Проточка коленвала – зачем она нужна?
Главная » Обслуживание Ремонт » Ремонт автодвигателя
Автор На чтение 3 мин Опубликовано
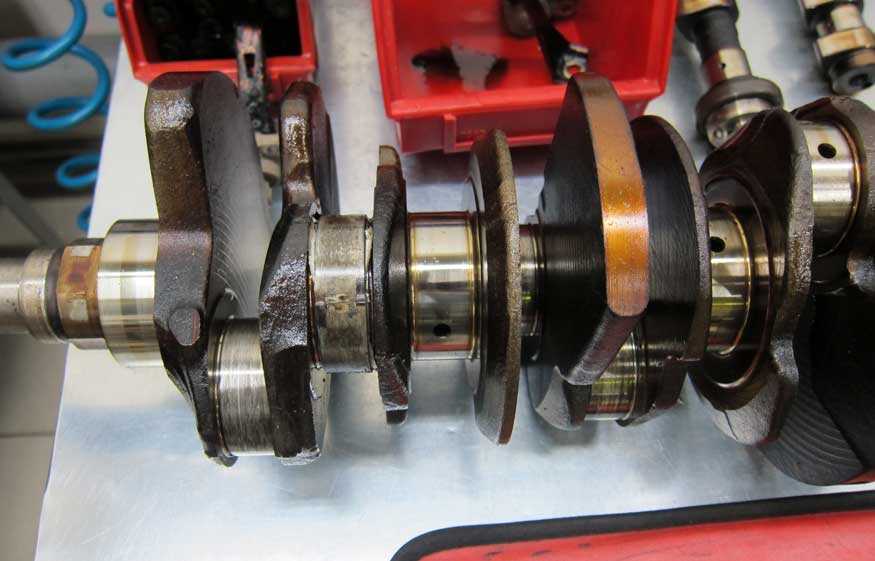
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Содержание
- Зачем и когда возникает необходимость проточить коленвал?
- Как выполняется проточка коленвала?
- Участие автовладельца в процессе реставрации
Зачем и когда возникает необходимость проточить коленвал?
Как известно, в блоке мотора коленчатый вал закрепляется с помощью коренных подшипников скольжения. Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые вкладыши. Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте двигателя.
Для того, чтобы ускорить процесс, водитель может:
- произвести разборку навесного оборудования мотора;
- извлечь двигатель из моторного отсека, вымыть его;
- произвести разборку и демонтаж коленчатого вала;
- после проведения токарных работ собрать всё в обратном порядке.
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
По окончании ремонта очень важно соблюдать технологию обкатки двигателя – соблюдение скоростного режима на определённый километраж пробега, своевременно менять масло и фильтр, не допускать перегрев. Только так можно продлить жизнь отремонтированному мотору.
Шлифовка коленчатых валов, шлифовка коленвала и валов — Мотор Мастер
Грамотная шлифовка предполагает минимальную конусность и эллипсность шеек, их биение должно составлять не более 3-5 тысячных долей миллиметра. Стоит отметить, что такая процедура не ограничивается шлифованием шатунных и коренных шеек, ведь поверхности заднего и переднего сальников в процессе эксплуатации ДВС также подвергаются износу, а значит, требуют шлифовки.
Компания «Мотор Мастер» в своем распоряжении имеет специальные высокоточные станки для шлифовки коленвалов, а также высококвалифицированных и опытных сотрудников, способных выполнить эту тонкую технологическую операцию качественно и в кратчайшие сроки.
Наши специалисты проведут высокоточную шлифовку коленвала с восстановлением правильной геометрии, сделают обработку поверхности под упорные полукольца и восстановят маслосгонные накатки.
