Как определить трещину в блоке цилиндров
К серьезным повреждениям мотора можно отнести деформирование его основных элементов — БЦ и ГБЦ. Если в головке блока микротрещина, устранить ее непросто — это одна из существенных поломок авто. Микротрещина может появиться после удара или из-за значительного износа. Также причиной может быть банальный заводской брак.
Трещина в блоке цилиндров: признаки
Есть симптомы, при обнаружении которых обязательно нужно диагностировать двигатель на предмет серьезных повреждений. Особенно часто о наличии разломов говорят такие признаки:
- Постоянный перегрев мотора. Разгерметизация системы приводит к вытеканию масла и перегреву силового агрегата. Проблема может появиться из-за прогорания прокладки.
- Неисправности термопары. Следствие – перегрев мотора и его деформация.
- Расширительный бочок не держит давление, в результате появляются воздушные пробки.
- Температурный датчик выдает неправильные показания.

- Мотор вибрирует. Это главный признак того, что образовалась трещина в блоке цилиндров. На трещину указывает также «троение» двигателя во время высокой нагрузки.
Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.
Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.
Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.
Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.
SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.
На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.
Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.

- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Превышение допустимой разности температур
«Рукотворное» механическое воздействие
Типичные места образования трещин в ГБЦ
Признаки наличия трещин
Как можно проверить?
Диагностика при помощи жидкости
Ремонт повреждений своими руками
В каких случаях нужна замена?
Подготовка головки для сварки
Сварка головки блока цилиндров
Эпоксидная паста и заплатка из стеклоткани
Видео «Ремонт трещин ГБЦ своими руками»
Комментарии и Отзывы
Причины
Определить микротрещину в ГБЦ непросто.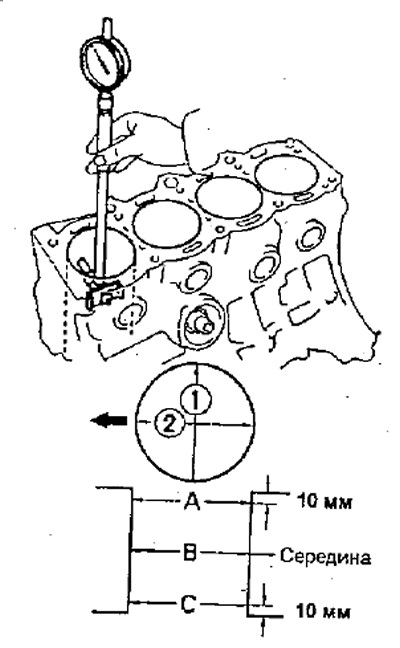 Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
- Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
- Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
- Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита. Есть вероятность покупки обмедненных деталей.
- После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
- В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
- Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.

- Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Масляная система
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.
Утечка жидкости через трещину в головке блока цилиндров
Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость.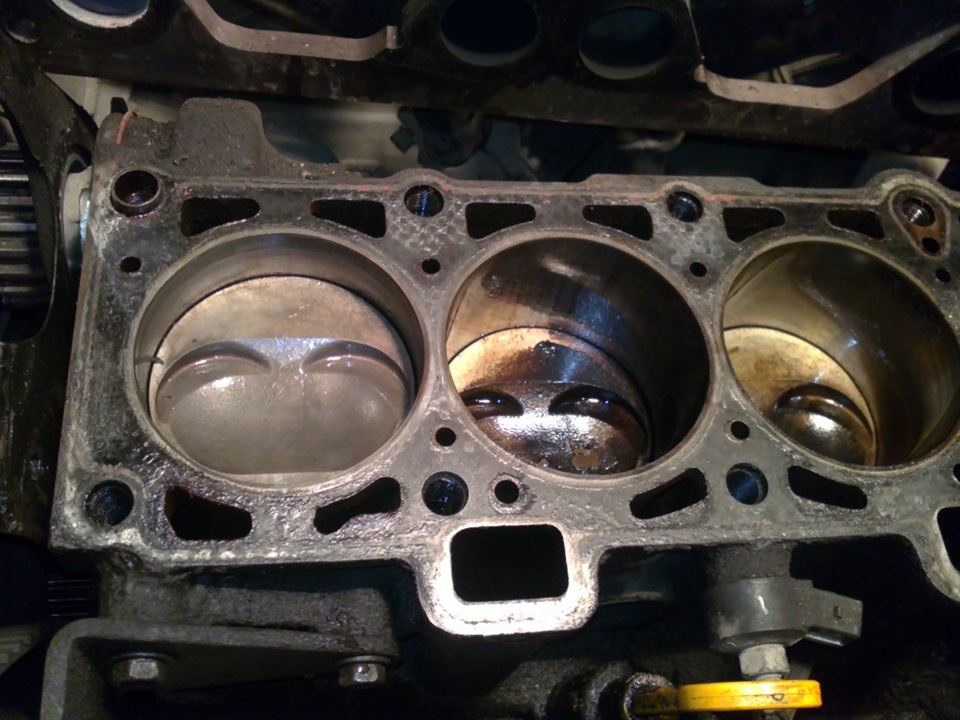 Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Канал выпуска
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Камера сгорания
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть.
 Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин. - После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Ремонт повреждений своими руками
Появление дефектов на головке блока цилиндров двигателя — серьезная проблема. Но ее можно решить, если повреждения незначительные.
В каких случаях нужна замена?
Менять головку блока цилиндров необходимо в случае серьезных повреждений. Если трещины большие и их не удается ликвидировать, то ГБЦ подлежит замене. Но прежде чем сделать это, устройство можно попробовать отремонтировать.
Подготовка головки для сварки
Зачистка поверхности для ремонта ГБЦ силового агрегата
Перед выполнением сварки дефект надо разделять.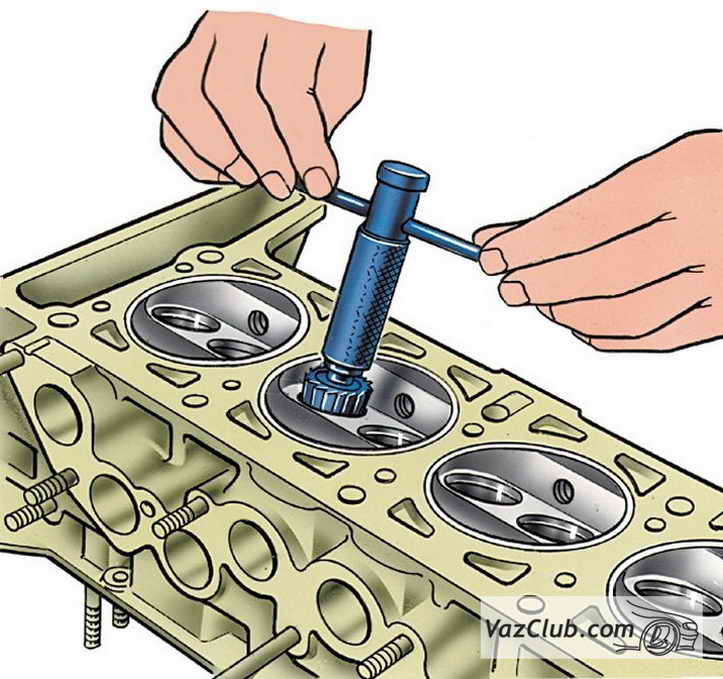 Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Когда процесс подготовки будет завершен, ГБЦ силового агрегата подвергается нагреву до температуры около 230 градусов, но не более 250. В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
Сварка головки блока цилиндров
Процесс сварки выполняется так:
- Подготавливается металлический кусок, соответствующий габаритам повреждения головки блока.

- Процедура сварки осуществляется с применением газовой установки. На руках у вас должны быть и присадочные материалы. Практика показывает, что лучший эффект дает аргонно-дуговая сварка. К конструкции устройства подключите массу. Надо обеспечить горение дуги между ГБЦ и электродом, здесь же подложите вырезанный металлический кусок, использующийся для заделки дефекта. Подробно процесс сварки головки блока силового агрегата путем сварки описан на видео (автор — канал Ютуб Ютубный).
После завершения процесса рабочая поверхность подлежит зачистке и опрессовке. При отсутствии повреждений на плоскости, которая будет прилегать к ГБЦ, надо произвести фрезеровку. Нужно добиться того, чтобы поверхность получилась максимально ровной.
Альтернативные методы
Есть альтернативные методы, позволяющие отремонтировать головку блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого способа ГБЦ подлежит зачистке с обеих сторон. Для этого применяется металлическая щетка. В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
- Вокруг повреждения выполняются насечки с применением зубила. Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
- Подготавливается эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу же второй, толщина каждого должна составить не меньше 2 мм.
После этого подождите сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно подогреть до 100 градусов. Тогда на затвердевание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплатка из стеклоткани
Толщина заплаты составляет 3 мм. Процесс подготовки выполняется так же, как в вышеописанном методе. Разница в том, что на каждый слой вещества надо наложить стеклотканевую заплатку. Заранее она пропитывается пастой, для лучшей фиксации прикатывается роликом. Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Постановка штифтов
- Для их установки по концам повреждения на головке блока цилиндров силового агрегата просверливаются отверстия диаметром 4-5 мм. На каждой стороне дефекта.
- Сверлом аналогичного диаметра просверливаются отверстия по полной длине повреждения.
 Расстояние между ними составит 7-8 мм.
Расстояние между ними составит 7-8 мм. - Нарезается резьба и устанавливаются медные пруты. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После монтажа прутики следует обрезать ножовкой. Оставляются концы на 2 мм над плоскостью головки блока.
- На следующем этапе просверливаются отверстия между вмонтированными штифтами. Они должны перекрыть предыдущие на 1/4 диаметра.
- Выполняется резьба, устанавливаются прутики и обрезаются. В итоге вы получаете полосу из штифтов, ввернутых друг в друга.
- Молотком вбиваются концы прутиков, удары не сильные. Это расчеканит штифты и сделает большой шов. Для надежности поверхность покрывается эпоксидной смолой.
- По завершении ремонта выполняется опрессовка головки блока цилиндров.
Фотогалерея
Фото микротрещин приведены ниже.
Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года выпуска ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и обнародован каналом Русская Смекалка l Russian Savvy).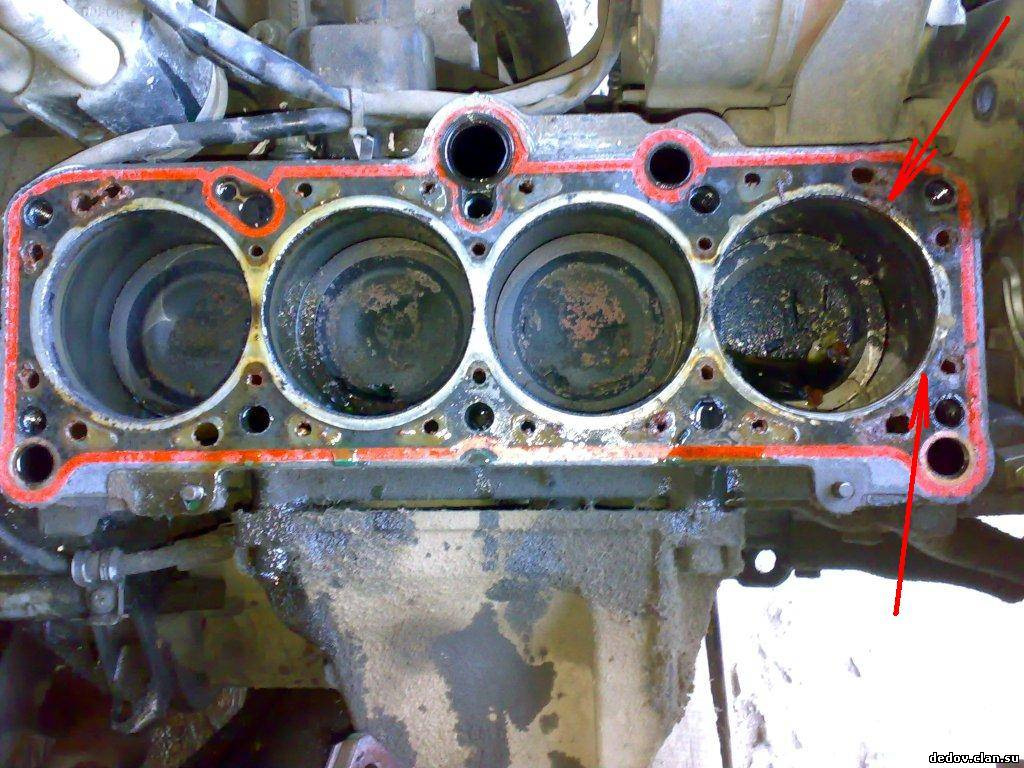
Трещина в блоке цилиндров: признаки и причины
Автор admin На чтение 4 мин. Просмотров 14.7k.
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.

- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана.
В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.

- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Блок цилиндров — самая важная часть автомобильного
двигателя. Дефект 1. Глубокие задиры на поверхности цилиндра Причины:
Действия:
Дефект 2. Царапины на поверхности цилиндра Причины:
Действия:
Дефект 3. Выработка поверхности цилиндра Причины:
Действия:
Дефект 4. Трещины в цилиндрах Причины:
Действия:
Дефект 5. Трещины на верхней плоскости блока, в районе отверстий под болты головки Причины:
Действия:
Дефект 6. Трещины, пробоины и обломы приливов на других поверхностях блока цилиндров Причины:
Действия:
Дефект 7. Разрушение резьбы в крепёжных отверстиях Причины:
Действия:
Дефект 8. Износ постелей коренных вкладышей и дополнительных валиков В обязательном порядке проверьте состояние посадочных мест под коренные вкладыши и втулки распредвала и вспомогательных валов. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники. Крышки коренных опор и их посадочные места тщательно очищаются от загрязнений, после чего крышки устанавливаются на свои места,
а крепёжные болты затягиваются предписанным моментом с помощью динамометрического ключа. Индикаторный нутромер настраивается на требуемый размер
(номинальный диаметр постели коленчатого вала). Промеряем каждую опору в нескольких плоскостях. Отличия полученных размеров от номинального не должны
быть более 0,02 мм. В противном случае необходимо произвести операцию по ремонту постели коленчатого вала. Подобным же образом проверяются и посадочные отверстия под различные втулки. Их можно отремонтировать путём установки новых втулок с увеличенным наружным диаметром. Если по всем вышеизложенным параметрам блок пригоден к дальнейшей эксплуатации, необходимо выполнить ремонтные работы. После ремонта блок цилиндров должен быть тщательно промыт и продут сжатым воздухом для удаления загрязнений. опубликовано в журнале «Правильный Автосервис», №5(39)/2008 | Глубокие задиры на поверхности цилиндра
|
 Именно он служит «базой», основой всего мотора. Если блок выйдет из строя, автовладельца ждут немалые проблемы — не столько технические,
сколько юридические, поскольку блок цилиндров — номерная деталь, и этот номер указан в регистрационных документах на автомобиль. Грамотная дефектовка
блока цилиндров позволит определить не только причины выхода мотора из строя, но и его пригодность для дальнейшей эксплуатации.
Именно он служит «базой», основой всего мотора. Если блок выйдет из строя, автовладельца ждут немалые проблемы — не столько технические,
сколько юридические, поскольку блок цилиндров — номерная деталь, и этот номер указан в регистрационных документах на автомобиль. Грамотная дефектовка
блока цилиндров позволит определить не только причины выхода мотора из строя, но и его пригодность для дальнейшей эксплуатации. 



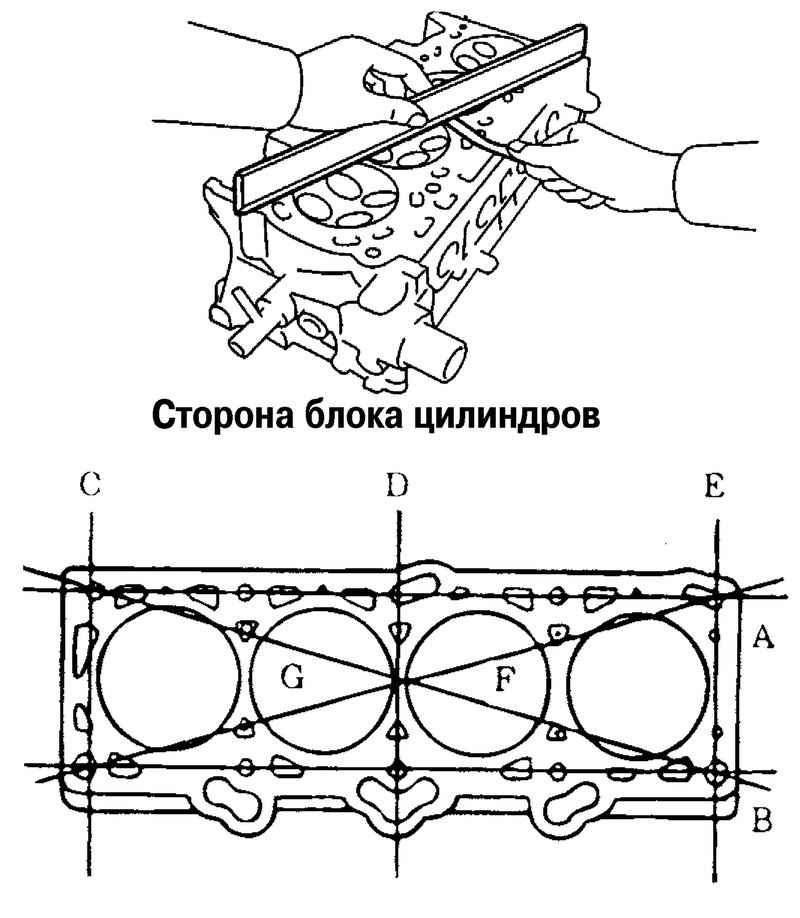
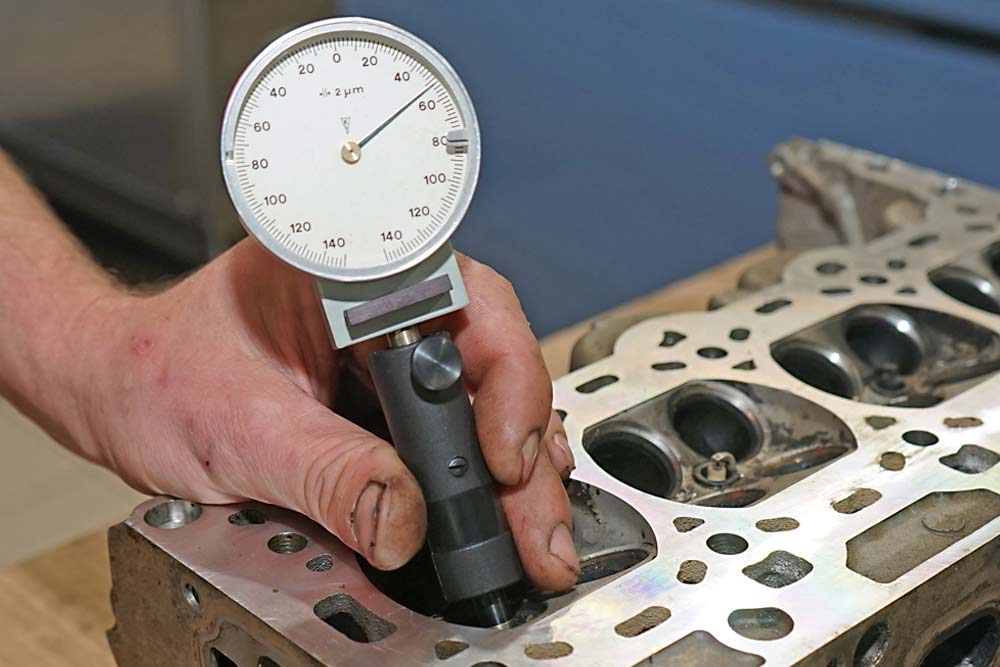
Как проверить плоскость ГБЦ.

Ремонт головки цилиндров как вы понимаете это долгий нудный, требующий особой внимательности труд. Если думаете что это как два пальца обоссать, сильно ошибаетесь. Расскажу почему.
Для начала головку нужно снять, на некоторых автомобилях проще снять двигатель целиком, нежели же снять только головку. Снятую головку необходимо тщательно отмыть соляркой или лучше бензином,а совсем хорошо было бы положить ее в ванну с каустической содой.
Далее визуальный осмотр и диагностика. Алюминиевые головки имеют такую особенность или свойство — после перегрева плоскость головки цилиндров немного искривляется, после чего прокладка ГБЦ (головки блока цилиндров) начинает в небольших или больших количествах пропускать масло и воду. Масло и охлаждающая жидкость могут просачиваться как наружу (в результате двигатель становится грязным и всем своим видом показывает что нуждается в ремонте), так и во внутрь двигателя, где охлаждающая жидкость будет попадать в поддон картера и смешиваться с моторным маслом, превращаясь в моторный яд, который ушатает двигатель вашей машины очень быстро.
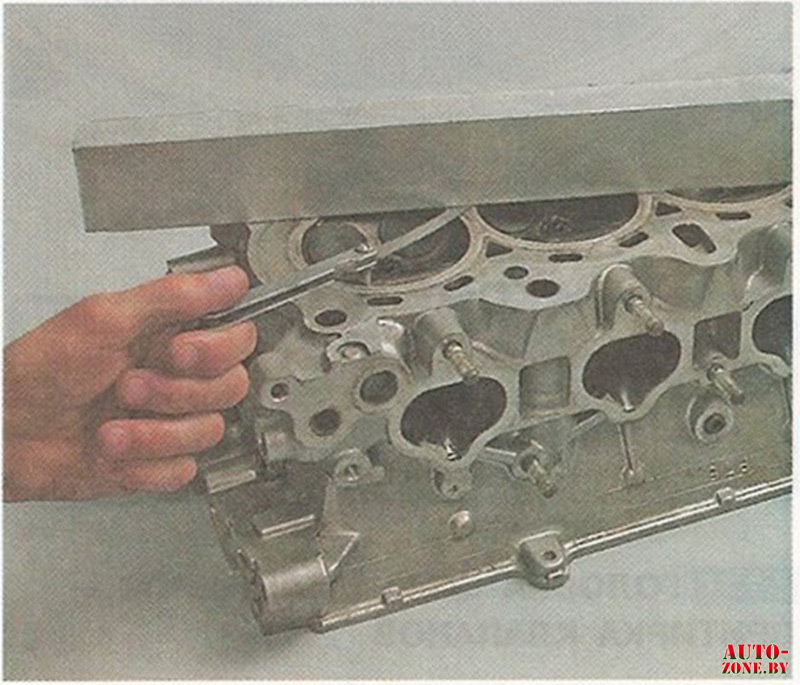
Необходимо проверить плоскость, у меня для этого есть специальная линейка идеально плоская, изготовленная на заводе сверхточных приборов специально для измерения неровностей плоских поверхностей. Чем может замерить плоскость ГБЦ человек у которого нет такого прибора я даже незнаю… Но если все же найдете что либо подходящее с идеально ровной поверхностью, то делаете следующее:
1. Отчищаете плоскость головки от нагара, накипи и остатков старой прокладки ГБЦ.
2. На очищенную плоскость ГБЦ ставите ваш «измерительный прибор» вдоль длины головки и смотрите зазор между прибором и плоскостью ГБЦ, двигаете прибор по всей плоскости, ставите по диагонали и снова высматриваете зазор.
Если зазора нет, то плоскость ГБЦ в порядке;
если есть зазор 0.5-1мм, то головку лучше торцануть или если позволяют финансы поставить новую.
если зазор больше 2мм, то головку нужно реставрировать, то есть торцевать обязательно. При торцевании ГБЦ снимается искривленный слой плоскости, после чего ГБЦ можно снова использовать.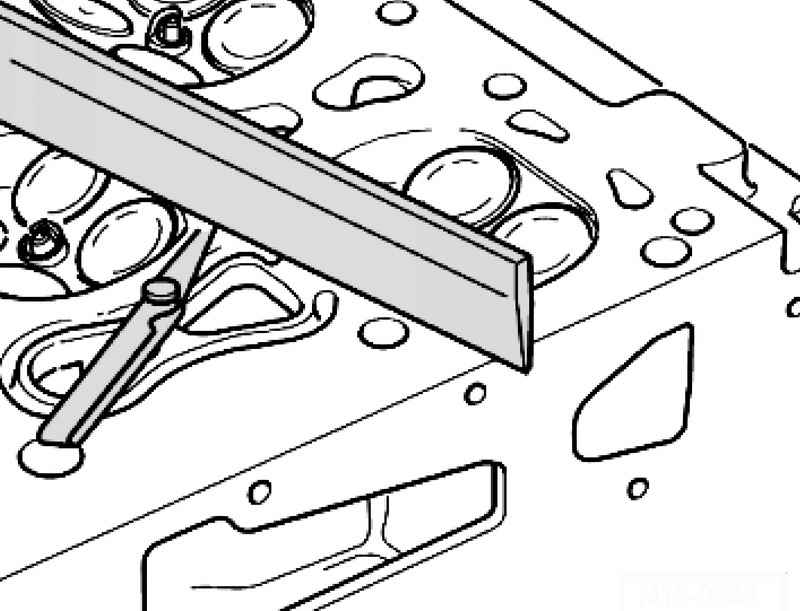
P.S.
Водитель, который проверяет масло в моторе хотя бы раз в неделю, увидев, что масла стало в два раза больше, а радиатор полупустой просто дольет в радиатор еще тосола и поедет дальше, через несколько дней попадет на ремонт и запчасти.
