Поршневая группа ВАЗ. Поршни ВАЗ. Констукция. Размеры. Маркировка
Поршневая ВАЗ. Поршень. Много картинок, листайте ниже
Конструкция поршня ВАЗ
Поршневая группа двигателя включает в себя — поршень, поршневые кольца и поршневой палец. Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуемы. Вот некоторые требования, которым должна соответствовать эта деталь:
— температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С;
— после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие,
будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия
приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
При таком давлении, оказываемое на днище усилие,
будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия
приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
— зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
— изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более стопятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
маркировка поршней
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой.
Маркировка наносится на поверхность рядом с отверстием под поршневой палец.
На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10».
Поршень 2108 имеет диаметр 76мм , модели 21083 и 2110 — 82мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана.
Модели 21126 и 11194 отличаются диаметром.
маркировка поршней ваз 2106, подгруппа
таблицу с ремонтными размерами поршней (маркировка и подгруппа )смотрите здесь
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым) , называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под
маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через
установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод
тепла от днища, то это приведет к его прогоранию.
Если конструкция изделия не будет предусматривать эффективный отвод
тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм.
Для второго компрессионного кольца зазор — 0,035-0,060мм, для маслосъемного – 0,025-,0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец.
Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля
и предотвратить наволакивание алюминия на поверхности цилиндра.
Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло,
но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.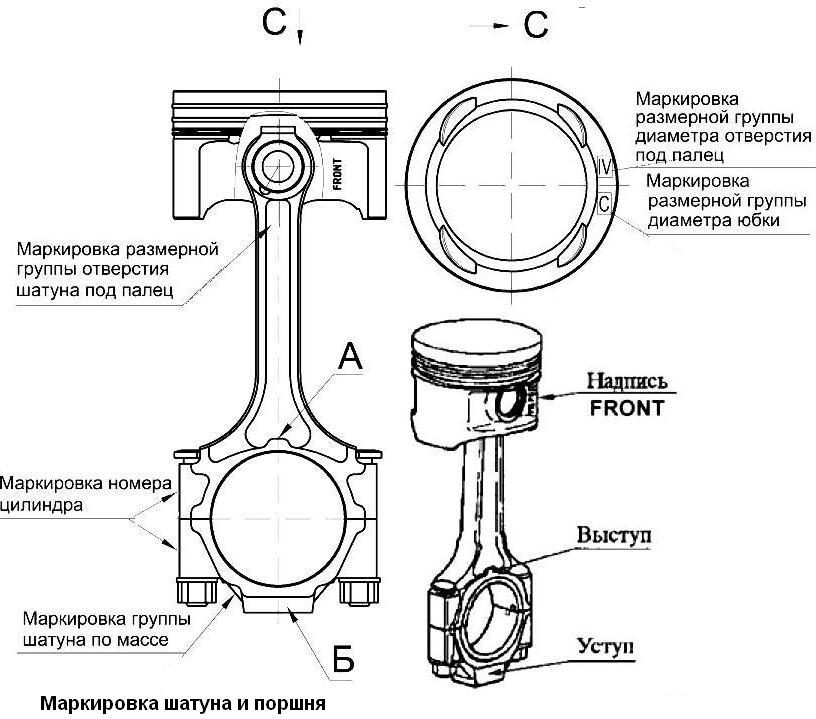
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется
«итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.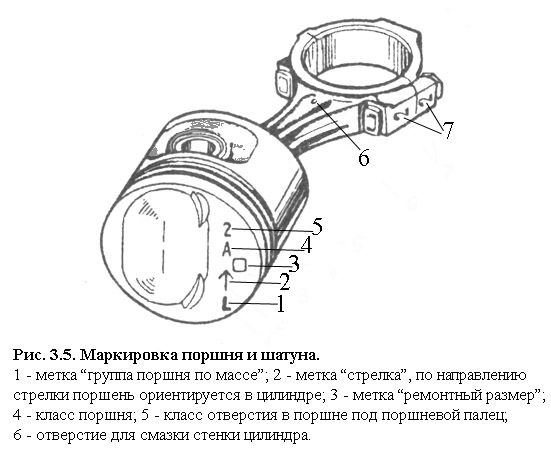
У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла.
В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже
может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла. При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища.
При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность
и разный коэффициент теплового расширения.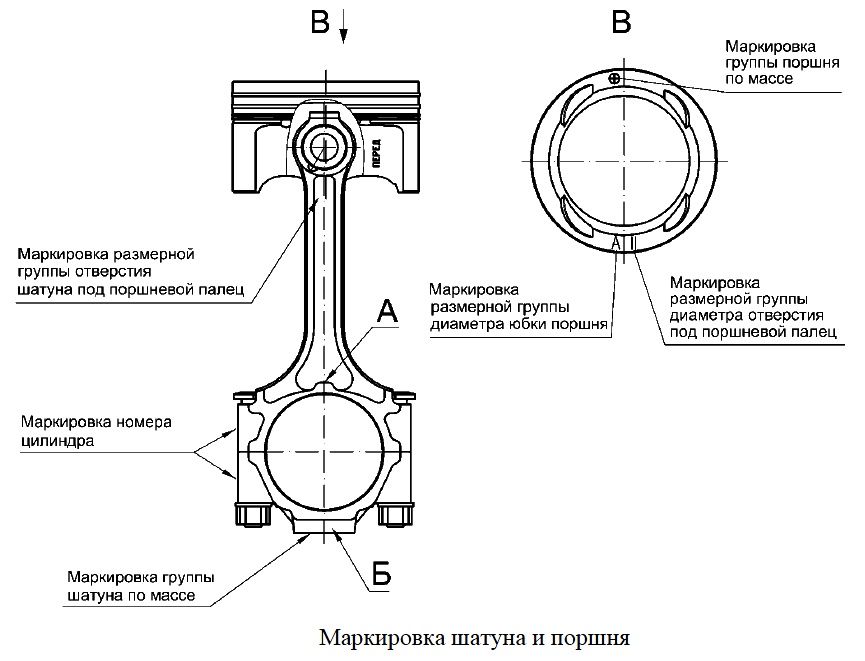 Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр
цилиндра.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр
цилиндра.
При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня. Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы.
Палец и
отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку. На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун».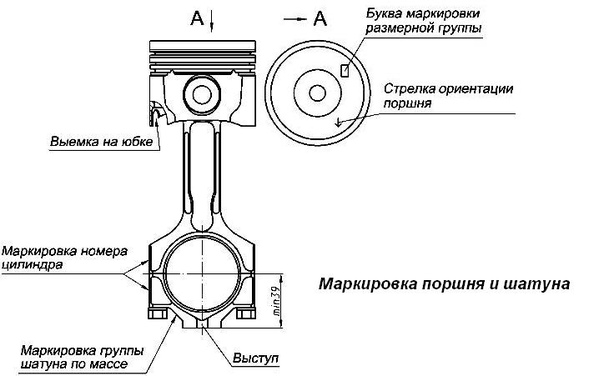 На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором,
обеспечивая свободное вращение.
На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором,
обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса.
Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса.
Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец.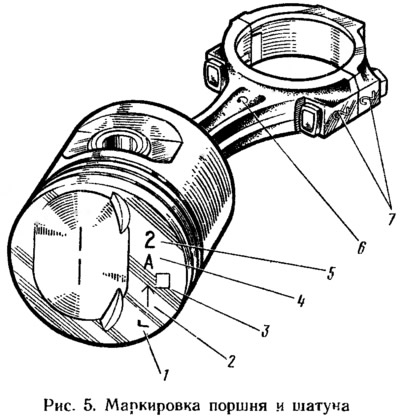 Ось отверстия смещена в горизонтальной плоскости от оси поршня.
В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек
контакта поршня с цилиндром.
Ось отверстия смещена в горизонтальной плоскости от оси поршня.
В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек
контакта поршня с цилиндром.
На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты.
Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей.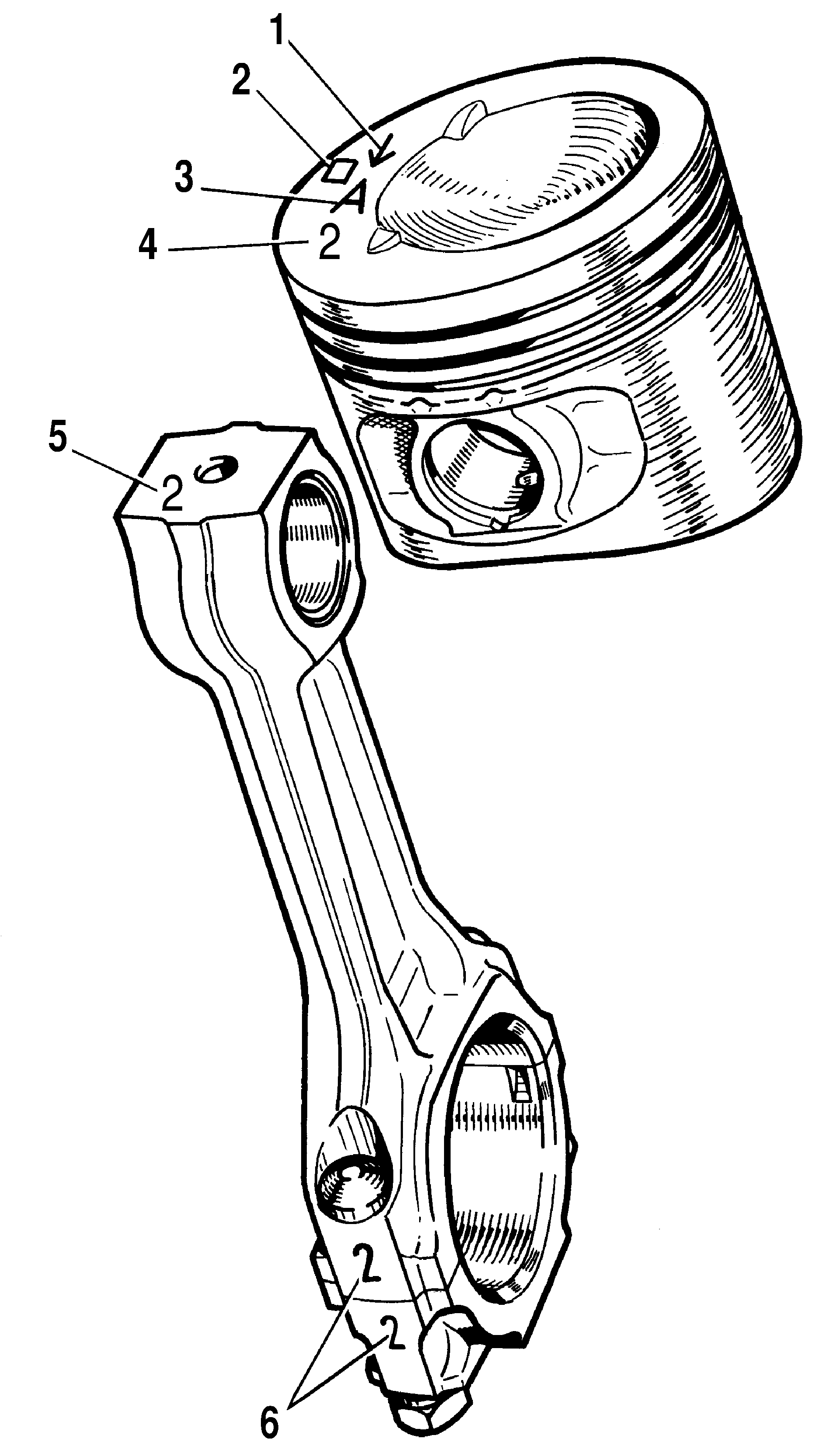 Независимо от производителя, они должны соответствовать
требованиям, рассчитанным для конкретной модели двигателя.
Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни
одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Независимо от производителя, они должны соответствовать
требованиям, рассчитанным для конкретной модели двигателя.
Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни
одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е).
В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.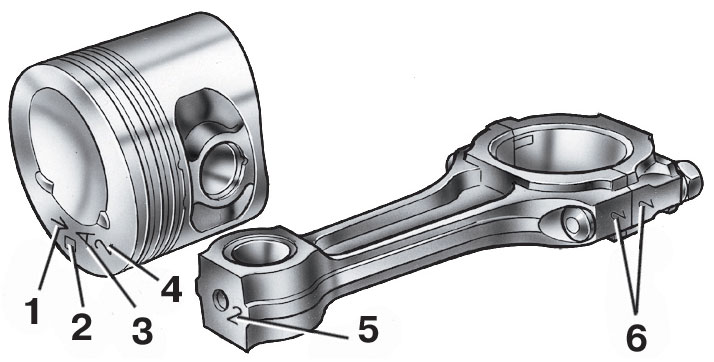 Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным
наружным диаметром на 0,4 и 0,8 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным
наружным диаметром на 0,4 и 0,8 мм.
Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных.
Так для двигателя 2101 существовало три ремонтных размера: на 0,2мм., 0,4мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость.
Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм.
Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм.
Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня. Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка(ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они
получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины.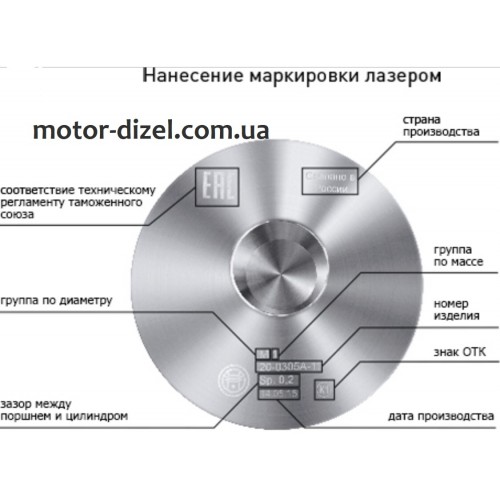 Увеличенный объем металла ведет к увеличенной тепловой
деформации и необходимости увеличивать зазор между поршнем и цилиндром.
Увеличенный объем металла ведет к увеличенной тепловой
деформации и необходимости увеличивать зазор между поршнем и цилиндром.
И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий.
Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте
и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции
практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы.
Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Вопрос-ответ
Для чего выемки на поршнях ваз?
Это выемки под клапана. Для того что бы не погнуло клапана при обрыве.
Классы поршней для двигателей ВАЗ.
На современном рынке присутствует большое количество поршней как отечественных, так и зарубежных производителей. Вне зависимости от места изготовления изделия, поршень ДВС должен соответствовать требованиям каждой конкретной модели двигателя.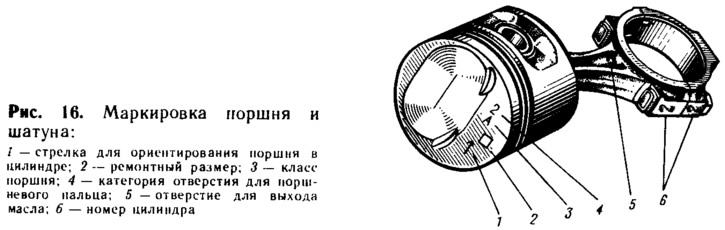 Так, поршень Ваз, входящий в комплект, не должен отличаться по своей массе более чем на ±2,5 грамма. Именно это обстоятельство снизит вибрацию запущенного двигателя. В розничной торговле принято реализовывать поршни одной весовой категории. При необходимости осуществляется подгонка поршней по массе.
Так, поршень Ваз, входящий в комплект, не должен отличаться по своей массе более чем на ±2,5 грамма. Именно это обстоятельство снизит вибрацию запущенного двигателя. В розничной торговле принято реализовывать поршни одной весовой категории. При необходимости осуществляется подгонка поршней по массе.
Стоит отметить, что зазор, имеющийся между поверхностью поршня и цилиндром должен быть равен величине, установленной для конкретной модели двигателя. По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). Как запчасти поставляют только поршни классов — А, С и Е. Этих размеров вполне достаточно для подбора деталей к любому блоку цилиндров и обеспечения необходимых зазоров. Модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — (A, B, C), размер шага — 0,01 мм. Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм.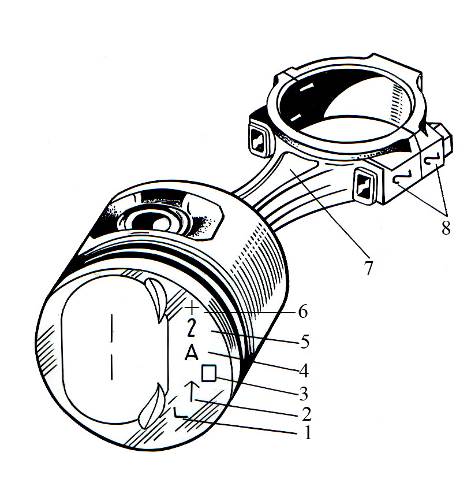 На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных. Для двигателя 2101 можно было подобрать изделие на 0,2мм., 0,4мм. и на 0,6 мм., а для 21011 — 0,4 мм. и 0,7 мм.
На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных. Для двигателя 2101 можно было подобрать изделие на 0,2мм., 0,4мм. и на 0,6 мм., а для 21011 — 0,4 мм. и 0,7 мм.
Изготовление поршней осуществляется из сплавов алюминия. Имеющийся в них кремний позволяет снижать коэффициент теплового расширения, а, следовательно, и увеличивать износостойкость изделия. Сплавы, содержащие 13% кремния именуют эвтектическими, а те, где его содержание выше – заэвтектическими. С увеличением процентного содержания кремния в сплаве увеличиваются теплопроводные характеристики изделия, но, в то же время, происходит ухудшение его литейных и механических свойств. Дабы улучшить их, в сплавы вводят легирующие медь, марганец, хром и никель.
Отметим 2 основных способа изготовления заготовок поршня. Первая – отливка в специальную форму (кокиль) наиболее распространена. Второй – ковка или горячая штамповка.
Второй – ковка или горячая штамповка.
После механической обработки изделие проходит термическую обработку с целью повышения его твердости, износостойкости, прочности, а так же для снятия остаточного напряжения металлов. Благодаря своей структуре кованый металл повышает прочностные характеристики изделия. Однако классическая конструкция кованых изделий, имеющая высокую юбку, получается достаточно тяжелой. Помимо этого, кованые детали не могут быть использовать в своем составе термокомпенсирующие пластины и кольца. Увеличивается объем, что приводит к росту тепловой деформации, потому происходит необходимость увеличения зазора между поршнем и цилиндром. Следовательно, растет их износ, шум и расход масла. Кованые поршни оправдывают свое применение лишь в той ситуации, когда в большинстве своем двигатель автомобиля эксплуатируют на предельных режимах.
Сегодня прослеживаются несколько основных тенденций в технологическом конструировании поршней: уменьшается их вес, все чаще используются тонкие поршневые кольца, снижается компрессионная высота, используются короткие поршневые пальцы, применяются новейшие защитные покрытия. Все вышеперечисленные характеристики находят свое отражение в Т-образной конструкции поршня. Эти изделия имеют уменьшенную по площади направляющей части и высоту юбку. Изготавливаются из заэвтектических сплавов, имеющих высокое содержание кремния. Поршни, имеющие Т-образную форму, практически всегда изготавливаются методом горячей штамповки.
Все вышеперечисленные характеристики находят свое отражение в Т-образной конструкции поршня. Эти изделия имеют уменьшенную по площади направляющей части и высоту юбку. Изготавливаются из заэвтектических сплавов, имеющих высокое содержание кремния. Поршни, имеющие Т-образную форму, практически всегда изготавливаются методом горячей штамповки.
Прежде чем принять решение об изготовлении определенной конструкции поршня, разработчик в обязательном порядке анализирует поведения узлов шатунно-поршневых групп. Фактически детали современного двигателя рассчитываются на пределе возможностей конструкций и материалов. Здесь предпочтение отдается конструкциям, имеющим минимальную стоимость, способную обеспечить утвержденный ресурс изделия. Именно поэтому отклонения от штатного режима работы двигателя приводит к сокращениям в ресурсе определенных деталей и узлов.
Размеры и маркировки шатунов, поршней и колец ВАЗ-2109-2115
Основные размеры шатунно-поршневой группы даны на рис.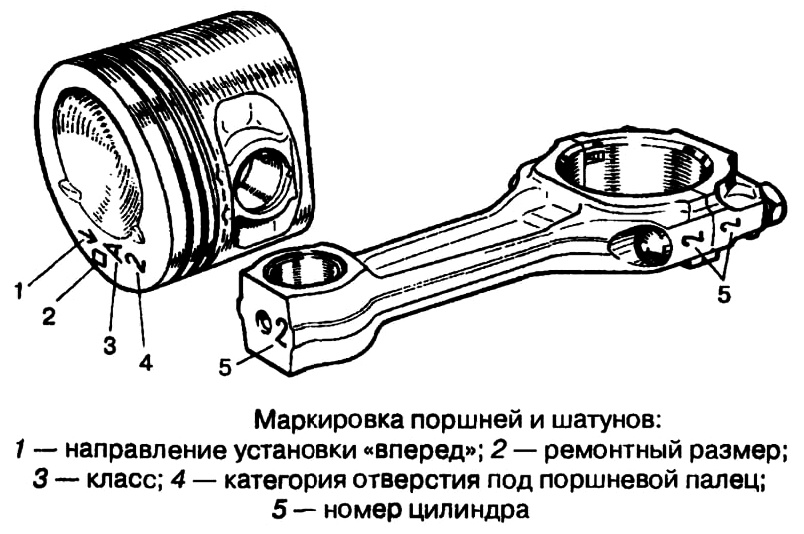 1, 2, 3.
1, 2, 3.
Поршень — алюминиевый литой
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа.
Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.
Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Классы шатунов по массе верхней и нижней головок
Масса головок шатуна, г | Класс | Цвет маркировки | |
верхней | нижней | ||
184+2 | 489+3 495+3 501+3 | Ф Л Б | Красный Зеленый |
188+2 | 489+3 495+3 501+3 | Х М В |
|
192+2 | 489+3 495+3 501+3 | Ц Н Г | Голубой |
Поршень двигателя с пальцами 4 шт.
 (82.0; 82.4 и 82.8) А, С и Е на ВАЗ 2110
(82.0; 82.4 и 82.8) А, С и Е на ВАЗ 2110Уважаемые покупатели, во избежание ошибок при отправке комплекта поршней с пальцами, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, наружный диаметр поршня и класс.
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами, вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней.
Поршневой палец – стальной полый, плавающего типа, т. е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня;4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра.
На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
| Класс поршня по наружному диаметру | A | B | C | D | E |
| Диаметр поршня 82.0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82.4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
Диаметр поршня 82.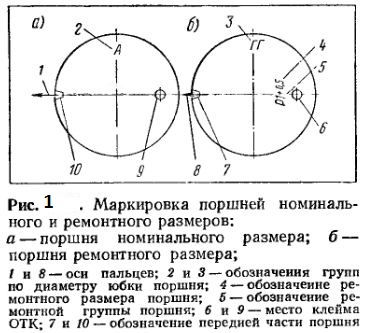 8 (мм) 8 (мм) |
82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
В запасные части автомобиля завод поставляет поршни класса А, С и Е, что вполне достаточно для подбора.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
Глубина выборок под клапана, на днище поршня 2110, исключает возможность соприкосновения клапанов с поршнем при обрыве ремня ГРМ.
В конструкции поршня ВАЗ 2110 и в конструкции всех последующих моделей, применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 2110, 2112, 21124.
По геометрическим параметрам, нет отличий между поршнями моделей ВАЗ 21083 и ВАЗ 2110.
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «треугольник». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «квадрат».
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом «Г». Поршни с увеличенной и уменьшенной массой на 5 г обозначаются «+» и «-» соответственно.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна. Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых).
По наружному диаметру поршневого пальцы делятся на три класса через 0,004 мм. Класс поршневого пальца маркируется краской на его торце. По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
| Диаметр отверстия под поршневой палец(мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
Желательно подбирать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня. Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
Признаки неисправности шатунно — поршневой группы:
— повысился расход бензина;
— ниже 10 кгс/см2 стала компрессия двигателя;
— увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
— изменился цвет выхлопных газов до сизого оттенка.
Другие артикулы товара и его аналогов в каталогах: 21100100401500.
ВАЗ 2108, ВАЗ 2109-099, ВАЗ 2110 — 2111, ВАЗ 2112, ВАЗ 1117 – 1119, ВАЗ 2113-2115.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ !!!
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
Отличительные особенности поршневой Чехия – Земес Авто
Особенности поршневой группы Almet
Маркировка
На днище поршня имеется маркировка:
- фирменный логотип «Алмет»
- сокращённый номер поршня «А260-Б»
- размерная группа поршня «С»
- дата выпуска поршня «26.11.12»
С внутренней стороны поршня:
- буква «А» фирменный знак
- марка сплава «АЛ-25»
- номер кокиля «7»
- номер отливки «11010-42»
- номер партии сплава
Конструктивные особенности:
- днище поршня имеет защитное тепловое покрытие (анодация)
- вертикальные канавки для отвода масла, снимаемого маслосъёмными кольцами
- надпись Almet на юбке поршня
Камеры сгорания:
- EURO O (V=65, Н=28.
 6)
6) - EURO I (V=55, Н=26)
- EURO II (V=55, Н=20.3)
- EURO III (V=55-0.5+1, Н=min 13/max 20)
- EURO IV (V=56-0.3+0.7, Н=17.4 Ф камеры 68 мм)
V-объём камеры сгорания (см³)
H-глубина камеры сгорания (мм)
Гильза:
- логотип SECO Group
- номенклатурный номер «ххх — ххх — ххх»
- дата выпуска «хх/хх»
- размерная группа «С»
Купить поршни двигателя Альмет недорого можно в нашем магазине.
Кольца:
- маркировка «КО» и «TOP» на компрессионных кольцах
- маркировка «КО» на маслосъёмном кольце
- желтые отметки
- фирменная упаковка Buzuluk по 2 поршнекомплекта
- кольца в конвертах
Купить поршневые кольца Buzuluk по низкой цене можно в нашем магазине.
Особенности поршневой группы Д-260/245
EURO I (Евро 1)
(под палец 38,0 мм.)
Состав:
Применяемость:
| Двигатели ММЗ: | Д-245, Д-245. 2, Д-245.4, Д-245.5, Д-260.1, Д-260.1С, Д-260.2, Д-260.8, Д-260.9, Д-260.11 2, Д-245.4, Д-245.5, Д-260.1, Д-260.1С, Д-260.2, Д-260.8, Д-260.9, Д-260.11 |
| Техника: | Автомобили «ЗИЛ», Автомобили «МАЗ», Автобусы «ПАЗ», Автобусы «ЛАЗ», Автобусы «МАЗ», Тракторы МТЗ, Тракторы ДТЗ-55, -60, Комбайны ПО «Гомсельмаш» |
Геометрические параметры:
Особенности поршневой группы Д-260/245
EURO II (Евро 2)
(под палец 38,0 мм.)