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Коленчатый вал
— сложнейший механизм, ремонт которого требует высочайшего мастерства и аккуратности от автомеханика. Это очень точная деталь, поэтому малейшая ошибка при ее ремонте может потребовать новых, более дорогостоящих процедур. Шлифовка коленчатых валов — не самая простая автооперация, многими механиками она просто недооценивается, что и приводит к недоброкачественной работе.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | ВАЗ | 2000,00 |
| ГАЗ/УАЗ | 2400,00 | |
| АЗЛК | 2000,00 | |
| ОКА | 1300,00 | |
| Шлифовка только коренные или шатунные | -30% | |
| Полировка коленчатого вала | 300,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| 4 цилиндра | 1800,00 | |
| 5 цилиндров | 2800,00 | |
| 6 цилиндров | 3000,00 | |
| 8 цилиндров | 4500,00 | |
| 12 цилиндров | 5500,00 | |
| только коренные или шатунные | -40% | |
| узкая шейка менее 23мм | +30% | |
| Шлифовка сальниковой шейки | 250,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | МАЗ (6 цилиндров) | 4500,00 |
| КаМАЗ, МАЗ (8 цилиндров) | 5500,00 | |
| ЗИЛ | 4500,00 | |
| ЗИЛ (дизель Д240-245) | 4500,00 | |
| Д-160 | 4500,00 | |
| ГАЗ-51,52,53 | 4500,00 | |
| Шлифовка коленчатого вала иномарки | 3 цилиндра | 3000,00 |
| 4 цилиндра | 4000,00 | |
| 5 цилиндров | 5000,00 | |
| 6 цилиндров | 9000,00 | |
| 8 цилиндров | 12000,00 | |
| Шлифовка коленвала | от 1200 мм | +100% |
| Шлифовка коленчатого вала только (коренные или шатунные) | -40% |
Наше оборудование
Выровняйте себя — Журнал изготовителей двигателей
Коренные отверстия коленчатого вала являются основой каждого блока цилиндров. Выравнивание основных отверстий важно, потому что их положение определяет осевую линию коленчатого вала и то, как кривошип совмещается с цилиндрами, поверхностями деки и распределительным валом. Несоосность основных отверстий может привести к заклиниванию и преждевременному износу коренных подшипников.
Выравнивание основных отверстий важно, потому что их положение определяет осевую линию коленчатого вала и то, как кривошип совмещается с цилиндрами, поверхностями деки и распределительным валом. Несоосность основных отверстий может привести к заклиниванию и преждевременному износу коренных подшипников.
Несоосность возникает, когда блок смещается, обычно в результате термоциклирования с течением времени. Повторяющиеся циклы нагрева и охлаждения могут «расслабить» блок и создать деформации, влияющие на выравнивание отверстия. Вот почему многие гонщики предпочитают «выдержанный» блок, который уже испытал любое возможное оседание.
Несоосность основного отверстия и деформация блока также могут быть вызваны перегревом, длительной или чрезмерной перегрузкой (например, в гонках) или даже неправильной затяжкой болтов головки. Коренные подшипники будут демонстрировать характер износа, который постепенно ухудшается по направлению к центру двигателя, при этом центральные коренные подшипники демонстрируют наибольший износ или истирание. Решение состоит в том, чтобы проверить выравнивание отверстий и прямолинейность коленчатого вала (одно или оба могут быть не в порядке). Погнутый шатун следует выпрямить или заменить. Если отверстия выключены, основные крышки можно обрезать, чтобы отверстия можно было расточить или отточить, чтобы восстановить выравнивание и размер.
Решение состоит в том, чтобы проверить выравнивание отверстий и прямолинейность коленчатого вала (одно или оба могут быть не в порядке). Погнутый шатун следует выпрямить или заменить. Если отверстия выключены, основные крышки можно обрезать, чтобы отверстия можно было расточить или отточить, чтобы восстановить выравнивание и размер.
В блоке также может потребоваться центровка или хонингование, если подшипник провернулся, если необходимо заменить крышку подшипника из-за ее повреждения или трещины, или если оригинальные крышки коренных подшипников с двумя болтами в блоке заменяются на неоригинальные. основные крышки с четырьмя болтами для укрепления нижней части двигателя.
Также важно выровнять отверстие распределительного вала как в двигателях с толкателями, так и в головках цилиндров с верхним расположением распредвала (OHC). Как и отверстия кривошипа, отверстия распределительных валов должны быть прямыми, параллельными поверхности коленчатого вала и деки, а в головках с верхним распредвалом также правильно расположены по отношению к клапанам.
Проверка соосности
Одной из первых вещей, которую всегда следует проверять при восстановлении или сборке двигателя, является соосность отверстий коленчатого и распределительного валов. Наиболее распространенный способ сделать это — поместить поверочную линейку в отверстия и использовать щуп для проверки смещения.
