Правильное начало движения с места на автомобиле
Перед тем, как начать движение на машине, необходимо тронуться с места. Кажется, что это проще всего? На самом деле, чтобы научиться правильно приступать к движению на автомобиле, нужно много времени и терпения.
Почему водителю вообще нужны многократные остановки? В отличие от движения по загородной автотрассе, городская дорога наполнена многочисленными знаками. К примеру, достаточно вспомнить количество светофоров, железнодорожных переездов, нерегулируемых переходов и т.д. Многие дорожные ситуации требуют от водителя остановки, а так как нередко за вами может стоять еще несколько автомобилей, появляется необходимость быстро тронуться с места и возобновить езду, чтобы не препятствовать движению остальных машин. Вот почему многие новички, только недавно закончившие автошколу, начинают теряться на городской дороге.
Все дело в привычке и отработанных до автоматизма движениях. Но нельзя забывать и про теоретические знания. Поговорим о том, как работает коробка скоростей. Эти теоретические советы помогут вам освоить умение правильного и плавного старта при использовании разных типов трансмиссии. Начать практиковаться лучше в безопасном месте с малым автомобильным потоком. После того, как движения дойдут до автоматизма, можно со спокойной душой выбираться на оживленную городскую дорогу. Так что же происходит в коробке передач?
Поговорим о том, как работает коробка скоростей. Эти теоретические советы помогут вам освоить умение правильного и плавного старта при использовании разных типов трансмиссии. Начать практиковаться лучше в безопасном месте с малым автомобильным потоком. После того, как движения дойдут до автоматизма, можно со спокойной душой выбираться на оживленную городскую дорогу. Так что же происходит в коробке передач?
Понимание принципа работы механизмов автомобиля может помочь во время обучения. Рассмотрим работу КПП. Для переключения передачи в механической коробке необходимо выжать соответствующую педаль. Если используется автоматическая коробка, то переключение скоростей осуществляется автоматически. Что же касается механики, то тут водителю нужно пользоваться рычагом переключения в момент задействования ножной педали сцепления.
Что же происходит в момент, когда вы хотите переключить передачи? С помощью специальных механизмов, основой которых являются зубчатые колеса, изменяется передаточное количество оборотов, приходящихся от двигателя на колеса.
Начинаем движение на механической коробке передач
Выжмите педаль сцепления и заведите ключ зажигания. После того, как двигатель завелся, нужно придать ему оборотов, нажав на педаль газа. Если машина изначально была на какой-либо передаче, а сцепление не было должным образом выжато, транспорт рывком преодолеет некоторое короткое расстояние и остановится. Поставьте ручку переключателя на первую скорость, продолжая удерживать сцепление. Педаль газа отпускаем. Если температура воздуха предполагает прогрев, то газ нужно подержать немного дольше.
Отпуская сцепление, размеренно надавите на педаль. Таким образом, произойдет плавный и правильный старт, который убережет вас от внезапных рывков и остановки двигателя. Помните, что к каждому автомобилю нужен индивидуальный подход, особенно это касается старта. Поэтому даже опытному водителю, если он садиться за руль новой машины, необходимо какое-то время, чтобы приспособиться к управлению.
Стартуем на автоматике
Тронуться на «автоматике» значительно легче, чем на машине, которая оснащена «механикой». Хотя нельзя не отметить некоторых специфических особенностей. В машинах с автоматикой отсутствует педаль, отвечающая за сцепление. Изменяется функционал и рычага коробки скоростей, который тут переключает режимы работы автомобиля. Тут имеется парковочный режим (P), езда задним ходом (R), нейтральный режим (N) и режим езды (D). Начало движения транспортного средства происходит в момент, когда выбран режим D.
Хотя нельзя не отметить некоторых специфических особенностей. В машинах с автоматикой отсутствует педаль, отвечающая за сцепление. Изменяется функционал и рычага коробки скоростей, который тут переключает режимы работы автомобиля. Тут имеется парковочный режим (P), езда задним ходом (R), нейтральный режим (N) и режим езды (D). Начало движения транспортного средства происходит в момент, когда выбран режим D.
Разберем более детально алгоритм старта:
- вставьте ключ зажигания;
- зажмите тормоз;
- переставьте рычаг передачи из точки P в позицию D;
- перестаньте нажимать на тормоза;
- нажимайте на педаль газа.
«Автоматика» может срабатывать по-разному. Скорость его реагирования может быть различной даже у одной марки автомобилей, поэтому обязательно обкатайте автомобиль на безопасных участках дороги перед тем, как выехать на оживленную городскую дорогу.
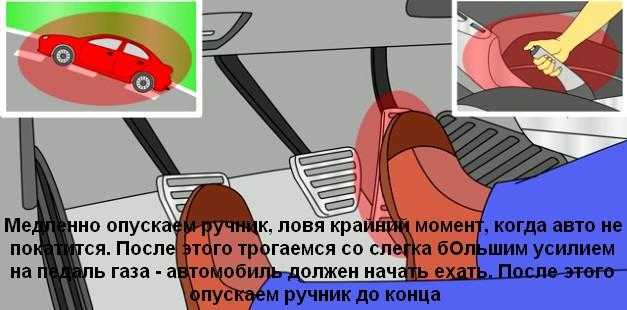
Как тронуться со склона
Трогаться с места, когда машина стоит на склоне — сложная задача. Тем более в тот момент, когда сзади стоит еще один участник движения, что создает дополнительное эмоциональное давление. Чтобы избавить себя от лишних волнений, нужно как следует попрактиковаться в соответствующем упражнении:
Тем более в тот момент, когда сзади стоит еще один участник движения, что создает дополнительное эмоциональное давление. Чтобы избавить себя от лишних волнений, нужно как следует попрактиковаться в соответствующем упражнении:
- Нажмите сцепления и переключите рычаг в состояние нижней передачи скорости.
