Головка блока цилиндров
15.11.2013 #Головка блока цилиндров # Головка блока # ГБЦ # Блок цилиндров
Головка блока цилиндровИзучая строение двигателя автомобиля, нельзя не упомянуть о таком важном конструктивном элементе, как головка блока цилиндров или ГБК. Головка, производимая из легированного чугуна или сплавов алюминия, выполняет важную защитную функцию, так как обеспечивает плотное закрытие блока цилиндров, препятствуя подтекам масла и жидкости.
Одним из основных составных элементов двигателя является головка блока цилиндров (ГБЦ), которая представляет собой крышку, закрывающую блок цилиндров.
Конструкция ГБК
Обычно головку блока цилиндров производят из алюминиевых сплавов или легированного чугуна. Чтобы снять остаточное напряжение, после отливки ГБЦ искусственно подвергается старению по специальной технологии.
Если двигатель автомобиля однорядный, предусматривается установка одной общей головки блока цилиндров. В V-образных двигателях каждый ряд цилиндров имеет отдельную ГБЦ. Для того чтобы обеспечить надежное соединение головки с блоком цилиндров, нижняя плоскость выполняется более широкой, а также используются специальные прокладки для уплотнения места соединения.
Для монтажа ГБЦ применяются специальные шпильки и болты крепления головки. Монтаж головки блока цилиндров производится в каждом отдельном случае по четкой методике в зависимости от рекомендаций производителя. Болты крепления ГБЦ должны затягиваться в строгой последовательности с определенной силой с использованием динамометрического ключа.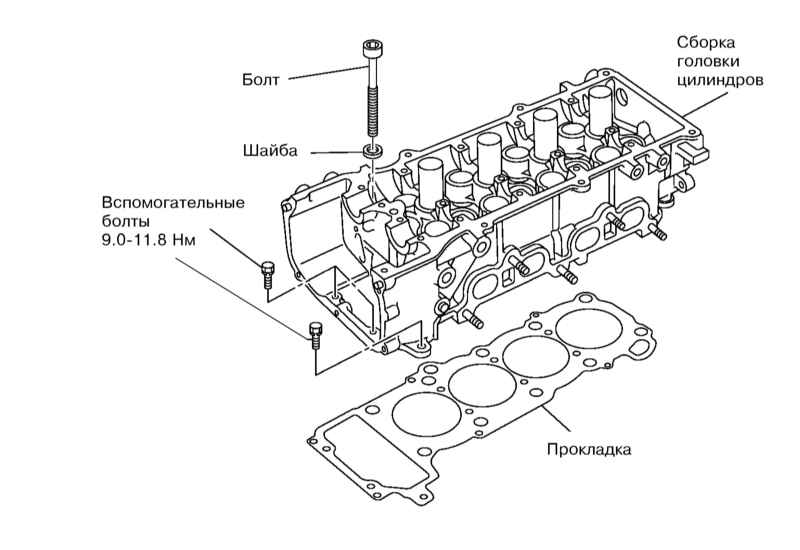
ГБЦ может иметь нижнее и верхнее расположение клапанов. В первом случае конструкция получается более простой.
Устройство и функции ГБЦ
Перечислив основные конструктивные элементы ГБЦ, сразу же можно понять, в чем состоят основные функции головки блока:
— Крышка ГБЦ играет защитную роль. Уплотнение крышки достигается благодаря использованию резиновой прокладки.
— Прокладка ГБЦ, отвечающая за надежное уплотнение в том месте, где головка прилегает к блоку цилиндров, заменяется во время каждого обслуживания и ремонта.
— В передней части головки располагается полость, предназначенная для натяжителя цепи, а также привода распределительного вала.
— В корпусе ГБЦ имеются резьбовые отверстия, предназначенные для форсунок или свечей зажигания.
— Камера сгорания.
— Участок для газораспределительного механизма.

— Корпус ГБЦ имеет участок для размещения впускного и выпускного коллекторов.
При изготовлении головки блока цилиндров в нее монтируют специальные седла и направляющие втулки клапанов. Чтобы достичь максимально надежного соединения, холодные детали устанавливаются в горячий корпус.
Обслуживание ГБЦ
Каждый водитель должен следить за тем, чтобы место соединения головки с блоком цилиндров оставалось максимально плотным, чтобы избежать подтеков масла и охлаждающей жидкости. Также важно избегать перегрева двигателя, чтобы головку не повело.
Ремонт ГБЦ может производиться как без ее непосредственного снятия, так и со снятием, что зависит от масштаба производимых работ. Ремонт и обслуживание головки блока цилиндров должен осуществляться только профессионалами в строгом соответствии с рекомендациями производителя.
Другие статьи
#Планка генератора
Планка генератора: фиксация и регулировка генератора автомобиля
14. 09.2022 | Статьи о запасных частях
09.2022 | Статьи о запасных частях
В автомобилях, тракторах, автобусах и иной технике электрические генераторы монтируются к двигателю посредством кронштейна и натяжной планки, обеспечивающей регулировку натяжения ремня. О планках генератора, их существующих типах и конструкции, а также выборе и замене этих деталей — читайте в статье.