Насколько велико смещение? Это зависит от двигателя и приложения. Двигатель легкового автомобиля не так критичен, как двигатель с высокими оборотами или дизельный двигатель с высокой производительностью. Как правило, большинство двигателей легковых автомобилей и легких грузовиков требует 0,002? или меньше несоосности между всеми отверстиями и 0,001? или менее несоосность между соседними основными отверстиями. Для высокопроизводительных двигателей эти максимальные допуски можно уменьшить вдвое или более.
Еще один параметр, на который следует обратить внимание, — это износ подшипников. Диаметры отверстий обычно должны быть в пределах 0,001? спецификаций для правильной поддержки подшипников, не более 0,001? овальность, если горизонтальный размер больше вертикального.
Также проверьте износ поверхности упорного подшипника крышки коренного вала. В случае износа или повреждения эта поверхность также должна быть обработана заново.
Изменения осевой линии
Когда основные отверстия в блоках цилиндров или отверстия распредвала в головках OHC с крышками чрезмерно изношены, удаление крышек, их шлифовка и выравнивание растачивания или хонингования отверстий до размера с установленными крышками обычно может восстановить отверстия. Но это немного изменит центральную линию коленчатого или распределительного вала, сдвинув его дальше в блок или головку, если не будут приняты корректирующие меры, чтобы предотвратить это (механическая обработка до желаемого местоположения центральной линии вместо использования оправок для центрирования инструмента в отверстиях). ).
Если блок подвергается центровке, оправки, поддерживающие хонинговальную планку, обычно устанавливаются в неповрежденных концевых шейках блока. Центрирующие штифты в середине стержня используются для центрирования стержня в центральном основном отверстии. Снятие припуска обычно ограничивается примерно 0,003? или меньше при хонинговании.
Снятие припуска обычно ограничивается примерно 0,003? или меньше при хонинговании.
При выравнивании бурового оборудования направляющие используются для позиционирования стержня. Основное преимущество растачивания заключается в том, что с его помощью можно снять больше материала и с большей скоростью. Это также можно сделать всухую (для хонингования требуется масло или смазка). Изменение положения стержня изменит осевую линию отверстий и коленчатого вала.
Многие двигатели могут выдерживать изменение положения центральной линии коленчатого вала на несколько тысячных, но другие не могут из-за изменений, которые это вызывает в других критических размерах, таких как высота платформы поршней, когда кривошип находится в верхней мертвой точке (что влияет на компрессию, зазор между поршнем и головкой и зазор между клапаном и поршнем). Двигатели с высокими характеристиками и дизели гораздо более чувствительны к изменениям осевой линии, чем двигатели легковых автомобилей.
Поскольку выравнивание главного отверстия очень важно, оно должно быть обработано на двигателе в первую очередь. И это должно быть сделано точно, потому что большинство других критических размеров сосредоточены вокруг коленчатого вала.
И это должно быть сделано точно, потому что большинство других критических размеров сосредоточены вокруг коленчатого вала.
Головки OHC
Деформация головок является распространенной проблемой во многих двигателях OHC, часто в результате перегрева. Деформация обычно больше в середине головы, где термические нагрузки самые большие. Деформированная головка приводит к смещению отверстий распредвала и может привести к заклиниванию распределительного вала. Это может повредить отверстия и шейки кулачка и даже привести к заклиниванию или поломке кулачка. Если кулачок не будет свободно вращаться в головке после сжатия клапанных пружин или удаления толкателей, вероятно, головка деформирована, а распределительный вал может быть погнут. Проверьте выравнивание отверстий и прямолинейность распределительного вала, чтобы выявить проблему, затем отремонтируйте или замените, если необходимо, чтобы восстановить выравнивание отверстий распределительного вала.
Отверстия кулачков OHC также могут быть повреждены из-за проблем со смазкой. Шейки распредвала находятся далеко от масляного насоса, и холодным зимним утром может потребоваться некоторое время, чтобы масло достигло шейки. Если масло слишком густое или если им пренебрегали, масляное голодание или потеря прочности пленки могут привести к протиранию или заклиниванию шейки.
Шейки распредвала находятся далеко от масляного насоса, и холодным зимним утром может потребоваться некоторое время, чтобы масло достигло шейки. Если масло слишком густое или если им пренебрегали, масляное голодание или потеря прочности пленки могут привести к протиранию или заклиниванию шейки.
