Впускной клапан двигателя
Впускной клапан – элемент механизма газораспределения ДВС, который отвечает за пропуск в рабочую камеру сгорания топливно-воздушной смеси или только воздуха (для дизельных ДВС или моторов с непосредственным впрыском). Впускной клапан ГРМ осуществляет открытие доступа в цилиндр двигателя, а затем перекрывает доступ перед тем моментом, когда начнется такт сжатия.
Впускные клапаны изготавливают из особой стали. К такой стали для изготовления клапанов двигателя внутреннего сгорания выдвигаются отдельные требования:
- высокая твердость поверхности;
- достаточная теплопроводность материала;
- узкий коэффициент термического расширения;
- противостояние разъедающему влиянию продуктов сгорания;
- возможность противостоять регулярным динамическим нагрузкам при высоком нагреве;
Дополнительные требования к стали для клапанов предполагают отсутствие эффекта закаливания в момент охлаждения клапана после работы в условиях высоких температур.
Клапаны ДВС изготавливают из высоколегированных сильхромов, что позволяет указанной детали работать в условиях высочайшего нагрева. Такой подход обеспечил нужную прочность клапана, а также возможность элемента противостоять коррозионным процессам, которые активно прогрессируют в среде его работы при высоких температурах около 600 — 800 °C.
Клапаны размещают под определенным углом (30-45 градусов) по отношению к вертикальной оси. Отличием впускного клапана от выпускного является то, что его тарелка имеет больший диаметр сравнительно с тарелкой выпускного клапана. Такое различие вызвано тем, что момент открытия впускного клапана происходит именно тогда, кода в камере сгорания появляется разрежение. В момент выпуска в цилиндре имеет место повышение давления.
Разрежение в цилиндре на впуске уступает давлению по силе на такте выпуска. Для максимально качественного и полного наполнения рабочей топливно-воздушной смесью на впуске необходимы клапана с большей пропускной способностью. Такая пропускная способность реализована посредством увеличения диаметра тарелки впускного клапана или количества впускных клапанов.
Для максимально качественного и полного наполнения рабочей топливно-воздушной смесью на впуске необходимы клапана с большей пропускной способностью. Такая пропускная способность реализована посредством увеличения диаметра тарелки впускного клапана или количества впускных клапанов.
Тарелка впускного клапана со стороны рабочей камеры сгорания плоская, а со стороны распределительного вала получает форму конуса. Данный конус еще называется фаской. В момент закрытия впускного клапана фаска прилегает к седлу клапана, которое также представляет собой коническое отверстие в ГБЦ.
Точность посадки впускного клапана обеспечена благодаря использованию направляющей втулки. В указанную втулку вставляется стержень клапана, а сама втулка называется направляющей клапана. Направляющие клапанов запрессованы в корпус ГБЦ, а также дополнительно зафиксированы посредством стопорного кольца.
Современные силовые агрегаты имеют тенденцию к увеличению количества впускных клапанов на цилиндр для улучшения пропускной способности, повышения эффективности наполнения цилиндра рабочей топливно-воздушной смесью и улучшения мощностных и других характеристик ДВС.
Клапан получает внутреннюю и наружную пружины. Данные цилиндрические пружины закрепляют на стержне клапана. Открытие впускного клапана на такте впуска становится возможным благодаря тому, что усилие от кулачка распределительного вала передается на рокер (толкатель). Конструкция современных ДВС подразумевает прямое воздействие кулачка распредвала на клапан. Пружины клапана плотно закрывают (прижимают) клапан обратно после того, как рокер сбегает с толкателя или стержень клапана прекращает контактировать с кулачком распредвала.
Между распределительным валом (его кулачком) и стержнем клапана (его торцевой частью) имеется конструктивный зазор. Такой зазор (может находиться на отметке 0,3-0,05 мм) создан для компенсации теплового расширения впускного клапана.
Открытие и закрытие впускных клапанов в четко определенный момент становится возможным благодаря угловому положению распредвала, которое в точности совпадает с аналогичным положением коленчатого вала ДВС. Получается, положение распредвала в момент открытия впускных клапанов строго соответствует положению коленвала. Конструкции двигателей могут отличаться, количество распредвалов может быть разным.
Получается, положение распредвала в момент открытия впускных клапанов строго соответствует положению коленвала. Конструкции двигателей могут отличаться, количество распредвалов может быть разным.
Закрытие впускного клапана осуществляется с небольшой задержкой. Клапан закрывается в тот момент, когда поршень в цилиндре оказывается в нижней мертвой точке и далее начинается движение вверх. Цилиндр продолжает наполняться и после начала движения поршня вверх. Такое явление происходит в результате инерционного движения во впускном коллекторе.
Основными неисправностями, которые напрямую связаны с клапанами ДВС, являются: загибание клапанов, зарастание клапанов нагаром и прогар клапана.
Неисправностью клапанного механизма становится образование нагара на впускных и выпускных клапанах, что проявляется в повышенном шуме в процессе работы и падении мощности ДВС. Характерно появление металлического стука в области клапанной крышки на ГБЦ, а также проблемы с клапанами выявляют по хлопкам во впускном и выпускном коллекторе.
Нагар на клапанах и седлах не позволяет элементам плотно прилегать друг к другу, что ведет к потере необходимого показателя компрессии в двигателе. Снижение компрессии означает потерю мощности ДВС. Сильный нагар также приводит к перегреву и прогару клапана.