#Переходник для компрессора
Переходник для компрессора: надежные соединения пневмосистем
31.08.2022 | Статьи о запасных частях
Даже простая пневматическая система содержит несколько соединительных деталей — фитингов, или переходников для компрессора. О том, что такое переходник для компрессора, каких типов он бывает, зачем необходим и как устроен, а также о верном подборе фитингов для той или иной системы — читайте в статье.
#Стойка стабилизатора Nissan
Стойка стабилизатора Nissan: основа поперечной устойчивости «японцев»
22.06.2022 | Статьи о запасных частях
Ходовая часть многих японских автомобилей Nissan оснащается стабилизатором поперечной устойчивости раздельного типа, соединенным с деталями подвески двумя отдельными стойками (тягами).
#Ремень приводной клиновой
Ремень приводной клиновой: надежный привод агрегатов и оборудования
15.06.2022 | Статьи о запасных частях
Для привода агрегатов двигателя и в трансмиссиях различного оборудования широко применяются передачи на основе резиновых клиновых ремней. Все о приводных клиновых ремнях, их существующих типах, особенностях конструкции и характеристиках, а также о правильном выборе и замене ремней — читайте в статье.
Вернуться к списку статей
Головка блока цилиндров: назначение и принцип работы — Autodromo
Содержание
Головка блока цилиндров ДВС
Такую деталь, как головку блока цилиндров (ГБЦ), без сомнения, можно назвать одним из самых важных узлов в двигателе. ГБЦ является неотъемлемой частью блока цилиндров, хотя и составной.
Составляющие ГБЦ
Так как такая деталь, как ГБЦ является сборной, поэтому необходимо выяснить какими составляющими комплектуется головка блока цилиндров двигателя.
Устройство ГБЦ достаточно простое только на первый взгляд. Она состоит из клапанов газораспределения (впускные и выпускные клапана), свечей зажигания или же форсунок (применимо к дизельным агрегатам) и блока камер сгорания горючей смеси.
Итак, головка блока цилиндров — это сложный механизм, в который запрессованы седла клапанов и направляющие втулки. Следует отметить, что оси седел клапанов и втулок должны строго совпадать друг с другом, в противном случае сложный кривошипно-шатунный механизм может выйти из строя.
Принцип работы и предназначение ГБЦ
Головка двигателя и блок цилиндров соединяются между собой огнеупорной сталеасбестовой прокладкой, которая предотвращает выход газов и потерю компрессии. Кстати, потеря компрессии, которая может возникать в результате потери плотности прокладки, приводит к потере мощности двигателя или вообще, к остановке двигателя. Ведь та энергия, за счет которой движется автомобиль, создается путем сжатия топливной смеси (дизельные моторы) или же путем сжатия и горения топливной смеси (бензиновые моторы).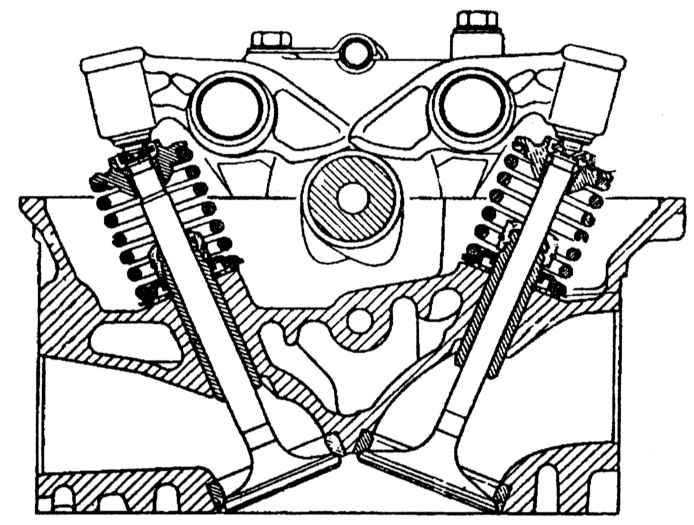
Такой сложный механизм, как ГБЦ, и является плотной крышкой, в которой, в принципе и располагаются свечи зажигания или же система впрыска дизельного топлива, то есть форсунки. Крышка головки блока цилиндров дополняет собой сложную кривошипно-шатунную систему, а также служит надежной гарантией компрессионности двигателя.
Процессы, происходящие в блоке цилиндров
В блоке цилиндров форма камеры сгорания оказывает первостепенное влияние на такие процессы, как смесеобразование и процесс сгорания горючей смеси. Между прочим, процесс смесеобразования должен быть отрегулирован по возможности, идеально. Добиться подобной регулировки довольно просто получится только на исправном автомобиле при наличии определенных навыков.
