы уменьшить его вес, а также повысить прочность и износостойкость. Распространенным сплавом, который широко используется, является алюминиевый сплав, он более популярен из-за своего небольшого веса, но в основном в бензиновых двигателях.
Эти разработки привели к увеличению мощности, долговечности, износостойкости и эффективности двигателя.Материал, из которого изготовлен блок цилиндров, придает двигателю более высокую прочность при малом весе, что более важно для мощности двигателя. Блок двигателя в течение многих лет изготавливается из чугунных сплавов, что объясняется его прочностью и невысокой стоимостью, а также износостойкостью. Но по мере усложнения двигателя инженеры нашли новые материалы, чтобы уменьшить его вес, а также повысить прочность и износостойкость. Распространенным сплавом, который широко используется, является алюминиевый сплав, он более популярен из-за своего небольшого веса, но в основном в бензиновых двигателях.Fig01: Готовый блок цилиндров
Функциональные требования блока цилиндров
Поскольку блок двигателя является основным корпусом двигателя, он должен отвечать ряду требований. Эти требования включают износостойкость, долговечность, техническое обслуживание и устойчивость к давлению, создаваемому при сгорании. Он также должен выдерживать высокие температуры, вибрацию при работе двигателя.Для многих требований главной особенностью является используемый материал.
Он также должен выдерживать высокие температуры, вибрацию при работе двигателя.Для многих требований главной особенностью является используемый материал.
Материал, используемый при отливке блока цилиндров
Чтобы соответствовать вышеуказанным функциональным требованиям, материал, из которого изготовлено изделие, должен обладать множеством свойств. Они заключаются в том, что материал должен содержать высокую прочность, модуль упругости, износостойкость, способность выдерживать вибрации и коррозионную стойкость. Высокая прочность особенно важна для дизельных двигателей из-за их более высоких степеней сжатия по сравнению с бензиновыми двигателями.В дизельном двигателе степень сжатия обычно составляет 17: 1 или больше, а в бензиновом двигателе — почти 10: 1. Материал также должен иметь низкую плотность, чтобы уменьшить его вес, но с большей прочностью. Он также должен иметь низкое тепловое расширение при высоких рабочих температурах, а также хорошую теплопроводность, чтобы отдавать тепло за минимальное время. Когда дело доходит до производственного процесса, материал должен обладать хорошей обрабатываемостью и литьем, чтобы сократить затраты времени и средств. Как будто материал слишком твердый, время и затраты на изготовление увеличиваются.Когда двигатель находится в рабочем состоянии, он генерирует более высокую вибрацию из-за движений внутренних частей, таких как коленчатый вал и поршни, поэтому материал должен поглощать энергию вибрации без разрушения.
Когда дело доходит до производственного процесса, материал должен обладать хорошей обрабатываемостью и литьем, чтобы сократить затраты времени и средств. Как будто материал слишком твердый, время и затраты на изготовление увеличиваются.Когда двигатель находится в рабочем состоянии, он генерирует более высокую вибрацию из-за движений внутренних частей, таких как коленчатый вал и поршни, поэтому материал должен поглощать энергию вибрации без разрушения.
Исходя из вышеперечисленных характеристик, наиболее широко используемыми материалами для изготовления блока цилиндров являются чугун и алюминиевые сплавы. Сплавы чугуна используются потому, что они обладают хорошими механическими свойствами, низкой стоимостью и доступностью по сравнению с другими металлами.Но некоторые алюминиевые сплавы содержат большинство характеристик чугуна, но имеют небольшой вес. Литой блок цилиндров из алюминиевого сплава также обеспечивает хорошее качество поверхности и высокую обрабатываемость по сравнению с чугунными сплавами. По мере развития технологий инженеры нашли новые материалы, такие как графитовый чугун, который легче и прочнее, чем упомянутый выше серый чугун.
По мере развития технологий инженеры нашли новые материалы, такие как графитовый чугун, который легче и прочнее, чем упомянутый выше серый чугун.
Сплавы серого чугуна
Серый чугун — первый и наиболее часто используемый материал для изготовления блоков цилиндров.Хотя алюминиевый сплав также имеет много общего с небольшим весом, он все еще используется в производстве блоков дизельных двигателей, поскольку их внутренние напряжения выше. Серый чугун содержит 2,5 — 4% углерода, 1 — 3% кремния, 0,2 — 1% марганца, 0,02 — 0,25% серы и 0,02 — 1% фосфора. Он обладает отличной амортизационной способностью, хорошей износостойкостью и термостойкостью, легко обрабатывается и имеет меньшую стоимость благодаря своей доступности.
Алюминиевые сплавы
Главной особенностью алюминиевых сплавов, которые пользуются популярностью, является их небольшой вес, что снижает вес двигателя и автомобиля.Но главный недостаток — их стоимость по сравнению с серым чугуном. Алюминиевый сплав обладает хорошей обрабатываемостью по сравнению с серым чугуном. Есть два алюминиевых сплава, которые в основном используются при производстве блоков двигателя, это 319 и A356.
Алюминиевый сплав обладает хорошей обрабатываемостью по сравнению с серым чугуном. Есть два алюминиевых сплава, которые в основном используются при производстве блоков двигателя, это 319 и A356.
319 алюминиевый сплав содержит 85,8 — 91,5% алюминия, 5,5 — 6,5% кремния, 3-4% меди, 0,35% никеля, 0,25% титана, 0,5% марганца, 1% железа, 0,1% магния, и 1% цинка. Этот сплав обладает хорошими литейными характеристиками, устойчивостью к коррозии и хорошей теплопроводностью.При термической обработке в процессе T5 он обеспечивает высокую прочность и жесткость блока цилиндров.
Алюминиевый сплав A356 содержит 91,1 — 93,3% алюминия, 6,5 — 7,5% кремния, 0,25 — 0,45% магния, 0,2% меди, 0,2% титана, 0,2% железа и 0,1% цинка. Хотя механические свойства аналогичны 319, когда он находится в процессе термообработки T6, он приобретает более высокую прочность, чем 319. Но он имеет более низкий модуль упругости (72,4 ГПа), чем 319 с модулем упругости 74 ГПа.
Чугун с компактным графитом
Чугун с компактным графитом имеет более высокий предел прочности и модуль упругости по сравнению с серым чугуном. Это связано с компактным графитом, обнаруженным в микроструктуре CGI. Подобно серому чугуну, он имеет хорошее амортизационное поглощение и теплопроводность, но его низкая обрабатываемость ограничивает его широкое применение.
