Порядок работы цилиндров двигателя автомобиля камаз
Главная » Порядок работы цилиндров двигателя КАМАЗ
Особенностями строения камазовского мотора считают не только V-образное расположение цилиндров двигателя камаз, но и саму конструкцию блока, в результате которой левый ряд поршневой группы выдвинут дальше правой цепочки на 29,5 мм.
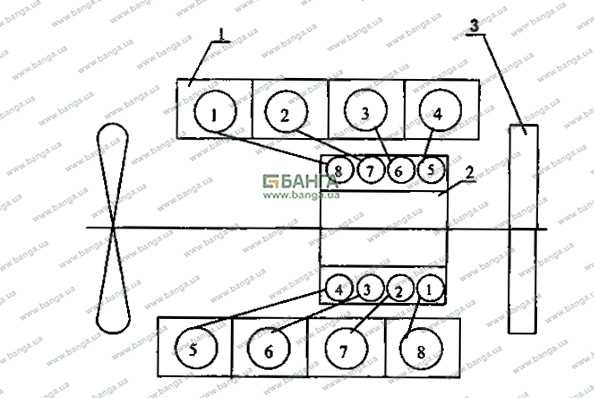
Данное обустройство связано с установкой на шейке коленвала сразу 2 противоположных шатунов, результатом чего определяется неповторимый порядок работы цилиндров двигателя камаз 740. Топливная смесь в камерах сгорания взрывается по очереди: 1-5-4-2-6-3-7-8.
Укороченный коленчатый вал (на 8 поршней 4 шейки кривошипно-шатунного механизма) своим упрощённым изготовлением в разы повысил КПД и мощность мотора, потому что компрессия в цилиндрах двигателя камаз 740 увеличилась на порядок. Отлаженная работа газораспределительного механизма с впускными и выпускными клапанами тоже делает свой вклад в наращивании мощи силового агрегата.
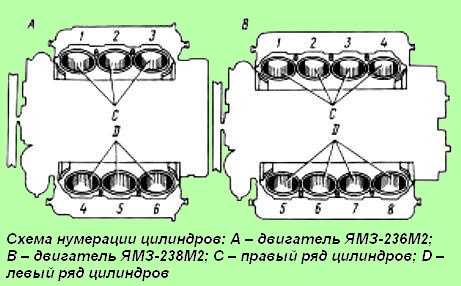
В соответствии с техническим регламентом европейских государств первый цилиндр двигателя камаз находится в правом ряду впереди автомобиля. Он также называется ещё и главным цилиндром. Топливные форсунки нумеруются согласно номеру цилиндра, на который они установлены. На главный цилиндр устанавливается главная форсунка. Сама нумерация цилиндров двигателя камаз 740 осуществляется в последующем порядке расположения: с 1 по 4 занимают правый ряд, с 5 по 8 соответственно левый ряд. Исчисление для каждого ряда начинается спереди машины.
Выучить наизусть порядок работы 8 цилиндрового двигателя камаз обязан каждый начинающий автомеханик или автослесарь. Эти знания особенно пригодятся во время налаживания мотора после замены топливного насоса, когда нужно будет регулировать впрыск горючей смеси в камеру сгорания.
Также порядок работы цилиндров двигателя автомобиля камаз необходимо знать и при настройке газораспределительного механизма. Впускные и выпускные клапана головки блока цилиндров должны открываться и закрываться каждый в своё время, и на определённый период.
Вы хотите приобрести двигатель?