Смесеобразование приводится в норму с помощью регулировочных винтов, которые расположены в корпусе карбюратора. Автомобили, оснащенные дизельными моторами или бензиновыми двигателями инжекторного типа, в ручной регулировке смесеобразования не нуждаются.
Головка с блоком цилиндров соединяется с помощью шпилек, реже болтов, причем затягиваться они должны только в строгой последовательности и с равномерными поворотами гаечного ключа. Несоблюдение этой последовательности приводит к выходу из строя дорогостоящей головки.
Техническое обслуживание ГБЦ и блока цилиндров
Своевременное обслуживание головки блока цилиндров заключается в наблюдении за ее состоянием. Из-под прокладки не должно проступать никаких масляных подтеков. Следите за этим, так как масляные подтеки или нехарактерный выпуск газов из камеры сгорания свидетельствуют о негерметичности прокладки между головкой и блоком цилиндров.
При таком раскладе прокладку необходимо будет немедленно заменить.
Своевременный уход за ГБЦ, заключающийся в периодической подтяжке крепежных гаек, сезонной чистке клапанов от нагара приведет к тому, что ваш автомобиль будет работать, как «продать часы». Перебоев возникать не будет, тем более серьезных поломок.
Если у вас корейский автомобиль, то загляните на сайт motor-dji. ru. Вас порадуют низкие цены на запчасти портер и к другим автомобилям. Компания «Мотор-джи» занимается прямыми поставками и продажей запасных частей для корейских автомобилей в России.
ru. Вас порадуют низкие цены на запчасти портер и к другим автомобилям. Компания «Мотор-джи» занимается прямыми поставками и продажей запасных частей для корейских автомобилей в России.
Головка блока цилиндров двигателя: материалы и характеристики
В этой статье речь пойдет о зад . Ключевой элемент для правильного функционирования двигателя, чьи характеристик
Почти все двигатели с водяным охлаждением оснащены отдельной головкой блока цилиндров . Соединяется с блоком с помощью подходящих винтов. Они обеспечивают соединение и предотвращают деформации из-за воздействия тепла и давления. Кроме того, головка блока цилиндров также крепится усиленной асбестовой прокладкой, предотвращающей утечку компрессионного газа, масла и охлаждающей жидкости.
Содержание
- 1 Материалы головки блока цилиндров
- 2 Материалы прокладок головки блока цилиндров
- 3 Характеристики головки цилиндров
- 3.1 Термостойкость
- 3.2 Теплопроводность
- 3.3 Твердость
- 3.4 Низкая пористость материалов головки цилиндров
- 3.5 Специфическая конструкция головки цилиндров
- 3.6 Производительность
МАТЕРИАЛА ЗАМЕРЕНИЯ
В пассажирских автомобилях. чугун с другими материалами, которые добавляют характеристики сопротивления, жесткости и теплопроводности. То есть железо и углерод дают начало стали. Однако в настоящее время наблюдается большая тенденция к выбору сплавов алюминий внутри головки блока цилиндров доступны материалы для сочетания легкости с высокой степенью теплопроводности.
Материалы , из которых состоит легкий сплав , используемый для изготовления головок цилиндров, обычно представляют собой кремний, магний или медь, добавленные к алюминию .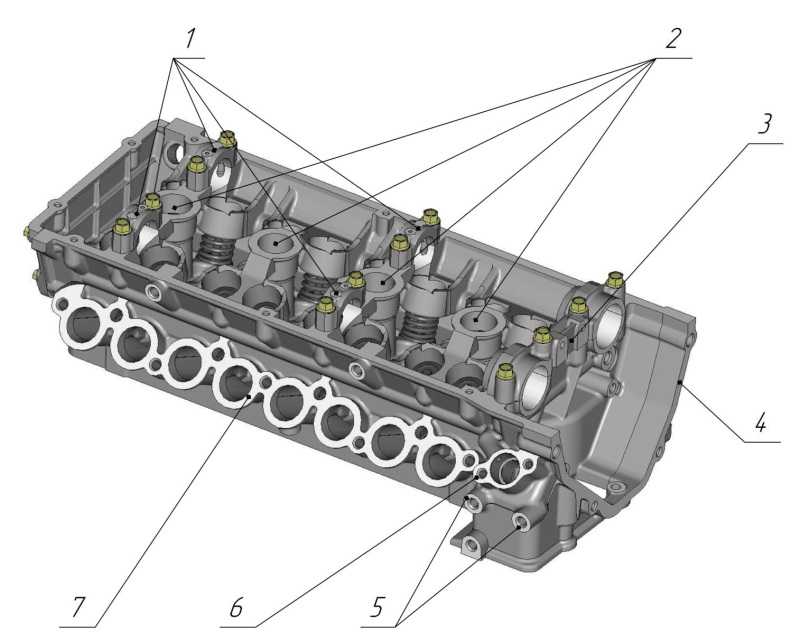 В противном случае алюминий сам по себе был бы слишком ковким и хрупким для изготовления головок цилиндров или блоков цилиндров.
