Шлифовка ГБЦ своими руками, как отремонтировать ГБЦ своими руками, шлифовка головки блока цилиндров своими руками
Искривление головки блока цилиндров довольно частое явление. Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой — либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт. Необходимости в шлифовке для профилактики нет, её нужно проводить только в случае неровности.
Способы шлифовкиШлифовка является одной из самых востребованных процедур ремонта ГБЦ. Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Важным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной. Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям.
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно.
Сняв головку с двигателя, первым делом появляется множество вопросов по поводу ровности головки, сколько нужно шлифовать её, каким образом, как проверить результат и тому подобное. Но не всё так страшно как кажется. В реальности всё намного проще.
Перед началом работы, следует очистить головку от прокладки. Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Возможно ли произвести шлифовку ГБЦ (головки блока цилиндров) своими руками?
Каждый опытный автомобилист, который когда-либо сталкивался с ремонтом головки блока цилиндров знает, что эта часть является одной из самых специфических в устройстве авто.
Собственно, именно этому узлу и посвящен наш материал. Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ.
Содержание
[ Раскрыть]
[ Скрыть]
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия.
 Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора. - Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть.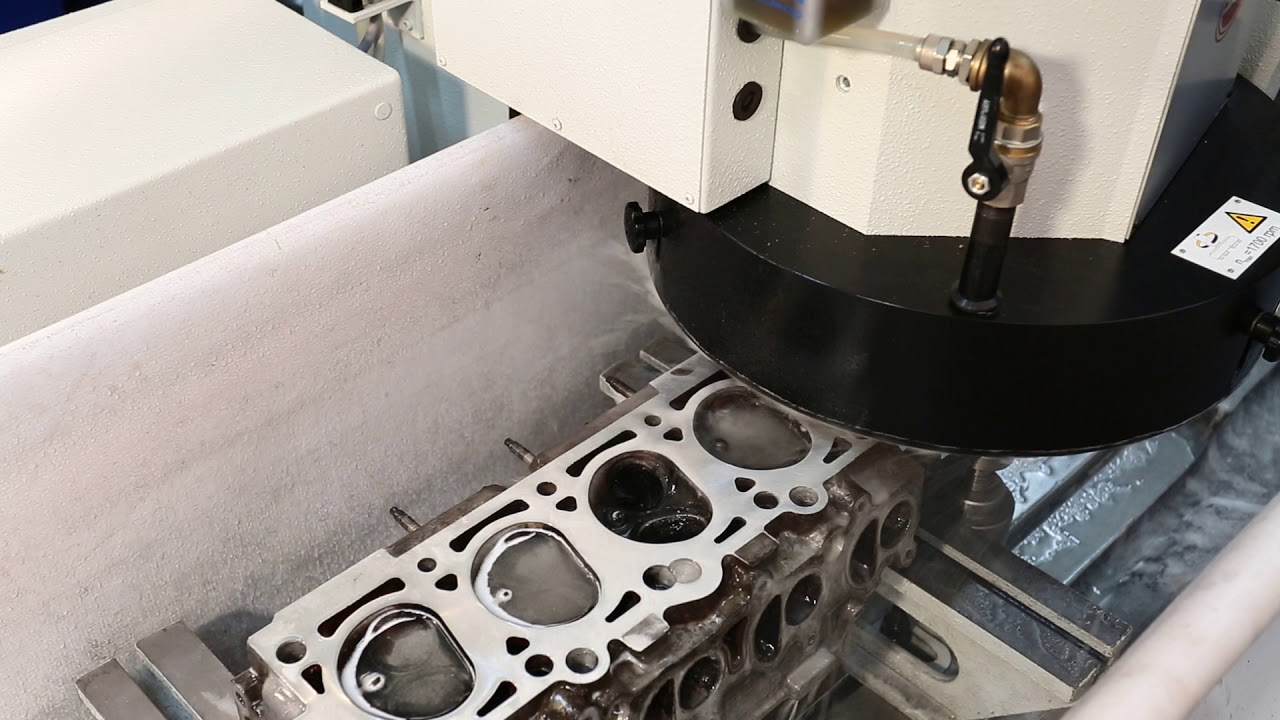 В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок.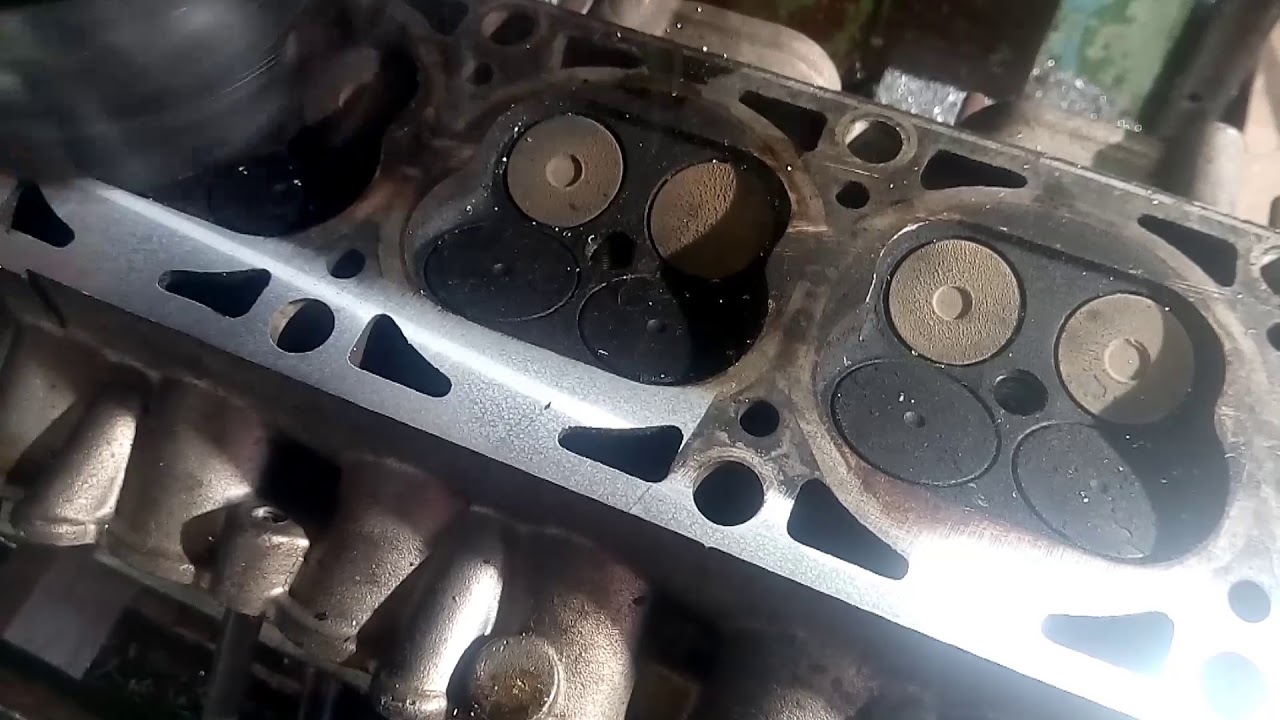 Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Загрузка …Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Разумеется, если их состояние не печальное.
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Шлифовка гбц своими руками видео
Искривление головки блока цилиндров довольно частое явление. Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой – либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт. Необходимости в шлифовке для профилактики нет, её нужно проводить только в случае неровности.
Шлифовка является одной из самых востребованных процедур ремонта ГБЦ. Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Важным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной. Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям.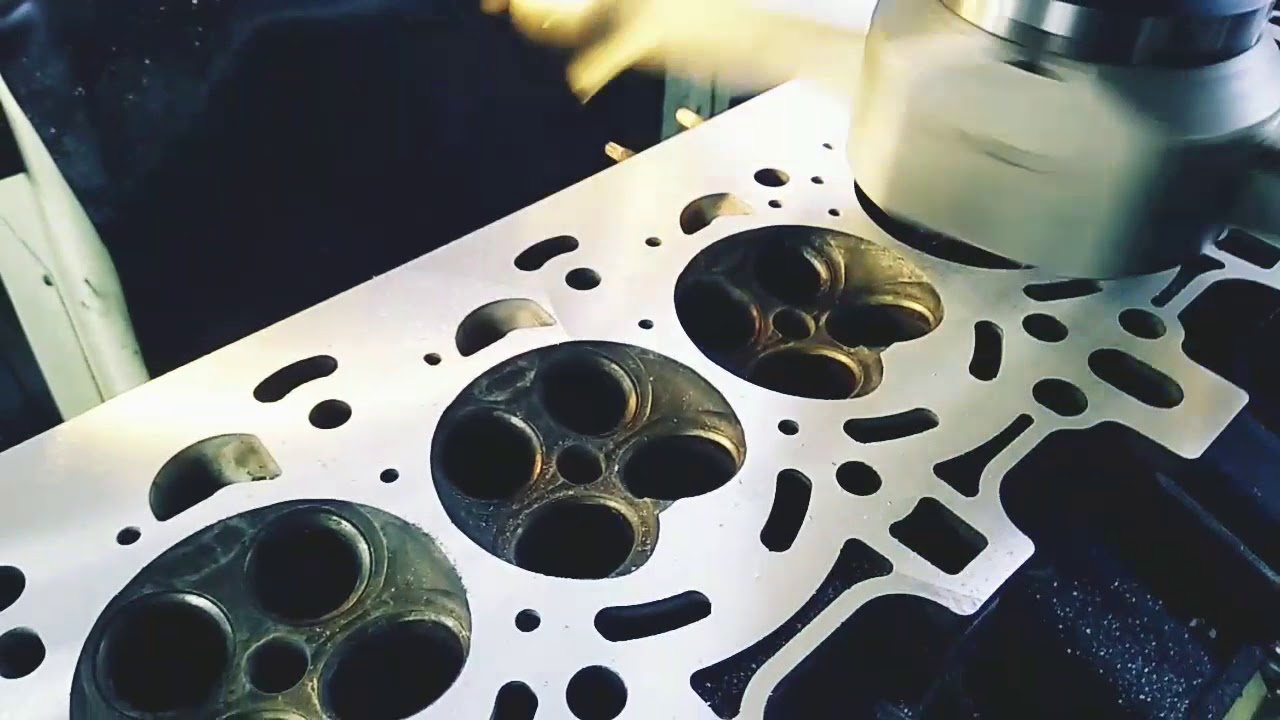
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно.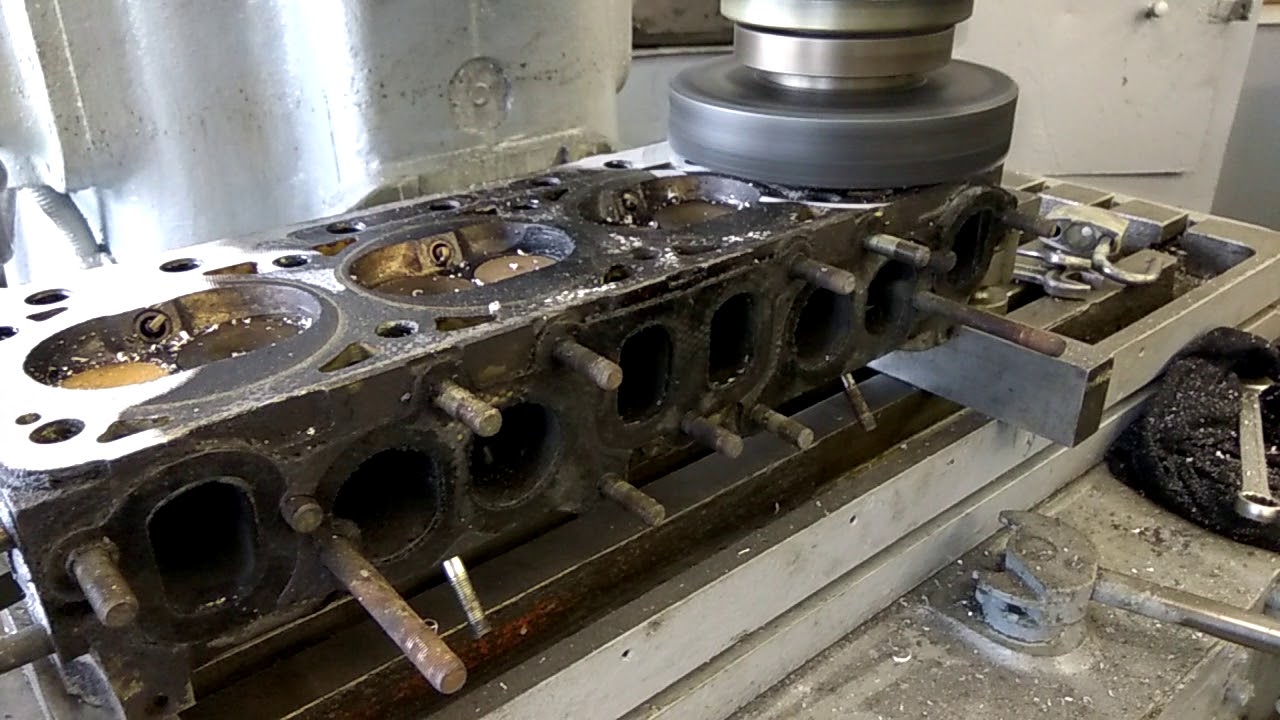
Сняв головку с двигателя, первым делом появляется множество вопросов по поводу ровности головки, сколько нужно шлифовать её, каким образом, как проверить результат и тому подобное. Но не всё так страшно как кажется. В реальности всё намного проще.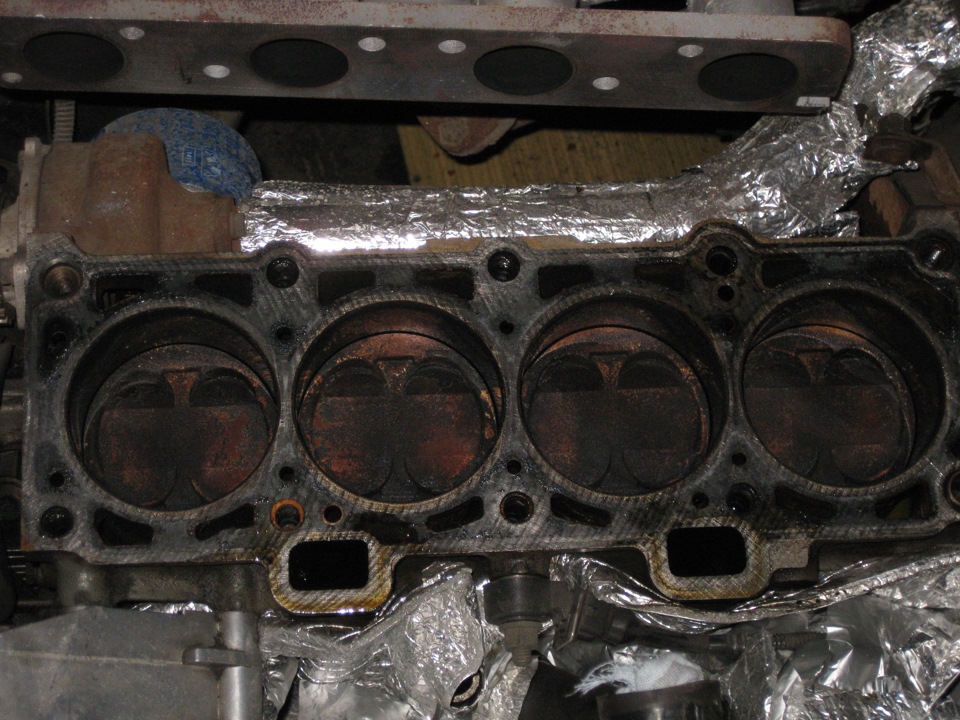 Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Перед началом работы, следует очистить головку от прокладки. Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сегодня я вам расскажу как бюджетно, или правильней сказать БЕСПЛАТНО, самим себе провести шлифовку ГБЦ и БЛОКА цилиндров!
