конструкция, отличия и применяемость на двигатели Ваз.. Статьи компании «АвтоКлюч-63»
Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер.
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение:
1) Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке:
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
2) Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители.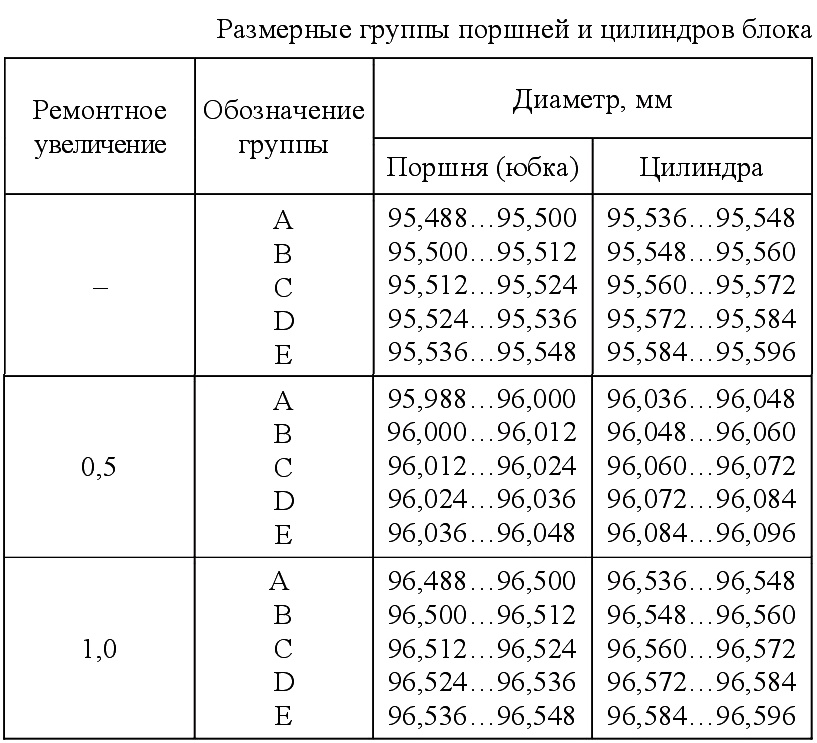
3) «Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
4) Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-,0050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
5) Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня
6) «Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец.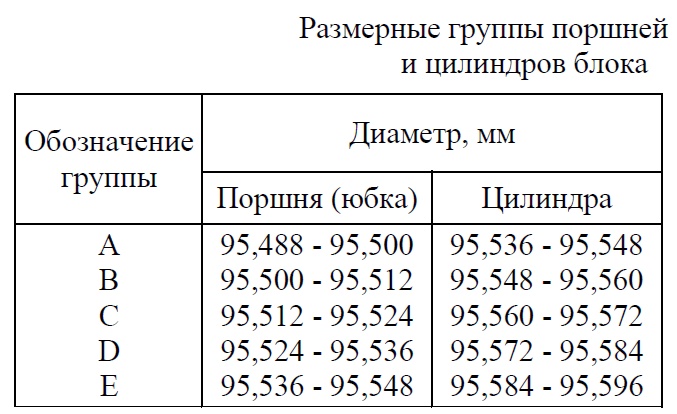 Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра.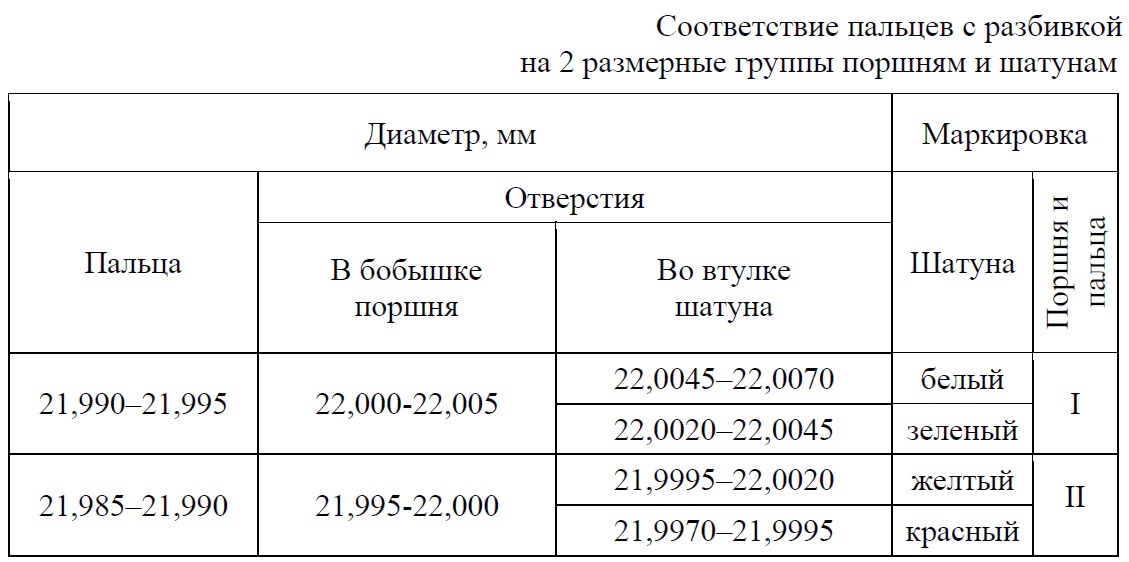 Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец.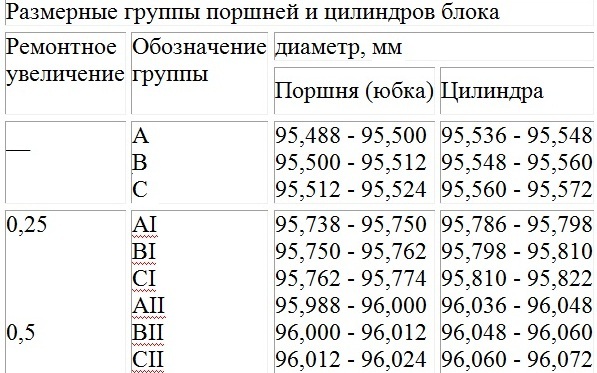 Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла.
При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня.
Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку.
На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище.
Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра.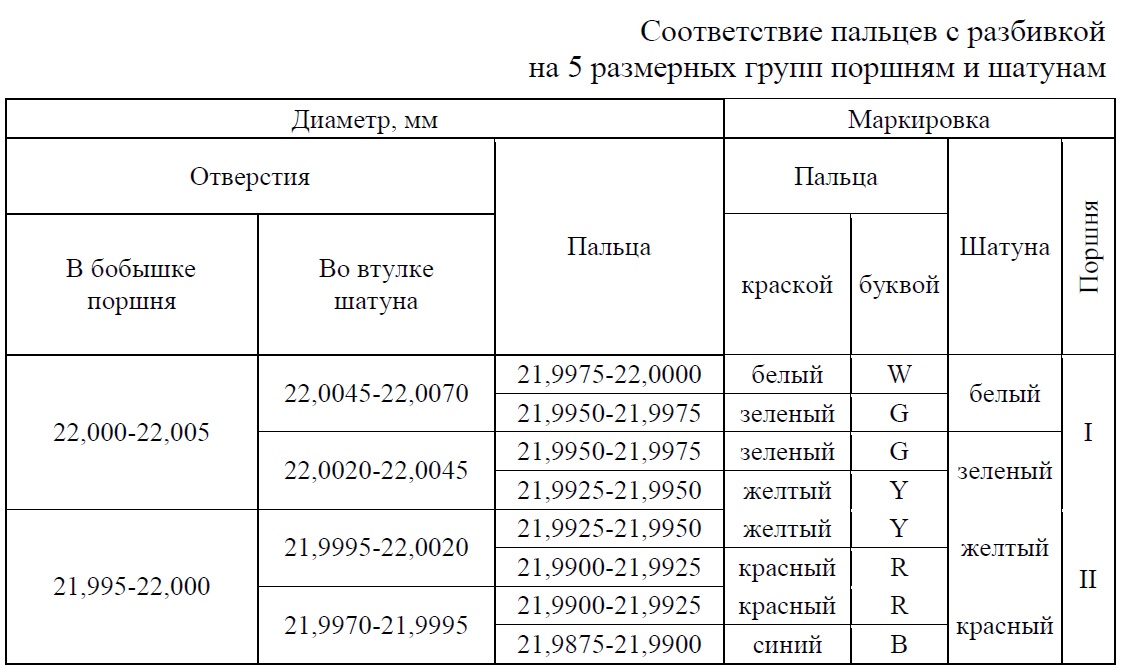 При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов.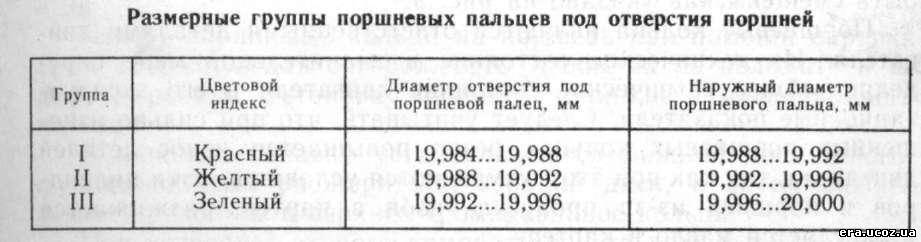 Различие между классами составляет 0,01 мм.
Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Применяемость моделей поршней на различных двигателях Ваз:
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня.
Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка (ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы. Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Замена поршней без расточки блока цилиндров
Безвтыковые поршни СТИ 216.08 и 216.11, предназначенные для ремонта мотора 21216 Приоры без расточки блока цилиндров (номинальный размер 82мм), особенно востребованы у водителей, не занимающихся тюнингом (поршни являются безвтыковыми только при использовании стандартных распредвалов, что сильно ограничивает их применение в тюнинге), и/или вовсе далеких от технической стороны вопроса ремонта. Из-за чего нам часто задают вопрос: «У двигателя пробег ХХХХ км, могу ли я использовать эти поршни?»
Из-за чего нам часто задают вопрос: «У двигателя пробег ХХХХ км, могу ли я использовать эти поршни?»