Как проверить головку блока цилиндров после шлифовки? (решено) — 2 ответа
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
Ремонт блока цилиндров: как это делается
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
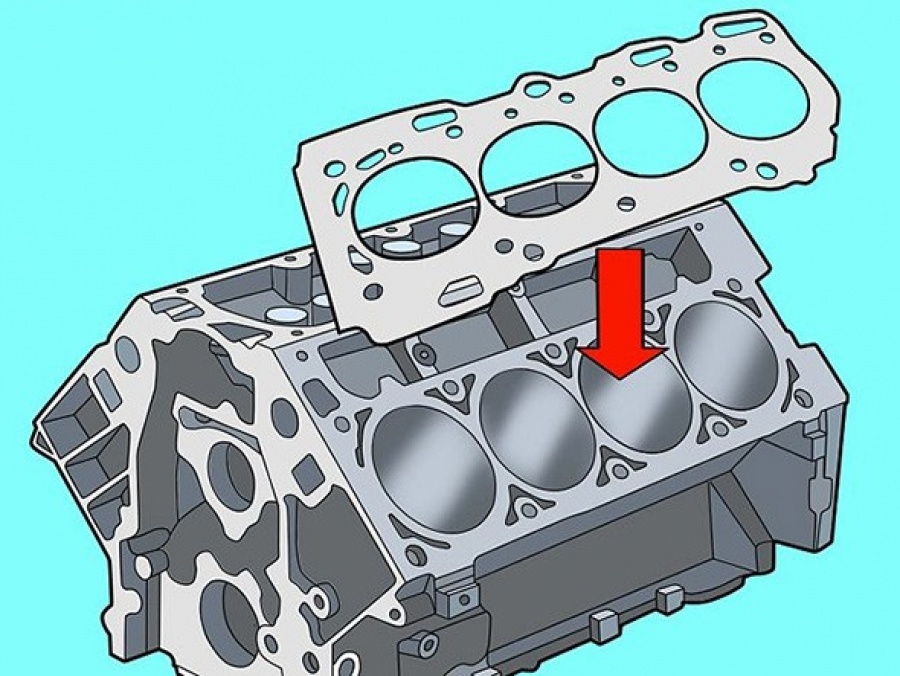
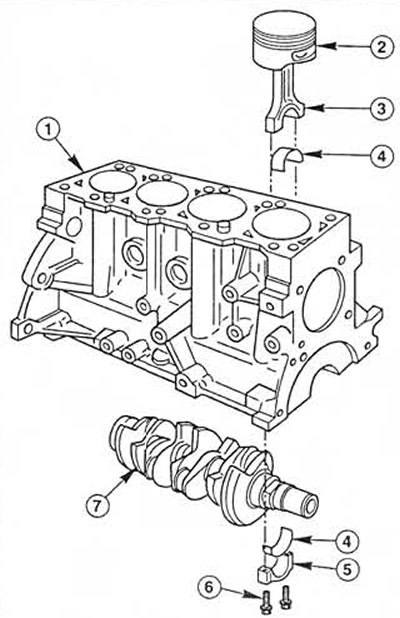
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси.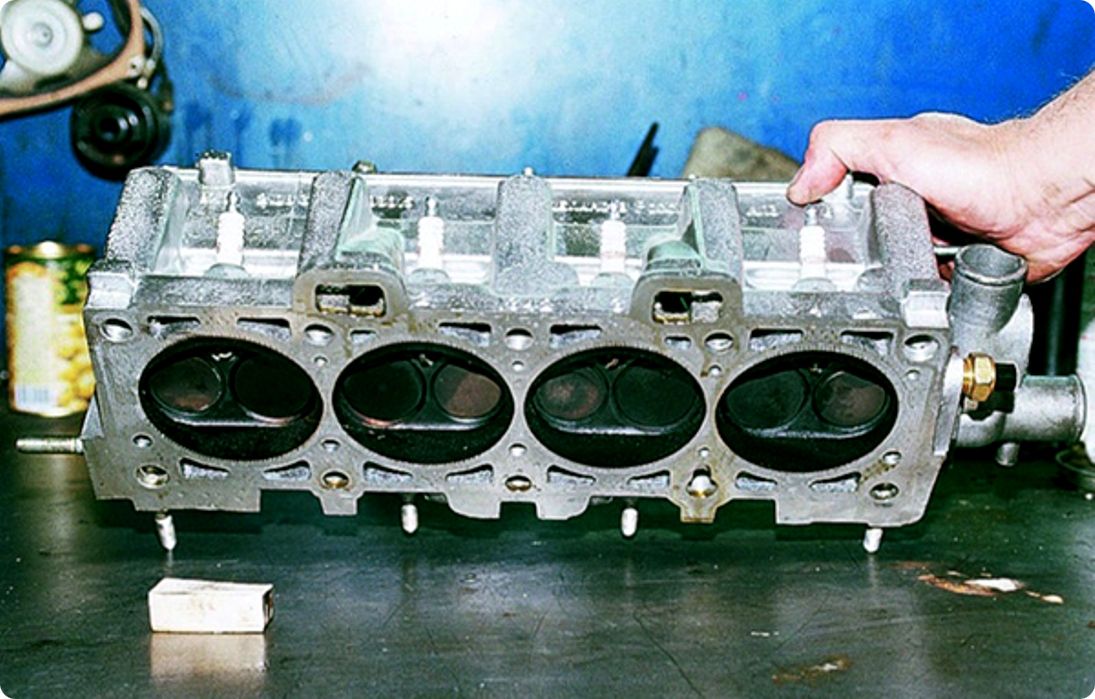 Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.
Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже.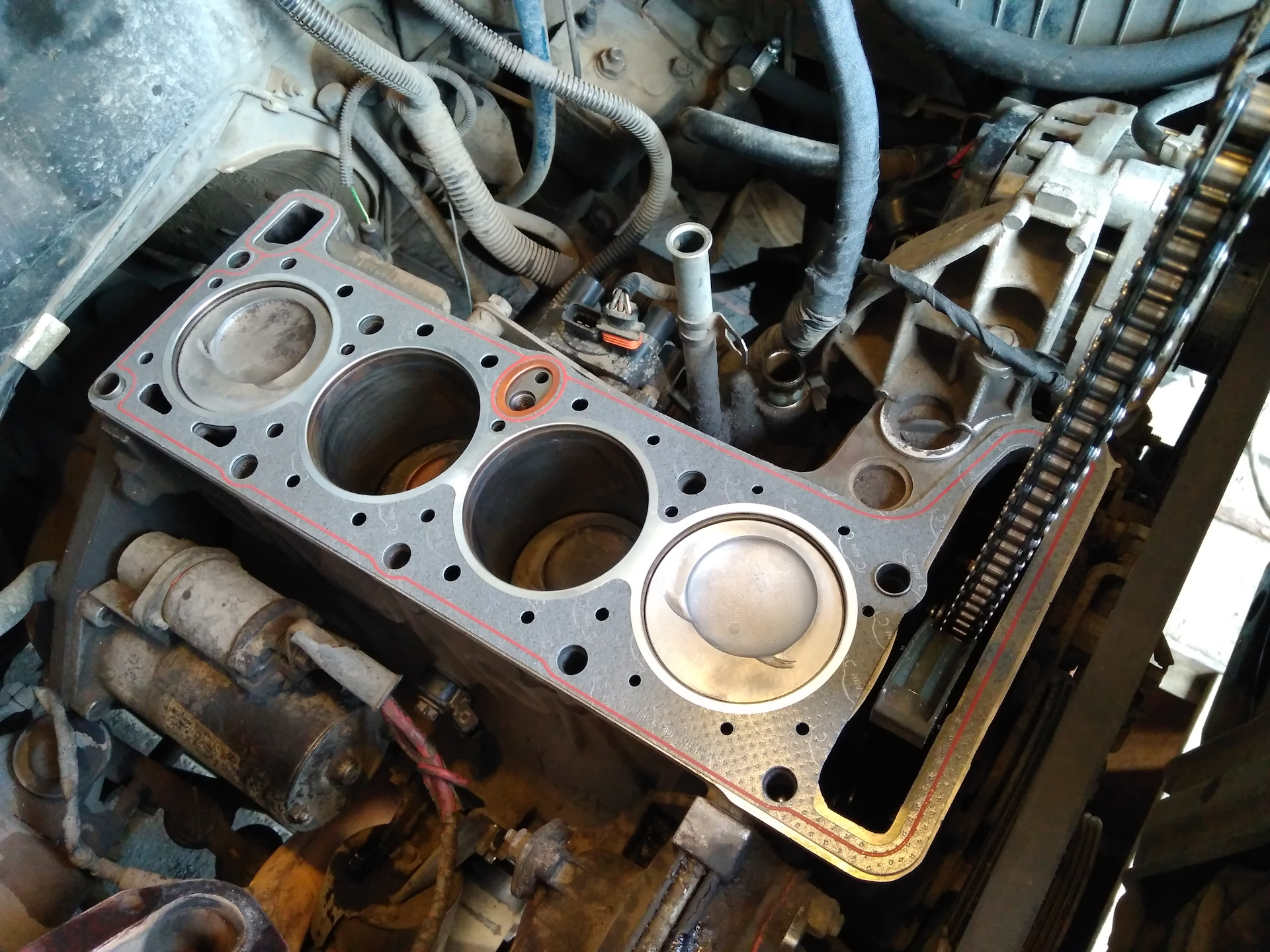 Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева. Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.
Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.
Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.
Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.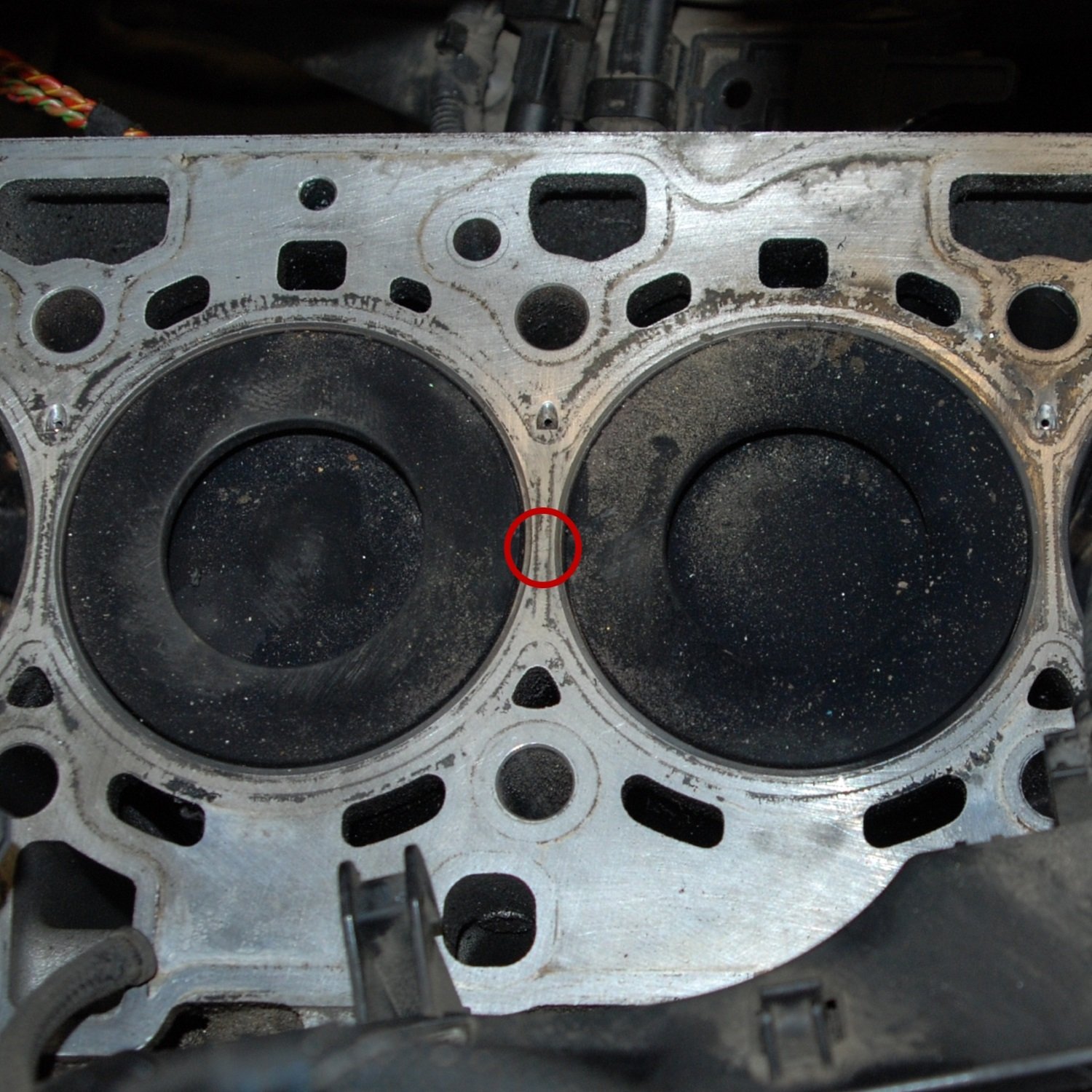
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.
Дефекты же в разобранном нами моторе просто отсутствовали: никаких чрезмерных люфтов в сборке шатун-поршень, никаких задиров на шатунных вкладышах… Закончив дефектовку, мы в очередной раз убедились, что дорогое масло себя окупило.
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.
Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.
Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.
Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Опрос
Приходилось ли вам ремонтировать блок цилиндров на своем автомобиле?
Всего голосов:
Проверка герметичности (опрессовка) головки блока цилиндров
Иногда случается так, приходит человек и заказывает, например, обработку ГБЦ по плоскости. Головку обрабатывают, клиент ее забирает, поглаживает пальцами гладкую блестящую плоскость, а через пару дней возвращается обратно возмущенный. Плохо сделали! – сообщает он. Как текла, так и течет! И даже еще хуже стало после вашей обработки!
