Обработка (шлифовка) плоскости блока цилиндров.
Обработка (шлифовка) плоскости блока цилиндров в практике требуется значительно реже, чем обработка плоскости головки блока. Это связано с тем, что блок цилиндров имеет большую жесткость, по сравнению с головкой блока и в меньшей степени подвержен всевозможным деформациям в результате действия механических и термических нагрузок.
При ремонте двигателя необходимо уделять внимание геометрии плоскости блока цилиндров. В настоящее время производители автомобилей постоянно бьются над повышением экологического класса двигателей своих автомобилей. В связи с этим, на современных моторах пытаются добиться максимального КПД двигателя при наименьшем количестве сжигаемого топлива.
Это достигается, в том числе, повышением компрессии в цилиндрах. Обычные паронитовые прокладки головки блока не выдерживают повышенных эксплуатационных нагрузок, поэтому в автомобилестроении широкое применение получили тонкие стальные прокладки головки блока цилиндров.
Особенность стальных прокладок головок блока цилиндров в том, что они имеют меньшую толщину, по сравнению с паронитовой прокладкой, и не позволяют компенсировать неровности привалочных плоскостей головки блока и блока цилиндров двигателя за счет деформации материала самой прокладки.
Для полноценного обжатия стальной прокладки необходима идеальная плоскость головки и блока цилиндров. Если для установки «обычной» прокладки достаточно фрезеровать по плоскости блок цилиндров, то на моторах со стальной прокладкой применяется шлифовка плоскости блока цилиндров. Шлифовка блока позволяет добиться значительно более высокого качества и чистоты поверхности.
После фрезеровки или шлифовки блока цилиндров по плоскости обязательно нужно контролировать допуски производителя мотора на занижение блока. Эта информация приводится в технической документации к двигателю или автомобилю. Если этих данных найти не удалось, то необходимо контролировать выступание поршней над плоскостью блока цилиндров.
Если выступание поршней превышает предельные значения, то решение следует принимать индивидуально для каждого случая. На многих дизельных моторах существует несколько вариантов прокладок головки блока по толщине. Для некоторых моторов возможно отторцевать поршни по высоте. В крайнем случае, возможно изготовление более толстой прокладки блока цилиндров.
Если возникают затруднения или нет необходимого инструмента для того, чтобы оценить состояние плоскости блока цилиндров, лучше обратиться к профессионалам.
ОБРАЩАЙТЕСЬ К НАМ
МЫ ПРОИЗВЕДЕМ ЛЮБОЙ НЕОБХОДИМЫЙ
РЕМОНТ ВАШЕГО ДВИГАТЕЛЯ
Мы ждем вас у нас – в «Механике» в г. Обнинске по адресу, который вы можете посмотреть на странице «Контакты».
Приходите к нам!
Наши мастера, специалисты своего дела проведут все необходимые замеры, дадут необходимые консультации, и проведут ремонт блока цилиндров двигателя, либо любой необходимый ремонт вашего двигателя.
Шлифовка блока в Краснодаре
Изначально привалочная плоскость головки блока (ГБЦ) должна быть тщательно очищена и обследована на искривление, изгиб или скручивание в пяти плоскостях. Неровность поверхности промеряется при помощи поверочной линейки и набора щупов. Допустима неровность 0,04мм на 30см длины головки.
Если головка блока цилиндров (ГБЦ) деформирована, то следует промерить высоту (от разъема клапанной крышки да привалочной плоскости) на соответствие техническим требованиям производителя. Высота ГБЦ промеряется при помощи микрометра. Часто в ремонт приезжают изделия, где шлифовка ГБЦ (фрезеровка головки блока цилиндров) не допускается производителем, если ее неровность выходит за допуски, или после обработки плоскости высота головки будет меньше допустимой, то тогда ГБЦ подлежит только замене.
По какой причине желательно шлифовка ГБЦ (фрезеровать головку блока цилиндров) после снятия с двигателя, даже если отсутствовал перегрев мотора?