В противном случае алюминий сам по себе был бы слишком ковким и хрупким для изготовления головок цилиндров или блоков цилиндров.
Подпишитесь на наш канал Youtube
алюминиевый сплав очень хорошо проводит температуру и имеет очень низкую тепловую инерцию . То есть он очень быстро нагревается и так же быстро остывает. Эта характеристика очень желательна, так как она гарантирует, что теплота сгорания быстро отводится наружу, избегая образования горячих точек, которые могут вызвать возгорание. детонация.
С головками блока цилиндров этого типа степень сжатия, чтобы улучшить тепловой КПД двигателя. Что-то существенное для снижения потребления и, следовательно, выбросов современных двигателей.
Алюминий широко используется во многих частях автомобилей Не только на двигателе. Например, сплав 6111 алюминий (магний и кремний) и сплав 2008 алюминий (медь) широко используются для кузовных работ.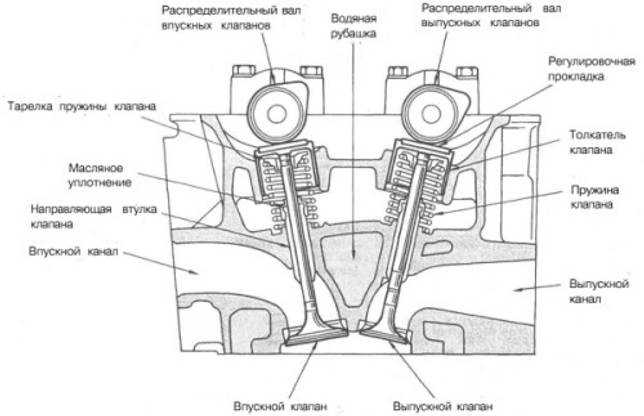
Материалы прокладки головки блока цилиндров
Что касается материалов прокладки головки блока цилиндров, они также должны соответствовать ряду очень важных требований по предотвращению утечек. Его материалы зависят от того, является ли это мягкой или твердой прокладкой головки блока цилиндров.
- Наши мягкие прокладки ГБЦ Изготавливаются из безасбестового картона (без асбеста), целлюлозного картона с нитриловым каучуком, пробкового агломерата с нитриловым каучуком (только для старых двигателей) и эластомеров, таких как нитрилы, полиакрил, силикон и т. д.
- Наши твердые прокладки головки блока цилиндров Они состоят из металлических листов стали с оловянным, хромированным или медным покрытием, которые подвергаются термообработке, обеспечивающей закалку или эластичность в соответствии с потребностями головки блока цилиндров. У них также есть графитовые листы и безасбестовые (безасбестовые) материалы.

Особенности головки блока цилиндров
Как и при изготовлении блока цилиндров, головка блока цилиндров должна изготавливаться с максимальной точностью. Отсюда исправление поврежденной ГБЦ Это такая дорогая и сложная операция. В дополнение к этому головка блока цилиндров должна иметь следующие характеристики:
ТермостойкостьГоловка блока цилиндров двигателя должна выдерживать высокие температуры потому что в ней находятся камеры сгорания. Головки цилиндров из чугуна обладают большей устойчивостью к нагреву, но хуже его рассеивают.
Изготовленные из алюминиевого сплава меньше сопротивляются температуре, но позволяют ей рассеиваться намного быстрее. Они также должны иметь большую стойкость к тепловому удару , то есть к очень резким перепадам температуры.
Теплопроводность Головки цилиндров должны хорошо проводить тепло, чтобы система охлаждения могла отводить тепло, выделяемое в камерах сгорания.
Твердость
Головки блока цилиндров отлиты или изготовлены из стойкого алюминиевого сплава.0005 подходящая твердость для сопротивления высокому давлению.
Кроме того, когда они изготовлены из алюминиевого сплава, они подвергаются процессу старения , также называемому дисперсионным твердением, который включает нагревание сплава в течение нескольких часов.
Низкая пористость материалов головки блока цилиндровПри затвердевании металла, из которого изготовлена головка блока цилиндров, улавливают мелкие пузырьки газа . что приводит к пористости. Нежелательный эффект , чтобы эта важная часть двигателя имела необходимое качество для своей работы.
Внутри находится пар, воздух или сгоревшая смазка. Хотя также пористость может возникнуть из-за отсутствия давления в процессе или просто из-за сжатия металла при его охлаждении и переходе из жидкого состояния в твердое. Все эти проблемы устранены или сведены к минимуму при производстве современных головок цилиндров или блоков цилиндров. Благодаря чему они получают более высокие сопротивления в современных двигателях.
Все эти проблемы устранены или сведены к минимуму при производстве современных головок цилиндров или блоков цилиндров. Благодаря чему они получают более высокие сопротивления в современных двигателях.