Поврежденные коренные шейки с крышками можно восстановить так же, как и поврежденные коренные отверстия в блоке, путем снятия крышек, их шлифовки и повторной обработки отверстий с переустановкой крышек. Если на головках нет крышек шейки, отверстия можно увеличить, чтобы в них можно было вставить вкладыши подшипников или новый кулачок с шейками увеличенного размера (при наличии).
Другие варианты ремонта включают в себя поиск другого сердечника для восстановления, полную замену головки на новую оригинальную или неоригинальную отливку или наращивание изношенных или поврежденных отверстий кулачка с помощью сварки TIG и механической обработки до нужного размера. Найти хорошие сердечники на некоторых двигателях практически невозможно, а замена головок стоит дорого. Вот почему центрирующее растачивание OHC стало экономичной альтернативой ремонта и восстановления головок OHC последних моделей.
Вот почему центрирующее растачивание OHC стало экономичной альтернативой ремонта и восстановления головок OHC последних моделей.
Деформированные головки OHC следует сначала выпрямить перед выравниванием отверстий. Головки можно выпрямить, прикрутив болтами к толстому куску стали и используя прокладки по мере необходимости, чтобы противостоять деформации. Голову следует поместить в печь при температуре от 450° до 500° F на шесть часов, а затем дать медленно остыть в течение нескольких часов. Выпрямление может значительно уменьшить или даже устранить количество металла, которое необходимо удалить, чтобы выровнять отверстия кулачка и/или восстановить поверхность головки.
Другие методы выпрямления алюминиевых головок включают холодное прессование головки (опасно, потому что вы можете треснуть или сломать ее), сварку TIG на верхней части головки, чтобы выровнять ее, и точечный нагрев горелкой с розовым бутоном для предотвращения деформации.
После совмещения отверстий кулачка верхнего распредвала их следует обработать хонингованием. Для этой цели компания Brush Research производит специальный «инструмент Flex-Hone» (инструмент BC 1″ 600SC 120MM AP x 26″ OAL Flex-Hone Tool). В длинной узкой щетке используются шарики из карбида кремния зернистостью 600, и она предназначена для одновременного прохождения через две цапфы. Щетка не удаляет припуск, а удаляет заусенцы с поверхности, удаляет острые края на цапфах и отверстиях для смазки, а также улучшает общее качество поверхности.
Для этой цели компания Brush Research производит специальный «инструмент Flex-Hone» (инструмент BC 1″ 600SC 120MM AP x 26″ OAL Flex-Hone Tool). В длинной узкой щетке используются шарики из карбида кремния зернистостью 600, и она предназначена для одновременного прохождения через две цапфы. Щетка не удаляет припуск, а удаляет заусенцы с поверхности, удаляет острые края на цапфах и отверстиях для смазки, а также улучшает общее качество поверхности.
Наконечники для обработки
Когда блок подвергается расточке или хонингованию, основные крышки должны быть установлены с болтами или шпильками, затянутыми в соответствии с рекомендованными спецификациями. Масляный насос также должен быть установлен, поскольку он также может вызвать некоторую деформацию основных отверстий при затяжке болтов. Некоторые гонщики могут даже прикрутить стопорные пластины к верхней части двигателя, чтобы имитировать любые дополнительные деформации, которые могут возникнуть в блоке при установке головок.
Согласно «Полному справочнику по ремонту головок цилиндров и двигателей Sunnen», первое, что вы должны сделать, это измерить все отверстия (установленные крышки) и записать их размеры. Затем снимите основные колпачки, измерьте каждый с помощью «проверщика колпачков» и запишите показания индикатора для каждого колпачка. Средство проверки колпачков — единственный способ сравнить радиальное расстояние и убедиться, что вы удалили правильное количество припуска с каждого колпачка. Затем отшлифуйте шляпки.
Все диаметры отверстий в корпусе должны быть точно такими же, как размер меньшего размера (0,003° от минимального диаметра отверстия в корпусе), прежде чем вы будете выравнивать хонингование или растачивание блока. Поэтому после того, как крышки были переустановлены и затянуты, повторно измерьте отверстия корпуса, чтобы убедиться, что все они имеют одинаковые размеры. Если все в порядке, выберите оправки, соответствующие диаметру отверстия корпуса (при выравнивании хонингование) или направляющие (при расточке), установите в торцевые заглушки и закончите настройку по мере необходимости в зависимости от типа используемого оборудования.