Неисправность пружин клапана может привести к деформации ГБЦ и заеданию стержня в направляющей клапана. Неправильный тепловой зазор между рычагом и стержнем приводит к сильному стуку клапанов.
Читайте также
Исследование трещинообразования при изготовлении выпускного клапана ДВС Текст научной статьи по специальности «Технологии материалов»
УДК 62-1/-9
DOI: 10.14529/met190205
ИССЛЕДОВАНИЕ ТРЕЩИНООБРАЗОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ВЫПУСКНОГО КЛАПАНА ДВС
Н.Т. Карева, Д.Т. Чунгаков, Н.А. Заварцев
Южно-Уральский государственный университет, г. Челябинск, Россия
Конечный комплекс свойств выпускного клапана формируется в ходе всей совокупности процессов: электровысадки, термообработки, наплавки, механообработки и гальваники, -важнейшим из которых является наплавка рабочей фаски клапана. Рабочая фаска клапана подвергается постоянному воздействию высоких температур, воздействию потока газа и термоциклическим нагрузкам, поэтому необходимо строгое соблюдение всего комплекса свойств, иначе дефект рабочей фаски приведет к ее разрушению, что неизбежно повлечет за собой нарушение работы ДВС и необходимости его ремонта.
Рабочая фаска клапана подвергается постоянному воздействию высоких температур, воздействию потока газа и термоциклическим нагрузкам, поэтому необходимо строгое соблюдение всего комплекса свойств, иначе дефект рабочей фаски приведет к ее разрушению, что неизбежно повлечет за собой нарушение работы ДВС и необходимости его ремонта.
В работе проведено исследование деформируемой части основного материала (сталь марки 40Х10С2М) и наплавочного (сплава ЭП616А), применяемых для изготовления выпускного клапана двигателя внутреннего сгорания. Отбраковка по поверхностным дефектам проводится на готовых изделиях методом люминесцентного контроля. Однако, как показывает практика, не все детали, прошедшие визуальный контроль, являются годными. Разрушающие методы исследования сплошности материала позволяют обнаружить недопустимые внутренние дефекты (раковины, трещины).
Методами оптической и электронной микроскопии были изучены структурные составляющие материала: размер и форма зерна, включений, характер их распределения, местоположение усадочной раковины, ее протяженность, размерные характеристики наплавляемого жаропрочного слоя, переходной зоны, способ распространения трещины. Исследование было выполнено на разных стадиях изготовления клапана: после электровысадки при формировании головки клапана из прутка, последующей термообработки (закалка + высокий отпуск), наплавки кольца из жаропрочного сплава.
Исследование было выполнено на разных стадиях изготовления клапана: после электровысадки при формировании головки клапана из прутка, последующей термообработки (закалка + высокий отпуск), наплавки кольца из жаропрочного сплава.
В настоящей работе методом микрорентгеноспектрального анализа определены химические составы фаз, включений, участков сплава ЭП616А вокруг усадочной раковины. Полученные результаты свидетельствуют о недостаточности визуального контроля, а проведение выборочного разрушающего метода не обеспечивает полной вероятности обнаружения внутренних дефектов. Целесообразно вместо разрушающего контроля ввести ультразвуковую дефектоскопию.
Ключевые слова: клапан выпускной, жаропрочность, жаростойкость, усадочная раковина, трещина, наплавка, контроль визуальный, никелевый сплав, внутренние остаточные напряжения.
Введение
Выпускной клапан является одной из важнейших и ответственных деталей двигателя внутреннего сгорания.
При этом поверхностные дефекты и трещины недопустимы: головка клапана омывается горячими газами в камере сгорания и в периоды выпуска их скорости движения составляют 400-600 м/с при температурах 6001200 °С [7]. В результате происходит снижение механической прочности материала клапана, развивается газовая коррозия и газовая эрозия поверхностей выпускных клапанов, особенно посадочных фасок. Любая несплошность на поверхности фаски будет промываться газом, что приведет к потере герметичности камеры сгорания; по внутренним дефектам пройдет трещина из-за термомеханических нагрузок.
В заводских условиях брак составляет ~ 12 %. Дефекты могут быть и внутренними не выявляемыми визуальным контролем.
Материал и методика исследования
Выпускные клапаны, изготовленные из жаростойкого сильхрома марки 40Х10С2М, характеризуются благодаря хрому и кремнию хорошей окалиностойкостью (до 800 °С) в горячих газах, повышенными прочностью и сопротивлением износу [8, 9]. Присутствие молибдена делает эту сталь мало чувствительной к обратимой отпускной хрупкости, что весьма важно при термоциклических условиях работы выпускного клапана [8].
Присутствие молибдена делает эту сталь мало чувствительной к обратимой отпускной хрупкости, что весьма важно при термоциклических условиях работы выпускного клапана [8].
Рабочая фаска головки клапана дополнительно наплавляется литым кольцом из жаропрочного хромоникелевого сплава ЭП616А, в состав которого входят кремний и бор, пони-
Химический сос
жающие температуру плавления сплава до 980-1080 °С [10]. Последний увеличивает также жидкотекучесть, обеспечивает низкий уровень пористости наплавки [10]. Химический состав названных материалов приведен в табл. 1, 2.