Инженер-приемщик берет лекальную линейку и кладет ее на недавно обработанную плоскость ГБЦ. Плоскость ровная. Клиент удивлен и сбит с толку. Начинается тщательный осмотр. А ну-ка по диагонали положи! А дайка я сам!
Плоскость ровная. Клиент удивлен и сбит с толку. Начинается тщательный осмотр. А ну-ка по диагонали положи! А дайка я сам!
Причина неисправности ГБЦ
Через пару минут человек понимает, что плоскость все-таки ровная и задает вопрос: Так почему же она течет?
На самом деле, причин утечки охлаждающей жидкости при ровной плоскости ГБЦ может быть много. Это и неровная плоскость блока цилиндров, и не надлежащее выступание гильз, и нарушение технологии монтажа ГБЦ, и не герметичность системы охлаждения ГБЦ. Последняя причина встречается достаточно часто. Не герметичность системы охлаждения часто обусловлена наличием трещин в теле ГБЦ. Трещины эти достигающие каналов системы охлаждения бывают разные. Есть такие, которые легко увидеть невооруженным глазом, однако встречаются и микротрещины, которые увидеть крайне сложно или совсем невозможно. Нередко бывает, что трещины прячутся в таких местах, куда заглянуть без эндоскопа невозможно, но и с эндоскопом далеко не всегда получается разглядеть трещину на покрытой нагаром поверхности, например, выпускного канала. Вот и получается, что обрабатывает человек плоскость ГБЦ, ставит ее обратно на двигатель, запускает, а она течет. Обидно! Зряшная работа, прокладки, болты, антифриз… А если не только плоскость обрабатывалась? А, скажем, ремонтировался клапанный механизм, а там 24 клапана? Сколько стоит такой ремонт? И все напрасно т.к. далеко не всегда есть возможность «залечить» трещину.
Вот и получается, что обрабатывает человек плоскость ГБЦ, ставит ее обратно на двигатель, запускает, а она течет. Обидно! Зряшная работа, прокладки, болты, антифриз… А если не только плоскость обрабатывалась? А, скажем, ремонтировался клапанный механизм, а там 24 клапана? Сколько стоит такой ремонт? И все напрасно т.к. далеко не всегда есть возможность «залечить» трещину.
Вот во избежание подобных пренеприятных ситуаций, настоятельно рекомендуется перед тем, как начинать ремонт головки ли блока, блока ли цилиндров сначала произвести проверку герметичности системы охлаждения, проще называемую опрессовкой. Операция эта по отношению к стоимости ремонта, а также снятию / установке детали, а то, не дай бог, повторной переборке двигателя, недорогая.
Проверка герметичности головки блока цилиндров
Как выполняется опрессовка? Принцип прост. Заглушаются все каналы системы охлаждения, кроме одного в который нагнетается сжатый воздух. Давление воздуха может быть различным в зависимости от конкретной детали и задачи, но обычно 2,5-3 БАР бывает достаточно. После этого испытуемая деталь погружается в емкость с водой, нагретой до температуры близкой к температуре охлаждающей жидкости в работающем двигателе, а именно 80-85 град. С. Если система охлаждения герметична, соответственно пузырей мы не увидим. А вот если мы видим цепочку пузырей или даже отдельные редкие «бульки» — значит проблема есть!
После этого испытуемая деталь погружается в емкость с водой, нагретой до температуры близкой к температуре охлаждающей жидкости в работающем двигателе, а именно 80-85 град. С. Если система охлаждения герметична, соответственно пузырей мы не увидим. А вот если мы видим цепочку пузырей или даже отдельные редкие «бульки» — значит проблема есть!
Поворачивая деталь, при помощи специального механизма, мы, в большинстве случаев, можем увидеть откуда именно она происходит, определить точное место и понять имеет ли смысл ремонтировать деталь или лучше сразу ее заменить.
Так, если утечка происходит из корродированной заглушки в системе охлаждения ГБЦ или блока цилиндров, то это не страшно т.к. заменить заглушку не составляет проблемы. Иное дело, если утечка происходит из трещины. Не каждую трещину можно заварить или устранить другими способами. Возможность ремонта зависит, как от места, в котором обнаружена трещина, так и от материала, из которого выполнено изделие. Ведь не везде можно «подлезть» сваркой и не каждый материал «варится».
Востанавливать или под замену?
Однако, даже если результат опрессовки является «приговором» для детали, все таки, гораздо лучше узнать об этом сразу, нежели после, возможно, очень не дешевого восстановления и ее установки на двигатель.
Для опрессовки в компании «Механика» используется оборудование собственного производства, а именно: стандартные опрессовочные камеры КО-12, а также КО-14 имеющие увеличенный, по сравнению с КО-12, объем опрессовочной «ванны» и мощность подъемно-поворотного механизма.
В основном, это оборудование предназначено (и используется в нашей компании) именно для проверки герметичности систем охлаждения ГБЦ и блоков цилиндров, но в ряде случаев, опрессовочные камеры могут быть использованы и для несколько иных целей, например, для опрессовки теплообменников, радиаторов, для опрессовки некоторых ГБЦ по топливной или масляной системе.
Резюме:
К чему это все написано? Вывод прост: не экономьте на опрессовке! Эта не дорогая операция часто позволяет нашим клиентам очень серьезные суммы. Представляется вполне рациональным всегда начинать восстановление ГБЦ или блока цилиндров именно с этой операции, выполнение которой нередко позволяет в дальнейшем избежать весьма серьезных проблем.
Представляется вполне рациональным всегда начинать восстановление ГБЦ или блока цилиндров именно с этой операции, выполнение которой нередко позволяет в дальнейшем избежать весьма серьезных проблем.
профессиональных приемов: проверка деформации головки цилиндров
Если ваш двигатель когда-либо сталкивался с серьезным перегревом или неисправностью прокладки головки блока цилиндров, велика вероятность того, что головка цилиндра или блок деформированы. Если вы не Супермен, нет физического способа визуально проверить наличие дефектов или почувствовать плоскостность головки блока цилиндров, поэтому единственный правильный способ измерить головку блока цилиндров — это использовать линейку и щуп. Перед повторной сборкой и установкой прокладок алюминиевые головки цилиндров и блоки требуют проверки на плоскостность, чтобы убедиться, что они не выходят за рамки заводской спецификации.Большинство алюминиевых головок, использующих прокладку из многослойной стали (MLS), должны иметь общую деформацию не более 0,002 дюйма (0,05 мм) (блок плюс головка вместе взятые) в любом направлении.
Перед осмотром головки блока цилиндров необходимо очистить поверхности (с помощью средства для очистки тормозов и чистых бумажных полотенец) от любых остатков прокладок, нагара или силикона, которые в противном случае могут повлиять на измерения.Мы использовали 24-дюймовую линейку Snap-On GA438A для проверки головок цилиндров Subaru WRX 2003 года.
Чтобы использовать линейку, поместите ее на лицевую сторону головки цилиндра или блока, затем используйте щуп для проверки любых зазоров между линейкой и поверхностью. При проверке плоскостности избегайте наезда торца щупа на линейку. Это приведет к скручиванию или деформации щупа, предотвращая попадание под линейку, что приведет к неверным показаниям.
Фото 3/4 | Проверка деформации головки блока цилиндров — профессиональные хитрости Положите пластину щупа на различные точки головы, как показано на нашей фотографии, и поместите линейку на верхнюю часть пластины. Очень легкое вытягивание или ослабление листа под краем будет указывать на углубление или возможный признак коробления поверхности. Если зазор между прямой кромкой и поверхностью превышает максимальные пределы двигателя, головка или блок недостаточно плоские, чтобы удерживать хорошее уплотнение, и перед повторной сборкой необходимо заменить поверхность в механической мастерской.
Очень легкое вытягивание или ослабление листа под краем будет указывать на углубление или возможный признак коробления поверхности. Если зазор между прямой кромкой и поверхностью превышает максимальные пределы двигателя, головка или блок недостаточно плоские, чтобы удерживать хорошее уплотнение, и перед повторной сборкой необходимо заменить поверхность в механической мастерской.
Проверки блока цилиндров — бороскопы SPI
ПРОВЕРКА АВТОМОБИЛЬНОГО БОРЕСКОПА
Проверка автомобиля или грузовика, проезжающего по конвейеру, может быть упрощенным процессом, если у технических специалистов есть подходящие инструменты для работы.Во время производственного процесса загрязнения могут попасть в металл, вызывая пористый блок двигателя, вызывая дефекты и упущенную выгоду.
Автомеханики часто используют автомобильные бороскопы для проверки деталей молдинга и внутренней части, что снижает вероятность неисправности двигателя. Эти инструменты для оптики медицинского уровня содержат шарнирную камеру, расположенную на конце тонкого зонда.
Эти инструменты для оптики медицинского уровня содержат шарнирную камеру, расположенную на конце тонкого зонда.
Что происходит, когда машина проезжает тысячи миль? Когда автомобиль находится в эксплуатации какое-то время, автомеханик никогда не знает, через что ему пришлось пройти.Блоки двигателя могут быть повреждены из-за недостаточного обслуживания, например, из-за того, что двигатель работает на очень небольшом количестве масла. У него может даже быть треснувший цилиндр, который полностью ремонтируется. Однако повреждение должно быть обнаружено, прежде чем его можно будет устранить.
Они начинают с проверки очевидных признаков, таких как обесцвечивание блока. Иногда действительно сложно найти источник проблемы в блоке цилиндров, если вы не можете заглянуть внутрь. Любой, кто когда-либо работал с двигателем, знает, что это может оказаться чрезвычайно длительным и утомительным процессом, если вы будете работать вслепую.
Помимо этих разочарований, есть некоторые различия между дизельными и газовыми двигателями. Если вы никогда не прикасались ни к одному из них, лучше всего обратиться к специалисту по автомобильной технике, который полностью понимает эти ключевые моменты. Профессионалы могут использовать высококачественный диагностический инструмент, такой как шарнирный бороскоп, для обнаружения скоплений ила, корродированных форсунок и засоренных фильтров.
Если вы никогда не прикасались ни к одному из них, лучше всего обратиться к специалисту по автомобильной технике, который полностью понимает эти ключевые моменты. Профессионалы могут использовать высококачественный диагностический инструмент, такой как шарнирный бороскоп, для обнаружения скоплений ила, корродированных форсунок и засоренных фильтров.
Даже если вы чувствуете, что заметных различий в движении нет, очень важно регулярно заезжать на автомобиле.Хорошее правило, которому следует следовать: чем больше вы водите, тем чаще вы должны отнести его к механику для осмотра. Если вы подождете, пока двигатель не закипит, тогда может быть уже слишком поздно. Вы можете почти гарантировать, что ремонт автомобиля будет стоить очень дорого.
Как проверить прокладку головки автомобильного двигателя
Прокладка головки двигателя взорвалась? Мы — команда сертифицированных механиков ASE, у которых есть
создал это руководство, чтобы помочь вам проверить, есть ли у двигателя вашего автомобиля голова
прокладка взорвана или, по крайней мере, то, за что вы платите, выполняя работу
сделано.
Что идет не так?
Прокладки головки состоят из тонких металлических пластин вместе с жесткой прокладкой. композитный. С постоянным расширением и сжатием за счет двигателя Из-за теплового цикла и кислотности охлаждающей жидкости прокладка может ослабнуть и выйти из строя. Эти прокладки должны выдерживать экстремальные давления в процессе сгорания и удерживать охлаждающую жидкость радиатора, которая обеспечивает передачу антифриза от блока цилиндров к головке блока цилиндров. Если пренебречь охлаждающей жидкостью, она станет кислой, которая разъедает прокладки. по всему двигателю и особенно металлические части прокладки головки, которая уплотняет головку блока цилиндров к блоку.
Если прокладка выходит из строя, это можно сделать пятью разными способами.
- Пропуск охлаждающей жидкости в моторное масло
- Дать охлаждающей жидкости вытечь за пределы двигателя
- Подмешать газообразные продукты сгорания в систему охлаждения (радиатор)
- Разрешить передачу горения между двумя цилиндрами
- Дать моторному маслу вытечь наружу из двигателя
Здесь указано одно условие, которое влияет на работу двигателя. только тогда, когда прокладка проходит между двумя цилиндрами, что затем делает
двигатель работает неровно и иногда создает непрерывный обратный огонь до
потребление.
только тогда, когда прокладка проходит между двумя цилиндрами, что затем делает
двигатель работает неровно и иногда создает непрерывный обратный огонь до
потребление.
Как это работает?
Прокладка головки блока цилиндров уплотняет главный блок двигателя с головкой блока цилиндров. болты, затянутые с определенным крутящим моментом. Эта прокладка предназначено для полной герметизации без каких-либо утечек.
Сколько стоит Расходы?
В целом проверка прокладки головки блока цилиндров на наличие выдувания одинакова для большинства автомобилей и ценообразование не должно сильно отличаться.
Если вы хотите проверить проблему на себе химический набор стоит около 35 долларов.00 баксов, которые можно получить на Amazon или любой магазин автозапчастей.