Состав:
Применяемость:
| Двигатели ММЗ: | Д-245.16ЛС, Д-245.16С, Д-245.2S2, Д-245.30Е2, Д-245.42S2, Д-245.43S2, Д-245.48S2, Д-245.5S2, Д-245.9Е2, Д-245S2, Д-245.1, Д-246.1, Д-246.4 |
| Техника: | Автомобили «ЗИЛ», Автомобили «МАЗ», Автобусы «ПАЗ», Автобусы «ЛАЗ», Автобусы «МАЗ», Тракторы МТЗ, Тракторы ДТЗ-55, -60, Комбайны ПО «Гомсельмаш» |
Геометрические параметры:
Особенности поршневой группы Д-245
EURO III (Евро 3)
(под палец 38,0мм. )
)
Состав:
Применяемость:
| Двигатели ММЗ: | Д-245, Д-245.2S3А, Д-245.43S3A, Д-245.5S3A, Д-245.7Е3, Д-245.9Е3, Д-245S3A, Д-246Е3 |
| Техника: | Автобусы «ПАЗ», Автобусы «ЛАЗ», Автобусы «МАЗ» |
Геометрические параметры:
Поршень мотоцикла: особенности эксплуатации и обслуживания
Поршни мотоцикла должны быть устойчивыми к экстремально высоким температурам, значительным контактным нагрузкам механическим повреждениям. Способствуют этому износостойкие конструкционные материалы и специальные защитные покрытия.
Одним из основных рабочих элементов двигателя мотоцикла является поршень – деталь цилиндрической формы, двигающаяся внутри цилиндра. Она воспринимает давление газа, образующегося в результате сгорания топливно-воздушной смеси, и превращает его в механическую энергию.
Раньше поршни изготавливались из чугуна. Они были надежными, но тяжелыми, поэтому первые двигатели не обладали высокой мощностью.
Они были надежными, но тяжелыми, поэтому первые двигатели не обладали высокой мощностью.
В дальнейшем для производства поршней стал использоваться алюминий – легкий, но в то же время прочный материал, позволивший увеличить теплоотдачу и оборотистость двигателя.
Однако вместе с ростом мощности двигателя в разы возросла температура и давление в цилиндрах, поэтому алюминиевые детали стали заменять стальными – способными выдерживать увеличенные нагрузки. Современные стальные поршни имеют облегченную конструкцию и минимальную компрессионную высоту.
Требования к поршням
В однотактном или двухтактном двигателе мотоцикла при сгорании топливно-воздушной смеси выделяется большое количество тепла. Под его давлением поршень опускается вниз, при этом температура в цилиндре достигает экстремально высоких значений.
Детали двигателя, постоянно работающие в сложных условиях, должны быть устойчивыми к перегреву, высоким контактным нагрузкам и механическому воздействию реакции от шатуна.
Только с помощью конструкционных материалов достичь таких характеристик сложно, поэтому заводы-производители автокомпонентов используют специальные антифрикционные покрытия для поршней, стенок гильз и других деталей двигателя.
Со временем заводской защитный слой стирается и нуждается в обновлении. Для этих целей можно применять специальные составы на основе твердых смазочных веществ – антифрикционные твердосмазочные покрытия.
Одним из самых эффективных материалов, предназначенных для нанесения на юбки поршней является MODENGY Для деталей ДВС. Это покрытие снижает износ деталей в результате трения, препятствует появлению на них задиров. Состав способствует уменьшению шума при работе двигателя, увеличению его КПД и снижению расхода топлива.
Помимо поршней, данным средством можно обрабатывать вкладыши валов, шлицевые соединения, штоки клапанов, дроссельную заслонку.
Чтобы обеспечить наилучшую адгезию покрытия и долгий срок его службы, перед нанесением производитель рекомендует очистить и обезжирить поверхности Специальным очистителем‑активатором MODENGY.
Охлаждение поршней мотоцикла
Во время работы поршни мотоцикла подвергаются воздействию экстремально высоких температур, поэтому предусмотрено 4 пути их охлаждения:
- Через поршневые кольца: прижатые к поршневым канавкам и стенке цилиндра, они отводят больше половины теплового потока
- С помощью моторного масла: в виде масляного тумана в поддон картера уходит существенная часть тепла
- Через бобышки на юбке поршня: через них тепло передается в палец, затем в шатун, после чего попадает в масло
- С помощью свежей воздушно-топливной смеси
Наиболее эффективным способом охлаждения поршней мотоцикла является отдача тепла посредством поршневых колец.Если этот процесс нарушается, поршни быстро разрушаются, и двигатель может выйти из строя.
Диагностика поршней и пути устранения неисправностей
Стук при работе двигателя, частый перегрев, потеря мощности, повышенное дымление, увеличение расхода топлива, резкое падение уровня масла и другие подобные явления – повод для тщательного техосмотра мотоцикла, в частности, диагностики его цилиндро-поршневой группы.
Замерить мощность двигателя в бытовых условиях практически невозможно, поэтому многие отмечают падение этого показателя по косвенным признакам: снижению максимальной скорости мотоцикла или уменьшению компрессии в цилиндре. Второй способ оценки мощности предпочтительнее, потому что снижение скорости может быть вызвано закоксовыванием выпускной системы или нарушением регулировки зажигания.
Если падение мощности действительно произошло, необходимости в срочной замене поршней или расточке цилиндров нет. Если проблемы с цилиндро-поршневой группой возникли впервые (обычно это происходит через 6-7 тыс.км пробега), опытные владельцы мотоциклов меняют только поршневые кольца. При повторных неисправностях, если замена колец уже не помогает, устанавливаются новые поршни. Как правило, до этого момента мотоцикл успевает проехать до 40 тыс. км.
Если проблемы с цилиндро-поршневой группой возникли впервые (обычно это происходит через 6-7 тыс.км пробега), опытные владельцы мотоциклов меняют только поршневые кольца. При повторных неисправностях, если замена колец уже не помогает, устанавливаются новые поршни. Как правило, до этого момента мотоцикл успевает проехать до 40 тыс. км.
Оценить степень износа ЦПГ можно только разобрав ее. Эта операция требует аккуратности. Особенно нужно следить за сохранностью стопорного кольца – чтобы не уронить его в кривошипную камеру, закройте ее тряпкой. При выемке поршневой группы не рекомендуется выбивать палец молотком, так как есть риск загнуть шатун. Лучше пользоваться специальным съемником.
Поршень необходимо осмотреть на наличие большого количества задиров и трещин. Задиры чаще всего появляются на боковых поверхностях юбок, трещины возникают в местах повышенных концентраций напряжения.
Помимо визуального осмотра поршня, нужно замерить величину зазора между ним и цилиндром. Она не должна превышать 0,3-0,4 мм, в противном случае поршень требует замены.
Она не должна превышать 0,3-0,4 мм, в противном случае поршень требует замены.
Оценивая состояние поршня, обязательно обратите внимание на кольца и канавки. Если в них много нагара, кольца могут терять подвижность. Чтобы избежать так называемого «залегания», загрязнения необходимо удалить с помощью подходящего в меру острого предмета (например, шабера). Не стоит использовать для очистки колец и канавок надфили, ножовочные полотна и подобные инструменты, так как они могут повредить поршень, а это, в свою очередь, приведет к утечке газов и падению компрессии двигателя.
Осматривая кольца, проверьте, не проворачиваются ли они на поршне. Это может происходить по причине выпадения стопорного штифта.
Двухтактные двигатели мотоциклов имеют цилиндры с тремя окнами: впускным, выпускным и продувочным. Стопорные штифты фиксируют кольца в канавках и ориентируют их на участок гильзы без окон.
Если штифт выпадает, кольцо при движении поршня начинает вращаться и в какой-то момент оказывается в зоне впускного или выпускного окна цилиндра. Так как кольцо незамкнуто, оно стремится разжаться, его концы распрямляются и при попадании в окно срезаются. Обломки при этом оказываются в глушителе, что крайне нежелательно.
В качестве следующего шага диагностики рассмотрите отверстие под поршневой палец. В его канавках с каждой стороны поршня установлены стопорные кольца. В зависимости от типа мотоциклов они могут иметь разную конструкцию (с «усиками» или без), однако в любом случае должны утопать в канавках не менее чем на половину диаметра.
Особенности подбора поршневой группы
При подборе нового поршня или пары поршень-цилиндр обязательно обращайте внимание на соответствие их маркировок. У каждой модели мотоциклов существует от двух до четырех размерных групп поршней. Их диаметр может отличаться от 0,01 до 0,025 мм.
Маркировка группы обычно наносится в виде клейма на днище поршня и нижний торец цилиндра. Следите, чтобы эти цифры совпадали.
Перед установкой нового поршня проверьте, как он двигается в гильзе цилиндра. Правильно подобранная смазанная деталь должна опускаться в течение секунды под собственной силой тяжести. Если поршень падает с характерным стуком или двигается с приложением усилий, то он выбран неверно.
Цилиндр перед установкой поршня должен быть расточен. Если на поршне имеются острые внутренние углы, оставшиеся после механической обработки или из-за брака литья, их необходимо скруглить надфилем и заполировать.
Чтобы расположить поршень правильно, ориентируйтесь на стрелку, выбитую на днище детали. Если она отсутствует или не просматривается, поставьте поршень так же, как стопорные штифты: они должны «смотреть» на вертикальные секторы гильзы без окон.
При подборе подходящего пальца обращайте внимание на его маркировку. Так же, как поршни и цилиндры, он относится к одной из несколько размерных групп. Обычно на торец пальца ставят точку определенного цвета, такая же метка имеется на бобышке внутри поршня.
Поршневые пальцы двигателей современных мотоциклов обычно входят в бобышку под действием небольшого усилия при комнатной температуре. В старых моделях пальцы запрессовывались после нагрева в кипящей воде. Чтобы не ошибиться, стоит ознакомиться с инструкцией по эксплуатации транспортного средства.
Маркировка поршней ваз 21213 – АвтоТоп
2.8.1. Особенности устройства
Основные размеры шатунно-поршневой группы
Маркировка поршня и шатуна
| 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – класс шатуна по отверстию для поршневого пальца; 6 – номер цилиндра |
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении – овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (см. рис. Маркировка поршня и шатуна).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат – на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца – изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. Маркировка поршня и шатуна) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
рис. Маркировка поршня и шатуна) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. Классы шатунов по массе верхней и нижней головок), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16, 5 и 35,5 мм (рис. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна).
Классы шатунов по массе верхней и нижней головок
Масса головок шатуна, г
Класс
ВАЗ-21213 (Нива). Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Шатунно-поршневая группа двигателя – это очень точный механизм. Как и в любом другом двигателе, поршни ВАЗ-21213 имеют строго определенные размеры по всем параметрам. Конечно, имеются предельные допуски, но они отличаются в сотых долях миллиметра.
Технические характеристики блока цилиндров ВАЗ-21213
Блок цилиндров двигателя ВАЗ-21213 имеет следующие габариты:
| Цвет маркировки | |||
| верхней | нижней | ||
| 186 ± 2 | 519 ± 3 | A | Белый |
| 525 ± 3 | B | Голубой | |
| 531 ± 3 | C | Красный | |
| 190 ± 2 | 519 ± 3 | D | Черный |
| 525 ± 3 | E | Фиолетовый | |
| 531 ± 3 | F | Зеленый | |
| 194 ± 2 | 519 ± 3 | G | Желтый |
| 525 ± 3 | H | Коричневый | |
| 531 ± 3 | I | Оранжевый |
| Размер, мм | Предельный допуск, мм | |
| Диаметр одного цилиндра | 82 | 0. 05 мм 05 мм |
| Высота блока (от верхней плоскости до оси коленвала) | 214.58 | 0.15 |
| Межцилиндровое расстояние | 95 | – |
| Диаметр расточки опор коленвала | 54.52 | 0.013 |
Существует пять размерных классов, каждой из которых присваивается определенная буква латинского алфавита – от А до E. Для ВАЗ-21213 каждый из классов имеет зазор в 0.010 мм – от 82.0 .. 82.010 мм для класса А до 82.040…82.050 для класса Е.
Слабые места силового агрегата ВАЗ 21213
- Водяной насос;
- Сальники двигателя, МКПП и раздаточной коробки;
- Генератор;
- Стартер;
- МКПП;
- Прокладка крышки клапанов;
- Соединения патрубков системы охлаждения;
- Радиатор;
- Термостат;
- Расширительный бачок;
- Вакуумный усилитель тормозов.
Водяной насос (помпа) отмечается частыми выходами из строя на новых автомобилях после 2 000 км.
Сальники в следствие низкого качества требуют более частой замены, чем это требуется согласно руководству по эксплуатации.
Генератор имеет высокую вероятность отказа. Как правило, он сгорает даже на новых авто не достигших пробега 4 000-10 000 км.
Стартер имеет низкий ресурс работы без ремонта.
На коробке передач, одним из частых дефектов является вылет пятой передачи. Кроме того, появляется не полное включение передач.
Прокладка клапанной крышки со временем теряет свойства, и пропускает масло наружу.
А еще интересно: Какое масло лучше заливать в двигатель Нива Шевроле?
Соединения патрубков системы охлаждения в местах установки хомутов не надежные и очень рано теряют герметичность, что чревато потерей тосола.