- Перед тем, как начать движение, совершайте все те же манипуляции, как и во время нормального движения, единственно прибавьте ко всему этому опущенный рычажок ручника (кнопку на рычаге не отжимать). Как только вы почувствуете, что автомобиль стремится двигаться, можете отпустить кнопку рычага ручного тормоза.
- Обороты, сообщенные двигателю педалью газа, должны быть на порядок выше, чем при обычном старте, но недостаточно высокими, чтобы не заглушить механизм.
Научиться грамотному вождению автомобиля без стрессов и серьезных финансовых затрат можно в нашей автошколе «Вираж». Персональный инструктор уделит максимум внимания вашим проблемным упражнениям.
Начало движения автомобиля порядок действий
Запуск транспортного средства – простой шаг, но именно он вызывает затруднения и панику у неопытных автолюбителей. Чтобы начать движение автомобиля с места, достаточно завести автотранспорт и тронуться с исходной точки. Действие понятное и элементарное.
Но если не уделить ему достаточно внимания и не отточить этот навык, то можно полностью отбить желание у ученика учиться вождению и применять на практике полученные знания.
Как правильно завести машину
Завод автотранспорта – действие, отточенное до автоматизма у умелых водителей. Начинающим автолюбителям следует четко запомнить очередность шагов. Главное — это завести мотор.
Начало движения на автомобиле: как быстро тронуться с места
Выполнение этого шага зависит от тип коробки передач. В зависимости от того, автоматическая или механическая система установлена в автомобиле, определяется порядок этапов.
Для МКПП установлен следующий алгоритм:
- Проверка рычага переключения скоростей.
 Позиция должна быть нейтральной.
Позиция должна быть нейтральной.
- Размещение ключа в замке зажигания.
- Нажатие сцепления с последующим отпусканием. Сцепление выжимают для того, чтобы облегчить работу стартера, упростить процесс запуска двигателя. Особенно это имеет значение в зимний период при минусовых температурах.
- Поворот ключа на один оборот. Следует убедиться, что индикаторы на приборной панели включены.
- Выжидание паузы до запуска мотора с последующим дополнительным поворотом ключа.
Начало движения на автомобиле: как быстро тронуться с места
Для АКПП алгоритм несколько иной:
- Поворот селектора автоматической коробки до позиции “Р”.
- Установка ключа зажигания.
- Поворот ключа, чтобы завести двигатель, при отсутствии у коробки дополнительной защиты. В ином случае перед запуском выжимается педаль тормоза.
Движение транспортного средства начинается после того, как оно будет заведено. Как начать дальнейшее передвижение на авто зависит также от типа коробки передач. Есть отличительный особенности этого процесса у машин с АКПП и МКПП.
Как начать дальнейшее передвижение на авто зависит также от типа коробки передач. Есть отличительный особенности этого процесса у машин с АКПП и МКПП.
Как начать движение с места на автомобиле с МКПП
На собственном транспортном средстве автолюбитель выполняет привычные действия. Если он садится за руль чужой машине, то может растеряться. Для благополучного старта следует выполнить определённый алгоритм действий:
- Педаль сцепления выжимается, мотор запускается.
- Ручной тормоз опускается
- Выжимается газ с последующим добавлением оборотов.
- Включение первой передачи с удержанием сцепления.
При последовательном выполнении указанных шагов, получится начать движение автомобиля с места без рывков и аккуратно. Автоматика предполагает несколько иной вариант старта.
Как стартовать на автомашине с АКПП
Управлять “автоматикой” проще, чем транспортным средством с механической коробкой. Автоматическая коробка передач предполагает меньшее количество педалей: есть только тормоз и газ, а сцепление отсутствует.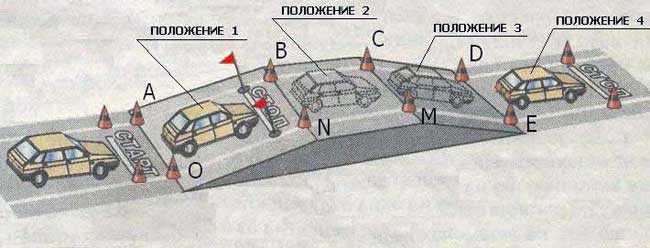 Поэтому начинающие водители, которые обучались на авто с МКПП, не всегда сразу понимают, как начать старт автотранспорта с исходного места. С функционалом автоматической коробки водителям, привыкшим к механике, нужно привыкать. Вместо рычага переключения скоростей автоматика оснащена селектором, который позволяет выбирать нужный параметр.
Поэтому начинающие водители, которые обучались на авто с МКПП, не всегда сразу понимают, как начать старт автотранспорта с исходного места. С функционалом автоматической коробки водителям, привыкшим к механике, нужно привыкать. Вместо рычага переключения скоростей автоматика оснащена селектором, который позволяет выбирать нужный параметр.
Начало движения на автомобиле: как быстро тронуться с места
Обозначения с режимами достаточно просты. Парковочная позиция предполагает, что транспорт стоит на парковочном месте и колеса заблокированы. Данная позиция обозначается P. Задний ход шифруется как R – этот режим включается только после полной остановки автотранспорта.
Нейтральная позиция шифруется указателем N. Водители, привыкшие к МКПП, традиционно используют N также как принято на механике, но делать это крайне нежелательно. Параметр езды, обозначаемый D, – основная передача АКПП. Он остается включенным даже при небольших остановках, когда нет необходимости глушить двигатель.
Для запуска автомашины нужно нажать на тормоз, переставить ручку переключения позиций из нейтрального режима в режим езды и отпустить педаль тормоза. За этим предполагается плавное нажатие газа.
Разные модели транспортных средств с автоматической системой стартуют по-разному. При управлении новой автомашиной следует попробовать езду на безопасных участках. Не стоит сразу садиться за руль и кататься в оживленных местах.
Как стартовать на склоне
Перемещение транспортного средства на гору и с горы вызывают определенные трудности у начинающих автолюбителей. Новичкам порой сложно стартовать после вынужденной остановки. Имеет смысл потренироваться трогаться в гору. Для этого выполняется несложный алгоритм.