Инструмент, необходимый для литья блока цилиндров
Основным инструментом, необходимым для литья в песчаные формы, является форма, форма создается из смеси песка, глины и воды.Рисунок — это основной инструмент, необходимый для формирования формы, обычно он обрабатывается из дерева или алюминия, которые легко поддаются механической обработке. Узор держится на деревянном или металлическом каркасе и заливается песчаной смесью, затем прикладываются вибрации, чтобы смесь освободилась от пузырьков воздуха. После того, как форма затвердеет, ее можно использовать в процессе литья.
После завершения процесса литья отлитый блок цилиндров проходит через несколько машин для получения чистоты поверхности и правильных размеров.При этом используются компьютеризированные фрезерные и расточные станки.
Процесс изготовления блока цилиндров
Производство блоков цилиндров в основном выполняется с использованием литья в песчаные формы, хотя также используется литье под давлением, это более рентабельно, поскольку матрица легко изнашивается из-за высокой температуры расплавленного металла. Затем отлитый блок двигателя подвергается механической обработке для получения чистовой обработки поверхности и прохождения охлаждающей жидкости.
Fig02: Шаблоны
Показанный ниже сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров.Сердечник окрашен для герметизации газа, образующегося в процессе литья внутри сердечника. А концы розового цвета не окрашены, чтобы газ вышел наружу. Для большей прочности сердечника используются алюминиевые арматурные стержни. Эти стержни плавятся из-за разливаемого во время литья расплавленного металла.
Fig03: Показанный выше сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров
Затем водяные рубашки и цилиндрические формы размещаются в основной форме в виде одного куба.Затем форма затягивается зажимами, чтобы выдерживать давление силы тяжести при заливке расплавленного металла.
Fig04: основная форма в виде одного куба
Теперь форма готова к отливке. Расплавленный металл заливается в форму через меньшее переднее центральное отверстие, которое заполняет форму снизу вверх вверх через стояки, которые можно увидеть как 8 больших отверстий.Когда отливка остывает, расплавленный металл из стояка втягивается обратно в отливку. Стояки играют главную роль в процессе литья, подавая необходимый расплавленный металл во время усадки.
Fig05: Отливка только что снята с формы
Выше показана грубая отливка алюминиевого блока после удаления песчаной формы.песок удаляется путем вибрации отливки. Отливку необходимо обработать, чтобы получить правильные размеры и гладкую поверхность блока цилиндров.
Рис 06: Finlay, обработанный для получения правильных размеров и гладких поверхностей
Шероховатый алюминиевый блок цилиндров обработан шлифовкой, чтобы получить гладкие поверхности на поверхности прокладки головки и на поверхностях, на которых установлены другие компоненты.Затем блок готов к растачиванию отверстий коренных подшипников. Крышки подшипников устанавливаются временно для расточки отверстий коренных подшипников. Затем перейдите к расточке кривошипа и корпусов подшипников распредвала. Расточная оправка содержит несколько инструментов, поэтому все расточные операции выполняются за одну операцию. Поэтому расточная оправка аккуратно помещается в форму. После завершения расточки кривошипный и распределительный валы временно устанавливаются для проверки зазоров в подшипниках.Теперь блок цилиндров готов для дальнейшей сборки кривошипа, кулачка, цилиндров, шатунов и клапанов.
Теория литья
Литье — это процесс затвердевания, который означает, что явления затвердевания контролируют большинство свойств отливки. Причем большинство дефектов литья возникает при затвердевании. Затвердевание происходит в два этапа: зарождение и рост кристаллов. На стадии зародышеобразования внутри жидкости образуются твердые частицы, и эти твердые частицы имеют более низкую внутреннюю энергию, чем окружающая жидкость.Там они опускаются ниже температуры замерзания из-за требуемой дополнительной энергии. Затем он снова нагревается, образуя кристаллические структуры.
Учет качества при производстве
Качество используемого песка во многом влияет на отделку поверхности блока цилиндров. Чтобы добиться необходимой отделки, песок должен содержать эти особенности.
Возможные дефекты при производстве
Любой дефект снизит прочность блока цилиндров, так как блок цилиндров работает при более высоких температурах, небольшой дефект может быть причиной его выхода из строя.
Стань больше или становись сильнее правильным путем
Больше, сильнее или одновременно больше и сильнее? Когда цели производительности требуют увеличения рабочего объема двигателя или прогнозируемое давление в цилиндрах и уровни мощности превышают возможности заводской блокировки, необходимо будет решить проблему с блоком двигателя.Блок двигателя служит фундаментом для всего двигателя. Его основная цель — установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара для охлаждающих и смазочных каналов двигателя.
Текст и фото Майкла Феррары
ДСПОРТ Выпуск # 105Двигатель больше и больше Boost
Значительное увеличение выработки энергии по сравнению с уровнями мощности, установленными на складе, приведет к увеличению давления в цилиндрах.Это повышенное давление в цилиндрах может потребовать увеличения рабочего объема двигателя, усиления цилиндра или того и другого. Увеличение рабочего объема двигателя требует либо увеличения диаметра цилиндра, либо увеличения хода коленчатого вала двигателя, что часто требует и того, и другого. Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с нестандартными поршнями и / или шатунами, которые должны соответствовать кривошипу ходового механизма.
Когда давление в цилиндрах увеличивается из-за значительно превышающих заводские уровни мощности, гильзы OEM в алюминиевых блоках могут выйти из строя. К счастью, для решения этой проблемы доступно множество запчастей для блочных рукавов.
Чугун против алюминия
Вплоть до конца 80-х — начала 90-х годов большинство двигателей большой мощности было основано на чугунных блочных конструкциях. RB26DETT от Nissan, 2JZ-GTE от Toyota и 4G63 от Mitsubishi сделали ставку на чугунные блоки, которые снискали славу среди двигателей Японии с лучшими характеристиками всех времен.Первопроходцы в области импортных характеристик в середине 90-х доказали, что полностью алюминиевый двигатель, такой как серия B от Honda, можно модифицировать, чтобы выжить при таких уровнях мощности, о которых инженеры-изготовители оборудования даже не догадывались. Сегодня чугун больше не используется в качестве материала для блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-х И НАЧАЛО 90-Х ГОДА БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Чугун и алюминий обладают разными свойствами материалов, что приводит к разной конструкции блока цилиндров.Проще говоря, чугун — это более прочный материал с более твердой поверхностью, более устойчивый к износу. Это позволяет чугунным блокам объединять стенки цилиндров как части самого блока. С другой стороны, чугунные блоки тяжелее. Хотя алюминий дает преимущества для снижения веса, это более мягкий материал, который сам по себе будет быстро и чрезмерно изнашиваться в качестве материала цилиндра при прямом контакте с чугунным, высокопрочным чугуном, сталью или другими материалами поршневых колец. Первоначальным решением для конструкций с алюминиевыми блоками была гильза или втулка из чугуна, высокопрочного чугуна или стали для обеспечения поверхности с надлежащими характеристиками износа относительно поршня и поршневого кольца.Сегодня многие алюминиевые блоки используют покрытие цилиндров плазменным напылением вместо гильзы. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Независимо от того, из какого материала он изготовлен, блок является основой, на которой устанавливаются все остальные компоненты двигателя.
