Момент затяжки болтов ГБЦ ВАЗ 2112 16 клапанов: порядок протяжки
Выполнить обтяжку головки блока двигателя автомобиля можно самостоятельно. Однако для этого необходимо знать, что момент затяжки болтов ГБЦ ВАЗ 2112 16 клапанов и 8, отличаются. Это аргументируется разной конструкцией ДВС.
Содержание
- 1 Схема затяжки болтов ГБЦВАЗ 2112 16 клапанов
- 2 Момент затяжки болтов ГБЦ ВАЗ 2112
- 3 Порядок затяжки болтов ГБЦ ВАЗ 2112 16 клапанов
- 4 Выводы
Руководство пользователя описывает причины, когда необходимо выполнить работы.
- Просачивание масла с мест контакта блока и головы. Обычно выражается в появлении темных потеков на стенках блока, или образования потных пятен по поверхности прилегания.
- Появление белесой эмульсии на заливной крышке и щупе. Это признак просачивания антифриза внутрь картерного отсека. Также может сопровождаться вспениванием жидкости в расширительном бачке и появлением там маслянистых пленок.

- Прогорание прокладки. Обычно сопровождается запахом бензина из системы охлаждения или от масла. Во время работы мотора, топливо под давлением просачивается внутрь отсеков, где растворяет лубрикант или тосол.
- Капитальный ремонт ДВС, обычно причиной становится перегрев, обслуживание поршневой группы или серьезные поломки.
- После демонтажа старой головки и установки новой.

Если лазить в конструкцию мотора нет острой необходимости, течей лубриканта нигде нет, выполнять процедуру нет необходимости.
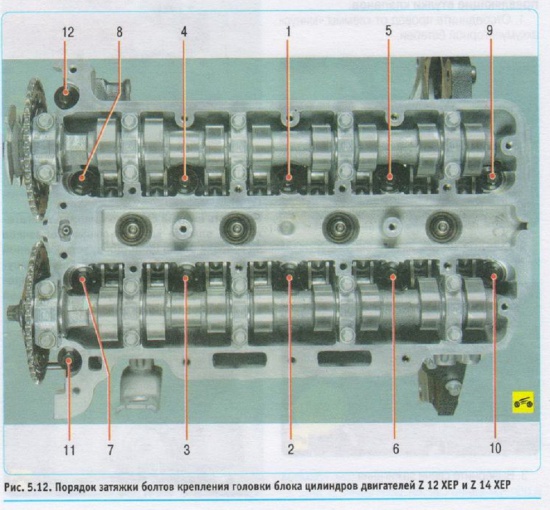
Схема затяжки болтов ГБЦВАЗ 2112 16 клапанов
При выполнении работ требуется строго соблюдать правила затяжки. Для 16 клапанного мотора модели 2112 допустимая длина болтов составляет 94 мм. При показателе 95 миллиметров, детали следует заменить. Некоторые специалисты вовсе рекомендуют для каждой процедуры устанавливать новые шпильки – это гарантированно обеспечит качественную работу системы.
Отдельно требуется придерживаться последовательности затягивания узлов – это гарантирует равномерное прилегание поверхностей и отсутствие течи в будущем. Последний момент – сила, прикладываемая во время работ. Показатель критически важен, так как обеспечивает плотность прижатия и герметизацию блока.
Момент затяжки болтов ГБЦ ВАЗ 2112
Усилие измеряется в ньютонах на квадратный метр. Стандартная схема затяжки для 16 клапанной головы не требует особых изысков:
- в правильной последовательности закрутить все 10 болтов при усилии 20 Н/м;
- выждать 2 минуты и довернуть шляпки на 90 градусов;
- спустя 3-4 мин. повторить предыдущий пункт.
Примечание! Аналогичным образом выполняется затяжка для ВАЗ приора 21126.
Более страшный процесс происходит при несоблюдении последовательности. В случае со слабой затяжкой можно повторно пройтись с ключом и все нормализуется. Здесь же возможна деформация самой головки – крутящий момент большой и от неправильного распределения силы узел может повести, что неизбежно вызывает повторную разборку ДВС и шлифование плоскостей. В тяжелых случаях, мотор отправляется на переплавку.
Порядок затяжки болтов ГБЦ ВАЗ 2112 16 клапанов
Эталонная последовательность действий.
- Полностью обезжирить плоские поверхности блока и головы, дать просохнуть.
- Удалить из гнезд болтов весь мусор, пыль. Если внутри останется мусор – закрутить шпильки до конца не получится – это чревато облизыванием витков резьбы.
- Откалибровать направляющие и установить новый уплотнитель.
 Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел.
Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел. - Подготовить ГБЦ к стыковке, предварительно установить и смазать все узлы.
- Посадить головку на прокладку и опустить в посадочные места шпильки, предварительно смочив их тонким слоем автомасла.
- Закрутить болты в последовательности указанной на рисунке с усилием 20 Н/м. (это первый круг)
- Далее провернуть элементы на 90 градусов и оставить в покое на 3 минуты.
- По аналогии повторить пункт №7.
После этого можно продолжить сборку мотора в штатном режиме.