Радиатор течет. Проблема происходит по причине появления трещин в трубном пакете радиатора сопровождающихся потерей охлаждающей жидкости. Данный дефект принял массовый характер.
Термостат не обеспечивает тепловой режим охлаждающей жидкости системы охлаждения двигателя. Проявление данной проблемы не является исключением. Причина дефекта в отказе клапанного механизма внутри термостата. Для проверки исправной работы термостата достаточно после запуска мотора опустить ладонь на нижний (отводящий) шланг, по которому горячий тосол циркулирует в радиатор для охлаждения. При исправной работе термостата через некоторое время шланг должен стать горячим, если шланг остался холодным термостат подлежит замене.
Причина дефекта в отказе клапанного механизма внутри термостата. Для проверки исправной работы термостата достаточно после запуска мотора опустить ладонь на нижний (отводящий) шланг, по которому горячий тосол циркулирует в радиатор для охлаждения. При исправной работе термостата через некоторое время шланг должен стать горячим, если шланг остался холодным термостат подлежит замене.
Расширительный бачок трескается и вытекает тосол. Появление трещин происходит по причине отказа паровоздушного клапана в пробке бачка вследствие повышения давления.
Вакуумный усилитель тормозов (ВУТ). Проявляется тугостью педали тормоза. Возможно плавание оборотов при выжиме педали тормоза, а также шипение. Проблема решается заменой вышедших из строя резинотехнических изделий, заменой хомутов в соединениях.
- Вибрация на скорости 80-90 км;
- Ненадежность конструкции натяжителя ГРМ;
- Модуль зажигания;
- Шумит бензонасос;
- Низкий крутящий момент;
- Длинный ход рычага коробки передач;
- При порыве цепи ГРМ гнутся клапаны;
- Вибрация рычага переключения передач;
- Слабая динамика на трассе из-за недостаточной мощности.

Вывод.
PS. Уважаемые Нивоводы! Жду ваших комментариев, вопросов и отзывов по возникшим проблемам, слабым местам и недостаткам в процессе эксплуатации, обслуживании и ремонте движка ВАЗ 21213.
Читать новости о новой Ниве
- Двигатель 21214 Особенности характеристики и тюнинг
- Расточить двигатель нивы
- Двигатели ВАЗ-21213, ВАЗ-21214 на Лада Нива и Лада 4х4, устройство
- Характеристика двигателя НИВА 2121 — Магазин автозапчастей и аксессуаров для автомобилей Нива и NIVA-Chevrolet
- Двигатель нива покупка || Взаимозаменяемость двигателя нивы
- Характеристика двигателя НИВА 2121 — Магазин автозапчастей и аксессуаров для автомобилей Нива и NIVA-Chevrolet
- Лучший карбюратор на ваз 2121 нива
- Тюнинг двигателя: Нива 4х4 — увеличение мощности распространенными методами
Капитальный ремонт поршневой группы
При выработке узлов поршневой группы производится капитальный ремонт, который включает в себя расточку цилиндров до ремонтного размера, а также последующее хонингование стенок цилиндров.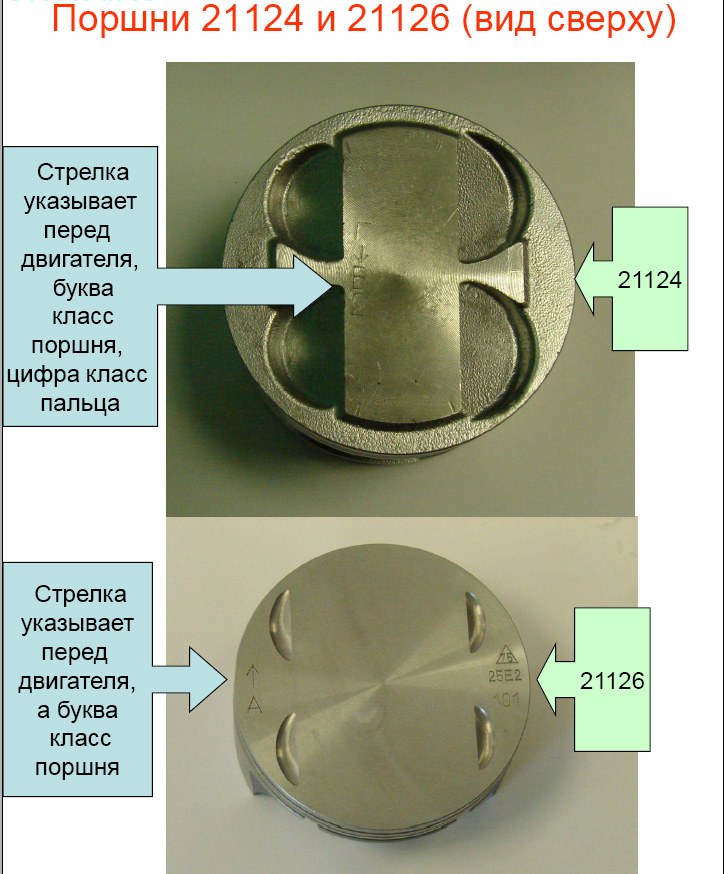 Как правило, капитальный ремонт требуется после 120 тысяч км.
Как правило, капитальный ремонт требуется после 120 тысяч км.
Существуют уже готовые ремкомплекты, которые в числе прочих запчастей включают в себя поршни «ремонтного размера». Ремонтные размеры поршней ВАЗ 21213 составляют 82.4 мм для первого размера и 82.8 мм для второго. Это диаметр наружной части самого поршня, под который производится расточка цилиндра.
Так как визуально определить диаметр такого поршня не представляется возможным, для этого на них наносится специальная маркировка. Так как цифры могут затереться и исказить информацию, в качестве маркировки ремонтного используются геометрические фигуры: треугольник для первого размера и квадрат для второго. Они наносятся рядом со стандартной маркировкой.
Для таких поршней в комплекте используются специальные кольца соответствующего «ремонтного размера». Каждое кольцо имеет маркировку «40» или «80».
Двигатель четырехтактный, карбюраторный, рядный, с верхним расположением распределительного вала. Система охлаждения двигателя — жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием. Количество цилиндров: 4 Рабочий объем цилиндров, л: 1,69 Степень сжатия: 9,3 Номинальная мощность при частоте вращения коленчатого вала 5200 об/мин, : 58 кВт.-(78,9 л.с.) Диаметр цилиндра, мм: 82 Ход поршня, мм: 80 Число клапанов: 8 Минимальная частота вращения коленчатого вала, об/мин: 750-800 Максимальный крутящий момент при 3400 об/мин., Н*м: 127 Порядок работы цилиндров: 1-3-4-2 Октановое число бензина: 91-93 Система подачи топлива: карбюратор Свечи зажигания: А17ДВР, BP6ES(NGK) Вес, кг: 117
Система охлаждения двигателя — жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием. Количество цилиндров: 4 Рабочий объем цилиндров, л: 1,69 Степень сжатия: 9,3 Номинальная мощность при частоте вращения коленчатого вала 5200 об/мин, : 58 кВт.-(78,9 л.с.) Диаметр цилиндра, мм: 82 Ход поршня, мм: 80 Число клапанов: 8 Минимальная частота вращения коленчатого вала, об/мин: 750-800 Максимальный крутящий момент при 3400 об/мин., Н*м: 127 Порядок работы цилиндров: 1-3-4-2 Октановое число бензина: 91-93 Система подачи топлива: карбюратор Свечи зажигания: А17ДВР, BP6ES(NGK) Вес, кг: 117
Двигатель ВАЗ 21213 может применяться для установки на автомобили ВАЗ «Нива»: 2121, 21213, 21214, 2131; «Надежда» 2120 и их модификации.
Данный ДВС разрабатывался специально под автомобиль «Нива» ВАЗ-21213. По межцентровому расстоянию цилиндров в 95 мм., его можно отнести к группе ДВС устанавливаемых на заднеприводные автомобили. Располагались они в моторном отделении продольно оси автомобиля.
Блок цилиндра двигателя 21213-1002011 с межцентровым расстоянием — 95 мм и высотой 214,58-0,1 мм (расстояние от оси вращения коленчатого вала до верхней поверхности блока). Номинальный диаметр цилиндров составляет 82мм. Межремонтные размеры — 82,40 и 82,80. По отклонению диаметра цилиндра определены пять классов. Размер каждого класса отличается от предыдущего на 0,01мм. Классы обозначаются буквами ( А, В, С, D ). Маркировка блока цилиндров осуществляется на нижней поверхности блока (смотреть «Блок цилиндров»).
На двигателе установлен коленчатый вал 21213-1005015. По своим параметрам он соответствует коленчатому валу 2103 и обеспечивает ход поршня – 80мм. (радиус кривошипа – 40мм.). Вал имеет дополнительные противовесы снижающие вибрацию. На каждой шатунной шейке имеется два маслоподводящих отверстия. Диаметры шеек вала увеличены на 0,02мм. При использовании стандартных вкладышей, это уменьшение зазоров оптимизирует толщину масляного слоя между шейкой вала и поверхностью вкладыша. В тоже время снижение зазоров улучшает динамические характеристики вала. Коленчатый вал 21213 рекомендован к установке вместо вала 2103.
В тоже время снижение зазоров улучшает динамические характеристики вала. Коленчатый вал 21213 рекомендован к установке вместо вала 2103.
Для двигателя разработана новая поршневая группа. Поршень 21213 оригинальной конструкции, на днище имеет специфическую овальную лунку. Для диаметров поршней определены классы соответствующие классам цилиндров. Отверстие под поршневой палец диаметром 22мм. В поршне отверстие под поршневой палец смещено на 1,2мм от оси поршня. Маркировка класса поршня по диаметру и по размеру отверстия пальца указываются на днище поршня. Поршневой палец, длиной 67мм, фиксируется в поршне стопорными кольцами. Вес поршня составляет 347гр. При изготовлении все поршни доводятся до одного веса.
Шатун 21213-1004045 имеет новую конструкцию. Длина шатуна составляет 136 мм. Размеры отверстий: под шатунную шейку — 47,8мм ; поршневой палец – 22мм. Для стяжки крышки шатуна использованы новые болты, обеспечивающие надежность и точность сборки.
Головка цилиндров 21213-1002011(для двигателя объемом – 1,7л. ) конструктивно похожа на головку 21011, но имеет ряд отличий. Высота головки 21213 составляет 111,0мм, что ниже головки 21011 на 1,8мм. Размер камеры сгорания — 81х52 мм, объем 30 см3.
) конструктивно похожа на головку 21011, но имеет ряд отличий. Высота головки 21213 составляет 111,0мм, что ниже головки 21011 на 1,8мм. Размер камеры сгорания — 81х52 мм, объем 30 см3.
Для двигателя разработан новый распределительный вал 21213-1006010. Изменена форма кулачков, для увеличения хода впускного клапана. Применяются клапаны и клапанный механизм от двигателя 2101.
Привод распредвала – цепной. Цепь двухрядная втулочно-роликовая мод. 2103. Применяется новый удлиненный башмак натяжителя.
Изменения в системе питания — использование карбюратора 21073 типа «Солекс».
На двигателе ВАЗ 21213 установлена бесконтактная система зажигания. За создание управляющих импульсов для коммутатора отвечает датчик-распределитель зажигания 3810.3706. В системе зажигания применяется модель коммутатора — 3620.3734. Катушка зажигания — 27.3705.
ВАЗОВСКИЙ «ОДИН И СЕМЬ»
ВАЗОВСКИЙ «ОДИН И СЕМЬ»
Среди автомобилистов бытует мнение, что новый, 1,7-литровый двигатель «Нивы» — всего-навсего «расточенный» мотор VAZ 2121 рабочим объемом 1,6 л. На самом же деле 21213 — по сути, новый агрегат. О нем рассказывает начальник отдела исследований и доводки двигателей ГДР ВАЗа
На самом же деле 21213 — по сути, новый агрегат. О нем рассказывает начальник отдела исследований и доводки двигателей ГДР ВАЗа
Новый двигатель задумывался как самый мощный для престижной в то время «семерки» — соответственно, его индекс в конструкторской документации был 21073.
Поршень двигателя ВАЗ 21213 (82.0; 82.4 и 82.8) А, С и Е с пальцами 4шт.
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршней с пальцами, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, наружный диаметр поршня и класс.
