Гильзовка блоков цилиндров / Авторские статьи / Блог / Механика
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.
Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока
Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.
Чугунный блок цилиндров без гильз
Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гиль
замиЦилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.
Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.
Заводские гильзы при этом имеют неровную внешнюю поверхность:
Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:
Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:
А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:
Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:
Так гильзы выглядят, будучи установленными в блок:
Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.
Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:
Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:
«Мокрая» гильза
Стык гильзы с блоком ближе:
Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:
На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:
Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:
Выглядит это страшновато, но по существу на работоспособность никак не влияет:
Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров.
 Если гильзуется алюминиевый блок – его нагревают практически всегда.
Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
- «Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.
Двигатель VR6
Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:
Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Что такое гильзовка блока цилиндров двигателя
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Содержание статьи
- Гильза цилиндра: что это такое
- Как гильзуют блок цилиндров
- Тонкости и нюансы во время гильзовки блока
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой.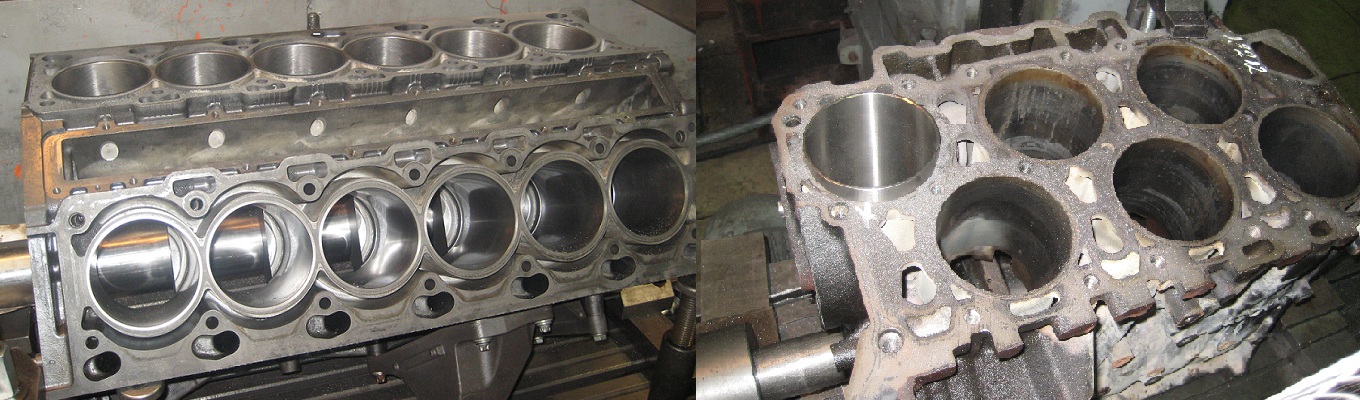 Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Гильзовка блока цилиндров в Санкт-Петербурге цена недорого
Забота о блоке цилиндров
В блоке цилиндров двигателя внутреннего сгорания происходит та самая работа, которая преобразует энергию, высвободившуюся при воспламенении воздушно-топливной смеси, в возвратно-поступательное движение поршней. Потом оно передаётся, становится вращательным и заставляет двигаться автомобиль, но основная «магия» происходит в цилиндре.
Внутренняя поверхность цилиндров претерпевает внушительные нагрузки:
- Температурные, от воспламенения топливной смеси
- Механические, от трения о стенки поршневых колец
- Химические, от масла и топлива
Они могут привести, и приводят, к износу и повреждениям поверхностей блока цилиндров, контактирующих с кольцами, маслом и топливными парáми.
Самое безобидное следствие – потеря мощности из-за попадания масла в камеру сгорания. Самое неприятное – заклинивание двигателя из-за появления задиров на стенках цилиндров. И это решается расточкой и установкой поршней необходимого ремонтного размера.
Но у всего есть ресурс, в том числе, расточки блока цилиндров. У некоторых двигателей и вовсе не предусмотрена возможность расточки.
В этом случае ситуацию исправит…
Гильзовка блока цилиндров
В Санкт-Петербурге есть сервис, предоставляющий такую услугу. Его название «Точная работа» говорит само за себя: механики точно знают, как проводятся операции по гильзовке, в каких ситуациях она необходима и какие допуски и требования предъявляются к результату.
Имеющееся в распоряжении коллектива «Точная работа» оборудование и инструмент позволяют произвести все операции по заводским стандартам. 15-летний опыт слесарей и механиков будет предоставлен вашему двигателю, чтобы вернуть его в строй и продлить срок службы.
Перед тем как заказать гильзовку блока цилиндров в СПб, необходимо учитывать особенности двигателя:
- для чугунных блоков можно использовать гильзы из легированного чугуна;
- для блоков из легких сплавов изготавливаются вставки из материалов на основе алюминия;
- для алюминиевых блоков, для которых необходимо использовать оригинальные дорогостоящие гильзы, допускается установка чугунных втулок с тщательным подбором тепловых зазоров.
Мастера «Точной работы» учитывают эти требования и могут продлить эксплуатационный ресурс двигателя на 150 тыс. км.
Как заказать в Петербурге
Для начала необходимо определиться с приемлемой стоимостью. Под этот параметр цены подходят услуги сервиса «Точная работа», с полным прайсом вы можете ознакомиться на сайте и там же заказать обратный звонок, если у вас остались вопросы по этому виду работ, менеджер перезвонит вам.
Визит в сервис «Точная работа» поселит в вас уверенность, что качественная и оперативная гильзовка блока цилиндров – это недорого.
Скачать прайс
Стоимость работ по гильзовке блока цилиндров
| Наименование работ | цена | за ед. | ||
Гильзовка блока (гильзы клиента) | 1 | ВАЗ Таврия | 3500 | блок |
| 2 | Москвич 407,408,ГАЗ-52,Соболь,аналог | 1400 | цил. | |
| 3 | УАЗ 421 | 1600 | цил. | |
| 4 | Иномарки-обычный блок, D цил < 85 мм | 1400 | цил. | |
| 5 | Иномарки-обычный блок, D цил > 85 мм | 1500 | цил. | |
| 6 | Иномарки-обычный блок, D цил > 100 мм | 1600 | цил. | |
| 7 | Иномарки-наклонные, и V-образные блоки | 3000 | цил. | |
| 8 | Алюминиевые блоки,без гарантии | 2400 | цил. | |
| 9 | Моноблок Stayer | 2400 | цил. | |
| 10 | Работа по-одному цилиндру | + 50% | цил. | |
| 11 | Компрессор 1 цилиндровый | 1300 | блок | |
| 12 | Компрессор 2-х цилиндровый | 2000 | блок | |
Процесс гильзовки блока цилиндров
Гильзование цилиндров является универсальным ремонтным мероприятием, способным восстановить любую силовую установку. При подборе втулки для блока цилиндров выдерживаются следующие требования:- для чугунных блоков цилиндров используются гильзы из легированного чугуна;
- для блоков из легких сплавов применяются вставки, изготовленные из материалов на основе алюминия;
- для алюминиевых блоков, к которым подходят только дорогостоящие и дефицитные гильзы оригинального происхождения, допускается установка чугунных втулок с тщательным подбором тепловых зазоров.

При качественной и правильной гильзовке алюминиевого блока цилиндров съемными втулками из чугуна можно обеспечить дополнительный ресурс двигателя в 130-150 тыс. км.
Для установки гильзы выполняется расточка цилиндров со строгим соблюдением правильной геометрии посадочных гнезд. В ситуации с возникновением эллипсообразности загильзованного цилиндра уже нельзя рассчитывать на нормальную и долговечную работу двигателя. Для получения высокой точности внутренних поверхностей выполняется их абразивная обработка при помощи хонинговальных наконечников (хонинговка).
Горячее гильзование блока цилиндров подразумевает нагрев блока до температуры +140-150С с последующей установкой в термически расширенное посадочное гнездо охлажденной в жидком азоте втулки. Чтобы избавиться от образования конденсата, гильза предварительно обрабатывается специальным средством. Данный метод позволяет добиться плотной посадки втулки и оптимального натяга по всей площади ее соприкасания с поверхностями блока.
Также может применяться гильзовка блока цилиндров методом запрессовки. Эта технология не предусматривает предварительную расточку посадочных цилиндрических отверстий. Гильза устанавливается в блок на специальный герметик, после чего и происходит ее запрессовка.