Если вы выполняете работу в ремонтной мастерской, стоимость должна быть:
От 90 до 150 долларов в валюте США
Это должно
Включает: Проверка охлаждающей жидкости в масле, проверка выхлопных газов в радиаторе
и проверьте наличие охлаждающей жидкости в камере сгорания. Если проблема включает и
пропуски зажигания в двигателе, затем
Необходимо будет провести тест на сжатие, который может стоить немного дороже.
Если проблема включает и
пропуски зажигания в двигателе, затем
Необходимо будет провести тест на сжатие, который может стоить немного дороже.
Как долго они длятся?
Прокладка головки блока цилиндров может сойти в любой момент, но обычно ее срок службы составляет 110000 и 160000 миль в зависимости от состояния двигателя, стиля вождения и двигателя графики технического обслуживания.
Быстрое исправление?
Не будучи большим сторонником вливания в решения, нам пришлось дать этому продукту награда «Лучшее на рынке», потому что мы добились значительных успехов в устранении определенных видов поломки прокладки головки. Он не излечит всех неудач, кроме Продукт Blue Devil подходит для большинства доступных на Amazon примерно за 50 долларов.00 просто следуя указаниям
СПОНСИРУЕМЫЕ ССЫЛКИ
Приступим к тестированию
Наиболее частая проблема, которую вы заметите при выходе из строя этой прокладки, — это двигатель.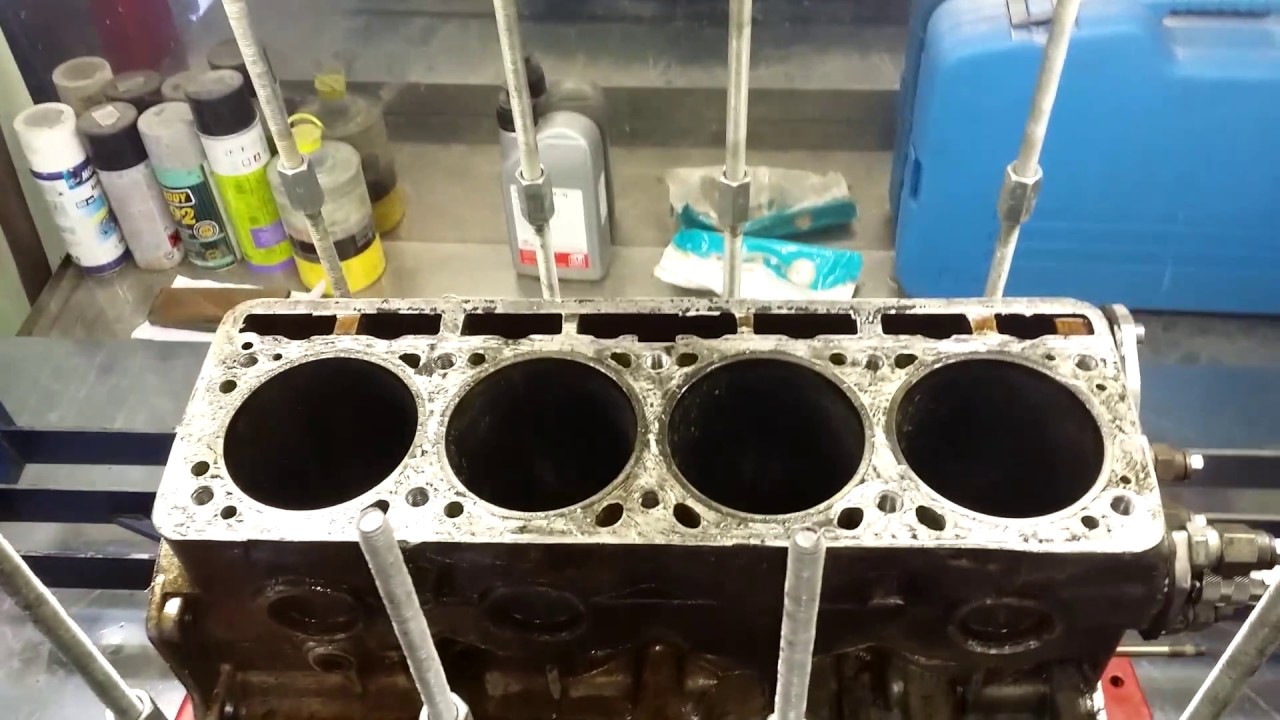 перегрев. Ниже приведено видео, которое поможет устранить неполадки и определить, какая проблема
если таковые имеются. Когда видео закончится, прочтите статью, чтобы получить дополнительные советы и
информация, которую видео могло упустить.
перегрев. Ниже приведено видео, которое поможет устранить неполадки и определить, какая проблема
если таковые имеются. Когда видео закончится, прочтите статью, чтобы получить дополнительные советы и
информация, которую видео могло упустить.
Надеюсь, вам понравилось это видео, которое мы создаем, полное руководство по руководства по ремонту автомобилей так пожалуйста, проверьте наш 2CarPros Канал YouTube часто для новых дополнений.
Начните с автомобиля, припаркованного на ровной поверхности, с холодным двигателем и с включенным стояночным тормозом.
Шаг 1. Снимите крышку маслозаливной горловины
При холодном двигателе снять маслозаливную горловину.
колпачок, чтобы проверить наличие коричневой молочной слизи, скопившейся на дне колпачка.
Это признак того, что охлаждающая жидкость попадает в масло. Эта утечка могла быть
возникает из-за треснувшей головки цилиндров, блока или негерметичного впускного коллектора (в некоторых
случаев) впускная прокладка также подвержена такому выходу из строя. Примечание: небольшое количество
влаги может присутствовать внутри двигателя, который мало используется, что является нормальным.
Примечание: небольшое количество
влаги может присутствовать внутри двигателя, который мало используется, что является нормальным.
СПОНСИРУЕМЫЕ ССЫЛКИ
Шаг 2. Проверьте охлаждающую жидкость в камере сгорания
Прокладки головки предназначены для контроля охлаждающей жидкости двигателя внутри и вокруг блока цилиндров и головки цилиндров. Когда прокладка выходит из строя это может вызвать утечку, которую можно найти удаление всех свечей зажигания (продолжение ниже).
Вот свеча зажигания, которую сняли для теста
СПОНСИРУЕМЫЕ ССЫЛКИ
После снятия всех свечей зажигания создайте давление в системе охлаждения и Проверните двигатель, наблюдая за отверстиями для свечей зажигания.Если охлаждающая жидкость в любом из отверстий прокладка головки повреждена.
Рекомендуется отключить зажигание или предохранитель топливной системы перед проверкой, чтобы избежать
огонь (редко). Если двигатель теплый, в системе может остаться остаточное давление, которое может
помочь в испытании без использования манометра.
Если двигатель теплый, в системе может остаться остаточное давление, которое может
помочь в испытании без использования манометра.
Шаг 3. Проверьте радиатор на наличие пузырей
С установленной свечой зажигания подождите, пока двигатель остынет, а затем снимите крышку радиатора.Если прокладка головки неисправна и позволяет дымовые газы попадают в систему охлаждения, их можно обнаружить, сняв радиатор крышку и наблюдая за жидкостью, проверяя наличие непрерывного потока пузырьков при работающем двигателе.
Вот видео, которое поможет вам определить, можно ли безопасно снять крышку.
СПОНСИРУЕМЫЕ ССЫЛКИ
Вот как это будет выглядеть, если протекает прокладка головки датчика сгорания внутри радиатор и система охлаждения.Это будет сделать двигатель перегретым.
Шаг 4: Проведение химической проверки
Для подтверждения выхлопных газов внутри системы охлаждения
систему (неисправность прокладки, треснувшая головка или блок) используйте
химический тестер, который можно приобрести на Amazon или в местном магазине запчастей. Слейте небольшое количество охлаждающей жидкости из радиатора, чтобы
загрязнить тест.
Слейте небольшое количество охлаждающей жидкости из радиатора, чтобы
загрязнить тест.
После того, как охлаждающая жидкость слита, слегка вставьте пробирку, добавьте тестовую жидкость и заполните ее до полной линии.
Запустите двигатель. Используя ручной насос, втяните воздух из радиатора в тестер.
СПОНСИРУЕМЫЕ ССЫЛКИ
Если контрольная жидкость желтеет, присутствуют выхлопные газы и прокладка головки повреждена. Если жидкость остается синей, скорее всего, система в порядке. Этот тест редко бывает неудачным и дает ложноотрицательный результат. потому что процесс сгорания не эффективен на 100%. Небольшие плотные карманы воздуха, обогащенного топливом (не выхлопа), существует внутри камеры сгорания после возгорание, не обнаруженное в ходе этого испытания.
Шаг 5: испытание на сжатие цилиндра
Может выйти из строя прокладка головки между цилиндрами
вызывая два постоянных пропусков зажигания в цилиндрах и низкую компрессию при каждом пропуске зажигания
цилиндр.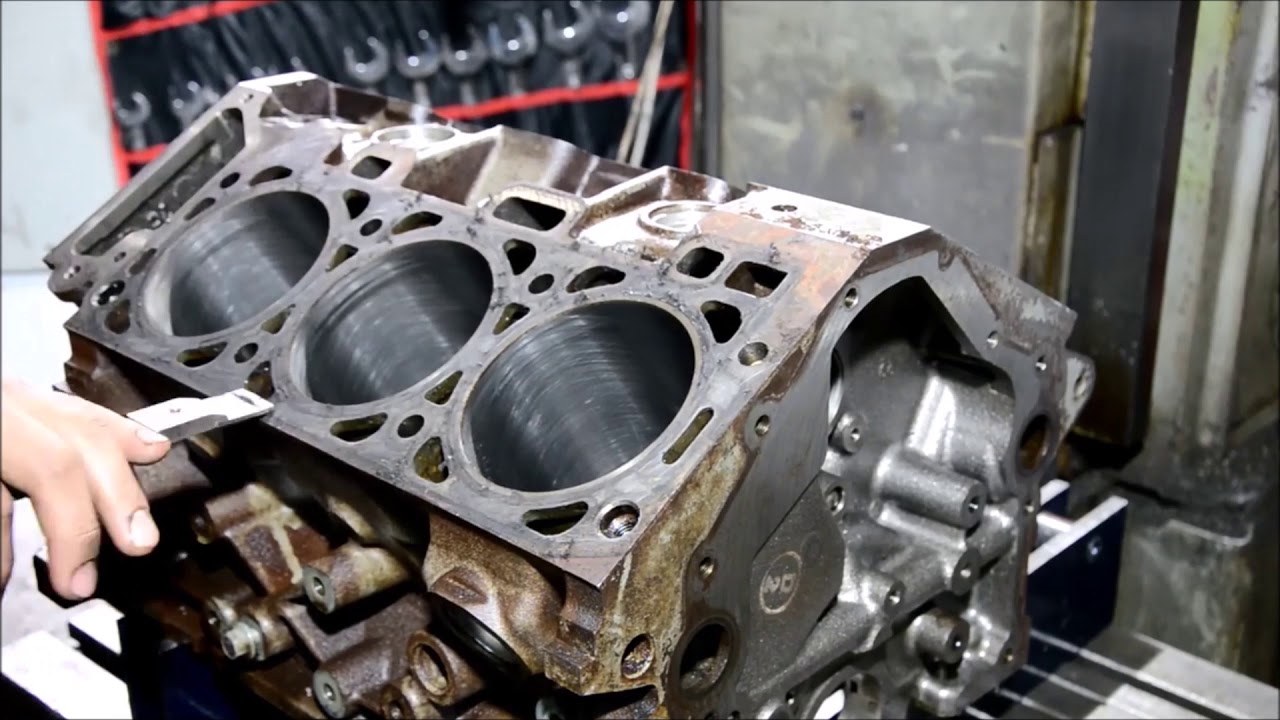 Чтобы проверить это условие, удалите
все свечи зажигания при проведении испытания на сжатие
для проверки каждого цилиндра. Если два показания в соседних цилиндрах постоянно низкие, это признак неисправности.
между этими цилиндрами и прокладкой головки необходимо заменить.
Чтобы проверить это условие, удалите
все свечи зажигания при проведении испытания на сжатие
для проверки каждого цилиндра. Если два показания в соседних цилиндрах постоянно низкие, это признак неисправности.
между этими цилиндрами и прокладкой головки необходимо заменить.
Вот видео о том, как сделать тест на сжатие.
Так будет выглядеть манометр, если компрессия низкая
СПОНСИРУЕМЫЕ ССЫЛКИ
Шаг 6: Внешняя утечка
Некоторые двигатели рассчитаны на работу под давлением масла. проходя через блок двигателя в головку блока цилиндров вместе с двигателем охлаждающей жидкости (каждый в отдельных портах) через прокладку головки. Когда прокладка выходит из строя, это может вызвать машинное масло или утечка охлаждающей жидкости, которую можно обнаружить при осмотре.