Головки блока цилиндров имеют особую форму для каждого двигателя, так как они содержат много компонентов. К ним относятся: приводной ремень ГРМ или цепь, его натяжитель, свечи или форсунки системы зажигания, клапаны и их направляющие, втулки, шайбы, рычаги, корпуса, распределительные валы и т. д.
Кроме того, Имеют очень важные отверстия для двигатель как есть, маслопроводы и антифриз, камеры сгорания или седла клапанов и отверстия для болтов к блоку двигателя. 9. В противном случае двигатель не будет работать должным образом.
Примером этого является то, что если головка блока цилиндров должна быть исправлена, ее производители указывают максимальные уровни допуска в каждом измерении, которое измеряется в очень малых долях миллиметра .
Изображения – h080, Натаниэль Бертон, LC Нёттаасен, Мирко Юнге, CORE-Materials
Содержание статьи соответствует нашим принципам редакционной этики. Чтобы сообщить об ошибке, нажмите здесь!.
рекомендуемая модель
Сколько стоит твоя машина?
Хотите узнать, сколько стоит ваша машина? Вы думаете продать его? Мы бесплатно оценим ваш автомобиль и, если вы заинтересованы, мы также купим его для вас.
БЕСПЛАТНАЯ оценка автомобиляОценка и продажа автомобиля
Это может вас заинтересовать
Процесс литья головки блока цилиндровMast Motorsports
| Практическое руководство — двигатель и трансмиссия
В средневековье, известном некоторым как 80-е, требовалось в два раза больше усилий, чтобы получить вдвое меньше лошадиных сил. Выплата за выворачивание шеек на рукоятке Chevy 400, опускание его в блок 350 и выбивание железных опилок из ветхой головки блока цилиндров составила целых 383 кубических дюйма и 425 лошадиных сил. Ура! С такими жалкими цифрами просто чудо, что наши старейшины-хотроды не сдались. Напротив, простая замена мягкого кулачка и комплекта длинных труб практически на любом маленьком блоке LS в наши дни дает 450 с лишним лошадиных сил. Все дело в воздушном потоке, детка, и современные головки цилиндров становятся все лучше.
Ура! С такими жалкими цифрами просто чудо, что наши старейшины-хотроды не сдались. Напротив, простая замена мягкого кулачка и комплекта длинных труб практически на любом маленьком блоке LS в наши дни дает 450 с лишним лошадиных сил. Все дело в воздушном потоке, детка, и современные головки цилиндров становятся все лучше.
Перенесемся в 2017 год, когда количество высококачественных головок цилиндров вторичного рынка всего на одной странице каталога Summit превышает общее количество средненьких отливок головок в мире в 1987 году. количество позволяет легко потерять перспективу. Несмотря на то, что в наши дни получить дополнительные 200 л.с. так просто, создание головки блока цилиндров премиум-класса с нуля по-прежнему требует огромных усилий.
Чтобы проверить реальность, мы потратили два полных дня на литейный и механический цехи Mast Motorsports в Мичигане. Во многом основные принципы производства металлических отливок из песчаных форм не изменились за тысячи лет. Хотя программное обеспечение САПР и станки с ЧПУ могут помочь оптимизировать процесс, изготовление каждой головки блока цилиндров по-прежнему требует выполнения десятков операций вручную. По счастливой случайности, наш визит произошел как раз в тот момент, когда с конвейера сошла первая серийная партия совершенно новых головок цилиндров Mast STR8 Jacket и отливок прототипа Gen V LT1.
Хотя программное обеспечение САПР и станки с ЧПУ могут помочь оптимизировать процесс, изготовление каждой головки блока цилиндров по-прежнему требует выполнения десятков операций вручную. По счастливой случайности, наш визит произошел как раз в тот момент, когда с конвейера сошла первая серийная партия совершенно новых головок цилиндров Mast STR8 Jacket и отливок прототипа Gen V LT1.
Человек и машина
Когда речь идет о производстве головок цилиндров, термин «серийное производство» является относительным термином, который в лучшем случае является чрезмерным упрощением. Прежде чем первая отливка новой линейки головок цилиндров сможет запустить литейный цех, инженеры должны выяснить, как преобразовать электроны в CAD-проекте в точно отточенный кусок алюминия, улучшающий сгорание. Это включает в себя проектирование песчаных форм, моделей, инструментов и стержней для определения как внешних размеров, так и внутренних полостей каждой головки. Точный контроль за тем, как жидкий алюминий заливается в форму и остывает обратно в твердое состояние, необходим для минимизации пористости./4.gif)
После извлечения сырой отливки из песчаной формы ее необходимо очистить, вырезать и подвергнуть термообработке перед тем, как отправить на производственную линию. Даже на этом этапе отливка лишь чем-то напоминает готовую ГБЦ. Без ведома большинства хот-роддеров, станки с ЧПУ не просто вырезают порты и камеры сгорания. Им также поручено выполнять основные, но гораздо более важные функции, такие как сверление отверстий под болты, обработка сложных деталей под клапанной крышкой и вырезание внешней оболочки головки цилиндров.