Раньше всё делали своими руками, это было при СССР и ещё раньше, почему-то ТО поколение более умное, рукастое и всё умеющие, сейчас же в наше время всё изменилось, часто всплывают такие фразы — да я лучше куплю, да я лучше поменяю на всё новое, да я лучше продам и куплю другое … Поколение пепси блин .
Многие из молодого поколения даже не в состоянии лампочку поменять в фаре или фонаре, сам такое видел не раз, от чего даже волосы встают дыбом, мы в то время не были такими пустыми и недоразвитыми …
Всё-таки правильно говорят, что всё плохое или какие-то невзгоды, плохие времена нас делают только сильней, выживаемость намного выше у такого поколения! А сейчас даже молодые барышни готовить не умеют, не то что по дому убираться, я просто в межгалактическом пространстве от этого))))) Жалко что тут матом нельзя сказать, более ясней и короче бы получилось=)
Опустим это небольшое вступление, щас мы заново будем учиться премудростям наших дедов! Всё новое, хорошо забытое старое! А самое главное раньше умели действительно экономить деньги, время и нервы) И делали всё своими руками!
Снимая ГБЦ с БЛОКА по разным причинам, у кого-то прокладку пробило, у кого-то клапана загнуло, у кого-то капитальный ремонт ДВС и т.д., мы обнаруживаем вот такое великолепие:
Чтобы вывести поверхность путём шлифования наши поверхности ГБЦ и блока цилиндров, нам понадобится наждачный круг от электрического точила:
Шлифовать надо равномерно нажимая на круг (не сильно), круговыми движениями, поворачивая круг после нескольких притиров постоянно, притирать поверхность с разных сторон обходя с другой!
Начнём с ГБЦ, там алюминий, отшлифовать намного быстрей и проще будет.
Надо сразу понять, какая поверхность шлифовки вам нужна, если под обычную паронитовую прокладку 2112, то сильно можно не стараться, если же под приоро — прокладку, то поверхность должна быть тщательно и идеально отшлифована как у кота яйца) Приоро — прокладка 21126 состоит из двух пружинистых металлических прокладок, приклёпанных к друг другу, её называют ещё метало-пакет.
Вот так я отшлифовал под обычную 2112 паронитовую прокладку:
А когда я захотел поставить приоро — прокладку (метало-пакет), то тут пришлось отшлифовать все поверхности ГБЦ и БЛОКА цилиндров до идеального состояния!:
Чугун шлифуется тяжело наждачным кругом, чтобы легче и быстрей отшлифовать, я использовал притирочную пасту для клапанов с алмазной крошкой!
Внимание!
Затыкайте все отверстия поролоном, чтобы ни одна частица образива или притирочной пасты для клапанов не попала в цилиндр, масленые каналы и т.д. После шлифовки используйте пылесос прежде чем вытаскивать поролоновые кусочки из отверстий, потом тампонами с ваткой пропитанной растворителем или бензином требуется отмыть края всех отверстий, особенно цилиндров и масленых каналов! Это всё требуется во избежании клина ДВС, если крупинка такого образива или пасты попадёт в канал или цилиндр, она вам до клина притрёт движок)))))
Вот так притирался блок цилиндров=)
С ГБЦ пришлось немного тщательней шлифовать поверхность, так как алюминий мягкий, всё равно оставались риски глубокие от наждачного круга иногда, пришлось дошлифовать куском стекла от полки, на стекло было приклеено с обратной стороны малярным скотчем лист шкурки 400 единиц зернистости! Фото такой притирки не сделал, но думаю всё и так понятно, поверхность стекла идеально ровная, а шкурка уберёт крупные риски, и вот что получилось!
Вот так это всё выглядело в реальном времени=)
Какие плюсы такой шлифовки!
Вам не надо откручивать и снимать коробку, везти куда-то на шлифовку блок, где ещё не понятно как отшлифуют, это абсолютно бесплатно, ручная работа намного аккуратней отшлифует поверхность!
Минусов не замечено)))))
Таким способом шлифовки легко убирать старую, пригоревшую прокладку, как с ГБЦ, так и с блока цилиндров, это намного бережней, чем ножом или отвёрткой «скребсти» и только ухудшать прижимную поверхность плоскостей …
Потратил на такую шлифовку я не полный день, зато результат на лицо и деньги в кошельке остались!=)
Вот ещё видеоролики, как правильно шлифовать поверхность ГБЦ и БЛОКА цилиндров:
И вот видеоролик, как не следует шлифовать! Отрезной круг от болгарки гнётся, он ровно не выведет поверхность!
В следующей статье расскажу как ставилась прокладка от приоры, и что она даёт, плюсы и минусы, об этом никто ни разу не писал в интернете! …=)
Впереди ещё очень много интересного, кто хочет самостоятельно и бесплатно научиться ремонтировать свой автомобиль, милости просим в нашу ремонтную мастерскую, подписываемся и ставим лайки, это провоцирует писать больше интересного и полезного для Вас =)
Всего доброго коллеги!
Очень большая просьба к диванный инженерам с большим образованием словоблудия в комментариях, которые советуют ФРЕЗЕРОВАТЬ у ТОКАРЯ, или кричат что, что то не возможно потому что не возможно никогда, проходите мимо, снимайте ДВС, снимайте КПП, сливайте все жидкости, разбирайте полностью блок и вытаскивайте его из машины, везите куда хотите, и делайте что хотите, с какими горе-специалистами вы столкнётесь, сколько вам это будет стоить не кому тут не интересно, вы гении, а мы простые и скромные люди, которым надо сделать качественно, минимум денег, и за короткое время, эта статья не для нас!
В том что вы балаболы говорит время, а это почти 2 года прошло с момента притирки и установки данной прокладки металло-пакет, данная статья написана 1 год назад, пробег с такой «плохой» притиркой как вы говорите более 100 тыс., масло не грамма не уходит, компрессию данные поверхности держат под 16, если бы плохо было притёрто, то и на 8 атмосферах прогорела прокладка и жрало масло и ОЖ, двигатель чистый, без подтёков, у меня даже паранитовая штатная прокладка так не держала герметичность, так что благодаря вам болтунам и времени подтверждается какие вы горе-специалисты, пытаясь мне нагадить в комментариях, вы хотите создать себе больше клиентов за счёт простых людей, которые читая вашу хрень начинают сомневаться в данной притирки собственными руками, что позволяет избежать встречи с вами «спецами», экономит их финансы на вас, время и нервы)
Можете похвастаться своим «образованием» предкам которые строили пирамиды и мегалиты без всяких фрезерных и шлифовальных станков, и уж точно не путали такие просты понятия, что токарь не шлифовщик, и уж тем более не фрезеровщик, все три профессии разные да будет вам известно «образованные», а камни пирамид много тысячелетий построенных назад были подогнаны в ручную без цементов и других связующих растворов так, что даже до сих пор и волосинка не пролезет между ними …
Станок для шлифовки гбц своими руками
Шлифовка ГБЦ: зачем, когда и кому необходима?
Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку.
Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации.
Лада 2109 8V на Dell’Orto DHLA 40 › Бортжурнал › Фрезерование плоскости ГБЦ
Однако, есть пластины этого типа со стружколомающей канавкой-это значительно улучшит качество поверхности!Фреза D125мм, с пластинами PNUM со стружколомомПластины крупным планом, запоминайте)))Качество поверхности не очень.
Фреза с тремя пластинами без стружколома.Эта же ГБЦ после легкой доводки наждачкой зернистостью 800-1200…Параметр шероховатости Ra 3,2 получить можно) Можно получить шероховатость Ra 3,2++, если убрать 6 из 8 клиньев с пластинами. Остаётся только 2 пластины и получается некая фреза-летучка.
В этом случае подача должна быть меньше, а обороты фрезы наоборот больше, чем у фрезы со всеми 8-ю пластинами.Некая резцовая головка-летучка…Выбор сплавов для этих пластин совсем невелик, чаще попадаются Т5К10 и Т15К6… Предпочтителен последний вариант.Несколько реже попадаются фрезы с механическим креплением четырёхгранных пластин по этому же ГОСТу.
Как делается шлифовка головки блока цилиндров своими руками
По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров.
Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками. Читайте в этой статье Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС.
Лада 2111 «1.6 атмосферный» › Бортжурнал › Шлифовка поверхностей ГБЦ и БЛОКА цилиндров своими руками, дедовским способом!
Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали .
И то, это уже второе вскрытие моего двигателя, на фото видно, что я шлифовал поверхность, но сильно не старался, так как прокладка ГБЦ 2112 из жаростойкого паронита устанавливалась, всё равно будет хороший контакт прижима при затяжке ГБЦ на место.Вот на этом фото, как раз первое моё вскрытие так сказать моего ДВС, прижимная поверхность блока цилиндров не радует глаз …Чтобы вывести поверхность путём шлифования наши поверхности ГБЦ и блока цилиндров, нам понадобится наждачный круг от электрического точила:Главное чтобы он был мелкозернистый по своей структуре, и как можно больше по диаметру!
Больший диаметр позволит нам более ровно вывести поверхность!Шлифовать надо равномерно нажимая на круг (не сильно), круговыми движениями, поворачивая круг после нескольких притиров постоянно, притирать поверхность с разных сторон обходя с другой!Начнём с ГБЦ, там алюминий, отшлифовать намного быстрей и проще будет.
Шлифовка ГБЦ своими руками
Специальное оборудование стоит очень дорого.
Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж.
Основной целью её является герметизация стыков.
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ.
Шлифовка ГБЦ своими руками
Что же касается шлифовки, то каждый раз при поломке её не стоит проводить, а нужно только в случае появления неровностей.Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали.
Основным назначением является герметизация стыков двух частей.