Быть занудой
Цилиндры почти всех чугунных блоков цилиндров можно расточить и отточить, чтобы они были на 0,5 мм больше. Некоторые чугунные блоки можно безопасно увеличить до диаметра отверстия, превышающего 1 мм.В то время как многие отечественные производители предлагают высокопроизводительные чугунные блоки с более толстыми стенками цилиндров, NISMO предлагает такие высокопроизводительные чугунные блоки только для двигателя Nissan RB26DETT. NISMO предлагает блок двигателя N1, и за короткое время была произведена партия блоков GT (всего 1000 штук). Эти блоки имеют более толстые поверхности цилиндров и деки, чтобы предоставить больше места для расточки цилиндров, и больше материала для увеличения жесткости и прочности для работы с высокой мощностью.
На алюминиевых блоках цилиндры без гильзы нельзя расточить и отточить.Это означало бы, что любое отверстие с плазменным напылением нельзя расточить и отточить для установки поршня увеличенного размера. На цилиндрах с гильзой расточка и хонингование заводской гильзы обычно выполняется в индивидуальном порядке. В зависимости от уровня мощности двигателя и величины расточки, необходимой для придания формы бывшему в употреблении цилиндру, может быть целесообразно или нецелесообразно использовать стоковую гильзу. Более распространенное решение для высокопроизводительного алюминиевого блока — это установка втулки какого-либо типа после продажи и процесс обработки для установки втулок в алюминиевый блок.
В рукав или не в рукав?
У концепции «оплетки» алюминиевого блока есть как сторонники, так и критики. Рынок импортных характеристик впервые исследовал гильзы во время стремительного роста турбо-характеристик Honda в середине 90-х годов. В блоке Honda с открытой платформой серии B возникали трещины и выходы из строя гильзы цилиндра, когда уровни мощности взлетали примерно до уровня 300 лошадиных сил. Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию гильз, так и в том, как следует обрабатывать блок, чтобы принять втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТТ [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр. без происшествий реализовать на базе двигателя серии B. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок были очень частыми, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Однако компания DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов. Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Рукава: сухие, влажные или встроенные?
Darton — самый популярный и уважаемый производитель послепродажных высокопроизводительных гильз для импортных двигателей. Сухие втулки Darton предназначены для применений, когда втулка устанавливается в блок без прямого контакта с охлаждающей жидкостью. Вместо этого устанавливаются «сухие» втулки, при этом окружающая область контактирует с просверленным алюминиевым материалом, образующим исходные стенки цилиндра вокруг заводской гильзы или ствола с плазменным напылением.«Мокрые» гильзы обычно толще, и весь заводской алюминиевый цилиндр по существу заменяется во время этого процесса гильзы. Для некоторых применений Darton предлагает свою запатентованную технологию Modular-Integrated-Deck (M.I.D.), которая сочетает в себе мокрый рукав с интегрированной декой, которая помогает стабилизировать рукав при одновременном укреплении верхней части. Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости для улучшения характеристик своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для этого приложения.
Блок-втулки иногда устанавливают с помощью эпоксидной смолы, чтобы гарантировать, что они остаются на месте.
Все украшено
Палуба блока цилиндров должна обеспечивать жесткую поверхность без перекосов, чтобы обеспечить герметичное уплотнение для прокладки головки блока цилиндров после того, как головка цилиндра закреплена болтами. Кроме того, площадка должна обеспечивать надлежащий поток охлаждающей жидкости и теплопередачу к головке блока цилиндров, чтобы поддерживать температуру головки блока цилиндров в желаемом диапазоне. Проекты палубы блока двигателя делятся на три категории; закрытые, открытые и полуоткрытые (a.к.а. полузакрытый). В конструкции закрытой палубы просверливают поверхность палубы только для крепления головок, каналов для охлаждающей жидкости, каналов для подачи и отвода масла. Верхние части цилиндров выполнены за одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и в некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость в верхней части цилиндра.Когда компания DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы повысить прочность блока и улучшить уплотнение прокладки головки. Сегодня в большинстве алюминиевых блоков используется полуоткрытая конструкция, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
ОТКРЫТАЯ ПАЛУБА: общие улучшения охлаждения
ЗАКРЫТАЯ ПАЛУБА: Обеспечивает превосходную прочность в отверстии цилиндра
ПОЛУЗАКРЫТАЯ ПАЛУБА: уравновешивает преимущества открытой и закрытой палубы
Заворачивая вверх
Блок не только является местом расположения цилиндров двигателя, но также отвечает за расположение и удержание коленчатого вала на своей оси.Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащего выравнивания и зазоров для коленчатого вала в блоке.
Новый, подержанный или вторичный рынок
Если только кому-то не посчастливится построить Honda B-серии или Nissan RB26DETT, не будет варианта послепродажного блока двигателя.Остается два варианта: начать с нового блока двигателя или использованного сердечника. Для двигателей с внутренним диаметром цилиндра с плазменным напылением, которые не будут иметь рукавов, лучше всего начать с нового блока или блока длиной менее 10 000 миль. [pullquote] КОГДА БУДУТ УСТАНОВИТЬ РУКАВЫ, УДОБНЫЙ ИСПОЛЬЗУЕМЫЙ БЛОК МОЖЕТ ДЕЙСТВИТЕЛЬНО ПРЕДЛАГАЕТ НЕКОТОРЫЕ ПРЕИМУЩЕСТВА ПЕРЕД НОВЫМ БЛОКОМ [/ pullquote] Когда бы ни устанавливались рукава, хорошо выдержанный б / у блок действительно может иметь некоторые преимущества перед новым. блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильному использованию, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, так что вероятность перемещения алюминиевого материала меньше.
Заполнение
Для дрэг-рейсинга некоторые производители двигателей используют наполнитель водяной рубашки, например Hard Blok. Эти продукты на основе цемента предназначены для значительного увеличения прочности блока и цилиндров за счет заполнения пустот в канале для охлаждающей жидкости специальным цементом. Цемент обладает исключительной прочностью на сжатие, что делает его идеальным наполнителем. Эти специально смешанные цементы имеют характеристики расширения, идентичные чугуну. Некоторые производители двигателей также используют продукт в алюминиевых блоках.Блоки могут быть частично или полностью заполнены. Полностью заполненные блоки не требуют системы охлаждения (в результате чего двигатель охлаждается воздухом), но это делает процесс пригодным только для двигателей дрэг-рейсинга. Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метаноле небольшое количество заполненного блока все же может обеспечить «уличную» конфигурацию.
