Как притереть клапаны своими руками + видео работ в домашних условиях на ВАЗ
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Содержание
1 Для чего нужна притирка клапанов
2 Способы проведения работ
3 Правила и секреты притирки
4 Как притереть в домашних условиях правильно
4.1 Инструменты для проведения притирочных работ
4.2 Притирочная паста
4.3 Шарошка
5 Инструменты для притирочных работ
6 Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
6.1 Видео в помощь новичку
7 Как притереть на станке
7.
 1 Как осуществляются работы (видео)
1 Как осуществляются работы (видео)
8 Проверка качества выполненных операций
 1 Как осуществляются работы (видео)
1 Как осуществляются работы (видео)Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов.
 Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Правила и секреты притирки
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.

Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски.
 Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.

Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.

Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.

Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Автор: Александр
- Распечатать
Оцените статью:
(2 голоса, среднее: 4.5 из 5)
Поделитесь с друзьями!
Самостоятельно производим притирку клапанов на ЛАДА Самара.

Автор: admin | 08.01.2017
Проверку состояния клапанов и их притирку необходимо выполнить, если при проверке компрессии в цилиндрах была обнаружена их негерметичность.
Для выполнения работ по притирке вам потребуются:
- притирочная паста
- приспособление для притирки клапанов
- Снимаем головку блока цилиндров.
- Для проверки герметичности клапанов головки блока укладываем ее на горизонтальной поверхности привалочной плоскостью вверх.
Заполняем камеры сгорания головки блока керосином и ждем несколько минут. Если уровень керосина в какой-нибудь камере понижается – негерметичен один или оба клапана.- Снимаем маслосъемный колпачок с клапана
- Вынимаем клапан из направляющей втулки.
- Наносим на рабочую кромку клапана притирочную пасту.

- Устанавливаем клапан в головку блока и закрепляем на его стержне приспособление для притирки клапанов.
- Прижимая клапан к седлу, поворачиваем его из стороны в сторону. После 10–15 движений поворачиваем клапан на 90° и продолжаем притирку.
- Притирку проводим до образования равномерного кольцеобразного обода на тарелке клапана… …и его седле.
- Удаляем остатки притирочной пасты с клапана и его седла.
- Аналогично притираем остальные клапаны.
- Устанавливаем клапан и новый маслосъемный колпачок в последовательности, обратной снятию. После притирки следует проверить герметичность клапанов (см. выше п. 3) и, при необходимости, притирку повторить.
Видео по теме:
Раздел: Двигатель ВАЗ 2114, 2113, 2115 Метки: клапанаНайти:
Свежие записи
- Замена ремня привода генератора на ВАЗ 2113, 14, 15
- Проверяем натяжение ремня генератора на ВАЗ 13, 14, 15.

