|


Перепрессовка коленчатого вала своими руками
Коленчатый вал является одним из главных элементов двигателя. Он принимает возвратно-поступательную энергию от шатунов поршневой группы и преобразует ее во вращающее движение. Эта энергия, в дальнейшем, передается на коробку передач и колеса автомобиля.
Он принимает возвратно-поступательную энергию от шатунов поршневой группы и преобразует ее во вращающее движение. Эта энергия, в дальнейшем, передается на коробку передач и колеса автомобиля.
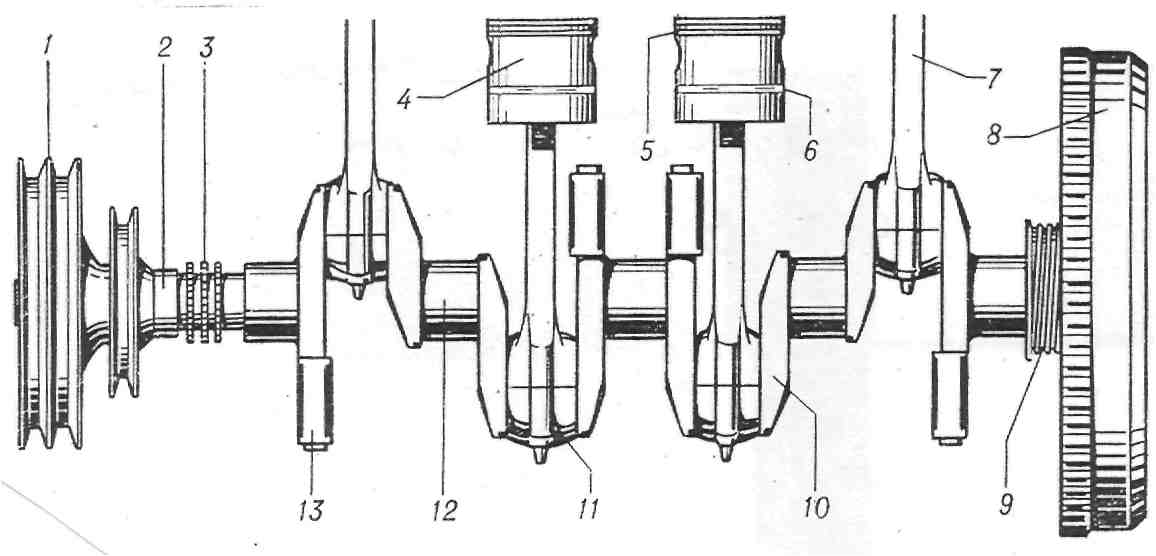
Коленчатый вал имеет в своем составе шейки, щеки и противовесы. От количества цилиндров зависит расположение и количество шеек на валу. Щеки предназначены для соединения шеек, а для уменьшения различных центробежных нагрузок, на них устанавливаются специальные противовесы.
Щеки, также, имеют специальные каналы, по которым масло попадает на весь механизм от коренных до шатунных шеек.
Как правильно провести перепрессовку?
Распрессовка необходима в случаях, когда необходимо оценить состояние опорных подшипников. Вытаскивать коленчатый вал нужно предельно аккуратно. Бытует мнение, что погнуть его практически невозможно, однако, это не так.
Погнуть коленчатый вал можно в следующих случаях:
1. Разборка кривошипно-шатунного механизма.
2. Демонтаж опорных подшипников.
3. Снятие вариатора.
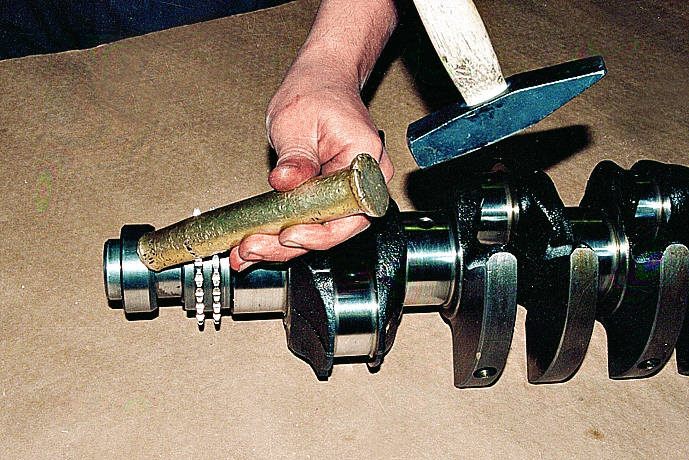
Для того, чтобы вытащить коленвал, необходимо, в первую очередь, снять крышку картера двигателя. Чтобы это сделать, расконтрите ее и открутите все болты, которые ее крепят. После этого откроется доступ к коленчатому валу. Вытащить его можно только с помощью специального съемника, так как посажен он очень плотно. Однако, допускается вариант постукивания по нему твердым предметом. При этом, нужно остерегаться резких ударов.