Дополнительные услуги по ремонту двигателей
- Ремонт дизельных двигателей
- Капитальный ремонт двигателей
- Проверка ГБЦ на микротрещины
Ремонт алюминиевых блоков цилиндров — СВАП Автосервис AVTOHELP в Новосибирске
Ремонт алюминиевых блоков цилиндров не такая простая задача, как может многим показаться на первый взгляд. Подобные манипуляции невозможно выполнить самостоятельно без профессиональной помощи и специального оборудования. Только специалисты способны провести ремонтные операции на высоком качественном уровне и восстановить работоспособность двигателя.
Многие автолюбители задаются вопросом: зачем изготавливать блоки из алюминия, ведь есть проверенный годами чугун? Технология использования чугуна прошла проверку не на одной сотне миллионов моторов. Зачем изобретать велосипед?
Зачем изобретать велосипед?
Многие считают, что ремонт алюминиевых блоков цилиндров невозможен в принципе. На самом деле технология ремонта подобных блоков уже отработана и испробована на многих двигателях. Наши специалисты обладают широким опытом работы в ремонте алюминиевых блоков цилиндров и успешно справятся с задачей. В последнее время всё чаще обращаются владельцы Porsche Cayenne, где используются двигатели с алюминиевыми блоками цилиндров.
Преимущества использования алюминиевых блоков цилиндров
Использовать алюминиевые блоки цилиндров многие автопроизводители начали непросто ради моды или собственной прихоти. Если сравнивать с чугунными силовыми установками, то алюминиевый блок цилиндров обладает рядом преимуществ.
Начало 90-х в автомобилестроении ознаменовалось установкой моторов с алюминиевыми цилиндрами на престижные серии БМВ. Силовой агрегат получился мощным, но намного легче чем чугунные аналоги.
Вторым немаловажным преимуществом алюминиевых цилиндров является одинаковый материал с поршнями. Уровень шума мотора при работе существенно уменьшился. Работа его стала более ровной.
Третьим преимуществом моторов подобного типа является, то что тепло по алюминию распространяется намного быстрее чугунного материала. Силовая установка оперативно разогревается и набирает оптимальную температуру. Двигатель зимой нужно меньше прогревать. За счёт особенностей алюминиевого материала тепловая энергия равномерно распределяется по мотору.
Преимущества силового агрегата с алюминиевыми блоками цилиндров:
1.Небольшой вес мотора.
2.Меньший уровень шума и вибрации.
3.Высокий уровень теплопроводности.
Малый вес двигателя приводит к снижению расхода топлива. Подобные моторы в меньшей степени нагреваются даже при интенсивных нагрузках. Многие спортивные автомобили премиум класса оснащают подобными моторами и получаются в конечном итоге прекрасные результаты.
Как создавалась технология?
Создание технологии использования блоков цилиндра из алюминия требовала массы опытов удачных и неудачных. Первоначальное использование алюминиевых цилиндров и поршня провоцировало заклинивание механизма.
Податливый металл от интенсивной работы начинало прихватывать и поэтому часто механизм начинало клинить. Поэтому было принято решение, что одна поверхность должна быть полностью выполнена из алюминия, а вторая поверхность из прочного сплава.
Поршень был покрыт специальным сплавом стали для усиления прочности поверхности. Поверхность цилиндров оставили алюминиевой. Подобный вариант сработал и начал активно использоваться на моторах различных компаний.
Потом возникла другая проблема. С течением времени на поверхности цилиндров алюминиевый материал быстро начинал стираться. Приняли решение создавать поверхность цилиндров с использованием силумина с высоким содержанием кремния.
Материал очень твёрдый и устойчивый к износу. Использовать с подобными цилиндрами смогли только лишь кольца, покрытые хромом. Хром устойчив к износу при взаимодействии с кремнием.
Конечно, подобные технологии не могут являться панацеей и поэтому рано или поздно на поверхности блоков из алюминия появлялись задиры, которые требовали капитального ремонта мотора.
Поэтому не стоит верить, что алюминиевые моторы одноразовые, ведь наши специалисты на протяжении длительного времени доказывают обратное. Силовым агрегатам подобного типа можно вернуть прежний уровень работоспособности.
Особенности ремонта алюминиевых блоков цилиндров
Ремонт алюминиевых блоков цилиндров схож с ремонтом традиционных чугунных конструкций. Выполняется расточка цилиндра под поршни ремонтного размера или выполняется установка гильзы и применяются традиционные для мотора поршни.
1.Гильзовка алюминиевой гильзой.
Наиболее часто применяются алюминиевые гильзы. В данном случае блок нагревается до оптимальной температуры, а гильза наоборот охлаждается с помощью использования азота.
Разница в температурах обнаруживает некоторый зазор между элементами. Гильза помещается до основания. Технология требует использования специального оборудования и выполняется настоящими специалистами.
2.Гильзовка чугунной гильзой.
Чугунные гильзы отличаются меньшей стоимостью, чем аналогичные алюминиевые. Блок снова разогревается до оптимальной температуры, а гильза снова охлаждается. Если всё выполнено, верно согласно технологии, то гильза устанавливается без проблем и дефектов.
Многие производители специально вводят в заблуждение покупателей, что подобные двигатели невозможно ремонтировать. Конечно, им выгоднее продать новый автомобиль. На самом деле подобные силовые агрегаты прекрасно ремонтируются и ещё смогут порадовать своих владельцев отличной динамикой и высокой скоростью.
Примеры гильзовки цилиндров, капитальные ремонты двигателей:
Ремонт Porsche Cayenne
Гильзовка цилиндров для Porsche Cayenne.
Капитальный ремонт двигателя Фольксваген Туарег
Инфинити, капиталка двигателя.
Расточка и гильзовка блока цилиндров — Auto-Self.ru
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Поделитесь с друзьями в соц.сетях:
Гильзовка блока цилиндров
Цена от 2000 рубСмотреть полную таблицу цен
Примерно 5 часов Время выполнения работы
Записаться онлайн!
89851915191
Более 10 лет в деле!
Гарантия на
выполненную работу
Честные цены
Запишитесь на обслуживание или задайте любой вопрос. Это бесплатно
Это бесплатно
Записаться онлайн!
8 (985) 191-51-91
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок.
Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок.
Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Что такое гильза цилиндра
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.
В списке основных требований к втулкам блока независимо от их типа находятся: стойкость к коррозии; устойчивость к механическим и температурным нагрузкам; прочность материала изготовления; Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Процесс гильзовки
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
Записаться на обслуживание 8 (985) 191-51-91 (или задать вопрос об услуге)
Мы обслуживаем марки
Audi
Ниссан
БМВ
Шевроле
Рено
Ситроен
Дэу
Фиат
Форд
Хонда
Хендай
КИА
Лексус
Мазда
Мерседес
Опель
Пежо
Шкода
Субару
Тойота
Фольксваген
Вольво
Втулки Dart Block — бесплатная доставка при заказе на сумму более 99 долларов США в Summit Racing
Результаты 1–25 из 71
25 записей на страницу Сортировка по умолчанию
 08″>
$93,08
08″>
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
если заказать сегодня
120,99 долларов США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$88,65
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$88,65
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$88,65
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
 31″>
101,31 доллара США
31″>
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
126,62 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
если заказать сегодня
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
 31″>
101,31 доллара США
31″>
101,31 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
139,61 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
если заказать сегодня
139,61 доллара США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$106,35
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$185,86
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$106,37
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$106,37
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$93,08
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
$106,37
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: 13 декабря 2022 г. если заказать сегодня
Двигатели с сухими гильзами — Журнал изготовителей двигателей
Неподготовленному глазу установка гильз цилиндров кажется довольно простой процедурой — эти металлические гильзы вставляются в отверстие блока цилиндров, чтобы обеспечить большую мощность, больший рабочий объем, дополнительную прочность или устранение повреждений. Хотя последнее может быть правдой в отношении функции рукава, первое не может быть дальше от истины.
Хотя последнее может быть правдой в отношении функции рукава, первое не может быть дальше от истины.