Начало движения на автомобиле: как быстро тронуться с места
Сначала необходимо нажать сцепление и перейти на первую передачу. После этого нужно слегка нажать педаль газа, а педаль газа постепенно отпускать. В этот момент слегка поднимается положение ручника, затем ручной тормоз отпускается, и авто движется вперед.
По сравнению с обычным стартом обороты двигателя должны быть выше, но все же не сильно высокими. Такой способ подходит даже для подъема на крутые горы.
Приобрести полезные навыки и умения можно в процессе обучения в автошколе. Обращайтесь к нам – квалифицированные специалисты передадут вам свое мастерство.
В автошколе “Автомеханика” вы получите необходимые знания, поймете, как начать движение автомобиля с места при АКПП и МКПП и другой полезные опыт.
Эдуард Ашотович
Преподаватель по теории, инструктор по вождению и руководитель филиала автошколы
Задайте мне вопрос
Записаться в автошколу
Твой первый шаг к получению водительского удостоверения
Читайте также:
Работа с ЧПУ – Производственные процессы 4-5
После завершения этого модуля вы сможете:
- Понимать работу ЧПУ.
- Перечислите шаги по настройке и эксплуатации фрезерного станка с ЧПУ.
- Определите расположение и назначение органов управления фрезерным станком с ЧПУ Haas.
- Запуск и установка станка с ЧПУ.
- Загрузите инструменты в карусель инструментов.
- Задать смещения детали.
- Загрузите программу ЧПУ в систему управления станком.
- Пробный прогон
- Безопасно запустить новую программу ЧПУ.
- Отрегулируйте смещения с учетом износа и отклонения инструмента.
- Правильно остановите станок с ЧПУ.
Обзор настройки и эксплуатации ЧПУ
Настройка и эксплуатация станка с ЧПУ выполняется в соответствии со следующим процессом:
- Предпусковая подготовка
- Старт/Дом
- Инструменты для загрузки
- Установите съемную деталь в тиски
- Установить коррекции длины инструмента Z
- Установить смещение детали XY
- Загрузить программу ЧПУ
- Пробный прогон
- Выполнить программу
- Отрегулируйте смещения по мере необходимости
- Выключить
1.
Перед запуском машины убедитесь, что уровни масла и охлаждающей жидкости заполнены. Сверьтесь с руководством по техническому обслуживанию машины, если вы не знаете, как ее обслуживать. Убедитесь, что в рабочей зоне нет незакрепленных инструментов или оборудования. Если машине требуется подача воздуха, убедитесь, что компрессор включен, а давление соответствует требованиям машины.
2. Start/Home
Включите питание машины и управления. Главный выключатель расположен в задней части машины. Кнопка питания машины расположена в верхнем левом углу панели управления.
3. Загрузить инструменты
Загрузите все инструменты в карусель инструментов в порядке, указанном в списке инструментов программы ЧПУ.
4. Установите деталь в тиски
Поместите обрабатываемую деталь в тиски и затяните.
5. Установка смещения длины инструмента
Установка смещения длины инструмента Для каждого инструмента, используемого в порядке, указанном в программе ЧПУ, переместите инструменты в верхнюю часть детали, а затем установите TLO.
6. Задайте смещение детали по XY
После того, как тиски или другая деталь правильно установлены и выровнены на станке, установите смещение приспособления, чтобы найти точку отсчета детали по осям XY.
7. Загрузить программу ЧПУ
Загрузите программу ЧПУ в систему управления станком с ЧПУ с помощью флэш-памяти USB или дискеты.
8. Пробный прогон
Запустите программу в воздухе примерно на 2,00 дюйма над деталью.
9. Запустить программу
Запускать программу с особой осторожностью, пока не будет доказано, что она не содержит ошибок.
10. При необходимости отрегулируйте смещения
Проверьте характеристики детали и при необходимости отрегулируйте регистры CDC или TLO, чтобы убедиться, что деталь соответствует проектным спецификациям.
11. Выключение
Снимите часть тисков и инструменты со шпинделя, очистите рабочую зону и должным образом выключите станок. Обязательно очистите рабочее место и оставьте машину и инструменты в том же месте и в том же состоянии, в каком вы их нашли.
1. Перечислите этапы процесса настройки и эксплуатации ЧПУ.
2. Опишите каждый процесс.
Токарная обработка – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите черновую и чистовую токарную обработку.
• Опишите поворотное плечо.
• Опишите разрез торца.
• Объясните, как настроить центровочное/центровочное сверление.
• Объясните, как настроить расточку.
• Объясните, как настроить накатку.
• Правильно установите заготовку для отрезки/нарезания канавок.
• Определите расчет конусности.
• Правильно установить заготовку в 4-х кулачковый патрон.
Заготовка обычно обрабатывается на токарном станке по двум причинам: чтобы обрезать ее по размеру и получить точный диаметр. Работа, которая должна быть нарезана по размеру и иметь одинаковый диаметр по всей длине заготовки, предполагает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Чтобы получить одинаковый диаметр на каждом конце заготовки, центры токарного станка должны быть на одной линии.
Процедура:
1. Установите составной упор на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правый токарный инструмент при подаче седла в направлении передней бабки.
3. Переместите стойку инструмента к левой стороне составного упора и установите насадку инструмента в правый центр высоты.
4. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
5. Запустите токарный станок и сделайте небольшой надрез длиной около 0,005 дюйма и длиной 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (вправо), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированное кольцо на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, градуированное кольцо следует повернуть на 0,030 дюйма, так как разрез выполняется по окружности заготовки.
10. Помните , на каждую тысячную глубины резания диаметр заготовки уменьшается на две тысячные.