После демонтажа коленвала, проводится внешний осмотр на пример прогиба. Для этого его замеряют штангенциркулем по всей окружности. Для более детального осмотра, рекомендуется применять микрометр. Также, на нем не должно быть каких-либо люфтов и отклонений. Норма отклонений, при этом, не должна превышать 0,05 мм.
Если обнаружен прогиб коленчатого вала, то для определения стороны изгиба, его зажимают в тисках, предварительно раздвинув щеки. Раздвинуть щеки можно с помощью специальных конусных брусков. Таким образом, достигается наилучшая центровка.
Все детали разбираются и подвергаются либо замене в месте перегиба, либо, при отсутствии погнутости, очистке в керосине. При сборке коленчатого вала рекомендуется проявлять особую осторожность, чтобы не нарушить его правильную центровку. Иначе, в последствие, есть риск испортить не только поршневую группу, но и весь двигатель, в целом.
Видео — Ремонт Коленвала Иж ПС
После устранения найденных неисправностей, коленчатый вал запрессовывается с помощью съемника обратно в картер двигателя. Единственная сложность при проведении всех работ – это снятие и установка переднего подшипника.
Вот и все. Как видите перепрессовка коленвала – это довольно сложная операция, и доверять ее проведение рекомендуется только специалистам из автосервиса. Однако, перепрессовка своими руками поможет водителю лучше узнать устройство своего автомобиля и сэкономит на бюджете. Удачи на дорогах!
Разборка и сборка коленчатого вала | chris.
 chemidl.in
chemidl.inВнимание:
Операции по разборке/сборке на коленце двигателя должны выполняться только авторизованным сервисным центром с использованием специально разработанных
. ИСПОЛЬЗОВАНИЕ НЕПОДГОТОВЛЕННЫХ ИНСТРУМЕНТОВ ИЛИ ОПЕРАЦИИ, ВЫПОЛНЕННЫЕ НЕКВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ, МОЖЕТ ПОВРЕДИТЬ КОЛЕНВАЛ, НЕ ПОДЛЕЖАЩИЙ РЕМОНТУ.
ИНСТРУМЕНТЫ ОПИСАНИЕ И НОМЕР ДЕТАЛИ
- КОМПЛЕКТ КОЛЕНВАЛА В СБОРЕ; 10110-С
- ВТУЛКА ШАТУНА (ВКЛЮЧЕНА В 10110-C) 10150
- КОМПЛЕКТ ДЛЯ РАЗБОРКИ КОЛЕНЧАТОГО ВАЛА ВКЛЮЧАЕТ; 10100-С2
- – ОПОРА КОЛЕНЧАТОГО ВАЛА/ИНСТРУМЕНТ ДЛЯ РАЗБОРКИ; 10100
- – ПЛАСТИНА КОЛЕНЧАТОГО ВАЛА / ИНСТРУМЕНТ ДЛЯ РАЗБОРКИ; 10104
- – ВКЛАДКА КОЛЕНЧАТОГО ВАЛА; 10106
- – ТОЛКАТЕЛЬ ШАТУНА; 0107
РАЗБОРКА КОЛЕНВАЛА
1. ПОМЕСТИТЕ ИНСТРУМЕНТ ДЛЯ РАЗБОРКИ ПОД ПРЕСС
ПОМЕСТИТЕ ИНСТРУМЕНТ ДЛЯ РАЗБОРКИ ПОД ПРЕСС
2. УСТАНОВИТЕ КОЛЕНВАЛ В ИНСТРУМЕНТ, УСТАНОВИВ ПЛАСТИНУ КОЛЕНЧАТОГО ВАЛА (НОМЕР 10104) МЕЖДУ ПОЛОВИНАМИ КОЛЕНЧАТОГО ВАЛА.