Выполнять ремонт без расточки цилиндров можно при условии, что хон [1] на стенках цилиндров находится в хорошем состоянии. Очевидно, что состояние хона зависит от пробега двигателя, и оценить это можно только после разборки двигателя. Разумеется, задиров и прочих дефектов на цилиндрах также быть не должно.
Поршни по диаметру в пределах одного размера делятся на 5 групп [2]: A, B, C, D, E с шагом 0,01мм. Им соответствуют следующие размеры:
| A | B | C | D | E |
| 81,96..81,97 | 81,97..81,98 | 81,98..81,99 | 81,99..82,00 | 82,00..82,01 |
Таблица #1. Группы поршня
Так же по группам делится и диаметр цилиндра. Для подбора поршня для конкретного двигателя, нужно знать группу его цилиндров. Группам стандартного блока соответствуют следующие размеры:
Группам стандартного блока соответствуют следующие размеры:
| A | B | C | D | E |
| 82,00..82,01 | 82,01..82,02 | 82,02..82,03 | 82,03..82,04 | 82,04..82,05 |
Таблица #2. Группы цилиндра
Группа цилиндра определяется измерениями [3] после разборки двигателя. Рекомендуемый тепловой зазор для кованых поршней СТИ 0,055-0,060мм. Из указанных размеров следует, что для обеспечения теплового зазора для цилиндра группы, например, «С» нужно выбрать поршень группы «А» или «В», т.е. группа цилиндра минус тепловой зазор равно необходимая группа поршня.
В случае ремонта двигателя без расточки, поршневые кольца применяются стандартные, но, желательно, новые, т.к. при снятии колец со старых поршней они часто деформируются, и такие кольца повторно использовать нельзя.
Основной посыл этой заметки таков: при ремонте без расточки блока цилиндров всегда сначала демонтируется и разбирается двигатель, производятся измерения, и только после этого можно купить поршни нужной группы.
[1] Хон – «сетка» микрорельефа, удерживающая масло на стенках цилиндра.
[2] Группа поршня / цилиндра – это отклонение размера поршня / цилиндра от диаметра.
[3] Правила, по которым производятся измерения цилиндра, ищите в технической литературе по ремонту авто.
Поршни СТИ 216.08Поршни СТИ 216.11
когда и как ее проводят?
В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня, благодаря компании «Моденжи», они доступны не только крупным предприятиям, но и всем автовладельцам.
Колоссальные нагрузки и экстремально высокие температуры в процессе работы двигателя оказывают разрушительное воздействие на основные детали цилиндро-поршневой группы – цилиндры и поршни.
В результате постоянного контакта данная пара испытывает трение, сила которого увеличивается при недостаточной смазке, слишком малых зазорах и деформационных изменениях элементов.
При первичном возникновении проблем в работе поршневой группы ограничиваются, как правило, заменой колец. Сами поршни могут прослужить намного дольше (2-3 таких замены), однако рано или поздно они также потребуют обновления. Вместе с этим обычно производится расточка цилиндров в целях восстановления их правильной геометрии.
Далее рассмотрим, какие элементы поршня больше других подвержены износу, как определить его степень и предотвратить нежелательные последствия.
Виды износа конструктивных элементов поршня
Тяжелые условия работы цилиндро-поршневой группы сказываются, прежде всего, на состоянии поршневых колец, юбки поршня и отверстия под палец.
Износ колец
Наибольшему трению о внутреннюю поверхность цилиндра подвергаются поршневые кольца, которые изнашиваются по наружному диаметру и по высоте вследствие трения о торцы канавок.
Быстрее других изнашивается первое кольцо и первая канавка поршня, так как они работают в условиях самых высоких температур и нагрузок, испытывают влияние абразивов и недостаток смазки. В результате внутренних напряжений кольца теряют свою упругость и разрушаются.
В канавках прежде всего изнашивается нижний торец, почти постоянно контактирующий с кольцами (за исключением такта всасывания) и подвергающийся усиленному давлению с их стороны.
Неравномерный износ и деформация канавок вызывает сильную вибрацию поршневых колец, повышенный расход масла и прорыв картерных газов.
Забитые дренажные отверстия в нижней канавке вызывают угорание масла.
При замене поршневых колец канавки восстанавливают на токарном станке – для улучшения прилегания элементов. Если этого не делать, новые кольца в изношенном цилиндре будут деформироваться значительно быстрее старых из-за несоответствия форм и неравномерного распределения удельного давления.
Износ юбки
Об износе юбки поршня свидетельствует появление на ней многочисленных задиров, из-за которых зазор между нижней частью юбки и стенками цилиндра увеличивается. Двигатель при этом начинает работать более шумно.
Пределом износа считается образование зазора, составляющего около 0,5 % диаметра цилиндра. То есть для цилиндров диаметрами 50, 70, 80 мм предельный зазор составляет соответственно 0,25; 0,35; 0,4 мм.
Величину зазора измеряют с помощью щупа или индикаторного нутрометра в разных частях цилиндра – сначала в нижней, менее изношенной, затем в средней.
Износ бобышек
С внутренней стороны юбки имеются приливы (бобышки), в которых просверлены отверстия для поршневого пальца. Оба его конца работают внутри бобышек, а средняя часть – в верхней головке шатуна.
Для проверки износа бобышек измеряется их диаметр. Величина фактического зазора между бобышками и пальцем, а также диаметр последнего в местах сопряжения с отверстиями должны соответствовать определенным нормам. Если допустимые пределы нарушены, поршень и палец подлежат замене.
Величина фактического зазора между бобышками и пальцем, а также диаметр последнего в местах сопряжения с отверстиями должны соответствовать определенным нормам. Если допустимые пределы нарушены, поршень и палец подлежат замене.
Отверстия в бобышках из-за неравномерного износа со временем становятся овальными. Если их размер при этом не превышает установленную норму, форму исправляют разверткой.
Если при осмотре поршней на днище и жаровом поясе наблюдаются царапины, трещины и другие повреждения, вызванные чаще всего нарушением процесса сгорания топливно-воздушной смеси, поршни нуждаются в замене.
Что следует учитывать при выборе новых поршней?
При подборе новых поршней необходимо обязательно проверять их форму: диаметр верхней части (на участке рядом с кольцами) должен быть меньше диаметра нижней. При нагреве поршней, который происходит неравномерно (больше всего на днище, меньше – на юбке) конус превращается в правильный цилиндр.
Степень конусности поршней зависит от типа двигателей и их теплового режима – чем он выше, тем конусность больше.
На днище поршней указан их диаметр в районе колец. Однако при выборе новых деталей лучше ориентироваться на другую, наибольшую величину – диаметр нижней части юбки. Зазор между ней и стенками цилиндра должен составлять от 0,05 до 0,1 мм (более точные значения указаны в мануале).
Проверить правильность зазора несложно: после нагрева поршня и цилиндра до 150 °С поршень опускают в гильзу и следят за его прохождением. При нужном зазоре он плавно опускается под тяжестью собственного веса – не заклинивает и не падает.
Выбирая поршневые комплекты, следует обязательно обращать внимание на фирму-производителя и материал. Дешевые алюминиевые детали неизвестных марок вряд ли прослужат долго. Недорогие сплавы с отсутствием кремния не обладают высокой прочностью и не имеют должного теплового расширения.
Отличные рабочие характеристики двигателя и увеличение межсервисных интервалов обеспечивают только поршни из качественных износостойких материалов.
В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня они доступны не только крупным предприятиям, но и всем автовладельцам. Антифрикционные твердосмазочные покрытия выпускает российская компания «Моденжи».
Для работы с двигателем в их линейке существует специальный аэрозольный состав – MODENGY Для деталей ДВС с дисульфидом молибдена и графитом. Он может использоваться как для создания нового защитного слоя на юбках поршней, так и для восстановления изношенного заводского покрытия.
После нанесения на юбки поршня связующие вещества, входящие в состав покрытия, полимеризуются, а твердые смазочные частицы равномерно распределяются по трущимся поверхностям, образуя прочную протекторную пленку.Она предотвращает появление задиров и снижает фрикционный износ поршней.
Сбалансированная аэрозольная упаковка позволяет наносить покрытие быстро и равномерно. При комнатной температуре состав высыхает за 12 часов, при нагреве до +170 °C – за 20 минут.
MODENGY Для деталей ДВС может использоваться не только на юбках поршней, но и в дроссельных заслонках, вкладышах распределительных и коленчатых валов, шлицевых соединениях, штоках клапанов.
Перед использование покрытия обязательна предварительная подготовка поверхностей. Отличную адгезию и долгий срок службы покрытия гарантирует Специальный очиститель‑активатор MODENGY. Он выпускается как отдельно, так и в наборе с покрытием, что позволяет не только добиться наилучшего результата, но и сэкономить.
Он выпускается как отдельно, так и в наборе с покрытием, что позволяет не только добиться наилучшего результата, но и сэкономить.
Как поменять поршни самостоятельно?
Проверить состояние цилиндро-поршневой группы и диагностировать возможные неисправности можно самостоятельно, без снятия двигателя. Однако для этого потребуются определенные знания и навыки.
- Для начала слейте имеющееся внутри ГБЦ масло. После демонтажа головки проанализируйте состояние прокладки, если оно вызывает опасения – удалите ее полностью
- Обязательно снимите нагар с верхней части цилиндра, в противном случае вытащить поршень и оценить его исправность будет проблематично
- Замеряйте диаметр цилиндра при помощи нутромера. Прокручивая коленвал, убедитесь, что на гильзе имеются расточки – глубокие риски, расположенные в вертикальном положении
- Демонтируйте поддон, слейте остатки масла и осмотрите дно на предмет наличия металлических обломков (колец, успокоителей цепи и пр.