- Замена рулевых тяг на ВАЗ 2113, 2114, 2115
- Замена рулевой рейки на автомобилях ваз 2113, 14, 15
- Замена наконечников рулевой тяги на ВАЗ 2113, 2114, 2115.
Рубрики
- Выхлоп
- Двигатель ВАЗ 2114, 2113, 2115
- Задняя дверь
- Задняя часть кузова
- Кузов ВАЗ 2114, 2113, 2115
- Передняя дверь
- Передняя часть кузова
- Рулевое управление
- Система отопления
- Система охлаждения
- Система питания
- Система управления
- Тормозная система
- Ходовая часть
- Электрооборудование
Архивы
- Январь 2019
- Декабрь 2018
- Ноябрь 2018
- Октябрь 2018
- Декабрь 2017
- Июль 2017
- Июнь 2017
- Январь 2017
- Декабрь 2016
- Ноябрь 2016
- Октябрь 2016
- Сентябрь 2016
- Август 2016
- Июль 2016
- Июнь 2016
- Апрель 2016
- Март 2016
- Январь 2016
- Ноябрь 2015
- Октябрь 2015
- Сентябрь 2015
- Апрель 2015
- Май 2014
Iconic One Theme | Powered by WordPress
Как притереть клапан ГБЦ дизеля 740 Камаз
Если клапан неплотно садится на седло, то в некоторых частях клапана и седла образуются зазоры
При этом газы под давлением и при высоком скорости проходят в образовавшиеся зазоры, поэтому в этом месте фаски подвергаются сильной коррозии и ухудшается прилегание клапана к седлу.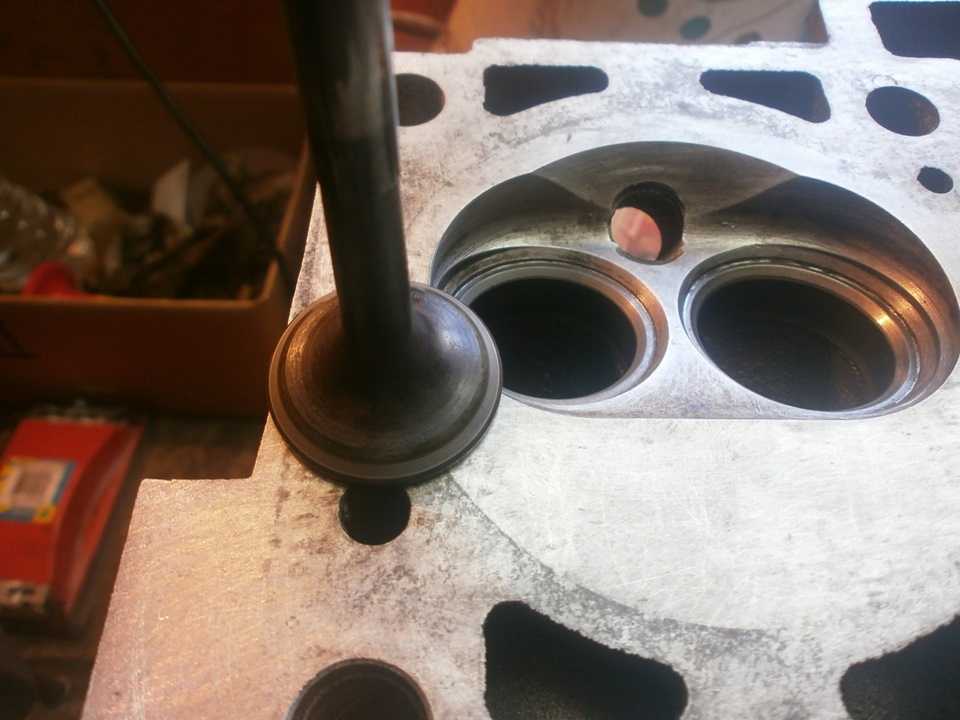
На поверхности фаски клапана скапливаются продукты сгорания, в результате чего нарушается герметичность соединения.
Маслосъемные колпачки заменяются при повышенном расходе масла и при очередном ремонте ГБЦ.
Снятие и притирка клапанов
Снять ГБЦ, как описано в статье — «Как заменить прокладки ГБЦ 740 дизель Камаз».
Устанавливаем ГБЦ на верстак или на базу съемника И801.06.000, при наличии.
Если нет такого съемника, как на картинке (рис. 1), то можно использовать съемник для автомобилей ВАЗ (рис. 2).
Перед сжатием пружин постукиваем молотком по пружинным пластинам, чтобы легче выходили стопорные сухари.
Сжимаем пружины клапанов до полного выхода сухарей из конуса втулки и снимаем сухари.
Снимите втулку 5 (рис. 3), пластину 7, пружины 10 и 11, шайбу 13 и снимите клапан.
С помощью щипцов (рис. 4) снимите маслосъемные колпачки.
Очищаем клапана и седла клапанов от нагара и очищаем остальные детали в дизельном топливе.
Углы наклона рабочих фасок должны быть в пределах у седла = 44˚45′; клапан 45˚30′.
Эти углы устанавливаются при восстановлении головки блока цилиндров и клапана перед притиркой.
На шток клапана надеваем заранее подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазывая шток клапана слоем графитовой смазки.
Графитная смазка предотвращает попадание абразива из притирочной пасты в отверстия направляющей втулки и облегчает вращение клапана при притирке.
Надеваем на шток клапана приспособление для притирки клапанов (или, с некоторым натягом, резиновую трубку для соединения клапана с реверсивной дрелью).
На рабочую поверхность фаски клапана наносим равномерный тонкий слой притирочной пасты.
Включая дрель на минимальные обороты (в режиме реверса) или вращая приспособление (в случае ручной заточки) попеременно в обе стороны на пол-оборота, притачиваем клапан, периодически прижимая его к седлу, затем ослабляя сила нажатия.
Продолжаем шлифовку до появления на фасках клапанов и седел равномерного матового пояса шириной не менее 1,5 мм.
Промываем сёдла и клапаны в солярке, продуваем сжатым воздухом и проверяем качество притирки.