станок для шлифовки гбц
Поёт Валерий Сёмин, группа «Белый день»
Американские горки в формате VR — 360 4k (VIDEO VR-BOX PSVR)
Навигация на штатный монитор Toyota RAV 4 2019
Стримерша Карина ПЛАЧЕТ из-за СЛИТЫХ ФОТО
Nova Parta playing the guitar
Сегежа, пороги, дети, большая вода Segezha, rapids Присоединяйся к обсуждению видео. У нас находят видео Предлагаем вашему вниманию ознакомится с самыми популярными запросами поиска видео-роликов за прошлый месец.
VETER0831 › Blog › ШЛИФОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В ГАРАЖНЫХ УСЛОВИЯХ
И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.КОГДА НУЖНА ШЛИФОВКА ГБЦДавайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже.
Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Шлифовка головки блока цилиндров двигателя своими руками
И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров.
В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Шлифовка ГБЦ вручную Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока. Шлифовку плоскости головки блока проводят в двух случаях.
Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Необходимость применения специализированного оборудования для ремонта головок блока цилиндров в ремонтной практике диктуется, с одной стороны, высокими требованиями к точности обработки элементов ГБЦ, для достижения которых использование универсального оборудования или инструмента невозможно, а с другой — отсутствием данного типа отечественного оборудования прошлых лет выпуска, поскольку оно вообще не выпускалось отечественными заводами.
Оборудование для ремонта головок блока цилиндров выпускается многими фирмами, однако не все образцы станков могут быть успешно использованы на практике. Так, подавляющее большинство станков так называемого шарнирно-байонетного типа не позволяют выполнить качественную обработку седел ГБЦ по причине малой жесткости режущей системы, особенно при обработке седел в головках блоков современных легковых автомобилей и мотоциклов. Вследствие указанных причин станки с жестким шпинделем в настоящее время не имеют разумной альтернативы и пользуются большой популярностью не только у ремонтников, но и производителей автотехники.
К жесткому типу относится в 1-ю очередь оборудование для ремонта головок блока цилиндров SERDI, Provalve, SERDI Srl и некоторых других производителей аналогичных машин. Основное отличие этих машин заключено в жестком креплении резца и пилота к шпинделю станка, в то время как у станков шарнирно-байонетного типа между пилотом с резцом и шпинделем установлен шарнир (предлагаем попробовать проточить что-нибудь на токарном станке, поставив резец на шарнире!).
Вот почему именно оборудование жесткого типа работает сегодня на заводах ведущих автомобильных компаний, таких как: BMW, CATERPILLAR, DAF, FORD, GENERAL MOTORS, LAMBORGINI, LIEBHERR, DAIMLER-CHRYSLER, PEUGEOT-CITROEN, PORSCHE, RENAULT, ROVER, GM, DETROIT DIESEL, HARLEY DAVIDSON, FERRARI и т.д., а также в тюнинговых фирмах, ремонтных мастерских и автосервисах всех стран мира. Оборудование типа SERDI рекомендовано для моторного ремонта и фирмами MAHLE и KOLBENSCHMIDT.
Вы можете наглядно посмотреть, чем принципиально отличается процесс жесткой обработки седел на настоящем станке жесткого типа (первый и второй слева) от того, что получается на устаревшем нежестком оборудовании шарнирно-байонетного типа (в центре). Особое внимание рекомендуем обратить на чрезмерную глубину резания седла на устаревшем оборудовании, а также на необходимость обязательной притирки клапанов — это является следствием несоосности седла и клапана при шарнирной схеме и практически полностью убивает профиль седла, полученный при его обработке на станке.
Рекомендуем также посмотреть, насколько скорость обработки седла на станках с жестким шпинделем выше, чем на станках с ЧПУ тех производителей, которые называют точечную обработку своим главным преимуществом (справа) — производительность отличается в разы, причем, пока «умный» станок с ЧПУ еще только работает с одним-единственным седлом, пытаясь повторить своим точечным резцом заданный программой профиль седла, обычный станок с жестким шпинделем успевает сделать профильным резцом почти полный ряд седел в головке.
| Станок с жестким шпинделем и профильным резцом | Станок с жестким шпинделем, с ЧПУ и профильным резцом | Станок шарнирно-байонетного типа с профильным резцом | Станок с жестким шпинделем, с ЧПУ и точечным резцом |
В России специализированные станки и оборудование для ремонта головок блока жесткого типа приобретают, в 1-ю очередь, наиболее продвинутые фирмы и автопредприятия, рассматривающие высокое качество работы, как главный приоритет своей деятельности. Многие российские предприятия приобретают сразу комплекс оборудования (станок для обработки седел, станок для шлифовки клапанов, установка для гидравлических испытаний), что позволяет им сразу организовать участок специализированного ремонта головок блока цилиндров. Сегодня в России работают более 100 станков жесткого типа по меньшей мере в 35 компаниях в более чем 20 городах России и стран СНГ — см. раздел сайта «Пользователи станков».
Такая большая популярность станков жесткого типа в России и во всем мире объясняется их преимуществами в точности обработки по сравнению с оборудованием многих других производителей, что связано с их высокой жесткостью, обеспечиваемой специальной системой центрирования шпинделя на сферических и плоских воздушных подушках.
Линия станков и оборудования для ремонта головок блока цилиндров
В настоящее время станки жесткого типа производятся несколькими фирмами, в том числе французской фирмой SERDI, турецкой SERDARLAR MAKINA (Provalve), итальянской фирмой SERDI Srl и некоторыми другими производителями. Ассортимент станков для ремонта ГБЦ достаточно широк и включает в себя следующее специальное станочное оборудование для ремонта моторных деталей и узлов:
Станки для обработки седел клапанов и направляющих втулок
- идеальная соосность втулки и седла клапана за счет самоцентрирования «плавающего шпинделя» на воздушной подушке
- высокая скорость обработки седла клапана фасонными резцами, максимальное биение фаски седла клапана до 0,02 мм
- быстрое переналаживание оборудования
Плоскошлифовальные станки для обработки привалочных плоскостей любых блоков и головок блока цилиндров
- уникальная режущая система
- программирование режимов обработки
- высокая производительность и точность
- максимальное отклонение от плоскости до 0,005 мм
Станки для шлифовки клапанов — фасок и торцов
- шлифовка фасок и торцев клапанов
- обработка клапанов всех размеров от грузовых до мотоциклетных моторов
- обеспечение шлифовки фасок под любым заданным углом.
Оборудование для опрессовки и определения герметичности головок, блоков цилиндров и теплообменников
- гидравлический подъем деталей в ванне
- электромеханический привод вращения деталей
- программируемый тепловой режим испытаний
- система быстродействующих зажимов
- высокий уровень эргономичности
- удобство и надежность в эксплуатации.
Стенды для разборки и сборки головок блока цилиндров
- быстрота и удобство в работе
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками для ремонта головок блока цилиндров любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Некоторые особенности применения станков для ремонта головок блока в ремонтной практике можно посмотреть в разделах «Опыт работы и СМИ» и «Мы рекомендуем»
Сравнение станков типа SERDI со станками других производителей
Еще о преимуществах станков жесткого типа по сравнению со станками других производителей
Шлифовка головки блока — 130 фото как в гаражных условиях отшлифовать посадочные поверхности
Продать старый автомобиль и сразу же купить другую модель авто. Эта заманчивая идея отлично реализуется программой “Trade in” или услугой обмена авто “ключ в ключ”. Популярные в западных странах, процедуры одновременного выкупа старого в счет стоимости нового авто пока являются новинками на российском рынке. В чем же их преимущества? Поговорим об этом далее.
Содержимое обзора:
“Trade in” или меняем авто “ключ в ключ”
Услуга “Trade in” подразумевает продажу автомобиля с пробегом, вырученные средства с которой идут в счет оплаты новой модели. Таким способом владельцу остается заплатить фиксированную сумму для того, чтобы пересесть в новое транспортное средство.
Обмен автомобилей “ключ в ключ” отличается от предыдущей услуги тем, что владелец меняет свой автомобиль на подходящую б/у модель при условии соответствующей доплаты.
Эти два относительно новых способа покупки автомобилей исключают риск мошенничества, который распространен в случае, если авто продается “с рук” на рынке. Сделки оформляются ведущими авто компаниями в соответствии с действующим законодательством РФ.
Обмен авто в кратчайшие сроки
Если возникло желание сменить авто с пробегом путем обмена его новую модель или стать обладателем машины с улучшенной наружной или технической частями, то услуги компании Автоскупки — то, что надо.
Выкуп автомобилей производится в любом состоянии и в любое время. Экспертная оценка специалистов компании позволит сформировать наилучшую цену для конкретного автомобиля. Взамен клиенту будут предложены максимально подходящие модели машин с объективной доплатой.
Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Запчасти для починки автомобиля
Запасные части для иномарок. Вопрос: покупать или нет запасные части к своей иномарки возникает у владельца авто, как только его «ласточка» начинает хандрить. Ответ однозначный – да, покупать, однако, следует понимать в каких именно онлайн-магазинах можно это делать, и какие именно запасные части стоит приобретать.
Как покупать в Интернете запчасти для иномарки
Покупка запчастей для иномарок, к счастью, сегодня больше не напоминает захватывающий квест с бесконечным поиском нужного предмета. С этим делом сегодня всё просто: заходишь на сайт запчастей для иномарок, выбираешь нужную категорию, затем саму запчасть, пару-тройку кликов компьютерной мыши, процесс оплаты и ожидание доставки. Кажется, что проще не бывает, однако, есть в этом процессе кое-то, заслуживающее более пристального внимания.
Пожалуйста, сделайте репост;)
Ремонт головки блока цилиндров своими руками » АвтоНоватор
Начнем с того, что определимся с понятиями. Блок цилиндров современного автомобиля – это основа двигателя, на которую производится монтаж остальных составляющих двигателя: цилиндры, коленчатый вал, поддон картера, головка блока цилиндров.
Что нужно для ремонта головки блока цилиндров?
Вот именно неисправности и ремонт головки блока цилиндров, нас интересует. Возможен ли ремонт головки блока цилиндров своими руками в гаражно-домашних условиях? И народные умельцы отвечают однозначно, — да, ремонт головки цилиндров своими руками возможен.
Начнем с уточнения того, что ремонт головки цилиндров – операция сложная и потребует от вас: мало-мальского понимания устройства блока, наличие специального слесарного инструмента и умения им владеть.
Элементарные инструменты необходимые для ремонта ГБЦ
- Оправка для запрессовки маслоотражательных колпачков.
- Микрометр для измерения клапанов и направляющих втулок.
- Развертка для разворачивания новых втулок.
- Оправка для выпрессовки втулок.
- Оправка для запрессовки втулок.
- Приспособления для рассухаривания клапанных пружин.
- Набор зенкеров для реставрации сёдел клапанов.
- Электрическая плитка для нагрева ГБЦ при дефектовке и перед запрессовкой втулок.
Не забываем о нужных запчастях и метках
Как правило, практически любой ремонт головки цилиндров требует её демонтажа. Исключения составляет, например, замена маслосъёмных колпачков. Поэтому, прежде, чем начинать демонтаж ГБЦ подумайте о приобретении необходимого комплекта запчастей.
Сегодняшний рынок предоставляет наборы Head Set (а, по простому – верхние наборы), которые включают в себя прокладку ГБЦ и все сальники и прокладки, находящиеся выше основной прокладки.
Ну-с, инструмент и минимальный комплект готовы, начинаем поиски неисправностей ГБЦ.
Ищем неисправности головки блока цилиндров
Перед демонтажом обязательно проводим проверку взаимного положения коленвала и распредвала по меткам. Вплоть до того, что наносим самостоятельно дополнительные метки.
Для конкретных моделей авто технология демонтажа ГБЦ описана в мануалах. Но особенности некоторых операций напомнить стоит.
- болты крепления головки ослабляем с середины на 0,5-1 оборот, поочередно. Болты со внутренними шлицами предварительно очистить от нагара, иначе неплотно вошедший ключ грозит срывом и проблемами при демонтаже;
- при демонтаже ГБЦ, если отсутствует схема подсоединения всевозможных вакуумных трубок, то необходимо зарисовать эту схему самому, предварительно нанеся соответствующие метки.
- при снятии пружин клапанов используйте съёмники для рассухаривания, но никак не принцип «сильного молотка».
Контроль состояния ГБЦ
По сути, в ГБЦ не так уж и много основных параметров, которые нуждаются в проверке, прежде, чем вы начнете ремонт головки блока цилиндров. Поэтому давайте начнем искать типичные неисправности головки блока цилиндров.
Нижняя плоскость ГБЦ. Проверяется при помощи лекальной линейки и набора щупов. Линейка кладётся по диагоналям головки на плоскости и при помощи щупа определяется толщина зазора. Если зазор более, чем максимально допустимый зазор в 0,05-0,06 мм, то требуется шлифовка головки блока цилиндров.