Изучение структуры и твердости выполнялось на каждом этапе изготовления клапана: после электровысадки при формировании головки клапана из прутка, последующей термообработки (закалка + высокий отпуск), наплавки кольца из жаропрочного сплава. Для этого из поперечных срезов тарелки клапанов изготовлялись микрошлифы, производилось травление в реактиве Морбле (4 г медного купороса, 20 мл соляной кислоты, 20 мл воды).
Для этого из поперечных срезов тарелки клапанов изготовлялись микрошлифы, производилось травление в реактиве Морбле (4 г медного купороса, 20 мл соляной кислоты, 20 мл воды).
Особенности структур, строение и химический состав их отдельных составляющих оценивались при увеличениях, кратных 1005000 раз с помощью электронного сканирующего микроскопа JSM-7001F фирмы JEOL, снабженного специальной приставкой — энергодисперсионным анализатором Oxford INCA X-max 80 для проведения микрорентгено-спектрального анализа.
Твердость измерялась на приборе Роквел-ла и микротвердомере FuturTech FM-800 с использованием компьютерной программы Thixomet.
Результаты исследования
Все приведенные в настоящей работе структуры изучались в наиболее уязвимых частях клапана. Они связаны с его головкой, где возникают чаще всего трещины, и может происходить разрушение материала при дальнейшей эксплуатации. На рис. 1 показаны
На рис. 1 показаны
Таблица 1
стали 40Х10С2М
Элемент C Si Mn Ni S P Cr Mo Ti Cu
Содержание, мас. % 0,35-0,45 1,9-2,6 до 0,8 до 0,6 < 0,025 < 0,03 9-10,5 0,7-0,9 < 0,2 < 0,3
Таблица 2
Химический состав наплавочного сплава ЭП616А
Элемент C Mn Si S Cr В Fe Ni
ГОСТ 21448-75
Содержание, мас. % 0,7-1,2 < 0,4 2,2-2,7 < 0,015 24-28 1,2-1,8 < 3 Основа
Се зтификат
Содержание, мас. = 1000-1100 °С), как следует из рис. 2, формируется волокнистая структура деформированного с большими степенями материала. При этом нужно отметить характерное для высокотемпературного деформирования зуб-
= 1000-1100 °С), как следует из рис. 2, формируется волокнистая структура деформированного с большими степенями материала. При этом нужно отметить характерное для высокотемпературного деформирования зуб-
чатое строение границ зерен аустенита, затем унаследованное низкотемпературной структурой при комнатной температуре [11, 12]. Это свидетельствует об отсутствии последе-формационной рекристаллизации, т. е. в образцах из точек 1 и 3 (см. рис. 1, 2) скорость охлаждения после электровысадки была достаточна для подавления рекристаллизации. В образце из точки 2 отмечаются некрупные равноосные зерна (6-9 мкм), зубчатость на границах зерен практически исчезла в результате рекристаллизации. Эта часть материала, расположенная в более глубинных слоях головки клапана, охлаждалась, очевидно, после деформации медленнее.
В структуре образцов из точек 1 и 3 можно наблюдать серые пятна (см. рис. 1, 2). Рентгеновская съемка показывает, что это оксиды сложного состава (табл. 3).
Рентгеновская съемка показывает, что это оксиды сложного состава (табл. 3).
Подготовленные клапаны затем наплавля-
Рис. 2. Структуры стали 40Х10С2М после электровысадки от торца тарелки клапана к стержню: точки 1; 2; 3 (см. рис. 1)
Химический состав «серых пятен»
Таблица 3
Элемент
O
Si
Fe
Cr
Cu
Mo
Содержание, мас. %
13,93
1,98
72,33
9,58
0,85
1,33
лись кольцом из сплава ЭП616А по рабочей фаске головки.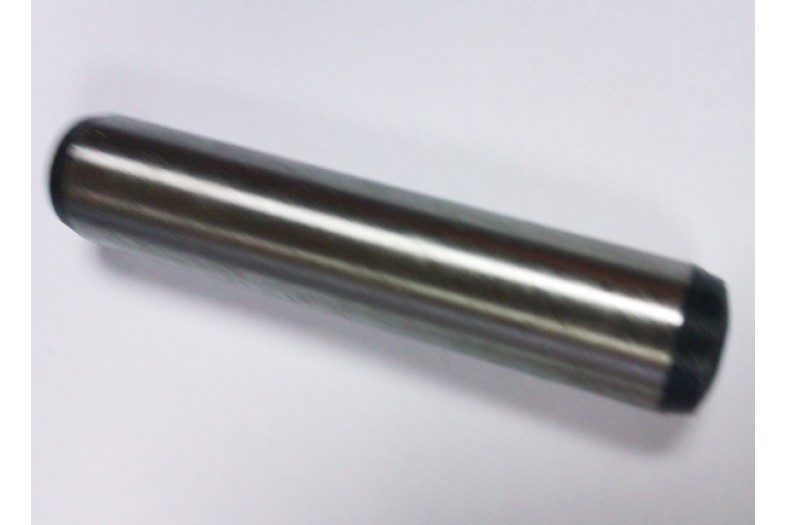 Использование скоростного нагрева токами высокой частоты (¿н = 1090 °С) резко сокращает продолжительность процесса расплавления этого кольца и соответственно зону термического влияния (ЗТВ) прилегающего основного материала тарелки клапана. Во избежание появления в наплавке при ее последующем затвердевании несплошностей металлургического характера (усадочная раковина, газовые пузыри и т. п.) используется направленная кристаллизация. Для чего тарелка в месте наплавки снизу охлаждается водой под давлением, интенсивно продувается аргоном; а верхняя часть наплавки еще
Использование скоростного нагрева токами высокой частоты (¿н = 1090 °С) резко сокращает продолжительность процесса расплавления этого кольца и соответственно зону термического влияния (ЗТВ) прилегающего основного материала тарелки клапана. Во избежание появления в наплавке при ее последующем затвердевании несплошностей металлургического характера (усадочная раковина, газовые пузыри и т. п.) используется направленная кристаллизация. Для чего тарелка в месте наплавки снизу охлаждается водой под давлением, интенсивно продувается аргоном; а верхняя часть наплавки еще
некоторое время до окончания затвердевания подогревается индуктором, но при меньшей интенсивности теплового потока. В результате дефекты выталкиваются на поверхность наплавки и затем удаляются механической обработкой.