3. Вставьте вставку коленчатого вала (P.N. 10106) и с использованием толкателя Crankpin (P.N.10107). Нажмите Crankpin
4. Разберите полную мощность с шайбами.
ПОВТОРИТЕ ОПЕРАЦИИ ПО СНЯТИЮ КОЛЕНЧАТОЙ ШПИЛЬКИ ИЗ ДРУГОЙ ПОЛОВИНЫ КОЛЕНЧАТОГО ВАЛА.
ПЕРЕД СБОРКОЙ ПРОМОЙТЕ ВСЕ ДЕТАЛИ КЕРОСИНОМ
a. ПРОВЕРЬТЕ СОСТОЯНИЕ ШАТУНА-ВЕРХ И НИЗ.
, ЕСЛИ ОВАЛИЗАЦИЯ ПРЕВЫШАЕТ 0,01 мм. ЗАМЕНИТЕ ШАТУН
b. ПРОВЕРЬТЕ СОСТОЯНИЕ КОЛЕНЧАТОЙ ШПИЦЫ
ВИЗУАЛЬНАЯ ПРОВЕРКА – ЗАМЕНИТЕ ПРИ НЕОБХОДИМОСТИ, НО ВСЕГДА ПОСЛЕ МАКС. 4 РАБОЧИХ ЧАСА.
г. ПРОВЕРЬТЕ СОСТОЯНИЕ КЛЕТКИ РОЛИКОВ (БОЛЬШОЙ КОНЕЦ) ВИЗУАЛЬНАЯ ПРОВЕРКА – ЗАМЕНИТЕ ПРИ НЕОБХОДИМОСТИ, НО ВСЕГДА ПОСЛЕ МАКС. 4 ЧАСОВ РАБОТЫ.
д. ПРОВЕРЬТЕ СОСТОЯНИЕ ПОЛОВИН КОЛЕНВАЛА.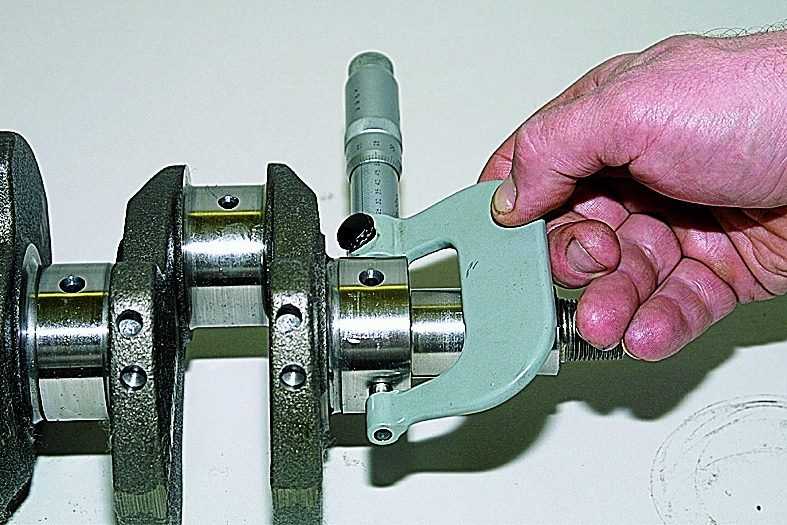
ЗАМЕНИТЕ, ЕСЛИ ПОСАДКА ПОДШИПНИКА НИЖЕ 0,030 VS. НОВЫЙ.
эл. ПРОВЕРЬТЕ СОСТОЯНИЕ СЕРЕБРЯНЫХ ШАЙБ
ВИЗУАЛЬНАЯ ПРОВЕРКА – ПРИ НЕОБХОДИМОСТИ ЗАМЕНИТЕ.