Похожие материалы:
Купить двигатель камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить блок цилиндров камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить вал коленчатый камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить редуктор камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить мост камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить коробку передач камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить вал карданный камаз
Вы можете написать нам сообщение и мы в ближайшее время свяжемся с вами
или позвоните по телефону 8 (926) 442-81-73
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить кабину камаз
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Купить коробку раздаточную
Ваше имя
Ваш e-mail
Телефон
Сообщение
Обмен старого двигателя
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Заказать запчасть
Ваше имя
Ваш e-mail
Телефон
Сообщение
×
Порядок работы цилиндров Камаз
Камспартс Запчасти Cummins, Perkins, Caterpillar
Санкт-Петербург
+7 (812) 915-56-41
zakaz@camsparts. ru
ru
0
Главная
База Знаний
Порядок работы цилиндров Камаз
Основной особенностью строения двигателя Камаз 740 является асимметричное расположение левого ряда поршней относительно правого таким образом, что левая поршневая группа выдвинута на 29,5 мм дальше. Дело в том, что на шейке коленчатого вала установлено два противоположных шатуна, чем и обуславливается уникальный порядок работы цилиндров Камаза. Очередь взрыва топливной смеси представляет собой последовательность 1→5→4→2→6→3→7→8.
Благодаря укороченному коленвалу на 8 поршней и 4 шейки значительно выросла компрессия в цилиндрах, что в свою очередь привело к увеличению КПД и мощности двигателя. Мощность в моторах Камаз 740 прирастает и за счет четко настроенной работы ГРМ, в том числе и клапанов.
Мощность в моторах Камаз 740 прирастает и за счет четко настроенной работы ГРМ, в том числе и клапанов.
Какой порядок работы цилиндров Камаз 740?
Согласно техническому регламенту стран ЕС, первым цилиндром в двигателе Камаз 740 принято считать тот, что располагается в правом ряду спереди машины. Обычно его называют главным цилиндром. Форсунки имеют такие же номера, как и цилиндры, на которых они установлены. Следовательно, главному цилиндру соответствует главная форсунка. Нумерация цилиндров начинается с правого ряда, в котором стоят 1-4 цилиндры. В левом ряду соответственно располагаются 5-8 цилиндры. И для правого, и для левого рядов нумерация начинается спереди автомобиля.
|
Знание порядка работы цилиндров Камаза пригодится при отладке впрыска горючей смеси после замены топливного насоса, а также при настройке ГРМ, поскольку клапаны должны открываться с определенной периодичностью и продолжительность. Особое устройство двигателя Камаз 740 делает его значительно меньше российских моторов и надежнее зарубежных. Камаз 740 идеально подходит для работы в суровых условиях континентального климата нашей страны, поскольку его довольно легко запускать в холодное время года. |
Чем примечателен каталог магазина?
Все для ремонта двигателя
В наличии комплектующие для всех моторов Cummins, Caterpillar, Perkins. Представлены оригинальные и аналоговые запчасти. Подобрать необходимую деталь не составит труда.
Огромное количество фильтров
Предлагаются воздушные, топливные и масляные фильтры брендов Cummins, Fleetguard, Donaldson, Baldwin, Sakura. Изделия обладают прекрасной адсорбцией.
Качественные масла
В продаже оригинальные моторные масла компании Valvoline, дочернего подразделения Cummins Inc.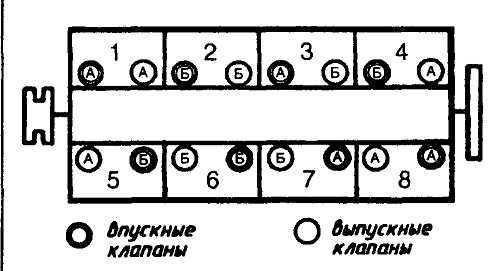
Установка поршней и колец Дизель 740 КАМАЗ
На поршень устанавливаются два компрессионных кольца и одно маслосъемное.
Кольца компрессионные предназначены для предотвращения выхода газов в картер при их сжатии и расширении
Кроме того, они служат для передачи тепла от поршня к цилиндру.
Маслосъемное кольцо служит для удаления излишков масла с рабочей поверхности цилиндра и предотвращения его попадания в камеру сгорания.
Снятие болтов крепления головки блока цилиндровОткручиваем четыре болта крепления головки блока цилиндров (рис. 1) и снимаем головки блока цилиндров.