Выводы
Оставить отзыв
Момент затяжки болтов ГБЦ и тонкости проведения процедуры
Содержание
- Чем опасен неправильный момент затяжки
- Как контролировать момент затяжки
- Виды ключей для правильной затяжки резьбовых соединений
- Стандартные моменты затяжки болтов головки блока цилиндров
- Когда необходимо производить затяжку ГБЦ
- Затяжка болтов ГБЦ: момент и порядок затяжки, способы и особенности работ
- Схема и порядок затяжки головки блока цилиндров
- Регулировка момента затяжки болтов ГБЦ
- Затяжка болтов ГБЦ на дизеле и бензиновом моторе
- Может ли человек чувствовать момент затяжки.

- Как выкрутить болт ГБЦ с сорванными гранями из блока цилиндров
- Порядок затяжки болтов головки блока цилиндров в зависимости от модели авто
Разъем головки блока цилиндров (ГБЦ) и блока пересекает камеры сгорания и полости, в которых циркулируют масло и охлаждающая жидкость (ОЖ). Важность правильной затяжки крепежей ГБЦ объясняется необходимостью разделения этих рабочих сред. Момент затяжки болтов ГБЦ удерживает головку, на которую действует давление газов и тепловая нагрузка. Сложная деталь испытывает и сложные деформации, что вынуждает производителя тщательно разрабатывать технические условия затяжки ГБЦ, основными из которых являются момент и порядок затяжки.
Чем опасен неправильный момент затяжки
Невыполнение ТУ может вывести из строя ДВС в результате вытекания и смешения рабочих жидкостей. К этому приводит нарушение герметичности прокладки либо самой головки блока.
Если момент затяжки ГБЦ неправилен, прокладка головки блока будет обжата неравномерно: недогруженный болт не прижмет ее с должной силой, а перетянутый — удлинится и ослабит хватку. Головка будет деформироваться, выгибаться и в результате прокладка даст течь.
Головка будет деформироваться, выгибаться и в результате прокладка даст течь.
Чаще всего охлаждающая жидкость идет в масло. Нарушение условий смазки приводит к выходу из строя вкладышей и шеек коленчатого вала, а недостаток ОЖ — к перегреву и дальнейшей деформации ГБЦ. Реже в воду прорываются выхлопные газы и масло, но последствия тоже плачевны.
Перетяжка болтов в сочетании с сильным перегревом могут привести к трещине в ГБЦ.
Как контролировать момент затяжки
С каким усилием затягивать головку блока цилиндров прописано в документации по ремонту. Там же обязательно присутствует схема затяжки болтов ГБЦ и описание технологического процесса. Для затяжки используют динамометрический и угловой ключи.
Виды ключей для правильной затяжки резьбовых соединений
Динамометрические ключи бывают:
- стрелочные;
- со щелчком;
- комбинированные;
- электронные.

Динамометрические ключи различаются размерами и диапазонами:
- Стрелочный, или шкальный представляет собой квадрат под головку, с гибким упругим рычагом — это чувствительный элемент ключа. На нем закреплена шкала, к которой от квадрата параллельно рычагу подведена неподвижная стрелка. При затяжке рычаг изгибается, и шкала вместе с ним поворачивается относительно стрелки. При определенном моменте затяжки болтов ГБЦ затяжку прекращают. Шкала такого прибора может быть вынесена на циферблат
- Ключ со щелчком чаще всего применяется для затяжки ГБЦ . Инструмент считается профессиональным и более точным, чем шкальный. К тому же он компактнее, и позволяет работать в труднодоступных местах, не всматриваясь в шкалу. Необходимый момент затяжки точно настраивается предварительно. При его достижении ключ щелкнет — значит работу нужно остановить.
- Комбинированный ключ — очень редкий. Дополнительно к шкале он имеет специальный зуб, который при достижении установленного момента срывается с упора и щелкает.
 Инструмент позволяет точно выдерживать параметр затяжки, а также наблюдать за динамикой изменения момента затяжки.
Инструмент позволяет точно выдерживать параметр затяжки, а также наблюдать за динамикой изменения момента затяжки. - Электронные динамометры при этих работах применяются редко, хотя и обладают высокой точностью.
Момент затяжки болтов головки блока пропорционален углу поворота в идеальных условиях. Однако сопротивление болта не постоянно: шероховатость резьбы, температура, смазка, попадание случайной взвеси — все влияет на показания. Наша задача — сообщить болту необходимый натяг, чуть растянуть его в диапазоне упругой деформации.
Угловой ключ нечувствителен к сопротивлению, а потому более точен. Им чаще производится затяжка головки блока цилиндров на окончательных этапах. В отсутствии углового ключа крепеж вращают, применяя засечки маркером или мелом, и считают количество граней. Этот метод примитивен, но обеспечивает необходимую точность и им пользуются профессионалы.
Динамометрические ключи являются не слесарным, а измерительным инструментом.
Они не предназначены для постоянной работы в качестве трещотки, а тем более для срыва гаек.
Задать вопрос
Понимая предназначение инструмента, им важно правильно пользоваться. Я проводил обучение среди мотористов по обслуживанию газопоршневых электростанций дальнем севере. Мужики попались работящие и неумелые. Показал практически как пользоваться динамометрическим ключом со щелчком. Выставлять момент все натренировались. Объяснил, что как только ключ щелкнет, так все — затяжка окончена. Пошли работать. Тянуть-то нужно было всего лишь 5 кгс·м. Прохожу мимо одного, а он ногой в раму уперся и рожковым ключом эту гайку тащит. Спрашиваю, почему так делаешь, а он отвечает: «Все нормально. Я динамометром пятерку затянул, а потом просто придавливаю, для надежности». Не надо как лучше. Надо — как положено.