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами, вкладыши скольжения шатунные или коренные является наиболее важной составляющей в двигателе.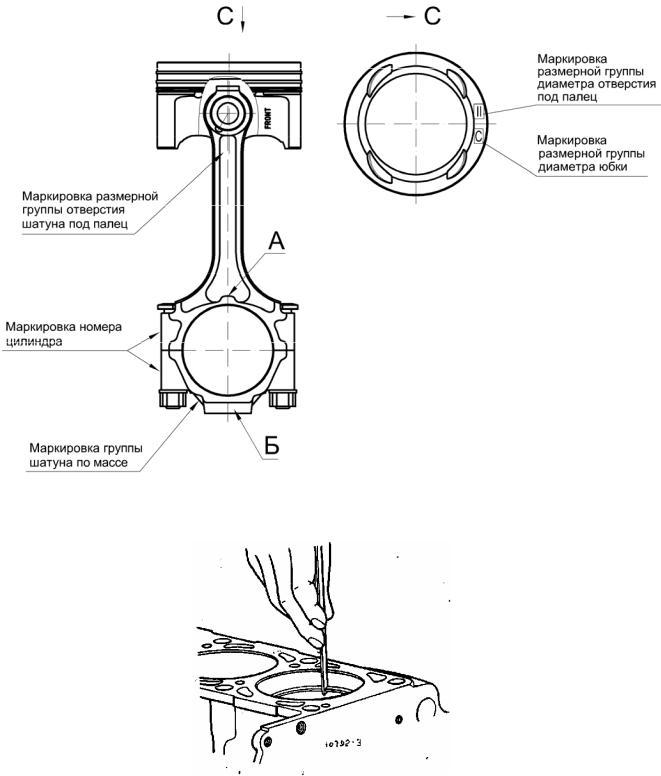 При несоответствующем техническом состоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
При несоответствующем техническом состоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршень – одна из важнейших деталей двигателя внутреннего сгорания. Он передает энергию сгорания топлива через палец и шатун коленчатому валу. Он вместе с кольцами уплотняет цилиндр от попадания продуктов сгорания в картер. Во время работы на поршень действуют высокие механические и тепловые нагрузки. Алюминиевый литой. Канавки под поршневые кольца располагаются на боковой поверхности головки поршня. Обычно их три: две под компрессионные и одна под масленое кольцо. При изготовлении строго выдерживается масса поршней.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня;4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
| Класс поршня по наружному диаметру | A | B | C | D | E |
Диаметр поршня 82. 0 (мм) 0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82.4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82.8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
В запасные части автомобиля завод поставляет поршни класса А, С и Е, что вполне достаточно для подбора.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
В конструкции поршня ВАЗ 21213 применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 21123.
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «треугольник». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «квадрат».
На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом «Г». Поршни с увеличенной и уменьшенной массой на 5 г обозначаются «+» и «-» соответственно.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна. Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых).
По наружному диаметру поршневого пальцы делятся на три класса через 0,004 мм. Класс поршневого пальца маркируется краской на его торце. По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
| Диаметр отверстия под поршневой палец (мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
Желательно подбирать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Признаки неисправности шатунно — поршневой группы:
— повысился расход бензина;
— ниже 10 кгс/см2 стала компрессия двигателя;
— увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
— изменился цвет выхлопных газов до сизого оттенка.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня. Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
Другие артикулы товара и его аналогов в каталогах: 21213100401500.
ВАЗ 2107, ВАЗ 21213-21214i, ВАЗ 2131, ВАЗ 2123, ВАЗ 2120.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ !!!
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
Технические характеристики блока цилиндров ВАЗ-21213
Блок цилиндров двигателя ВАЗ-21213 имеет следующие габариты:
| Размер, мм | Предельный допуск, мм | |
| Диаметр одного цилиндра | 82 | 0.05 мм |
| Высота блока (от верхней плоскости до оси коленвала) | 214.58 | 0.15 |
| Межцилиндровое расстояние | 95 | — |
| Диаметр расточки опор коленвала | 54.52 | 0.013 |
Существует пять размерных классов, каждой из которых присваивается определенная буква латинского алфавита – от А до E. Для ВАЗ-21213 каждый из классов имеет зазор в 0.010 мм – от 82.0 .. 82.010 мм для класса А до 82.040…82.050 для класса Е.
Для поршней используется стандартная буквенно-циферная маркировка с обозначением размерной группы (А-Е), классом диаметра отверстия под поршневой палец (от 1 до 3), а также стрелка – она указывает направление к передней части двигателя.
Выявленные недостатки
Важно помнить, что даже при щадящем использовании автомобиля ГБЦ через какое-то время потребует ремонта. Как отзываются владельцы данной модели, при работе на бездорожье проблемы БЦ особенно актуальны. Отечественные «дороги» характеризуются нетарированными препятствиями, что дает серьезные нагрузки на авто и силовую
установку. Дополнительную проблему создает неразборчивость автолюбителей в качестве ГСМ.
Как было уже выше указано, новая ГБЦ требует внимательного осмотра перед установкой и практически всегда доработки. Чаще всего убирают заводские направляющие клапанов и ставят новые лучшего качества. Они запрессовываются в случайном направлении и не отличаются высоким качеством.
Также существует проблема с плоскостью блока. Через 15-25 тыс.км. очень часто пробивает прокладку с последующими неприятностями. Причина не в разных моделях болтов ГБЦ или качестве прокладки. Главная проблема в низком качестве обработки плоскости блока. Решается это подбором безусадочной прокладки и подходящих болтов (какой именно крепеж использовать – личное дело владельца). При обратной сборке блока цилиндров не стоит экспериментировать. Момент затяжки ГБЦ и порядок указан в заводском руководстве.
Решается это подбором безусадочной прокладки и подходящих болтов (какой именно крепеж использовать – личное дело владельца). При обратной сборке блока цилиндров не стоит экспериментировать. Момент затяжки ГБЦ и порядок указан в заводском руководстве.
Справочное руководство по маркировке поршней и колец JE Powersports
Powersports — это отрасль, в которой представлен широкий спектр машин, от мотоциклов для бездорожья до UTV и гидроциклов. Каждый двигатель в каждой категории отличается, и для этого требуются уникальные поршневые конструкции и дизайн. Поршни далеко не ограничились обработкой, казалось бы, круглым куском металла и сверлением в нем отверстия и канавок. Некоторые Powersports имеют такие технические характеристики, как смещенные штифты и симметричные карманы клапанов.Из-за этих многих функций команда JE использует глоссарий маркировок на своих поршнях и кольцах, чтобы помочь как команде JE во время производства, так и заказчику. Обозначения и их пояснения собраны здесь в справочное руководство.
Логотип JE
Вы найдете логотип JE под поршнем, кованый или с лазерной маркировкой, в зависимости от года выпуска. В большинстве случаев логотип JE находится на выхлопной стороне поршня.Читайте об исключениях.Вы найдете логотип JE, выкованный или выгравированный лазером под головкой каждого поршня JE, произведенного с 2004 года. В большинстве случаев этот логотип расположен на той же стороне, что и карманы выпускного клапана. Однако учтите, что это не всегда так. Если на заводной головке имеется лазерная маркировка «INT» или «EXH», указывающая, какие карманы клапанов какие, всегда следуйте этим маркировкам и не предполагайте, что логотип JE находится на стороне выпуска.
Номер поковки
Под каждым поршнем JE указан номер поковки.Это указывает только на используемую ковку и не сообщает нам никакой технической информации о поршне. Под одним номером поковки используется много разных дизайнов. Этот номер также можно подделать или нанести с помощью лазера.
Этот номер также можно подделать или нанести с помощью лазера. Этот номер определяет ТОЛЬКО необработанную поковку, которая использовалась для изготовления поршня. К одной поковке может быть применено большое количество диаметров отверстия, высоты сжатия и других конструктивных особенностей. Номер детали или номер заказа необходим для получения информации или для возможности заказа поршней.Номера подделки не могут использоваться для предоставления информации.
Номер детали
На стандартных поршнях по каталогу номер детали представляет собой 6-значное число, идентифицирующее конкретное применение, для которого предназначен поршень. Вы можете использовать этот номер для повторного заказа поршней или определения того, для чего они нужны. Вы не найдете этого числа на нестандартных поршнях.
На деталях полки присутствует шестизначный номер детали, который идентифицирует спецификации детали. Номера заданий указаны как на полочных, так и на заказных поршнях, и они помогут нам определить особенности этого поршня.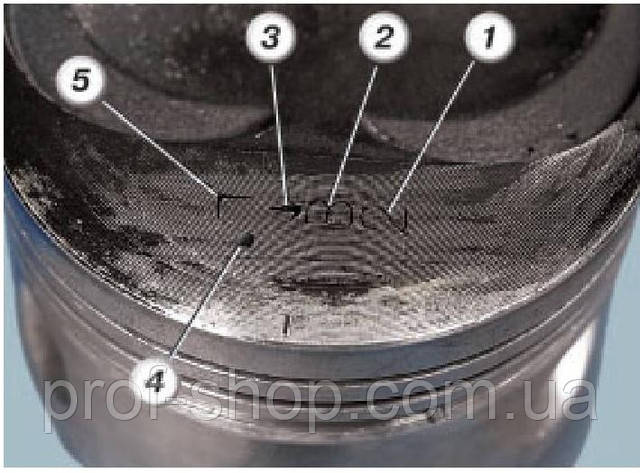
Номер задания
Номера заданий находятся как на заказных, так и на полочных поршнях. Это 6- или 7-значное число, которое может использоваться для облегчения повторного заказа, определения того, для чего был разработан поршень, а также для помощи в поиске заменяемых компонентов, таких как штифты, замки и кольца.
Индикация смещенного штифта
Если ваши поршни были сконструированы со смещенными штифтами, под головкой поршней будет нанесена лазерная маркировка, указывающая направление смещения.Маркировка представляет собой стрелку, внутри которой нанесены символы «LT», «RA», «LA» или «RT».
- «L» = влево
- «R» = вправо
- «T» = в сторону
- «A» = в сторону
В сторону или в сторону ссылки на или от гнезда (ей) впускного клапана. Слева и справа относятся к блоку двигателя, на котором должен быть установлен поршень.В ситуациях, когда у двигателя нет левого и правого берега, буквы «L» и «R» можно не учитывать.
Слева и справа относятся к блоку двигателя, на котором должен быть установлен поршень.В ситуациях, когда у двигателя нет левого и правого берега, буквы «L» и «R» можно не учитывать.
Лазерная маркировка INT / EXH
Ваши поршни могут иметь лазерную маркировку на заводной головке с написанием «INT» или «EXH». INT означает впуск, а EXH — выпуск. Эти отметки указывают, какие карманы клапанов соответствуют впускным или выпускным клапанам. Например, если на одной стороне поршня нанесена маркировка INT, это означает, что поршень должен быть установлен так, чтобы карманы клапана на этой стороне поршня были на одной линии с впускными клапанами.Эти маркировки обычно используются в конструкциях поршней с симметричными карманами клапанов, поскольку нет разницы в размерах предохранительных клапанов, что позволяет легко разграничить карманы впускных и выпускных клапанов.
Лазерная маркировка INT (впускной) и EXH (выпускной) указывает, какие карманы клапанов соответствуют впускным / выпускным клапанам.
Поршни Harley Davidson
В зависимости от модели двигателя некоторые поршни Harley Davidson имеют стандартные характеристики, а некоторые имеют смещенные пальцы и симметричные карманы для клапанов.В зависимости от того, какие у вас поршни, у вас может быть «FRONT CYL». лазерная маркировка на одном поршне и «REAR CYL». лазерная маркировка на другом. Они указывают, в каком цилиндре должен быть установлен каждый поршень. Передний и задний цилиндры называются передним цилиндром, ближайшим к переднему колесу, а задний цилиндр — ближайшим к заднему колесу.
У вас также может быть лазерная стрелка с маркировкой на головках поршней Harley. Эти стрелки должны указывать на переднюю часть двигателя при установке.
Harley Davidson и другие системы V-Twin могут иметь указатели того, в какой цилиндр должны входить поршни, передний или задний.Эта лазерная маркировка будет сопровождаться стрелкой, которая должна указывать на переднюю часть двигателя при установке.
Тест на твердость по Роквеллу
На заказных работах JE с критическим состоянием на головке поршня будет небольшая точка. Это просто результат теста на твердость, чтобы убедиться, что твердость поверхности соответствует стандартам. Это не маркировка для идентификации клапанов, определения направления или чего-либо, связанного с установкой поршня. Если вы последний установщик, вы можете не обращать внимания на эту маркировку, потому что она прошла испытание на твердость и не имеет никакого значения, кроме этого.
Указанная точка — это просто результат теста на твердость, проведенного для критически важных пользовательских заданий JE. Он не указывает на какое-либо конкретное направление, соотношение клапанов или что-либо, связанное с установкой поршня.Особый случай: Kawasaki 750 ATV / UTV
Поршни Kawasaki Brute Force и Teryx — особый случай в поршнях JE Powersports. Эти поршни имеют симметричные карманы и смещенный штифт, что может затруднить установщику разграничение впуска и выпуска. По этой причине на головке поршня нанесена лазерная гравировка «F». Буква «F» обозначает переднюю часть, поэтому при установке в двигатель убедитесь, что буква «F» на обоих поршнях обращена к передней части двигателя. Буква «F» будет соответствовать выпускным клапанам переднего цилиндра и впускным клапанам заднего цилиндра.
По этой причине на головке поршня нанесена лазерная гравировка «F». Буква «F» обозначает переднюю часть, поэтому при установке в двигатель убедитесь, что буква «F» на обоих поршнях обращена к передней части двигателя. Буква «F» будет соответствовать выпускным клапанам переднего цилиндра и впускным клапанам заднего цилиндра.
Маркировка на кольцах обычно находится на верхнем и втором кольцах. Типы маркировки на этих кольцах различаются в зависимости от области применения, но сторона с маркировкой всегда должна быть обращена вверх при установке на поршень. Вот несколько примеров маркировки, которую вы можете найти на кольцах JE Powersports.
Маркировка поршневых колец Powersports находится на верхнем и / или втором кольцах. Маркировка будет отличаться в зависимости от области применения, но обычно это буква «N» либо штамп, либо лазерная маркировка, либо «N100» или «N200». Какой бы ни была маркировка, при установке на поршень она всегда должна быть направлена вверх.
Маркировка будет отличаться в зависимости от области применения, но обычно это буква «N» либо штамп, либо лазерная маркировка, либо «N100» или «N200». Какой бы ни была маркировка, при установке на поршень она всегда должна быть направлена вверх. % PDF-1.4
%
275 0 объект
>
endobj
xref
275 74
0000000016 00000 н.