 ). Тщательно осмотрите масляной пленку – если на свету она не искрится – вкладыши изношены и требуют замены
). Тщательно осмотрите масляной пленку – если на свету она не искрится – вкладыши изношены и требуют замены - Аккуратно достаньте поршень вместе с шатуном и кольцами, проверьте их состояние. Если на юбке имеются глубокие задиры, наблюдается прогорание днища и поверхности в зоне первого компрессионного кольца, износ верхней канавки больше допустимого – необходимы дальнейшие действия по разборке поршня, а также его замене вместе с пальцем и бронзовой втулкой верхней головки шатуна
- Чтобы отделить поршень от шатуна, удалите из отверстий в бобышках стопорные кольца, с помощью пресса достаньте поршневой палец и шатун. В случае необходимости тем же прессом снимите бронзовую втулку
- Перед сборкой комплекта «поршень-палец-шатун» убедитесь, что маркировка на этих элементах выполнена краской одного цвета – то есть они имеют одинаковые диаметры отверстий
- Соедините поршень с шатуном, проверив параллельность осей с помощью контрольного приспособления с индикаторными головками
- Запрессуйте палец в отверстия бобышек поршня и верхней головки шатуна, затем вставьте в канавки бобышек стопорные кольца
- В качестве заключительного шага установите поршни с шатунами в гильзы цилиндров.
что нужно знать об этих деталях и как продлить срок их службы?
В статье подробно рассмотрены ключевые детали автомобильного двигателя – поршень и цилиндр. Уделено внимание их конструкции, функциям, условиям работы, возможным проблемам при эксплуатации и путям их решения.
Цилиндр и поршень – ключевые детали любого двигателя. В замкнутой полости цилиндро-поршневой группы (ЦПГ) происходит сгорание топливно-воздушной смеси. Газы, образующиеся при этом, воздействуют на поршень – он начинает двигаться и заставляет вращаться коленчатый вал.
Цилиндр и поршень обеспечивают оптимальный режим работы двигателя в любых условиях эксплуатации автомобиля.
Рассмотрим эту пару подробнее: конструкцию, функции, условия работы, возможные проблемы при эксплуатации элементов ЦПГ и пути их решения.
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)
Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.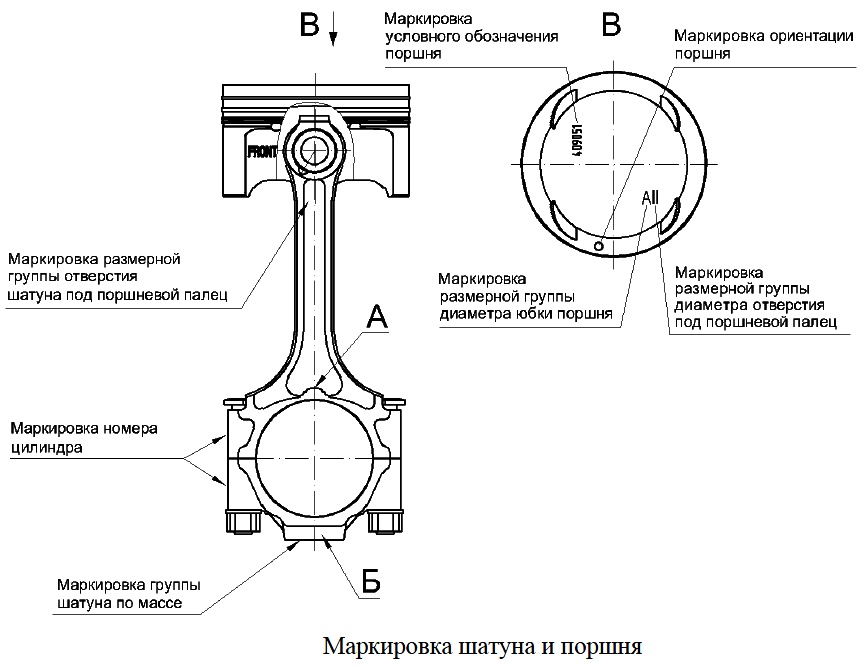
С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.
Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Конструкционные материалы деталей ЦПГ
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Современные автомобили, особенно с дизельными двигателями, все чаще оснащаются сборными поршнями из стали. Они имеют меньшую компрессионную высоту, чем алюминиевые, поэтому позволяют использовать удлиненные шатуны.В результате боковые нагрузки в паре «поршень-цилиндр» существенно снижаются.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.
Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Одним из самых эффективных антифрикционных покрытий поршней является MODENGY Для деталей ДВС.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.
Методы охлаждения и смазывания цилиндро-поршневой группы
В каждом цикле работы двигателя сгорает большое количество топливно-воздушной смеси. При этом все детали цилиндро-поршневой группы испытывают экстремальные температурные воздействия, поэтому нуждаются в эффективном охлаждении – воздушном или жидкостном.
При этом все детали цилиндро-поршневой группы испытывают экстремальные температурные воздействия, поэтому нуждаются в эффективном охлаждении – воздушном или жидкостном.
Наружная поверхность цилиндров ДВС с воздушным охлаждением покрыта множеством ребер, которые обдувает встречный или искусственно созданный воздухозаборниками воздух.
При водяном охлаждении жидкость, циркулирующая в толще блока, омывает нагретые цилиндры, забирая таким образом излишек тепла. Затем жидкость попадает в радиатор, где охлаждается и вновь подается к цилиндрам.
Второй по важности момент после отвода тепла – система смазки цилиндров. Без нее поршни рано или поздно подвергаются заклиниванию, что может привести к поломке двигателя.
Для того чтобы масляная пленка дольше удерживалась на внутренних поверхностях цилиндров, их подвергают хонингованию, т.е. нанесению специальной микросетки. Стабильность слоя масла гарантирует не только максимально низкое трение в паре «поршень-цилиндр», но и способствует отведению лишнего тепла из ЦПГ.
Стабильность слоя масла гарантирует не только максимально низкое трение в паре «поршень-цилиндр», но и способствует отведению лишнего тепла из ЦПГ.
Неисправности ЦПГ и их диагностика
Даже грамотная эксплуатация автомобиля не гарантирует, что со временем не возникнет проблем с его цилиндро-поршневой группой.
О неисправностях деталей ЦПГ свидетельствует увеличение расхода масла, ухудшение пусковых качеств двигателя, снижение его мощности, появление каких-либо посторонних шумов при работе. Эти моменты нельзя игнорировать, так как стоимость ремонта цилиндро-поршневой группы иногда равна стоимости автомобиля в целом.
Под влиянием очень высоких нагрузок и температур:
- На рабочих поверхностях цилиндров появляются трещины, сколы, пробоины
- Посадочные места под гильзу деформируются
- Днища поршней оплавляются и прогорают
- Поршневые кольца разрушаются, закоксовываются, залегают
- На теле поршней возникают различные повреждения
- Зазоры между поршнем и цилиндром сужаются, вследствие чего на юбках появляются задиры
- Наблюдается общий износ цилиндров и поршней
Перечисленные неисправности цилиндро-поршневой группы неизбежны при перегреве двигателя.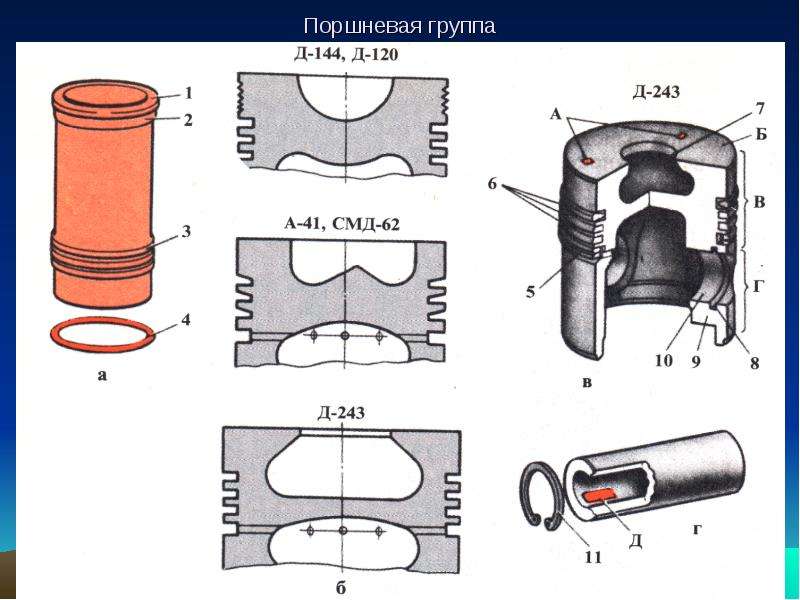 Он может возникнуть из-за нарушения герметичности системы охлаждения, отказа термостата или помпы, сбоев в работе вентилятора охлаждения радиатора, поломки самого радиатора или его датчика.
Он может возникнуть из-за нарушения герметичности системы охлаждения, отказа термостата или помпы, сбоев в работе вентилятора охлаждения радиатора, поломки самого радиатора или его датчика.
Точно определить состояние цилиндров и поршней можно с помощью специализированной диагностики самой ЦПГ (при полной разборке двигателя) или других автомобильных систем (например, воздушного фильтра).
В ходе сервисных работ измеряется компрессия в цилиндрах ДВС, берутся пробы картерного масла и пр. Все это помогает оценить исправность работы цилиндро-поршневой группы.
Ремонт цилиндро-поршневой группы двигателя включает замену маслосъемных и компрессионных колец, установку новых поршней, шатунов, восстановление (расточку) цилиндров.
Степень износа последних определяется с помощью индикаторного нутрометра. Трещины и сколы на стенках устраняются эпоксидными пастами или путем сварки.
Новые поршни – с нужным диаметром и массой – подбирают к гильзам, а поршневые пальцы – к поршням и втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают.
Как продлить ресурс ЦПГ?
Ресурс цилиндро-поршневой группы зависит от типа двигателя, режима его эксплуатации, регулярности обслуживания и многих других факторов. Срок службы ЦПГ отечественных автомобилей, как правило, меньше, чем у иномарок: около 200 тыс. км против 500 тыс.км.
Для того, чтобы детали ЦПГ вырабатывали свой ресурс полностью, рекомендуется:
- Использовать моторное масло, одобренное автопроизводителем
- Осуществлять замену масла и охлаждающей жидкости строго по регламенту
- Следить за температурным режимом работы двигателя, не допускать его перегрева и холодного запуска
- Регулярно проводить диагностику автомобиля
- Применять для обслуживания автокомпонентов специальные средства, которые могут защитить их от усиленного износа и максимально продлить срок службы
Цилиндропоршневая группа КАМАЗ
Цилиндропоршневая группа — важнейшая часть двигателя внутреннего сгорания. От качества поршня, гильзы, пальца и поршневых колец зависит срок службы двигателя, его мощность, расход масла и топлива. ОАО «КАМАЗ» рекомендует использовать только оригинальные комплекты цилиндропрошневой группы к автомобилям КАМАЗ и для этого есть целый ряд причин.