Операция черновой токарной обработки используется для удаления как можно большего количества металла в кратчайшие сроки. Точность и чистота поверхности не важны в этой операции. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка, как правило, грубо обтачивается с точностью до 0,030 дюйма от конечного размера за несколько проходов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи для типа и размера обрабатываемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
3. Например: .010
4. Переместите держатель инструмента к левой стороне составного упора и установите насадку инструмента на правую высоту по центру.
5. Надежно затяните стойку инструмента, чтобы предотвратить перемещение резцедержателя во время операции обработки.
6. Сделайте легкий пробный пропил на правом конце заготовки длиной около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте размер диаметра. Диаметр должен быть около 0,030 дюйма по стороне финиша.
9. При необходимости отрегулируйте глубину резания.
Чистовая токарная обработка на токарном станке, которая следует за черновой обточкой, производит гладкую поверхность и обрезает заготовку до точного размера. Такие факторы, как состояние режущего инструмента, жесткость станка и заготовки, а также скорость токарного станка и скорость подачи, могут повлиять на тип получаемой поверхности.
Процедура:
1. Проверьте, нет ли на режущей кромке режущей кромки зазубрин, прожогов и т. д. Перед выполнением чистовой обработки рекомендуется установить режущую кромку в исходное положение.
2. Установите токарный станок на рекомендуемую скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте небольшой пробный пропил длиной около 0,250 дюйма в правом конце изделия, чтобы получить истинный диаметр, установите насадку режущего инструмента на нужный диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите станок, измерьте диаметр.
5. Установите глубину резания на половину количества удаляемого материала.
6. Отрежьте 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости заново отрегулируйте глубину резания и завершите доводку диаметра. Чтобы получить максимально точный диаметр, доведите заготовку до требуемого размера.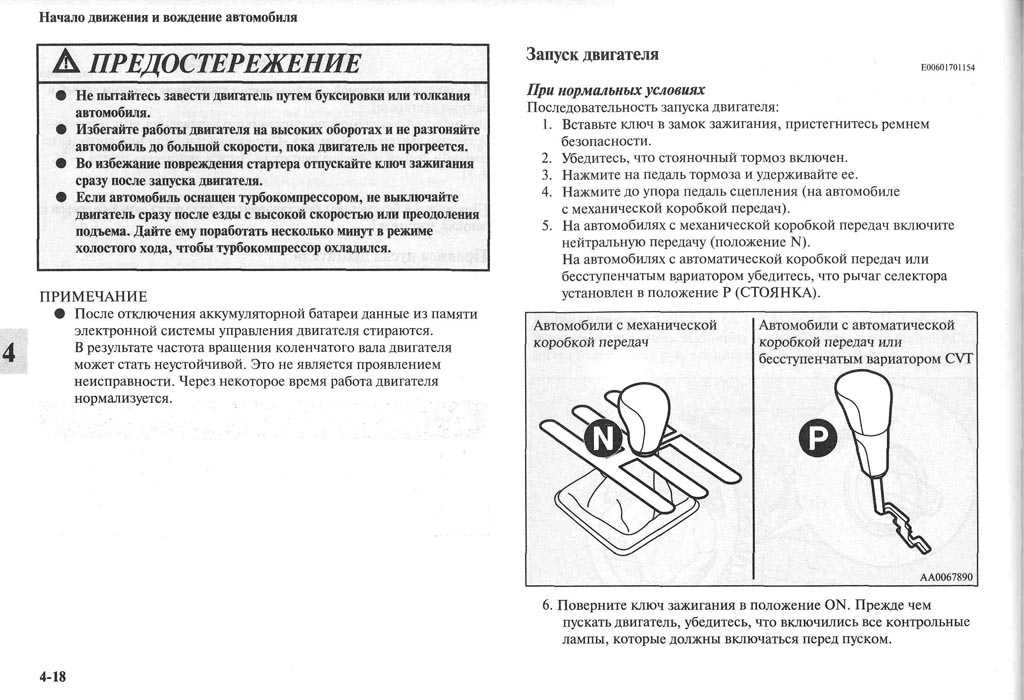 Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
При токарной обработке заготовки более чем на один диаметр. Изменение диаметра или шага известно как плечо.
Три распространенных типа плеча:
1. Квадрат
2. Скругленный уголок
3. Угловой или конический
Процедура:
1. С заготовкой, установленной на токарном станке, разметьте положение уступа от готового конца заготовки. В случае скругленных плеч, вся длина должна быть достаточной для того, чтобы на готовом плече можно было сформировать надлежащий радиус.
2. Поместите острие инструмента на эту отметку и вырежьте небольшой паз по окружности, чтобы отметить длину.
3. С помощью токарной насадки черновой и чистовой обработайте заготовку примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент. Наметьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку мелом.
5. Обратите внимание на показания на градуированном кольце рукоятки поперечной подачи.
6. Торцовка под прямым углом к плечу, резка по линии с ручной подачей.
7. Для последовательных резов верните рукоятку поперечной подачи в то же положение градуированного кольца.
Если требуется скругленный угол, для обработки уступа используется насадка с таким же радиусом. Угловые или скошенные кромки можно получить, установив режущую кромку насадки инструмента на желаемый угол фаски и подав ее к уступу, или установив составной упор на нужный угол.