Щелкните здесь, чтобы получить дополнительную информацию
Для тех, кто в курсе, закладка двигателя не является «простым» процессом. Требуются годы опыта и ноу-хау, чтобы правильно обкатывать двигатель. Поскольку алюминий по-прежнему является предпочтительным материалом для новых блоков двигателей, а существующие чугунные блоки продолжают проезжать все больше и больше километров и в все более и более тяжелых условиях эксплуатации, втулки продолжают оставаться спасительной изюминкой.
По этой причине мы получили некоторое представление о гильзах от Кейси Слеммон, вице-президента Esslinger Engineering, мастерской по производству двигателей Ford в Чино, Калифорния. Кейси имеет 22-летний опыт работы в области двигателестроения, и многие из этих лет были потрачены на разработку таких двигателей, как Ford Duratecs, EcoBoosts и Coyotes. Esslinger обычно сушит гильзы своих двигателей, используя фланцевые гильзы из ковкого чугуна.
«Два двигателя, которые мы часто используем, — это Duratec и наш цельный двигатель Coyote, — говорит Слеммон. «В идеале, когда вы набиваете блок, вы хотите, чтобы ковкий чугун был максимально толстым, но вы сталкиваетесь с проблемами в зависимости от расстояния между отверстиями определенных двигателей».
В этом отношении все двигатели разные. Если у вас расстояние между отверстиями 4500 дюймов, как на Chevy, что очень распространено, у вас есть довольно много места между втулками, и вы можете расточить его больше. В современных двигателях они становятся все меньше и компактнее, поэтому между цилиндрами остается меньше места для его расточки.
Когда дело доходит до размеров рукава, хорошим эмпирическим правилом является то, что толщина рукава должна быть не менее 0,100 дюйма, а высота борта должна быть не менее 0,100 дюйма. Затем вы хотите увеличить диаметр на 30% от наружного диаметра втулки для диаметра фланца. «Вам всегда приходится идти на компромисс, когда вы сегодня монтируете гильзу двигателя, если только вы не делаете действительно старый двигатель с большим расстоянием между отверстиями», — говорит Слеммон. «Если сравнить Coyote с оригинальным малолитражным Ford, олдскульный 302 будет выглядеть очень длинным по сравнению с ним. У вас почти на полдюйма больше пространства между гильзами на старом, оригинальном 302, чем на новом, современном 302. дюйма. У вас больше места для большего фланца, и все вытекает из этого, например, водяные рубашки расширяются дальше и т. Д. Однако, как мир изменился, они продолжают делать двигатели меньше и компактнее. Вам предстоит преодолеть больше препятствий. Вы можете сделать это только до того, как столкнетесь с водой, иначе вам придется надевать планки на рукава, потому что они сталкиваются друг с другом».
«Если сравнить Coyote с оригинальным малолитражным Ford, олдскульный 302 будет выглядеть очень длинным по сравнению с ним. У вас почти на полдюйма больше пространства между гильзами на старом, оригинальном 302, чем на новом, современном 302. дюйма. У вас больше места для большего фланца, и все вытекает из этого, например, водяные рубашки расширяются дальше и т. Д. Однако, как мир изменился, они продолжают делать двигатели меньше и компактнее. Вам предстоит преодолеть больше препятствий. Вы можете сделать это только до того, как столкнетесь с водой, иначе вам придется надевать планки на рукава, потому что они сталкиваются друг с другом».
Кейси говорит, что это приводит к двум размышлениям о пространстве между рукавами. Некоторые производители двигателей оставляют немного блочного материала между втулками, в то время как другие могут создавать небольшое окно в канале ствола.
«Некоторые строители оставляют материал между рукавами — иногда даже толщиной 0,050 дюйма — чтобы за рукавом что-то было, а не пустота», — говорит Слеммон. «Я предпочитаю иметь окно между алюминием, что позволяет использовать более толстую гильзу с более ковким чугуном. Затем рукава имеют плоскую поверхность, и таким образом вы обычно имеете зазор между рукавами около 0,005 дюйма. Вы полагаетесь на то, что гильза выдержит нагрузку, а не на алюминий за ней».
«Я предпочитаю иметь окно между алюминием, что позволяет использовать более толстую гильзу с более ковким чугуном. Затем рукава имеют плоскую поверхность, и таким образом вы обычно имеете зазор между рукавами около 0,005 дюйма. Вы полагаетесь на то, что гильза выдержит нагрузку, а не на алюминий за ней».
По словам Слеммона, этот метод помогает устранить эффект раздувания отверстий при тепловом расширении.
«Нужно подумать о вздутии цилиндра», — говорит он. «Каждый раз, когда он сгорает, это тепловое расширение стремится выйти из гильзы, так что баллон раздувается. Мне больше повезло с лысками на гильзах и оставленным окном между цилиндрами. Это одна из первых вещей, которые вы должны решить с точки зрения настройки. Это вопрос предпочтения».
Другим предпочтительным решением является использование фланцевых втулок. Вы предпочитаете фланец внизу или фланец в верхней части рукава?
«Люди делают это в обе стороны, но я предпочитаю фланец наверху», — говорит Слеммон. «Вы хотите сделать его как можно большим и приличной толщины. Хорошее эмпирическое правило: вам нужна толщина втулки не менее 0,100 дюйма, а высота борта должна быть не менее 0,100 дюйма. Затем вы хотите увеличить диаметр на 30% от наружного диаметра втулки для диаметра фланца.
«Вы хотите сделать его как можно большим и приличной толщины. Хорошее эмпирическое правило: вам нужна толщина втулки не менее 0,100 дюйма, а высота борта должна быть не менее 0,100 дюйма. Затем вы хотите увеличить диаметр на 30% от наружного диаметра втулки для диаметра фланца.
«Причина, по которой мне нравится фланец сверху, заключается в том, что я хочу, чтобы тиснение прокладки полностью сидело на фланце. Кроме того, в некоторых случаях вы можете оставить рукав на пару тысяч выше палубы. Когда вы делаете двигатель с действительно высокой степенью сжатия, он просто немного больше хрустит на тисненой прокладке».
Преимущество использования муфты с фланцем заключается в том, что она может обеспечить стабильность поверхности деки для лучшего уплотнения прокладки головки. И, говоря о тиснении прокладки, в зависимости от того, насколько больше вы расточите цилиндр, вам нужно убедиться, что вы отодвинули тиснение прокладки от края отверстия.
«Вы хотите убрать это тиснение с края канала ствола, и вы хотите, чтобы оно было над верхней частью фланца», — говорит он. «Вы должны быть над тем местом, где фланец прилегает к палубе блока, а не в отверстии или даже там, где он встречается со стенкой втулки.
«Многие ребята делают мокрые рукава и кладут на рукав уплотнительные кольца. У них внизу будут регистры, и поэтому они поставят фланец на дно. Они используют уплотнительное кольцо и фланец для предотвращения попадания воды в цилиндры. По моему опыту (22 года) мне никогда не везло с мокрым рукавом. Рано или поздно они всегда протекают, поэтому мы не делаем мокрые рукава».
В некоторых двигателях, с которыми вы столкнетесь, не хватает материала, поэтому вам придется смачивать их гильзами. Хонды большие с мокрыми гильзами, но многие из этих двигателей используются для дрэг-рейсинга, и они работают только 10 секунд за раз. Для защиты от потенциальных утечек воды компания Esslinger Engineering всегда проводит испытания рукавов под давлением.
«Все, что мы наматываем, мы испытываем давлением, удвоенным по сравнению с фактическим давлением двигателя в водяной системе», — говорит он. «В новых двигателях давление воды в них становится все выше и выше. Я не думаю, что все, кто утверждает, что мокрые рукава работают, испытывают их под давлением. Часто они даже не знают, что есть проблема, пока не исследуют и не ищут ее.
«Мы фактически проверяем содержание пара в самом масле. Что происходит, когда вы начинаете получать воду в масле, вы можете получить пар внутри картера, и картер может фактически начать создавать давление. Когда поршень с сильным ветром опускается в картер под давлением, это нехорошо. Это заставляет кольца трепетать, и вещи могут ржаветь. Нет ничего хорошего в том, что вода просачивается в ваш картер».
Процесс сухой защитной гильзы может отличаться от двигателя к двигателю, и есть много препятствий, которых вы должны действительно остерегаться. Если вы не сделаете это правильно, даже небольшое количество воды в картере наносит большой ущерб, когда превращается в пар. Это создает много проблем, и ни один производитель двигателей этого не хочет.