Износ опорных шеек кулачкового вала и подшипников. Все диаметры измеряются микрометром и сравниваются с показателями максимально допустимых, для той или иной модели двигателя. По результатам измерений принимается решение о виде ремонта или замены деталей. Не забываем визуально оценивать наружное состояние поверхностей. Они не должны иметь явных признаков механических повреждений: царапины, сколы, задиры, канавки и т.д.
Контроль износа стержней клапанов и втулок. Производится микрометром в нескольких контрольных точках стержня по окружности. Клапан меняется, если разница диаметров превышает максимально допустимые параметры определенные производителем.
Если у вас отсутствует такой прибор, как нутромер, для определения изношенности направляющих втулок, то ее можно определить по люфту клапана (нового) во втулке. Как правило, втулки меняются на новые.
Износ таких деталей, как: сёдла, рычаги, коромысла, кулачки определяется визуально. Если фаска на клапане «провалена», но стержень в порядке, то её обрабатывают, и клапан может быть вновь использован.
Другие дефекты ГБЦ также можно определять визуально. Наличие на поверхности головки блока заусениц, засечек устраняется шлифовкой головки блока цилиндров для устранения негерметичного соединения ГБЦ с самим блоком.
Таким образом, ремонт головки блока цилиндров, мы с вами проводим одновременно с дефектовкой, как говорится, — по мере поступления неприятностей.
Удачи вам при проведении ремонта головки блока цилиндров своими руками.
Как делается шлифовка головки блока цилиндров своими руками | 101авто
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Содержание статьи:
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Сейчас читают:
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Источник
Баня
Ремонт головки блока цилиндров с низким баком, который можно выполнить в гараже
Вы можете узнать имя Джеффа Хьюникатта как случайного участника здесь, в EngineLabs. Недавно мы наткнулись на это его видео, в котором он подробно описывает процесс восстановления набора головок блока цилиндров на свалке по дешевке. Хотя восстановление головки блока цилиндров может показаться чем-то, на что не стоит жалеть ни гроша, Хьюникатт показывает, что может дать терпение, смазка для локтей и внимание к деталям.
Пока он восстанавливает набор головок 6.0L LS (317 отливок, если быть точным) на видео, следующие процедуры и концепции довольно универсальны для любой головки блока цилиндров, будь то алюминиевая или чугунная, и могут быть выполнены с очень небольшими затратами. специальные инструменты, ни один из которых не сломает банк.
Уплотнение седла обратного клапана«В надлежащей мастерской по производству двигателей можно использовать вакуумный тестер, но он довольно дорогой, поэтому мы собираемся приступить к тесту, чтобы проверить, правильно ли установлены клапаны», — говорит Хьюникатт.
Собрав головку блока цилиндров, просто закройте камеру, вставив свечу зажигания в отверстие для свечи зажигания, и выровняйте головку насколько это возможно. Затем просто наполните камеру небольшим количеством воды. «Если вы проверяете железную головку или беспокоитесь об использовании воды и возникновении ржавчины в целом, вы также можете использовать уайт-спирит или денатурированный спирт», — говорит Хьюникатт. «Если у вас сильная утечка, вода сразу же потечет из порта».
Затем, оставив камеры заполненными, продуйте воздух в порты с помощью стандартного пневматического пистолета и следите за пузырьками, выходящими за клапаны.«Не стреляйте в порт полностью, — предупреждает Хьюникатт. «Потому что это может действительно открыть клапан, если пружины достаточно легкие, но просто направьте его в каждое отверстие».
Уплотнения штока клапана«В моей книге уплотнения штока клапана являются расходными материалами. Вы можете рискнуть и использовать их повторно, но я не собираюсь когда-либо рисковать », — говорит Хьюникатт. Для снятия уплотнений достаточно просто взять их плоскогубцами и потянуть. «Мы говорим о восстановлении с минимальными затратами, так что вы, вероятно, можете обойтись стандартным набором плоскогубцев для снятия уплотнений, но мне нравится мой инструмент для снятия и установки уплотнений.”
Установить уплотнения можно с помощью специального установочного инструмента, если он у вас есть. Но для недорогого варианта подойдет и глубокая розетка правильного размера. «Используя гнездо, которое опускается прямо на буртик уплотнения, вы просто вставляете его, следя за тем, чтобы он оставался ровным и ровным, насколько это возможно, перпендикулярно направляющей клапана», — сообщает Huneycutt
. Направляющие обратного клапанаПроверка направляющих клапана — важный шаг, даже если результаты окажутся плохими, вы ничего не сможете сделать дома, чтобы исправить это.«Вы хотите убедиться, что ваши направляющие клапана не изношены. Если это так, ваш ремонт с низкими затратами должен идти в механический цех, и вы начинаете добавлять к нему деньги », — объясняет Хьюникатт.
Чтобы проверить направляющие в головке, вы просто вставляете клапан в направляющую вверх дном и проверяете наличие люфта. «Если клапан покачивается, направляющая изношена, и вам предстоит серьезный ремонт», — говорит Хьюникатт.
Если ваши направляющие клапана повреждены, это может быстро привести к переходу вашего недорогого ремонта в следующую налоговую категорию.
Очистка верхней декиЧтобы снизить затраты, старайтесь не допускать попадания головок в механический цех, а это значит, что вам нужно быть особенно осторожными при очистке поверхности головки. «Если вы используете что-нибудь на сверле, шлифовальном станке или даже на подушке Scotchbrite, вы можете врезаться в алюминий и создать проблемы с уплотнением», — говорит Хьюникатт.
«Я распыляю средство для снятия прокладок, оставляю на 10 минут, затем осторожно использую твердосплавный скребок, чтобы ВНИМАТЕЛЬНО соскребать материал прокладки головки.Здесь вы можете обойтись без бритвенного лезвия, но твердосплавный скребок не так легко вырежет алюминий. Затем используйте тряпки, разбавитель для лака и смазку для локтей ». Неправильное выполнение этого шага может вызвать головную боль в будущем при попытке удержать новую прокладку головки блока цилиндров.
Очистка клапановПредполагая, что все ваши клапаны прямые и не повреждены, их повторное использование в построенном вами бюджете не составит труда. «Если у вас есть дробеструйная машина, вы можете очистить их таким образом, но это не требует больших затрат, поэтому мы собираемся очистить клапаны с минимальными затратами», — объясняет Хьюникатт.
«Оберните шток клапана малярной лентой, чтобы защитить его, и вставьте в сверло. Это может показаться безответственным, и вам нужно быть очень осторожным. Просто вставьте его в патрон, обрызгайте клапан смазочным маслом и покрутите с подушечкой Scotchbrite, чтобы удалить с него ржавчину и мусор. Вы не хотите быть слишком агрессивным и пытаться осветить его как новенький, ровно столько, чтобы сбить с него мусор ».
Притирка клапановНезависимо от того, были ли у вас утечки при проверке клапанов, притирка клапанов — это дешево, легко и требует лишь незначительных усилий, что делает этот шаг несложным.«С таким же успехом вы можете сделать это, чтобы получить наилучшее возможное уплотнение между седлом и клапаном», — говорит Хьюникатт.
«Просто нанесите немного притирочной пасты вокруг седла клапана и опустите клапан на место». Используя палку для притирки клапана, вы просто вращаете клапан взад и вперед в седле, прикладывая небольшое давление, как развести костер по старинке. «Вы услышите это, когда он сгладится», — говорит Хьюникатт. «Притирка просто помогает очистить всю поверхность седла для обеспечения наилучшего уплотнения камеры сгорания.”
Притирка старых клапанов, независимо от того, нужны они вам или нет, — дешевая страховка. Вы приложили все усилия, чтобы восстановить голову, зачем пропускать такой простой и недорогой шаг?
Повторная сборкаПросто противоположность разборки всего, здесь действительно играет роль внимание к деталям, так как, надеюсь, вы сохранили все, что оторвалось от головы, на своем месте. «Поскольку все детали были сняты с бывшего в употреблении двигателя, важно убедиться, что все они остаются на тех же местах, из которых были сняты.»- объясняет Хьюникатт.
«Они все износились друг с другом. Так же, как кулачок и подъемники, держать все сопряженные части вместе — просто хорошая идея ». Не забудьте смазать штоки клапанов, и собрать все вместе должно быть легко. «Как только все будет собрано, мы даем каждой головке клапана щелчок молотком, чтобы убедиться, что все встало на свои места и вперед!»
Что такое перфорация головки цилиндров и как она увеличивает мощность?
Это работа только для самых опытных механиков, но перенос головы может привести к впечатляющему увеличению мощности при правильном выполнении
Существует бесчисленное множество способов модифицировать автомобиль для увеличения мощности, но все они сводятся к одним и тем же общим факторам: подавать больше воздуха и топлива в цилиндры, эффективно сжигать его и выпускать его как можно быстрее и плавнее.И хотя многие заправщики одержимы принудительной индукцией, перенос головки блока цилиндров — гораздо менее радикальная, но стоящая модификация, которая может принести в конюшню еще несколько лошадей.
Головки цилиндров производятся методом литья, при этом чугун или алюминиевый сплав заливают в шаблон для застывания. Во время этого процесса может произойти отливка, которая является дефектом, вызванным утечкой металла из стыков в отливке и контактом между основанием формы и материалом в расплавленном состоянии.После изготовления основного материала головки используется обработка с ЧПУ для фрезерования седел клапанов и любых других небольших фасок и надрезов, необходимых для завершения конструкции головки блока цилиндров.
Анатомия головки блока цилиндров с соответствующим клапаном наверхуВсе это приводит к довольно грубой головке блока цилиндров, влияющей на поток жидкости, когда она проходит через боковую часть головки блока цилиндров и попадает в цилиндры через горловину клапана.Для наиболее эффективного потока жидкости и максимальной производительности головку блока цилиндров можно обработать, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Перфорация базовой головки может быть завершена с помощью небольшого ручного сверла с коническими сверлами шлифовального станка, которые, по сути, действуют как моторизованная наждачная бумага.Для более тяжелых работ, таких как согласование портов, вам понадобится шлифовальный станок и твердосплавные заусенцы, чтобы аккуратно прорезать материал головки блока цилиндров. Более сложную геометрию можно перенести с помощью станка с ЧПУ, используя лазерное наведение для идеальной формы и бритья головки блока цилиндров в точном соответствии со спецификациями, введенными пользователем.
Перенос головы — долгий, сложный и запутанный процесс, но выигрыш в мощности может того стоить.Чтобы правильно проанализировать и подтвердить работу, сначала необходимо протестировать головку на стенде для измерения расхода воздуха, который измеряет объемный расход (сколько воздуха попадает в головку и выходит из нее).Это даст базовую цифру для сравнения после того, как головка будет полностью перфорирована и отполирована, что приведет непосредственно к увеличению мощности.
Установка головки блока цилиндров для испытаний на стенде воздушного потока.В головке блока цилиндров есть много областей, за которыми следует обратить внимание:
• Выхлопные отверстия — материал можно срезать, особенно в верхней части каждого выпускного отверстия, где воздух с наибольшей скоростью выходит из цилиндра.Также можно выполнить согласование порта с выпускным коллектором, убедившись, что нет изменений диаметра между любыми компонентами, которые в противном случае могли бы вызвать ограничение.
• Впускные отверстия — материал можно сбрить, чтобы избавить порт от выбоин и нежелательного металла от литья, но с сохранением определенной шероховатости поверхности, чтобы способствовать испарению топлива, отложившегося на боковых сторонах порта. Изменение всей ориентации впускного порта также может быть крайней, но эффективной формой перфорации головки, например, изменение угла порта по отношению к бегунку от впускного коллектора, чтобы минимизировать возмущение потока жидкости.Согласование портов также применяется к впускному коллектору, чтобы убедиться, что он точно соответствует
• Карман горловины клапана — возможно, наиболее важная область, которую нужно сгладить и расширить, способствуя эффективному движению потока через горловину за счет сглаживания любых кромок и фаски, оставленных заводской обработкой
• Седло клапана — особенно сложная работа, которую почти наверняка должен выполнять только тот, у кого есть доступ к оборудованию с ЧПУ. Эта модификация гарантирует, что клапаны создают точное уплотнение с седлом клапана в закрытом состоянии, тем самым улучшая объемный КПД клапана. двигатель
• Камера сгорания — полировка верхней части камеры сгорания (в которой находится свеча зажигания) способствует эффективному выпуску газа из цилиндра, а полированная поверхность обеспечивает плавный переход сгоревшей воздушно-топливной смеси из цилиндра. цилиндр и в выпускной коллектор
Согласование портов может включать стружку из выпускного и впускного коллектора вместо головки блока цилиндров.Когда увеличение мощности от других методов достигнет предела до точки, перенос головки может стать отличным следующим шагом к созданию еще одного возрастающего скачка мощности.Не ждите огромных скачков мощности; Результаты, очевидно, зависят от исходного состояния ГБЦ и качества изготовления. Если вы верите в болтовню на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до более 50 л. С. Дополнительно от порта и полировки, так что это ни в коем случае не линейный процесс.