Стандартные моменты затяжки болтов головки блока цилиндров
Если открыть руководство по ремонту двигателя, там будут указаны стандартные моменты затяжки различных соединений, но не столь ответственных. Для таких операций, как затяжка болтов головки блока цилиндров, или шатунных болтов производитель отдельно указывает момент затяжки.
Для таких операций, как затяжка болтов головки блока цилиндров, или шатунных болтов производитель отдельно указывает момент затяжки.
Размеры крепежа могут сильно отличаться от табличных данных на крепеж общего применения.
Если вам удастся вычислить правильный конечный момент затяжки, то где взять данные по промежуточным этапам, рекомендациям о прогреве, выдержке, смазке? С применением угловой затяжки этот вопрос вовсе теряет актуальность.
Когда необходимо производить затяжку ГБЦ
Затяжка болтов ГБЦ проводится при всех работах, связанных с установкой этой детали. Чаще всего встречается замена прокладки под головку. Ремонт самой головки, замена поршневых колец и многое другое также вызывает необходимость монтажа/демонтажа головки.
Замену лопнувшего болта ГБЦ можно произвести не снимая головки.
Регламентом технического обслуживания может быть предусмотрена протяжка болтов ГБЦ. Эта процедура относится больше к старым технологиям, но применяется и поныне в случае растяжения болтов, усадки прокладки или деформации самой головки.
Если вдруг незначительно потекла прокладка, можно попробовать произвести подтяжку, но, к сожалению, в большинстве случаев это не помогает.
Затяжка болтов ГБЦ: момент и порядок затяжки, способы и особенности работ
Очень часто при ремонте или замене головок не обращают внимание на состояние их посадочной поверхности. Может раковины и увидят, но тому, что головка выгнулась и стоит на блоке «домиком» значения не придадут, а это влияет на качество затяжки болтов ГБЦ. Головка блока в этом случае стоит на краях и приподнята посередине. Сила обжатия центральных болтов уходит на разгибание детали причем почти впустую.
Динамометрический ключ фиксирует необходимый момент, но усилия не хватает, чтобы прижать прокладку должным образом. Посередине она уплотняется меньше и срок ее службы сократится, хотя и не катастрофически.
Схема и порядок затяжки головки блока цилиндров
В инструкции по ремонту всегда представлена схема затяжки болтов ГБЦ. Болты головки надо прижимать от центра к периферии. Это улучшает прилегание и сокращает начальные напряжения. Правило незыблемое, но конкретные схемы разные. Продвижение от центра может идти крест-накрест по диагонали, или попарно (то слева, то справа). Бывает, что путь через все болты на схеме являет собой спираль.
Болты головки надо прижимать от центра к периферии. Это улучшает прилегание и сокращает начальные напряжения. Правило незыблемое, но конкретные схемы разные. Продвижение от центра может идти крест-накрест по диагонали, или попарно (то слева, то справа). Бывает, что путь через все болты на схеме являет собой спираль.
Важно не запутаться, когда в некоторых случаях крепеж имеет разные размеры и, соответственно, разные моменты затяжки:
- На нулевом этапе внимательно прочитайте руководство и выполните все технические условия. ТУ могут обязывать заменять болты при каждой установке, измерять их длину и сравнивать с предельно допустимой. Некоторые болты разрешено использовать определенное количество раз. При этом каждый раз нужно оставлять на головке кернение. Как правило, резьбы болтов и торцы шайб смазываются моторным маслом, но встречается и сухая установка.
- Очень важно, и об этом в инструкциях пишут редко, удалить из отверстий под болты в блоке всякую влагу.
 Если этого не сделать, при затяжке болтов ГБЦ, они упрутся в масло, не смогут его сразу выдавить. Динамометрический ключ при этом покажет грамотную затяжку. Позже, жидкость все же выйдет наружу, и болт ослабнет окончательно.
Если этого не сделать, при затяжке болтов ГБЦ, они упрутся в масло, не смогут его сразу выдавить. Динамометрический ключ при этом покажет грамотную затяжку. Позже, жидкость все же выйдет наружу, и болт ослабнет окончательно. - Смазанные тонким слоем моторного масла болты вставляйте в отверстия и наживляют от руки. Закручивать лучше ручным инструментом (например, коловоротом) чтобы вовремя почувствовать, если в резьбе что-то не так. Прихватываем головку до фиксации.
- Настраивайте динамометрический ключ и производите затяжку головки блока цилиндров по первому этапу. Работая правой рукой, придерживайте инструмент левой по оси вращения, чтобы избежать перекосов, снижающих точность затяжки. Только кручение. Движение инструмента должно быть равномерным, без рывков. Затем переходим к следующим этапам.
Порядок протяжки головки блока цилиндров тот же, что и при ее установке.
Порядок раскручивания крепежа обратен обтяжке. Не разбирайте узел как попало, расслабляйте конструкцию постепенно, от периферии к центру.
Регулировка момента затяжки болтов ГБЦ
Многие автолюбители сомневаются в грамотной затяжке головки блока цилиндров. Мол: «ремонтировались в поле, какие там динамометры». Можно подкорректировать: термины регулировка, настройка не очень подходят. Затяжку не регулируют, а стяжной крепеж не крутят в разные стороны, как гитарный колок, их правильно затягивают. Изменение момента идет только в сторону увеличения.