Головкой на 13 отвернуть гайки масляного поддона, снять поддон двигателя и прокладку поддона.
Если картер «прикипит», нужно постучать по нему через деревянную прокладку.
Ключами на 13 и 17 снимите масляный насос.
Отверните гайки шатунных болтов и снимите крышки шатунов (рис. 4).
Поскольку крышка сидит плотно, сбейте ее легкими ударами молотка.
Снимите вкладыш шатунного подшипника с крышки.
1 — оправка, 2 — шатунВдавливаем поршень в цилиндр так, чтобы он вышел из цилиндра, а затем вынимаем его вместе с шатуном.
Снимите вкладыш шатунного подшипника с шатуна.
Осторожно извлеките поршень с шатуном из цилиндра, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и крышке шатуна.
Если метки не видны, пометьте шатун и крышку номером цилиндра.
Таким же образом вынимаем остальные поршни с шатунами.
С помощью расширителя плунжера снимите поршневые кольца.
Снимите стопорные кольца с обеих сторон поршня.
Нагреваем поршень в масляной ванне и снимаем поршневой палец с шатуна, предварительно заметив положение шатуна относительно поршня.
Таким же образом снимите остальные поршни с шатунов.
После разборки промыть все детали бензином.
Очистить поршни от нагара.
Очистите канавки поршневых колец старым поршневым кольцом или сломанным кольцом.
Для уменьшения надпоршневого зазора при сборке двигателя подбором исполнения поршня обеспечивают его выступание над уплотняемым торцом втулки на 0,5-0,7 мм.
На его днище нанесен индекс варианта поршня (10, 20, 30, 40), а также выступ на нерабочем конце и гильзах.
Диаметр поршневого кольца в свободном состоянии больше диаметра цилиндра, поэтому при установке плотно прижимается к его стенкам.
В канавке поршня кольцо образует лабиринтное уплотнение с малым зазором.
Газы, попадая в этот лабиринт из пространства над поршнем, уменьшают свое давление и скорость и прижимают кольцо к стенке цилиндра.
Разрез в кольце называется замком.
В рабочем состоянии кольцо всегда должно иметь зазор в замке, чтобы не заклинило при нагреве.
Величина зазора при установке поршня в цилиндр находится в пределах 0,4-0,8 мм для компрессионных колец, 0,3-0,7 мм для маслосъемных.
Для того чтобы кольца свободно пружинили, их также устанавливают в канавки на поршне по высоте с небольшим зазором.
Торцевой зазор верхнего компрессионного кольца немного больше, чем у нижнего.
Кольца компрессионные имеют трапециевидное сечение.
Рабочая поверхность верхнего компрессионного кольца хромированная, имеет зеркальную поверхность, нижнее молибденовое, матовое.
При движении поршня кольца прижимаются сначала к верхней, затем к нижней плоскостям канавок и тем самым создают необходимое уплотнение, препятствующее прорыву газов в картер через канавки.
При этом компрессионные кольца могут перекачивать удаляемое ими со стенок цилиндра масло в камеру сгорания: при движении поршня вниз масло собирается в зазоре между кольцом и нижней плоскостью канавки, а при оно движется вверх, масло выдавливается в зазор между кольцом и канавками верхней плоскости.
Этому также способствует разрежение в цилиндре во время такта впуска.
С увеличением торцевого зазора в стыке кольцевая канавка поршня за счет насосного действия колец увеличивается количество нагнетаемого в камеру сгорания масла, как следствие, резко возрастает его расход. Поэтому необходимо проверять торцевой зазор после установки колец на поршень.
Поэтому необходимо проверять торцевой зазор после установки колец на поршень.
Маслосъемное кольцо сборное; он состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и спиральной пружиной-расширителем.
Хромирование колец повышает их износостойкость.
Нижняя канавка поршня под маслосъемное кольцо имеет отверстия по всей окружности для слива удаляемого кольцом масла с поверхности цилиндра.
Поршень соединен с шатуном полым плавающим штифтом, осевое перемещение которого в поршне ограничено двумя пружинными стопорными кольцами.