Другие соображения
Избегайте твердых опор на двигателе.При более высоких уровнях крутящего момента твердые опоры могут вызвать деформацию и деформацию блока, деки и цилиндров. Качественная работа станка имеет решающее значение для максимальной производительности, поэтому обязательно прочтите информацию о механической обработке в Engine Blueprint Guide.
ВЕБ-САЙТ TOYOTA MOTOR CORPORATION | 75 лет компании TOYOTA | Часть1 Глава2 Раздел3
В связи с установкой электрической печи Daido на заводе автоматических ткацких станков Toyoda, Киичиро поручил научно-исследовательскому персоналу провести дальнейшие исследования чугуна, производимого в электрических печах.Целью было создание легированного чугуна для блоков цилиндров. Сотрудники отдела исследований и разработок проанализировали состав блоков цилиндров двигателя Шевроле и на основе результатов их анализа создали прототипные формы с использованием электропечи. Затем они проанализировали состав прототипов пресс-форм, повторяя весь процесс по мере необходимости. Для этого в литейный цех был направлен специалист, способный анализировать состав легированного чугуна. Эти усилия привели к тому, что сотрудники отдела исследований и разработок смогли воспроизвести блоки цилиндров для двигателя A того же особого состава (хромоникелевый чугун), что и блоки цилиндров Chevrolet.
Впоследствии, в мае 1934 года, исследовательская лаборатория приступила к изготовлению прототипов пресс-форм для блоков цилиндров. Ранее в марте того же года директор Рисабуро Осима вернулся в Японию из Соединенных Штатов и привез с собой несколько масляных сердечников размером не больше мизинца, что позволило команде разработчиков изготавливать масляные сердечники для использования при литье блоков цилиндров двигателя типа А. Но при изготовлении стержней были свои трудности.
Команда НИОКР получила некоторые знания о нефтяных кернах от У.С. журналы, связанные с литьем, такие как Foundry and Foundry Trade Journal, но это был первый раз, когда они увидели настоящую вещь. Команда приобрела тунговое масло, которое наносят на бумажные фонарики и зонтики, чтобы сделать их водонепроницаемыми, у производителя бумажных зонтов в Гифу, чтобы использовать в качестве олифы для смешивания с песком. Масло смешали с песком, взятым с пляжа на полуострове Чита в префектуре Айти. Затем смесь нефти и песка помещали в деревянную форму и обжигали в печи для обжига керамики. Соотношение нефти и песка, температура и время обжига настраивались индивидуально, пока команда не получила хорошее представление о том, как делать нефтяные керны.
Форма для блока цилиндров была окончательно завершена в августе 1934 года. Однако, когда машина растачивала внутреннюю часть цилиндров, формование цилиндров делало цилиндры непригодными для использования. После обработки десяти литых блоков цилиндров только один или два прошли процесс механической обработки. Похожая проблема возникла примерно в то время, когда в ноябре 1935 года был запущен грузовик Model G1.
Команда обнаружила, что при дальнейшей механической обработке внутренней части цилиндров ямки исчезнут.Попросив исследовательскую лабораторию Сталеплавильного цеха провести некоторые испытания материалов, команда определила, что, значительно увеличив количество режущего материала, они могут почти полностью устранить количество дефектных форм. Именно благодаря таким повторяющимся методам проб и ошибок исследовательская лаборатория автомобильного департамента разработала базовую технологию, необходимую для производства автомобилей.
Изначально компания передала на аутсорсинг производство податливых деталей для шасси и системы привода, но позже перешла на собственное производство.Состав ковкого чугуна отличается от обычного чугуна, и поскольку не было возможности быстро проанализировать состав, его корректировка была очень сложной. Для определения состава расплавленных образцов требовались специальные знания, поэтому компания пригласила опытного литейщика из другой компании, что позволило ей перейти на собственное производство.
В 1937 году Киичиро поручил группе исследователей исследовать стальной коленчатый вал Ford.Команда провела испытания на сталелитейном заводе, разливая расплавленную сталь из высокочастотной индукционной печи в формы. Но создание стальных коленчатых валов было чрезвычайно сложной задачей из-за того, что литая сталь очень вязкая при плавлении (поэтому ее трудно заставить работать по всей форме), а также потому, что она также значительно сжимается при затвердевании, что вызывает точечную коррозию. .
После завершения строительства завода Koromo и использования кованых коленчатых валов, изготовленных заводом Toyoda Automatic Loom Works в Кария, продолжались исследования стальных коленчатых валов, изготовленных на заводе No.2 Специальное литейное производство для литой стали. Однако ручное заполнение ямок, образовавшихся при обработке стальных коленчатых валов, было очень трудоемким (на одном конкретном коленчатом валу было 60 ямок, которые требовали заполнения). В конце концов, группе НИОКР не удалось разработать удовлетворительный коленчатый вал из литой стали, поэтому вместо этого пришлось использовать кованые коленчатые валы, произведенные на сталелитейном заводе завода Кария.
Разработка технологии создания литого коленчатого вала была отложена до окончания Второй мировой войны. В январе 1953 года автомобильный департамент внедрил технологию производства высокопрочного чугуна (DCI), а с запуском двигателя (Model) P, в котором использовался коленчатый вал DCI, в октябре 1959 года компания наконец-то реализовала свою долгожданную цель — коммерциализировать двигатель. литой коленвал.
задач в сокращении компьютерной графики | Технология пластмасс
Поскольку прочность на разрыв CGI в два раза выше, чем у серого чугуна, новые конструкции двигателей CGI могут иметь меньшую толщину стенок, что снижает вес двигателя.
Непрерывная разработка новых прочных материалов для заготовок побуждает производителей режущего инструмента создавать соответствующие новые геометрии резцов, марки твердого сплава и технологии нанесения покрытий.Например, предприятия, обслуживающие аэрокосмическую промышленность, должны найти эффективные способы обработки титана и композитов 5553. То же самое касается медицинских магазинов, которым предлагается обрабатывать полимер PEEK, нержавеющую сталь и другие экзотические материалы. Одним из материалов, непригодных для механической обработки, находящего широкое распространение в автомобильной промышленности, является чугун с компактным графитом (CGI). Этот материал в основном используется для изготовления отливок блока цилиндров, головок цилиндров и крышек подшипников, обычно используемых для больших дизельных грузовиков. В результате повышается эффективность использования топлива для внедорожных транспортных средств, поскольку CGI весит вдвое меньше, чем обычный серый чугун.Кроме того, он в два раза превосходит серый чугун по прочности и жесткости, что позволяет конструкторам минимизировать толщину стенок блока цилиндров. В результате собранный двигатель CGI обычно весит примерно на 9 процентов меньше, чем двигатель из серого чугуна.