Если головку демонтировать не хочется, а проверить затяжку прикипело, желательно ослабить болты ГБЦ и затянуть далее согласно инструкции.
Например, последовательность затяжки следующая:
- Обжатие моментом 8 кгс·м.
- Доворот угловым ключом на 90°.
- Доворот угловым ключом на 90°.
Должно быть так, а как затянуто — никто не знает. Постепенно раскручиваем болты до момента менее 8 кгс·м. Выравниваем затяжку до 8. Обжимаем на 90° все болты. И еще одна протяжка ГБЦ на 90°. Крепеж старый и какой-нибудь болт может лопнуть, или грани сорвет. Будем выкручивать чуть позже.
Будем выкручивать чуть позже.
Затяжка болтов ГБЦ на дизеле и бензиновом моторе
Затяжка ГБЦ на дизеле проводится так же, как и на моторе с принудительным зажиганием. На дизелях чаще можно встретить чугунную головку, которую иногда, в соответствии с инструкцией обжимают на горячую. Но это не должно волновать: просто открывайте руководство, и выполняйте пункт за пунктом.
Дизельный мотор очень напряженный, поэтому все технические требования, такие как порядок затяжки болтов ГБЦ, момент затяжки нужно соблюдать особо педантично.
Может ли человек чувствовать момент затяжки.
С опытом безусловно приходит способность чувствовать стяжное усилие. Небольшие моменты можно научиться определять почти безошибочно, но с возрастанием нагрузки делать это все труднее.
Протяжка ГБЦ ЯМЗ 236.Навык очень полезен. Динамометрический ключ — это техническое устройство, которое может выйти из строя. Мышечная память поможет нам держать инструмент под контролем и избежать поломки крепежа.
Как выкрутить болт ГБЦ с сорванными гранями из блока цилиндров
Сначала нужно попробовать выкрутить болт, не применяя режущего инструмента. Стружка и металлическая пыль, не говоря уже об абразиве, попадая в двигатель, не сулят ничего хорошего:
- Головку болта необходимо обстучать в осевом направлении через латунную проставку. Это значительно ослабит прочность соединения.
- Постарайтесь забить внутрь или снаружи головки болта подходящий инструмент. Дюймовый, метрический — уже все равно. Лишь бы держался. Откручивайте.
- Есть такой инструмент — гайкорез. Кольцо, внутрь которого выдвигается режущий зуб. Если позволяют габариты накиньте его на головку болта, вдавите зуб и пробуйте отвинчивать.
- Можно приварить новую гайку.
- Если есть сноровка, воспользуйтесь зубилом. Сначала зубилом, что поострей, внедритесь в головку крепежа. Теперь на этот уступ установите тупой инструмент и резко бейте на откручивание. Метод требует навыка, но он очень эффективен.

Если предыдущие варианты не дали результата, ручной пилой или болгаркой нарежьте шлиц и срежьте головку (сумейте не повредить посадочную поверхность). Распустите остальные болты и снимите головку блока. Обломок торчит высоко — все в ваших руках. Шпильковерт, шведки, крокодилы — вполне подойдут.
Если пришлось высверливать, то после прохождения отверстия сверлом воспользуйтесь экструдером — это конический инструмент с левой резьбой и крутым подъемом витков, который напоминает буравчик. Внедренный в сверление он жестко цепляется за стенки рабочими кромками. Вращайте его против часовой стрелке вместе с застрявшим метизом. Экструдер гораздо эффективнее вбитого внутрь трехгранного напильника.
Перед сверлением обезопасьте двигатель от попадания стружки.
Порядок затяжки болтов головки блока цилиндров в зависимости от модели авто
Таблица порядка и моментов затяжек болтов ГБЦ на автомобилях разных марок. Из примеров видно, что угловая затяжка находит широкое применение.
| Модель | Моменты затяжек (нм) | |||
| 1 Этап | 2 Этап | 3 Этап | 4 Этап | |
| Нива (Шевроле) | 20 | 70–86 31–39 (отдельно расположенный болт) | + 90° | + 90° |
| ВАЗ 1111 Ока (1998–2003) | 20 | 69,4–85,7 | + 90° | + 90° |
| ЗМЗ-409051.10; ЗМЗ-409052.10 | 33–37 | Выдержать 1 мин | + 90° | |
| КамАЗ 740 Прим: Резьбы предварительно смазываются тонким слоем графитной смазки. | 39–49 | 98–127 | 186–206 | |
| ГАЗ-53 | Окончательный момент затяжки болтов головки блока цилиндров 77–82, через некоторое время проверка момента и обжатие макс. моментом | |||
| Лада Гранта 21126 16 кл. паронитовая прокладка | 20 | 69.4–85.7 | + 90° | + 90° |
*Сведения, приведенные в таблице, не являются руководящим документом и приведены с ознакомительной целью.
На заметку. Процедура затяжки ГБЦ на ГАЗ-53 понятна, но выделяется из общего ряда. Современные производители стараются по возможности конкретизировать этапы работ.
Рекомендации и ограничения последовательности затяжки болтов – технология Hex
Не все последовательности затяжки болтов одинаковы.
Сборщики болтовых фланцевых соединений используют схему «звезда» с тех пор, как компания Taylor Forge начала стандартизацию фланцев в 1938 году. ), теплообменники и другие устройства, такие как дисковые затворы.