Но подождите, это еще не все. Седла клапанов, пружинные гильзы и направляющие клапанов устанавливаются, обрезаются и шлифуются перед сборкой компонентов клапанного механизма на каждой отливке головки. На протяжении всего процесса — от проектирования в САПР до литья, механической обработки и окончательной сборки — головка блока цилиндров проходит через руки многих квалифицированных техников. Работа с тяжелым оборудованием в фабричных условиях, которые не так удобны, как типичная офисная кабина, является частью должностной инструкции.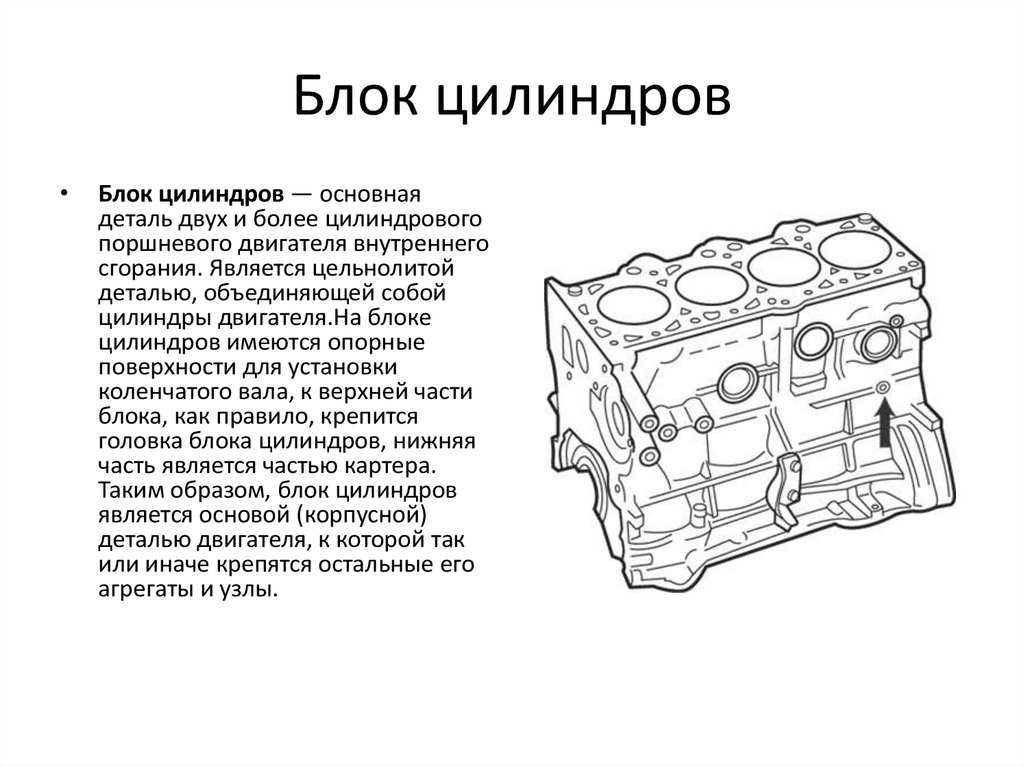 Сложите все это вместе, и получение безумного количества кубических футов в минуту за сумму в долларах, которая меньше, чем средний возврат налога, является абсолютной сделкой.
Сложите все это вместе, и получение безумного количества кубических футов в минуту за сумму в долларах, которая меньше, чем средний возврат налога, является абсолютной сделкой.
Интегрированное производство
В гравировке логотипа вашей компании на головке блока цилиндров, изготовленной за рубежом, нет ничего нового. Это простой способ войти в производственный бизнес, фактически не занимаясь производственным бизнесом, но такой вялый подход к качеству продукции не очень нравится сегодняшним разборчивым потребителям. Чтобы создать бренд, синоним головок цилиндров и впускных коллекторов высшего уровня, компания Mast Motorsports не пошла по легкому пути. С самого начала компания намеревалась разрабатывать и производить собственные детали прямо здесь, в США.
Компания Mast не стесняется того, что сотрудничает со сторонними поставщиками для помощи в процессе литья. Тем не менее, его отношения с Non-Ferrous Cast Alloys (Norton Shores, MI) намного приятнее, чем типичная динамика клиент-поставщик. «Что делает наш подход уникальным, так это то, что, хотя у нас нет собственного литейного производства, мы активно участвуем в производственном процессе. что конечный продукт максимально соответствует тому, что мы изначально представляли», — объясняет Гораций Маст из Mast Motorsports.