От качества поршня, гильзы, пальца и поршневых колец зависит срок службы двигателя, его мощность, расход масла и топлива. ОАО «КАМАЗ» рекомендует использовать только оригинальные комплекты цилиндропрошневой группы к автомобилям КАМАЗ и для этого есть целый ряд причин.
Производство
Осенью 2009 года ОАО «КАМАЗ» и «Federal Mogul Corporation» создали совреместное предприятие «Федерал Могул Набережные Челны» для выпуска деталей цилиндропоршневой группы. Компания «Fedral Mogul Corporation» обладает многолетним опытом производства и проектирования ЦПГ для мировых автомобильных брендов: Mercedes-Benz, MAN, Volvo, Renault, BMW, GM, Ford, Cummins.
Совместное предприятие ОАО «КАМАЗ» и «Federal Mogul Corporation» на сегодняшний день используют наиболее современные и инновационные подходы в разработке и производству комплектов Цилиндро-поршневой группы. Регулярно улучшаются и обновляются производственные мощности завода в Набережных Челнах, вносятся дополнительные технические решения, совершенствуется система контроля качества. В 2012 г. было закуплено и запущено в работу новое мехообрабатывающее оборудование под поршень и гильзу цилиндра, новая печь проходного типа под сушку графита поршня.
В 2012 г. было закуплено и запущено в работу новое мехообрабатывающее оборудование под поршень и гильзу цилиндра, новая печь проходного типа под сушку графита поршня.
Все детали цилиндропоршневой группы производятся на совместном предприятии, только для автомобилей KAMAЗ и реализуются конечным покупателям, только через официальных дилеров по запасным частя ОАО «КАМАЗ». Найти ближайшего к Вам дилера вы можете здесь.
Основные технические достижения
Цилиндропоршневая группа КАМАЗ регулярно совершенствуется, повышаются требования к ее технологичности и надежности, но при этом на рынке запасных частей продаются ЦПГ альтернативных и контрафактных производителей. Научно-техническим центром ОАО «КАМАЗ» были проведены испытания альтернативных и контрафактных ЦПГ, в результате которых выявлены серьёзные несоответствия требованиям ОАО «КАМАЗ», альтернативные ЦПГ значительно уступают ЦПГ КАМАЗ, ухудшают показатели и надежность двигателя.
Ключевые преимущества оригинального поршня КАМАЗ над альтернативными и контрафактными:
- Все поршни КАМАЗ изготавливаются из одного сплава S2N, имеющего лучшие прочностные характеристики, чем у алюминиевых сплавов альтернативной и контрафактной продукции.
- Нанесение графитового покрытия на поверхность юбки поршня производится с помощью шаблона (отпадает необходимость защиты головки поршня и отверстия под поршневой палец от попадания графита).
- Введены радиусы скругления кромок выемки в поршне и цековок под клапаны для предотвращения трещинообразования характерного для альтернативных и контрафактных ЦПГ.
- В конструкции поршня разработан специальный зазор «палец-отверстие в поршне» в отличие от переходной посадки исключает нагрев поршня для монтажа поршневого пальца.
- Выемка на юбке под масляную форсунку, а также контур радиусом 130,5 мм под противовес коленвала изготавливаются литьем, а не мехобработкой.
- Отсутствует необходимость доработки поршня вручную (снятие заусенцев напильником).
- 100% контроль всех основных размеров поршня, в том числе и 100% контроль кромки выемки в поршне и схватываемости нирезистовой вставки ультразвуковым методом.
- Качество поршней отвечает требованиям мирового уровня.
Ключевые преимущества оригинальных поршневых колец КАМАЗ над альтернативными и контрафактными:
- Полная унификация колец для двигателей уровня Евро-1, 2, 3, 4, 5.
- Использование вместо молибдена, хромоалмазное покрытие GDC50 на верхнем компрессионном кольце, что увеличивает износостойкость колец в 3 раза в отличии от альтернативных и контрафактных производителей и позволяет достичь ресурса ЦПГ КАМАЗ 1 млн. км.
- Введение минутного кольца во второй канавке вместо полутрапецеидального улучшает маслосъемные свойства колец и позволяет достичь расхода масла на угар менее 0,1%.
- Качество поршневых колец отвечает требованиям мирового уровня.
Ключевые преимущества оригинальной гильзы КАМАЗ над альтернативными и контрафактными:
- Значительно более сниженные шероховатости и маслоемкости рабочей поверхности гильзы цилиндров, что позволяет получить меньший износ как во время приработки, так и в дальнейшем, а значит и больший интервал замены масла.
 Кроме того, это снижает расход масла на угар до менее 0,1% от расхода топлива.
Кроме того, это снижает расход масла на угар до менее 0,1% от расхода топлива. - При производстве используется характеристика шероховатости поверхности тремя параметрами Rpk, Rk и Rvk и оптимальным углом хона 45°, что позволяет получать гильзы цилиндров со стабильным качеством рабочей поверхности в отличии от альтернативных и контрафактных гильз.
- В производстве гильз КАМАЗ используется более качественное литье и механическая обработка позволяющая получать гильзы с качеством исполнения рабочей поверхности мирового уровня.
- Гильза цилиндров так же содержит несколько существенных технических преимуществ:
- меньший износ, как во время приработки, так и в фазе основной работы.
- больший срок службы моторного масла.
- расход масла на угар менее 0,1%
- ресурс двигателя до капремонта 1 млн. км.
Плавающий поршневой палец КАМАЗ позволяет монтировать его в поршень без нагрева и улучшает поступление масла в отличии от альтернативных и контрафактных производителей.
Контроль качества
На производстве ЦПГ введены системы наиболее современного и технологичного контроля качества, которыми не могут «похвастаться» альтернативные и контрафактные производители. На предприятии введена целая система контроля качества, которая позволяет выявить наиболее мелкие недостатки. Ключевым из них является зона ультразвукового контроля позволяющего детально контролировать качество поршня, в том числе контроль камеры сгорания и схватываемости нирезистовой вставки.
Именно современная и четкая система контроля позволила ОАО «КАМАЗ» совместно с «Federal Mogul Corporation» разработать наиболее совершенные и качественные детали цилиндро-поршневой группы и продолжать работу над их совершенствованием.
Испытания.
Ключевым аспектом в подтверждении высокого качества и технологичности ЦПГ КАМАЗ является регулярное проведение испытаний в Научно-техническом центе ОАО «КАМАЗ». Работоспособность оригинальных запчастей ежеквартально подтверждается испытаниями на двигателях КАМАЗ на специальных стендах и ежегодными ресурсными испытаниями на автомобилях КАМАЗ.
Не один альтернативный и контрафактный производитель ЦПГ не может позволить себе такие испытания, так как не обладает специализированными научно-техническими центрами, дорогостоящими испытательными стендами и средствами даже для провидения регулярных ресурсных испытаний по работе деталей на автомобиле КАМАЗ.
Стоит ли платить за такой риск, приобретая цилиндропоршневую группу сомнительного производства? Решение остаётся за Вами, но исследования проводимые ОАО «КАМАЗ» показывают то, что экономия от более низкой стоимости альтернативных и контрафактных ЦПГ приводит к гораздо большим затратам: сокращению ресурса двигателя, росту дополнительных простоев автомобиля, росту затрат на ремонт и повышенный расход масла.
Где приобрести оригинальные запчасти KAMAЗ.
Покупайте запасные части только у официальных дилеров ОАО «КАМАЗ». Дилерская и сервисная сеть ОАО «КАМАЗ» расположена на всей территории России. Официальные дилеры продают только оригинальные запчасти КАМАЗ — приобретая запасные части у наших дилеров, вы гарантировано, защищены от подделок.
Найти ближайшего к вам дилера вы можете здесь.
Как отличить оригинальные ЦПГ от альтернативных и контрафактных.
Все комплекты Цилиндропоршневой группы КАМАЗ продаются в фирменной упаковке с логотипом KAMAZ. Ознакомитесь с внешним видом упаковки запасных частей ЦПГ КАМАЗ и приобретайте ЦПГ только в данной упаковке:
Фирменная упаковка KAMAZ содержащей специальную этикетку с защитной наклейкой и надписью «Внимание! ОПЛЛОМБИРОВАННО!» — необходимый атрибут подлинника. Защитная наклейка позволяет контролировать несанкционированное вскрытие упаковки. Как только эту наклейку попытаются убрать с коробки, на ней проявляется надпись «ВСКРЫТО!», которую удалить невозможно.
Все запасные части, реализуемые ООО «АвтоЗапчасть КАМАЗ» содержат код ДЗЧ. Большинство альтернативных и контрафактных производителей заменяют этот номер на другой, для избегания юридической ответственности за производство поддельной продукции. Обратите внимание в нашем списке ЦПГ на код ДЗЧ необходимой Вам запасной части и не приобретайте запасную часть с иным кодом.
Детали цилиндропоршневой группы КАМАЗ для двигателей экологического класса ЕВРО-1 и 2 с ходом 120 мм входят в состав ремкомплектов 740.30-1000128-05 (с высоким поршнем 40-я группа, обозначение 7.12094А101-40, гильзой цилиндров К000918290 или 740.30-1002021, поршневым пальцем 12094-50972 или 740.30-1004020, комплектом поршневых колец 740.60-1000106-02) и 740.30-1000128-06 (с низким поршнем10-я группа, обозначение 7.12094А101-10).
Детали цилиндропоршневой группы КАМАЗ для двигателей экологического класса ЕВРО-2 и 3 с ходом 130 мм, входят в состав ремкомплектов 740.60-1000128-04 (с высоким поршнем 40-я группа, обозначение 7.12094-101-40, гильзой цилиндров К000919000 или 740.51-1002021, поршневым пальцем 12094-50971 или 740.70-1004020, комплектом поршневых колец 740.60-1000106-02) и 740.60-1000128-05 (с низким поршнем 10-я группа, обозначение 7.12094-101-10).