Если у вас есть
вопросов
по поводу прокладок головки блока цилиндров посетите наш форум.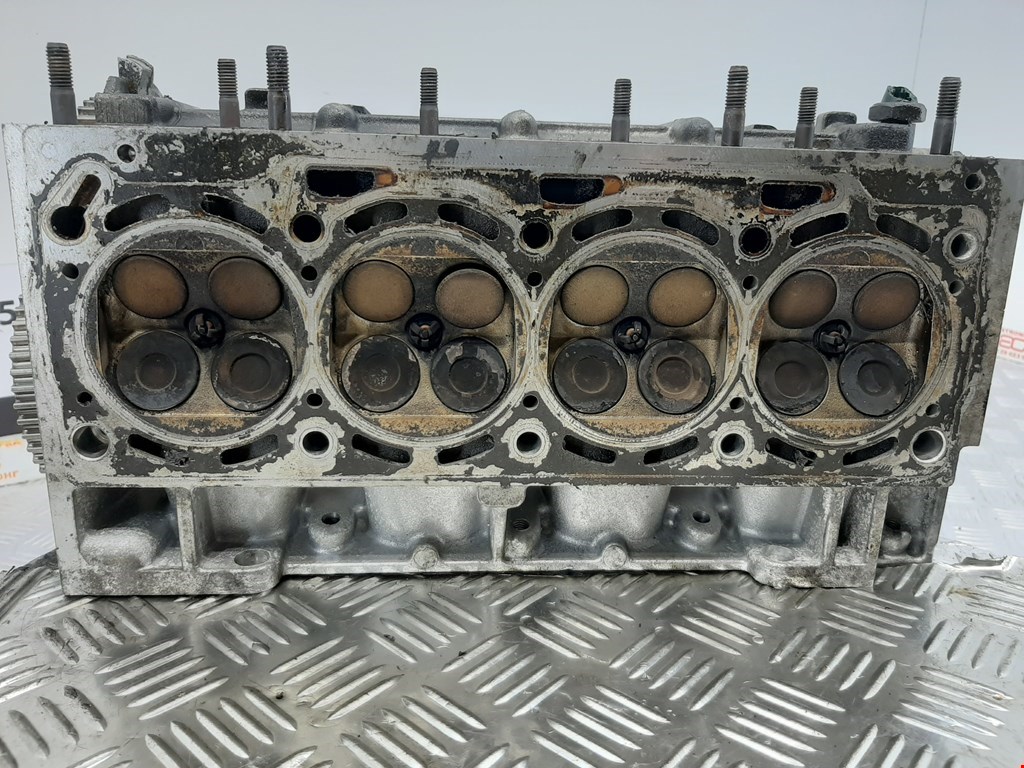 Если тебе нужна машина
совет по ремонту, пожалуйста, спрашивайте, наше сообщество механиков всегда рады помочь и всегда на 100% бесплатно.
Если тебе нужна машина
совет по ремонту, пожалуйста, спрашивайте, наше сообщество механиков всегда рады помочь и всегда на 100% бесплатно.
Статья опубликована 29.11.2020
Обнаружение трещин в блоке двигателя
Если ваш автомобиль страдает от странной потери мощности или из выхлопных труб идет сильный дым , вероятно, с вашим двигателем что-то не так.После тщательной проверки причин этого недостатка может быть множество, не в последнюю очередь образование трещин или трещин внутри блока цилиндров.
Как выделить этот тип неисправности?
Существует много процедур, но самые простые и наиболее часто используемые — это две:
- Впрыск мыльного раствора внутрь головы
- Погружение головы в бак с горячей водой
Прежде всего, необходимо полностью очистить головку или блок цилиндров .

После этого вы можете поместить головку блока цилиндров на опорную решетку и закрыть каналы для потока воды резиновыми заглушками, которые затем блокируются плексигласовой пластиной и фиксируются зажимами. Эта операция обеспечивает герметичность контура охлаждающей жидкости головки и предотвращает утечки воздуха во время испытания.
Следующая операция — это окунуть головку в бак с горячей водой.Температура воды должна быть около 70 ° . Оставьте его впитаться в течение нескольких минут, это позволит нагреться и расширить головку . Теперь пришло время продуть сжатым воздухом внутри контура под давлением в диапазоне 30-60 фунтов на квадратный дюйм . Последовательное образование воздушных пузырьков позволяет точно определить наличие любых трещин или трещин в блоке двигателя, в том числе более мелких и невидимых.
Comec для этой цели предлагает две модели машины, VPT130 и VPT160, которые в основном различаются в зависимости от емкости бака , что определяет диапазон использования.
VPT130 больше подходит для двигателей малого и среднего размера, таких как легковые или грузовые автомобили, в то время как VPT160 позволяет испытывать большие двигатели, такие как Iveco Cursor , Caterpillar или Cummins , обычно устанавливаемые на грузовые автомобили или промышленные и морские транспортные средства. .
Если вы хотите получить дополнительную информацию о VPT130 и VPT160, напишите нам по адресу [email protected].
Блоки двигателя: все, что вам нужно знать
блок двигателя , также называемый блок цилиндров или просто блок , это самая большая и тяжелая часть двигателя.Снимите все с двигателя, и этот кусок литого металла останется последним. Его основное предназначение — вмещать цилиндры, в которых работают поршни, а также в нем есть каналы, через которые перекачиваются масло и охлаждающая жидкость. Практически все современные блоки также образуют корпус для коленчатого вала, область, называемую блок-картер .
Поскольку блок большой и прочный, он является идеальным местом для установки многих других частей двигателя — генератора, водяного насоса, насоса гидроусилителя рулевого управления и стартера — все они прикручены к блоку болтами.
Блоки представляют собой неразъемную отливку из чугуна или алюминиевого сплава. За последние два десятилетия алюминиевый сплав все чаще использовался для изготовления блоков цилиндров из-за его небольшого веса. До этого блок делали из чугуна, который намного тяжелее. Блоки из чугуна прочнее алюминия и до сих пор широко используются, особенно в дизельных двигателях из-за более высоких действующих сил сжатия.
Компоненты блока двигателя
Цилиндров
Цилиндры — это пространства, в которых перемещаются поршни.Это большие отверстия точной формы, которые проходят через весь блок, с гладкими стенками, которые создают уплотнение с поршнем.
В блоках, изготовленных из чугуна, цилиндры обычно обрабатываются непосредственно в блоке, стенки растачиваются гладко, а затем обрабатываются с помощью процесса, называемого хонингованием. Алюминий мягче и более подвержен износу, поэтому в блоках из алюминиевого сплава будут использоваться более твердые металлические гильзы цилиндров или гильзы, которые помещаются в форму перед заливкой или закачиванием расплавленного алюминия.Такие вкладыши иногда также используются там, где цилиндр нужно отремонтировать или увеличить. Стенки цилиндра могут иметь специальное покрытие для уменьшения трения и улучшения теплопроводности.
Алюминий мягче и более подвержен износу, поэтому в блоках из алюминиевого сплава будут использоваться более твердые металлические гильзы цилиндров или гильзы, которые помещаются в форму перед заливкой или закачиванием расплавленного алюминия.Такие вкладыши иногда также используются там, где цилиндр нужно отремонтировать или увеличить. Стенки цилиндра могут иметь специальное покрытие для уменьшения трения и улучшения теплопроводности.
Обработка поверхности стенок цилиндра имеет жизненно важное значение, поскольку трение между поршнем и стенками цилиндра обычно составляет 20% трения в двигателе. Когда поршень движется вверх и вниз по цилиндру, он должен скользить по масляной пленке, избегая любой контакт металл-металл. Итак, мы хотим, чтобы стены были гладкими, чтобы избежать трения, но если стенки слишком гладкие, масло не прилипнет к ним.Слишком грубые стенки повредят поршневые кольца в местах контакта. Требуется тонкая штриховка, которая создает миллионы крошечных ромбовидных областей, которые могут действовать как резервуары.
Размер и количество цилиндров являются основными показателями объема двигателя. Чем больше цилиндров, тем больше цилиндры дают больше мощности.
Охлаждающая жидкость
При работающем двигателе стенки цилиндров сильно нагреваются — и намеренно; одна из их основных функций — отвод тепла от поршня.Цилиндры окружены полостями, называемыми водные рубашки через которую перекачивается охлаждающая жидкость водяным насосом. Как только двигатель нагреется до температуры, эта охлаждающая жидкость пройдет через радиатор, где охлаждается.
Проходы спроектированы таким образом, чтобы вся система могла быть полностью осушена, и во избежание любых карманов, где может скапливаться воздух и образовываться пар.
Обычно поток охлаждающей жидкости в двигателе направлен вверх из-за того, что горячие жидкости естественным образом поднимаются над холодными.Внутри двигателя есть две схемы потока: при последовательном потоке охлаждающая жидкость проходит через все цилиндры, затем вверх в головку и обратно к передней части двигателя. Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Масляные каналы
Масляные каналы внутри двигателя называются галереи . Масло перекачивается масляным насосом из поддона и по галереям.Эти каналы позволяют маслу достигать коленчатого вала и головки блока цилиндров. В этом двигателе Mazda есть галереи, по которым масло подается к маленьким форсункам, которые разбрызгивают нижнюю часть поршней, чтобы они оставались холодными.
Нефтяные штольни высверливаются в блоке после его заливки. Там будут заглушки, которые вставляются для заглушки концов галерей после их обработки.
К блоку наверняка будут прикреплены масляный фильтр и датчик давления масла. В показанном двигателе Mazda оба находятся в блоке.
Палуба
Верхняя поверхность блока, на которой находится ГБЦ, называется дека . Он идеально ровный и сопряжен с нижней стороной ГБЦ . Между блоком и головой будет прокладка головки . На двигателе с более чем одной головкой блока цилиндров, например, в V, W или плоской компоновке, будет площадка, где каждая из головок блока цилиндров встречается с блоком.
Между блоком и головой будет прокладка головки . На двигателе с более чем одной головкой блока цилиндров, например, в V, W или плоской компоновке, будет площадка, где каждая из головок блока цилиндров встречается с блоком.
Головка блока цилиндров плотно прикручена к блоку, потому что пространство, образованное между стенками цилиндра, головкой и верхней частью поршня, является камерой сгорания и принимает на себя огромную силу детонации топлива.Поскольку блок массивный и изготовлен из чугуна, он редко коробится, и поэтому настил блока редко нуждается в механической обработке при ремонте двигателя. Это контрастирует с нижней стороной меньшей, более податливой головки блока цилиндров, которая может легко деформироваться.
Картер
Практически все современные блоки цилиндров имеют внизу область, в которой коленвал . Эта область, окружающая коленчатый вал, называется блок-картер .
Коленчатый вал сидит в седлах, окружен подшипниками, а затем зажат крышками коренных подшипников.
Отверстие в нижней части картера будет закрыто масляным поддоном или поддоном, в котором находится моторное масло. Между масляным поддоном и блоком может быть прокладка, или, в случае Mazda, масляный поддон герметизирован жидкой прокладкой, которая по сути похожа на силиконовый герметик.
Подушки двигателя
Блок двигателя используется как точка крепления между двигателем и шасси.Кронштейны, называемые опорами двигателя, привинчиваются к блоку двигателя, а затем через резиновые опоры к шасси или подрамнику.
Заглушки сердечника
Вокруг блока есть отверстия, закрытые металлом. заглушки , также называемый пробки замораживания или же расширительные заглушки . Несмотря на свое название, эти заглушки — всего лишь остатки процесса литья: в форме для блока используется сжатый песок, чтобы сформировать внутренние пространства, такие как водяные рубашки.Когда металл затвердевает, этот песок встряхивается и вымывается из двигателя через эти большие отверстия. Иногда обработка также производится через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае нельзя утверждать, и это действительно незначительное побочное преимущество наличия заглушек.
Иногда обработка также производится через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае нельзя утверждать, и это действительно незначительное побочное преимущество наличия заглушек.
Эти заглушки могут подвергнуться коррозии в течение срока службы блока и начать протекать. Их можно снимать и заменять. Во время восстановления двигателя, возможно, потребуется удалить пробки, чтобы полностью промыть двигатель.
Вспомогательные крепления
В различных точках блока имеются резьбовые отверстия с плоской обработанной поверхностью. Эти точки крепления называются бобышки .
Неисправности
Сам блок очень прочный.Он маловероятен из-за своей массы, а коррозия снаружи оказывает незначительное влияние. Блок цилиндров двигателя редко нуждается в обслуживании в течение срока службы обычного автомобиля, неисправности обычно выявляются и устраняются только во время полного восстановления двигателя. Устранение неисправностей в блоке двигателя может быть очень дорогостоящим, в основном из-за трудозатрат на разборку двигателя для ремонта.
Блок цилиндров двигателя редко нуждается в обслуживании в течение срока службы обычного автомобиля, неисправности обычно выявляются и устраняются только во время полного восстановления двигателя. Устранение неисправностей в блоке двигателя может быть очень дорогостоящим, в основном из-за трудозатрат на разборку двигателя для ремонта.
Трещины
В блоке двигателя могут образоваться трещины как внутри, так и снаружи.Если есть подозрение на трещину, перед разборкой двигателя можно добиться некоторого успеха с помощью химического герметика для блоков. Это химические присадки, которые добавляются к охлаждающей жидкости и могут закрыть небольшие трещины в системе охлаждающей жидкости.
Чугунный блок проверяется на наличие трещин с помощью процесса, называемого магнитным плавлением, при котором цветной металлический мелкий порошок разбрызгивается на блок, в то время как ток применяется для создания магнитного поля. Это поле сильнее вокруг трещин и притягивает порошок к мелким трещинам, что делает их хорошо заметными.