Это создает много проблем, и ни один производитель двигателей этого не хочет.
Когда дело доходит до установки втулок, всегда полезно удалить заусенцы с необработанного алюминия, потому что острые края могут вызвать множество проблем. Вы также хотите, чтобы втулка была на 100% полностью погружена в канал ствола.
«Заусенец может удержать его на несколько тысячных, и когда вы начнете закручивать головку вниз, крутящий момент головки на самом деле толкнет втулку под деку, и тогда у вас будет утечка сгорания, потому что вы потеряли зажим давление вокруг тиснения», — говорит он. «Это также может привести к утечке воды».
Чтобы легко установить втулки и сохранить их на месте, Esslinger нагревает блок.
«Одна вещь, которую мы делаем, — это нагреваем блок перед тем, как вставить втулки, и у нас есть специальные инструменты с зажимами, которые удерживают втулку до конца, и мы оставляем ее остывать на ночь», — говорит он. «Это позволяет блоку остыть, и гильза не сможет сползти обратно.
Esslinger снова зажмет гильзы, даже если блок с гильзами какое-то время простоял.
«Прямо перед тем, как мы обнаружим его, если он простоял несколько недель, мы всегда обязательно снова зажимаем рукав», — говорит он. «Происходит следующее: когда алюминий то нагревается, то охлаждается, гильза начинает самопроизвольно выдавливаться. В экстремальной ситуации, например, если у вас есть алюминиевый блок с железными гильзами внутри, и вы оставляете его в своем магазине на год в зависимости от сезона, перепады высоких и холодных температур могут привести к тому, что гильзы выскочат на 0,010 дюйма.
«Когда вы поднимите его на поверхность и повернете головку вниз, она протолкнет рукав под палубу. Это очень распространенная вещь, которая случается очень часто. По этой причине мы не поднимаем блок в течение пяти минут после снятия оснастки».
Еще кое-что, что люди должны иметь в виду, когда надеваете гильзы на блок, это температура, до которой вы нагреваете блок перед установкой гильз.
«Когда вы нагреваете литой алюминиевый блок для втулок, не забывайте, что твердость T6 блока достигается в пределах 400-500 градусов по Фаренгейту», — говорит он. «Когда вы нагреваете блок, чтобы вставить гильзы, вам нужно убедиться, что вы держите его ниже этой точки. Я делаю это при температуре 350 градусов по Фаренгейту, просто на всякий случай. Если вы нагреетесь больше, чем это, когда вы дойдете до 400 или до того момента, когда они фактически подвергают термообработке, чтобы довести его до T6, он отожжет алюминий и размягчит его. Вы не хотите вытягивать из него эту твердость, потому что тогда он более склонен к растрескиванию и изгибу».
После того, как ваши рукава надеты, очень важно, чтобы они были точно по центру. Вы можете Sonic проверить толщину гильз перед тем, как набрать отверстие.
«Если у вас не идеальное положение по центру и вы просверлили его больше с одной стороны, тогда водяная рубашка становится очень тонкой, и вы можете ее взломать», — говорит Слеммон. «Вы также должны защитить втулку от изгиба, потому что вы поставили под угрозу ее толщину, или кольца не уплотняются, потому что вы не попадаете в правильную отделку и тому подобное. Всегда лучше, чтобы все было набрано». EB
«Вы также должны защитить втулку от изгиба, потому что вы поставили под угрозу ее толщину, или кольца не уплотняются, потому что вы не попадаете в правильную отделку и тому подобное. Всегда лучше, чтобы все было набрано». EB
Комплект втулки блока Darton MID Алюминиевый блок Ford 5,4 л Модульное применение
Многие промышленные чугунные и алюминиевые блоки страдают от конструктивной слабости устойчивости цилиндра из-за плохой опоры в верхней части платформы. Процесс производства «литых гильз» обеспечивает экономию за счет масштаба в двигателях малой мощности, но не подходит для двигателей высокой мощности, высокого наддува или большего диаметра отверстия. Компания Darton разработала превосходное запатентованное решение, используя гильзу цилиндра уникальной конструкции, которая при совмещении и вложении создает сплошную палубу из фланцев гильз, удерживаемых в натяжении, усиливая область верхней палубы и обеспечивая индивидуальную замену с помощью того, что они называют модульной интегрированной палубой (MID). ).
).
Кроме того, конструкции Darton управляют потоком воды от блока к головке и улучшают его, обеспечивая стабильность охлаждения, а все рукава имеют «мокрую» конструкцию. Усиленный поток воды в области фланца и вокруг него возможен благодаря технологии управления потоком воды с отверстиями, которую Дартон называет «технологией вихревого охлаждения». Тепло также рассеивается за счет использования «регистровых плавников». Хотя обычно считается, что тепло преобразуется в энергию, высокое остаточное тепло в камере сгорания может привести к детонации, что является единственной основной причиной отказа двигателя в режимах высокой мощности.
Darton поставляет втулки MID с фосфатным покрытием. Фосфатирование – это обработка раствором, при которой поверхность металла покрывается цельным защитным слоем из нерастворимых кристаллов. Эта микрокристаллическая структура втулки MID делает ее оптимальной для защиты от коррозии и ржавчины. Кроме того, это добавляет еще один защитный барьер для уплотнительных колец в нижнем регистре втулки, что еще больше продлевает срок их службы.
Ключевые преимущества Darton MID:
- Характеристики чугуна в алюминиевом блоке
- Улучшенная интегральная прочность блока
- Улучшенное охлаждение
- Возможность замены «мокрой втулки»
- Повышенный потенциал выходной мощности
- Превосходное управление маслом и уплотнением цилиндра
- 902 износ
- Применение для улицы или полос
- Пуленепробиваемый ковкий чугун Darton
- Прочность на растяжение 130 000 фунтов на квадратный дюйм
Технические характеристики:
- ГОРЕД: 3,605IN
- Внешний диаметр: 4,250 дюйма
- Толщина стенки: 0,323in
- OAL: 6,125IN
- толщина фланца: 0,400IN
- .
Комплектация:
- Ford GT 5.4L Алюминиевый блок V8 05-06
- Ford Shelby GT500 5.4L Алюминиевый блок V8 11-12
https://www. P65Warnings.ca.gov
P65Warnings.ca.gov
| Делать Средство передвижения | Модель | Подмодель | Год | Двигатель | Примечания |
|---|---|---|---|---|---|
| 2005-2006 Форд ГТ | ГТ | 2005-2006 | |||
| 2011-2012 Форд Мустанг GT500 | Мустанг GT500 | 2011-2012 |
Компания Darton Sleeves была зарегистрирована в 1978 году с целью стать ведущим производителем скоростных запчастей для автомобилей. Преследуя эту цель, основатели установили производственные отношения с несколькими уникальными европейскими фабриками, специализирующимися на продуктах и технологиях, которые понравятся потенциальным клиентам Darton. Позже в 19В 90 году Дартон стал частью международной компании, базирующейся в Португалии. Этой компанией была Pachancho, производственная фирма со 100-летней историей, расположенная в живописной северной Португалии, которая возглавляет группу компаний, специализирующихся на автомобильных деталях, таких как гильзы цилиндров, поршневые кольца, чугунное литье и специальные алюминиевые отливки.
Преследуя эту цель, основатели установили производственные отношения с несколькими уникальными европейскими фабриками, специализирующимися на продуктах и технологиях, которые понравятся потенциальным клиентам Darton. Позже в 19В 90 году Дартон стал частью международной компании, базирующейся в Португалии. Этой компанией была Pachancho, производственная фирма со 100-летней историей, расположенная в живописной северной Португалии, которая возглавляет группу компаний, специализирующихся на автомобильных деталях, таких как гильзы цилиндров, поршневые кольца, чугунное литье и специальные алюминиевые отливки.
Дочерняя компания Darton всемирно известна и является крупным поставщиком автомобильной промышленности в Европе. Весь материал для гильз цилиндров Darton производится в мастерской в Португалии, которая признана во всем мире за превосходство во всех формах уникальных типов центробежно-литого ковкого и серого чугуна. В центре деятельности Darton International и по сей день находится производство и поставка гильз цилиндров (также называемых гильзами цилиндров).