0000002269 00000 н.
0000002425 00000 н.
0000003058 00000 н.
0000003207 00000 н.
0000003646 00000 н.
0000004058 00000 н.
0000005195 00000 н.
0000005868 00000 н.
0000006284 00000 н.
0000007014 00000 н.
0000007896 00000 п.
0000008252 00000 н.
0000009657 00000 н.
0000009803 00000 п.
0000011011 00000 п.
0000012272 00000 п.
0000013371 00000 п.
0000014323 00000 п.
0000014437 00000 п.
0000014549 00000 п.
0000014664 00000 п.
0000014777 00000 п.
0000014847 00000 п.
0000014947 00000 п.
0000026914 00000 п.
0000027215 00000 н.
0000027604 00000 п.
0000027631 00000 н.
0000028124 00000 п.
0000028194 00000 п.
0000028289 00000 п. 0000035486 00000 п.
0000035782 00000 п.
0000036067 00000 п.
0000036094 00000 п.
0000036495 00000 п.
0000038891 00000 п.
0000039248 00000 п.
0000039681 00000 п.
0000039765 00000 п.
0000043560 00000 п.
0000044039 00000 п.
0000044595 00000 п.
0000046122 00000 п.
0000046458 00000 п.
0000046808 00000 п.
0000057640 00000 п.
0000057922 00000 п.
0000058386 00000 п.
0000067076 00000 п.
0000067363 00000 п.
0000067770 00000 п.
0000103142 00000 п.
0000103181 00000 п.
0000138988 00000 н.
0000139027 00000 н.
0000174399 00000 н.
0000174438 00000 н.
0000209810 00000 н.
0000209849 00000 н.
0000245221 00000 н.
0000245260 00000 н.
0000281067 00000 н.
0000281106 00000 п.
0000316478 00000 н.
0000316517 00000 н.
0000351889 00000 н.
0000351928 00000 н.
0000387484 00000 н.
0000387523 00000 п.
0000391015 00000 н.
0000002088 00000 н.
0000001810 00000 н.
трейлер
] / Назад 397795 / XRefStm 2088 >>
startxref
0
%% EOF
348 0 объект
> поток
hb«pc`Hf«`} ‘ʀ
30h401T1ald cjcleɚP2 \ pP0mO% BY & F ^ F & ӑыq% # LwML3nUX%} D0
$ o’XA_ec`20l0
0000035486 00000 п.
0000035782 00000 п.
0000036067 00000 п.
0000036094 00000 п.
0000036495 00000 п.
0000038891 00000 п.
0000039248 00000 п.
0000039681 00000 п.
0000039765 00000 п.
0000043560 00000 п.
0000044039 00000 п.
0000044595 00000 п.
0000046122 00000 п.
0000046458 00000 п.
0000046808 00000 п.
0000057640 00000 п.
0000057922 00000 п.
0000058386 00000 п.
0000067076 00000 п.
0000067363 00000 п.
0000067770 00000 п.
0000103142 00000 п.
0000103181 00000 п.
0000138988 00000 н.
0000139027 00000 н.
0000174399 00000 н.
0000174438 00000 н.
0000209810 00000 н.
0000209849 00000 н.
0000245221 00000 н.
0000245260 00000 н.
0000281067 00000 н.
0000281106 00000 п.
0000316478 00000 н.
0000316517 00000 н.
0000351889 00000 н.
0000351928 00000 н.
0000387484 00000 н.
0000387523 00000 п.
0000391015 00000 н.
0000002088 00000 н.
0000001810 00000 н.
трейлер
] / Назад 397795 / XRefStm 2088 >>
startxref
0
%% EOF
348 0 объект
> поток
hb«pc`Hf«`} ‘ʀ
30h401T1ald cjcleɚP2 \ pP0mO% BY & F ^ F & ӑыq% # LwML3nUX%} D0
$ o’XA_ec`20l0
Правая, левая, верхняя и нижняя части
Знаете ли вы, что у многих поршней есть определенное положение для левой, правой, верхней или нижней сторон? Мы объясняем, почему и как определить ориентацию вашего двигателя.
Неудивительно, что в компоненты двигателей входит огромное количество инженерных решений. Будь то коленчатый вал OEM или специальный набор облегченных клапанов, конечный продукт является результатом бесчисленных часов разработки и испытаний, чтобы убедиться, что деталь соответствует желаемым потребностям и производительности, и поршни не являются исключением. Будь то заэвтектический поршень малой мощности или нестандартная гильза для размещения нескольких клапанов под разными углами клапана, конструкция имеет решающее значение для успеха детали.Хотя очень легко просто взглянуть на используемый материал, расположение кольца, покрытия и т. Д., Есть гораздо более простые, но важные аспекты конструкции, которые часто упускаются из виду.
Установка поршня особенно важна для клапанных головок с нечетными номерами. Хотя поршни могут показаться очень простым компонентом в общей схеме двигателя, когда вы начинаете разбирать, что он делает по отношению ко всему, что его окружает, они становятся намного сложнее. Это особенно верно, если учесть невероятно жесткие допуски между поршнями и клапанами, свечами зажигания и стенками цилиндров, среди прочего.Когда дело доходит до поршней, были написаны книги об их конструкции и применении, но в этой статье нас интересует один очень простой аспект — ориентация поршня.
Это особенно верно, если учесть невероятно жесткие допуски между поршнями и клапанами, свечами зажигания и стенками цилиндров, среди прочего.Когда дело доходит до поршней, были написаны книги об их конструкции и применении, но в этой статье нас интересует один очень простой аспект — ориентация поршня.
Поршни по конструкции
При конструировании поршней поверхность поршня можно разделить на четыре части: верхнюю, нижнюю, левую и правую. Хотя это может показаться чересчур простой концепцией, упускать из виду такую простую вещь, как установка поршней в правильной ориентации, может в мгновение ока нанести серьезный ущерб двигателю.Помимо лицевой поверхности поршня, правильная ориентация также требуется для некоторых конструкций юбки поршня и пальца. Когда мы говорим об ориентации поршня, основная концепция заключается в том, что поршни должны быть установлены в определенном направлении на основе определенных критериев проектирования.
Два 4-клапанных поршня с прямым впрыском в левом примере. Поршень DI показывает направленную вперед стрелку, в то время как стандартный 4-клапанный поршень показывает, какая сторона должна быть расположена в направлении выпускных клапанов.
Поршень DI показывает направленную вперед стрелку, в то время как стандартный 4-клапанный поршень показывает, какая сторона должна быть расположена в направлении выпускных клапанов.В любом типе применения с высокой мощностью и / или высокими оборотами зазор между поршнем и клапаном имеет решающее значение. Но сбросы клапанов не являются универсальным аспектом поршня. В связи с тем, что комбинация нескольких клапанов и нескольких углов клапана становится все более популярной, правильная ориентация поршня становится все более важной. В основном это связано с необходимостью специальных предохранительных клапанов, чтобы приспособиться к этим экзотическим конфигурациям клапана. Поршни для этих и многих других приложений с базовыми характеристиками далеки от симметрии, поэтому по ряду причин требуется определенное направление установки.
«Есть несколько основных причин, по которым поршни необходимо устанавливать в определенном направлении», — объясняет Клейтон Стотерс. «Карманы клапанов должны совпадать с соответствующими клапанами. Например, вам нужно, чтобы впускные карманы совпадали с впускными клапанами ».
«Карманы клапанов должны совпадать с соответствующими клапанами. Например, вам нужно, чтобы впускные карманы совпадали с впускными клапанами ».
Эта простая концепция, если ее упустить, может привести к мгновенному контакту поршня с клапаном, что приведет к широкому диапазону возможных повреждений двигателя. С этой же целью поршни могут также иметь разгрузочные отверстия для свечей зажигания.Эти карманы необходимо совместить со свечами зажигания, чтобы предотвратить контакт. (Эти рельефы чаще используются в быту.)
Правые против левых
Эта важность правильного выравнивания предохранительных карманов и клапанов особенно актуальна в отношении 3-, 4- и 5-клапанных двигателей, где для большой части поверхности поршня может потребоваться сброс клапана. Во многих из этих приложений также есть поршневые конструкции, которые при установке зеркально отражают друг друга.Благодаря расположению клапанов в головках цилиндров поршни могут быть «правыми» и «левыми».
«Когда мы говорим о« правых и левых », мы имеем в виду ориентацию клапана на этом конкретном цилиндре», — добавляет Стотерс. «В бытовых головках клиновидного типа иногда впускной клапан меняет стороны в головке блока цилиндров (как на малоблочном Chevrolet). Следовательно, поршень также должен иметь карманы сброса клапана, которые меняют стороны. Это то, что мы называем «правым» или «левым».Как правило, «правый» — это когда впускной карман находится с правой стороны поршня, если смотреть на верхнюю часть поршня с клапаном сброса вверх ».
Ориентация поршня чрезвычайно важна при рассмотрении асимметричных предохранительных клапанов, но это также влияет на другие аспекты конструкции поршня. Стотерс также объясняет, что конструкция юбки поршня является еще одним важным аспектом.
Обратите внимание на юбку
«На асимметричных поршнях используются широкая панель юбки и узкая панель юбки», — поясняет он.«Широкая панель должна быть в направлении основной тяги. Основное направление тяги — это сторона против вращения. Например, если двигатель вращается по часовой стрелке, если смотреть со стороны переднего шкива, основная тяга будет направлена влево (против вращения) ».
Основное направление тяги — это сторона против вращения. Например, если двигатель вращается по часовой стрелке, если смотреть со стороны переднего шкива, основная тяга будет направлена влево (против вращения) ».
Остается закрепленным
Последняя большая область, которая играет важную роль в ориентации поршня, — это расположение пальца на запястье.В первую очередь это делается для снижения шума поршня. Различное смещение булавки на запястье может потребовать определенного направления при установке. Как и в случае с юбками поршней, правильная установка влияет на основную тягу двигателя.
| «Некоторые поршни имеют смещенную шпильку, и их необходимо правильно установить, чтобы добиться желаемого эффекта снижения шума поршня». |
«Некоторые поршни имеют смещенную шпильку, и их необходимо правильно установить, чтобы добиться желаемого эффекта снижения шума поршня. Направление смещения пальца будет в сторону большей тяги двигателя ».
Направление смещения пальца будет в сторону большей тяги двигателя ».
На большинстве поршней есть стрелка или какая-то маркировка, показывающая требуемую ориентацию поршня, но всегда полезно проверить эту информацию, особенно если вы используете асимметричную конфигурацию поршня. Эта маркировка может отличаться в зависимости от области применения, конструкции поршня и ориентации двигателя при установке. В любом случае, всегда полезно проверить правильность расположения перед установкой.
Когда дело доходит до конструкции поршня, необходимо учитывать множество факторов. Хотя установка может показаться простой и понятной, немного дополнительного времени и внимания, чтобы убедиться, что поршни установлены в правильной ориентации, могут спасти вас от больших головных болей в будущем. При сборке двигателя всегда важно помнить об основах.
Ровные поршни, как у этого Харлея, имеют переднюю и заднюю ориентацию цилиндров.How-To: Замена 4-тактного поршня
Недавно вы видели наше вводное видео, в котором рассказывается о нашем бывшем в употреблении YZ450F 2006 года, который мы восстанавливаем и документируем шаг за шагом. В этой части 1 видео мы рассмотрим советы по замене четырехтактного поршня.
В этой части 1 видео мы рассмотрим советы по замене четырехтактного поршня.
Верхнюю часть четырехтактного двигателя можно разделить на две основные части: головку, цилиндр и поршень. Оба они требуют особого внимания и критических шагов для обеспечения надлежащей работы, когда все снова будет в порядке.
Мы заменили изношенный стандартный поршень на кованый поршневой комплект ProX OEM качества. В него входят кольца, штифт, стопорные кольца и инструкции по установке.Поршни доступны в размерах A, B и C, чтобы соответствовать размеру вашего цилиндра по мере его износа.
Ознакомьтесь со всеми нашими руководствами по ремонту 4-тактных верхних частей здесь!
Наш новый кованый поршень ProX по сравнению со стандартным бывшим в употреблении поршнем. Отложения нагара на заводной головке обычно возникают после нескольких часов работы, но могут снизить мощность и эффективность.
Разборка
Чтобы подготовиться к разборке головки и цилиндра, вам необходимо снять седло, бензобак, выхлопную систему и карбюратор (или корпус дроссельной заслонки).Хотя это не всегда требуется, снятие подрамника, амортизатора и пневматического пыльника в большинстве случаев значительно упрощает доступ к двигателю.
После того, как эти основные компоненты будут удалены, вам нужно будет удалить любые другие компоненты, прикрепленные к головке или цилиндру, такие как направляющие троса сцепления, пыльники свечей зажигания и электрические соединения.
Снятие подрамника, воздушного башмака и амортизатора, в дополнение к другим компонентам, обеспечивает гораздо лучший доступ ко всем сторонам двигателя. Не забудьте снять все кабельные направляющие или другие предметы, прикрепленные болтами к головке / цилиндру. Затем снимите крышку кулачка, постепенно ослабляя болты, пока они все не ослабнут. Когда это выключено, лучше убедиться, что ваши распредвалы не полностью сжимают какие-либо клапанные пружины, прежде чем ослаблять крышки распределительных валов. Это можно сделать, медленно проворачивая коленчатый вал с помощью кикстартера. После снятия колпачков распредвала ослабьте и снимите натяжитель цепи распредвала. Это даст вам слабину для полного снятия цепи привода ГРМ. Теперь вы можете полностью вытащить распределительные валы, обращаясь с ними осторожно.