Один из советов по обработке отверстий в высокопроизводительных двигателях, на которые устанавливаются неоригинальные крышки коренных клапанов с четырьмя болтами, заключается в обработке отверстий в три этапа. Во-первых, расточить корпуса с точностью до 0,030? желаемого размера. Затем снова расточить с точностью до 0,005? окончательного размера и довести до нужного размера путем выравнивания хонингования. Более твердые хонинговальные бруски лучше всего подходят для чугуна, в то время как более мягкие бруски (такие как карбид кремния J45 № 150) лучше подходят для биметаллических изделий, где блок выполнен из алюминия, а основные колпачки изготовлены из чугуна, стали или порошкового металла.
Деннис Элмор из Speed-O-Motive в Уэст-Ковине, Калифорния, использует многоцелевой обрабатывающий центр Rottler F65A для выполнения операций выравнивания и растачивания. «Мы производим от 600 до 700 высокопроизводительных двигателей в год для дрэг-рейсинга, уличных и кольцевых гонок. Мы производим много малых и больших блоков Chevy, много ходовых двигателей 383 SB Chevy. процесс, который дает нам больше контроля, чем выравнивание хонингования. При хонинговании камни просто следуют за отверстием, которое уже есть. Вы не можете внести исправления, и если вы вытащите слишком много металла из блока, это ослабит цепь привода ГРМ. Так что мы выравниваем отверстие и просто касаемся блока. Мы вырезаем большую часть металла из колпачков, как это и должно быть сделано», — говорит Элмор.
Мы производим много малых и больших блоков Chevy, много ходовых двигателей 383 SB Chevy. процесс, который дает нам больше контроля, чем выравнивание хонингования. При хонинговании камни просто следуют за отверстием, которое уже есть. Вы не можете внести исправления, и если вы вытащите слишком много металла из блока, это ослабит цепь привода ГРМ. Так что мы выравниваем отверстие и просто касаемся блока. Мы вырезаем большую часть металла из колпачков, как это и должно быть сделано», — говорит Элмор.
Делайте это вертикально
Один из моментов, на который следует обратить внимание при выравнивании расточки или хонингования с помощью горизонтального бруска, — это провисание бруска. Поскольку стержень поддерживается только на концах, может возникнуть некоторый прогиб, который влияет на точность операции обработки. Одним из способов избежать этого является сверление блока вертикально, а не горизонтально, с помощью специального оборудования, предназначенного для этой цели.
Рэнди Тейлор из DCM Tech, Вайнона, Миннесота, говорит, что его новый станок для вертикального выравнивания (VAB) полностью устраняет провисание прутка. Блок установлен вертикально в вертикальном положении, поэтому штанга работает в вертикальном положении, а не в горизонтальном.
Блок установлен вертикально в вертикальном положении, поэтому штанга работает в вертикальном положении, а не в горизонтальном.
«Это похоже на протягивание веревки через отверстие. Он не изгибается и не изгибается, потому что стержень разрезается снизу вверх для повышения точности», — говорит Тейлор.
Тейлор говорит, что наладка многих центробежных расточных станков занимает до 45 минут. Станок VAB может выполнять цикл от пола до этажа всего за 15 минут. или передние или задние цапфы для вырезания отверстий со смещением, если это необходимо.Станок может работать с блоками двигателей или головками цилиндров с верхним расположением распредвала, и имеет относительно небольшую площадь основания, которая занимает меньше места в цехе, чем традиционные расточно-расточные или хонинговальные станки.
DCM имеет эксклюзивное маркетинговое соглашение с Sunnen на продажу их оборудования VAB. Тейлор говорит, что полностью оборудованная машина стоит около 15 600 долларов. Для возможности OHC добавьте еще 2300 долларов.
Тим Мера из компании Sunnen Products Co. из Сент-Луиса, штат Миссури, говорит, что Sunnen также продает портативный центробежный станок POB100, который часто используется производителями высокопроизводительных двигателей, устанавливающими крышки коренных двигателей послепродажного обслуживания. Машина продается примерно за 6000 долларов. Версия POB1200 этой машины также может изготавливать кулачковые подшипники для крупногабаритных подшипников или роликовые кулачковые подшипники.