Однако небольшое расширение впускного и выпускного отверстий немного изменит способ выработки мощности вашим двигателем; крутящий момент будет принесен в жертву в диапазоне оборотов из-за уменьшения скорости жидкости из-за нового расширения порта, но прирост мощности будет высоким в диапазоне оборотов, так как больший объемный расход воздуха и топлива может пробиться в цилиндры.Соедините отверстие головки с рабочим распределительным валом с хорошим высоким подъемом клапана, и это может иметь серьезный потенциал для более высокой выходной мощности в верхнем диапазоне оборотов.
Двигатель LS1, похоже, имеет широкий простор для работы с головкой блока цилиндров.Предостережение перед тем, как вы начнете разбирать головку блока цилиндров с помощью дрели — этот вид модификации должен выполняться только тем, у кого есть прошлый опыт, или путем передачи головки в профессиональную мастерскую для обработки.Чрезмерное портирование головы не оставляет пути назад; это приведет к тому, что головка блока цилиндров окажется в мусорном ведре и ее придется заменить.
Так что не полагайтесь на обучающие материалы или статьи YouTube, посвященные портированию и полировке головки блока цилиндров. Однако с помощью опытного прикосновения и некоторого умелого шлифования вы можете получить некоторых когда-либо необходимых дополнительных лошадей обратно под капот, что, по сути, является просто очисткой!
Отливка головок цилиндров из сварного шва JB
Как дружба, Дж. Б. Велд — волшебство.Ходят слухи о том, что механики затененных деревьев на Юконе ремонтируют треснувшие блоки двигателя с помощью JB Weld, и в прошлом месяце эта теория подтвердилась. [Project Farm] на YouTube вставил измельчитель в головку двигателя газонокосилки, залил канавку JB Weld и запустил двигатель в течение двадцати минут.
Однако, как и в случае со всем механическим, в котором нет сквернословного канадца, последовали споры. «Это не было настоящим испытанием того, как JB Weld ремонтирует треснувший блок двигателя», — заявили интернет-комментаторы. «Я даже не буду смотреть видео, потому что сама идея — это клик-приманка.’
Теперь [Проектная Ферма] вернулась к делу. Можно ли с помощью JB Weld отлить всю головку блока цилиндров газонокосилки? Да, конечно. С литой головкой блока цилиндров из эпоксидной смолы этот двигатель проработает достаточно долго, чтобы убедиться в правильности концепции.
Этот эксперимент начался с отливки единого монолитного блока JB Weld, который немного больше, чем головка блока цилиндров газонокосилки. После отверждения JB Brick был обработан с обеих сторон ленточной шлифовальной машиной. Нет, не было вакуумной камеры или каких-либо других методов, используемых людьми, зарабатывающими на жизнь эпоксидными смолами.Когда кирпич был выложен на поверхность, прокладка головки использовалась для размещения отверстий под болты, кирпич был нарезан для свечи зажигания, а часть внутренней части была вырезана для клапанов.
После прикрепления головки блока цилиндров JB Weld к газонокосилке [Project Farm] запустил газонокосилку примерно на минуту. Это доказательство концепции? Да. Это сработало? Абсолютно. Является ли это окончательным испытанием JB Weld и мифа о треснувшем блоке двигателя? К сожалению нет. Для этого кому-то придется построить настоящий движок полностью из JB Weld.А пока просто посмотрите видео ниже.
Спасибо [Ксавье] за подсказку.
Основные сведения о переносе головки блока цилиндров для домашнего энтузиаста
Любой заядлый гонщик или гонщик заинтригован мыслью о переносе головки блока цилиндров своими руками в домашних условиях. Затем они могут гордо стоять, как Супермен, у дверей своего магазина и сказать: «Я только что получил больше мощности от своих головок цилиндров».
Вместо того, чтобы пугать вас, существуют некоторые консервативные подходы к переносу базовой головки, которые могут принести пользу вашему следующему движку.Однако будет важно потратить столько же времени на исследования, сколько на шлифовку и полировку.
Цель этой технической статьи — объяснить, что простое «вытягивание» впускного отверстия на паре головок может легко лишить мощность вашего высокопроизводительного двигателя, вместо того, чтобы получить выгоду. Сегодняшние интернет-исследования — такой же важный инструмент, как и ваша шлифовальная машина, когда речь идет об основах переноса головы для новичков. Если вы мне не верите, просто поищите в Интернете «перенос головки блока цилиндров больше вреда, чем пользы» и просмотрите несколько страниц с результатами.
Предварительное планирование
Повторяю, Интернет — ценный инструмент для новичка. Профессиональный моторный цех, предлагающий услуги по переносу головок, оснащен столами для измерения расхода, датчиками воздуха, инструментами для измерения объема и целым рядом высокотехнологичных инструментов. Вероятно, самый ценный инструмент, который предлагает магазин гоночных двигателей, — это опыт.
Я всегда выполняю портовые работы вне магазина. Я нашел регулируемую подставку для головы на встрече и прикрутил ее к переносному столу. Если у вас нет отдельной комнаты, чтобы убрать алюминиевую стружку и железную пыль в чистую мастерскую, это хороший вариант.Существует множество различных конструкций подголовников, например, эти экономичные приспособления от COMP Cams, которые могут обеспечить устойчивость вашей работы.
На вашей стороне есть компьютер, на котором вы читаете эту историю. Это прекрасная возможность учиться на нескольких онлайн-видео и чатах для энтузиастов на профессиональных веб-сайтах. Вы можете быть очень конкретными при поиске своего предстоящего проекта по переносу головы с удивительным успехом.
Например, я выбрал несколько различных дизайнов головок и поставил перед собой задачу узнать через Интернет, каким должен быть мой рабочий процесс для получения некоторой мощности с помощью простого переноса.Я исследовал лучшую тактику переноса головы для двугорбых головок Chevy с маленькими блоками и для прямоугольных головок Chevy с отверстиями и железных больших блоков.
Быстрый поиск показал мне, что более поздние модели головок Vortec — лучший вариант. Кроме того, я нашел много информации о шагах, необходимых для улучшения Vortec с минимальным портированием. Как заметил один онлайн-комментатор: «Вам будет лучше оставить эти старые головы в покое. Продайте их пуристу и получите несколько голов Vortec в качестве отправной точки для вашего хотрода.”
Я считаю, что научиться находить лучший хед-кастинг для работы так же ценно, как и любые знания о портировании.
Исследование средней «высокопроизводительной» головки Chevy с прямоугольными портами и большими блоками обнаружило огромное количество информации, касающейся многих ключевых моментов о том, где сосредоточить усилия по портированию. Один из таких примеров включает в себя «точку защемления», которая ограничивает впускной желоб около прилегающей области толкателя.
Для порта, подходящего для вашего впуска и напора, вы можете найти идеальную прокладку впускного коллектора для использования в качестве шаблона.Holley Performance / Mr Gasket предлагает этот калибр портов, который я использую с портами 28 популярных размеров для головок Chevy с малым и большим блоком. Твердый пластик облегчает разметку головы.
Инструменты
Основные инструменты для переноса головки не сломают банк. Лично я твердо убежден, что если вы не выполняете такую работу на регулярной (если не ежедневно) основе, например, на постоянной основе, то пневматический шлифовальный станок будет правильным выбором.
Хотя по общему признанию медленнее, чем электрическая шлифовальная машина, более высокая мощность электрической шлифовальной машины может быстро вызвать у вас проблемы.Вы можете быстро убрать слишком много материала или убрать его не в том месте. Кроме того, вы можете регулировать давление воздуха на измельчителе воздуха для сложной работы с различными изделиями из алюминия или чугуна.
Я собрал арсенал твердосплавных и абразивных сверл различных форм и размеров. Некоторые из лучших вариантов — от Powerhouse Products, которые предлагают гораздо более длинные биты, которые хорошо подходят для ваших портов.
Мелющие тела также могут колебаться. Многие «комплекты для переноски» включают абразивные валки и резаки разной степени зернистости.Также доступны твердосплавные фрезы с различными режущими канавками. В обоих случаях убедитесь, что ваши фрезы или шлифовальные машины соответствуют материалу головки, который вы переносите.
Еще одно важное соображение, когда речь идет об этих инструментах для удаления основного материала, — это досягаемость. В вашем обычном хозяйственном магазине могут быть короткие твердосплавные фрезы длиной от 2 до 3 дюймов. То же самое и со стандартным комплектом для переноса. Существует оправка, в которой крепятся насадки для отверстий на основе наждачной бумаги, длина которых обычно составляет около 2 дюймов.
Если не считать дорогостоящего комплекта для измерения объема бюретки CC, такие измерительные инструменты, как эти штангенциркуль-делители, являются хорошим источником для измерения отверстий внутренних портов, толщины материала и проверки работы вашего порта между разными портами, чтобы они соответствовали как можно точнее. возможный.
Вам понадобится больший радиус действия с обоими инструментами, когда дело доходит до глубокого проникновения в отверстие головки или смешивания рабочего колеса впускного коллектора. Такие специализированные компании, как COMP Cams и Powerhouse Products, предлагают более длинные биты и оправки, чтобы помочь вам расширить зону охвата.При использовании более длинных фрез или кусочков наждачной бумаги требуется особая осторожность. Чем дальше точка контакта находится от ваших рук, управляющих кофемолкой, тем меньше у вас контроля. Таким образом, более короткие биты по-прежнему находят свое применение.
Маркируя свой путь
Самой фундаментальной отправной точкой, критически важной для любой головки блока цилиндров и впускного коллектора, является «соответствие портов» переходу от впуска к головке блока цилиндров. Один из наиболее типичных сценариев — впускной коллектор вторичного рынка обычно имеет большее отверстие, чем головка блока цилиндров.Уникально то, что воздухозаборник, который мы приобрели для проекта двигателя, имел полозья неправильной формы, которые требовали большей части массирования.
Сегодняшние головки для вторичного рынка — из железа или алюминия — уже имеют конструкцию портов с высокими характеристиками. Обычно вы можете просмотреть литературу, чтобы оценить скорость потока, имеющуюся при определенных подъемах клапана, и узнать, подойдет ли это вам. Опять же, самая большая из ваших забот — проверка соответствия порта и впуска.
Чтобы отметить работу по подбору прокладок, многие используют смазочную жидкость для станков, обычно называемую Dykem.Плотный черный маркер — более простой способ обозначить форму вашего портала. Выполняя портирование, надевайте защитные очки, респираторную маску и беруши.
Для многих заводских голов открытие выпускного отверстия также может быть большим благом для энергии. Типичный коллектор обычно намного больше по размеру по сравнению с выпускным отверстием. Одно важное замечание: стенки внутри большинства выпускных отверстий могут иметь более тонкий материал по сравнению с проходами для воды, чтобы увеличить охлаждение головки. Необходимо соблюдать осторожность, чтобы не допустить прорыва водяной рубашки.
Профессиональные головные мастерские с опытными специалистами по переносу точно знают, что делать, где и сколько удалять. Благодаря преимуществам поточных стендов, моделированию портов и даже современной обработке с ЧПУ, это может окупиться, если полагаться на опытный цех.
Если вы когда-либо посещали офис профессионального магазина гоночных двигателей, обычно на ближайшем шкафу для хранения документов выстроены вырезы с множеством разных голов. Многие производители головок блока цилиндров предоставляют эти «поперечные сечения» профессионалам для анализа формы и толщины предлагаемых продуктов.У них есть такие знания, которых у новичка нет.
Прежде чем вы подумаете, что я пытаюсь отговорить вас от переноса собственных голов, я определенно не буду. Я просто хочу, чтобы вы знали свои ограничения и ограничения ваших головок цилиндров.
Многие головки блока цилиндров оригинального производителя имеют ограничение непосредственно перед седлами клапана. Осторожное увеличение этой области может разбудить лошадиные силы. Избегайте шлифования хороших седел клапанов. В настоящий момент эти головки могут выглядеть не очень привлекательно, но очистка, горячая заправка и новые седла клапанов последуют за нашей работой по переносу.
Для тех, кто не боится копаться, вы можете изучить множество письменных книг, веб-сайты и опытных друзей, чтобы сделать правильную работу по переносу ваших конкретных отливок головы.
Ранее мы упоминали главу General Motors Vortec. Это прекрасная иллюстрация спроектированной «скорости» порта, с которой не стоит связываться, увеличивая форму или размер рабочего колеса. Прирост мощности за счет этой скорости потока и согласованной клиновой камеры сгорания может быть легко «превращен» в неэффективность.