CGI уже некоторое время используется в Европе и получает все большее признание в Соединенных Штатах. Он может выдерживать пиковое давление срабатывания, характерное для дизельных двигателей, а алюминиевые блоки цилиндров с железными гильзами цилиндров — нет. Некоторые высокопроизводительные гоночные двигатели V-образного типа также изготавливаются из CGI не только из-за меньшего веса, но и из-за повышенной жесткости, особенно в впадине между цилиндрами.
Поскольку прочность на разрыв CGI в два раза выше, чем у серого чугуна, новые конструкции двигателей CGI, такие как показанный справа, могут иметь меньшую толщину стенок, что снижает вес двигателя.
Одна из причин, по которой CGI сложнее обрабатывать, заключается в том, что его прочность на разрыв в два-три раза выше, чем у серого чугуна, отмечает Роберт Маканалли, отраслевой специалист по фрезерованию автомобилей Sandvik Coromant (Fair Lawn, Нью-Джерси). Более высокая прочность на растяжение приводит к более высоким силам резания во время фрезерных операций — для обработки CGI требуется примерно на 15-25 процентов больше мощности обработки, чем для обработки серого чугуна.Следовательно, торговое оборудование, настроенное для обработки серого чугуна, может не обладать мощностью для обработки CGI. Г-н Макэналли указывает, что в этом есть и другие проблемы:
- CGI имеет относительно низкую теплопроводность, поэтому тепло, выделяемое во время обработки, попадает в заготовку, что отрицательно сказывается на износе инструмента. И наоборот, серый чугун обладает высокой теплопроводностью, что позволяет отводить тепло вместе со стружкой во время операции обработки.
- Корка литья на компоненте CGI имеет ферритную структуру, из-за чего материал прилипает к режущей кромке инструмента.Этого не происходит с серым чугуном, потому что он имеет перлитную структуру.
- В отличие от серого чугуна CGI не содержит серы. Сера в сером чугуне откладывается на режущей кромке инструмента и действует как смазка, продлевающая срок службы инструмента.
- Титан используется в качестве легирующего элемента в процессе литья CGI, создавая более жесткую оболочку отливки. Это также вызывает образование карбидов, не содержащих абразива, по всей отливке. Количество легирующих элементов в CGI оказывает большое влияние на обрабатываемость и стойкость инструмента.
Из-за этих факторов срок службы инструментов, используемых для резки CGI, обычно вдвое меньше, чем у инструментов для резки серого чугуна.
Фрезерование и растачивание
CGI действительно обеспечивает примерно на 50 процентов лучшую чистовую обработку фрезерованной поверхности (Rz), чем серый чугун, а это означает, что может потребоваться либо меньшее количество проходов обработки, либо отдельный инструмент для чистовой обработки может не потребоваться для обеспечения необходимой чистовой обработки. Во время обработки CGI не производит вырыв кромки компонента, когда инструмент выходит из выреза.Серый чугун может образовывать сколы, которые могут привести к поломке блока с сильным разрывом. В этом отношении CGI действует больше как сталь, образуя заусенцы, а не прорывы.
Из-за пониженной скорости резания, необходимой для обработки CGI, может потребоваться почти в три раза больше времени, чем при резке серого чугуна с использованием обычных процессов. Sandvik провела множество тестов, чтобы определить более эффективные способы обработки компьютерной графики. Для фрезерных операций лучше всего подходит карбид, покрытый толстыми слоями нитрида углерода титана (TiCn) и оксида алюминия (Al2O3).Г-н МакЭнэлли описывает толстое покрытие от 7 до 10 микрон; тонкие покрытия обычно составляют от 2 до 3 микрон.
Для токарных и расточных операций компания рекомендует твердосплавную основу с высокими характеристиками абразивного износа в сочетании с износостойкими толстыми покрытиями, нанесенными с помощью среднетемпературного химического осаждения из паровой фазы (CVD). Было обнаружено, что растачивание CGI с использованием пластины CBN обеспечивает только одну десятую стойкость инструмента при растачивании серого чугуна. Уместна слегка положительная геометрия (от 5 до 10 градусов), и рекомендуется, чтобы операции CGI выполнялись без охлаждающей жидкости.
Sandvik совместно с Makino разработал процесс растачивания, позволяющий получить чистовую обработку цилиндра с черновым растачиванием за один проход. Разработанный инструмент с несколькими режущими пластинами называется Long-Edge Tool. Инструмент подается по спирали вниз по цилиндру и, как говорят, обрабатывает отверстие примерно за то же время, что и серый чугун. Все, что требуется перед сборкой двигателя — это последующая операция хонингования.
При разработке этого нового процесса чистового растачивания компании определили, что черновая обработка лучше всего справляется с использованием традиционной одноголовой фрезы со пластинами с покрытием Si3Ni4 и геометрией, оптимизированной для растачивания CGI.
Вот результаты теста на фрезерование, проведенного Sandvik на компоненте регулирования жидкости с помощью фрезы CoroMill 365, предназначенной для обработки чугуна. Используемая толстая пластина имеет положительную геометрию 12 градусов, но она устанавливается в отрицательный карман для получения слегка положительного общего угла. Это также позволяет использовать более высокую плотность вставок для максимальной производительности. | |
| Станок | Хеллер ПФВ2 |
| Глубина резания | 3 мм (0.118 дюймов) |
| Помолвка | 80 мм (0,315 дюйма) |
| Скорость резания | 130 м / мин (426 фут / мин) |
| Revolution | 414 об / мин |
| Подача | 298 мм / мин (11.73 ipm.) |
| Подача на зуб | 0,36 мм (0,014 дюйма) |
| Количество пластин | 2 тестовых вставки |
| Общая площадь фрезерования | 3.08 м² (33,15 фут2) |
| Стойкость инструмента | 130 мин (полное включение) |
| Стойкость на пластину | 1,54 м² (16,57 фут2) |
Братья Райт | Двигатель
Двигатель братьев Райт
Охлаждение двигателя водой из узкой вертикальной водяной
резервуар установлен на передней стойке.Система не была
радиатор в обычном понимании, потому что вода не циркулировала.
Резервуар просто пополнял водяную рубашку по мере того, как вода
испарился из него.
Алюминиевый блок-картер: первый
Двигатель Wright с его алюминиевым картером отмечен Впервые этот прорывной материал был использован в самолетах. строительство. Легкий алюминий стал незаменимым в авиастроении разработка дизайна и остается основным строительным материалом для всех типов самолетов.
Двигатель братьев Райт (деталь)
Как работал двигатель Райта
Двигатель Wright с его алюминиевым картером отмечен Впервые этот прорывной материал был использован в самолетах. строительство. Легкий алюминий стал незаменимым в авиастроении разработка дизайна и остается основным строительным материалом для всех типов самолетов.