«За исключением системы вертикального выравнивания растачивания, выравнивание расточки и хонингования не претерпело значительных изменений за прошедшие годы. Многие люди по-прежнему используют одно и то же базовое оборудование и оправки. Одно из усовершенствований, которое мы сделали, — это предложение бронзовых направляющих для более длинных башмаков. Прежде чем начать, самое главное — заправить оправки», — говорит Мера.
Подробнее Расточное оборудование
Энтони Ашер из Rottler Mfg. , Кент, штат Вашингтон, сообщил, что у Rottler есть две модели станков для линейной расточки автомобильных и дизельных двигателей: многоцелевые обрабатывающие центры серий F80 и F65. Машины F80 могут работать с блоками вплоть до больших двигателей для землеройных работ и двигателей, работающих на сжатии природного газа, таких как CAT и Waukesha, а машины F65 предназначены для небольших автомобильных двигателей и идеально подходят для высокопроизводительных гоночных работ», — объясняет Ашер.
, Кент, штат Вашингтон, сообщил, что у Rottler есть две модели станков для линейной расточки автомобильных и дизельных двигателей: многоцелевые обрабатывающие центры серий F80 и F65. Машины F80 могут работать с блоками вплоть до больших двигателей для землеройных работ и двигателей, работающих на сжатии природного газа, таких как CAT и Waukesha, а машины F65 предназначены для небольших автомобильных двигателей и идеально подходят для высокопроизводительных гоночных работ», — объясняет Ашер.
«Растачивание проще по сравнению с хонингованием, так как расточный инструмент настроен на окончательный размер, а все основные отверстия могут быть обработаны за один автоматический цикл, допуск и повторяемость находятся в пределах от 0,0001 до 0,0002», — объясняет Ашер. « Идеальное выравнивание отверстий устраняет такие ошибки, как провисание стержня, характерное для станков стержневого типа. Режущий инструмент поддерживается прецизионными роликовыми подшипниками, что обеспечивает превосходную чистоту поверхности и круглые отверстия».
Ашер говорит, что одним из преимуществ системы Rottler является то, что каждое отверстие имеет одинаковый размер и идеально круглую форму, «поэтому, когда клиент измеряет свой блок, он всегда очень доволен точностью и качеством».
«Большие дизельные блоки, такие как CAT3516 V16 длиной почти 100 дюймов, могут быть установлены и пробурены менее чем за 2 часа, от пола до этажа», — говорит Ашер. «Этот тип работы может занять от одного до двух дней на обычных машинах с ручным управлением. И, чтобы еще больше облегчить весь процесс, машина работает без присмотра, сверля всю линию, что позволяет оператору уйти и заняться другой работой, в то время как машина завершает работу. автоматический цикл
Когда линейное растачивание блокирует производительность, расстояние между центрами коленчатого вала и распределительного вала можно точно контролировать, фактически измерять и устанавливать на станке, поскольку высокопроизводительные цепи привода ГРМ и преобразования ременного привода требуют точных расстояний. Недавно компания Rottler представила новая конструкция приспособления для настройки, которое может работать с блоками OHC и линейными блоками.Usher говорит, что некоторые клиенты используют эту настройку, чтобы они могли рассверливать основные и кулачковые линии за одну установку, что обеспечивает идеальный параллелизм между обеими линиями. O-Motive использует эту систему для основного отверстия и машинного зазора для ходовых коленчатых валов за один установ.Система F65 позволяет выполнить работы по расточке менее чем за 30 минут с этажа на этаж.
Недавно компания Rottler представила новая конструкция приспособления для настройки, которое может работать с блоками OHC и линейными блоками.Usher говорит, что некоторые клиенты используют эту настройку, чтобы они могли рассверливать основные и кулачковые линии за одну установку, что обеспечивает идеальный параллелизм между обеими линиями. O-Motive использует эту систему для основного отверстия и машинного зазора для ходовых коленчатых валов за один установ.Система F65 позволяет выполнить работы по расточке менее чем за 30 минут с этажа на этаж.