СЛЕДУЙТЕ ПРИЛОЖЕННОЙ ТАБЛИЦЕ ДЛЯ МАКС. Соответствующая игра для Con-Rod, Crankpin, Cage
Операции коленчатого вала
1. Поместите инструмент сборки коленчатого вала (P.N. 10110-C) под прессой, вертикально
2. Полно СБОРОЧНЫЙ ИНСТРУМЕНТ
3. Нефтяная клыка и отверстие для коленчатого шара на коленчатом вале половина
4. Поместите коленчатый кустарник с коленчатым кустарником (с.н. 10150) на половину коленчатого вала
5. Принесите верхнюю пластин
6. Посчетно нажмите до тех пор, пока Crankpin полностью не будет управляется в
7. Извлечение куста0007
8. ВСТАВКА НА ШАТУН: (МАСЛЯНЫЙ ШАТУН)
- СЕРЕБРЯНАЯ ШАЙБА
- ШАТУН С РОЛИКОВОЙ КЛЕТКОЙ
- СЕРЕБРЯНАЯ ШАЙБА
ВНИМАНИЕ: В КЛЕТКЕ СВОБОДНЫ РОЛИКИ.
ПРЕДОТВРАЩЕНИЕ ПАДЕНИЯ РОЛИКОВ ИЗ КЛЕТКИ ПРИ УСТАНОВКЕ НА ШАТУН.
9. УСТАНОВИТЕ ВТОРУЮ ПОЛОВИНУ КОЛЕНВАЛА В ГНЕЗДО КОНТРПЛАСТИНЫ
0007
11. МАСЛЕННАЯ ШАТУНКА И ОТВЕРСТИЕ НА ПОЛОВИНЕ КОЛЕНЧАТОГО ВАЛА.
12. ПОСТАВЬТЕ ИНСТРУМЕНТ В ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ
14. ОТКРОЙТЕ ИНСТРУМЕНТ. УСТАНОВИТЕ ЕГО В ГОРИЗОНТАЛЬНОЕ ПОЛОЖЕНИЕ И ИЗВЛЕКИТЕ КОЛЕНВАЛ.
15. ПРОВЕРЬТЕ ОСЕВОЙ ХОД ШАТУНА. ОНА ДОЛЖНА БЫТЬ МИН.. 0,3 мм / МАКС. 0,7 мм.
ЕСЛИ ЗАРЯД ВЫШЕ ИЛИ НИЖЕ, ВОССТАНОВИТЕ КОЛЕНВАЛ.
ПОСЛЕ СБОРКИ КОЛЕНЧАТОГО ВАЛА ЕГО НЕОБХОДИМО ВЫРАВНИВАТЬ. ЕСЛИ НЕТ, ТО ПРИВЕДЕТ ЧРЕЗМЕРНАЯ ВИБРАЦИЯ, ТРУДНЫЙ ЗАПУСК ИЛИ ПЛОХОЕ УСКОРЕНИЕ.
а. УСТАНОВИТЕ КОЛЕНЧАТЫЙ ВАЛ МЕЖДУ ЦЕНТРАМИ С ПОМОЩЬЮ ЦИФРОВЫХ ИНДИКАТОРОВ НА ПЕРЕДНИХ И ЗАДНИХ ШПИЛЬКАХ
b.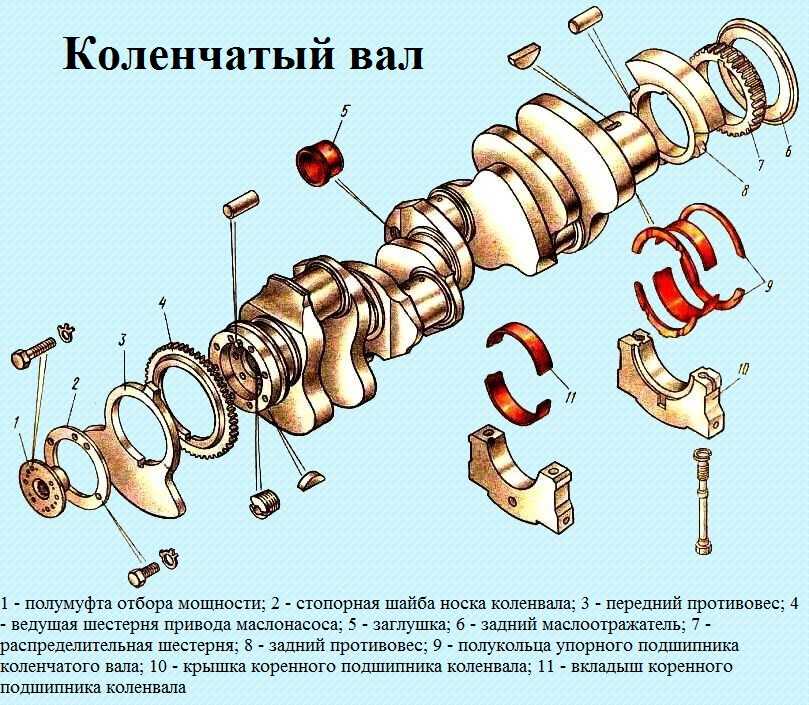 ПОВЕРНИТЕ КОЛЕНЧАТЫЙ ВАЛ И ПОСМОТРИТЕ НА ОТКЛОН ИЗМЕРИТЕЛЬНЫХ ИГЛ, ОТКЛОН ДОЛЖЕН БЫТЬ, ПОСЛЕ ЦЕНТРОВКИ, МАКС. 0,01 мм