Как работал двигатель Райта
Двигатель не имел топливного насоса, карбюратора или
Свечи зажигания. И дроссельной заслонки не было. И все же простой мотор
производил 12 лошадиных сил, приемлемый запас по сравнению с Райтс.
минимальное требование 8 лошадиных сил. Бензин был гравитацией
питается от небольшого резервуара на полторы литра, установленного на стойке
ниже верхнего крыла.Бензин попал в неглубокую камеру
рядом с цилиндрами и смешивается с поступающим воздухом. Нагревать
из картера испаряется топливно-воздушная смесь, в результате чего
он проходит через впускной коллектор в цилиндры.
Зажигание производилось размыканием и замыканием двухконтактного выключателя.
точки в камере сгорания каждого цилиндра через распределительный вал.
Первоначальная искра для запуска двигателя генерировалась с помощью
катушка и четыре сухие батареи, не перевозимые в самолете.Магнито низкого напряжения с приводом от 20-фунтового маховика из комплекта поставки.
электрический ток при работающем двигателе.
Block Talk: Inside Dart’s LS Engine Block Lineup
Выбор блока — важное решение, и когда дело доходит до приложений LS, Dart дает вам больше, чем несколько вариантов. Мы проведем вас через различные доступные типы блоков LS, чтобы помочь вам найти тот, который идеально подходит для вашей следующей сборки.
Dart Machinery заслужила свою репутацию в индустрии производительности, поскольку предлагает некоторые из — если не лучшие — серийные (и изготовленные на заказ) блоки цилиндров LS на рынке. Когда GM представила блоки двигателя LS, Дарт быстро обнаружил различные ограничения, связанные как с блоками для производства алюминия, так и с железом, и представил линейку блоков двигателя, которые теперь считаются необходимыми для любого серьезного повышения производительности.
Мы проведем вас через основные моменты и даже некоторые тонкости, которые предлагает
блоков Dart, которые могут быть не очевидны для случайного наблюдателя, но имеют решающее значение, когда дело доходит до того, чтобы убедиться, что у вас есть правильный блок для следующего квеста LS Engine.
Блок LS Next доступен как с юбкой, так и без нее. Это версия с юбкой, которая принимает стандартные переднюю и заднюю крышки, а также схему расположения болтов стандартной направляющей планки. Обратите внимание на то, насколько больше открыта площадь вокруг основных крышек, чем в блоке с плинтусом OEM.
Для начала, Dart предлагает четыре уровня выбора блоков, охватывающих как железные, так и алюминиевые версии. Базовым блоком LS, предназначенным для двигателей уличного исполнения, является блок LS Next Special High Performance или SHP.Это позволяет легко переоборудовать производственный блок со всеми компонентами, которые легко пересекаются, включая приспособления для держателей роликового подъемника GM LSX (GM PN 19166182). SHP также включает в себя многие особенности гоночного двигателя, которые перенесены из гоночных блоков в верхние блоки, включая приоритетную основную смазку, поверхности деки толщиной 0,625 дюйма, стальные основные крышки с 4 болтами из заготовок и удлиненные цилиндры диаметром 0,375 дюйма, будет подробно обсуждено позже.
Здесь показано расположение приоритетной главной галереи, по которой масло подается непосредственно вниз к основным перемычкам для подачи на шатуны кривошипа.Серийные блоки LS сначала питают гидравлические подъемники, что не является хорошей идеей для рабочих характеристик или гоночных двигателей.
Следующим идет чугунный блок LS Next SHP Pro, отлитый из чугуна повышенной прочности 220 BHN. Это число относится к рейтингу твердости по Бринеллю (BH). Типичные испытания серого чугуна между 192 BHN. Используя материал высшего сорта и применяя другую технику термической обработки, Dart предлагает LS Next SHP по цене 220 BHN. Этот более твердый чугун также увеличивает прочность блока на разрыв с 30 000 до 38 000 фунтов на квадратный дюйм.LS Next Pro также модернизируется до основных шпилек ARP 7/16 дюймов с болтов.
Блок-схема дротика
Блок | PN | Диаметр отверстия | Палуба Высота | Основной Колпачки | Основной Журнал | Кастрюля Рельс * |
SHP Утюг | 31867111 | 4.00 | 9,240 | Сталь | Std. | LS |
SHP Утюг | 31867211 | 4,125 | 9,240 | Сталь | Std. | LS |
LS Next Утюг | 31837111 | 4.00 | 9,240 | Сталь | Std. | Конв. |
LS Next Утюг | 31837211 | 4,125 | 9,240 | Сталь | Std. | Конв. |
| Утюг LS Next SHP Pro | 31867112 | 4.000 | 9,240 | Сталь | Std. | LS |
LS Next с алюминиевым плинтусом | 31947211 | 4,125 | 9,240 | Сталь | Std. | LS |
LS Next с алюминиевым плинтусом | 31947221 | 4.125 | 9,450 | Сталь | Std. | LS |
LS Next Алюминий | 31937212 | 4,125 | 9,240 | Сталь | Std. | Конв. |
LS Next Алюминий | 31937121 | 4.000 | 9,450 | Сталь | Std. | Конв. |
- Относится к обычной направляющей с поворотным механизмом, в которой отсутствует конфигурация с юбкой LS с использованием проставок направляющих с поворотным механизмом для определения расположения болтов крепления поддона LS.
- Стандартный основной диаметр LS составляет 2,560 дюйма
Далее идет чугунный гоночный блок LSN Next без юбки, в котором используется обычная 4-болтовая расширенная крышка в трех центральных и положение направляющей поддона картера, которая позволяет извлекать масляные поддоны там, где есть зазор шасси.Этот блок также изготовлен из материала 220 BHN и может принимать отверстия с максимальным диаметром до 4 200 дюймов. Вдобавок к гоночному блоку LS Next без юбки можно установить модернизированный LS Next 2, который включает в себя главные колпачки большего размера и основные шпильки 1/2 дюйма. Это идеальный чугунный блок LS Next для приложений с максимальной мощностью.
Этот производственный чугунный блок LS показывает, насколько ограничена область возле основных перемычек и как это способствует проблемам с ветром, особенно в двигателях с более длинным ходом.
Переходя к материалам из сплава, алюминиевые блоки LS Next доступны в конфигурациях с юбкой или без нее. Во всех алюминиевых блоках Dart используются втулки из ковкого чугуна и стенки цилиндров увеличенной толщины. На верхней ступеньке находятся нестандартные алюминиевые блоки из заготовок, которые мы рассмотрим более подробно в отдельном рассказе. Эти стандартные предложения литых блоков дополняются множеством индивидуальных опций, таких как модернизация кулачков, изменение размера отверстия подъемника, зазор хода, поршневые масляные брызги, основные шпильки 1/2 дюйма и многое другое.