Шатуны стальные двутавровые.
Нижний конец шатуна съемный.
Для точной посадки вкладышей нижняя головка шатуна выполнена в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы.
На крышку и шатун нанесены установочные метки в виде трехзначных серийных номеров.
Кроме того, номер цилиндра выбит на крышке шатуна.
Подшипники в верхней головке шатуна — биметаллические неразъемные втулки с рабочим бронзовым слоем; в нижней головке шатуна — съемные сменные вкладыши.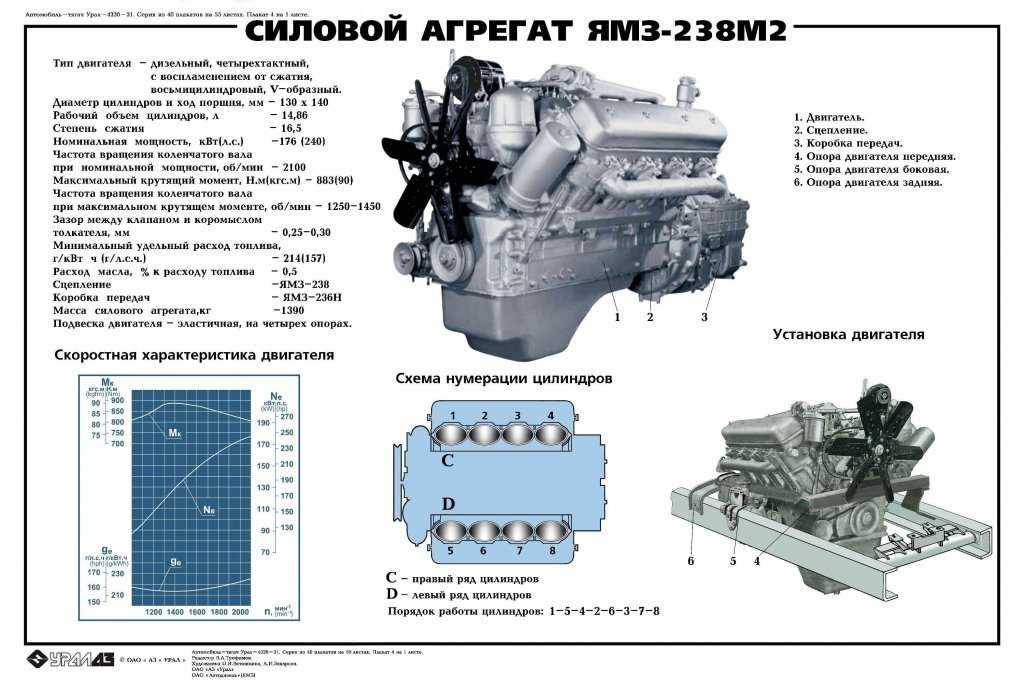
Крышка нижней головки шатуна крепится гайками на двух болтах, запрессованных в боковые выступы нижней головки шатуна
Специальной блокировки шатунных болтов и гаек от самоотвинчивания не предусмотрено.
Это связано с тем, что шатунные болты автоматически защищены от самоотвинчивания из-за трения в резьбе при строгом соблюдении требований к затяжке гаек шатунных болтов.
Шатунные болты могут сломаться из-за недостаточной или чрезмерной затяжки.
Болты должны быть затянуты с удлинением 0,25–0,27 мм.
Установка ШПГ: 1 — маслосъемное кольцо; 2, 3 — компрессионные кольца, 4 — поршень, 5 — стопорное кольцо, 6 — поршневой палец, 7 — втулка шатуна, 8 — болт крышки шатуна, 9 — шатун, 10 — гайка, 11 — крышка шатуна, 12 — шатунные подшипникиУстановка гильз цилиндров в блок
Перед установкой втулок в блок на фаски наносится смазка ЦИАТИМ.
Гильзы цилиндров вставляются аккуратно вручную, не срезая уплотнительные кольца, выступающие из канавок.