Структура никелевого жаропрочного сплава, согласно [13] и нашим наблюдениям, представлена следующими фазами: у-твердый раствор на основе никеля; карбиды Сг3С2, SiC; бориды Ме3В2; неметаллические включения (рис. 3).
3).
С названных фаз (см. рис. 3) были сняты спектры, которые приведены на рис. 4. Количественный химический состав приведен в табл. 4.
Рис. 3. Структура ЭП616А
СгзС,
SiC Ме3В2
Рис. 4. Спектры структурных элементов (СГ3С2, у, SiC, МезВ2) наплавочного сплава ЭП616А
Т
Таблица 4
Химический состав фаз сплава ЭП616А
Название фазы № спектра на рис. 4 Мас. %
B C Si Cr Mn Fe Ni
Карбид хрома 12 7,61 85,92 0,76 5,72
Основной у-тв. р-р 13 3,41 19,86 11,67 65,06
р-р 13 3,41 19,86 11,67 65,06
Карбид кремния 14 15,02 49,95 10,49 4,29 20,25
Бориды 15 18,04 3,67 9,04 1,04 9,28 57,38
Как показывает данное исследование, после разрезки головки одного из годных согласно визуальному осмотру клапанов в наплавленном слое обнаруживается раковина глубиной до 854 мкм и протяженностью 95 мкм при общей толщине сплава ЭП616А ~ 2135 мкм (рис. 5). В процессе дальнейшей
полировки шлифа возникает трещина, которая распространилась от раковины по границам зерен с переходом в основной металл (рис. 6).
По результатам микрорентгеноструктур-ного анализа вблизи трещин в жаропрочном никелевом сплаве залегают твердые карбиды хрома (табл. 5).
Рис. 5. Размер раковины
Размер раковины
Рис. 6. Переход трещины в основной металл Химический состав участков сплава вблизи трещины, мас. %
Таблица 5
C Cr Fe Ni
7,44 84,83 1,89 5,85
Трещина, достигнув светлой границы сплавления, «разворачивается» и проходит в материал головки позже (рис. 7).
Граница сплавления шириной 7-13 мкм (рис. 8), естественно, имеет поэлементный химический состав (табл. 6), отличающийся как
от исходного состава наплавки (см. табл. 2), так и от сильхрома (см. табл. 1).
Преодолев светлую зону сплавления, трещина начинает распространяться в основном материале головки клапана в области термического влияния (рис. 9) и тоже по границе
9) и тоже по границе
Рис. 7. Распространение трещины из наплавки в основной сплав
Рис. 8. Толщина границы сплавления
Химический состав границы сплавления 40Х10С2М и ЭП616А, мас. %
Таблица 6
Si Сг Fe № Си
2,87 13,58 32,76 48,30 2,49
Рис. 9. Распространение трещины в основной металл тарелки клапана
зерна (его размер можно оценить 5-6 баллами).
Приближенной мерой оценки характеристик жаростойкости и жаропрочности рабочей фаски и клапана в целом может служить горячая твердость наплавленного слоя при температуре 800 °С, близкой к рабочей температуре выпускного клапана. Для ее расчета в работе [14] предлагается линейное уравнение
Для ее расчета в работе [14] предлагается линейное уравнение
у = -2,81х + 201,76, где у — твердость сплава ЭП616А, кг/мм2; х — концентрация железа, мас. %. Согласно приведенному выражению, падение горячей твердости при 800 °С в данном случае может достигать 70 и более единиц НВ.
Таким образом, формирование трещин возможно на любой стадии изготовления клапана, особенно в процессе наплавки. При визуальном контроле деталей можно пропустить наличие в наплавочном слое сосредоточенной усадочной раковины достаточно существенных размеров, простирающейся почти на половину толщины кольца. Она выявляется лишь при выборочном разрушающем контроле, когда деталь разрезается при изготовлении образцов для исследования. Раковина в таком случае инициирует трещину в наплавке, переходящую затем в основной металл. Трещина и в наплавке, и в стали распространяется по границе зерна, где нередко располагаются частицы неметаллических включений, которые облегчают ее передвижение [15]. Для обнаружения раковин, трещин и других дефектов, нарушающих сплошность материала клапана, очевидно, необходима ультразвуковая дефектоскопия. Кроме того, нужно учитывать остаточные внутренние напряжения, возникающие на всех этапах изготовления клапана, тем более, что деталь состоит из материалов, имеющих различающиеся теплофизические свойства.