Это можно сделать, медленно проворачивая коленчатый вал с помощью кикстартера. После снятия колпачков распредвала ослабьте и снимите натяжитель цепи распредвала. Это даст вам слабину для полного снятия цепи привода ГРМ. Теперь вы можете полностью вытащить распределительные валы, обращаясь с ними осторожно.
Теперь вы можете постепенно ослаблять болты головки крест-накрест. Снимите голову и отложите ее в сторону, осторожно обращаясь с ней. Затем проделайте то же самое с болтами цилиндра и осторожно снимите цилиндр. Когда вы снимаете цилиндр, поршень будет оставаться на шатуне, поэтому это помогает удерживать шатун устойчиво, когда вы снимаете цилиндр с поршня.Всегда рекомендуется заполнить отверстие ящика безворсовой тряпкой, чтобы предотвратить падение мусора или незакрепленных деталей.
Наконец, вы можете удалить один проволочный фиксатор со штатного поршня с помощью отмычки или небольшой отвертки. Выдвиньте штифт на запястье и снимите поршень с малого конца шатуна. Будьте очень осторожны, чтобы ничего не уронить в ящики на этом этапе и в течение всего процесса.
Выдвиньте штифт на запястье и снимите поршень с малого конца шатуна. Будьте очень осторожны, чтобы ничего не уронить в ящики на этом этапе и в течение всего процесса.
Очистка
После снятия всего, вам необходимо очистить весь старый прокладочный материал и другие остатки с ваших уплотнительных поверхностей.Это включает в себя основание цилиндра на кожухах, верхнюю и нижнюю поверхности самого цилиндра и нижнюю поверхность головки, которая уплотняется с цилиндром.
Для удаления больших или сложных кусков материала обычно используют лезвие бритвы. Однако будьте осторожны и осторожны, чтобы не оставить на поверхности глубоких бороздок или царапин. Кроме того, не разрезайте палец и не отрывайте его.
Осторожно соскребите старый уплотнительный материал, опасаясь канавок и царапин на уплотнительных поверхностях, а также травм. Окончательная очистка обычно заключается в использовании очистителя карбюратора или аналогичного химического очистителя и тряпки для получения полностью чистых и плоских поверхностей.
Подготовка цилиндра
Перед тем, как вы пойдете и вставите этот цилиндр обратно с вашим новым поршнем, вы захотите осмотреть его на наличие признаков износа и измерить его, чтобы убедиться, что он находится в пределах спецификации (обратитесь к руководству пользователя для правильных характеристик). Если на цилиндре минимальное остекление, канавки отсутствуют и он находится в пределах спецификации, вы должны быть готовы к повторной установке после хорошего хонингования.Для шлифовки всегда используйте хонинговальную щетку с алмазным наконечником. Если вы не уверены в том, что самостоятельно выполняете какие-либо подготовительные работы, поговорите со своим местным дилером о магазинах цилиндров, где можно выполнить любые необходимые подготовительные работы.
ПоршниProX доступны в нескольких размерах для адаптации к износу цилиндров, поэтому убедитесь, что размеры вашего отверстия соответствуют размеру устанавливаемого поршня.
Убедитесь, что ваш цилиндр имеет правильный размер отверстия для вашего поршня и правильно очищен и отточен, как показано на рисунке.
Повторная сборка
Хотя кольца ProX имеют предварительно зазоры, все же рекомендуется дважды проверить зазор на концах кольца. Когда ваш цилиндр подготовлен и готов, самое время дважды проверить зазор между поршнем и стенкой и торцевой зазор кольца. Для измерения расстояния от поршня до стенки измерьте размер поршня ProX только с помощью микрометра. Измерьте поршень на юбке, под углом 90 градусов от отверстия под палец, в точке на юбке, которая находится на 1/4 высоты поршня снизу.Обратитесь к вашему руководству для получения информации о допустимом диапазоне зазора поршня до стенки. При измерении торцевого зазора кольца установите верхнее кольцо и второе кольцо (по отдельности, если применимо) примерно на 1/4 дюйма в отверстие. Используйте щуп, чтобы убедиться, что зазор торцевого кольца находится в пределах размеров, указанных в инструкциях к комплекту поршня. Кольца ProX имеют предварительно зазоры, но всегда рекомендуется проверять их дважды.
Установите кольца в правильном порядке и на свои поршни. Обратитесь к инструкциям, прилагаемым к поршневым комплектам ProX, чтобы убедиться, что вы устанавливаете кольца правильным образом и в правильном месте.После этого установите один проволочный фиксатор в поршень, убедившись, что он правильно сидит.
Щелкните здесь, чтобы получить советы по установке проволочных замков.
Нанесите пальцем слой моторного масла на стенку цилиндра. Затем нанесите слой масла на внешнюю сторону нового поршня (на внешнюю сторону колец, на кольцевой ремень и на юбки). Вы не хотите, чтобы ваш новый поршень и кольца ломались в сухих условиях. Используйте обычное моторное масло, которое вы используете в своем 4-тактном двигателе.
Стрелка показывает отметку на головке поршня, которая указывает, что это сторона поршня, которая должна быть обращена к выхлопу. Установка поршня может быть выполнена несколькими способами, но в нашем случае мы установили поршень в цилиндр до того, как прикрепить его к шатуну. В любом случае убедитесь, что ваш поршень направлен в правильном направлении, а это означает, что сбросы выпускного клапана совпадают с выпускной стороной головки. На головке поршней ProX будет маркировка, указывающая, какая сторона является стороной выпуска.Кроме того, убедитесь, что ваши кольца остаются на своих местах, когда вы вставляете поршень в цилиндр.
В любом случае убедитесь, что ваш поршень направлен в правильном направлении, а это означает, что сбросы выпускного клапана совпадают с выпускной стороной головки. На головке поршней ProX будет маркировка, указывающая, какая сторона является стороной выпуска.Кроме того, убедитесь, что ваши кольца остаются на своих местах, когда вы вставляете поршень в цилиндр.
Затем положите новую прокладку основания на корпуса, выровняв ее должным образом. Установите поршень (который должен оставаться в цилиндре) на шатун, совместив отверстие под штифт с отверстием малого конца и полностью сдвинув новый штифт на запястье (нанесите на него слой масла перед установкой) до упора. против ранее установленного однопроволочного замка. Закрепив поршень на шатуне с помощью пальца на запястье, установите оставшийся проволочный фиксатор и убедитесь, что он правильно установлен. Теперь вы можете сдвинуть цилиндр до упора вниз, чтобы он соответствовал корпусу. Примечание: Перед повторной сборкой убедитесь, что вы вынули из корпусов тряпки!
Закрепив поршень на шатуне с помощью пальца на запястье, установите оставшийся проволочный фиксатор и убедитесь, что он правильно установлен. Теперь вы можете сдвинуть цилиндр до упора вниз, чтобы он соответствовал корпусу. Примечание: Перед повторной сборкой убедитесь, что вы вынули из корпусов тряпки!
Теперь вы находитесь на этапе повторной сборки, где вы устанавливаете восстановленную головку (подробности в части 2 этого ремонта верхнего конца скоро появятся) с надлежащей прокладкой головки и повторно устанавливаете все элементы, снятые ранее.Убедитесь, что вы соблюдаете все надлежащие характеристики крутящего момента, указанные в вашем руководстве.
Вернитесь ко второй части ремонта верхней части, где мы покажем вам несколько отличных советов по сборке четырехтактной головки с новыми клапанами и пружинами клапанов, повторной установке распредвалов и цепи привода ГРМ, а также проверке и регулировка клапанного зазора.
Наш новый поршень ProX и обновленный цилиндр успешно установлены. Обратите внимание на точку на головке поршня, указывающую, что это сторона выпуска.
Обратите внимание на точку на головке поршня, указывающую, что это сторона выпуска. Будут еще советы по обслуживанию и ремонту!
- Ремонт верхней части
- Замена сцепления
- Техническое обслуживание нижнего конца
- Ремонт / обслуживание тормозной системы
- Замена кабеля
- Замена цепи и звездочки
- Замена подшипника
- Замена уплотнения вилки
Поршневое диагностическое руководство
ЧЕРНОЕ ПЯТНО ГОРЯЧЕЕ
на нижней стороне этого поршня есть черное пятно.Черное пятно — это углерод нагара, образовавшегося в результате пригорания масла на поршне из-за головка поршня была слишком горячей. Основные причины этой проблемы: перегрев из-за слишком бедного впрыска карбюратора или неисправности системы охлаждения.
ЯСООБОРУДОВАНИЕ
Это
Головка поршня имеет пепельный цвет, что говорит о том, что двигатель разогрелся. Пепельный цвет — это фактически материал поршня, который начал мигать.
(тают) и превратились в крошечные хлопья.Если этот двигатель работал дольше, он
вероятно, у него образовалась горячая точка и дыра возле выхлопной стороны
и не удалось. Основные причины этой проблемы — слишком обедненный карбюратор,
слишком горячий диапазон свечи зажигания, слишком большой опережающий угол опережения зажигания, слишком большой
компрессия для октанового числа топлива или общая проблема перегрева.
Пепельный цвет — это фактически материал поршня, который начал мигать.
(тают) и превратились в крошечные хлопья.Если этот двигатель работал дольше, он
вероятно, у него образовалась горячая точка и дыра возле выхлопной стороны
и не удалось. Основные причины этой проблемы — слишком обедненный карбюратор,
слишком горячий диапазон свечи зажигания, слишком большой опережающий угол опережения зажигания, слишком большой
компрессия для октанового числа топлива или общая проблема перегрева.
РАЗБИЛСЯ DEBRIS
Это
головка поршня была повреждена из-за попадания мусора в зону сгорания
патронник и был раздавлен между поршнем и ГБЦ.Этот
Двигатель имел соответствующий рисунок повреждений на хлюпающей ленте.
Типичные причины этой проблемы — сломанные игольчатые подшипники из
малые или большие подшипники шатуна, концы сломанного кольца или
смещенное кольцо центрирующего штифта. Когда возникает подобная проблема, ее
важно определить место происхождения мусора. Также картеры
необходимо промыть, чтобы удалить оставшийся мусор, который может вызвать
снова такой же урон. Если мусор исходил из большого конца
шатун, то коленвал следует заменить вместе с
коренные подшипники и сальники.
Если мусор исходил из большого конца
шатун, то коленвал следует заменить вместе с
коренные подшипники и сальники.
КОРОНА С ОТРУБАМИ
Этот головка поршня имеет сколы в канавке верхнего кольца из-за прокладки головки утечка. Охлаждающая жидкость всасывается в камеру сгорания на ход поршня вниз. Когда охлаждающая жидкость попадает в головку поршня, она делает алюминий хрупким, и в конечном итоге он трескается. В крайних случаях утечка из прокладки головки блока цилиндров может вызвать эрозию верхнего края цилиндра. и соответствующая область головы. Незначительные утечки прокладки или уплотнительное кольцо выглядит как черные точки на поверхности прокладки.Двигатель, который страдает от того, что охлаждающая жидкость находится под давлением и вытесняется из радиатора вентиляционная трубка крышки — явный признак утечки через прокладку головки. В большинстве случаях верхняя часть цилиндра и поверхность головки блока цилиндров должны быть всплыл при возникновении утечки. У большинства велосипедов MX есть подголовники.
голова к раме. Со временем голова может покоробиться возле
выступ крепления стойки головы из-за сил, передаваемых через
рама из верхней опоры амортизатора. Важно проверить коробление
голову каждый раз, когда перестраиваешь верхнюю часть.
У большинства велосипедов MX есть подголовники.
голова к раме. Со временем голова может покоробиться возле
выступ крепления стойки головы из-за сил, передаваемых через
рама из верхней опоры амортизатора. Важно проверить коробление
голову каждый раз, когда перестраиваешь верхнюю часть.
ЮБКА С РАЗРЫВАМИ
юбки этого поршня разлетелись, потому что поршень к цилиндру клиренс был слишком велик. Когда поршень может дребезжать в в отверстии цилиндра, в нем образуются трещины под напряжением, которые в конечном итоге разрушаются.
УПОРНЫЙ УЗЕЛ
шатун этого двигателя сломался пополам из-за зазора
между штоком и упорными шайбами шатуна было слишком велико.Когда подшипник шатуна изнашивается, радиальный прогиб штока
становится чрезмерным, и шток испытывает крутильные колебания. Этот
приводит к поломке шатуна и катастрофическому повреждению двигателя. В
зазор головки блока цилиндров следует проверять каждый раз, когда вы восстанавливаете верхнюю часть. Чтобы проверить боковой зазор шатуна, вставьте щуп
калибровать между стержнем и упорной шайбой. Проверить максимальный износ
ограничения в заводском руководстве по эксплуатации вашего двигателя.
Чтобы проверить боковой зазор шатуна, вставьте щуп
калибровать между стержнем и упорной шайбой. Проверить максимальный износ
ограничения в заводском руководстве по эксплуатации вашего двигателя.