Изначально головка блока цилиндров (ГБЦ) отливается из металла, а только потом обрабатываются отверстия, устанавливаются седла, направляющие втулки и шлифуются плоскости. Из-за разности толщины металла в разных частях отливки, в головке (ГБЦ) имеются внутренние напряжения. После установки новой ГБЦ и сборке двигателя, под действием сил возникающих при работе мотора (сгорание смеси, охлаждение и нагрев), внутренние напряжения постепенно снижаются. По этой причине головки, демонтированные с любого мотора всегда немного искривлены. Пока головка (ГБЦ) прикручена к блоку цилиндров, она может быть ровная, но после ослабления болтов ее обязательно деформирует в следствии снижении внутренних напряжений. Именно по этим причинам многие мастерские стараются шлифовать привалочную плоскость головки (ГБЦ) перед установкой, если конечно шлифовка плоскости допустима заводом производителем.
Из-за разности толщины металла в разных частях отливки, в головке (ГБЦ) имеются внутренние напряжения. После установки новой ГБЦ и сборке двигателя, под действием сил возникающих при работе мотора (сгорание смеси, охлаждение и нагрев), внутренние напряжения постепенно снижаются. По этой причине головки, демонтированные с любого мотора всегда немного искривлены. Пока головка (ГБЦ) прикручена к блоку цилиндров, она может быть ровная, но после ослабления болтов ее обязательно деформирует в следствии снижении внутренних напряжений. Именно по этим причинам многие мастерские стараются шлифовать привалочную плоскость головки (ГБЦ) перед установкой, если конечно шлифовка плоскости допустима заводом производителем.
Во время сильного перегрева алюминиевой головки создается внутреннее напряжение и ее выгибает по центру. Обратите внимание, что деформируется не только привалочная плоскость ГБЦ, но и ось распредвала. Перед шлифовкой или фрезеровкой плоскости сильно деформированной головки (ГБЦ) следует проверить ось распределительного вала и восстановить ее при необходимости.
В нашей компании для шлифовки ГБЦ (фрезеровки головки блока цилиндров) используются плоскошлифовальный станок, который гарантирует идеально ровную плоскость.
Но не только ровность ГБЦ имеет значение, но и шероховатость после шлифовки плоскости головки блока цилиндров. Оценить шероховатость поверхности можно при помощи прибора под названием ПРОФИОГРАФ. Алмазная игла прибора передвигается по плоскости ГБЦ и промеряет выступы, а также впадины по высоте. Дальше высчитывается среднеарифметическое значение RA.
Для шлифовки плоскости головки блока цилиндров имеются свои допуски по шероховатости, тк низкая шероховатость ухудшает плотность прилегания прокладки, а высокая (речь идет про чугунные головки) создает опасность скольжения прокладки ГБЦ.
ШЛИФОВАЛЬНЫЕ БЛОКИ VEE — Cad cam Engineering WorldWide
Технология ЧПУ Оставить комментарий 1 951 просмотров
Призматический блок (рис. L-87) является распространенным и полезным инструментом в механическом цехе. Прецизионные типы подвергаются чистовой обработке путем шлифовки после грубой обработки увеличенного размера (около 0,015 дюйма) и термообработки. Финишное шлифование V-образных блоков обеспечит вам различные виды плоского шлифования
Прецизионные типы подвергаются чистовой обработке путем шлифовки после грубой обработки увеличенного размера (около 0,015 дюйма) и термообработки. Финишное шлифование V-образных блоков обеспечит вам различные виды плоского шлифования
опыта. Обратитесь к рабочему чертежу (рисунок L-88), чтобы определить размеры и спланировать последовательность операций шлифования.
Выбор круга Для этих клиновидных блоков лучшим абразивом будет рыхлый оксид алюминия. Разумным выбором будет круг из стеклокерамики с зернистостью 46 и твердостью
по I-связке.
Следующая процедура может быть использована при настройке шлифовального станка для шлифования призматического блока. Шаг 1 Выберите подходящий круг.
Шаг 3 Проверка шлифовального круга кольцом.
Шаг 4 Установите колесо.
 Колесо должно плотно прилегать, а фланцы должны быть одинакового размера. Промокашки, вероятно, будут прикреплены к колесу. Если нет, поместите промокательную бумагу подходящего размера между каждым фланцем и колесом.