Для проверки качества притирки нанести мягким карандашом поперек фаски клапана на равном расстоянии шесть-восемь черточек, вставить клапан в седло и, сильно надавив, повернуть его на четверть оборота. Если все линии стерты, то клапан хорошо притерт.
Головка блока цилиндров в сборе
Клапана вставляем в направляющие втулки, смазывая их моторным маслом. Устанавливаем шайбы 13 (рис. 3).
При помощи приспособления (рис. 6) запрессовываем маслосъемные колпачки.
Устанавливаем пружины, пружинные пластины и после сжатия пружин вставляем стопорные сухари.
После установки сухарей и снятия устройства сжатия пружин клапанов нанести несколько легких ударов молотком по торцу стержня клапана, чтобы чеки гарантированно зафиксировались в канавке стержня.
Если перекосы сухарей останутся незафиксированными, при запуске двигателя в цилиндр попадет «сухой» клапан, что приведет к серьезному отказу двигателя.
Проверить герметичность клапанов. Голову кладем камерами сгорания вверх, и заливаем немного керосина вверх по буртику в камеру сгорания.
Если керосин не просачивается в головной канал в течение 3 минут, то клапан герметичен.
При утечке керосина слегка постучите по концу клапана резиновым молотком. Если течь не устранена, снова притираем клапана.
Ремонт ГБЦ двигателя ВАЗ-2123
Снятие головки с двигателя рассмотрено в статье — «Снятие ГБЦ двигателя ВАЗ-2123»
Разборка ГБЦ в статье — » Разборка ГБЦ ВАЗ-2123″
В этой статье рассмотрим проверку и ремонт ГБЦ.
Тщательно промойте головку блока цилиндров и очистите масляные каналы головки.
Металлической щеткой удаляем нагар с камер сгорания и с поверхности выхлопных каналов.
Осматриваем ГБЦ. Трещины нигде на головке не допускаются.
Трещины нигде на головке не допускаются.
При подозрении на попадание охлаждающей жидкости в масляную систему проверить головку блока цилиндров на герметичность.
Для проверки герметичности необходимо закрыть отверстия в рубашке охлаждения ГБЦ заглушками.
Имеется специальный комплект заглушек A.603334. Но можно, конечно, сделать его своими руками из подсобных материалов.
Насос воды в рубашку охлаждения ГБЦ под давлением 0,5 МПа (5 кгс/см 2 ).
В течение двух минут не должно быть утечки воды из головки блока цилиндров.
Проверить герметичность ГБЦ можно сжатым воздухом, для чего также установить заглушки приспособления А60334 на ГБЦ.
Погрузите головку блока цилиндров в ванну с водой, нагретой до 60-80°С, и дайте ей прогреться в течение пяти минут.
Затем подайте внутрь головки сжатый воздух давлением 0,15–0,2 МПа (1,5–2 кгс/см2). В течение 1-1,5 минут из головки не должно выходить пузырьков воздуха.
Седла клапанов
Форма фасок седел клапанов показана на рисунках 2 и 3.
2. Профиль седел впускных клапанов зона с клапанами) не должно иметь точечных отверстий, коррозии и повреждений.
Небольшие повреждения можно устранить путем шлифовки седел, удаляя как можно меньше металла.
Шлифовка может производиться вручную или с помощью шлифовальной машины.
Для шлифовки седел установить головку блока цилиндров на стенд, вставить шток А.94059 в направляющую втулку клапана и очистить фаски седел от нагара зенковками А.94031 и А.94092 для седел и зенкеров выпускных клапанов A.94003 и A.94101 для седел впускных клапанов.
Зенковки надеваются на шпиндель А.94058 и центрируются направляющей штангой А.94059.