ЧЕТЫРЕХУГОЛЬНЫЙ ЗАХВАТ
Это Поршень имеет вертикальные задиры в четырех равноотстоящих точках вокруг окружность.Четырехугольный заедание возникает, когда поршень расширяется быстрее, чем цилиндр, и зазор между поршнем и цилиндр уменьшается. Другой распространенной проблемой этого типа является одноточечный заед в центре выпускной стороны поршня. Однако это происходит только в цилиндрах с перекрытыми выпускными отверстиями. В основные причины этой проблемы — слишком быстрый прогрев, слишком бедный углевод струя (главный жиклер) или слишком высокая температура свечи зажигания.
МНОГОТОЧЕЧНЫЙ ЗАХВАТ
Это
Поршень имеет множество вертикальных задиров по окружности.Этот
цилиндр был расточен до диаметра, слишком маленького для поршня. В качестве
как только двигатель запустился и поршень начал тепловую
при расширении поршень прижался к стенкам цилиндра и заклинило.
Оптимальные зазоры между поршнем и стенкой цилиндра для различных типов
цилиндры сильно различаются. Например, цилиндр объемом 50 куб. См с композитным покрытием.
можно использовать зазор между поршнем и стенкой цилиндра 0,0015 дюйма, тогда как
Установка 1200-кубового снегохода со стальными цилиндрами для езды по траве будет
нужно между.От 0055 до 0,0075 дюйма. Для лучшей рекомендации по
оптимальный зазор между поршнем и цилиндром для вашего двигателя, см. спецификации
поставляются в комплекте с поршнем или проконсультируйтесь с заводской службой поддержки
руководство.
В качестве
как только двигатель запустился и поршень начал тепловую
при расширении поршень прижался к стенкам цилиндра и заклинило.
Оптимальные зазоры между поршнем и стенкой цилиндра для различных типов
цилиндры сильно различаются. Например, цилиндр объемом 50 куб. См с композитным покрытием.
можно использовать зазор между поршнем и стенкой цилиндра 0,0015 дюйма, тогда как
Установка 1200-кубового снегохода со стальными цилиндрами для езды по траве будет
нужно между.От 0055 до 0,0075 дюйма. Для лучшей рекомендации по
оптимальный зазор между поршнем и цилиндром для вашего двигателя, см. спецификации
поставляются в комплекте с поршнем или проконсультируйтесь с заводской службой поддержки
руководство.
ЗАДВИЖЕНИЕ НА ВПУСКНОЙ СТОРОНЕ
Это
поршень заедал со стороны впуска. Это очень редко и бывает
вызвано только одной вещью, потерей смазки. Есть три возможных
причины потери смазки, отсутствие предварительного смешивания масла, расслоение топлива
и предварительно смешать масло в топливном баке, вода прошла через воздушный фильтр
и смыл масляную пленку с юбки поршня.
СОСТАВ КОМПОЗИТА
Мост
двухтактные цилиндры, используемые на мотоциклах и снегоходах, имеют
композитные плакированные цилиндры. Композитный материал выполнен из крошечных
частицы карбида кремния. Процесс гальваники позволяет
частицы карбида кремния прикрепляются к стенке цилиндра. Частицы
очень твердые и острые, они не прикрепляются к портам, поэтому
изготовитель или специалист по ремонту должны тщательно очистить
цилиндр.Иногда карбид кремния «вспыхивает» отрывается от
порты и заклинивается между цилиндром и поршнем. Этот
вызывает крошечные вертикальные царапины на поршне. Это не проблема
обязательно опасно и не вызывает катастрофического отказа поршня,
но с этим следует бороться, тщательно промывая цилиндр и
шлифование отверстия, чтобы переопределить штриховки. Обычно ты
потребуется заменить поршневой комплект, потому что царапины уменьшатся
диаметр поршня выходит за пределы спецификации износа.
ПРОДУВНАЯ ОТВЕРСТИЯ
Это
поршень был так сильно перегрет, что в короне расплавилось отверстие и
развалились кольцевые канавки на выхлопной стороне. Обычно поршень
температура на выхлопной стороне выше, поэтому катастрофические проблемы будут
появляются там первыми. Есть несколько причин такой неудачи:
вот самые распространенные; негерметичность сальника коленчатого вала со стороны магнето,
слишком обедненный впрыск карбюратора, слишком большое опережение зажигания или неисправность
коробка воспламенителя, слишком горячий диапазон свечи зажигания, слишком высокая степень сжатия
соотношение, слишком низкое октановое число топлива.
Обычно поршень
температура на выхлопной стороне выше, поэтому катастрофические проблемы будут
появляются там первыми. Есть несколько причин такой неудачи:
вот самые распространенные; негерметичность сальника коленчатого вала со стороны магнето,
слишком обедненный впрыск карбюратора, слишком большое опережение зажигания или неисправность
коробка воспламенителя, слишком горячий диапазон свечи зажигания, слишком высокая степень сжатия
соотношение, слишком низкое октановое число топлива.
УДАР-BY
Это
поршень не вышел из строя, но показывает наиболее распространенные
проблема, прорыв. Износ кольца превышает максимальный зазор торца кольца.
spec, позволяя давлению сгорания просачиваться через кольца и вниз по
юбка поршня, вызывающая отчетливый углеродный рисунок. Возможно, что
Отчасти виновата штриховка стенок цилиндров. Если
Стенки цилиндров покрыты глазурью или изношены слишком сильно, даже новые кольца не запечатываются
правильно, чтобы предотвратить проблему прорыва. Flex-Hones — это продукт
доступны в большинстве магазинов автозапчастей. Их можно использовать для удаления масла
остекление и восстановление следов хонингования, которые позволяют кольцам
износиться к цилиндру и образовать хорошее уплотнение. Если вы покупаете Flex-Hone
для вашего цилиндра правильная зернистость 240 и размер 10%
меньше диаметра отверстия.
Flex-Hones — это продукт
доступны в большинстве магазинов автозапчастей. Их можно использовать для удаления масла
остекление и восстановление следов хонингования, которые позволяют кольцам
износиться к цилиндру и образовать хорошее уплотнение. Если вы покупаете Flex-Hone
для вашего цилиндра правильная зернистость 240 и размер 10%
меньше диаметра отверстия.
О нашей продукции: Поршни | ОФИЦИАЛЬНЫЙ САЙТ МОТОРДЕТАЛ-КОСТРОМА
Поршни выпускаются
диаметром
от 76 мм до 150 мм.
Поршни двигателей отечественных и зарубежных легковых и коммерческих автомобилей, тракторов и комбайнов, автобусов и спецтехники.
Поршни производятся на самом современном оборудовании: Takisawa, GFS, Otto Harrandt и др., Что обеспечивает стабильность размеров и геометрическую точность деталей.
Каждое изделие проходит многоуровневый контроль качества: от состава сплава до геометрических параметров. Поршни Мотордеталь заслужили хорошую репутацию и были выбраны многими автопроизводителями и покупателями.
- Все поршни производятся методом литья в формы, что обеспечивает высокое качество структуры материала.Удаляются загрязнения и механические свойства металла распределяются равномерно по всей детали.
- Для производства поршней мы используем алюминиевые сплавы с различными легирующими элементами. Необходимо обеспечить требуемые свойства каждого типа поршня.
Для непрерывного и безотказного производства поршней Мотордеталь мы используем многокомпонентные алюминиево-кремниевые сплавы (силумины): AlSi18, AlSi13Cu5MgNi2, AlSi21Cu3Ni1, AlSi12CuMgNi (AL30), AlSi13Cu3MgNi2 — сплавы никеля и других элементов с медью, хромом и др. .
Следует отметить, что многие производители используют в качестве основного сплава силумины AlSi8, AlSi9 и др. (Цифра в названии сплава означает процентное содержание кремния).
Поршни «Мотордеталь» изготовлены из высококачественных сплавов. Базовый сплав — AlSi12CuMgNi (Al30), содержащий 12% кремния.
| АК12ММгН | Основной сплав. AlSi12CuMgNi (AL30) обладает такими оптимальными свойствами, как износостойкость, жаропрочность, высокая теплопроводность. AlSi12CuMgNi (AL30) обладает такими оптимальными свойствами, как износостойкость, жаропрочность, высокая теплопроводность. |
| АК13М3МгН2 | Сплав имеет те же свойства, что и AlSi12CuMgNi (AL30), но отличается высоким процентным содержанием меди и никеля. Поршень из таких сплавов более прочный, жаропрочный, устойчивый к прожогу и теплопроводность. |
| АК13М5МгН2 | Этот сплав является самым прочным среди сплавов этого типа. Сплав имеет те же свойства, что и AlSi12CuMgNi (AL30), но отличается более высоким процентным содержанием меди.Благодаря этому поршни из этого сплава очень прочные. |
| АК18 | Основной заэвтектический сплав. Он термостойкий и обладает высокой твердостью. Благодаря своей износостойкости оптимален для производства дизельных двигателей грузовых и тракторных автомобилей. Имеет низкий коэффициент теплового расширения. |
| АК21М3Н1 | Этот сплав обладает всеми свойствами сплава AlSi18. Из-за более высокого процентного содержания меди и никеля отличается повышенной прочностью и теплопроводностью.Низкий коэффициент теплового расширения позволяет уменьшить зазор между поршнем и цилиндром. Из-за более высокого процентного содержания меди и никеля отличается повышенной прочностью и теплопроводностью.Низкий коэффициент теплового расширения позволяет уменьшить зазор между поршнем и цилиндром. |
Эвтектический сплав — сплав, в котором основные (алюминий) и легирующие (кремний) элементы находятся в равновесии. | |
Гиперэвтектический сплав — сплав, в котором легирующие элементы имеют больший баланс по сравнению с эвтектическим сплавом. |
Отливки поршня подвергаются термообработке для снятия напряжений. (материал поршня становится более пластичным и эластичным).
Обработка поршней на автоматизированных линиях обеспечивает стабильность свойств и параметров (форма внешней поверхности, камера сгорания и т. д.) каждого поршня в серийном производстве.
После специальной обработки поверхности поршней Мотордеталь приобретают микрорельеф . Он сводит к минимуму потери на трение между поршнем и цилиндром (и, как следствие, продлевает срок службы и снижает расход топлива).
Он сводит к минимуму потери на трение между поршнем и цилиндром (и, как следствие, продлевает срок службы и снижает расход топлива).
На поверхности поршней Motordetal нанесено инновационное антифрикционное покрытие NANOFRIKS .Это позволяет снизить потери на трение и помогает при плохой смазке: при запуске двигателя и снижении вязкости моторного масла. Нанофрикс продлевает срок службы поршня, а как следствие двигателя.
Поршни фосфатированы , поэтому поверхность становится более твердой, износостойкой и устойчивой к коррозии.
Головка и верхняя канавка под компрессионное кольцо поршней, используемых в современных двигателях легковых автомобилей, анодированы.
Анодирование делает материал поршня более прочным, твердым, жаростойким и увеличивает износостойкость канавки поршневого кольца. Кроме того, благодаря оптимальной работе поршневого кольца увеличивается срок службы поршня.
% PDF-1.4
%
6 0 obj
>
endobj
xref
6 73
0000000016 00000 н. 0000002049 00000 н.
0000002126 00000 н.
0000002306 00000 н.
0000002860 00000 н.
0000003170 00000 н.
0000003565 00000 н.
0000003698 00000 н.
0000004280 00000 н.
0000004315 00000 н.
0000004360 00000 н.
0000004405 00000 п.
0000004450 00000 н.
0000004495 00000 н.
0000004540 00000 н.
0000004585 00000 н.
0000004630 00000 н.
0000004675 00000 н.
0000004720 00000 н.
0000004765 00000 н.
0000004810 00000 н.
0000004855 00000 н.
0000004900 00000 н.
0000004945 00000 н.
0000006535 00000 н.
0000008401 00000 п.
0000010327 00000 п.
0000012128 00000 п.
0000014064 00000 п.
0000015765 00000 п.
0000017780 00000 п.
0000019777 00000 п.
0000022470 00000 п.
0000022863 00000 п.
0000042345 00000 п.
0000045411 00000 п.
0000048201 00000 п.
0000048973 00000 п.
0000050499 00000 п.
0000051352 00000 п.
0000121819 00000 н.
0000122621 00000 н.
0000124013 00000 н.
0000124389 00000 н.
0000126421 00000 н.
0000130077 00000 н.
0000130930 00000 н.
0000132919 00000 н.
0000133272 00000 н.
0000002049 00000 н.
0000002126 00000 н.
0000002306 00000 н.
0000002860 00000 н.
0000003170 00000 н.
0000003565 00000 н.
0000003698 00000 н.
0000004280 00000 н.
0000004315 00000 н.
0000004360 00000 н.
0000004405 00000 п.
0000004450 00000 н.
0000004495 00000 н.
0000004540 00000 н.
0000004585 00000 н.
0000004630 00000 н.
0000004675 00000 н.
0000004720 00000 н.
0000004765 00000 н.
0000004810 00000 н.
0000004855 00000 н.
0000004900 00000 н.
0000004945 00000 н.
0000006535 00000 н.
0000008401 00000 п.
0000010327 00000 п.
0000012128 00000 п.
0000014064 00000 п.
0000015765 00000 п.
0000017780 00000 п.
0000019777 00000 п.
0000022470 00000 п.
0000022863 00000 п.
0000042345 00000 п.
0000045411 00000 п.
0000048201 00000 п.
0000048973 00000 п.
0000050499 00000 п.
0000051352 00000 п.
0000121819 00000 н.
0000122621 00000 н.
0000124013 00000 н.
0000124389 00000 н.
0000126421 00000 н.
0000130077 00000 н.
0000130930 00000 н.
0000132919 00000 н.
0000133272 00000 н.