Вы увидите, что узор «звезда» применяется ко всем типам материалов прокладок и типам фланцев, в том числе с выступом (RF), кольцевым соединением (RTJ), прокладкам с двойной оболочкой, спирально-навитым прокладкам и даже более новым типам прокладок, таким как Kammprofile. прокладка.
Хотя схема «звезда» является наиболее распространенной, она, безусловно, не единственная и не обязательно лучшая схема затяжки болтовых соединений, применяемая при затяжке болтового фланца в сборе.
На самом деле не существует последовательности затяжки болтов «серебряной пули», идеальной для затяжки каждого фланца или прокладки типа . Тип прокладки и расположение фланцевого соединения имеют решающее значение для выбора последовательности затяжки, которую может использовать сборщик.
В этой статье, предназначенной для супервайзеров, инженеров и всех, кто наблюдает за сборкой или обслуживанием болтовых фланцев, обсуждаются различные последовательности затяжки. Попутно мы предложим руководство о том, какие методы лучше всего подходят для достижения желаемых конечных значений крутящего момента с минимальным разбросом болтов и гарантией того, что ваша прокладка не будет повреждена в процессе.
Чтобы сохранить разумный объем этой статьи, мы не будем рассматривать другие важные элементы процедур затяжки болтов, такие как выравнивание фланцев, установка прокладки, значения крутящего момента, таблицы крутящих моментов, как должен изменяться крутящий момент болтов для различных материалов (например, болты из нержавеющей стали). ), и так далее. Эти темы подробно рассматриваются в уроках, включенных в наше бесплатное онлайн-обучение.
), и так далее. Эти темы подробно рассматриваются в уроках, включенных в наше бесплатное онлайн-обучение.
ASME PCC-1, вероятно, является ведущим мировым руководством по сборке болтовых фланцевых соединений.
В выпуске публикации 2010 года ASME PCC-1 опубликовал целое приложение (Приложение F), посвященное последовательностям затяжки болтов, включая схему «звезда» (которую он назвал «традиционной схемой», поскольку этот метод существует так давно) и несколько других варианты, которые были классифицированы как «Альтернативные» схемы крепления болтов.
Эти альтернативные последовательности болтовых соединений были включены для демонстрации более эффективных способов сборки фланцевых соединений. Как и в случае со звездой, альтернативные подходы могут использоваться практически с любым методом затяжки, от гидравлического крутящего момента до пневматического крутящего момента и ручного крутящего момента с помощью ключа с кликером.
Устаревшая схема затяжки болтов (также известная как «Звезда»)
Как мы упоминали ранее, это наиболее распространенная из всех последовательностей затяжки болтов, используемых на фланцевых соединениях. Этот шаблон хорошо известен во всем мире, и его использование выдержало испытание временем.
Этот шаблон хорошо известен во всем мире, и его использование выдержало испытание временем.
Как выполнить схему «звезда»
Первое, что нужно сделать, это затянуть каждый фланцевый болт на 20–30% от целевого футо-фунта по схеме «звезда». Сам шаблон применяется к болтам №1-4 ниже (по порядку):
…затем снова переходите к болтам 5-8, применяя крутящий момент в следующем порядке:
…и чтобы завершить этот первый шаг, вы применяете к болтам 9-12:
Теперь у вас есть примерно 20-30 % на всех 12 болтах фланца в этом примере. Будут вариации из-за упругого взаимодействия, но это примерно среднее значение.
Шаг № 2 — следовать той же звездообразной схеме, применяя от 50% до 70% целевого футо-фунта.
Затем третья часть этой последовательности затяжки заключается в том, чтобы установить ключ на 100% от требуемого крутящего момента (ft-lbs) и применить ко всем болтам, снова следуя той же звездообразной схеме.
Последним шагом является применение вращательных или «круговых» проходов.
Как правило, вам придется дважды обойти фланец с ключом, установленным на окончательное значение крутящего момента, но цель состоит в том, чтобы двигаться до тех пор, пока гайки не перестанут двигаться.
Обычно для спирально-навитых прокладок или прокладок Kammprofile требуется около двух круговых проходов, но с прокладками RTJ вам потребуется выполнить дополнительные кольцевые проходы.
Ограничения: Нет. Звездообразная схема болтового соединения подходит для всех фланцев ASME B16.5, B16.47 и теплообменников. Он также действителен для всех типов поверхностей фланцев и прокладок, включая прокладки RTJ.
Рекомендации: Недостатком паттерна Звезда является время. Эта схема болтового соединения не так эффективна, как альтернативы, и может занять очень много времени, если вы работаете с фланцами с 20 или более болтами. Но если большинство фланцев на вашем объекте представляют собой фланцы ASME B16.5 размером 12 дюймов или меньше, вы можете придерживаться шаблона «звезда» и не применять другие схемы болтового соединения, чтобы избежать путаницы со сборщиками.
Модифицированная схема затяжки звездочкой
PCC-1 называет модифицированную звезду «Альтернативной схемой сборки № 1», и эта последовательность затяжки болтов соответствует той же схеме затяжки, что и звезда. Отличие состоит в том, что при таком подходе уровни предварительного натяжения крепежных изделий увеличиваются быстрее.
Если вы посмотрите на диаграммы ниже, вы увидите, как сборщик затягивает фланцевые болты в том же порядке, но увеличивает нагрузку на болты уже после первых четырех болтов.
На самом деле, вы можете разбить этот первый проход на три части:
- Проход 1А – Затяните первые четыре шпильки с усилием от 20% до 30% от целевого фут-фунта.