Помимо сопоставления портов, следующим шагом будет определение точки наиболее значительного ограничения. Опять же исследования, исследования, исследования. У многих головок есть ограничение на порты, где «карманное портирование» может иметь очень положительный эффект.
Отверстие в кармане означает очистку рабочей области порта примерно на один дюйм до седла впускного или выпускного клапана. Осторожное открытие этой области ближе к диаметру седла клапана может разбудить многие головы с общей мощностью от 15 до 35 лошадиных сил.
При выполнении любых работ вокруг седла клапана крайне разумно избегать истирания возле седел клапана и возможного повреждения поверхности седла.В нашем текущем головном проекте мы запланировали тщательную очистку горячего бака и новые седла клапанов после выполнения работ по переносу.
Твердосплавные фрезы различаются в зависимости от обрабатываемого материала. Фрезы с перекрестной штриховкой лучше всего подходят для обработки железа, в то время как фрезы с одной канавкой предотвращают забивание биты алюминием. Я предпочитаю использовать пневматические шлифовальные машины по сравнению с электрическими шлифовальными машинами, чтобы предотвратить чрезмерно агрессивное перфорирование. Я чередую прямые и угловые шлифовальные машины в зависимости от области, в которой я работаю.
Честно говоря, мой собственный опыт новичка включает согласование портов, портирование карманов и легкую полировку камер.Они получают самые значительные преимущества. Практика удаления большого количества материала по всей длине желоба порта может принести вышеупомянутый «больше вреда, чем пользы».
Помните, что только то, что порт может начать сужаться по высоте или ширине по мере приближения к области клапана, это не означает, что есть ограничение. Порты иногда специально предназначены для увеличения скорости потока.
Отделка порта
Одно из последних предложений для новичка в работе порта касается отделки поверхности.Одно из самых больших заблуждений заключается в том, что зеркальная отделка способствует лучшему растеканию. Полированная поверхность может препятствовать так называемому «потоку влажного топлива», особенно на стороне впуска вашего впускного желоба и отверстия головки. Более шероховатая поверхность, имитирующая литье, предотвращает накопление топливных отложений на стенках.
Качество обработки поверхности порта имеет решающее значение. Вам не нужна полированная поверхность на впускном желобе, чтобы предотвратить образование капель топлива в воздушно-топливной смеси. Для полировки камеры сгорания все наоборот.Полированная отделка может предотвратить попадание тепла в голову.
Напротив, полировка каждой области камеры цилиндра вашей головы может оказать хорошее влияние на производительность, поскольку отражает тепло сгорания от материала головки. Эта полированная поверхность приводит к более эффективному горению. Удаление большого количества материала не требуется и не желательно. Полировку можно выполнить с помощью абразивных цилиндров.
При работе с отверстиями в камере или кармане необходима большая осторожность, чтобы не повредить седла клапана, резьбу свечей зажигания или поверхность верхней части.
Перенос может стать интересным испытанием для практического энтузиаста производительности. Разбудить голову для большей мощности — это не только практическая модификация производительности, но и искусство.
Журнал Timeless Muscle
Обнаружение скрытой мощности через подключение головки цилиндров Автор фото: авторСвободная мощность скрыта в отверстиях головки блока цилиндров вашего двигателя. Он просто ждет, чтобы его выпустили, но для этого нужна осторожная рука.Несомненно, опыт портирования поможет, а практика обязательно приведет к совершенству. Профессиональные перфораторы головок цилиндров и сложные программы на базе ЧПУ для оптимизации размеров и форм портов существуют не зря. Однако, если вы будете осторожны и будете иметь твердую руку и немного терпения, мы можем показать вам, как получить хороший процент от этой силы самостоятельно. Вам понадобятся базовые шлифовальные и измерительные инструменты, которые в любом случае есть у большинства хотродеров. Вы готовы? Давайте отдернем занавес и покажем вам, где прячется свободная сила.
ВПУСКНЫЕ И ВЫПУСКНЫЕ ОТВЕРСТИЯ
Обычно через выхлопное отверстие двигателя должно поступать только 80-90 процентов от потока через впускное отверстие. Поскольку двигатель вдыхает и воздух, и топливо, а выдыхает только воздух и отработавшие газы, выхлопное отверстие не обязательно должно быть таким эффективным. Кроме того, выхлопные газы намного горячее, чем поступающая топливно-воздушная смесь, и более горячие газы будут больше стремиться выбраться наружу. Это также объясняет, почему выпускные клапаны меньше впускных клапанов: вывести отработанные газы из камеры сгорания не так сложно, как нагнетать прохладную влажную воздушно-топливную смесь в камеру.Однако соотношение между впускным и выпускным отверстиями должно оставаться относительно постоянным. Если вы увеличите поток через впускной канал, вам также придется увеличить поток на выпускной стороне, чтобы компенсировать и сохранить правильный баланс между ними.
При этом основная часть усилий сосредоточена на стороне впуска, поскольку она представляет собой сложную задачу. Впускной канал представляет собой сложную задачу из-за его типичной формы и решаемой задачи. Воздух должен попасть во впускной тракт, собрать дозу мелкодисперсного топлива и отнести ее вниз через впускной канал и вокруг впускного клапана, чтобы наконец попасть в камеру.Проблем много, но среди них:
- Топливо хочет выпасть из подвески и лужу на стенках порта
- Изменение формы порта от впускного коллектора до головки клапана
- Изменение скорости движения топливовоздушной смеси при увеличении и уменьшении частоты вращения двигателя
- Изменение скорости движения топливовоздушной смеси при открытии и закрытии впускного клапана
- Воздушно-топливная смесь, перемещающаяся по радиусу короткой стороны отверстия, направляющей втулки клапана и стержня клапана
- Обход головки клапана и седла клапана, чтобы пройти клапан
- После прохождения клапана и в камере, что происходит с топливно-воздушной смесью при движении поршня вниз
Каждая из этих задач — это кража лошадиных сил у вас.
Воздух и топливо проходят через впускное отверстие так же, как поток, движущийся по своему пути. На мгновение подумайте, как течет поток. Куда он едет быстрее всего? Прямо в центре, в самой глубокой точке. Где он движется медленнее всего? На краю, где трение дна и береговой линии служат для замедления потока. Что происходит на изгибе пути потока? Внутренняя, более крутая часть поворота фактически останавливается, в то время как более плавная кривая на внешнем крае движется намного быстрее.Тем не менее, центр тропы остается самой быстро движущейся частью ручья.
Чтобы заставить больше воды течь по ручью, немедленным ответом, кажется, будет его расширение или углубление, или и то, и другое. Точно так же увеличение впускного отверстия должно быть легким билетом к большему потоку, не так ли? Нет, к сожалению, это не так. Мы должны помнить, что, хотя наше сравнение с потоком — хороший способ понять основные проблемы потока, концом потока в нашем впускном отверстии является впускной клапан.
Этот клапан будет открываться и закрываться, его диаметр не изменится, но степень его открытия меняется почти постоянно. Как мы можем максимизировать поток через это постоянно меняющееся отверстие? Только за счет улучшения общего качества потока, проходящего через порт! Лучший способ добиться этого дома — сосредоточиться на главном. Устранение любых очевидных дефектов заброса (так называемых «вспышек»), которые свисают со стены порта в воздушный поток, — хорошее место для начала.
При изготовлении впускной и выпускной патрубки забиты шероховатыми поверхностями и толстыми литыми выступами вокруг направляющих клапанов.
После того, как он применил магию измельчителя, стенки портов плавно текут, а выступы на впускной и выпускной сторонах стали меньше и намного более аэродинамичны. Эта работа действительно способствует притоку и выходу воздуха из двигателя.
Для увеличения объема воздуха, проходящего через порты, их увеличение является естественным ходом. Предположим, порт представляет собой туннель, и мы пытаемся увеличить размер «зоны наилучшего восприятия» в центре, где (как и в случае с потоком) самая центральная часть является областью с наибольшей эффективностью и наибольшей скоростью.Исследования показали, что наиболее эффективно немного приподнять крышу, а не расширять стены или опускать пол. Лучший способ сделать это — использовать прокладку впускного коллектора подходящего размера в качестве шаблона, аккуратно обработать один порт на несколько дюймов и провести некоторые тщательные измерения. Дублируйте внутренние размеры остальных впускных отверстий, и вы в пути.
Более серьезная работа по портированию требует более экзотических и точных инструментов. Главным среди них будет стенд потока — инструмент, который втягивает воздух через впускные отверстия и выходит через выпускные отверстия, измеряя воздушный поток в выбранных отверстиях клапана для измерения эффективности конструкции порта, клапана и седла.Это непростые устройства, и для их создания требуются либо серьезные навыки, либо приличные деньги для их приобретения. Если вы не рассматриваете работу с портом на профессиональном уровне, это, вероятно, больше вложение, чем вам нужно.
Мы объединились с Джейсоном Андерсоном в Janderson Heads, чтобы изучить некоторые из этих основ. Джейсон поделился с нами некоторыми замечательными советами, используя в качестве примера обычную малоблочную головку Ford Windsor E7. Это хороший выбор, поскольку у этих головок E7 есть некоторый потенциал производительности, они легко доступны и доступны по цене.Кроме того, форды с малым блоком, подобные этому, имеют идентичную конструкцию камер от цилиндра к цилиндру, по сравнению с головками других конструкций, которые перемещают порядок портов от цилиндра к цилиндру (например, малоблочный Chevy или традиционные V-8 Pontiac и Olds) или конструкция, в которой есть различия в конструкции впускного канала или длине от цилиндра к цилиндру (например, Chevy с большим блоком), что значительно усложняет задачу обеспечения равномерного потока в каждом цилиндре.
Посмотрев вниз на впускное отверстие головки приклада, мы можем увидеть, насколько толстая втулка направляющей клапана и как она действительно заполняет отверстие.Кроме того, портовые стены, пол и крыша довольно грубые.
После обработки порта Janderson он становится намного более гладким, а поток меньше затруднен грубым литьем и увеличенным размером направляющей втулки клапана.
Итак, Джейсон оставил один цилиндр в покое и проделал хорошую работу над портом и полировкой другого, чтобы мы могли ясно увидеть различия. Он провел все основные обновления как на впускной, так и на выпускной сторонах, включая изменение размера порта, повторную отделку внутренних поверхностей стенок порта, изменение формы направляющей клапана для улучшения аэродинамического обтекания и выполнение работы с 3-угольным клапаном.
Выпускной канал выглядит даже грубее, чем впускной в литом состоянии. Помните, это тоже действительно хорошие заводские головки!
Трудно поверить, что это идентичный порт в одной и той же головке. Отвод выхлопных газов значительно усиливается за счет работы порта, выполняемой здесь. Умножьте это усилие на 8 (в этом приложении V-8), и вы увидите, как подобная работа может заметно улучшить производительность.
Работа клапана касается критической поверхности, где клапан встречается с головкой и уплотняет ее.Было обнаружено, что эта критическая зона сиденья лучше всего работает при плавном переходе от порта к камере, и метод трех углов считается лучшим доступным методом для уличных двигателей. Мы видели конкурирующие двигатели, в которых было обработано до 7 отдельных углов, но добавленная стоимость этих процессов не оправдывает вложения при низких оборотах, на которых обычно работают уличные двигатели.
Профессиональный трехугольный клапан врезается в каждое седло клапана с помощью специального отрезного станка.Все три угла врезаны в эту фрезу, и ее глубина тщательно измеряется и выравнивается в каждой камере, поэтому все клапаны находятся на одинаковой глубине.
Вот как выглядит фреза после снятия с инструмента. Вы можете увидеть каждый отчетливый угол резания на лезвии. Большая трубка слева использует направляющую клапана в качестве точки выравнивания для точного центрирования резака в каждом седле клапана.
Сами клапаны также являются потенциальным камнем преткновения.Заводские клапаны закупаются в огромных количествах, и их производительность не всегда является наивысшим приоритетом. Переход на более легкий клапан с более высокими рабочими характеристиками, как правило, с немного большим диаметром головки, чтобы стимулировать больший поток, является стандартной платой в области повышения производительности. Также часто выбирают клапаны, у которых шейка штока немного опущена вниз, поскольку более сильный клапан может жить с более тонким штоком. Поскольку воздух должен обтекать шток, более тонкий воздуховод оказывает меньшее сопротивление потоку воздуха.
Если у вас есть возможность протестировать головки на потоке на стенде, вы сможете точно увидеть, сколько воздуха проходит через ваши головы в определенных точках, и использовать эту информацию для выбора остальных деталей.Если вы узнаете, что ваши головы отлично текут на 0,55 дюйма, но резко опускаются на 0,550 дюйма подъема клапана, вы не захотите покупать кулачок, который открывает клапаны на 0,575 дюйма, верно? Построение вашего двигателя на основе возможностей головки блока цилиндров означает, что все это будет работать как спроектированный пакет.