Когда Mast Motorsports говорит, что активно участвует в производственном процессе, это не преувеличение. Персонал компании внимательно следит за всеми операциями, пачкая руки, разглаживая песчаные стержни, упаковывая отливки в формы и проверяя необработанные отливки, пока они еще горячие. «Для литейного производства очень нетипично такое участие клиента. Большинство клиентов понятия не имеют, как производить отливку, поэтому они оставляют литейному цеху разработку оснастки и литников, а также выполнение всей работы. «, — говорит Маст. «Одно дело спроектировать деталь. Другое дело спроектировать деталь, которую можно изготовить, а затем спроектировать инструменты, необходимые для придания формы кускам песка, используемым для производства продукта. Что отличает нас, так это то, что, поскольку мы знаем, как проектировать инструмент, мы можем активно участвовать в течение всего производственного процесса, чтобы поддерживать последовательность и контроль качества».
Основная проблема проектирования сердечника водяной рубашки вокруг двухкомпонентной формы заключается в том, что они должны иметь надлежащие углы уклона, чтобы высвободить сердечник из формы. . Это по своей сути ставит под угрозу сложную геометрию, необходимую для увеличения пропускной способности воды вокруг областей с высоким нагревом, таких как седла клапанов, и для увеличения толщины металла вокруг стенок портов и каналов толкателя. Гениальное решение компании Mast заключается в 3D-печати сердечников водяной рубашки из песка, что полностью исключает плесень. Этот процесс увеличивает производственные затраты, но снижает количество отказов при литье при одновременном улучшении качества продукции. Верхняя половина формы называется выступом, а нижняя часть формы называется волочением. Непосредственно перед входом в форму затвердевший на воздухе песок смешивается с жидким связующим, затвердевающим при комнатной температуре. Нет необходимости активировать вяжущие вещества теплом или другими катализаторами. Этот одноразовый песок дороже, чем другие виды песка, которые могут быть переработаны, но Маст считает, что улучшение качества поверхности литья, обеспечиваемое затвердевающим на воздухе песком, стоит дополнительных затрат. легко визуализировать сквозняк. Освобождение песчаной формы от инструментальной доски включает в себя переворачивание всей модели вверх дном. Расположение сторон коробки наружу под небольшим углом значительно облегчает удаление плесени. Напротив, вертикальное расположение сторон ящика значительно затрудняет извлечение формы, а наклон краев внутрь сделает невозможным удаление формы без ее разрушения. охладители — располагаются в районе поверхности палубы. Проводя тепло, охлаждающие элементы охлаждают металл быстрее, чем в других областях головки блока цилиндров, что повышает плотность и прочность металла. Отливы повторно используются от одной партии отливок к другой. После того, как песок застыл в узоре и сняли сопротивление с инструментальной доски, сердечники водяной рубашки помещаются в углубления, окружающие поверхность настила. Проходы внутри направляющей направляют расплавленный алюминий к деке и заполняют форму вверх по направлению к направляющим крышки клапанов. Благодаря сочетанию приподнятых полозьев и плоского угла клапана 11 градусов сердцевины впускного отверстия формируют совершенно новый STR8 от Mast Motorsports. Головки цилиндров кожуха почти такие же прямые, как и приходят. По мере того, как порт сужается по высоте рядом с клапаном, он также расширяется, чтобы поддерживать постоянную площадь поперечного сечения. Сердечники впускного и выпускного отверстий вписываются в сопротивление, как трехмерная головоломка. После отливки головки керны разбивают и осушают. Квадратные фильтры (справа) улавливают примеси в жидком алюминии. Нижняя сторона крышки формирует сложные детали под клапанной крышкой, такие как сливы масла, карманы для клапанных пружин, бобышки коромысел и направляющие клапанной крышки. Как и в случае с поверхностью деки, охлаждающие элементы помогают быстрее охлаждать карманы клапанных пружин, повышая плотность и прочность металла. Приподнятые круглые секции на каждом углу тяги и соответствующие углубления на крышке действуют как штифты для выравнивания верхней и нижней части пресс-формы. Углы уклона придают обеим половинам формы отчетливую трапециевидную форму. Когда верхняя часть и тяга полностью собраны, к каждой стороне формы прикрепляется пара разливочных ванн. Четыре изолированных стояка служат резервуарами для расплавленного алюминия, а также позволяют газам выходить из формы. Насыпание песка во все линии разъема обеспечивает отсутствие утечек. Все головки цилиндров Mast Motorsports изначально изготовлены из слитков алюминия A356 местного производства. Чтобы квалифицироваться как A356, содержание кремния и магния в алюминиевом сплаве должно находиться в пределах диапазона, установленного Американской алюминиевой ассоциацией. Алюминиевые слитки начинают плавиться при температуре от 1100 до 1200 градусов по Фаренгейту. Небольшим образцам дают затвердеть, а затем проверяют с помощью спектрографа, чтобы убедиться в качестве. В процессе плавки алюминий нагревается до 1400 градусов. Литейщики вручную разливают алюминий в формы с помощью ковшей после того, как металл немного остынет до 1100 градусов. Металл начнет