Колесо должно плотно прилегать, а фланцы должны быть одинакового размера. Промокашки, вероятно, будут прикреплены к колесу. Если нет, поместите промокательную бумагу подходящего размера между каждым фланцем и колесом. Шаг 5 Установите гайку шпинделя и надежно затяните. Не затягивайте слишком сильно.
Шаг 6 Замените или закройте защитный кожух.
Шаг 7 Поместите алмазный инструмент для правки на магнитный патрон в правильном положении (Рисунок L-89).). (Или используйте встроенный инструмент для правки, если он есть на станке.)
Шаг 8 Правка колеса с использованием жидкости и относительно быстрой поперечной подачи (Рисунок L-90). (Используйте жидкость, только если вы можете быть уверены, что полностью зальете алмаз.)
Шаг 9 Остановите круг, снимите устройство для правки и очистите поверхность зажима (Рисунок L-91).
Шаг 10 Проверьте поверхность зажима на наличие зазубрин и заусенцев (Рисунок L-92). При необходимости используйте камень для удаления заусенцев.
Чтобы избежать необходимости защищать поверхность патрона бумагой, подготовьте поверхности первой детали, удалив все тепло. Рисунок L-9.1 Очистка магнитного держателя тряпкой. Прежде чем это сделать, колесо должно быть полностью остановлено. масштаб обработки с использованием наждачной ткани на плоской поверхности (Рисунок L-93). Не используйте поверхностную пластину для этого действия.
Процедура боковой и торцевой шлифовки. Клиновые блоки должны быть совмещены по шлифовке, то есть шлифованы вместе попарно, так, чтобы после завершения они имели абсолютно одинаковые размеры. Следующие шаги и иллюстрации описывают процесс боковой и торцевой шлифовки. 1 Поместите блоки большой V-образной стороной вверх на шлифовальный патрон (Рисунок L-9).4).
Шаг 2 Намагничиваем патрон. Не забывайте повторно намагничивать патрон после каждого изменения настройки.
Шаг 3 Опустите шлифовальную головку, пока она не окажется примерно на дюйм выше заготовки. Отрегулируйте положение стола и седла так, чтобы блоки располагались по центру.
Шаг 4 Отрегулируйте обратные ходы подачи стола так, чтобы заготовка имела перебег примерно на 1 дюйм на каждом конце хода стола (Рисунок L-95).
Шаг 5. Остановив шлифовальный круг, используйте щуп или лист бумаги и опустите шлифовальную головку, пока она не окажется на несколько тысячных дюйма над поверхностью, подлежащей шлифованию.
Осторожно опустите круг, пока он не начнет касаться верхней точки заготовки. В этот момент установите кольцо микрометра подачи вниз на ноль.
Шаг 7 Количество шлифованной заготовки будет зависеть от количества лишнего материала, оставшегося от исходной обработки.
Подача вниз примерно на 0,001 дюйма за проход и шлифовка до состояния очистки (Рисунок L-96). От 0,003 до 0,005 дюйма следует оставить для чистовой шлифовки каждой поверхности.
Шаг 8 Переверните V-образные блоки и отшлифуйте малую V-образную сторону (Рисунок L-97).
Шаг 9 Конец блока можно отшлифовать, прикрепив его к прецизионной угловой пластине (Рисунок L-98). Выровняйте блок с помощью тестового индикатора. Конец блока должен немного выступать за угловую пластину.
Шаг 11. Для шлифовки оставшейся стороны прижмите шлифованный конец к угловой пластине, оставив боковую поверхность выступать над угловой пластиной (Рисунок L-100). Отшлифуйте один оставшийся боковой квадрат до конца и подровняйте до первой поверхности, отшлифованной на шаге 7.
Шаг 12 Торцевая шлифовка противоположных концов (Рисунок L-101). V-образные блоки могут быть установлены на магнитном держателе без дополнительной поддержки.