Алюминиевые блоки проверяются на наличие трещин с помощью набора для испытаний с проникающим красителем. Они работают с использованием цветного красителя, который проникает в трещины и делает их более заметными.
После того, как трещина обнаружена, ее можно сварить, но это специализированная работа, потому что литые материалы сложно сваривать без ослабления окружающей области.
Износ цилиндра
Со временем на стенках цилиндров из-за тепла образуется лаковая грязь.Если двигатель ремонтируется, цилиндры должны быть очищены от глазури и проверены. Удаление глазури можно произвести, протерев стены денатурированным спиртом или разбавителями для краски, также можно использовать хонинговальный инструмент.
Цилиндры могут иметь коническую форму, при которой верхняя часть цилиндра сужается к низу. Это связано с тем, что основной износ происходит там, где поршневые кольца соприкасаются со стенкой цилиндра. Цилиндры также могут иметь овальную или овальную форму. В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
Подшипники коленчатого вала
Седла коленчатого вала могут изнашиваться или смещаться из-за перекоса. Это приводит к неравномерному зажиму коленчатого вала. Процесс обработки для увеличения и выравнивания седел коленчатого вала называется расточкой.
Модификации и обновления
Растачивание двигателя
Одним из способов увеличения мощности двигателя является увеличение его мощности, то есть количества пространства для топлива и воздуха над поршнем.Объем внутри цилиндров можно увеличить, сделав их шире в процессе, известном как расточка двигателя или расточка . В механическом цехе цилиндры растачиваются для увеличения диаметра, при этом обеспечивается то, что цилиндр движется строго перпендикулярно коленчатому валу. Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как делается блок двигателя
Все блоки, за исключением особо специализированных, отливаются путем заливки расплавленного металла в формы.Исторически двигатели отливали из чугуна, но все чаще используется алюминиевый сплав из-за его меньшего веса. В этом видео показан процесс производства блока цилиндров.
Литье блоков двигателя — это процесс массового производства, поэтому специализированные блоки, обычно единичные для изготовления на заказ, фрезеруются из цельного куска алюминия. Он известен как блок цилиндров двигателя, после куска твердого алюминия.
На этом видео из цельного блока алюминия весом 170 кг превращается в блок двигателя.
Shop Talk: Советы по установке выступа гильзы цилиндра
Вопрос от Хэнка из Техаса: Какова процедура установки гильз цилиндров двигателя Mack E-7 и настройка выступа гильзы?
Ответ: Отличный вопрос, Хэнк. При рассмотрении процесса установки гильзы гильзы цилиндра для Mack E-7 reman следует учитывать три вещи:
Выступ гильзы — это величина, на которую гильза цилиндра выступает над поверхностью блока цилиндров.Предполагается, что он прилипает к поверхности блока и действует, по сути, как подушка на прокладке головки блока цилиндров. После затяжки головка блока цилиндров равномерно сжимает прокладку в соответствии с техническими характеристиками производителя. По сути, гильза цилиндра — это ориентир, позволяющий убедиться, что головка цилиндра и блок находятся в правильном положении. Измерения производятся с помощью мостового микрометра и циферблатного индикатора.
1. Сначала необходимо герметизировать втулки гильз цилиндров с помощью силиконового герметика RTV, поставляемого поставщиком.
2. Во-вторых, возьмите штангенциркуль и измерьте расстояние между противопожарной перегородкой и чеканкой с высоты палубы. Измерение должно находиться в пределах 0,023–0,029 дюйма. Допуск не должен превышать 0,007 дюйма. Если допуск выходит за пределы спецификации, восстановителю следует использовать прокладки для компенсации. Специалист по ремонту двигателя должен провести 5-6 измерений вокруг головы, чтобы убедиться, что он соответствует спецификации. Одного измерения просто недостаточно; последовательность — это название игры. Если посадка не на 100% идеальна, прокладка головки может раздавливаться или уплотняться должным образом с одной стороны двигателя и неправильно уплотняться с другой.
3. Совет дня: коренные подшипники распредвалов №2 и №5 должны питать коромысло. Совершенно необходимо, чтобы отверстия подшипников распредвала совпадали во время установки. Если отверстия не совпадают, масло не может свободно вытекать из подшипников, и двигатель заклинивает.
Если отверстия не совпадают, масло не может свободно вытекать из подшипников, и двигатель заклинивает.
4. Сухая футеровка немного сложнее мокрой. Вы должны использовать микрометр глубины, чтобы сначала измерить глубину цековки; который состоит из расстояния от поверхности деки до поверхности фланца в блоке двигателя.Как только это измерение будет выполнено, вы захотите измерить толщину фланца гильзы. Вычтите первое измерение из второго, что даст вам идеальную спецификацию выступа, если лайнер правильно сидит в блоке. Основная причина проведения этих измерений (в которых нет необходимости при нанесении влажных лайнеров) заключается в том, что вам нужно использовать инструмент для установки втулки. После установки их сложно удалить и сбросить, поэтому вам лучше убедиться, что высота вашего выступа правильная с первого раза.После установки целесообразно еще раз провести измерения, чтобы убедиться в правильности технических характеристик.
5. Отсутствие надлежащего уплотнения между головкой и блоком может привести к катастрофическому отказу двигателя. Наиболее частыми проблемами из-за неправильного выступа гильзы являются негерметичные прокладки головки, поврежденные поршни, ямки на деках ГБЦ и трещины на фланцах гильзы. Взгляните на увеличенные фотографии правильного и неправильного выступа лайнера.
Наиболее частыми проблемами из-за неправильного выступа гильзы являются негерметичные прокладки головки, поврежденные поршни, ямки на деках ГБЦ и трещины на фланцах гильзы. Взгляните на увеличенные фотографии правильного и неправильного выступа лайнера.
Нормальный выступ лайнера при сильном увеличении.Обратите внимание на ровную консистенцию фланца гильзы цилиндра.
Неправильный выступ вкладыша:Обратите внимание на непоследовательный рисунок на фланце гильзы цилиндра. К нижней части рисунка рисунок неровный. Этот конкретный выступ гильзы не соответствует спецификации и привел к растрескиванию фланца гильзы.
Захваченный мусор: На фото выше видно наличие посторонних предметов между герметизированным вкладышем.Этот конкретный блок был спасен и подвергнут дробеструйной обработке. Дробеструйная обработка — это процесс очистки сжатым воздухом, содержащим очень мелкие частицы.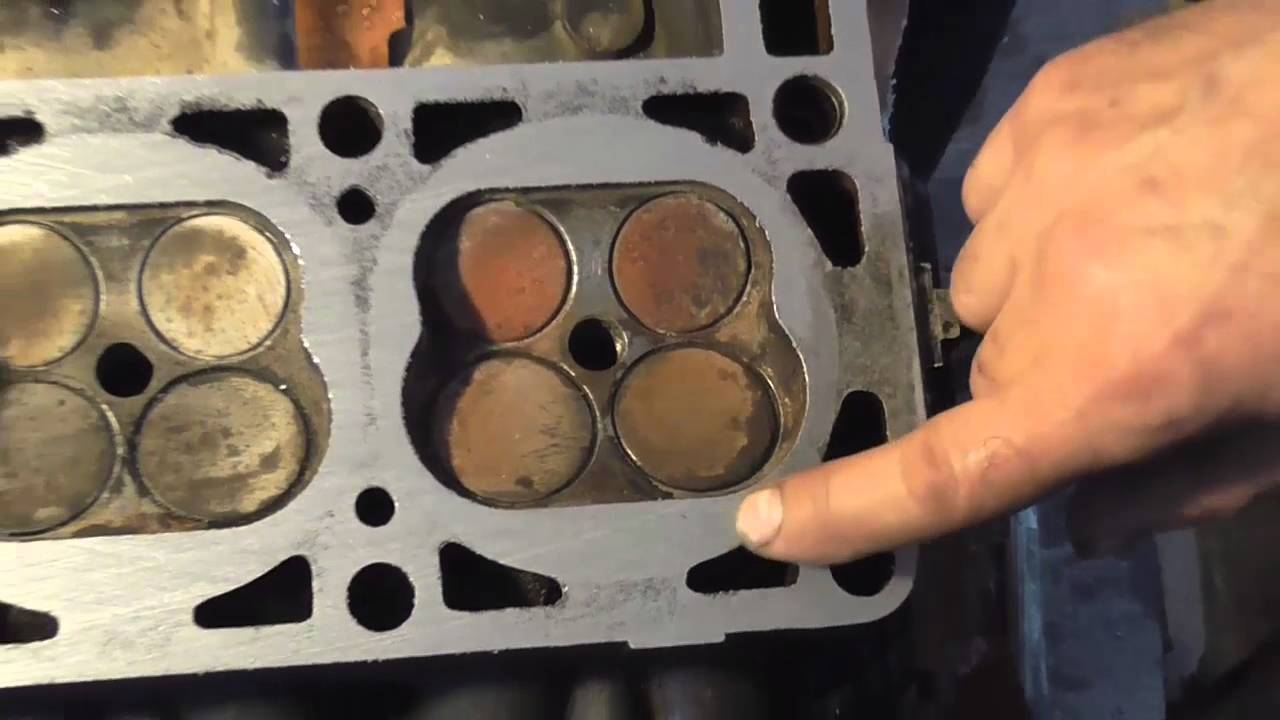 Анализ материала показал, что очень маленькие частицы были внедрены в поверхность блока. Блок не подвергался обработке паром или химической чистке в резервуаре для удаления мусора перед установкой выступа лайнера. При установке гильз цилиндров мусор попал под фланец, что привело к растрескиванию фланца гильзы. При создании дизельного двигателя очень важно, чтобы все было в чистоте.Любой инородный мусор от грязи, песка или стальных частиц может загрязнить внутренние компоненты двигателя.
Анализ материала показал, что очень маленькие частицы были внедрены в поверхность блока. Блок не подвергался обработке паром или химической чистке в резервуаре для удаления мусора перед установкой выступа лайнера. При установке гильз цилиндров мусор попал под фланец, что привело к растрескиванию фланца гильзы. При создании дизельного двигателя очень важно, чтобы все было в чистоте.Любой инородный мусор от грязи, песка или стальных частиц может загрязнить внутренние компоненты двигателя.
На этом рисунке видны толстые линейные отметины на поверхности блока. Эти бороздчатые узоры были вызваны агрессивной обработкой поверхности блока высокоскоростным абразивным диском для наплавки. После обработки поверхность отполирована неравномерно. Поперечные соломенные линии идут от самого фланца, образуя противоположный узор на верхней части обработанного блока.Результат — неровная посадка, и в этом случае фланец полностью отломится от гильзы.
Правильный выступ лайнера может быть немного сложным, но очень важно убедиться, что он полностью соответствует спецификации. Делайте это шаг за шагом, и все будет в порядке!
Категории товаров
Без категории,Как рассчитать степень сжатия и рабочий объем двигателя
При создании двигателя с нуля расчет степени сжатия (CR) является необходимым шагом по любому количеству причин, начиная от соблюдения правил гонок и заканчивая получением форы на старте. тюнинг.
По определению, степень сжатия — это общий рабочий объем цилиндра с поршнем в нижней мертвой точке (НМТ), деленный на общий сжатый объем с поршнем в верхней мертвой точке (ВМТ). Вскоре мы обсудим процедуры и формулы для определения рабочего объема и объема сжатия; но сначала давайте рассмотрим последствия незнания CR двигателя. На степень сжатия существенно влияет объем зазора деки, расстояние между головкой поршня в ВМТ и высотой поверхности деки. Сначала установите поршень в ВМТ, затем обнулите циферблатный индикатор на поверхности деки блока цилиндров. Переместите индикатор на плоскость деки поршня, чтобы определить, насколько поршень находится ниже или выше деки блока. В этом примере это 0,005 дюйма. напишите номер на поршне в качестве проверки для облегчения сравнения.
Сначала установите поршень в ВМТ, затем обнулите циферблатный индикатор на поверхности деки блока цилиндров. Переместите индикатор на плоскость деки поршня, чтобы определить, насколько поршень находится ниже или выше деки блока. В этом примере это 0,005 дюйма. напишите номер на поршне в качестве проверки для облегчения сравнения. «Слишком слабое сжатие обычно приводит к неудовлетворенным ожиданиям производительности. На стороне высокого давления [слишком сильное сжатие] сопряжено с большим риском при настройке и потенциальным отказом компонентов, если не используется должным образом лучшее топливо », — говорит Алан Стивенсон из JE Pistons.«В приложениях с принудительной индукцией (FI) ошибиться на низкой стороне намного безопаснее, чем испытать удачу на высокой стороне. Окно настройки расширяется и обеспечивает большую безопасность в случае возникновения проблем с давлением или доставкой топлива, или даже в случае плохой партии газа. И, если мощности недостаточно, еще один-два фунта наддува легко восполнит разницу ».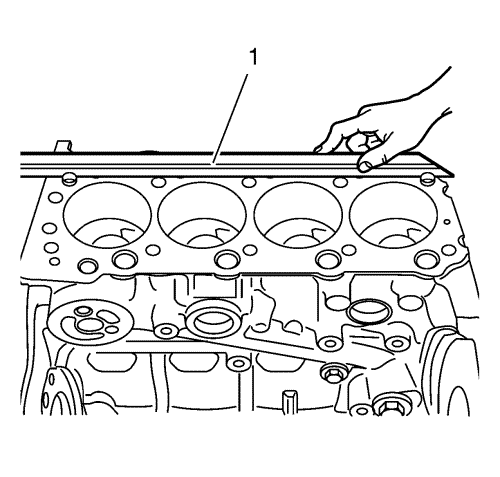
Ряд санкционирующих органов ограничивают степень сжатия двигателя в зависимости от класса или применения. Если CR рассчитывается неправильно, гонщик может быть оштрафован за обман, если судьи обнаружат, что он слишком высок.С другой стороны, если CR ниже допустимого максимума, гонщик теряет мощность. Даже если нет правил для CR, гонщик может быть ограничен определенным видом топлива. Знание CR обеспечит прочную основу для стратегии настройки.