Клапан устанавливается заподлицо с седлом на самом большом из трех углов. Клапаны подвергаются механической обработке с использованием инструмента для торцевания клапана, чтобы обеспечить идеальное прилегание поверхности к седлу клапана.
Высокопроизводительный клапан слева заменяет заводской клапан справа.Помимо головки большего диаметра, она легче, прочнее и лучше течет благодаря улучшенной форме задней части клапана и штоку меньшего диаметра. Внимательно посмотрите на переход от штока к головке клапана — дополнительная обработка улучшает обтекание клапана.
Добавление всех этих модификаций может привести к заметно большему потоку в точках подъема менее 600 дюймов, которые обычно наблюдаются в двигателях маслкаров. Прирост реальной мощности может быть обнаружен в результате повышенного потенциала потока как в двигатель, так и из двигателя, особенно когда улучшенная конструкция впускного коллектора, распределительный вал и выпускные коллекторы добавлены вокруг улучшенных головок.
Вы наверняка слышали о впускных коллекторах с «согласованием портов». Этот процесс использует прокладку впускного коллектора в качестве шаблона и позволяет носильщику подбирать размеры впускного отверстия в точном соответствии с головками цилиндров. Если впускные порты немного меньше, чем порты в головах, это работает лучше всего. Помните наш пример текущей струи с сопротивлением по краям? Если впускной канал попадает в зону наилучшего восприятия вдали от края порта, он может получить еще больше мощности, обнаружив повышенную эффективность.Это всего лишь бесплатная энергия, которую нужно найти, и если вы будете тщательно работать над тем, чтобы ваш двигатель работал лучше, он будет производить больше мощности, и в результате ваш маслкар станет быстрее. Вот о чем это все!
Проработав почти десять лет в аэрокосмической промышленности, Скотт Паркхерст решил узнать о гоночных двигателях, работая в некоторых из самых уважаемых моторных мастерских Южной Калифорнии. Он взял на себя роль технического редактора журнала Popular Hot Rodding еще в 1998 году и сыграл важную роль в разработке как конкурса Engine Masters Challenge, так и журнала Engine Masters Quarterly.Он также был редактором-основателем журнала Street Thunder и автором Руководства по показателям мощности двигателя V8, прежде чем он пришел в Timeless Muscle.
Как улучшить поток с помощью простой работы с камерой
Считайте свои благословения! Открытие камер сгорания LS превращается в бесплатную, легкую мощность
Давайте рассмотрим двигатель LS. Давным-давно он стал любимцем в мире перформанса, и все подпрыгнули под его подножку. Не то чтобы семейство двигателей LS не заслуживает внимания.В конце концов, у них есть много чего, включая впечатляющий напор, приличный впуск и достаточную компрессию. Единственное, чего не хватает для статуса героя на LS, — это разумного распредвала. Добавьте правую камеру практически к любому LS, и, бум, вы сразу станете героем. Таково преимущество владения LS, но какими бы хорошими они ни были, всегда есть возможности для улучшения, даже помимо обычной смены кулачков.
Следующее место, где нужно искать дополнительную мощность, — это головки цилиндров, особенно при работе с примерами с портом типа «собор».Заводские головки с портом, используемые в двигателях Gen 3 (LS1, 2 и 6, а также несколько вариантов грузовиков), могли не течь так же хорошо, как их аналоги с rec-port, но мы искали что-то иное, кроме пикового потока в этом контрольная работа. Видите ли, мы хотели установить набор литейных головок 706 с малой камерой и портом с высоким портом на двигатель 6,0 л с большим диаметром цилиндра для столь необходимого сжатия. Попутно мы также надеялись улучшить производство крутящего момента на низкой скорости с помощью небольших клапанов и увеличенной скорости порта, но именно здесь мы столкнулись с проблемой.
Посмотреть все 19 фотографий Несмотря на то, что этот процесс работает на нескольких головках LS (и других), мы решили попробовать свои силы на наборе из 706 литых головок 5,3 л. Широко используемый в комбинациях 4,8 и 5,3 л, 706 является одной из самых распространенных доступных головок LS.Головки 706, безусловно, будут крепиться болтами к большему 6,0 л, но поскольку головки 5,3 л LM7 изначально были разработаны для 3,78-дюймового отверстия, на 4,0-дюймовом отверстии был некоторый выступ. Мало того, что внешний диаметр камеры сгорания на головках 706 был значительно меньше, чем размер отверстия, но даже маленькие клапаны в головках 706 были дополнительно закрыты такой же небольшой камерой сгорания.Не поймите нас неправильно, смена головы — обычное дело, в основном для увеличения сжатия, но мы хотели посмотреть, сможем ли мы сделать что-то еще лучше.
Теперь перенос головок 706 определенно поможет мощности. Мы видели портированные версии этих головок из таких источников, как Total Engine Airflow, показатели потока которых превышают 300 кубических футов в минуту, поэтому потенциальный поток не был проблемой. Сейчас мы хотели знать не то, что профессионал может сделать с этими бывшими в употреблении свалками, а то, что с ними может сделать самодельный мастер? Фактически, мы еще больше ограничили проект, полностью исключив портирование, сконцентрировавшись на том, что средний Джо может сделать, просто изменив камеру сгорания.
Никогда в гневе не сдавая мясорубку на 706 камерах, автор взял на себя роль подопытного кролика. По сути, если этот Холденер ниже среднего может сделать это, средний парень может сделать даже лучше! Не тот, кто вслепую прыгает в кишащую акулами воду (хорошо, я мог бы это сделать), у нас действительно было секретное оружие, и его звали Брайан Тули. Наличие мистера БТР на быстром наборе (могу добавить, к большому разочарованию его жены) давало все правильные ответы, если предположить, что мы действительно задавали правильные вопросы.После краткого обучения мы начали с тестирования головок 706 на проточном стенде в Westech Performance. Числа расхода были получены с использованием закругленного входа глины на впуске и расходомерной трубки диаметром 1 7/8 дюйма на выпуске.
Хотя все сразу перескакивают к пиковым значениям, обратите особое внимание на поток в середине подъема, так как это то, что мы хотели изменить. Причина интереса к показателям среднего подъема заключается в том, что именно здесь столкновение клапана с стенкой камеры было наиболее распространенным.При высоком подъеме клапан находится достаточно далеко от стены, чтобы не препятствовать потоку. Бегите с очень низким подъемом, стена еще не вступила в игру, поэтому мы знали, что если на нашем пути появится какой-то выигрыш, он будет в средней части кривой подъема. Ознакомьтесь с предоставленными данными о расходе, чтобы увидеть, как текла головка штока 706, но пики составляли 230 куб. Футов / мин на впуске и 188 куб.
Чтобы подготовить головку к работе в камере, мы начали с разметки предполагаемого диаметра отверстия на головке, используя прокладку в качестве шаблона.Обычная процедура включает использование прокладки для предполагаемого диаметра отверстия, но у нас было только прокладка 3,945 и прокладка 4,10 дюйма. К сожалению, ни один из них не был идеальным для нашего предполагаемого приложения 6.0L с 4,0-дюймовым отверстием, поэтому мы просто использовали оба, нарисовали пару линий и использовали границу между ними в качестве ориентира. Следуя инструкциям мистера Тули, мы начали с закругленного (тонкого) резака и использовали его, чтобы вывести стенку камеры на область между нанесенными линиями. Не укладывайте стенку камеры просто под углом от клапана к поверхности деки.Вместо этого держите резак почти перпендикулярно полу камеры и разрежьте всю стену. Вы хотите снять кожух с участка, прилегающего к клапану, сразу после того, как он оторвется от седла, и на всем протяжении до максимального подъема над поверхностью палубы. Когда мы начинали, клапан находился всего в 0,110 от стенки камеры. Когда мы закончили, он находился на расстоянии 0,180, которое вы хотите сохранить относительно постоянным, несмотря на диапазон подъема.
После черновой работы со стенкой камеры, ближайшей к воздухозаборнику, мы закончили работу тонким шлифовальным валком.После украшения впуска мы обратили внимание на выхлоп. Как и впускной, выпускной клапан также был закрыт стенкой соседней камеры. Мы проделали тот же процесс с выхлопом, сначала нарисовав дугу нашим Sharpie, чтобы указать область, которую мы хотим открыть. Вам не нужно ни подниматься в зону закалки, ни заходить слишком далеко и заходить в камеру к свече зажигания. Вам нужно только удалить материал там, где клапан находится близко к стене, а затем вернуть остаток к исходной линии камеры.После завершения мы отнесли модифицированный 706 голов обратно на стенд, чтобы посмотреть, принесла ли вся тяжелая работа какие-либо дивиденды. Я предполагаю, что ребята из Брайана Тули кое-что знают о головках цилиндров LS и (что еще более удивительно) смогли передать эту информацию вашим искренним людям. Согласно надежному стенду потока, работа камеры действительно улучшила скорость потока наших 706 голов, при этом наибольший прирост был достигнут при подъеме 0,200 для впуска и 0,400 подъема для выпуска. Как и сказал нам Брайан, работа камеры улучшила показатели потока в средней части подъема с пиковым приростом 15 кубических футов в минуту на впуске и 18 кубических футов в минуту на выпуске.Нам не терпится установить их на двигатель, чтобы увидеть, приведет ли дополнительный поток в середине подъема к большему крутящему моменту!
Расход головки цилиндра
Зависимость запаса от работы камеры (куб. Фут / мин)
| Подъем: | Stock Int: | Наличие на складе Exh: | Работает Инт: | отработано Exh: | Усиление, Интеллект: | Усиление, Exh: | |
| 0,050 | 28,3 | 22,3 | 30,9 | 23,7 | 2.6 куб. Футов в минуту | 1,4 куб. Фут / мин | |
| 0,100 | 57,3 | 48 | 60,7 | 50 | 3,4 куб. Футов / мин | 2 куб. Футов в минуту | |
| 0.200 | 124 | 89 | 139 | 99,5 | 15 куб. Футов в минуту | 10 куб. Футов в минуту | |
| 0,300 | 175 | 120 | 189 | 137 | 14 куб. Футов в минуту | 17 куб. Футов в минуту | |
| 0.400 | 205 | 148 | 215 | 166 | 10 куб. Футов в минуту | 18 куб. Футов в минуту | |
| 0,500 | 221 | 174 | 223 | 183 | 2 куб. Футов в минуту | 9 куб. Футов в минуту | |
| 0,600 | 230 | 188 | 231 | 193 | 1 куб. Фут / мин | 5 куб. Футов в минуту | |
Как портировать и отполировать головки цилиндров вашего автомобиля
Один из самых простых способов увеличить мощность от 20 до 30 лошадиных сил — это купить послепродажные отполированные головки блока цилиндров с переносом и полировкой.Движку понравится обновление, а вашему кошельку — нет. Сегодняшние головки блока цилиндров послепродажного обслуживания имеют высокую цену.
Чтобы немного снизить финансовое давление, вы можете отправить головку блока цилиндров в механический цех для перфорации и полировки, но это будет дорого. Лучший способ сэкономить как можно больше денег при тех же преимуществах производительности — потратить свое личное время на переноску и полировку головки блока цилиндров самостоятельно.
Процесс перфорации и полировки в целом одинаков для всех головок цилиндров.Ниже мы предоставим простое руководство по правильному, безопасному и эффективному перенаправлению и полировке головок цилиндров. Однако учтите, что все, что предлагается в этой статье, вы делаете на свой страх и риск. Очень легко отшлифовать слишком много металла, что необратимо и, скорее всего, приведет к непригодности головки блока цилиндров.
- Примечание : Если у вас мало или совсем нет опыта работы с Dremel, рекомендуется сначала потренироваться на запасной головке блока цилиндров. Старые запасные головки цилиндров можно купить на свалке, или в магазине можно бесплатно получить старую.
Часть 1 из 6. Подготовка к работе
Необходимые материалы
2-3 банки очистителя тормозов
Подушечки Scotch-Brite
Рабочие перчатки
Совет : Весь этот процесс займет некоторое время. Возможно 15 часов работы и более. Пожалуйста, сохраняйте терпение и проявляйте решительность во время этой процедуры.
Шаг 1: Снимите головку блока цилиндров .Этот процесс будет отличаться от двигателя к двигателю, поэтому вам следует проконсультироваться со своим руководством для получения всех подробностей.
Как правило, вам необходимо снять с головки все детали, препятствующие снятию, и вам нужно будет снять гайки и болты, крепящие головку.
Шаг 2: Снимите распределительный вал, коромысла, пружины клапанов, фиксаторы, клапаны и толкатели . Вы должны обратиться к своему руководству за подробностями по их удалению, поскольку каждый автомобиль очень отличается.
- Наконечник : Каждый снятый компонент необходимо переустановить точно в то положение, из которого он был снят.При разборке заказывайте снятые компоненты таким образом, чтобы можно было легко отслеживать их исходное положение.