Для обнаружения раковин, трещин и других дефектов, нарушающих сплошность материала клапана, очевидно, необходима ультразвуковая дефектоскопия. Кроме того, нужно учитывать остаточные внутренние напряжения, возникающие на всех этапах изготовления клапана, тем более, что деталь состоит из материалов, имеющих различающиеся теплофизические свойства.
Присутствие усадочной раковины в наплавке клапана может быть обусловлено несколькими причинами. Возможно, выбранная температура для расплавления кольца из никелевого сплава недостаточна. Проведение ДТА сплава ЭП616А может показать истинный интервал кристаллизации. Вероятно, температура расплавления недостаточна, что и повышает вероятность возникновения данных дефектов.
Литература
1. Двигатели внутреннего сгорания. Конструирование и расчет на прочность порш-
невых и комбинированных двигателей: учеб. для студентов втузов / Д.Н. Вырубов [и др.]; под ред. А.С. Орлина, М.Г. Круглова. — 4-е изд., перераб. и доп. — М.: Машиностроение, 1984. — 384 с.
для студентов втузов / Д.Н. Вырубов [и др.]; под ред. А.С. Орлина, М.Г. Круглова. — 4-е изд., перераб. и доп. — М.: Машиностроение, 1984. — 384 с.
2. Алексеев, В.П. Двигатели внутреннего сгорания. Рабочие процессы в двигателях и их агрегатах: учеб. для студентов вузов: в 2 т. / В.П. Алексеев, В.Ф. Вронин; под ред. А.С. Орлина, М.Г. Круглова. — 4-е изд., перераб. и доп. -М. : Машиностроение, 1990. — 288 с.
3. Холдерман, Д.Д. Автомобильные двигатели. Теория и техническое обслуживание / Д.Д. Холдерман, Ч.Д. Митчел. — 4-е изд. — М. ; СПб.; Киев, 2006. — 595 с.
4. ГОСТ Р 53810-2010. Двигатели автомобильные. Клапаны. Технические требования и методы испытаний. — Введ. 2010-09-15 -М. : Стандартиформ, 2010. — 14 с.
5. Игнатьев, А. Новые и передовые технологические процессы и оборудование для кузнечных и прессовых цехов: завод тракторного и сельскохозяйственного машиностроения / А. Игнатьев. — М. : Лаборатория офсетной печати ОНТЭИ, 1968. — 271 с.
Игнатьев. — М. : Лаборатория офсетной печати ОНТЭИ, 1968. — 271 с.
6. Проектирование сварных конструкций в машиностроении: книга для инженеров-конструкторов машиностроительных заводов / С.В. Вершинский [и др]; под ред. С.А. Кур-кина. -М. : Машиностроение, 1975. — 376 с.
7. Milbach, R. Ventilschaden und ihre Ursachen / R. Milbach // TRW Thompson GmbH. -1987. — P. 52.
8. Машиностроение: энциклопедия: в 40 т. / К.В. Фролов; под ред. О.А. Банных, Н.Н. Александрова. — 2-е изд., перераб. и доп. — М. : Машиностроение, 2001. — Т. 2, ч. 1. — 780 с.
9. Гольдштейн, М.И. Специальные стали / М.И. Гольдштейн, С.В. Грачев, Ю.Г. Векслер. -2-е изд., пераб. и доп. — М.: МИСИС, 1999. -408 с.
10. Переплетчиков, Е.Ф. Плазменная наплавка хромоникелевых сплавов, легированных кремнием и бором / Е. Ф. Переплетчиков, П.В. Гладкий, И.И. Фрулин // Автоматическая сварка. — 1968. — № 9. — С. 58-62.
Ф. Переплетчиков, П.В. Гладкий, И.И. Фрулин // Автоматическая сварка. — 1968. — № 9. — С. 58-62.
11. Соколов, Е.Н. Высокотемпературная термомеханическая обработка металлов и сплавов / Е.Н. Соколов, В.Д. Садовский. -ФИМ, 1968. — Т. 9, № 2. — С. 226-240.
12. Садовский, В.Д. Структурная наследственность в стали / В.Д. Садовский; под ред. М.Л. Бернштейна, И.И. Новикова. — М. : Металлургия, 1973. — 208 с.
13. Сидоров, В.В. Металлургия литейных жаропрочных сплавов: технология и оборудование / В.В. Сидоров, Д.Е. Каблов, В.Е. Ригин; под ред. Е.Н. Каблова. — М.: ВИАМ, 2016. -368 с.
14. Аманов, С.Р. Плазменная наплавка выпускных клапанов двигателей внутреннего
сгорания порошковыми сплавами: дис. … канд. техн. наук: 05.03.06 / С.Р. Аманов. — М., 2000. -160 с.
Аманов. — М., 2000. -160 с.
15. ГОСТ 1778-70. Сталь. Металлографические методы определения неметаллических включений. — Введ. 1972-01-01 — М.: Стандартинформ, 2011 — 25 с.
Карева Надежда Титовна, канд. техн. наук, доцент кафедры материаловедения и физико-химии материалов, Южно-Уральский государственный университет, г. Челябинск; кагеуаП@ susu.ru.
Чунгаков Джоми Тавакалович, студент кафедры материаловедения и физико-химии материалов, Южно-Уральский государственный университет, г. Челябинск; [email protected].
Заварцев Никита Андреевич, студент кафедры материаловедения и физико-химии материалов, Южно-Уральский государственный университет, г. Челябинск; [email protected].
Поступила в редакцию 20 апреля 2019 г.