Для измерения объема камеры сгорания необходимы бюретка и специальные приспособления. Как и при измерении объема купола поршня, ключом является герметизация камеры прозрачной пластиной и измерение количества жидкости, необходимой для заполнения камеры.
Для тех, кто не занимается гонками, неплохо знать и понимать данные, необходимые для расчета CR, особенно при создании двигателя с нуля. При заказе поршней, например, техническим представителям компании необходимо знать ряд факторов, чтобы обеспечить желаемую или, по крайней мере, безопасную степень сжатия. Если у вас есть использованный блок и вы не знаете высоту платформы, или вы приобрели набор головок и не знаете объем камеры сгорания, то вероятность возникновения проблем, упомянутых Стивенсоном, весьма вероятна.
Чтобы рассчитать объем купола: сначала поместите поршень на измеренное расстояние в цилиндр, убедившись, что купол находится под декой. В этом примере поршень находится в отверстии 0,150 дюйма. Рассчитайте выставленный объем цилиндра. Объем = (π) x (квадрат радиуса отверстия) x (открытая высота цилиндра). В этом примере диаметр отверстия (4,600 дюйма) и выступающего цилиндра 1,5 дюйма равен 40,9 куб. Используя бюретку и прозрачную пластину настила, заполните цилиндр жидкостью и отметьте, сколько было необходимо. Здесь было около 35,8 куб. Вычтите количество использованной жидкости из рассчитанного объема цилиндра. Разница в объеме купола.
Здесь было около 35,8 куб. Вычтите количество использованной жидкости из рассчитанного объема цилиндра. Разница в объеме купола. Делаем математику
В старые времена вычисление CR означало использование логарифмической линейки (очень давно) или работу с набором формул на портативном калькуляторе. Сегодня поиск онлайн-калькуляторов, которые быстро выдадут результаты, находится на расстоянии одного клика от Google. Но, как говорится в старой поговорке, компьютер хорош настолько, насколько хорош качество информации, которую он получает.
Измерения, необходимые для определения CR:
- Диаметр цилиндра
- Длина хода коленчатого вала
- Диаметр отверстия прокладки головки
- Толщина сжатой прокладки головки
- Объем камеры сгорания
- Объем купола поршня
- Объем зазора деки поршня
В Интернете есть пара высокотехнологичных калькуляторов, которые требуют еще большего, например, длину штока и расстояние от первого компрессионного кольца до верха поршня. Последнее поможет обеспечить объем над верхним кольцом, но это измерение обычно не влияет существенно на окончательный расчет и используется только в очень важных приложениях.
Последнее поможет обеспечить объем над верхним кольцом, но это измерение обычно не влияет существенно на окончательный расчет и используется только в очень важных приложениях.
Онлайн-калькуляторы обычно предлагают выбор ввода всех измерений в дюймах или метрических единицах, за исключением объемов камеры сгорания и купола поршня, которые всегда вводятся в кубических сантиметрах или кубических сантиметрах.
Многие из сегодняшних поставщиков послепродажного обслуживания предоставляют свои соответствующие размеры для стандартных деталей, что является более чем половиной успеха в быстром определении CR вашего двигателя с разумной точностью.
«Слишком много людей зацикливаются на десятых долях балла в CR, но не понимают влияния гидродинамики, например, из-за правильного выбора кулачка и фазировки», — говорит Стивенсон. «Если все остальное хорошо сочетается, разница в 0,1 коэффициента будет незначительной для всего, что не касается профессиональных гонок с максимальными усилиями.”
«Если все остальное хорошо сочетается, разница в 0,1 коэффициента будет незначительной для всего, что не касается профессиональных гонок с максимальными усилиями.”
Это декорировано?
Высота настила — это единственное измерение, которое производитель двигателя должен произвести для точного расчета. Даже с новым блоком цилиндров, новыми шатунами и новыми поршнями может быть значительная разница, если сложить высоту платформы и попытаться вычесть половину хода, длины штока и высоты сжатия. И если блок используется, а вы не уверены в его истории, есть вероятность, что поверхность могла быть фрезерованной, что изменило бы высоту настила.
Для расчета CC головки блока цилиндров используйте кусок прозрачного акрила с отверстием. Слегка наклоните голову так, чтобы отверстие оказалось в самой высокой точке. Используйте бюретку и измерьте, сколько жидкости нужно для заполнения камеры сгорания. «Самый упускаемый из виду размер — высота блока.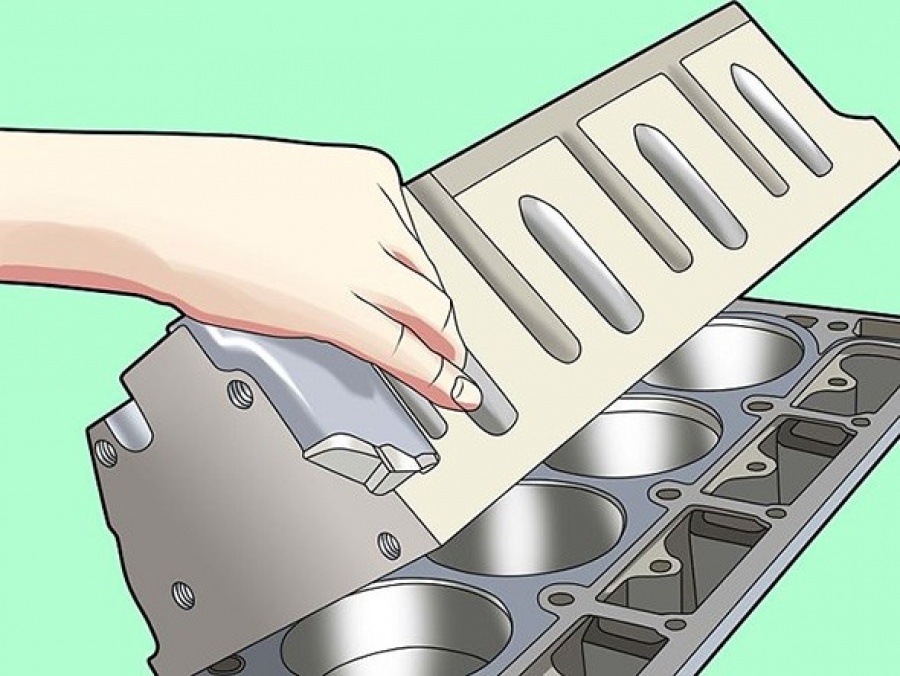 Это критично для точности степени сжатия, поскольку разница в зазоре деки в 0,020 дюйма приводит к значительному изменению CR », — предупреждает Стивенсон.
Это критично для точности степени сжатия, поскольку разница в зазоре деки в 0,020 дюйма приводит к значительному изменению CR », — предупреждает Стивенсон.
Опять же, CR рассчитывается путем деления общего рабочего объема на общий сжатый объем.Вот что необходимо для определения каждой из этих сумм:
Рабочий объем равен объему цилиндра + объем зазора + объем поршня + объем прокладки + объем камеры. Сжатый объем равен зазору + объем прокладки + объем поршня + объем камеры.
Все коэффициенты должны иметь одно и то же числовое значение. При ручном вычислении это обычно кубические сантиметры или CC. Большинство онлайн-калькуляторов автоматически конвертируют стандартные измерения в метрические и вычисляют такие значения, как объем зазора, если вы правильно ввели диаметр цилиндра и зазор по высоте платформы.Онлайн-калькуляторы также могут определить объем прокладки с правильной толщиной и диаметром отверстия, но многие производители прокладок предоставляют эту информацию в своих каталогах или на упаковке.
Определение объемов говорящих
Опять же, производственные компании послепродажного обслуживания обычно поставляют необходимое количество новых деталей. Производители поршней будут указывать объем купола / тарелки в + или — CC, а производители головок цилиндров предлагают свои продукты с разными объемами, чтобы помочь достичь желаемой степени сжатия.Однако никогда не помешает подтвердить собственными измерениями.
«По необходимости, двигатели внутреннего сгорания требуют достаточно жесткого контроля размеров для надежной работы, поэтому отклонения размеров должны находиться в пределах допустимых допусков. Контроль качества на уровне производства предотвращает выпуск несоответствующей продукции в эксплуатацию », — поясняет Стивенсон. «Конечно, ничто не может быть стопроцентным, поэтому тщательные измерения являются стандартной практикой для механических цехов и производителей двигателей. Предполагать, а не измерять, почти гарантирует дорогой и неприятный результат.”
Предполагать, а не измерять, почти гарантирует дорогой и неприятный результат.”
Опытные производители двигателей имеют все необходимые инструменты для выполнения всех необходимых измерений, например, калибр внутреннего диаметра и индикатор часового типа. Самые утомительные измерения — это объем поршня и объем камеры сгорания. Требуются бюретка, цветная жидкость и приспособления для решения конкретных задач, как указано на прилагаемых фотографиях.
Варианты обработки могут повлиять на зазор деки поршня. По этой причине важно проверить каждый поршень и записать измеренный зазор на головке.Пример Chevy с большими блоками
В качестве примера давайте вычислим CR для популярного приложения Chevy с большими блоками. Начиная с диаметра отверстия 0,060 дюйма (4,130 дюйма) и хода 4,250 дюйма, рабочий объем каждого цилиндра составляет 62,006 куб. См, что соответствует 496 куб. Дюйм V8.
Завершают вращающийся узел штоки и поршни диаметром 6,385 дюйма с высотой сжатия 1,270 дюйма и куполом объемом 18 см3. Мы используем закаленный блок, который требует небольшой отделки поверхности, поэтому окончательная высота настила составляет 9.780. Выбранные головки цилиндров имеют камеры сгорания объемом 118 куб. См, а прокладка головки цилиндров имеет внутренний диаметр 4,375 и толщину в сжатом состоянии 0,040. Производитель заявляет, что объем прокладки составляет 9,854 куб. См.
Мы используем закаленный блок, который требует небольшой отделки поверхности, поэтому окончательная высота настила составляет 9.780. Выбранные головки цилиндров имеют камеры сгорания объемом 118 куб. См, а прокладка головки цилиндров имеет внутренний диаметр 4,375 и толщину в сжатом состоянии 0,040. Производитель заявляет, что объем прокладки составляет 9,854 куб. См.
При такой высоте деки и вращающемся узле зазор деки равен 0,000. Вставив все эти числа в онлайн-калькулятор, мы получим 10,25: 1. Если бы у двигателя был новый блок со стандартной высотой деки 9,800 дюйма, CR упал бы до 9,86: 1, потому что был бы зазор деки 0,020 дюйма.
Если производить расчеты вручную, вот как формула будет работать с моделью настила с поверхностью:
- Объем цилиндра = 1016.094 куб. производитель, но формула (диаметр отверстия ÷ 2) 2 x 3,1416 x толщина прокладки x 16,387]
- Объем камеры = 118 см3 [Значение от производителя, но может быть определено и / или подтверждено путем измерения]
- Объем поршня = -18 см3 [Значение от производителя, но может быть определено и / или подтверждено путем измерения.
 Выражается как отрицательный объем, потому что форма поршня имеет куполообразную форму. Если бы поршень был выпуклым или плоским верхом с предохранительными клапанами, это было бы положительно.]
Выражается как отрицательный объем, потому что форма поршня имеет куполообразную форму. Если бы поршень был выпуклым или плоским верхом с предохранительными клапанами, это было бы положительно.]
С этими числами мы складываем рабочий объем как 1016,094 + 0,000 + 9,985 + 118 — 18 = 1126,079. Сжатый объем 0,000 + 9,985 + 118 — 18 = 109,985. Разделив развернутый объем на сжатый, получим 10,24: 1. Небольшая разница между ручным расчетом и онлайн-калькулятором, вероятно, объясняется тем, что последний использует больше десятичных знаков в уравнении.
После расчета CR у производителя двигателя есть несколько вариантов его изменения без использования других деталей или дополнительной обработки. Более толстая прокладка немного снизит сжатие, а более тонкая прокладка немного повысит сжатие. В противном случае придется заказывать другие поршни или головку блока цилиндров придется фрезеровать для уменьшения объема камеры сгорания и повышения CR.
Изменение толщины прокладки головки позволяет точно настроить степень сжатия.