Главное преимущество алюминиевых блоков — это их уменьшенный вес. Типичный железный блок LS Next без юбки будет весить 227 фунтов, в то время как алюминиевая версия этого блока без юбки будет весить от 115 до 127 в зависимости от размера отверстия. Это дает мгновенную экономию веса на 100 фунтов.
Dart был первым, кто устранил глубокую юбку с помощью железного блока LS Next, чтобы минимизировать проблемы с ветром, которые оказались значительным препятствием для создания лошадиных сил на высоких оборотах.Цель блока без юбки заключалась в том, чтобы создать положение направляющих, аналогичное оригинальному Chevy с малым блоком.
Если ваш план LS требует повышенного давления в цилиндре, все блоки Dart поставляются с шестью головками болтов на цилиндр по стандартным 4 болтам. Если дополнительные болты не нужны, никаких специальных приспособлений не требуется — заводская головка и прокладка подойдут.
Но это были лишь первые залпы шквала возможностей LS Next.Во всех блоках Dart LS Next используется система приоритетной основной смазки. Это критически важная модернизация, потому что заводской смазочный тракт LS проталкивает масло через гидравлические подъемники к коренным подшипникам. Главный контур приоритета Дарта создает отдельный канал, который направляет масло в равной степени как в сеть, так и в подъемники, гарантируя, что смазка не ограничивается основной и шатунной опорами
Обратите внимание на этот железный блок LS Next, что болевые рейки были подняты — так же, как на традиционном малом блоке.Чтобы сохранить стандартные переднюю и заднюю крышки, пара алюминиевых распорок направляющих картера картера будет иметь значение при использовании поддона LS заводского типа. Здесь также показаны расширенные болты основной крышки для трех центральных стальных основных крышек.
Другим важным усовершенствованием конструкции Dart является увеличение длины гильзы цилиндра на 0,375 дюйма. На первый взгляд, это может показаться неважным, а для стандартных тактных двигателей это не так. Однако, если вы планируете вложить деньги в блок вторичного рынка, почему бы не добавить заодно некоторое смещение и не удерживать поршень в отверстии цилиндра в нижней части хода поршня.Проблема в том, что фабрика придерживалась короткой длины рукавов.
Какие основные застежки крышки вы бы предпочли? Стандартные двигатели LS используют крепежные детали размером 10 мм (0,393 дюйма), а в блоке Dart используются крепежные элементы 7/16 дюйма (0,4375 дюйма). Если ожидается большая мощность, Dart предлагает заменить шпильки на ½ дюйма (0,500 дюйма).
При добавлении хода увеличивается расстояние, на которое перемещается поршень. Пакет LS с длинным ходом будет стремиться полностью вытягивать нижнюю половину юбки поршня из отверстия в нижней мертвой точке (НМТ).Это заставляет поршень качаться из-за центра, что может привести к повреждению юбки поршня. Более длинная втулка Dart предотвращает эту проблему, но все же остается достаточно свободного места для хода до 4 100 дюймов на любом из блоков LS Next.
Говоря о размере отверстия, блоки LSNext из алюминия и чугуна начинаются с версий 4,00 дюйма и 4,125 дюйма и могут быть расточены до 4,185 дюйма. Чугунные гоночные блоки LS Next без юбки можно просверлить до 4.200 дюймов, в то время как чугунные блоки SHP имеют максимальное отверстие 4.185 дюймов Алюминиевые блоки могут достигать 4,165 дюйма. Блок LSNext будет предлагать минимальную толщину стенки 0,275 дюйма при диаметре отверстия 4,185 дюйма. Более толстая поверхность деки также является неотъемлемым преимуществом, измеряя стабильные 0,625 дюйма.
Выбор LS Next без юбки заменяет железную юбку алюминиевыми прокладками, которые позволяют использовать типичный масляный поддон конфигурации LS.
Переходя к нижней стороне блока, как в железных, так и в алюминиевых блоках используются стальные основные крышки с наружными болтами, растянутыми на трех центральных крышках для увеличения прочности.На блоках с плинтусом эти заглушки устраняют необходимость в маленьких горизонтальных болтах, используемых на серийных блоках LS. Конструкция расширенной крышки Dart предназначена для увеличения общей площади между полостями цилиндра, чтобы уменьшить проблемы с ветром и сохранить прочную основную лямку без окон связи. Dart также предлагает поддон для защиты от ветра, который предназначен для работы с расширенными основными крышками Dart.
Если вы внимательно посмотрите внутрь блока Dart с юбкой, вы заметите, что область под направляющей поддона открыта или имеет зубцы для направления масла от коленчатого вала, что опять же особенно полезно для длинноходных двигателей.Эта же область на производственных блоках заполнена и ограничена. Все это направлено на уменьшение ветра, которое требует затрат энергии, а также приводит к более высоким температурам масла.
Одним из основных преимуществ блоков LSNext компании Dart является удлиненная длина стенки цилиндра 0,375 дюйма, которая обеспечивает поддержку поршням в нижней части хода.
Даже со всеми этими улучшениями, блоки Dart LS Next сохраняют положения оригинального оборудования для стандартных передних и задних крышек LS, а также схему расположения болтов направляющей панорамирования LS.На боковой стороне блока был сохранен стандартный образец крепления двигателя LS с четырьмя болтами, а также образец колокола поколения III. Сливы охлаждающей жидкости блока были перемещены в центр блока, что более похоже на положение для блока малого блока, и каждый блок Dart полностью совместим с колесом рефлектора 24x или 58x.
Наконец, в качестве специальной модернизации для повышения прочности железного, алюминиевого или заготовочного блока LS Next компания Dart предлагает вариант LS Next 2, который увеличивает размер шпильки главной крышки до полных ½ дюйма.Этот больший диаметр также позволяет выбрать: оставить стандартный размер основной шейки LS 2,560 дюйма или увеличить его до 2,750-дюймовой основной шейки Ford Cleveland. Основным преимуществом здесь является повышение прочности и устойчивости кривошипа за счет увеличения перекрытия между стержнями и сетью. Это полезно при увеличении хода.
Серийные блочные втулки LS (показаны) будут открывать слишком большую часть юбки поршня в НМТ при использовании ходового механизма, что может вызвать серьезное повреждение поршня.