ПОВЕРНИТЕ КОЛЕНЧАТЫЙ ВАЛ И ПОСМОТРИТЕ НА ОТКЛОН ИЗМЕРИТЕЛЬНЫХ ИГЛ, ОТКЛОН ДОЛЖЕН БЫТЬ, ПОСЛЕ ЦЕНТРОВКИ, МАКС. 0,01 мм
в. ОТРЕГУЛИРОВАТЬ ВЫРАВНИВАНИЕ МЕДНЫМ МОЛОТКОМ, ПРИ НЕОБХОДИМОСТИ
Капитальный ремонт коленчатого вала 2-цилиндрового двигателя
На фотографиях собраны работы, выполненные на различных коленчатых валах: R67/2, R60/2 и R69S.
Перед разборкой коленчатого вала рекомендуется измерить овальность наружных концов коленчатого вала, соосность шатунных шеек и диаметр коренных шеек (минимум 34,9).9 мм) Более подробную информацию об этих размерах можно найти в конце.
Используйте чертилку, чтобы нарисовать прямую линию на всех трех шейках кривошипа: это будет полезно для выравнивания шейки кривошипа во время сборки. Отметьте центральную перемычку и одну из перекладин кривошипа, чтобы собрать перемычки в исходное положение.
Разборка коленчатого вала: выпрессовка передней шатунной шейки.
При нажатии проверьте требуемое давление.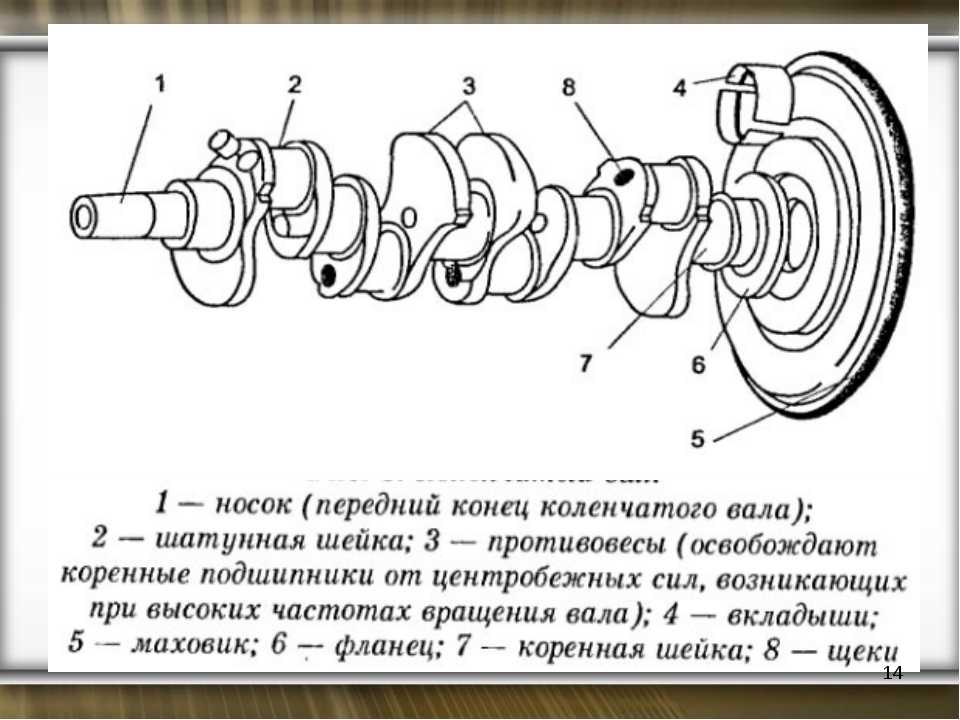
Передняя рукава, нажатая на веб -сайте
Нажатие задних штифтов с коленом
Передняя и задняя капельница сжимала
Оба крапчатых пинча Рекомендуется измерить это. В этом случае (оригинальный заводской коленчатый вал) шатунные шейки выдвигаются примерно на 1,35 мм. Коленчатые валы, ранее подвергавшиеся капитальному ремонту, иногда имеют деформации поверхности в результате перекоса шатунной шейки. Это обычно делает кривошипную сеть непригодной для использования.