Обрабатываемые детали обычно обрезаются немного длиннее, чем требуется, и обтачиваются до нужной длины. Торцовка — это операция обработки торцов квадрата заготовки с ее осью. Чтобы получить плоскую квадратную поверхность при торцевании, токарному станку может быть правдой.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечить точную поверхность для проведения измерений.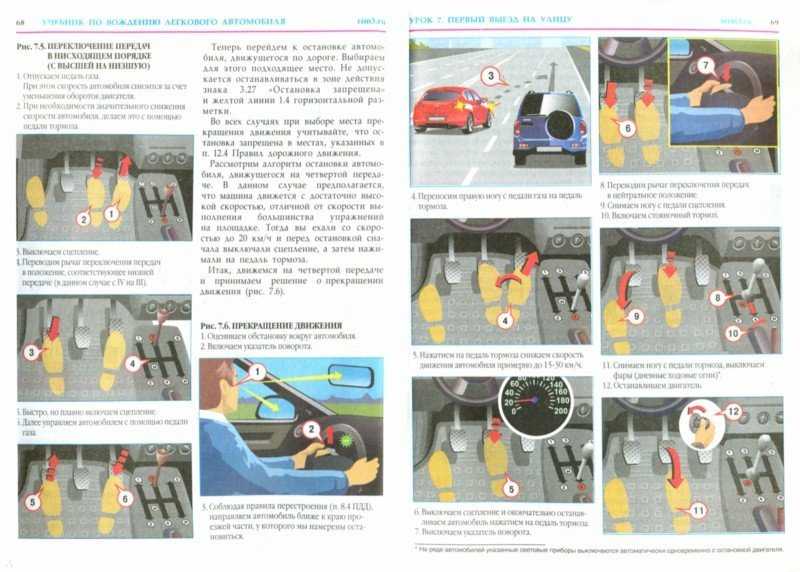
• Для обрезки заготовок до необходимой длины.
Рисунок 1. Операция облицовки
Процедура:
1. Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвостовой части или прямую линейку, если это необходимо для истинности.
3. Вставьте торцевой инструмент.
4. Расположите инструмент немного в стороне от детали.
5. Установите насадку торцевого инструмента влево под углом 15-20 градусов. Острие насадки инструмента должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Установите на токарном станке правильную скорость и подачу для диаметра и типа обрабатываемого материала.
7. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец как можно ближе к центру станка.
9. Переместите каретку влево с помощью маховика, пока не начнется мелкий рез.
10. Подайте насадку режущего инструмента внутрь к центру, повернув рукоятку поперечной подачи. Если для подачи режущего инструмента используется механическая поперечная подача, каретка должна быть зафиксирована в этом положении.
11. Повторяйте процедуры 6,7 и 8, пока заготовка не будет отрезана до нужной длины. 12. На заготовке после торцовки останется острая кромка, которую следует сломать напильником.
СверлоSpotting Tool используется для проделывания неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство для выполнения упражнения. Отверстие можно быстро и достаточно точно обнаружить с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для определения местоположения.
Рис. 2. Инструмент Центр/Точка
Процедура:
1. Правильно установите заготовку в патрон.
Правильно установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите и зафиксируйте заднюю бабку в желаемом положении.
5. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите токарный станок на правильную скорость для типа материала, который будет точечным или центрирующим сверлом.
7. Просверлите отверстие центровым сверлом. 8. Отметьте отверстие с помощью установочного инструмента или сверла для центровки.
Рисунок 3. Сверло
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Правильно установите заготовку в патрон.
3. Проверьте центр инструмента и убедитесь, что он находится на одной линии.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите и зафиксируйте заднюю бабку в желаемом положении.
6. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью установочного или центрирующего сверла.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло режется не так легко, как сверло, поскольку оно имеет неглубокие канавки для дополнительной жесткости.
10. Просверлите всю конусность, чтобы создать воронку для направления сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на скорость, соответствующую типу обрабатываемого материала.
13. Запустите токарный станок и просверлите требуемую глубину в соответствии с чертежом, применяя смазочно-охлаждающую жидкость.
14. Для измерения глубины отверстия используйте градуировку на оси задней бабки или стальную линейку для измерения глубины.
15. С помощью сверла с просверленным отверстием удалите стружку и измерьте глубину отверстия.
16. При сверлении снимите материал не более чем на один или два диаметра сверла, прежде чем отступить, очистить стружку и повторно нанести СОЖ.
17. Если сверло скрипит о приклад, нанесите больше смазочно-охлаждающей жидкости.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко выдвинуться.
19. Используйте штифт, чтобы выдавить патрон из цанги.
Растачивание — это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей однолезвийной фрезой. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
Растачивание использует одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, в отличие от сверления.
Поскольку фреза выходит из станка из расточной оправки, инструмент не так хорошо поддерживается, что может привести к вибрации. Чем глубже скучная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость вращения шпинделя.
2. Увеличьте подачу.
3. Нанесите больше смазочно-охлаждающей жидкости.
4. Укоротить выступ расточной оправки.
5. Отшлифуйте меньший радиус на конце инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Обработайте, наметьте и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора у расточной оправки.
- Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку от центра.
4. Убедитесь, что острие сверлильного инструмента является единственной частью фрезы, которая касается внутренней поверхности заготовки.
5. Если угол не обеспечивает достаточной торцевой зачистки, замените фрезу на другую с более острым углом.
6. Расположите борштангу так, чтобы острие фрезы совпадало с центральной линией заготовки.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный задний задний угол.
8. Выберите расточной оправку как можно большего размера, чтобы она выступала за пределы держателя только на глубину отверстия, которое нужно расточить.
9. Установите держатель и расточной инструмент с резцом на левой стороне резцедержателя и вращайте заготовку.
10. Установите сверло в центр.
- Примечание. В зависимости от жесткости установки буровой резец имеет тенденцию пружинить вниз при приложении давления к режущей кромке. Установив сверло немного выше центра, была сделана компенсация направленной вниз пружины, и сверло будет фактически располагаться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и переместите инструмент в предварительно просверленное отверстие.
14. Запустите токарный станок и медленно перемещайте расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Сделайте небольшой разрез (около 0,003 дюйма) длиной около -375.
16. Остановите токарный станок и измерьте диаметр отверстия, используя телескопический калибр или микрометр.
17. После измерения отверстия определите количество материала, которое необходимо удалить из отверстия. Оставьте около 0,020 на чистовом пропиле.
18. Запустите токарный станок и выполните черновую обработку.
19. Подайте борштангу в заготовку, снимая примерно 0,020 за каждый проход.
20. Выньте борштангу, как только будет достигнута нужная глубина.