Где сейчас Дартон Рукав?
Сегодня компания Darton Sleeves продолжает продвигаться вперед на рынке гоночной индустрии. Он широко известен как лидер в области производства гильз двигателя, сохраняя лидерство в технологическом отношении благодаря своей способности решать проблемы, связанные с повышенными требованиями к мощности, предъявляемыми как профессиональными гонщиками, так и энтузиастами. Более того, Darton Sleeves также является основным поставщиком втулок для алюминиевых двигателей Ford SVO.
Darton Sleeves постоянно оценивает современные конструкции двигателей на рынке комплектного оборудования, чтобы предвидеть потребности автовладельцев и оставаться на шаг впереди. Компания использует рыночную стратегию, направленную на то, чтобы стать основным поставщиком втулок для небольших моторных мастерских и OEM-производителей. Для достижения этой цели Darton всегда усердно работает над исследованиями и использованием своих самых современных производственных технологий для постоянного продвижения на рынок новых продуктов, таких как его последнее изобретение: комплекты «модульных интегрированных палубных рукавов». От простых и экономичных замен втулок до высокотехнологичных модифицированных решений, в гильзах Darton есть все, что вам нужно.
От простых и экономичных замен втулок до высокотехнологичных модифицированных решений, в гильзах Darton есть все, что вам нужно.
Получите втулки Darton в Vivid Racing
Vivid Racing предлагает широкий выбор поршневых втулок от Darton Sleeves для различных транспортных средств, включая легковые автомобили, грузовики и внедорожники. Если у вас есть какие-либо вопросы относительно продуктов, перечисленных выше, или о рукавах Darton, пожалуйста, не стесняйтесь обращаться к нашим специалистам по продажам по телефону (480) 966-3040.
Часто задаваемые вопросы | L.A.SLEEVE
Втулки цилиндра
- Как втулка удерживается в цилиндре?
- Вы делаете втулку для моего двигателя?
- Какую толщину стенки вы рекомендуете?
- Из какого материала изготовлены ваши рукава?
Как гильза удерживается в цилиндре?
Гильзы цилиндра обычно устанавливаются в цилиндр с помощью «посадки с натягом» (иногда называемой «прессовой посадкой»). Это означает, что размер блока или отверстия цилиндра меньше, чем внешний диаметр втулки. Гильза «вдавливается» в цилиндр, и разница в размерах удерживает гильзу на месте. Как правило, посадка с натягом втулки в чугунное отверстие составляет 0,0025 дюйма, а для алюминиевого отверстия — 0,004 дюйма.
Это означает, что размер блока или отверстия цилиндра меньше, чем внешний диаметр втулки. Гильза «вдавливается» в цилиндр, и разница в размерах удерживает гильзу на месте. Как правило, посадка с натягом втулки в чугунное отверстие составляет 0,0025 дюйма, а для алюминиевого отверстия — 0,004 дюйма.
Вы делаете втулку для моего двигателя?
Да. Скорее всего, L.A.SLEEVE производит нужный вам рукав. У нас есть более 4000 наименований втулок, относящихся к 50-летним моделям и отраслям. Если вы не найдете модель в одном из наших шести каталогов, наш торговый и технический персонал будет рад помочь вам найти муфту, отвечающую вашим требованиям.
Какую толщину стенки вы рекомендуете?
Мы изготавливаем три втулки стандартной толщины стенки. 1/16 дюйма (0,0625 дюйма), 3/32 дюйма (0,09 дюйма)3 дюйма, 1/8 дюйма (0,125 дюйма).
Толщина стенки определяется требуемым применением или блоком цилиндров. Как правило, самая популярная толщина стенки втулки составляет 3/32 дюйма. Этот размер позволяет увеличить диаметр отверстий при сохранении прочности большинства блоков цилиндров.
Этот размер позволяет увеличить диаметр отверстий при сохранении прочности большинства блоков цилиндров.
Метод определения толщины стенки:
Внешний диаметр минус (-) внутренний диаметр, деленный на 2 = толщина.
Например: наружный диаметр 2,375 дюйма — внутренний диаметр 2,125 дюйма. = 0,250 дюйма разделить на 2 = 0,125 дюйма (1/8 дюйма) толщины стенки.
Из какого материала сделаны ваши рукава?
L.A.SLEEVE изготавливает гильзы цилиндров из сплава углеродистого хрома и молибдена, полученного методом центробежного формования. Железный сплав MOLY 2000 включает в себя многие из тех же сплавов, которые используются в современных алюминиевых цилиндрах с гальваническим покрытием. В отличие от алюминиевых отверстий с гальваническим покрытием, гильзы можно просверливать.
Эти литые втулки центробежного формования обладают высокой прочностью на растяжение от 48 000 до 53 000 фунтов на кв. дюйм, что обеспечивает простоту установки, беспроблемное растачивание или механическую обработку.
L.A.SLEEVE также производит втулки из ковкого чугуна и втулки из литого алюминия.
Установка гильз
- Вы устанавливаете гильзы в цилиндры в L.A.SLEEVE?
- Точно ли отверстия в втулке вашего двухтактного двигателя совпадают с отверстиями в цилиндре?
- При установке втулки нужно ли замораживать втулку перед установкой?
- После установки втулки нужно ли расточить втулку, чтобы поршень вошел в цилиндр?
- Какой рекомендуемый натяг втулки на блок?
- Должен ли я расточить свой цилиндр или блок, прежде чем я получу гильзу?
- Какое оборудование необходимо для установки рукава?
- Есть ли у вас какие-либо советы по установке втулки?
Устанавливаете ли вы гильзы в цилиндры в L.A.SLEEVE?
L.A.SLEEVE устанавливает гильзы цилиндров в небольшие двигатели, такие как: мотоциклы, водные транспортные средства, квадроциклы, снегоходы, картинги, компрессоры и промышленные двигатели. Позвоните в наш отдел повторных рукавов, чтобы узнать цену. Как правило, эта услуга занимает около 10-14 дней.
Позвоните в наш отдел повторных рукавов, чтобы узнать цену. Как правило, эта услуга занимает около 10-14 дней.
Проверьте в разделе «Замена гильз вашего баллона» в разделе «Технологии» процедуры доставки (загрузите «Отдел баллонов — Форма заказа на работу»).
L.A.SLEEVE расточит цилиндр для установки новой втулки, подгонит все порты к цилиндру, при необходимости немного уложит верхнюю часть цилиндра, расточит и отхонингует цилиндр для установки нового поршня и поставит весь необходимый поршень верхней части комплекты, прокладки и подшипники для завершения восстановления цилиндра.
Точно ли отверстия в втулке вашего двухтактного двигателя совпадают с отверстиями в цилиндре?
Очень близко! Номер детали каждой двухтактной втулки точно разработан и обработан в соответствии с обозначенной моделью и цилиндром. Везде, где это возможно, втулка обрабатывается с соответствующими углами, фасками и фасками, так что требуется лишь минимальное сглаживание портов. Компания L.A.SLEEVE стала пионером в технологии изготовления двухтактных втулок и является лидером по дизайну, применению и доступности. Мы храним и поставляем больше двухтактных втулок, чем любой другой производитель.
Компания L.A.SLEEVE стала пионером в технологии изготовления двухтактных втулок и является лидером по дизайну, применению и доступности. Мы храним и поставляем больше двухтактных втулок, чем любой другой производитель.
Предупреждение: Если вы получили втулку, которая не соответствует порту вашего цилиндра, скорее всего, это не та модель. Не устанавливайте втулку, пока не проконсультируетесь с нашим техническим персоналом.
При установке втулки нужно ли замораживать втулку перед установкой?
Нет. Но некоторым ремонтникам нравится охлаждать втулку. Считается, что рукав немного усядется, чтобы облегчить установку. Осторожность! Если разница между температурой блока и втулки слишком велика, в блоке может появиться трещина.
После установки втулки нужно ли расточить втулку, чтобы поршень вошел в цилиндр?
Да. Все втулки поставляются с получистовым отверстием. Поршень не подойдет, пока вы не расточите втулку до нужного поршневого зазора. Отхоните отверстие до зазора, рекомендованного производителем поршня.