DOI: 10.14529/met190205
THE RESEARCH OF CRACKING IN THE FABRICATION OF THE INTERNAL-COMBUSTION ENGINE EXHAUST VALVE
N.T. Kareva, [email protected], D.T. Chungakov, [email protected], N.A. Zavartsev, [email protected]
South Ural State University, Chelyabinsk, Russian Federation
The final set of properties of the exhaust valve is formed in the course of the entire set of processes: electro-forging, heat treatment, surfacing, machining and electroplating, the most important of which is the build-up of the valve chamfer which is subjected to constant high temperatures, gas flow and thermal cycling, therefore strict adherence to the whole complex of properties is necessary, otherwise a defect of the working chamfer will lead to its destruction, which will inevitably lead to the violation of the engine and the need to repair it.
In the study two materials were investigated: the deformable part of the base material (steel grade 40X10C2M (EN steel grade X40CrSiMo10)) and surfacing (alloy EP616A), used to manufacture the exhaust valve of the internal-combustion engine. The rejection of surface defects is carried out on finished products by the method of luminescent control. However, as practice shows, not all details that passed a visual inspection are suitable. Destructive methods for studying the continuity of the material can detect unacceptable internal defects (shrink-holes, cracks).
The structural components of the material such as the size and shape of the grain and inclusions, the nature of their distribution, the location of the shrink-hole, its length, the dimensional characteristics of the heat-resistant layer, the transition zone, the method of crack propagation were studied with optical electron microscopy.%20DOKURO.jpg) The study was carried out at different stages of valve manufacturing: after electro-forging during the formation of a valve head from a rod, subsequent heat treatment (quenching + high tempering), after surfacing a ring with the heat-resistant alloy.
The study was carried out at different stages of valve manufacturing: after electro-forging during the formation of a valve head from a rod, subsequent heat treatment (quenching + high tempering), after surfacing a ring with the heat-resistant alloy.
In the present work, the chemical composition of phases, inclusions, and sections of EP616A alloy around the shrink-hole were determined by the method of micro-X-ray analysis. The results indicate a shortage of visual inspection, and that conducting a selective destructive method does not ensure
the full probability of detecting internal defects. It is advisable instead of destructive control to introduce ultrasonic flaw detection.
Keywords: exhaust valve, high temperature strength, high-temperature oxidation resistance, shrink-hole, cracks, surfacing, visual inspection, nickel alloy, internal residual stresses.
References
1. Vyrubov D.N. Dvigateli vnutrennego sgoraniya. Konstruirovanie i raschet na prochnost’ porshnevykh i kombinirovannykh dvigateley [Internal-Combustion engines. Design and Strength Calculation of Piston and Combined Engines]. Moscow, Mashinostroenie Publ., 1984. 384 p.
2. Alekseev V.P. Dvigateli vnutrennego sgoraniya. Rabochie protsessy v dvigatelyakh i ikh agregatakh [Internal-Combustion Engines. Work processes in Engines and Their Units]. Moscow, Mashinostroenie Publ., 1990. 288 p.
3. James D. Halderman. Automotive Engines: Theory and Servising. 4th Edition. Prentice Hall, 2000. 559 p.
4. GOST R 53810-2010. Dvigateli avtomobil’nye. Klapany. Tekhnicheskie trebovaniya i metody ispytaniy [State Standard R 53810-2010. Automobile Engines. Valves. Technical Requirements and Test Methods]. Moscow, Standartinform Publ., 2010. 14 p.
Automobile Engines. Valves. Technical Requirements and Test Methods]. Moscow, Standartinform Publ., 2010. 14 p.
5. Ignat’ev A. Novye i peredovye tekhnologicheskie protsessy i oborudovanie dlya kuznechnykh i pressovykh tsekhov [New and Advanced Technological Processes and Equipment for Forging and Pressing Shops]. Moscow, Laboratory Offset Printing ONTEI Publ., 1968. 271 p.
6. Vershinskiy S.V. Proektirovanie svarnykh konstruktsiy v mashinostroenii [Design of Welded Structures in Mechanical Engineering]. Moscow, Mashinostroenie Publ., 1975. 376 p.
7. Milbach R. Ventilschaden und Ihre Ursachen. TRW Thompson GmbH, 1987, p. 52.
8. Frolov K.V. Entsiklopediya Mashinostroenie. Tom 2. Chast 1 [The Encyclopedia: Mechanical Engineering. Vol. 2. Part 1]. Moscow, Mashinostroenie Publ., 2001. 780 p.
780 p.
9. Gol’dshteyn M.I., Grachev S.V., Veksler Yu.G. Spetsial’nye stali [Special Steels]. Moscow, MISiS Publ., 1999. 408 p.
10. Perepletchikov E.F. [Laser Cladding of Chromium-Nickel Alloys Alloyed with Silicon and Boron]. Automatic Welding, 1968, no. 9. pp. 58-62. (in Russ.)
11. Sokolov E.N., Sadovskiy V.D. [High-Temperature Thermomechanical Processing of Metals and Alloys]. FIM, 1968, vol. 9, no. 2, pp. 226-240. (in Russ.)
12. Sadovskiy V.D. Strukturnaya nasledstvennost’ v stali [Structural Heredity in Steel]. Bern-shteyn M L. (Ed.). Moscow, Metallurgiya Publ., 1973. 208 p.