- Проход 1B — затяните следующие четыре болта по схеме «звезда» с усилием от 50% до 70% от целевого футо-фунта.
- Прохождение 1C — затяните остальные болты по схеме «звезда» до 100 % окончательного крутящего момента.
- Соответствие 2 — ASME PCC-1 указывает, что мягкие прокладки (определения жестких и мягких прокладок см.

- Проход 3+ — последняя серия проходов представляет собой вращательные проходы, при которых вы обходите фланец по кругу с помощью ключа, установленного на конечное значение крутящего момента. Еще раз, вы будете идти, пока орехи не перестанут двигаться. Обычно для спирально-навитых прокладок и прокладок Kammprofile требуется около двух круговых проходов. Прокладки RTJ требуют дополнительных окончательных проходов.
Модифицированный звездообразный подход означает, что вы можете выполнять меньше последовательностей затяжки, что, в свою очередь, означает меньше времени и усилий, поскольку в целом меньше касаний болтов.
Ограничения : Нет. Подобно схеме «звезда», модифицированная звезда подходит для всех фланцев ASME B16.5, B16.47 и теплообменников и подходит для всех типов поверхностей фланцев и прокладок.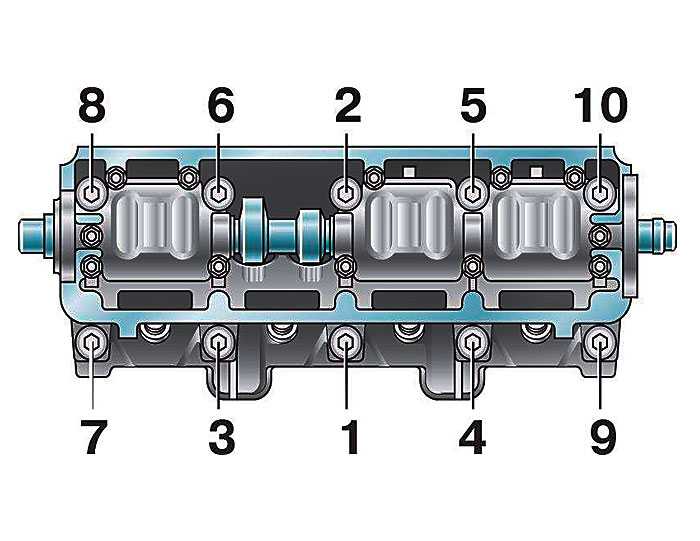
Рекомендации: Модифицированная схема болтового соединения «Звезда» намного более эффективна по времени, чем схема «Звезда», особенно при работе с фланцами с 20 или более болтами. Модифицированная звезда может быть полезна на некоторых фланцах с 16 болтами, особенно если они включают шпильки большего размера (диаметром 1 дюйм или больше). Вы не сэкономите много времени с Modified Star на фланцах с 12 болтами или менее.
Существует кривая освоения схемы крепления болтами Modified Star, но большинству сборщиков достаточно легко ее преодолеть, поскольку единственным изменением является постепенное увеличение значений крутящего момента во время первого прохода.
Квадрантный шаблон
Квадрантный шаблон, или «Альтернативный шаблон сборки № 3», более эффективен, чем шаблон «Звезда» и модифицированный шаблон «звезда». С квадрантным шаблоном уровни предварительной нагрузки крепежа быстро увеличиваются в течение первой последовательности затяжки.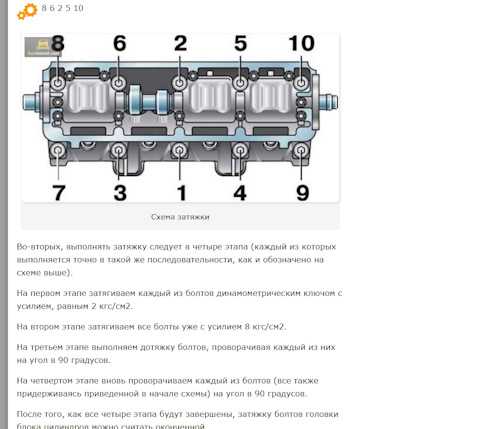
Вам также не нужно слишком сильно «перекрещивать» фланец, что экономит еще больше времени. Дополнительным бонусом является то, что опытным сборщикам не нужно будет нумеровать фланец при применении этого шаблона, если они хорошо обучены.
На приведенной ниже диаграмме показано, как динамометрический ключ перемещает только один болт после того, как вы выполнили свою первую «звездную последовательность».
Вы также можете увеличить настройки нагрузки на болты после затяжки первых четырех болтов. На приведенных ниже схемах показано, как вы будете…
- Шаг 1A — затяните первые четыре шпильки с усилием от 20% до 30% от целевого фут-фунта.
- Проход 1B — Затяните следующие четыре болта, располагая каждый справа от уже затянутых болтов, с усилием от 50% до 70% целевого фут-фунта.
- Прохождение 1C — затяните остальные болты по образцу до 100 % окончательного крутящего момента. Вы продолжите прикладывать крутящий момент к болту справа от ранее затянутого болта, следуя схеме, работая по всему фланцу.

- Проход 2. Для любой прокладки, кроме Kammprofile, вам потребуется повторить этот шаблон во второй раз. Прокладки Kammprofile не требуют прохода 2.