Том ДеБласис из компании Silver Seal Products, Трентон, штат Мичиган, говорит, что его компания производит портативную систему расточных оправок с верхним распредвалом, которую можно использовать с широким спектром отечественных и импортных головок цилиндров с верхним распредвалом. Полноценный пакет стоит 3600 долларов, но базовую комплектацию (стержень, корпус, втулки и резаки) можно купить менее чем за 1000 долларов. Система использует ручную дрель для привода штанги. Для различных применений OHC требуются фрезы и втулки разных размеров. ДеБлазис говорит, что его расточная оправка проста и быстра в использовании, а также более экономична для небольших мастерских, которые не могут позволить себе большой расточной станок для центровки.
Для различных применений OHC требуются фрезы и втулки разных размеров. ДеБлазис говорит, что его расточная оправка проста и быстра в использовании, а также более экономична для небольших мастерских, которые не могут позволить себе большой расточной станок для центровки.
Компания BHJ Products в г. Ньюарк, штат Калифорния, производит приспособление для выравнивания туннеля с кулачком «CTA1» для настройки оборудования для выравнивания бурильных труб. Приспособление для настройки используется с существующим оборудованием для выравнивания расточной оси, чтобы определить положение расточной оправки в блоке. Аль Кабрал из BHJ говорит, что они также продают линейную расточной оправку и приспособление, которые можно использовать с существующим фрезерным станком. «Этот подход дешевле, чем покупка специального линейного расточной станка. Он может выполнять основные отверстия и отверстия для кулачков в блоках, но не может выполнять отверстия для кулачков в головках OHC».
Рэй Мейер из компании RMC Engine Rebuilding Equipment в Сагино, штат Мичиган, говорит, что его компания разработала новую портативную систему выравнивания отверстий для основных и распределительных отверстий в блоках двигателей..jpg) Его можно использовать с мельницей Bridgeport или любой другой машиной, которая может принимать адаптер питания под прямым углом. Его лучшая особенность, по словам Мейера, — это способность поддерживать заданные расстояния между центральными линиями коленчатого и распределительного валов. Он использует подвесной стержень для установки межцентрового расстояния. Цена 8995 долларов.
Его можно использовать с мельницей Bridgeport или любой другой машиной, которая может принимать адаптер питания под прямым углом. Его лучшая особенность, по словам Мейера, — это способность поддерживать заданные расстояния между центральными линиями коленчатого и распределительного валов. Он использует подвесной стержень для установки межцентрового расстояния. Цена 8995 долларов.
Мейер говорит, что популярность выравнивания растачивания растет. «Сегодня мы получаем больше запросов на выравнивание систем бурения, в основном от производителей высокопроизводительных двигателей». По его оценкам, около 70 процентов рынка оборудования для центровки и бурения приходится на производителей высокопроизводительных двигателей, а остальные 30 процентов приходится на ремонтно-восстановительные работы. «Вы можете сэкономить много труднодоступных блоков с помощью выравнивания расточки».
Мейер говорит, что он пока не видел большого спроса на расточное оборудование для выравнивания OHC, потому что многие заводы по ремонту двигателей предлагают полные головки OHC, готовые к работе, в обмен на старые головки. Это уменьшило потребность небольших мастерских в выравнивании головок OHC.
Это уменьшило потребность небольших мастерских в выравнивании головок OHC.
Дейл Феллер из Winona Van Norman, Вичита, Канзас, говорит, что его компания продает одно и то же выравнивающее хонинговальное оборудование в течение многих лет Комбинированные станки итальянского производства, которые продаются по цене от 20 000 до 25 000 долларов и могут быть оснащены для обработки блоков или головок OHC.
Эд Вон из компании Peterson Machine Tool/Kansas Instruments в Шони-Мишн, штат Канзас, говорит, что Peterson продает несколько центровочных расточных станков производства Berco в Италии. «BT-6», который продается за 14 995 долларов, больше похож на станок для сверления головок OHC, но он также может делать блоки. Более крупные машины BC4 и BC5 могут делать и то, и другое, но в первую очередь предназначены для изготовления блоков. В машинах используются вставные инструменты, а настройка проста благодаря выравниванию двойного индикатора. Воган говорит, что с этим оборудованием нет необходимости в хонинговании после растачивания. «Когда отверстие просверлено, дело сделано», — говорит он.
«Когда отверстие просверлено, дело сделано», — говорит он.