Отхоните отверстие до зазора, рекомендованного производителем поршня.
Какова рекомендуемая посадка втулки на блок с натягом?
Гильза к чугунному отверстию — 0,0025″
Гильза к алюминиевому отверстию — 0,004″
Должен ли я расточить свой цилиндр или блок, прежде чем я получу гильзу?
Перед началом любых работ на машине рекомендуется измерить внешний диаметр втулки. Немного терпения окупится в долгосрочной перспективе.
Какое оборудование необходимо для установки рукава?
1. Расточная оправка. Существуют различные бренды, из которых можно выбрать.
2. Духовка. При установке гильзы рекомендуется подогрев цилиндра.
3. Измерительные инструменты. Необходимы точные микрометры.
4. Отточить. Отверстие должно быть отточено, чтобы размер поршневого зазора.
5. Инструменты для портирования. Двухтактные цилиндры требуют снятия фаски на порту.
Есть ли у вас какие-либо советы по установке втулки?
Да, вы можете найти руководства в разделе Техническая база.
Быстрая технология | Гильза дает новую жизнь
2JZ, RB26, 4G63, B-серия, SR20 и теперь даже K-серия и 4B11 становится все труднее найти. Еще несколько лет назад найти хорошие бывшие в употреблении основные двигатели или дешевые импортные японские двигатели было относительно легко. Если вам не повезло найти его, покупка нового блока у дилера все еще была доступной. Те дни прошли. Блоки RB26, 2JZ и 4G63 больше не продаются новыми у дилера. Некоторые из этих блоков все еще существуют в личных тайниках, но цена удвоилась, утроилась или даже в пять раз превысила первоначальную цену. Менее желательные двигатели RB25 и 1JZ приобрели популярность до такой степени, что многие из этих двигателей превышают прежнюю запрашиваемую цену двигателей RB26 и 2JZ. С серией B, SR20, K-серией и 4B11 доступность также становится недостаточной. Большинство двигателей серии B, которые вы найдете, побывали в аду и вернулись обратно, в то время как двигатели SR20, серии K и 4B11 становятся все дороже с каждым днем. К счастью, Club DSPORT за последний год творил чудеса, превратив ранее считавшийся «хламом» в мощное сокровище.
К счастью, Club DSPORT за последний год творил чудеса, превратив ранее считавшийся «хламом» в мощное сокровище.
Текст Майкла Феррары
DSPORT Issue #245
Этот комплект втулок Darton предназначен для двигателя 2JZ. Их можно использовать для модернизации и обновления любого блока 2JZ, даже если он был расточен до 87,5 мм.
Несколько сообразительных энтузиастов узнали, что с алюминиевыми блоками цилиндров двигатели с треснутыми цилиндрами можно вдохнуть в новую жизнь благодаря надлежащей обработке и установке втулок послепродажного обслуживания. В Club DSPORT мы спасли двигатели B-серии, K-серии, 4B11 и SR20 с треснутыми и озверевшими цилиндрами. В зависимости от применения и предполагаемого типа гонок существует множество готовых решений от Darton Sleeves и LA Sleeve. Для специальных применений мы также сотрудничали с обеими компаниями, чтобы изготовить нестандартные втулки особых размеров или из модернизированных материалов.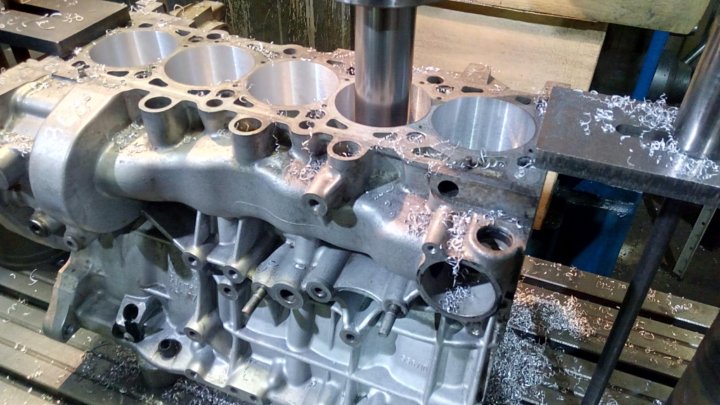 Хотя найти новые блоки цилиндров VR38 нетрудно, в последнее время они выросли в цене почти втрое (буквально за одну ночь). Это поставило сохранение блоков VR38 на первое место в нашем списке разработки. При правильном выборе готовой или изготовленной на заказ втулки практически любому алюминиевому блоку можно дать новую жизнь. Если все сделано правильно, мощность и производительность двигателя также могут быть увеличены в процессе.
Хотя найти новые блоки цилиндров VR38 нетрудно, в последнее время они выросли в цене почти втрое (буквально за одну ночь). Это поставило сохранение блоков VR38 на первое место в нашем списке разработки. При правильном выборе готовой или изготовленной на заказ втулки практически любому алюминиевому блоку можно дать новую жизнь. Если все сделано правильно, мощность и производительность двигателя также могут быть увеличены в процессе.
В прошлом блоки двигателей 2JZ, диаметр цилиндра которых превышал 87 мм, считались ломом. Сегодня эти блоки можно сделать лучше, чем новые, с помощью соответствующих втулок и операций механической обработки.
К сожалению, существует ряд механических мастерских, предлагающих услуги по блочной гильзе, которые не имеют надлежащего оборудования или опыта для обеспечения беспроблемной работы. Вся механическая обработка гильз блока должна выполняться на 4-осевом обрабатывающем центре блока цилиндров, оснащенном измерительным оборудованием. Эти машины обычно стоят более 200 тысяч долларов с минимальным набором инструментов, поэтому они могут превышать бюджет вашего местного механического цеха. При блочной обработке гильз на 3-осевых и ручных станках точное расположение гильз контролировать невозможно. Если в обрабатывающем центре с ЧПУ отсутствует измерение, ручное определение всех критических точек занимает так много времени, что часто используются короткие пути. Конечным результатом являются двигатели с гильзами, которые сталкиваются с выходом из строя прокладки головки блока цилиндров из-за опускания гильз. Даже когда в механических цехах есть соответствующее оборудование, процедура правильной обработки блока для втулок может занимать очень много времени. Суть в том, что не выбирайте магазин, который предлагает вам лучшую цену. Выберите механическую мастерскую, которая делает лучшую работу, или вы будете платить за выполнение работы снова и снова.
Эти машины обычно стоят более 200 тысяч долларов с минимальным набором инструментов, поэтому они могут превышать бюджет вашего местного механического цеха. При блочной обработке гильз на 3-осевых и ручных станках точное расположение гильз контролировать невозможно. Если в обрабатывающем центре с ЧПУ отсутствует измерение, ручное определение всех критических точек занимает так много времени, что часто используются короткие пути. Конечным результатом являются двигатели с гильзами, которые сталкиваются с выходом из строя прокладки головки блока цилиндров из-за опускания гильз. Даже когда в механических цехах есть соответствующее оборудование, процедура правильной обработки блока для втулок может занимать очень много времени. Суть в том, что не выбирайте магазин, который предлагает вам лучшую цену. Выберите механическую мастерскую, которая делает лучшую работу, или вы будете платить за выполнение работы снова и снова.
Для ремонта чугунных блоков с трещинами нельзя использовать стандартную втулку. Club DSPORT разрабатывает специальные втулки для устранения этих неисправностей в блоках RB26, 2JZ и Buick V6.
Club DSPORT разрабатывает специальные втулки для устранения этих неисправностей в блоках RB26, 2JZ и Buick V6.
Хотя гильзы для чугунных блоков выпускались уже несколько лет, обычно они использовались для ремонта одного цилиндра. Бесфланцевая ремонтная втулка представляет собой простую втулку, которая обычно устанавливается с минимальным вмешательством, чтобы не слишком деформировать соседние цилиндры. Эти втулки могут подойти для ремонта поврежденного цилиндра, но они не помогут вам, если цилиндр треснул. Причина в том, что эти ремонтные втулки зависят от целостности оригинального цилиндра, чтобы удерживать втулку на месте. Если оригинальный цилиндр треснул, на него больше нельзя полагаться, чтобы удерживать ремонтную втулку на месте. В этих случаях мнения расходятся в отношении того, может ли блок еще иметь срок полезного использования и каким он может быть.