Сборка поршня с пальцем и шатуном производится после нагрева поршня до температуры 80÷100˚С.
Отверстия в шатуне под палец и сам палец предварительно смазываются дизельным маслом.
Палец устанавливается силой большого пальца. Не допускается прижатие пальца инструментом.
Пазы на поршне и канавки под усики вкладышей на шатуне должны располагаться в одном направлении (рис. 16).
Поршневые пальцы фиксируются стопорными кольцами.
Выступ днища поршня над упорным буртиком гильзы цилиндра и установка сальников гильзы и головки в блоке: а — выступ днища поршня над упорным буртиком гильзы цилиндра, б — уплотнения гильзы цилиндра и головки цилиндра в блоке: 1 — поршень, 2 — опорное кольцо гильзы цилиндра, 3 — уплотнительное кольцо головки цилиндра, 4 — уплотнительное кольцо гильзы цилиндра, 5 — головка цилиндра, 6 — прокладка головки цилиндра, 7 — блок цилиндров, 8 — уплотнительное кольцо опорной втулки гильзы, 9- гильза цилиндра Поршень подбирается по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного буртика гильзы таким образом, чтобы выход днища поршня над упорным буртиком гильза цилиндра находится в пределах 0,6 ÷ 0,7 мм, рисунок 17.
Способ измерения расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного буртика гильзы цилиндра показан на рисунке 18.
Данные для подбора поршня по гильзе в таблице 1
| Индекс поршня | Расстояние от шатунной шейки до упорного буртика гильзы цилиндра, мм | Расстояние от плоскости разъема до центра кольца, мм |
|---|---|---|
| 10 | 260.12-260.24 | 75,67-75,71 |
| 20 | 260.24-260.35 | 75,78-75,82 |
| 30 | 260,35-260,46 | 75,89-75,93 |
| 40 | 260,46-260,57 | 76. 00-76.04 00-76.04 |
После подбора поршней на заводе на днище поршня и на нерабочий выступ торца гильзы наносят индексы вариантов поршня 10, 20, 30, 40.
При сборке нужно подобрать поршни и цилиндры с одинаковым индексом.
При установке поршня в гильзу выточки под клапаны на поршне необходимо устанавливать ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и шейками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм.