затвердевать, как только алюминий остынет до 900 градусов. Когда металл остывает и сжимается, алюминий, хранящийся в стояках, подает металл обратно в форму. Это предотвращает образование горячих точек и позволяет металлу равномерно охлаждаться. Диаметр, высота и расположение стояков влияют на скорость охлаждения. Утяжелители препятствуют тому, чтобы обшивка сползала с тормоза. В зависимости от времени года отливкам требуется 2-4 часа для полного застывания, чтобы они остыли. После этого для извлечения их из формы достаточно просто применить грубую силу кувалдой. Головка блока цилиндров, только что вынутая из формы, обеспечивает отличный снимок пути потока жидкого алюминия в процессе литья. Алюминий поступает в разливочную ванну, затем стекает по литнику в четыре литника, расположенные на поверхности палубы головки. Затем металл течет вверх к направляющим крышки клапана, прежде чем выйти из формы на стояках. Необработанные отливки головки обрабатываются в черновом режиме путем удаления литника, стояков и литников перед снятием заусенцев с краев. Далее идет термообработка. Эти необработанные отливки оказались первым прототипом головки блока цилиндров LT1 от Mast Motorsports. Подробности не разглашаются, но ходят слухи о некоторых многообещающих цифрах. Рентгеновский снимок отливок на наличие внутренних дефектов выявляет потенциальные проблемы с пористостью и плотностью алюминия без необходимости вскрывать головку. Отливки проверяются случайным образом каждый день в рамках процесса контроля качества. С этим типом неразрушающего контроля потенциальная трата времени и денег на механическую обработку поврежденного литья осталась в прошлом. После термической обработки отливки головок поступают на предприятие Mast Motorsports Walled Lake, штат Мичиган, для окончательной обработки и сборки. Процесс термообработки Т6 включает размещение отливок в 980-градусная печь в течение одного часа, затем их закалка в жидком растворе для упрочнения сплава. После того, как головки снова остынут до комнатной температуры, их подвергают окончательной проверке перед обработкой дробью из нержавеющей стали для получения однородной поверхности отливки. Хотя дробь из нержавеющей стали дороже железной, она исключает возможность образования поверхностной ржавчины. Компания Mast использует комбинацию станков с ЧПУ Haas и Hurco для преобразования необработанных отливок в готовые к работе головки цилиндров. В последние годы компания Mast перенесла операции портирования на свою новую линейку станков Hurco, чтобы повысить эффективность обработки, что привело к трехкратному увеличению выпуска головок цилиндров Black Label. Лишь некоторые из этих улучшений включают переработанные алгоритмы для устранения ненужных перемещений траектории инструмента и ошибок следования, что приводит к увеличению скорости подачи. Для большинства энтузиастов обработка с ЧПУ и портирование с ЧПУ — одно и то же. На самом деле на станки с ЧПУ возложены гораздо более простые, но не менее важные задачи, такие как обработка отверстий под болты, каналов толкателя, слив масла и детали под клапанной крышкой. Монтажные проушины позволяют легко прикрепить головки к приспособлениям для обработки, но они обрезаются во время окончательной обработки. То, что что-то автоматизировано, не означает, что это легко. Для типичного порта может потребоваться до 30 000 строк кода, а для камеры сгорания — до 10 000. Результатом является согласованность от порта к порту, которую даже лучшие ручные портеры могут с трудом подражать. С каждым шагом то, что когда-то было необработанной отливкой, начинает больше походить на настоящую головку блока цилиндров. Поскольку режущие инструменты с ЧПУ не так проворны, как обученный набор рук, траектории инструментов записываются в определенной последовательности по необходимости. Например, радиус короткого витка необработанной отливки может быть недоступен для инструмента. Таким образом, входы и горловина порта должны быть сначала открыты, прежде чем режущий инструмент сможет получить доступ к труднодоступным областям глубоко внутри порта. Подобно вафельнице, охлаждающие элементы, используемые в процессе литья, оставляют ромбовидный узор на поверхность деки, которая удаляется во время окончательной обработки. Декинг головок не только позволяет достичь целевого объема камеры сгорания, но также создает шероховатость поверхности, обеспечивающую надежное уплотнение прокладкой. Направляющие и седла клапанов устанавливаются старым добрым способом — вручную. Как и в любом производственном процессе, который в значительной степени зависит от автоматизации, по-прежнему необходимы высококвалифицированные человеческие руки и глаза, чтобы контролировать качество. После завершения операций окончательной обработки отливок головки и установки седла и направляющих клапан направляющие оттачиваются вручную, чтобы обеспечить гладкую поверхность штоков клапанов. Затем головки проходят окончательную проверку качества перед сборкой оборудования клапанного механизма. Долгий путь от частиц песка и жидкого алюминия до готовой головки блока цилиндров проходит через мощные порты, которые не только пропускают много воздуха, но и поддерживают порт- консистенция до порта 1-2 кубических фута в минуту. Все головки цилиндров проверяются на испытательном стенде компании Mast перед тем, как отправиться за дверь.