Фланцевые втулки добавляют фланец, который идет против приводки, обработанной в блоке, что может снизить вероятность того, что втулка утонет в блоке. Фланцевые втулки также можно использовать для ремонта блоков, которые были повреждены на деке рядом с цилиндром. Это повреждение может произойти, если канавки под уплотнительные кольца обрабатываются слишком близко к отверстию цилиндра. Если у вас есть выбор при выполнении ремонта, всегда платите дополнительные деньги за фланцевую втулку и дополнительные затраты на механическую обработку для ее правильной установки. Превосходная конструкция фланцевой втулки делает ее немного более терпимой к неправильной установке (недостаточная посадка с натягом), поскольку фланец не будет тонуть при условии, что приводка, на которой сидит фланец, обработана должным образом. К сожалению, она может маскировать неправильную обработку и процедуру установки немного дольше, чем ремонтная втулка без фланца. Суть в том, что нет коротких путей, чтобы сделать это правильно, а время — деньги. Если кто-то готов брать с вас меньшую плату, он, вероятно, не тратит на это должное количество времени.
Фланцевые втулки также можно использовать для ремонта блоков, которые были повреждены на деке рядом с цилиндром. Это повреждение может произойти, если канавки под уплотнительные кольца обрабатываются слишком близко к отверстию цилиндра. Если у вас есть выбор при выполнении ремонта, всегда платите дополнительные деньги за фланцевую втулку и дополнительные затраты на механическую обработку для ее правильной установки. Превосходная конструкция фланцевой втулки делает ее немного более терпимой к неправильной установке (недостаточная посадка с натягом), поскольку фланец не будет тонуть при условии, что приводка, на которой сидит фланец, обработана должным образом. К сожалению, она может маскировать неправильную обработку и процедуру установки немного дольше, чем ремонтная втулка без фланца. Суть в том, что нет коротких путей, чтобы сделать это правильно, а время — деньги. Если кто-то готов брать с вас меньшую плату, он, вероятно, не тратит на это должное количество времени.
Редко можно увидеть, что все цилиндры заключены в чугунный блок. Причина в том, что на чугунном двигателе это занимает в два-три раза больше времени, чем на алюминиевом. В прошлом просто не стоило тратить время и усилия на сохранение блока таким образом, когда хороший использованный или новый блок был либо меньше, либо чуть больше. Времена изменились. Стандартные подержанные блоки двигателя 05U RB26 раньше стоили бесплатно до 400 долларов, тогда как новые блоки RB26 05U стоили у дилера менее 700 долларов. Новые блоки N1 стоили 1500 долларов. Сегодня бывшие в употреблении блоки RB26 05U стоят от 800 до 1500 долларов в зависимости от размера отверстия и состояния, в то время как новые блоки 05U стоят около 4000 долларов, а блоки N1 приближаются к 8000 долларов, если их удастся найти. В зависимости от используемой втулки (стандартной или изготовленной на заказ), стоимость правильной втулки всего чугунного блока в большинстве случаев будет составлять от 350 до 700 долларов за цилиндр. Если все сделано правильно, вы получите стандартный двигатель с толстыми стенками цилиндров, изготовленными из материала повышенной прочности.
Причина в том, что на чугунном двигателе это занимает в два-три раза больше времени, чем на алюминиевом. В прошлом просто не стоило тратить время и усилия на сохранение блока таким образом, когда хороший использованный или новый блок был либо меньше, либо чуть больше. Времена изменились. Стандартные подержанные блоки двигателя 05U RB26 раньше стоили бесплатно до 400 долларов, тогда как новые блоки RB26 05U стоили у дилера менее 700 долларов. Новые блоки N1 стоили 1500 долларов. Сегодня бывшие в употреблении блоки RB26 05U стоят от 800 до 1500 долларов в зависимости от размера отверстия и состояния, в то время как новые блоки 05U стоят около 4000 долларов, а блоки N1 приближаются к 8000 долларов, если их удастся найти. В зависимости от используемой втулки (стандартной или изготовленной на заказ), стоимость правильной втулки всего чугунного блока в большинстве случаев будет составлять от 350 до 700 долларов за цилиндр. Если все сделано правильно, вы получите стандартный двигатель с толстыми стенками цилиндров, изготовленными из материала повышенной прочности.
Недавно Club DSPORT тестировал несколько новых нестандартных втулок для чугунных блоков цилиндров с трещинами. В настоящее время разработка Buick V6 и RB26 находится в стадии тестирования. Здесь есть надежда, что даже самые сильно поврежденные цилиндры можно будет полностью модернизировать. Если испытания по-прежнему будут успешными, в 2023 году это может быть предложено публике. Единственный правильный способ обработки плоской приводки — это использование 4-осевого обрабатывающего центра с ЧПУ 9.0347
В то время как гильза может решить проблему износа и повреждения большинства блоков, другие элементы потребуют внимания, чтобы вернуть блоку новые или лучшие, чем новые, характеристики и допуски. Главные отверстия двигателя часто требуют внимания, чтобы обеспечить правильное выравнивание и размер для высокопроизводительного использования. Вертикальная линейная расточка на станке с ЧПУ — лучший процесс, поскольку при правильном выполнении он дает самые прямые и стабильные результаты. На самом деле, Club DSPORT также использует эту процедуру даже на совершенно новых блоках двигателей, чтобы обеспечить более высокую степень точности по сравнению с заводской сборочной линией массового производства.
На самом деле, Club DSPORT также использует эту процедуру даже на совершенно новых блоках двигателей, чтобы обеспечить более высокую степень точности по сравнению с заводской сборочной линией массового производства.
Другими элементами, которые необходимо учитывать при обновлении блока цилиндров, являются все резьбовые отверстия, а также все обработанные поверхности блока. Все резьбовые отверстия должны быть восстановлены или отремонтированы, чтобы соответствовать или превосходить возможности OEM. Все поверхности машины должны быть проверены на наличие повреждений и прямолинейность. Если блок двигателя был слишком сильно деформирован, ему может не хватить прочности, необходимой для предотвращения выхода из строя прокладок головки блока цилиндров. Если направляющие поддона не прямые или повреждены, в будущем могут возникнуть большие проблемы или, по крайней мере, неприятные утечки масляного поддона.
Перегретые блоки часто могут превратиться в денежные ямы. Сильно перегретый алюминиевый блок (или ГБЦ) может потерять свою твердость. Эти мягкие блоки могут иметь проблемы с сохранением стабильности размеров или могут привести к проседанию втулки. Прежде чем приступить к какой-либо машинной обработке алюминиевого блока неизвестной истории, убедитесь, что механический цех может провести тест на твердость. Для этого требуется специализированный тестер, которого нет во многих механических мастерских, поэтому сначала позвоните.
Эти мягкие блоки могут иметь проблемы с сохранением стабильности размеров или могут привести к проседанию втулки. Прежде чем приступить к какой-либо машинной обработке алюминиевого блока неизвестной истории, убедитесь, что механический цех может провести тест на твердость. Для этого требуется специализированный тестер, которого нет во многих механических мастерских, поэтому сначала позвоните.
Вы верите в реинкарнацию? Вы верите в зомби? Когда дело доходит до блоков цилиндров, оба варианта реальны. «Мертвый» или «мусорный» блок двигателя можно реинкарнировать, чтобы снова ожить. При должном внимании, выборе деталей и работе с машиной он может добиться большего успеха в своей новой жизни, чем в предыдущей. Однако, когда используется неправильный блок, неправильные детали или неправильная работа машины, этот «мертвый» блок никогда не вернется к жизни. Вместо этого он станет «нежитью» только в состоянии Зомби. Вместо того, чтобы жаждать мозгов, Зомби будет питаться вашим кошельком, пока вы не отрубите ему голову. Надеюсь, читатели DSPORT воспользуются этими знаниями, чтобы избежать зомби-апокалипсиса и спасти те души машин, которые заслуживают спасения.
Надеюсь, читатели DSPORT воспользуются этими знаниями, чтобы избежать зомби-апокалипсиса и спасти те души машин, которые заслуживают спасения.