Шаг 3: Тщательно очистите головку блока цилиндров от масла и мусора с помощью тормозной системы . Очистите волосы металлической щеткой с золотистым ворсом или губкой Scotch-Brite, чтобы удалить стойкие отложения.
Шаг 4: Осмотрите головку блока цилиндров на предмет трещин . Чаще всего они появляются между соседними седлами клапана.
- Совет : Если в головке блока цилиндров обнаружена трещина, головку блока цилиндров необходимо заменить.
Шаг 5: Очистите точку соединения . Используйте подушечку Scotch-Brite или наждачную бумагу с зернистостью 80, чтобы очистить место сопряжения головки цилиндров с впускной прокладкой до голого металла.
Часть 2 из 6: Увеличьте воздушный поток
Шаг 1. Совместите впускные каналы с впускными прокладками . Когда прокладка впускного коллектора прижата к головке блока цилиндров, вы можете увидеть, сколько металла можно удалить, чтобы увеличить поток воздуха.
Впускной желоб можно значительно расширить, чтобы он соответствовал окружности впускной прокладки.
Шаг 2: Покрасьте периметр впускного желоба краской красного или синего цвета . После высыхания краски снова прикрепите прокладку впускного коллектора к головке блока цилиндров.
Используйте болт или ленту впускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Обведите приемный желоб . Используйте небольшую отвертку или аналогичный предмет с острым концом, чтобы разметать или обводить участки вокруг впускного желоба, где видна краска.
Шаг 4. Удалите материал внутри разметки .Используйте насадку для камня, чтобы умеренно удалить материал внутри следов разметки.
Насадка для надгробия со стрелой оставит шероховатую отделку, поэтому будьте предельно осторожны, чтобы не чрезмерно увеличить отверстие или по ошибке не врезаться в область, которая простирается до зоны покрытия впускной прокладки.
Увеличивайте всасывающий желоб равномерно и равномерно. Не нужно заходить слишком глубоко внутрь бегуна. Необходимо всего лишь вставить примерно от дюйма до полутора дюймов во впускной желоб.
Поддерживайте скорость Dremel на уровне примерно 10 000 об / мин, иначе биты изнашиваются быстрее.Примите во внимание заводскую частоту вращения Dremel, которую вы используете, чтобы определить, насколько быстрее или медленнее необходимо отрегулировать частоту вращения для достижения диапазона 10 000.
Например, если Dremel, который вы используете, имеет заводские обороты 11000, можно с уверенностью сказать, что вы можете запустить его на полном газу, не сжигая биты. С другой стороны, если заводская частота вращения Dremel составляет 20 000 оборотов в минуту, удерживайте дроссельную заслонку примерно на полпути до точки, при которой Dremel работает примерно на половину скорости.
Предупреждение : Не удаляйте металл, выступающий в зону покрытия прокладки, в противном случае может произойти утечка.
Наконечник : Удалите все острые повороты, щели, впадины, грубое литье и неровности литья внутри впускного желоба, где это возможно. На следующем изображении показан пример создания неровностей и острых краев.
Совет : Убедитесь, что порт увеличен равномерно и равномерно. Как только первый бегунок будет увеличен, используйте проволочную подвеску, чтобы оценить процесс увеличения. Отрежьте подвеску до длины, соответствующей ширине первого выпускного желоба с отверстиями.Следовательно, вы можете использовать обрезанную подвеску в качестве измерителя, чтобы лучше понять, насколько нужно увеличить другие полозья. Каждое увеличение впускного желоба должно быть примерно равным друг другу, чтобы они могли пропускать один и тот же объем. То же правило применимо и к выхлопным направляющим.
Шаг 4: Выровняйте новую поверхность . Как только входное отверстие будет увеличено, используйте менее грубые картриджные ролики, чтобы сгладить новую площадь поверхности.
Используйте картридж с зернистостью 40 для большей части шлифования, затем используйте картридж с зернистостью 80, чтобы получить красивую гладкую поверхность.
Шаг 5: Осмотрите впускные желоба . Переместите головку блока цилиндров нижней стороной вверх и осмотрите впускные желобки изнутри через отверстия для клапанов.
Шаг 6: Удалите все очевидные неровности . Удалите с помощью картриджей любые крутые повороты, щели, впадины, грубое литье и неровности.
Используйте картридж с зернистостью 40, чтобы равномерно распределить входной желоб. Сделайте акцент на устранении любых недостатков. Затем используйте картридж с зернистостью 80, чтобы еще больше разгладить перфорированную область.
- Наконечник : При шлифовании будьте предельно осторожны, чтобы не зашлифовать участки, где клапан официально будет контактировать с головкой цилиндра, также известной как седло клапана, иначе это приведет к новой работе клапана.
Шаг 7: Завершите остальные заборные желоба . После завершения работы с первым приемным желобом переходите ко второму, третьему и так далее.
Часть 3 из 6: Перенос выхлопа
Без отверстий для выхлопной стороны у двигателя не будет достаточного рабочего объема, чтобы позволить увеличенному объему воздуха эффективно выходить.Чтобы открыть выхлопную часть двигателя, шаги очень похожи.
Шаг 1: Очистите зону сопряжения . Используйте подушечку Scotch-Brite, чтобы очистить место сопряжения головки цилиндров с прокладкой выхлопной трубы до оголенного металла.
Шаг 2: Покрасьте периметр выхлопной трубы красным или синим цветом , нанесенным машинистом. После высыхания краски снова установите прокладку выпускного коллектора на головку блока цилиндров.
Используйте болт или ленту выпускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Отметьте участки, где видна краска, с помощью очень маленькой отвертки или аналогичного предмета с острым концом . При необходимости используйте изображения из шага 9 в качестве справочных.
Удалите все грубые отливки или неровности литья, потому что нагар может легко скапливаться на непроверенных участках и вызывать турбулентность.
Шаг 4. Увеличьте отверстие порта до отметок . Для большей части шлифовки используйте насадку для камня Arrowhead.
Примечание : Бита для камня со стрелой оставит шероховатую поверхность, поэтому она может выглядеть не так, как вы ожидали.
Совет : Убедитесь, что порт увеличен равномерно и равномерно. Как только первый бегунок будет увеличен, используйте упомянутую выше технику подвеса из проволоки, чтобы оценить процесс увеличения.
Шаг 5: Пропустите расширение выпускного желоба с помощью картриджей . Это даст вам красивую гладкую поверхность.
Начните с картриджа с зернистостью 40, чтобы сделать большую часть кондиционирования. После тщательной обработки поверхности картриджем с зернистостью 40 используйте картридж с зернистостью 80, чтобы получить красивую гладкую поверхность.
Шаг 6: Продолжить с оставшимися желобами выхлопной системы . Как только входное отверстие первого выпускного желоба будет правильно установлено, повторите эти шаги для остальных выпускных желобов.
Шаг 7. Осмотрите выпускные желоба . Переместите головку блока цилиндров нижней стороной вверх и осмотрите внутренние части выпускных каналов через отверстия для клапанов на наличие дефектов.
Шаг 8: Устранение шероховатостей и дефектов . Отшлифуйте все крутые повороты, щели, впадины, грубое литье и неровности.
Используйте картридж с зернистостью 40, чтобы равномерно распределить отверстия в выпускном желобе. Акцентируйте внимание на удалении любых недостатков, а затем используйте картридж с зернистостью 80, чтобы еще больше разгладить портированную область.
Предупреждение : Как указывалось ранее, будьте очень осторожны, чтобы по ошибке не зашлифовать любую из областей, где клапан может официально контактировать с головкой цилиндра, также известной как седло клапана, в противном случае может произойти серьезное необратимое повреждение.
Наконечник : После использования стальной твердосплавной коронки переключитесь на менее крупный картриджный валок, чтобы еще больше сгладить поверхность там, где это необходимо.
Шаг 9: Повторите действия для остальных выпускных желобов .После того, как конец первого выпускного желоба будет правильно установлен, повторите для остальных выпускных желобов.
Часть 4 из 6: Полировка
Шаг 1: Отполируйте внутреннюю часть направляющей . Используйте заслонку из набора для перфорирования и полировки, чтобы отполировать внутреннюю часть бегунка.
При перемещении заслонки по поверхности вы должны увидеть увеличение и сияние. Необходимо только отполировать до полутора дюймов внутри впускного желоба. Равномерно отполируйте впускной желоб перед переходом к следующему буферу.
- Совет : Не забывайте поддерживать скорость Dremel около 10000 об / мин, чтобы максимально продлить срок службы долот.
Шаг 2: Используйте перекрестный буфер средней зернистости . Повторите тот же процесс, что и выше, но используйте перекрестный буфер средней зернистости вместо заслонки.
Шаг 3. Используйте мелкозернистый поперечный буфер . Повторите тот же процесс еще раз, но для окончательной отделки используйте перекрестный буфер с мелким зерном.
Рекомендуется распылять буфер и бегунок WD-40 небольшими порциями, чтобы добиться сияющего и мерцающего покрытия.
Шаг 4: Завершите для оставшихся бегунов . После того, как первый впускной желоб успешно отполирован, переходите ко второму впускному желобу, третьему и так далее.
Шаг 5: Отполируйте направляющие выхлопа . Когда все впускные направляющие отполированы, приступайте к полировке выпускных направляющих.
Отполируйте каждый выпускной желоб, следуя тем же инструкциям и последовательности буферизации, которые описаны в описанных выше шагах.
Шаг 6: Отшлифуйте выходы направляющих .Поместите головку блока цилиндров нижней стороной вверх, чтобы мы могли отполировать выпускные отверстия впускных и выпускных направляющих.
Шаг 7: Примените ту же буферную последовательность . Чтобы отполировать выпускные отверстия как впускных, так и выпускных направляющих, примените ту же буферную последовательность, которая использовалась ранее.
Используйте заслонку для первой стадии полировки, затем перекрестный буфер средней зернистости для второй стадии и перекрестный буфер мелкой зернистости для окончательной полировки. В некоторых случаях заслонка может не помещаться в ограниченном пространстве.В таком случае используйте перекрестный буфер средней зернистости, чтобы заполнить участки, недоступные для заслонки.
- Совет : Не забывайте распылять WD-40 небольшими порциями, используя мелкозернистый поперечный буфер, чтобы еще больше проиллюстрировать блеск.
Шаг 8: Сосредоточьтесь на нижней части головки блока цилиндров . Теперь давайте сосредоточимся на портировании и полировке нижней части головки блока цилиндров.
Цель состоит в том, чтобы устранить грубую поверхность, которая может вызвать преждевременное возгорание, и очистить отложения углерода.Установите клапаны на их исходные места, чтобы защитить седла клапанов во время перфорации.
Часть 4 из 6: Полировка деки цилиндра и камеры
Шаг 1. Используйте ролики картриджей, чтобы разгладить область, где камера встречается с декой . Оберните стяжку-молнию вокруг штока клапана, чтобы закрепить клапаны на месте.
Картридж с зернистостью 80 должен подходить для этой стадии перфорации. Выполните этот шаг для каждой деки цилиндра и камеры.
Шаг 2: Отшлифуйте деку цилиндра .После того, как каждая колода цилиндров будет перенесена, мы будем полировать их, используя почти все те же методы, что и раньше.
На этот раз полируйте только мелкозернистым буфером. На этом этапе вы действительно должны начать видеть мерцание головки блока цилиндров. Чтобы головка блока цилиндров действительно сияла, как алмаз, используйте мелкозернистый поперечный буфер, чтобы выделить последний блеск.
Совет : Не забывайте поддерживать скорость Dremel около 10000 об / мин, чтобы максимально продлить срок службы долот.
Совет : Не забывайте распылять WD-40 небольшими порциями, используя мелкозернистый поперечный буфер, чтобы еще больше проиллюстрировать блеск.
Часть 6 из 6: Полная притирка клапана
Затем мы безопасно отремонтируем седла ваших клапанов. Этот процесс восстановления известен как притирка клапана.
Шаг 1: Покрасьте периметр седел клапана синим, красным или синим цветом . Краска поможет визуализировать рисунок притирки и укажет, когда притирка завершена.
Шаг 2: Нанесите состав . Нанесите притирочный состав на основание клапана.
Шаг 3: Нанесите притирочный инструмент . Верните клапан в исходное положение и примените притирочный инструмент.
С небольшим усилием крутите притирочный инструмент между руками в быстром темпе, как будто вы греете руки или как будто пытаетесь развести огонь.
Шаг 4. Осмотрите шаблон . Через несколько секунд вытащите клапан из седла и осмотрите сделанный вами узор.
Если на клапане и седле появилось блестящее кольцо, ваша работа сделана, и вы можете переходить к следующему клапану и седлу клапана. В противном случае, скорее всего, у вас погнутый клапан, который необходимо заменить.
Шаг 5: Установите заново все части, которые вы удалили .