21. Повторяйте шаги 19 и 20, пока не будет достигнут требуемый диаметр внутреннего отверстия.
22. После завершения черновой обработки остановите токарный станок и выньте резец из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и рассверлите отверстие до нужного размера. Для хорошего качества поверхности рекомендуется мелкая подача.
24. При последнем проходе остановитесь на нужной глубине и верните фрезу к центру заготовки. Это будет обращено к задней части отверстия.
25. Выньте борштангу из станка и остановите станок.
Рисунок 4. Растачивание на токарном станке
1. Накатка – это выпуклость на поверхности заготовки, создаваемая двумя закаленными валками.
2. Накатка обычно имеет одну из двух форм: ромбовидную или прямую.
3. Обычные накатки бывают мелкими, средними или крупными.
4. Ромбовидный рисунок образован правой и левой спиралью, установленной в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и рукояток инструментов.
6. Обычные накатки бывают мелкими, средними или крупными.
7. Прямой профиль, образованный двумя прямыми роликами, используется для увеличения размера детали для прессовой посадки в легких условиях эксплуатации.
8. Используются три основных типа держателей для накатных инструментов: держатель с шарнирным соединением, держатель с вращающейся головкой и держатель с двух сторон.
9. Накатка лучше всего работает на заготовках, установленных между центрами.
10. Накатки не режут, а смещают металл под высоким давлением.
11. Смазка более важна, чем охлаждение, поэтому подойдет масло для резки или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как при нарезании резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатка должна быть отцентрована на заготовке вертикально, а оправка с накаткой должна располагаться вровень с заготовкой.
14. Следует сделать накатку из мягкого металла примерно на половину глубины и проверить рисунок.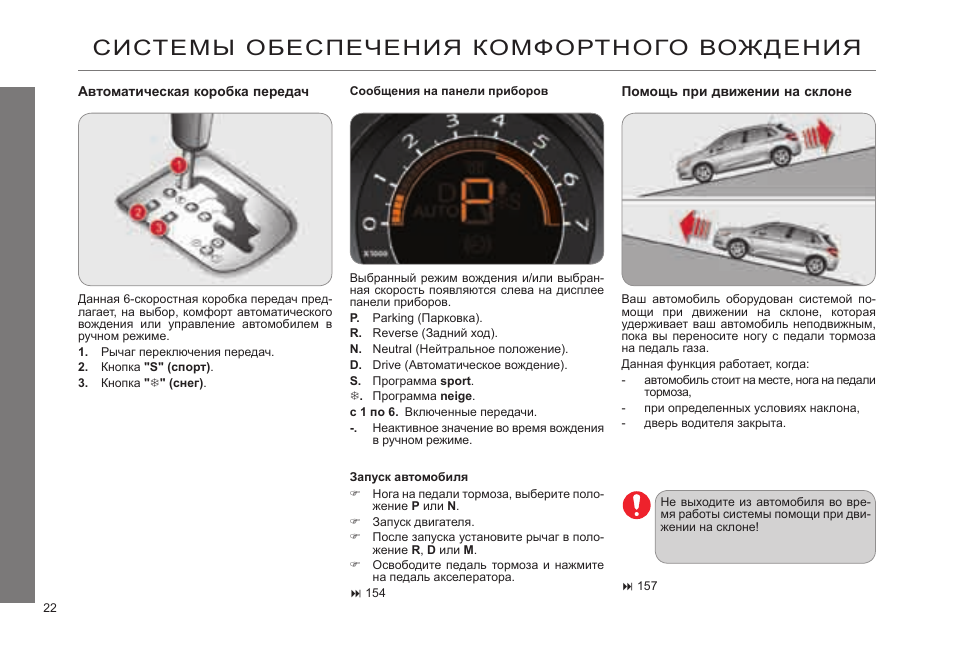
15. На тонкой заготовке может потребоваться несколько проходов, чтобы выполнить накатку, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Между проходами следует очищать накатку проволочной щеткой.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его точно по средней линии шпинделя токарного станка.
2. Расположите и закрепите накатной инструмент под углом 90 градусов к поверхности с накаткой.
3. Переместите каретку токарного станка вручную и определите место на заготовке, которое нужно накатать.
4. Поверните накатную головку, чтобы указать правильный набор накаток.
5. Расположите накатку у правого края заготовки так, чтобы половина накатки соприкасалась с правым краем заготовки.
6. Нанесите на заготовку смазочно-охлаждающую жидкость.
7. Поверните шпиндель примерно на 100 об/мин и используйте маховик поперечной подачи, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
8. Включите силовую подачу станка, чтобы переместить каретку к передней бабке со скоростью подачи от 0,010 до 0,020 дюйма за оборот.
9. При необходимости нанесите масло и почистите поверхность с накаткой жесткой щеткой, чтобы удалить стружку с наката.
10. Когда накатка достигнет конца области с накаткой, измените направление подачи каретки на противоположное и вставьте накатку в работу еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать взад-вперед, пока не образуется острый ромб.
Назначение отрезки и проточки:
Бывают случаи, когда вам может понадобиться отрезать кусок от конца заготовки или вырезать канавку в заготовке.
Нарезка канавок, обычно называемая проточкой, подрезкой или сужением, часто выполняется на конце резьбы, чтобы обеспечить полный ход гайки до заплечика или на краю заплечика для обеспечения надлежащей посадки сопрягаемых деталей. Существует три типа канавок: квадратные, круглые и U-образные.
Существует три типа канавок: квадратные, круглые и U-образные.
Закругленные канавки обычно используются там, где на деталь оказывается нагрузка, а прямоугольный угол может привести к разрушению металла.
Процедура:
1. Выберите насадку нужного размера и формы требуемой канавки.
2. Наметьте расположение паза.
3. Установите токарный станок на половинную скорость для токарной обработки.
4. Установите заготовку на токарный станок.
5. Установите насадку на центральную высоту.