- Образование
Детали двигателя: блоки цилиндров производства LT/LS/LSX
Вы находитесь на сайте Chevrolet.com (США). Закройте это окно, чтобы остаться здесь, или выберите другую страну, чтобы увидеть транспортные средства и услуги, характерные для вашего местоположения.
КанадаДругое
Продолжать
Блоки и компоненты Блоки и компоненты
- Найти дилера производительности
, ПРЕДНАЗНАЧЕННЫЕ ТОЛЬКО ДЛЯ СОРЕВНОВАНИЙ.
Нажмите, чтобы узнать больше.
ДЕТАЛИ, ПРЕДНАЗНАЧЕННЫЕ ТОЛЬКО ДЛЯ СОРЕВНОВАНИЙ.
Нажмите, чтобы узнать больше.
19420904
ЧУГУННЫЙ БЛОК L8T GEN-V 6,6 л
- Прямая замена для газовых двигателей L8T 2020 г.
 и позже 6,6 л, используемых в грузовиках Silverado HD
и позже 6,6 л, используемых в грузовиках Silverado HD - Серийное чугунное литье с отверстиями цилиндров 4,065 дюйма (103,25 мм)
- Используется с коленчатым валом с ходом 3,86 дюйма в серийных двигателях для получения рабочего объема 400 куб. дюймов (6,6 л) — самого большого рабочего объема в семействе двигателей LT
- Высота платформы 9,240 дюйма
- Поставляется со стандартными основными крышками с шестью болтами
- Стандартный контур смазки
- Включает приспособления для прямого впрыска топлива
12609999
ЧУГУННЫЙ БЛОК GEN IV 6,0 л
- Прямая замена для серийных двигателей LY6 и L96
- Чугунный блок производственный
- Система производственной смазки
- Железные крышки коренных подшипников с 6 болтами
- Диаметр отверстия 4000”
- Высота платформы 9,240 дюйма
- Нет возможности для активного управления топливом
- Поддерживает мощность более 500 л.
 с.
с.
12602691
АЛЮМИНИЕВЫЙ БЛОК LS2 6,0 л
- Прямая замена для LS2 Corvette, SSR, GTo 6,0 л и TrailBlazer SS 2005–2008 годов
- Производство Алюминиевый блок 319-Т5 с железными втулками
- Система производственной смазки
- Кованые крышки коренных подшипников из порошкового металла с 6 болтами
- Высота платформы 9,240 дюйма
- Используйте только головки цилиндров LS1, LS6, LS2 или L92/LS3
- Готовое отверстие 4000 дюймов (101,6 мм) Условия для активного управления подачей топлива
- Отлично подходит для рукояток для еще большего количества кубиков
- Испытано на мощность 450+ л.с.
12623967
LS3/L92 ALUMINUM 6.2L BARE BLOCK
- Direct replacement for:
2009-2012 L9H
2010-2012 L94
2008-2013 LS3
2010-2013 L99
2007-2008 L92 - Производственный алюминиевый блок с железными втулками
- Система производственной смазки
- Используйте только головки цилиндров LS1, LS6, LS2 или L92/LS3
- Готовое отверстие 4,065 дюйма (103,25 мм)
- Положения для активного управления топливом
- Отлично подходит для шатунов для еще большего количества кубиков
- Испытано на мощность более 500 л.
 с.
с. - Кованые крышки коренных подшипников из порошкового металла с 6 болтами
- Высота платформы 9,240 дюйма
12673476
LSA 6.2L BARE BARE BLOCK
- Прямая замена для Cadillac CTS-V 6.2L с наддувом 2009-2012 годов и 2012 ZL1 Camaro
- Изготовление литого алюминиевого блока с железными втулками
- Система производственной смазки
- Железные крышки коренных подшипников с 6 болтами
- Высота платформы 9,240 дюйма
- Не для использования с головками LS7 или LSX-LS7
- Готовое отверстие 4,065 дюйма (103,25 мм)
- Включает маслораспылители (8) для охлаждения поршня
- Нет возможности для активного управления топливом
- Мощность 550+ л.с.
12623969
LS9 6.2L BARE BLOCK
- Прямая замена для 2009-2012 Corvette ZR1 6.
 2L двигатель с наддувом
2L двигатель с наддувом - Изготовление литого алюминиевого блока с железными втулками
- Палуба хонингованная
- Система производственной смазки
- Стальные крышки коренных подшипников с 6 болтами и установочными штифтами
- Высота платформы 9,240 дюйма
- Не для использования с головками LS7 или LSX/LS7
- Готовое отверстие 4,065 дюйма (103,25 мм)
- Включает маслораспылители (8) для охлаждения поршня
- Нет возможности для активного управления топливом
- Мощность двигателя от 635 л.с.
- 4,125 дюйма с готовым отверстием (104,78 мм), шлифованная палуба
- Сиамские отверстия цилиндров для большого диаметра
- Нет возможности для активного управления топливом
- На основе разработки блока C5R
- Испытано на мощность более 500 л.
 с.
с.
19329617
LT1/LT4 АЛЮМИНИЕВЫЙ БЛОК 6,2 Л
- Прямая замена Stingray LT1 2014-2015 годов
- Производственный алюминиевый блок с железными втулками
- Система производственной смазки
- Высота платформы 9,240 дюйма
- Крышки коренных подшипников с 6 болтами из чугуна с шаровидным графитом
- Использовать только с головками блока цилиндров LT1
- Готовое отверстие 4,065 дюйма (103,25 мм)
- Положения для активного управления топливом
- Приспособление для прямого впрыска топлива
12480030
АЛЮМИНИЕВЫЙ ГОНОЧНЫЙ БЛОК C5R
Идеальный алюминиевый блок LS GM, C5R изначально был разработан для заводской программы Chevrolet Corvette Racing. Он был разработан для поддержки более 440 кубических дюймов и до 900 лошадиных сил — и зарекомендовал себя, помогая команде Corvette побеждать в гонках на выносливость. Это несерийный, специально изготовленный блок цилиндров, изготовленный из запатентованных материалов и обработанный с высочайшими допусками, а также с использованием премиального гоночного оборудования. Если вы ищете идеальный алюминиевый блок цилиндров, который удовлетворит ваши потребности в лошадиных силах, проверенный в гонках C5R — это то, что вам нужно!
Это несерийный, специально изготовленный блок цилиндров, изготовленный из запатентованных материалов и обработанный с высочайшими допусками, а также с использованием премиального гоночного оборудования. Если вы ищете идеальный алюминиевый блок цилиндров, который удовлетворит ваши потребности в лошадиных силах, проверенный в гонках C5R — это то, что вам нужно!
- Премиум «шатровое» и просвеченное блочное литье из алюминиевого сплава 356-Т6М
- Высота платформы 9,240 дюйма
- Система смазки промышленного образца
- Стальные крышки коренных подшипников с креплением на 6 болтах
- 4340 Застежки основной крышки премиум-класса
- Для использования с любой головкой серии LS или LSX
- Уникальный материал гильзы цилиндра для максимальной прочности
- Цилиндры Siamesed для большего диаметра
- Готовое отверстие 4,117 дюйма
- Максимальное отверстие 4,160 дюйма
- Полностью чертеж и квадрат
- Расположение распредвала и отверстия распредвала
- Включает шпильки премиум-класса
- Заглушки с кольцевым уплотнением из анодированного алюминия
- Нет положений об активном управлении топливом
Электронная почта
Подпишитесь, чтобы ежемесячно получать по электронной почте новости, предложения и многое другое от Chevrolet Performance.
БЛОК
Посетите TheBLOCK.com, чтобы заглянуть за кулисы мира Chevrolet Performance с точки зрения энтузиаста.
Подключиться
Подключиться к Chevy Performance.
Электронная почта
Подпишитесь, чтобы ежемесячно получать по электронной почте новости, предложения и многое другое от Chevrolet Performance.
БЛОК
Ознакомьтесь с новинками продукции Chevrolet Performance, будущими моделями автомобилей и многим другим.
Подключиться
Подключиться к Chevy Performance.
ПОСЕТИТЕ НАШИ БРЕНДЫ ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ OE
Если в настоящем документе специально не указано иное, автомобили, оснащенные деталями Chevrolet Performance, влияющими на выбросы, могут не соответствовать законам и нормам США, Канады, штатов и провинций, касающихся выбросов автотранспортных средств.