- Проход 3+ — заключительные проходы представляют собой проходы с вращением (т. е. «круговой» или «кольцевой»), при которых вы устанавливаете ключ на окончательное значение крутящего момента и проходите вокруг фланца до тех пор, пока гайки не перестанут двигаться. Обычно для спирально-навитых прокладок и прокладок Kammprofile требуется около двух круговых проходов, но для прокладок RTJ потребуются дополнительные заключительные проходы.
Ограничения : Нет. Эта схема болтового соединения подходит для всех фланцев ASME B16.5 и B16.47 и теплообменников. Он также распространяется на все типы поверхностей фланцев и прокладок, включая прокладки RTJ.
Рекомендации : Эта схема крепления намного более эффективна по времени, чем схема «Звезда и модифицированная звезда», когда у вас есть фланцы с 20 или более болтами. Кривая обучения для этой схемы болтового соединения довольно низкая, однако, если ваш персонал не собирает много фланцев, вы можете придерживаться последовательности модифицированной звезды.
Кривая обучения для этой схемы болтового соединения довольно низкая, однако, если ваш персонал не собирает много фланцев, вы можете придерживаться последовательности модифицированной звезды.
Круговой шаблон
В то время как PCC-1 описывает использование кругового шаблона, Hex Technology не рекомендует шаблон болтового соединения для среднего сборщика. Круговой шаблон может использоваться только с жесткими прокладками, такими как прокладки Kammprofile, и не может использоваться со спиральными прокладками, RTJ или прокладками с двойной оболочкой.
По этой причине мы опустим инструкции по этому шаблону за пределами этой статьи. Если шаблон используется на вашем сайте, вам нужна помощь или вы хотите узнать больше, свяжитесь с нашей службой поддержки по адресу [email protected]
Другие полезные руководства по затяжке болтов:
Руководство по ручным динамометрическим ключам
Как смазывать фланцевые компоненты
Как предотвратить истирание
Присоединяйтесь к лидерам отрасли!
Подпишитесь на Hex Technology сегодня, и мы БЕСПЛАТНО предоставим вам 700 долларов на курсы болтового соединения. Ваш путь к более безопасному, надежному и прибыльному сайту начинается здесь.
Ваш путь к более безопасному, надежному и прибыльному сайту начинается здесь.Последовательность затяжки болтов: почему это важно
Существует множество факторов, определяющих, будет ли новое фланцевое соединение надежным и герметичным. Одним из наиболее важных является последовательность затяжки болтов.
Новому ученику-стрелочнику это может показаться достаточно простым. Но просто прикладывать полный крутящий момент к первому болту, а затем переходить к соседнему — неправильный подход! Порядок, в котором вы затягиваете болты, и приложенная нагрузка оказывают огромное влияние на целостность соединения.
Последовательность затяжки болтов: почему это важно Чтобы надежно выполнить фланцевое соединение, важно контролировать изменение напряжения в компонентах фланцевого соединения. В случае с прокладкой, она должна быть сжата равномерно по поверхности фланца. Если вы будете затягивать соседние болты, когда противоположные болты остаются ослабленными, результатом будет неравномерное сжатие и возможное повреждение прокладки.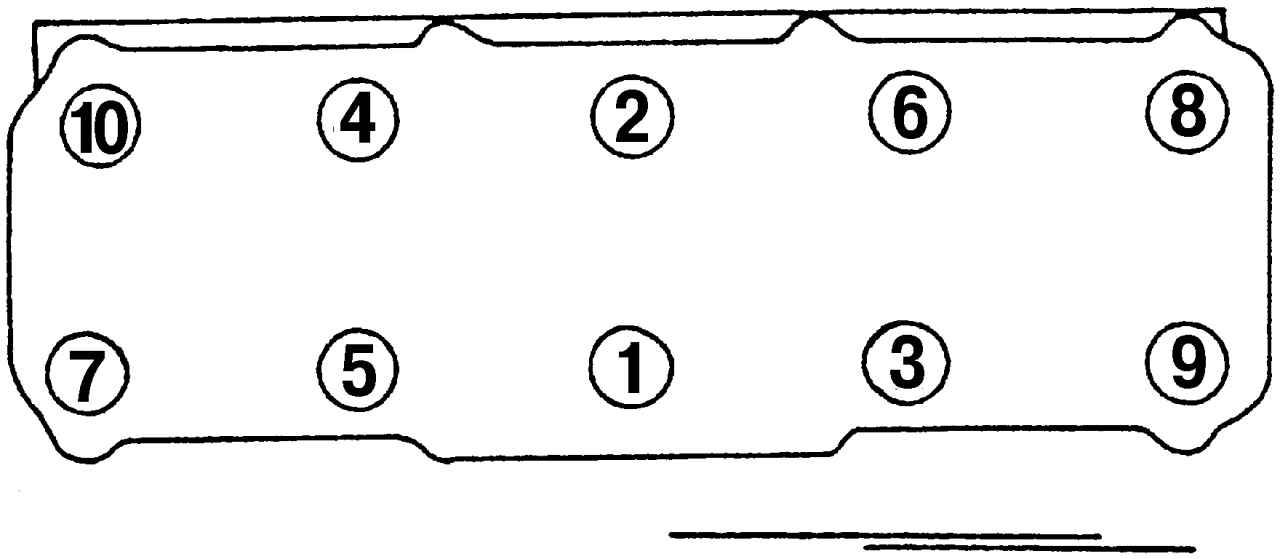
Фланцы должны медленно сближаться и быть параллельными. На практике это означает, что сначала следует использовать правильную схему затяжки болтов при частичной нагрузке, а затем выполнить еще несколько проходов болтов, каждый раз увеличивая нагрузку.