Обратите внимание на маркировку деталей ЦПГ КАМАЗ. На рис.1 представлено фото поршня, маркировка обозначения выполнена на днище ударным способом, при этом цифра 8 после запятой означает порядковый номер последнего изменения внесенного в конструкцию. Размерная группа поршня по высоте указана в нижней строке.
Размерная группа поршня по высоте указана в нижней строке.
Рисунок 1.Внешний вид поршня 12094А101-20 и его маркировка.
На рисунке 2 показана маркировка поршневых пальцев выполненная на торце деталей.
Рис. 2. Маркировка пальцев поршневых
На рисунке 3 приведена маркировка поршневых компрессионных и маслосъемного колец. Товарный знак предприятия изготовителя GOE 6 нанесен слева от замка. На компрессионных кольцах справа от замка нанесена маркировка ТОР, что означает верх. Торец кольца с такой маркировкой при установке на поршень должен располагаться со стороны днища.
Рисунок 3. Маркировка поршневых колец
Верхнее компрессионное кольцо
Второе компрессионное кольцо
Маслосъёмное кольцо
Второе компрессионное кольцо
Приобретайте только оригинальные запасные части Цилиндропоршневой группы КАМАЗ, это повысит надежность и эффективность работы Вашего автомобиля.
Внимание!
При замене ЦПГ предыдущего поколения на двигатели КАМАЗ, необходимо производить замену поршня, пальца и колец одновременно из нового комплекта ЦПГ, в независимости от величины износа отдельных деталей ЦПГ.
Установка старого пальца в новый поршень и наоборот приведет к дисбалансу работы ЦПГ КАМАЗ, последствиями которого станут серьезные разрушения цилиндропоршневой КАМАЗ и повлекут за собой дополнительный более дорогостоящий и длительный ремонт автомобиля.
Подсборка поршневой группы двигателя ЗМЗ-409, сборка поршней
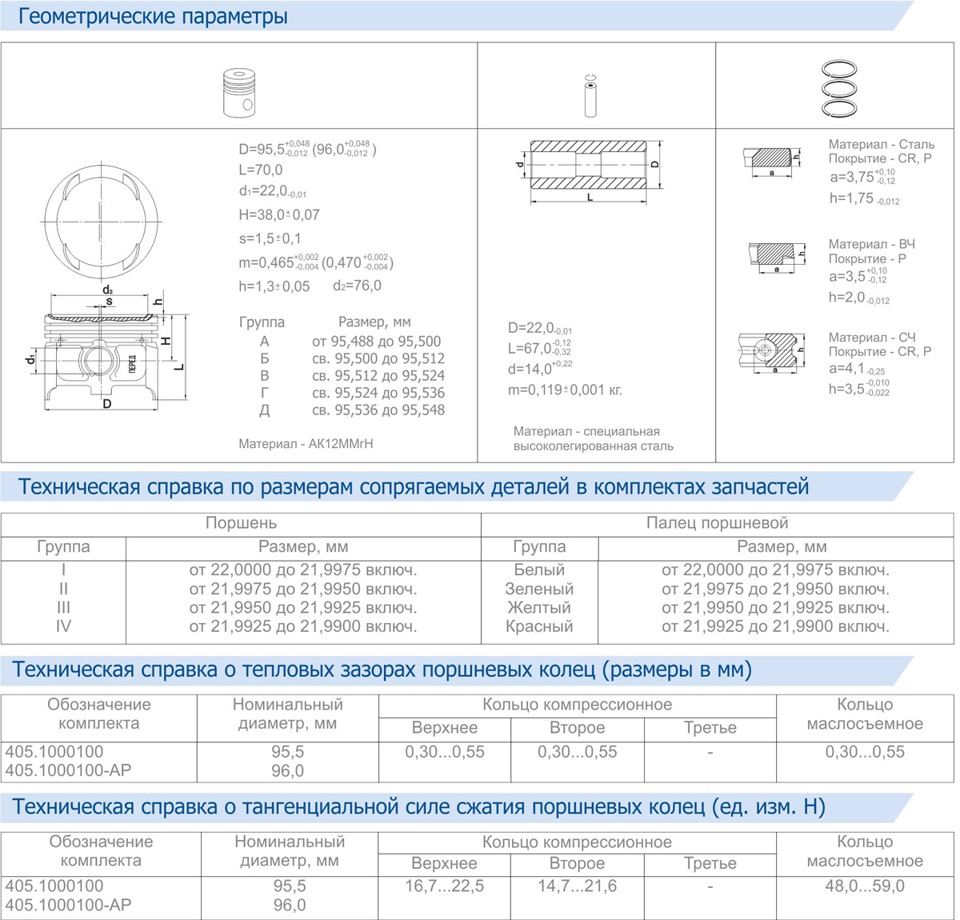
После ремонта и перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40906, сборка поршней с шатунами и пальцами, установка поршней в цилиндры.

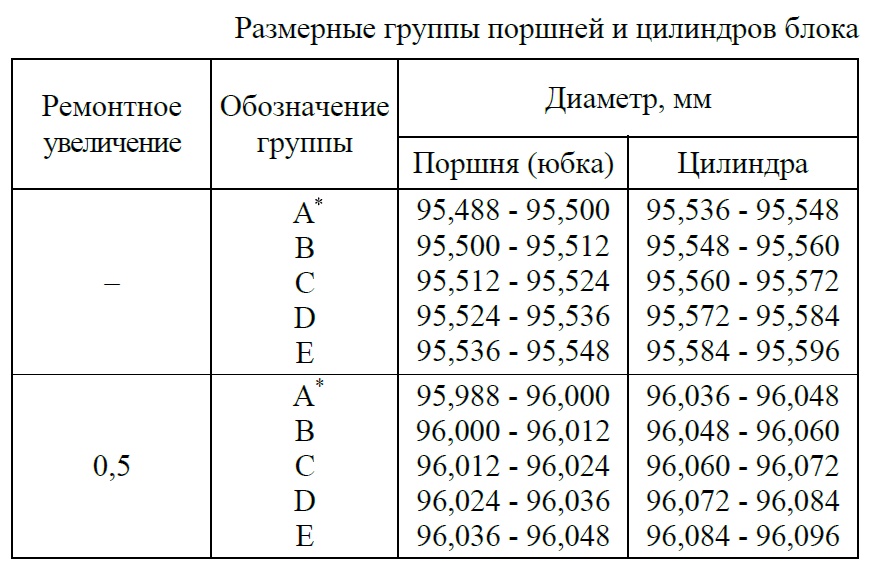
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
Размерные группы поршней и цилиндров блока двигателя ЗМЗ-40906.
* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Соответствие пальцев с разбивкой на 5 размерных групп поршням и шатунам двигателя ЗМЗ-40906.
Соответствие пальцев с разбивкой на 2 размерные группы поршням и шатунам двигателя ЗМЗ-40906.
Комплект поршневых колец на один двигатель ЗМЗ-40906.
Комплекты поршень и поршневой палец на двигатель ЗМЗ-40906.
Комплекты поршень, поршневой палец и поршневые кольца на двигатель ЗМЗ-40906.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки :
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
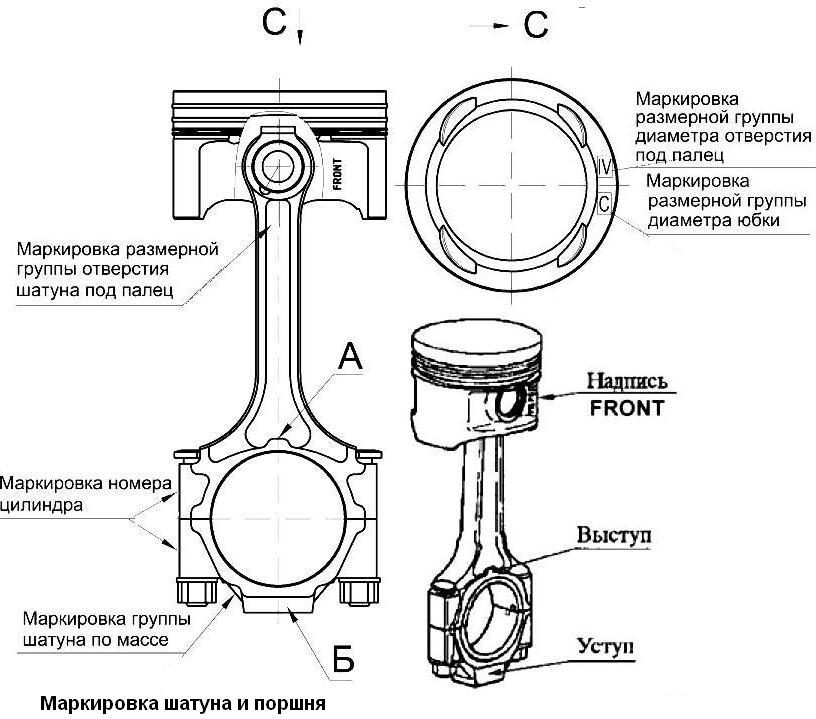
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом : надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Перед сборкой смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом : надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Маркировка шатуна и поршня для двигателя ЗМЗ-40906.
Проверить зазор в стыке поршневых колец, зазор между кольцом и канавкой и установить кольца на поршень. Замерить тепловой зазор в стыке колец, помещенных в верхнюю не изношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ), который должен быть не более 1,5 мм. Поверхность цилиндра предварительно очистить от нагара. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.
Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Похожие статьи:
- Перегрев двигателя ЗМЗ, основные причины, диагностика электрического вентилятора, проверка температурного датчика, реле, двигателя вентилятора, термостата, устранение неисправностей.
- Причины ускоренного износа двигателя ЗМЗ, несвоевременная замена и некачественное масло, влияние режимов эксплуатации автомобиля на скорость износа двигателя.
- Система вентиляции картера двигателя ЗМЗ-409051.10 и ЗМЗ-409052.10 на УАЗ Патриот, УАЗ Пикап и УАЗ Профи с автоматической коробкой передач Punch 6L50, устройство, принцип и режимы работы, схемы, обслуживание.
- Модернизированная система охлаждения двигателя ЗМЗ-409051.
 10 и ЗМЗ-409052.10 на УАЗ Патриот, УАЗ Пикап и УАЗ Профи с автоматической коробкой передач Punch 6L50, устройство, схемы, обслуживание.