6. Медленно вставьте насадку в заготовку с помощью рукоятки поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Для того, чтобы рез не слепил канавку. Если появляется вибрация, уменьшите скорость вращения шпинделя.
8. Остановите токарный станок и проверьте глубину паза.
9. Повторяйте процедуры 6-7, пока заготовка не будет вырезана на нужную глубину.
Рисунок 6. Вырезание канавки
Отрезные инструменты, часто называемые отрезными инструментами, используются для резки заготовки. Существует три типа разделительных инструментов. Инструмент для разделения состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
Существуют две распространенные проблемы расставания: дребезжание и сжатие. Стук возникает, когда инструмент удерживается недостаточно прочно, любой люфт в инструменте, держателе или любой части самого токарного станка затрудняет резку, неровную и часто невозможно. Втягивание означает, что инструмент стремится врезаться в заготовку, а также перелезать через верхнюю часть режущей кромки. Это обычно ломает бит инструмента или разрушает заготовку. Заедание обычно происходит, когда инструмент для разделения установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже, чем токарные инструменты. Отрезные инструменты используются для создания узких канавок и отрезания частей заготовки.
• Держатель инструмента должен едва касаться заготовки, когда установлен отрезной инструмент.
• Убедитесь, что инструмент для разделения перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр заготовки. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к поверхности детали и зафиксируйте инструмент на месте. Не забывайте наносить смазочно-охлаждающую жидкость, особенно при глубоком разрезе.
Рисунок 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезаемая часть находилась как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны составной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к резцедержателю, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку инструмента.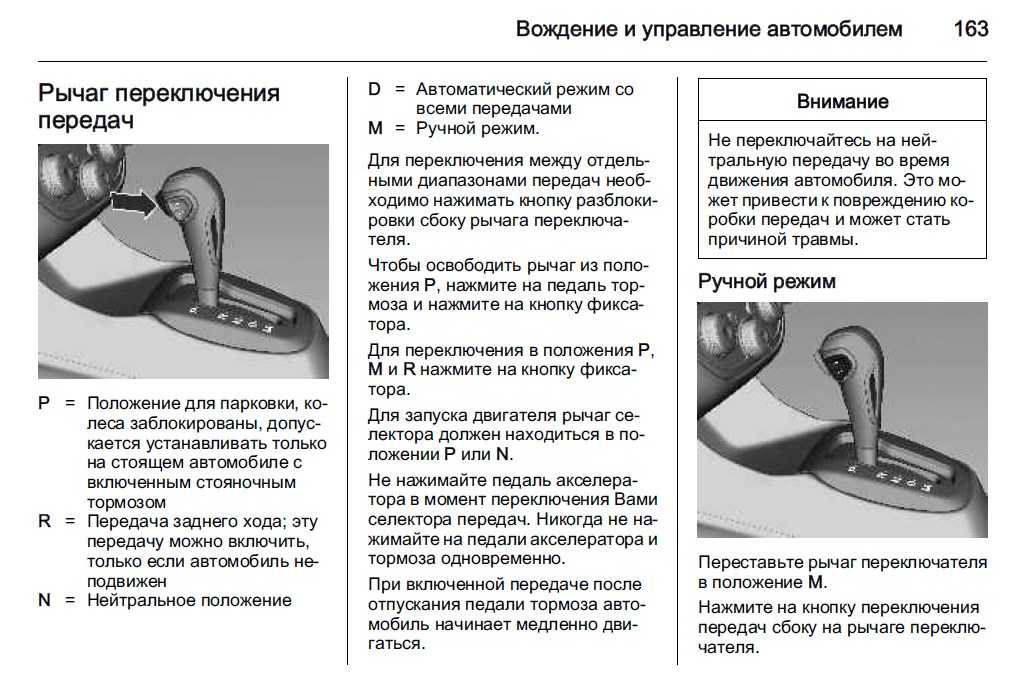 Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Переместите режущий инструмент на место.
7. Запустите токарный станок и рукой медленно подайте отрезной инструмент в заготовку. Возьмитесь за рукоятку поперечной подачи обеими руками, чтобы подавать устойчиво и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8. Когда заготовка составляет около ¼ дюйма, рекомендуется немного сдвинуть инструмент для разделения в сторону. Это боковое движение делает рез немного шире, чтобы предотвратить заедание инструмента.
9. Во избежание вибрации держите режущий инструмент и постоянно применяйте смазочно-охлаждающую жидкость во время работы. Медленно подавайте, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки.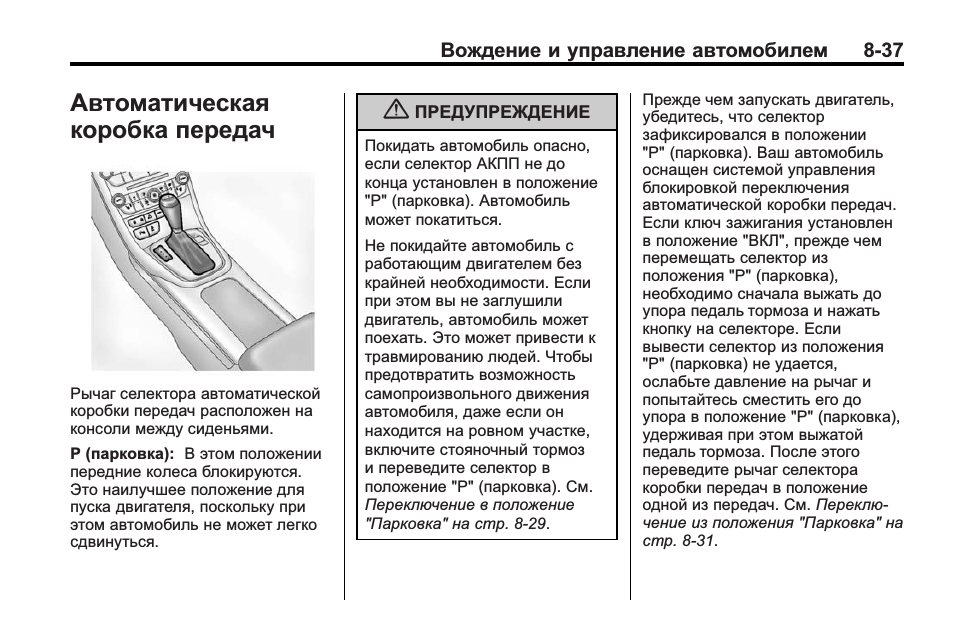 По мере приближения заготовка подвешивается на тонком металлическом стержне.