Шаг 13 Отшлифуйте оставшиеся стороны, оставив от 0,003 до 0,005 дюйма для чистовой обработки до размера (рис. L-102). Шаг 14. Зачистите колесо медленным проходом (или проходами) алмазного правящего инструмента для чистовой обработки.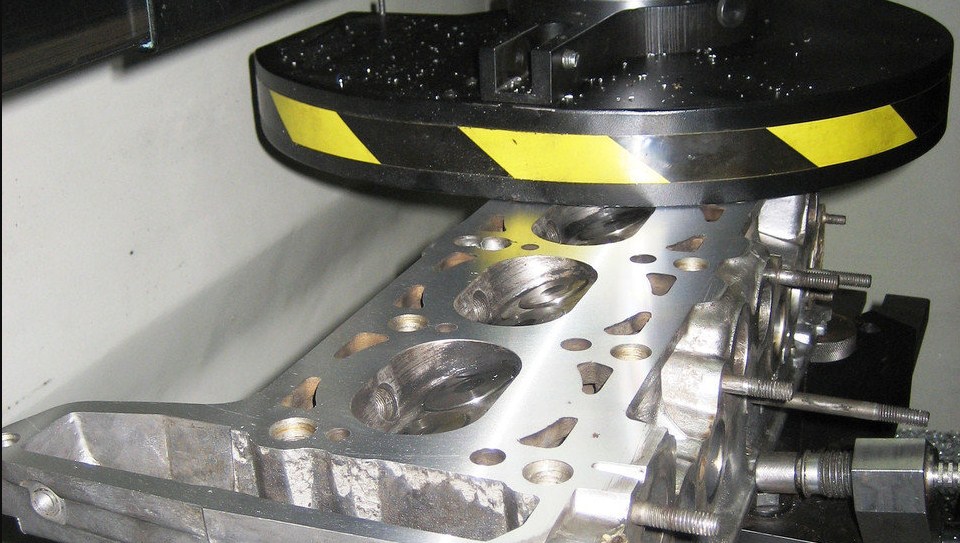 шлифовка. Используйте легкий надрез около 0,0002 дюйма.
шлифовка. Используйте легкий надрез около 0,0002 дюйма.
Шаг 15 Проверьте прямоугольность всех сторон и концов (Рисунок L-103).
Используйте прецизионный цилиндрический квадратно-циферблатный тестовый индикатор.
Небольшие ошибки при необходимости можно исправить путем дополнительной шлифовки.
Прокладки из тонкой бумаги (0,001 дюйма) можно использовать для придания прямоугольности. Берите как можно меньше материала, если требуются исправления .
Шаг 16 Проверьте все размеры с помощью нониус-микрометра (дискриминация 0,0001 дюйма) или циферблатного индикатора (Рисунок L-104).
Шаг 17 Завершите шлифовку всех сторон и торцов до окончательных размеров. Оба блока должны совпадать с землей. V-образное шлифование
Шаг 1 Отшлифуйте одну сторону большого V-образного сечения (Рисунок L-105). Установите блоки в магнитный V-образный блок и тщательно совместите с ходом стола. (Не соприкасайтесь со стороной
Входящие условия поиска:
- https://cadcamengineering net/grinding-vee-blocks/
Tags ЧПУ мельница электронная книга станок с чпу продажа мельниц с чпу для акций офис мельницы с чпу pdf продажа мельниц с чпу технология мельниц с чпу торговля мельница с чпу вьетнам мельница с чпу веб станок с чпу работы мельница с чпу мастерская
Snoli шлифовальный блок (резина) для верхнего края
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Сноли
- Описание
Детали
Шлифовальный брусок Snoli (резиновый) для верхней кромки. Размер: 95 х 65 х 25 мм.
- Информация
Информация
Марка Сноли Год № - отзывов
Только зарегистрированные пользователи могут оставлять отзывы.
 Пожалуйста, авторизуйтесь или зарегистрируйтесь
Пожалуйста, авторизуйтесь или зарегистрируйтесь
8771
Шлифовальный блок Snoli (резиновый) для верхней кромки
Готов к отгрузке: Понедельник, 06.03.2023 в 12.00 Подробнее Для примерной доставки в вашу страну, вы можете проверить нашу политику доставки.
Мы отправляем по всему миру. Налоговое исключение для стран, не входящих в ЕС, и предприятий ЕС с действительным идентификатором плательщика НДС.
- Описание
Детали
Шлифовальный брусок Snoli (резиновый) для верхней кромки. Размер: 95 х 65 х 25 мм.
- Информация
Информация
Марка Сноли Год № - отзывов
Только зарегистрированные пользователи могут оставлять отзывы.