10 и ЗМЗ-409052.10 на УАЗ Патриот, УАЗ Пикап и УАЗ Профи с автоматической коробкой передач Punch 6L50, устройство, схемы, обслуживание. - Система смазки двигателя ЗМЗ-409051.10 и ЗМЗ-409052.10 на УАЗ Патриот, УАЗ Пикап и УАЗ Профи с автоматической коробкой передач Punch 6L50, устройство, схемы, обслуживание.
- Привод распределительных валов и привод клапанов ЗМЗ-409051.10 и ЗМЗ-409052.10 в УАЗ Патриот, УАЗ Пикап и УАЗ Профи с автоматической коробкой передач Punch 6L50, устройство, размеры, допуски и зазоры.
| Код ДЗЧ: 740.50-1000128-02 |
Комплект в сборе |
|
|
Ремонтный комплект для двигателей КАМАЗ экологического класса ЕВРО- 2 с увеличенным ходом поршня 130 мм. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. | ||
| Код ДЗЧ: 740.61-1004015 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. Расстояние от оси отверстия поршневого пальца до днища максимальное, позволяет проводить подрезку и обеспечивать оптимальный зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
|
Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
|
Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
| 7406.1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
|
Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| К005260760 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Федерал Могул> Германия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде двухсторонней трапеции с внутренней выборкой на верхнем торце. На рабочую поверхность нанесено молибденовое покрытие с улучшенными характеристиками, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. | ||
| К005388691 |
Кольцо поршневое компрессионное нижнее |
|
|
Производства фирмы <Федерал Могул> Германия Изготовлено из серого специального чугуна, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. На рабочую поверхность нанесено хромовое покрытие, форма рабочей поверхности <минутная> с уклоном к нижнему торцу и рабочим пояском примыкающим к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза.. гарантирует 100% прилегание к гильзе цилиндров. | ||
| К035423690 |
Кольцо поршневое маслосъемное |
|
|
Производства фирмы <Федерал Могул> Германия Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца. | ||
| Код ДЗЧ: 740.50-1000128-03 |
Комплект в сборе |
|
|
Ремонтный комплект для двигателей КАМАЗ экологического класса ЕВРО- 2 с увеличенным ходом поршня 130 мм. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность выбора оптимального надпоршневого зазора за счет подрезки днища поршня. Работоспособность подтверждена длительными моторными испытаниями. | ||
| Код ДЗЧ: 740.61-1004015 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
7406. 1004020 1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
| Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| 26-120-35-10 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Бузулук> Чехия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. | ||
| Код ДЗЧ: 740.13-1004032 |
Кольцо поршневое компрессионное нижнее |
|
|
Изготовлено из серого специального чугуна, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. На рабочую поверхность нанесено хромовое покрытие, форма рабочей поверхности <минутная> с уклоном к нижнему торцу и рабочим пояском примыкающим к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза.. | ||
| Код ДЗЧ: 740.13-1004034-01 |
Кольцо поршневое маслосъемное |
|
|
Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца производства фирмы <ПРИМА> Польша. Расширитель с повышенной теплостойкостью. Специальная термообработка расширителя гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар. | ||
| Код ДЗЧ: 740.50-1000128-05 |
Комплект в сборе |
|
|
Ремонтный комплект для двигателей КАМАЗ экологического класса ЕВРО- 2 с увеличенным ходом поршня 130 мм. | ||
| Код ДЗЧ: 740.61-1004015 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. Расстояние от оси отверстия поршневого пальца до днища минимальное, позволяет не контролировать зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
| 7406.1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
| Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| 26-120-35-10 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Бузулук> Чехия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде двухсторонней трапеции с внутренней выборкой на верхнем торце. На рабочую поверхность нанесено молибденовое покрытие с улучшенными характеристиками, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. | ||
| Код ДЗЧ: 740.  13-1004032 13-1004032 |
Кольцо поршневое компрессионное нижнее |
|
|
Изготовлено из серого специального чугуна, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. На рабочую поверхность нанесено хромовое покрытие, форма рабочей поверхности <минутная> с уклоном к нижнему торцу и рабочим пояском примыкающим к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза. гарантирует 100% прилегание к гильзе цилиндров. | ||
| Код ДЗЧ: 740.13-1004034-01 |
Кольцо поршневое маслосъемное |
|
|
Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца производства фирмы <ПРИМА> Польша. | ||
| Код ДЗЧ: 740.60-1000128 |
Комплект в сборе |
|
|
Ремонтный комплект для двигателей КАМАЗ экологического класса ЕВРО- 3 с увеличенным ходом поршня 130 мм. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность выбора оптимального надпоршневого зазора за счет подрезки днища поршня. Расход масла на угар в сравнении с двигателями экологического класса НВРО-2 снижен в 2 раза. Работоспособность подтверждена длительными моторными испытаниями. | ||
| Код ДЗЧ: 740.  61-1004015 61-1004015 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. Расстояние от оси отверстия поршневого пальца до днища максимальное, позволяет проводить подрезку и обеспечивать оптимальный зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
| 7406.1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| К005596970 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Федерал Могул> Германия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде двухсторонней трапеции. На рабочую поверхность нанесено хромокерамическое покрытие повышенной в 2 раза износостойкости, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. | ||
| К005469690 |
Кольцо поршневое компрессионное нижнее |
|
|
Производства фирмы <Федерал Могул> Германия Изготовлено из серого специального чугуна, азотированное, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. Форма рабочей поверхности <минутная> с уклоном к нижнему торцу и острой кромкой примыкающий к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза.. гарантирует 100% прилегание к гильзе цилиндров. | ||
| К035469700 |
Кольцо поршневое маслосъемное |
|
|
Производства фирмы <Федерал Могул> Германия Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца. Расширитель с повышенной теплостойкостью гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар. | ||
| Код ДЗЧ: 740.60-1000128-03 |
Комплект в сборе |
|
|
Ремонтный комплект для двигателей КАМАЗ экологического класса ЕВРО- 3 с увеличенным ходом поршня 130 мм. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность установки в блок цилиндров без контроля надпоршневого зазора подрезки днища поршня. Расход масла на угар в сравнении с двигателями экологического класса EВРО-2 снижен в 2 раза. Работоспособность подтверждена моторными испытаниями. | ||
| Код ДЗЧ: 740.61-1004015 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. Расстояние от оси отверстия поршневого пальца до днища минимальное, позволяет устанавливать в гильзы без контроля зазора с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
| 7406.1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
| Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| К005596970 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Федерал Могул> Германия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде двухсторонней трапеции. На рабочую поверхность нанесено хромокерамическое покрытие повышенной в 2 раза износостойкости, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. | ||
| К005469690 |
Кольцо поршневое компрессионное нижнее |
|
|
Производства фирмы <Федерал Могул> Германия Изготовлено из серого специального чугуна, азотированное, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. Форма рабочей поверхности <минутная> с уклоном к нижнему торцу и острой кромкой примыкающий к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза.. гарантирует 100% прилегание к гильзе цилиндров. | ||
| К035469700 |
Кольцо поршневое маслосъемное |
|
|
Производства фирмы <Федерал Могул> Германия Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца. Расширитель с повышенной теплостойкостью гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар. | ||
| 820.52-1000128 |
Комплект в сборе |
|
|
Ремонтный комплект для газовых двигателей КАМАЗ экологического класса ЕВРО- 3 с увеличенным ходом поршня 130 мм. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность выбора оптимального надпоршневого зазора за счет подрезки днища поршня. Расход масла на угар в сравнении с двигателями экологического класса EВРО-2 снижен в 2 раза. Работоспособность подтверждена длительными моторными испытаниями. | ||
| 820.52-1004015-40 |
Поршень |
|
|
Изготовлен из специального алюминиевого сплава повышенной теплостойкости, канавка верхнего компрессионного кольца упрочнена вставкой из высоколегированного чугуна, боковая поверхность имеет оригинальную овально бочкообразную форму. Расстояние от оси отверстия поршневого пальца до днища максимальное, позволяет проводить подрезку и обеспечивать оптимальный зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания выполнена соосно с поршнем, цилиндрическая, увеличенного диаметра и глубины. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия. | ||
| Код ДЗЧ: 740.51-1002021 |
Гильза цилиндра |
|
|
Изготовлена из серого специального чугуна, легированного молибденом, фосфором и бором, не подвергается термообработке. На рабочую поверхность нанесена сетка чередующихся рисок и впадин определенной глубины с подобранным углом наклона, обеспечивающая оптимальную маслоёмкость для приработки поршневых колец. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130. | ||
| Код ДЗЧ: 740.1002024 |
Кольцо уплотнительное |
|
| Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров по нижнему направляющему поясу гильзы. | ||
| Код ДЗЧ: 740.1002031 |
Кольцо уплотнительное |
|
|
Из резиновой смеси стойкой к моторным масла и тосолу, обеспечивает надежное уплотнение полости охлаждения блока цилиндров под опорным буртом гильзы. | ||
| 7482.1004020 |
Палец |
|
|
Рабочая поверхность упрочнена цементацией, объёмная закалка обеспечивает улучшенную структуру сердцевины, высокую усталостную прочность и высокую стабильность формы и размеров. Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия по сравнению с пальцем примененным на двигателях ЕВРО-1, 2 и 3, это вызвано необходимостью обеспечить балансировку двигателя. | ||
| Код ДЗЧ: 740.1004022 |
Кольцо стопорное |
|
| Стальные гарантируют надежную фиксацию пальца в поршне. | ||
| К005596970 |
Кольцо поршневое компрессионное верхнее |
|
|
Производства фирмы <Федерал Могул> Германия. Изготовлено из высокопрочного чугуна, термоулучшенное, что гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде двухсторонней трапеции. На рабочую поверхность нанесено хромокерамическое покрытие повышенной в 2 раза износостойкости, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. | ||
| К005469690 |
Кольцо поршневое компрессионное нижнее |
|
|
Производства фирмы <Федерал Могул> Германия Изготовлено из серого специального чугуна, азотированное, гарантирует заданные упругие свойства на протяжении всего срока эксплуатации. Поперечное сечение в виде односторонней трапеции. Форма рабочей поверхности <минутная> с уклоном к нижнему торцу и острой кромкой примыкающий к нему, это улучшает маслосъёмные свойства кольца и позволяет наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза. гарантирует 100% прилегание к гильзе цилиндров. | ||
| К035469700 |
Кольцо поршневое маслосъемное |
|
|
Производства фирмы <Федерал Могул> Германия Коробчатого типа, уменьшенной до 4 мм высоты, что наряду с другими мероприятиями снизить расход масла на угар более чем в 2 раза изготовлено из серого специального чугуна с шлифованным пружинным расширителем, имеющим переменный шаг по периметру кольца. Расширитель с повышенной теплостойкостью гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар. | ||
 Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность выбора оптимального надпоршневого зазора за счет подрезки днища поршня.. Работоспособность подтверждена длительными моторными испытаниями.
Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность выбора оптимального надпоршневого зазора за счет подрезки днища поршня.. Работоспособность подтверждена длительными моторными испытаниями. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром блока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия.
В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром блока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130.
Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130.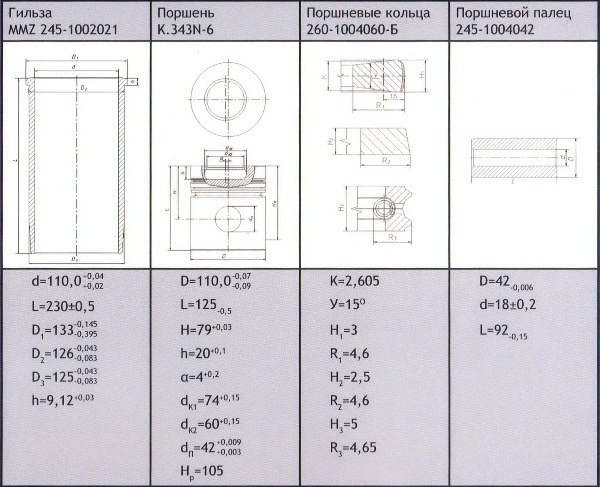 Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца.
Современные технологии обработки обеспечивают изготовление диаметра наружной поверхности с точностью в несколько микрон при очень высокой чистоте. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца.
 Расширитель с повышенной теплостойкостью. Специальная термообработка расширителя гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар.
Расширитель с повышенной теплостойкостью. Специальная термообработка расширителя гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар. Расстояние от оси отверстия поршневого пальца до днища максимальное, позволяет проводить подрезку и обеспечивать оптимальный зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия.
Расстояние от оси отверстия поршневого пальца до днища максимальное, позволяет проводить подрезку и обеспечивать оптимальный зазор с головкой блока цилиндров. Для исключения контакта с головкой цилиндров высота поршня уменьшена на 5 мм Расстояние от днища до нижнего торца канавки верхнего кольца уменьшено до 17 мм. Камера сгорания тороидальная с вытеснителем, увеличенного диаметра, смещена в сторону от выборок под клапаны на 5 мм. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия. Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130.
Финишная обработка выполнена на высокоточном оборудовании фирмы <НАГЕЛЬ> Германия, что позволяет отказаться от селективного подбора с поршнем по диаметру. Высота гильзы на 3 мм меньше высоты гильзы примененной на двигателях с ходом поршня 120 мм. Это необходимо для исключения контакта с шатуном. Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130. Поперечное сечение в виде двухсторонней трапеции с внутренней выборкой на верхнем торце. На рабочую поверхность нанесено молибденовое покрытие с улучшенными характеристиками, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров.
Поперечное сечение в виде двухсторонней трапеции с внутренней выборкой на верхнем торце. На рабочую поверхность нанесено молибденовое покрытие с улучшенными характеристиками, специальная притирка обеспечивает ей бочкообразную форму со смещением к нижнему торцу, что улучшает приработку и повышает ресурс работы гарантирует 100% прилегание к гильзе цилиндров. гарантирует 100% прилегание к гильзе цилиндров.
гарантирует 100% прилегание к гильзе цилиндров. Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность установки в блок цилиндров без контроля надпоршневого зазора. Работоспособность подтверждена моторными испытаниями.
Детали изготовлены по основному технологическому процессу, исключающему ремонтные размеры. Точность обработки исключает необходимость селективного подбора деталей. Обеспечивает возможность установки в блок цилиндров без контроля надпоршневого зазора. Работоспособность подтверждена моторными испытаниями. В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия.
В нижней части, на юбке выполнена выборка для исключения контакта с форсункой охлаждения и с противоположной стороны выборка для исключения возможного контакта с ребром ьлока цилиндров. Изготовлен на высокоточном оборудовании фирмы <ХЮЛЛЕР> Германия.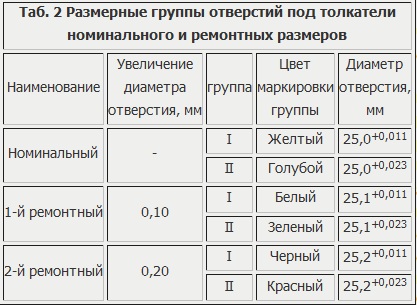 Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130.
Унифицирована для применения на всех моделях двигателей КАМАЗ размерностью 120х130. Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца.
Отличается уменьшенным диаметром отверстия, что вызвано необходимостью повысить жесткость пальца.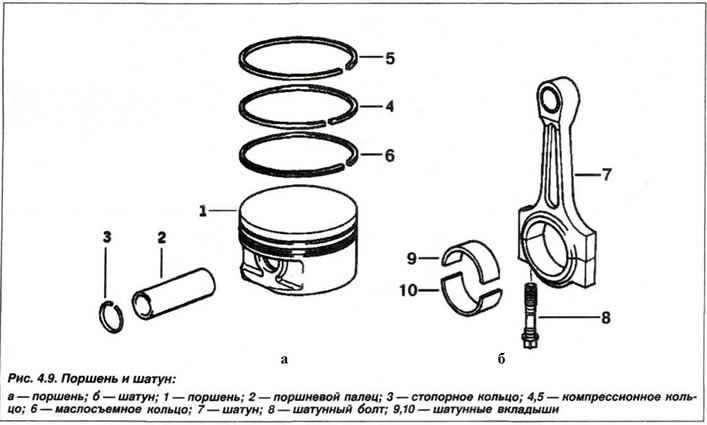 Расширитель с повышенной теплостойкостью. Специальная термообработка расширителя гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар.
Расширитель с повышенной теплостойкостью. Специальная термообработка расширителя гарантирует стабильную оптимальную упругость на протяжении всего ресурса работы. На рабочие пояски нанесено износостойкое хромовое покрытие. Высокая точность обработки кольца обеспечивает выполнение требований по расходу масла на угар.
Piston Group — Профиль компании Crunchbase и финансирование
Piston Group — Профиль компании Crunchbase и финансированиеPiston Group разработала собственные стандарты, процедуры и технологии.
- Industries
- Регионы штаб-квартиры Средний Запад США
- Дата основания 1995
- Учредители Винни Джонсон
- Текущее состояние Активен
- Телефонный номер (313) 541-8674
Мы имеем почти двадцатилетний опыт работы , а также бескомпромиссное стремление к построению ценностей, отношений и послужной список доказанного успеха.
И все начинается с нашего основателя Винни Джонсона. С 1995 года Piston Group превратилась из производителя небольших гофрированных поддонов в одну из ведущих американских компаний по сборке с добавленной стоимостью
. Сегодня мы занимаемся одними из самых сложных проектов в автомобильной промышленности, в том числе передовыми аккумуляторными системами для электрических и гибридных транспортных средств.
И хотя мы гордимся своей историей, мы никогда не жили прошлым. Мы постоянно смотрим в будущее. Именно поэтому мы по-прежнему растем, но все здание, и до сих пор работаем над каждый день, чтобы быть лучше, чем днем ранее.
ПодробнееПолучите максимум от Crunchbase
Условия использования | Политика конфиденциальности | Карта сайта | © 2021 Crunchbase Inc. Все права защищены. (0.1.11515 537)
Расположение штаб-квартиры
Количество сотрудников
Статус IPO
Веб-сайт
Рейтинг CB (Компания)
Общее количество приобретений
Общее количество текущих членов команды в Crunchbase
Описательное ключевое слово для организации (например,грамм. SaaS, Android, облачные вычисления, медицинское устройство)
Место расположения организации (например, область залива Сан-Франциско, Кремниевая долина)
Дата основания организации
Учредители организации
Операционный статус организации, например, Активный, закрытый
Независимо от того, является ли организация коммерческой или некоммерческой
Общий телефонный номер организации
Джо Финн из Piston Group берет на себя двойную руководящую роль
Джо Финн, генеральный директор подразделения Irvin Products поставщика Piston Group, также возьмет на себя руководство подразделением Detroit Thermal Systems компании Piston.
53-летний Финн вступает во владение немедленно. Бывший генеральный директор Detroit Thermal Systems Курт Холл, 62 года, ушел на пенсию в ноябре, сообщила Piston Group в среду.
Piston Group, базирующаяся в пригороде Детройта, контролируется бывшей звездой НБА Винни Джонсоном. Джонсон возглавил сделку по приобретению Ирвина у раздираемого скандалом японского поставщика подушек безопасности Takata Corp. в 2016 году за 175 миллионов долларов.
Irvin Products в первую очередь поставляет чехлы на сиденья, козырьки, подлокотники, консоли и специальные аксессуары.Detroit Thermal Systems поставляет системы и компоненты климат-контроля.
Оба активно работают с Ford, крупнейшим клиентом группы. Под руководством одного руководителя Detroit Thermal Systems получит выгоду от других взаимоотношений Ирвина с клиентами, такими как Fiat Chrysler, General Motors, Honda Motor Co. и Tesla.
Финн присоединился к Ирвину в 1985 году в отделе машиностроения и с тех пор занимает руководящие должности в области производства, разработки продукции, производства, закупок и качества.
«Мы взволнованы и уверены в способности [Джо] продолжать расти и развивать синергию между двумя компаниями, что в конечном итоге укрепит их позиции в качестве лидеров автомобильной промышленности», — говорится в заявлении Джонсона.
По данным Piston Group,Detroit Thermal и Irvin Products составили около трети годового дохода компании в прошлом году.