В этом случае шейка заднего коренного подшипника меньше размера (34,95 мм)
Эта коренная шейка была покрыта твердым хромом и прецизионно отшлифована до 35,00 мм с допуском k4 (+2 мкм +9 мкм)
На этом коленвале конус маховика в хорошем состоянии.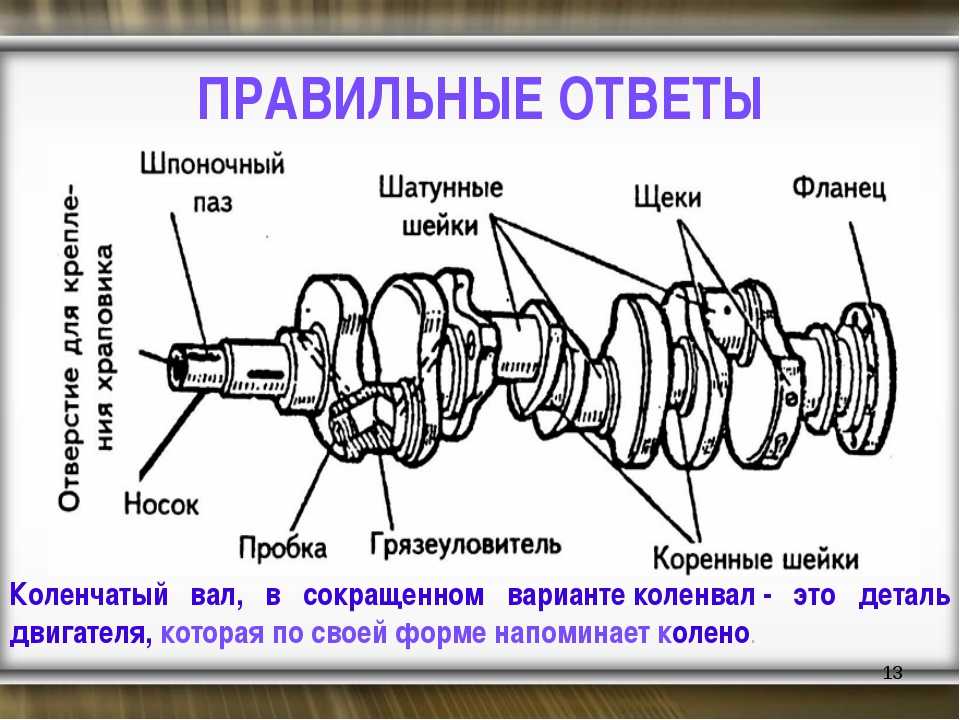 Если бы это было не так, его также нужно было бы хардхромировать.
Если бы это было не так, его также нужно было бы хардхромировать.
Коленчатый вал BMW R69S в разобранном виде. С новыми шатунами, цилиндрическими шатунными шейками и роликовыми подшипниками он готов к сборке. Примечание: R50, R60 и R69в коленчатых валах используются конические шатунные шейки.
Сравнительное испытание на твердость по Роквеллу средней части старого и нового шатунов: использованный шатун испытан на твердость 36HRC. Новые шатуны испытаны твердостью 46 – 47,5 HRC.
Оба конца шатунной шейки должны быть закруглены и отполированы, чтобы шатунная шейка не «врезалась» в щеку шатуна.
Тщательно очистите шатунную шейку и шейку шатуна. Нанесите противозадирный состав (например, Molykote G-n Plus) на шатунную шейку и шатун перед сборкой. НЕ наносите противозадирный состав с высоким содержанием масла на конические шатунные шейки. Используйте «Hirschtalg» или аналогичный продукт.