13. Sidorov V.V. Metallurgiya liteynykh zharoprochnykh splavov [Metallurgy of Foundry Heat Proof alloys]. Kablova E.N. (Ed.). Moscow, All-Russian Scientific Research Institute of Aviation Materials, 2016. 368 p.
368 p.
14. Amanov S.R. Plazmennaya naplavka vypusknykh klapanov dvigateley vnutrennego sgoraniya poroshkovymi splavami: dis. kand. tekhn. nauk [Plasma Surfacing of Exhaust Valves of Internal-Combustion Engines with Powder Alloys. Cand. Sci. Diss.]. Moscow, 2000. 160 p.
15. GOST 1778-70. Stal’. Metallograficheskie metody opredeleniya nemetallicheskikh vklyucheniy [State Standard 1778-70. Steel. Metallographic Methods for the Determination of Nonmetallic Inclusions]. Moscow, Standartinform Publ., 2011. 25 p.
Received 20 April 2019
ОБРАЗЕЦ ЦИТИРОВАНИЯ
Карева, Н.Т. Исследование трещинообразова-ния при изготовлении выпускного клапана ДВС / Н.Т. Карева, Д.Т. Чунгаков, Н.А. Заварцев // Вестник ЮУрГУ. Серия «Металлургия». — 2019. — Т. 19, № 2. -С. 44-52. DOI: 10.14529/met190205
— 2019. — Т. 19, № 2. -С. 44-52. DOI: 10.14529/met190205
FOR CITATION
Kareva N.T., Chungakov D.T., Zavartsev N.A. The Research of Cracking in the Fabrication of the Internal-Combustion Engine Exhaust Valve. Bulletin of the South Ural State University. Ser. Metallurgy, 2019, vol. 19, no. 2, pp. 44-52. (in Russ.) DOI: 10.14529/met190205
Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.
 Технологии производства клапанов.
Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана..jpg) Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде.%20MRK.jpg) Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0..jpg) 5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
Распредвал ДВС (выпускной клапан), сталь STELS TRIGGER 125
Распредвал ДВС (выпускной клапан), сталь STELS TRIGGER 125Стоимость и наличие запчастей уточняйте по телефону: +7 (495) 210-97-65
ГРАФИК РАБОТЫ В ПРАЗДНИЧНЫЕ ДНИ |
/ Распредвал ДВС (выпускной клапан), сталь
Информация по заказу запчастей на сайте www.
 stelsmoto.ru Вопрос: Как заказать запчасти?
stelsmoto.ru Вопрос: Как заказать запчасти?- Ответ: Заказать запчасти возможно тремя вариантами (Через корзину, Обратную связь или по телефону) указав оригинальный номер детали.
- Ответ: Номера всех деталей доступны на нашем сайте в разделе запчасти. https://stelsmoto.ru/zapchasti/
- Ответ: Написать нам на электронную почту [email protected] указав номера этих деталей, менеджер обработает ваш заказ сам.
Вопрос: Не могу оплатить заказ через сайт, что делать?
- Ответ: Вы формируете заказ без оплаты и отправляете. Оплата товара доступна только после проверки вашего заказа нашим менеджером. Если нужна доставка сразу указывайте полные данные для доставки (Индекс, адрес и ФИО) получателя. После подтверждения заказа вам на почту придет ссылка на оплату, по которой вы сможете оплатить заказ.

Вопрос: Как оформить и оплатить доставку?
- Ответ: При оформлении заказа одним из выше указанных вариантов в примечании к заказу вы указываете полный адрес, а так же службу доставки. (Почта, ЕМС, СДЭК). При оформлении доставки через СДЭК указывайте пункт выдачи, в котором вы хотите получить заказ.
- Адреса пунктов выдачи: https://cdek.ru/offices
- Все заказы отправляются только после полной оплаты деталей с доставкой. При отправке деталей компанией СДЭК вы оплачиваете только детали, за доставку оплата производится при получении.
Вопрос: Я оплатил заказ, перейдя по ссылке из вашего письма, что дальше?
- Ответ: От вас больше ничего не требуется. Раз мы вам прислали ссылку на оплату, значит, у нас есть все детали и адрес доставки. Как только мы отправим ваш заказ, вы получите скан накладной, по которой сможете отследить, где ваша посылка.
Вопрос: Я хочу забрать деталь самостоятельно из вашего магазина, это возможно?
- Ответ: Да, конечно.
 Но для вашего удобства вам лучше сформировать заказ, через сайт, указав в комментариях «самовывоз». Дождаться подтверждения от наших менеджеров о готовности заказа. Тогда при посещении магазина вам достаточно будет указать номер вашего заказа, который заранее будет собран для Вас.
Но для вашего удобства вам лучше сформировать заказ, через сайт, указав в комментариях «самовывоз». Дождаться подтверждения от наших менеджеров о готовности заказа. Тогда при посещении магазина вам достаточно будет указать номер вашего заказа, который заранее будет собран для Вас.
РАССЧИТАТЬ СТОИМОСТЬ ДОСТАВКИ ПО РОССИИ
Ваше сообщение было успешно отправлено нам. Спасибо!