Помимо Irvin Automotive Products и Detroit Thermal Systems, другими компаниями в группе являются Piston Automotive и неавтомобильный бизнес Airea Inc.
В этом году в компанииPiston Group произошли и другие смены руководства. Гордон Фурнье был назначен финансовым директором и главным операционным директором поставщика в марте, а Уилберт Джеймс-старший, бывший президент Toyota Motor Manufacturing Kentucky, был назначен в совет директоров Piston в октябре.
Piston Group из Саутфилда, штат Мичиган, занимает 72-е место в списке Automotive News из 100 крупнейших мировых поставщиков с мировыми продажами автопроизводителям на сумму 2,85 миллиарда долларов в 2019 году.
Групповые билеты | Детройт Пистонс
Кларк Ровекамп, директор
Год создания: 2020
Любимый игрок Pistons за все время: Деррик Роуз
Что больше всего нравится в работе в групповых продажах: Возможность наблюдать за реакцией наших групп, когда они впервые участвуют в одной из игр.Это то, что никогда не устареет и является постоянным напоминанием о том, как нам повезло, что это наша работа.
Контакт: 313-771-5538
[email protected]
Брэндон Гебель, старший исполнительный директор
Год создания: 2015
Любимый игрок Pistons за все время: Билл Лэймбир
Что больше всего нравится в групповых продажах: Возможность знакомиться с новыми людьми и строить отношения, которые могут длиться годами.Мне также нравится видеть волнение и удовлетворение членов группы, когда они проводят с нами мероприятия.
Контакт: 313-771-7466
[email protected]
Пол Шрам, бухгалтер
Год создания: 2018
Любимый игрок Pistons за все время: Бен Уоллес
Что больше всего нравится в работе в группе продаж: Мне очень нравится возможность знакомиться с новыми людьми, строить долгосрочные отношения и создавать незабываемые впечатления для всех моих клиентов.
Контакт: 313-771-7628
[email protected]
Алвен Литтел, управляющий счет
Год создания: 2019
Любимый игрок Pistons за все время: Грант Хилл
Что больше всего нравится в работе в группе продаж: : Мне нравится иметь возможность сделать незабываемые впечатления для бесчисленных групп людей всех возрастов. Кроме того, больше всего мне доставляет возможность оказывать влияние на сообщество и строить прочные отношения с отдельными людьми посредством групповых продаж.
Контакт: 313-771-7437
[email protected]
Ким Бишер, управляющий счет
Год создания: 2014
Любимый игрок Pistons за все время: Чонси Биллапс
Что больше всего нравится в работе в групповых продажах: Мне нравится видеть улыбки и волнение на лицах членов моей группы, поскольку они получают потрясающий опыт в наших заведениях!
Обращаться: 313-771-7578
kbischer @ поршни.com
Скотт Тиммерман, бухгалтер
Год создания: 2018
Любимый игрок Pistons за все время: Чонси Биллапс
Что больше всего нравится в работе в групповых продажах: Креативность в создании увлекательного опыта для удовлетворения потребностей самых разных организаций, включая предприятия, церкви и школы.
Контакт: 313-771-7648
[email protected]
Кэлвин Александр, управляющий счет
Год создания: 2019
Любимый игрок «Пистонс» за всю историю: Ричард Гамильтон
Что больше всего нравится в работе в группе продаж: Мне нравится создавать воспоминания и впечатления от поклонников, которые работают для всех типов групп и сближают всех! Мне также нравится каждый день встречаться и общаться с новыми группами!
Обращаться: 313-771-7564
calexander1 @ поршни.com
Piston Group’s Irvin Products приобретает A. Lava & Son
PONTIAC, Мичиган — A. Lava & Son, поставщик покрытий для производителей матрасов, мебели и одежды, был приобретен Irvin Products, дочерней компанией Piston Group.
Приобретение расширяет присутствие Irvin Products на Среднем Западе и позволяет компании диверсифицироваться в категории товаров для дома и матрасов.
«А.Опыт Lava и отраслевые отношения в сочетании с объемом потребителей, производственными мощностями и инвестиционными возможностями Ирвина позволят нам и дальше диверсифицировать и увеличивать доходы за пределами автомобильной отрасли и извлекать выгоду из растущих рыночных возможностей в сегменте постельных принадлежностей », — сказал Винни Джонсон, основатель Piston Group. председатель и генеральный директор. «А. Сильная репутация Lava на рынке постельных принадлежностей дополняет то, что мы создали и выросли в Irvin Products с тех пор, как Piston Group приобрела их в 2016 году ».
Чикаго A.Lava & Son была основана в 1917 году, была семейным бизнесом и производила свои обложки в США. До приобретения компания была совместным партнером с поставщиком тиков Culp Inc. на фабрике по кройке и шитью на Гаити. Ранее на этой неделе Culp объявила, что полностью взяла на себя эту операцию.
Piston Group включает в себя Piston Automotive, Irvin Products, Detroit Thermal Systems и AIREA, студию офисного дизайна и продавца мебели.Компания проектирует, проектирует, собирает и производит автомобильные детали и системы. Основанная в 1996 году Джонсоном, бывшим сотрудником Detroit Piston, Piston Group является одним из крупнейших частных поставщиков автомобилей в Северной Америке, принадлежащим меньшинствам.
Сегодня в Piston Group работает около 10 000 человек в более чем 20 офисах по всей Северной Америке. В прошлом году выручка компании составила 2,9 миллиарда долларов.
Сортировать по: актуальность —
Дата
J.Wagner GmbH Плимут, Миннесота 55447
46394–63 674 долларов в год
Аэро Сити Группа Хейворд, Калифорния140 000 долларов в год
| Будьте первым, кто увидит новые рабочие места поршневой группыСоздавая оповещение о вакансиях, вы соглашаетесь с нашими Условиями. Вы можете изменить настройки своего согласия в любое время, отказавшись от подписки или как указано в наших условиях. |
Сертификаты и награды | Поршневой автомобильный
Мы — компания группы поршней
Crain’s Detroit Business
- Пост 50; Самые быстрорастущие компании по совокупному рейтингу роста выручки
- Крупнейший бизнес, принадлежащий меньшинству, по выручке
- Private 200 Рейтинг по доходам
Группы по защите разнообразия
- Ежегодная конференция MMSDC, пригласительный ужин и праздничный ужин (спонсор)
- NAACP: Ежегодный гольф-выезд, Награда за изображение, Ежегодный ужин при вручении премии «Борьба за свободу»
- MHCC: Ежегодный выход в гольф и ежегодный гала-концерт Fiesta Hispana
- Глобальный автомобильный саммит Rainbow Push Coalition
- NMSDC: Ежегодная конференция
Сертификаты разнообразия
- Совет по развитию поставщиков меньшинств штата Мичиган
- Совет по развитию поставщиков меньшинств трех штатов (Луисвилл, взаимная сертификация)
- Совет по развитию поставщиков из числа меньшинств Средних Штатов (Северный Канзас-Сити, взаимная сертификация)
Fiat Chrysler Automotive
- Премия FCA «Поставщик года в США», 2015 г. — Качественное шасси
Ford Motor Company
- Премия Ford Silver World Excellence за 2009 и 2010 годы
General Motors
- Премия GM Supplier Quality Excellence Award 2015
- Премия GM Supplier Quality Excellence Award 2014
- Поставщик 2008 года для GM (поршневые модули)
Inc.Внутренний город 100
- 2006 № 2 Всего
- 2005 # 5 Всего
MMSDC
- Поставщик года 2010 MMSDC (класс IV)
OEM партнерство
- Поставщик согласованной бизнес-концепции Ford и совместной технологической платформы
- Совет поставщиков General Motors Mentored — член
- Консультативный совет поставщиков Chrysler — член
Качество и сертификаты клиентов
- ISO 14001: 2015
- IATF 16949: 2016
- Утверждено Ford Q1 (все сайты, поддерживающие Ford Motor Company)
Piston Group’s Irvin Products приобретает A.Лава и сын
ДЕТРОЙТ, 2 февраля 2021 г. / PRNewswire / — Irvin Products, a дочерняя компания Piston Group, созданная детройтским бизнесменом и легендой НБА Винни Джонсон объявил сегодня приобретение чикагской компании A. Lava & Son, ведущий поставщик обложек в Северной Америке рынок матрасов. A. Lava, основанная в 1917 году, была семейный бизнес и является крупнейшим производителем чехлов с надписью «Сделано в США», поддерживающим постельные принадлежности. промышленность.
Это приобретение расширит присутствие Irvin Product на Среднего Запада и дальнейшая диверсификация растущего списка компании рынков, продуктов и конечных потребителей.А. Лава имеет сильную репутация в отрасли за их основанный на решениях подход и способности чтобы соответствовать и превосходить потребности динамичного рынка постельных принадлежностей.
«Опыт A. Lava и отраслевые отношения в сочетании с Потребительский объем, емкость и инвестиционные возможности Ирвина будут позиционируют нас для дальнейшей диверсификации и увеличения доходов за пределами автомобилестроение и воспользоваться расширяющимися рыночными возможностями сегменте постельных принадлежностей «, — сказал основатель, председатель и главный исполнительный директор Piston Group. Винни Джонсон.»А. Лава сильная репутация на рынке постельных принадлежностей дополняет то, что мы создали и выращены в Irvin Products с тех пор, как Piston Group приобрела их в 2016. «
Piston Group , в состав которой входит Piston Automotive, Irvin Продукты, Detroit Thermal Systems и AIREA со штаб-квартирой в г. Саутфилд, Мичиган. Это проектирует, проектирует, собирает и производит широкий спектр автомобильные запчасти и системы. AIREA — это офисный дизайн студия и продавец мебели. Piston Group была основана в 1996 году. отраслевым магнатом и бывшим чемпионом НБА Винни Джонсоном, и является одним из крупнейших частные поставщики автомобилей в Северной Америке, принадлежащие меньшинствам.
Сегодня в Piston Group работает около 10 000 человек, в более чем 20 локации по всей Северной Америке. В прошлом году фирма разместила выручка 2,9 миллиарда долларов. Посещение www.pistongroup.com для получения дополнительной информации.
Просмотреть исходный контент для загрузки мультимедиа: http: //www.