Установка правильного диаметра отверстия ступицы коленчатого вала с помощью ATI Performance
Амортизаторы ATI Performance Super Damper имеют очень специфический (вплоть до десятитысячной дюйма) диапазон допустимых натягов (запрессовка), который на самом деле является конструктивной особенностью узла демпфера. Как правило, конечный пользователь не видит установку демпфера, поскольку любая необходимая регулировка обычно выполняется в механическом цехе или производителем двигателя. Однако это приводит к неправильному мнению, что вы можете просто надеть ступицу на кривошип или что вы можете открыть ее самостоятельно, чтобы она скользила прямо.
Чтобы правильно установить надлежащую посадку ступицы на коленчатый вал с натягом, первое, что вам нужно сделать, это измерить — как диаметр носика коленчатого вала, так и диаметр отверстия ступицы. Как правило, отверстия ступицы ATI поставляются с завода с внутренним диаметром, подходящим для вашего коленчатого вала. Но иногда вылет коленчатого вала не соответствует тем же допускам, что и ATI +/- 0,0001 дюйма.
Если вы измерили и обнаружили, что коленчатый вал немного больше, у вас есть два варианта. Вы можете купить балансировочный станок, измерить коленчатый вал, а затем отнести его в механическую мастерскую, чтобы изменить размер отверстия, или вы можете нажать кнопку Easy, и ATI измерит размер ступицы на недавно купленном демпфере, прежде чем они отправят его. . Это услуга стоимостью 40 долларов США, выполняемая собственными силами в ATI, и избавляет от всех догадок по установке вашего демпфера.
Ключом к правильному размеру ступицы является правильное измерение выступа коленчатого вала.
Этот процесс просто состоит в измерении выступа коленчатого вала с помощью микрометра, а затем предоставлении этих цифр в ATI. Затем они отправят ваш демпфер со ступицей подходящего размера для простой установки на болтах. «Использование микрометра — самая трудная часть процесса, потому что вам нужно дойти до четырех знаков после запятой, — говорит Харви Бейкер из ATI Performance Products.
«Многие ребята попытаются измерить штангенциркулем, но нам нужна эта четвертая цифра, чтобы получить правильную установку. Втулка обычно требует очень незначительного хонингования, но в этом разница между тем, чтобы надеть ее полностью и застрять на три четверти, а затем снять и отправить на хонингование. На самом деле, если вам каким-то образом удастся надеть его правильно, даже если он будет слишком тугим, все в порядке».
Проблема в том, что если ступица затянута слишком туго, вы, вероятно, не до конца сядете на место демпфера. Вы можете подумать, что он включен правильно, но на самом деле это просто помехи, которые запирают его в неправильном месте. «Если он слишком свободный, вы не получите той защиты, на которую рассчитан демпфер», — говорит Бейкер. «Кроме того, вы будете подвергать шпоночный паз большей нагрузке, чем следовало бы. Эта запрессовка выдерживает большую нагрузку по окружности ступицы, чем заводской демпфер, что снижает нагрузку на шпоночный паз»
Я знаю, что многие из вас, читающих это, занимаются домашними делами, но Бейкер предупреждает, что шлифовка втулки не является задачей конечного пользователя. «Это не похоже на то, что вы чистите хон на цилиндре двигателя. Это не так просто», — предупреждает он. «Вы должны быть осторожны при хонинговании, потому что в отверстии втулки есть шпоночный паз. Действительно, конечный пользователь не может обойтись без механического цеха.
ATI использует хонинговальный станок Sunnen для оказания услуг по определению размеров ступицы. Если вы измерите кривошип до того, как закажете демпфер, они доставят к вашей двери комплект идеального размера. Если нет, вы всегда можете отправить свой концентратор обратно в ATI для калибровки. В любом случае, услуга стоит всего 40 долларов.
«Невероятно точный» в данном случае не преувеличение. Целевые допуски обычно составляют плюс-минус 0,0001 дюйма. Прописано, это общий допуск в две десятитысячных дюйма. На самых маленьких выступах коленчатого вала вы можете поиграть с еще одной десятитысячной дюйма, что в сумме составит 0,0003 (+/- 0,00015 дюйма). Когда вы действительно разбираете это, есть причина, по которой ATI предлагает услугу за 40 долларов или говорит, что ее должен выполнить механический цех.
Этот отрывок из руководства по установке ATI Super Damper показывает, насколько жесткими должны быть диапазоны допусков для правильной установки.