Совместите отверстия подачи масла по центральной линии шатуна наружу.
С помощью (гидравлических) зажимных тисков выровняйте шатунную шейку и шейку шатуна. Вдавливайте только до +- 5 мм в глубину.
Продолжайте прессование с помощью гидравлического пресса. Вариант: начните с нажимного пальца малого диаметра и диска из мягкого металла между нажимным пальцем и шатунной шейкой, чтобы предотвратить перекос шатунной шейки. Свыше ~3000 кг необходимо использовать нажимной штифт большего диаметра, чтобы избежать дальнейшего вдавливания крышки в шатунный палец. В конце требуемое давление должно составлять от 4000 до 6000 кгс. Если нет, то что-то не так.
Продолжайте следить за выравниванием, нажимая на шатунную шейку. (2-й контакт, в данном случае).
Когда мы получили коленчатый вал, он уже был разобран……к сожалению, на шейках коленчатого вала не было установочных меток. Некоторые коленчатые валы имеют отверстие напротив шатунной шейки. С помощью штифта можно получить грубое выравнивание.
Нажатие на передний шатун.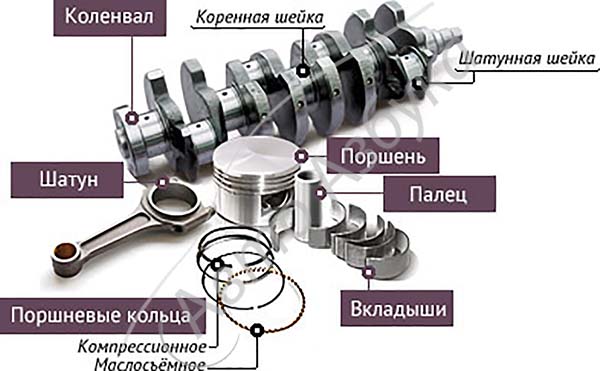 Регулярно поворачивая установочный штифт, вы можете проверить, входит ли шатунный палец прямо. Если он застревает, что-то не так…….
Регулярно поворачивая установочный штифт, вы можете проверить, входит ли шатунный палец прямо. Если он застревает, что-то не так…….
Продолжайте давить на гидравлический пресс, проверяя выравнивание, регулярно вращая установочный штифт.
Запрессовку следует продолжать с другой стороны коленчатого вала: длина шатунной шейки 53 мм, а общая толщина обеих щек кривошипа и шатуна менее 53 мм. Шатунный штифт должен выступать внутрь, чтобы маслоотражатель ровно прилегал к поверхности шейки кривошипа. С помощью щупа установите осевой люфт в диапазоне от 0,07 до 0,10 мм. Это исходная заводская спецификация. Однако в настоящее время некоторые специалисты устанавливают осевой люфт шатуна на уровне 0,20–0,25 мм: это необходимо для предотвращения трения большой головки шатуна о внутреннюю поверхность щеки коленчатого вала из-за изгиба коленчатого вала. при высокой нагрузке. Это трение будет генерировать (нежелательное) дополнительное тепло. Примечание: некоторые из более поздних моделей R60/2 и R69Коленчатые валы S поставлялись с более толстыми коленчатыми шейками и цилиндрическими шатунными шейками длиной 54,5 мм.
Запрессуйте заднюю шайбу кривошипа, выполнив те же действия, за исключением предварительной запрессовки в тисках (используйте противозадирный состав, используйте установочный штифт, установите осевой люфт 0,07–0,10 мм).
С помощью двух параллелей можно приблизительно проверить соосность шейки коленчатого вала относительно центральной линии коленчатого вала. – измерьте высоту коренной шейки – поверните коленчатый вал на 180 градусов – снова измерьте высоту коренной шейки. Разница в значении означает, что кривошип не выровнен с центральной линией коленчатого вала, и это говорит вам, в каком направлении нужно вращать кривошип.
После сборки необходимо измерить выравнивание шатунной шейки и конусность. Чтобы получить хорошие показания на внешней шейке, необходимо исключить любое осевое перемещение коленчатого вала, отсюда и стальной стержень с правой стороны.
С помощью медного молотка можно вращать шатунные шейки относительно друг друга.