Схемы затяжки болтовСтандарт ASME (Американское общество инженеров-механиков) PCC-1-2019 является основным документом по стандартам болтовых соединений. Это дает несколько вариантов последовательности затяжки, которые при правильном соблюдении помогут обеспечить герметичность фланцевого соединения. Показ всех шаблонов для каждого размера фланца может быть подробно описан в отдельной статье. Но в качестве общего обзора приведу несколько примеров, описанных ниже.
Устаревший образец и модифицированный унаследованный образец болтового соединения Перед затяжкой болты можно последовательно пронумеровать (1,2,3,4 и т. д.) по часовой стрелке вокруг фланца (рис. 1 ниже). Или их можно пронумеровать по порядку затяжки (рис. 2 ниже). Оба метода имеют свои преимущества, но важно, чтобы выбранный метод был согласован в бюллетенях перед началом работы и чтобы бригады по затяжке были должным образом обучены.
1 ниже). Или их можно пронумеровать по порядку затяжки (рис. 2 ниже). Оба метода имеют свои преимущества, но важно, чтобы выбранный метод был согласован в бюллетенях перед началом работы и чтобы бригады по затяжке были должным образом обучены.
Просмотреть Гидравлический динамометрический ключ Enerpac s
Устаревшая последовательность нумерацииВ примере, показанном на рис. 1, нумерацию болтов можно легко выполнить (по часовой стрелке 1, 2, 3, 4 и т. д.), но техник, выполняющий затяжку, должен быть опытным. достаточно, чтобы следовать правильной последовательности (например, 1,7,4,10).
Альтернатива прежней последовательности нумерацииНа рис. 2 ситуация обратная. Нумерацию должен выполнять специалист с соответствующим опытом. Затем члены бригады, выполняющие затяжку, просто следуют правильной числовой последовательности (болты 1, 2, 3, 4 и т. д.).
Фланец с 48 болтами Группировка болтов В случае очень больших фланцев, таких как фланцы с 48 болтами, процесс может быть другим. Здесь группы из 4 соседних болтов можно рассматривать как «1 болт», в результате чего получается 12 групп. Например, затягивание болтов 1, 2, 3, 4 перед переходом к группе 7 – (процедура аналогична тому, что вы делаете при затягивании фланца с 12 болтами). ASME рекомендует учитывать потенциальное повреждение прокладки или смещение фланцев при группировании болтов.
Здесь группы из 4 соседних болтов можно рассматривать как «1 болт», в результате чего получается 12 групп. Например, затягивание болтов 1, 2, 3, 4 перед переходом к группе 7 – (процедура аналогична тому, что вы делаете при затягивании фланца с 12 болтами). ASME рекомендует учитывать потенциальное повреждение прокладки или смещение фланцев при группировании болтов.
Существуют и другие приемлемые шаблоны, которые разрабатывались годами. Каждый из них имеет свои преимущества, и следует соблюдать осторожность при выборе правильного подхода для вашего приложения. Правильный выбор будет зависеть от отрасли, используемой прокладки, а также рабочей силы и оборудования, доступных для выполнения работы. Схемы см. в ASME PCC-1 2019.
Альтернативный шаблон сборки №1 Модифицированный устаревший метод Используется тот же шаблон, что и в устаревшем методе, но с меньшим количеством проходов и меньшими общими усилиями. Это достигается за счет того, что не каждый болт подвергается различным значениям крутящего момента.
Это достигается за счет того, что не каждый болт подвергается различным значениям крутящего момента.
Проще в использовании, чем устаревший шаблон. Этот шаблон соответствует последовательности квадратных квадрантов и используется на фланцах с 16 болтами и более. Преимущество этого заключается в том, что после того, как 4 болта завершены, всегда следующий ослабленный болт в любом заданном квадранте всегда будет следующим, который будет затянут.
Альтернативный шаблон сборки #3 Круговой шаблонПри использовании этого метода те же четыре болта в крестообразном порядке затягиваются, чтобы выровнять соединение. После этого все болты затягиваются по круговой схеме.
Альтернативный шаблон сборки #4 Одновременный шаблон с несколькими болтами (4 инструмента) Позволяет использовать 4 инструмента, всегда сохраняя равномерное расстояние вокруг фланца. Обеспечивает параллельное закрытие за меньшее время, чем при использовании одного инструмента в перекрестном шаблоне. Затяжка несколькими болтами лучше всего работает на больших фланцах, где гидравлические инструменты подключены к общему источнику давления.
Обеспечивает параллельное закрытие за меньшее время, чем при использовании одного инструмента в перекрестном шаблоне. Затяжка несколькими болтами лучше всего работает на больших фланцах, где гидравлические инструменты подключены к общему источнику давления.
Модель для одновременного использования 2 гидравлических инструментов. Используется в химической промышленности для тонких фланцев и мягких прокладок.
Резюме Новичку все это может показаться более сложным и непосильным. Но соблюдение правильных процедур и дополнительное время помогут избежать потенциально опасного и трудоемкого обслуживания в будущем. Использование хорошо спроектированного гидравлического динамометрического ключа сделает процесс эффективным и безотказным. Компания Enerpac предлагает гидравлические динамометрические ключи с квадратным хвостовиком и низкопрофильные гидравлические динамометрические ключи.