По мере приближения заготовка подвешивается на тонком металлическом стержне.
11. Конец заготовки, которую вы обрезаете, обычно будет иметь довольно шероховатую поверхность и небольшой выступ металла на конце. См. рисунок 19 ниже.
12. Последний шаг – установить эту деталь в патрон и сделать торцевой разрез, чтобы зачистить конец. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, вы можете обернуть заготовку тонкой полоской эмори или аналогичного защитного материала, прежде чем зажимать ее.
Рисунок 8. Обрезка заготовки Рисунок 9. Готовая заготовка
Для получения параллельного диаметра при механической обработке между центрами важно, чтобы два центра токарного станка находились на одной линии друг с другом и совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конусообразной.
Существует три метода центровки токарных станков:
1. Совместив осевые линии задней части задней бабки друг с другом. Это только визуальная проверка и, следовательно, не для точной.
2. Метод пробного надреза, при котором делается небольшой надрез с каждого конца изделия и диаметр измеряется микрометром.
3. Выровняйте центры с помощью циферблатного индикатора.
Способ 1. Выровнять центры, отрегулировав заднюю бабку.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления, в котором должна быть перемещена задняя бабка. Затяните другой регулировочный винт, пока линия на верхней половине задней бабки точно не совпадет с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Способ 2. Выровнять по центру методом следового разреза.
Процедура:
1. Сделайте небольшой надрез примерно 0,010 до истинного диаметра от секции A на конце задней бабки длиной 0,250 дюйма.
2. Остановите подачу и запишите показания на градуированном кольце рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Приблизьте режущий инструмент к той же настройке бурта, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент в то же положение, что и в шаге 1. (Раздел A)
6. Отрежьте отрезок длиной 0,250 в секции B и затем остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одного размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы двух показаний.
9. Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Способ 3. Выравнивание центров с помощью циферблатного индикатора.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2. Плотно отрегулируйте испытательный стержень между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на стойку инструмента или каретку токарного станка. Убедитесь, что плунжер индикатора параллелен станине станка, а точка контакта находится в центре.
4. Отрегулируйте поперечный салазок так, чтобы индикатор показывал примерно 0,025 дюйма на конце задней бабки.
5. Переместите каретку вручную так, чтобы контрольный индикатор совпал с диаметром на конце передней бабки, и запишите показания контрольного индикатора.
6. Если показания обоих контрольных индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.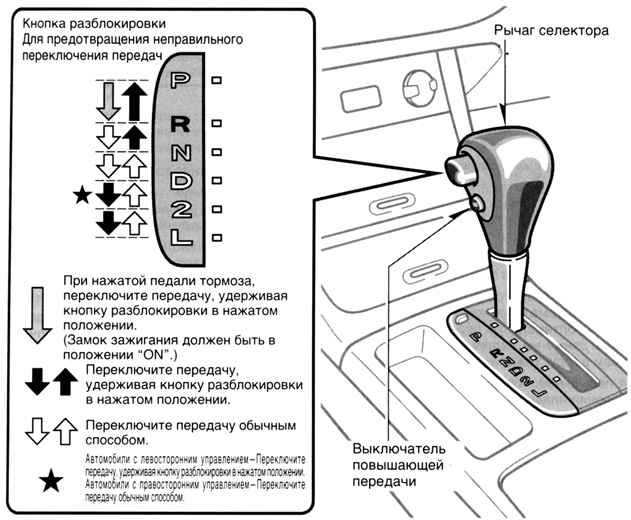
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (0,25 / 3) x 12 = 1 дюйм
При расчете смещения задней бабки необходимо знать конусность на фут и общую длину заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найти tpf:
tpf = ((1,125 – 1) x 12) / 3 = (0,125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (0,5 x 6) / 24 = 3 / 24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости находить конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1,125-1)/2) = 0,125
Использование составного остатка для изготовления коротких или крутых конусов. Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составного упора.
3. Поверните составную опору на нужный угол. (см. первое изображение)
4. Затяните стопорные винты составного упора.
5. Отрегулируйте насадку инструмента по центру и подайте насадку режущего инструмента, используя винт подачи составного упора.
6. Проверьте конус на размер и посадку.
Рис. 12. Операция токарной обработки конуса
1. Циферблат или контрольный индикатор следует использовать всякий раз, когда диаметр обрабатываемой детали должен быть выровнен с точностью до тысячных долей дюйма.
2. Процедура:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или рейсмуса.
4. Установите индикатор в резцедержатель токарного станка.
5. Установите шпиндель индикатора в горизонтальное положение, установив точку контакта на центральную высоту.
6. Поднесите точку индикатора к диаметру заготовки так, чтобы она находилась примерно на 0,020, и проверните шпиндель токарного станка вручную.
7. При вращении токарного станка отметьте самое высокое и самое низкое значение на циферблатном индикаторе.
8. Слегка ослабьте кулачок патрона при самом низком показателе и затяните кулачок при максимальном показателе до тех пор, пока заготовка не переместится на половину разницы между показаниями двух индикаторов.
Сторона 1. Левая и правая сторона
9. Продолжайте регулировать только эти две противоположные губки, пока индикатор не зарегистрирует на обеих губках. На показания индикатора работы между этими двумя кулачками не обращайте внимания.
10. Таким же образом отрегулируйте другой набор противоположных губок, пока индикатор не зарегистрирует то же самое в любой точке по окружности заготовки.