Поршневые кольца перед установкой на поршень должны иметь термические зазоры. Зазор поршневых колец измеряется калибром диаметром 120 + 0,03 мм.
Размеры зазоров указаны в таблице 2
| Настройки | Гэп после восстановления | Регулировка |
|---|---|---|
| Стопорное кольцо | 0,4-0,6 | 0,8 |
| Стопорные маслосъемные поршневые кольца | 0,30-0,45 | 0,7 |
| Торцевой зазор верхнего компрессионного кольца | 0,12-017 | 0,22 |
| Торцевой зазор нижнего компрессионного кольца | 0,09-0,14 | 0,19 |
| Торцевой зазор маслосъемного кольца | 0,07-0,011 | 0,2 |
| Зазор между поршнем и гильзой (при измерении на расстоянии 0,119-1,162 мм от днища поршня | 0,12-0,16 | 0,22 |
Установите поршневые кольца с помощью плунжерного расширителя (при наличии).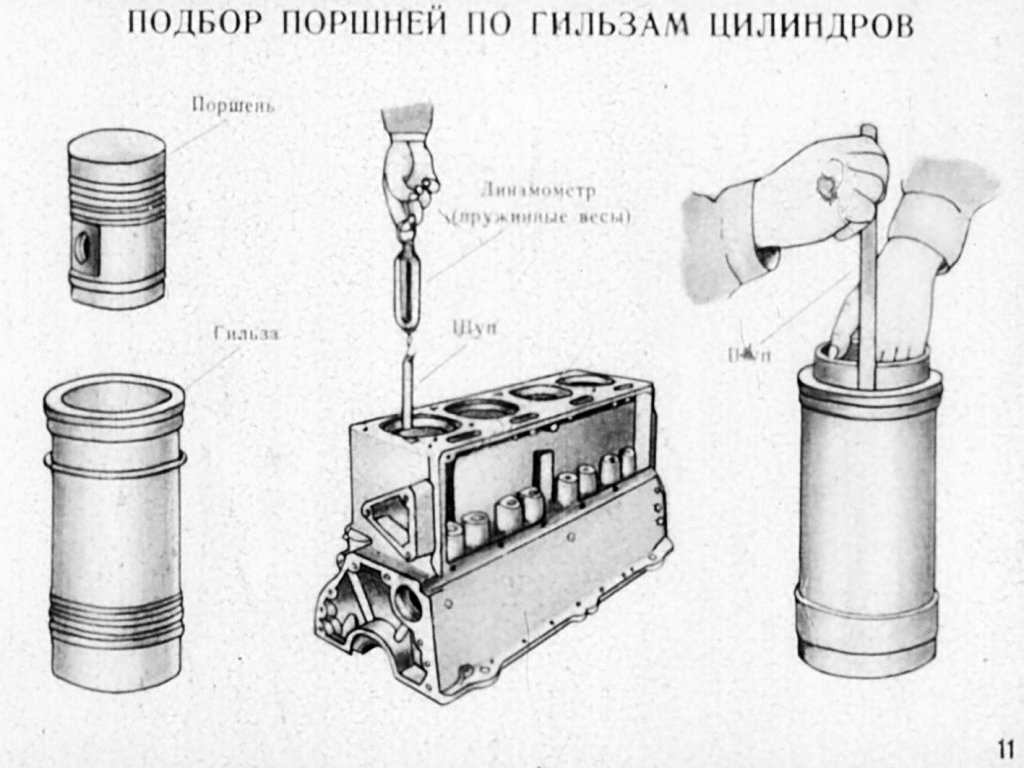
Маслосъемное кольцо вставляется в канавку поршня и надевается так, чтобы разжимное соединение находилось под углом 180˚ к замку кольца.
После этого установите компрессионные кольца.
Сначала вставьте кольцо с молибденовым покрытием, затем хромированное кольцо.
Замки соседних колец раздвигаются.
Притирка клапанов и замена маслосъемных колпачков головки блока цилиндров 740 дизель КамАЗ
При неплотном прилегании клапана к седлу в некоторых местах клапана и седла образуются зазоры. При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозии и ухудшается сцепление клапана с седлом.
На поверхности фаски клапана скапливаются продукты сгорания, в результате чего нарушается герметичность соединения.
Заменяем маслосъемные колпачки при повышенном расходе масла и при очередном ремонте ГБЦ.
Снимаем ГБЦ, как описано в статье — «Замена прокладок ГБЦ 740 дизель Камаз».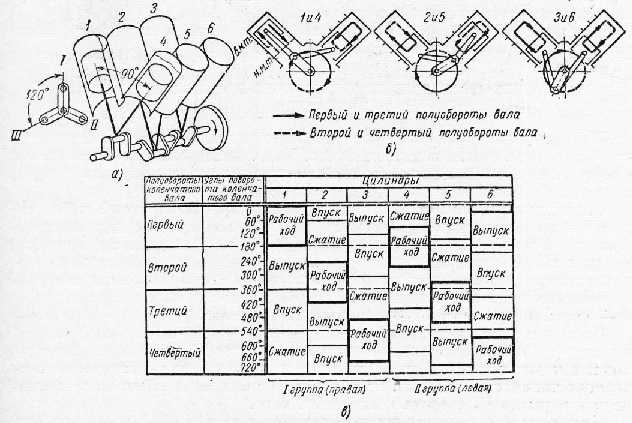
Устанавливаем ГБЦ на верстак или на базу съемника И801.06.000, при наличии.
Если нет такого съемника, как на картинке (рис.1), то можно использовать съемник для автомобилей ВАЗ (рис.2)
Перед сжатием пружин постучите молотком по пластинам пружин облегчить выход запорных крекеров.