Эти стержни доступны в двух диаметрах: A.94059/1 для направляющих впускных клапанов и A.9.4059/2 для направляющих выпускных клапанов.
Наденьте пружину А.94069/5 на направляющий стержень А.94059, установите конический диск А.94078 для седел выпускных клапанов или диск А.94100 для седел впускных клапанов на шпиндель А. 94069, закрепите шпиндель на болгарке и отшлифовать седло клапана.
94069, закрепите шпиндель на болгарке и отшлифовать седло клапана.
4. Шлифование рабочей фаски седла клапана
Сужение рабочей фаски седла клапана зенкером, установленным на шпиндель А.94058
В момент касания колеса седла станок должен быть выключен, иначе возникнет вибрация и фаска будет неправильной. Бриллиантом рекомендуется чаще одевать колесо.
Для седел выпускных клапанов довести ширину рабочей фаски до значений, указанных на рисунке 2, зенкером А.94031 (угол 20˚) и зенкером А.94092, удаляющим наклеп по внутреннему диаметру .
Зенковки надеваются на шпиндель А.94058 и, как и при шлифовании, центрируются штоком А.94059.
У седел впускных клапанов ширину рабочей фаски довести до значений, указанных на рисунке 3, предварительно обработав внутреннюю фаску станком А.94003 (рис. 5) до получения диаметра 33 мм, а затем фаску 20˚ зенковкой А.94101 до получения рабочей фаски шириной 1. 9-2 мм.
Клапаны и направляющие клапанов
Удалите нагар с клапанов. Проверьте наличие деформации штока или трещин в тарелке клапана. Замените поврежденный клапан.
Проверьте наличие деформации штока или трещин в тарелке клапана. Замените поврежденный клапан.
Проверить состояние фаски клапана. При незначительных повреждениях его можно отшлифовать, выдерживая угол скоса 45°30’±5′. При этом расстояния от нижней плоскости диска клапана до базовых диаметров (36 и 30,5 мм) должны находиться в пределах, указанных на рисунке 6.9.0003
6. Предельные размеры при шлифовании фасок клапанов
7. Выпрессовка направляющих втулок
Проверить зазор между направляющими втулками и штоком клапана путем измерения диаметра штока клапана и проходного отверстия направляющей куст.
Расчетный зазор для новых втулок: 0,022-0,055 мм для впускных клапанов и 0,029-0,062 мм для выпускных клапанов; максимально допустимый предельный зазор (с износом) — 0,3 мм при условии отсутствия повышенного шума газораспределительного механизма.
Если увеличившийся зазор между направляющей втулкой и клапаном не удается устранить заменой клапана, то заменить втулки клапана с помощью оправки А. 60153/Р для запрессовки и запрессовки (рисунок 7).
60153/Р для запрессовки и запрессовки (рисунок 7).
Запрессовать направляющие втулки с надетым стопорным кольцом до упора в корпус ГБЦ.
После запрессовки развернуть отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов).
При ремонте двигателя всегда заменяйте маслоотражательные колпачки направляющих втулок новыми.
Заменить поврежденные маслосъемные колпачки на снятой головке блока цилиндров. Для запрессовки крышек используйте оправку 41.7853.4016.
Пружины
Убедиться в отсутствии трещин на пружинах и снижении их упругости, для чего проверить их деформацию под нагрузкой (рис. 8).
8. Основные данные для проверки наружной (а) и внутренней (б) пружин клапана
9. Схема проверки пружины рычага
Для пружин рычага (рис. 8) размер А (пружина в свободном состоянии) должен быть 35 мм, а размер В под нагрузкой 51-73,5 Н ( 5,2-7,5 кгс) — 43 мм.