Архитектура малых блоков LS предлагает множество возможностей для увеличения мощности с помощью двигателя LS, и это новое поколение блоков Dart LS следующего поколения гарантирует, что фундамент прочен и более чем способен обеспечить ту мощность, которую вы имеете в виду. .
| Код | Описание | Цена |
|---|---|---|
| ОЧИСТКА | ||
| 510 | Литой блок Clean and magnaflux | 75,00 |
| 501 | Обжечь и очистить листовой металл (крышки клапанов, крышка привода ГРМ, масляный поддон) | 50,00 |
| 503 | Прожиг и очистите Впускной канал чугуна | 35,00 |
| 509 PREP | Подготовительный блок — Подшипник кулачка в комплект не входит (БЫТОВЫЙ) Замораживающие пробки Clean-magnaflux-hone-install / подшипник кулачка | 125.00 |
| 513 | Блок подготовки — Подшипник кулачка в комплект не входит (ИМПОРТ) Замораживающие пробки Clean-magnaflux-hone-install / подшипник кулачка | 125,00 |
| Если блок не имеет кулачковых подшипников или балансирных подшипников — | 95,00 | |
| 515 | Блок подготовки — (LS Chevy) Включает комплект от головной боли Не включает кулачковые подшипники | 175,00 |
| 342 | Тестовый блок SIMS | 125.00 |
| БЛОК | ||
| 550 | Соберите короткий блок (обработка не требуется) V8, V6, рядные 6 цилиндров, 4 цилиндра двигатели | 480,00 |
| 532 | Блокировка кривошипа | 150,00 |
| 534 | Разборный блок | 195,00 |
| 500 | Блок расточки и хонинговальная головка — на цилиндр | 15.00 |
| 502 | Цилиндры для удаления глазури — на цилиндр flex hone — блок должен быть чистым | 15,00 |
| 504 | Установите каждую чугунную втулку | 150,00 |
| 511 | Морозильные пробки и установка | 40,00 |
| 520 | Блок для выравнивания / заточки | 150,00 |
| 506 | Установите подшипник кулачка (пассажирский-лейтенант.Грузовик) каждый | 20,00 |
| 508 | Установите подшипник кулачка (MD Truck-Tractor-Ind.) Каждый | 20,00 |
| 512 | Установите подшипник кулачка (5.3,6.0 Chevy) (5.7 Hemi) | 95,00 |
| 522 | Фрезерный блок (V-6 или V8) | 95,00 |
| 523 | Фрезерный блок (4-цилиндровый или рядный 6-цилиндровый) | 85,00 |
| 535 | Снимите болт с утопленной головкой | 160.00 |
| 536 | Удаление деталей из блока (листовой металл, воздухозаборники и т. Д., Включая утилизацию масла и фильтров) | 150,00 |
| ШАТУНЫ | ||
| 400 | Поршень с крюком и шток — каждый | 12,00 |
| 402 | Установите втулку пальца — каждая (втулка в комплект не входит) | 20,00 |
| 404 | Установите новые болты штока и измените размер (болты в комплект не входят) на шток ** поршни должны быть отцеплены | 20.00 |
| 405 | Ремонтный стержень — каждый | 12,00 |
| КОЛЕНЧАТЫЕ ВАЛЫ | ||
| 200 | Шлифовальный рычаг | 75,00 |
| 211 | Grind Crank (импорт) | 75,00 |
| 210 | Grind Crank — Big Block Chevy (396, 454, 366) | 125,00 |
| 203 | Сварочный журнал | 75,00 |
| 206 | Упор под сварку | 90.00 |
| 201 | Польский кривошип | 40,00 |
| CAMS | ||
| 101 | Заточка кулачка покупателя или сменного неколонного ролика | 50,00 |
| 102 | Заточка кулачка клиента или сменного ролика | 75,00 |
| ГОЛОВКИ ЦИЛИНДРОВ | ||
| VJ40 | Valve Job V-6 OHV Литой или алюминий включает покрытие | 180.00 плюс запчасти |
| VJ45 | Valve Job V-8 OHV Cast Iron — каждая включает покрытие | 180.00 плюс запчасти |
| VJ46 | Valve Job 4-цилиндровый OHV из чугуна или алюминия — каждый включает покрытие | 180.00 плюс запчасти |
| VJ47 | Valve Job OHV Рядный 6-цилиндровый чугун включает покрытие | 180.00 плюс запчасти |
| VJ50 | Valve Job 4 Cyl. Volkswagen (20-клапанный) Алюминий Ea. Включает наплавку | 350,00 |
| VJ62 | Valve Job V-6 DOHC (12 клапанов на головку) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ64 | Valve Job 4 Cyl. SOHC (12 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ65 | Valve Job 4 Cyl. DOHC (16 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ66 | Valve Job 6 Cyl. DOHC (12 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ67 | Valve Job 6 Cyl. DOHC (24 клапана) Алюминий Ea. Включает наплавку | 300.00 плюс запчасти |
| 302 | Испытание под давлением 2-3-4 Головка блока цилиндров со снятым кулачком на головках OHC | 100,00 |
| 303 | Испытание на давление рядная 6-цилиндровая головка со снятым кулачком на головках OHC | 100,00 |
| 326 | Работа по снятию кулачка для испытания давлением или поверхности | 30,00 |
| 308 | Мельница 3, 4-цилиндровая головка со снятым кулачком на головках с верхним расположением цилиндров | 75.00 |
| 310 | Фрезерная рядная 6-цилиндровая головка со снятым кулачком на головках OHC | 75,00 |
| 316 | Седло 1-го седла клапана Reface — каждое | 20,00 |
| 317 | Повернуть седло клапана после 1-го седла — каждое | 10,00 |
| 318 | Замена седла 1-го клапана (чугунная головка) — только работа | 30,00 |
| 319 | Замена каждого дополнительного сиденья (чугунная головка) | 10.00 |
| 320 | Замените седло 1-го клапана (алюминиевая головка) — только рабочие | 30,00 |
| 321 | Замените каждое дополнительное сиденье (алюминиевая головка) — только работа | 25,00 |
| 324 | Установите направляющую 1-го клапана (чугунная головка) — только работы | 25,00 |
| 325 | Установите каждую дополнительную направляющую клапана (чугунная головка) | 12,00 |
| 327 | Замените направляющую (алюминиевая головка) НЕ НАГРЕВАЕТСЯ — каждый | 20.00 |
| 328 | Заменить направляющую (алюминиевая головка) с подогревом — каждая | 35,00 |
| 329 | Замените дополнительную направляющую (алюминиевая головка) с подогревом | 10,00 |
| 331 | Ремонт резьбы отверстия свечи зажигания — каждый | 95,00 |
| 333 | Удалите сломанный болт или шпильку | 95,00 |
| 334 | Установите катушку Heli | 95.00 |
| 336 | Ремонт трещин — Сварка головки цилиндров | 125,00 |
| 337 | Установите заглушки для замораживания — на головку | 25,00 |
| 340 | Установите шпильку коромысла (включая шпильку) — каждая | 30,00 |
| 309 | Reface Valve — каждый | 20,00 |
| 350 | Расположение кулачка совмещения (алюминиевая головка) | 150. Наверх
|