Сожмите пружины клапана до полного выхода сухарей из конуса втулки и снимите сухари
Снимите втулку 5 (рис. 3), пластину 7, пружины 10 и 11, шайбу 13 и выньте клапан .
С помощью плоскогубцев (рис. 4) снимите маслосъемные колпачки.
Очищаем клапана и седла клапанов от нагара и очищаем остальные детали в дизельном топливе.
Углы наклона рабочих фасок должны быть в пределах седла = 44˚45′; на клапане 45˚30′. Эти углы выставляются при восстановлении ГБЦ и клапанов перед притиркой.
На шток клапана надеваем заранее подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазывая шток клапана слоем графитовой смазки.
Графитная смазка предотвращает попадание абразива из притирочной пасты в направляющие отверстия и облегчает вращение клапана при притирке.
На шток клапана надеваем приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
Равномерно нанести тонкий слой притирочной пасты на рабочую поверхность фаски клапана.
Включив дрель на минимальную скорость вращения (в режиме реверса) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притачиваем клапан, периодически прижимая его к седлу, затем ослабление силы нажатия.
Продолжаем шлифовку до появления на фасках клапанов и седел равномерной матовой полосы шириной не менее 1,5 мм.
Промываем седла клапанов и клапаны в дизельном топливе, продуем их сжатым воздухом и проверяем качество притирки
Для проверки качества притирки наносим шесть-восемь штрихов мягким карандашом поперек фаски клапана на равном расстоянии , вставьте клапан в седло и, сильно надавив, поверните его на четверть оборота.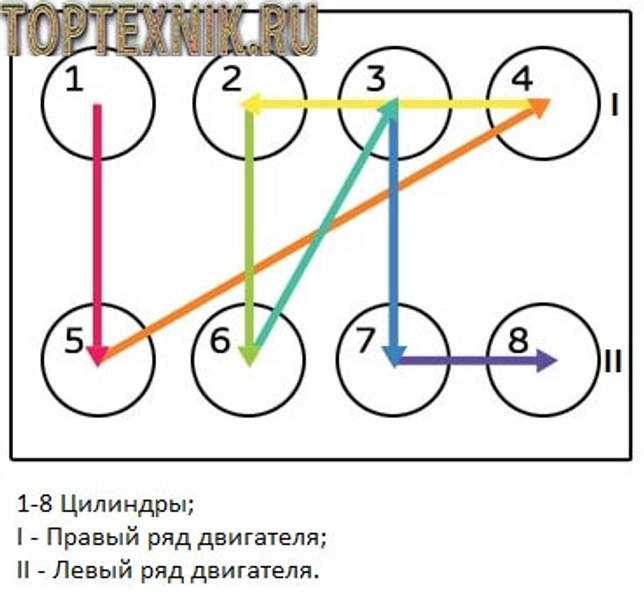 Если все магистрали изношены, то клапан изношен хорошо.
Если все магистрали изношены, то клапан изношен хорошо.
Головка блока цилиндров в сборе
Клапана вставляем в направляющие втулки, смазывая их моторным маслом. Установите шайбы 13 (рис. 3).
Используя инструмент (рис. 6), запрессуйте маслосъемные колпачки.
Устанавливаем пружины, пружинные пластины и, сжимая пружины, вставляем стопорные сухари.
После установки сухарей и снятия сжимателя клапанных пружин нанести несколько легких ударов молотком по торцу штока клапана, чтобы сухарики гарантированно зафиксировались в канавке штока.
Если перекошенные сухарики не закрепить, то при запуске двигателя «сухой» клапан попадет в цилиндр, что приведет к серьезной аварии двигателя.
Проверяем герметичность клапанов. Ставим головку камерами сгорания вверх, и заливаем по буртику в камеру сгорания немного керосина
Если в течение 3-х минут керосин не просачивается в канал головки, клапан пломбируется.
При утечке керосина слегка постукиваем резиновым молотком по торцу вентиля.