Обратная связь
Изготовление клапанных пружин — Справочник химика 21
ИЗГОТОВЛЕНИЕ КЛАПАННЫХ ПРУЖИН [c.410] Независимо от того, будет ли сечение проволоки прямоугольным или круглым, технология изготовления клапанных пружин не изменяется. На некоторых компрессоростроительных заводах технологические процессы изготовления клапанных пружин отличаются малой производительностью из-за отсутствия минимально необходимой оснастки как для изготовления, так и для контроля качества этих ответственных деталей.%20BEN.jpg) [c.410]
[c.410]
Приведенный ниже типовой технологический процесс изготовления клапанных пружин рассчитан на изготовление пружин небольшими сериями при максимально возможной для этих условий технологической оснащенности. [c.410]
Проволока для изготовления пружин должна быть отожженной. Навивка производится на токарном станке при помощи специального приспособления, дающего возможность производить групповую навивку пружин с периодическим образованием рабочих и опорных (нерабочих) витков. Типовой технологический процесс изготовления клапанных пружин позволяет исключить трудоемкую ручную операцию по поджатию нерабочих витков, ручную обработку торцов пружин на заточном станке, осуществлять приемку пружин в соответствии с техническими условиями, а это улучшает качество пружин и снижает трудоемкость их изготовления. [c.410]
Типовой технологический процесс изготовления клапанных пружин. Операция первая — токарная. Конец проволоки закрепляется на оправке специального приспособления, смонтированного на токарном станке, и производится навивка заготовки диаметром О, шагом 1 и длиной Н для нескольких пружин. При этом обеспечивается наличие опорных нерабочих витков для каждой отдельной пружины. Затем заготовка пружин пресс-ножницами отрезается от бухты проволоки. [c.411]
Операция первая — токарная. Конец проволоки закрепляется на оправке специального приспособления, смонтированного на токарном станке, и производится навивка заготовки диаметром О, шагом 1 и длиной Н для нескольких пружин. При этом обеспечивается наличие опорных нерабочих витков для каждой отдельной пружины. Затем заготовка пружин пресс-ножницами отрезается от бухты проволоки. [c.411]
Полосовые клапаны. Они применяются в основном в компрессорах малой и средней производительности при низких давлениях. Обладая такими положительными качествами, как высокая плотность в закрытом состоянии и малое мертвое пространство, они нашли широкое применение в холодильных компрессорах. Полосовой клапан (рис. 7.7) состоит из седла с прямыми каналами, которые закрываются пластинами прямоугольной формы, изготовленными из пружинной стали. Ограничитель подъема пластин имеет вогнутую форму. Пластины, имеющие малую толщину, под давлением газа выгибаются по форме ограничителя. Концы пластин находятся в направляющих гнездах..jpg) Для предотвращения продольного сдвига пластин служат шпонки или ограничивающие планки. [c.198]
Для предотвращения продольного сдвига пластин служат шпонки или ограничивающие планки. [c.198]
Сталь марок 50—70 обладает высокой прочностью н высокими упругими свойствами и применяется для изготовления спиральных пружин лебедок, вертлюгов, пружинных шайб и колец, клапанных пружин и т. д. [c.40]
Основными преимуществами титана перед нержавеющими сталями являются устойчивость против точечной коррозии и коррозионного растрескивания металла, находящегося под напряжением, а также высокая коррозионная стойкость в растворах хлоридов и других жидкостях. Это определяет его применение в химическом машиностроении для изготовления насосов,, труб, пружин, автоклавов и т.п. Так, замена нержавеющей стали титаном при изготовлении клапанов, работающих в жидких агрессивных средах при высоком давлении, дала возможность увеличить срок их службы более чем в 20 раз. [c.19]
Рождению в 50-е годы и бурному развитию производства ингибированных нефтяных составов содействовало прежде всего автомобилестроение. В настоящее время проблема защиты от коррозии автомобилей значительно возросла, что связано с количественным и качественным изменениями автомобильного парка [142]. Если в начале века насчитывалось 6200 автомобилей, то в настоящее время их численность превышает 300 млн. В качественном отношении ущерб от коррозионных поражений и коррозионно-механического износа также значительно возрос. Применительно к двигателям внутреннего сгорания это связано с повышением удельной мощности двигателя, уменьшениями допусков при их изготовлении, переходом на У-образные двигатели с использованием гидравлических толкателей, подверженных интенсивной электрохимической коррозии, принудительной вентиляцией картера, усилением коррозионной составляющей в общем износе гильз цилиндров, поршневых колец, подшипников коленчатого вала, клапанов, пружин и других деталей [9—12]. Кузов, крылья, днища автомобилей изготавливаются из более тонкого листа, используются облегченные, самонесущие кузова, имеющие в качестве ребер жесткости многочисленные скрытые сечения [141, 142].
В настоящее время проблема защиты от коррозии автомобилей значительно возросла, что связано с количественным и качественным изменениями автомобильного парка [142]. Если в начале века насчитывалось 6200 автомобилей, то в настоящее время их численность превышает 300 млн. В качественном отношении ущерб от коррозионных поражений и коррозионно-механического износа также значительно возрос. Применительно к двигателям внутреннего сгорания это связано с повышением удельной мощности двигателя, уменьшениями допусков при их изготовлении, переходом на У-образные двигатели с использованием гидравлических толкателей, подверженных интенсивной электрохимической коррозии, принудительной вентиляцией картера, усилением коррозионной составляющей в общем износе гильз цилиндров, поршневых колец, подшипников коленчатого вала, клапанов, пружин и других деталей [9—12]. Кузов, крылья, днища автомобилей изготавливаются из более тонкого листа, используются облегченные, самонесущие кузова, имеющие в качестве ребер жесткости многочисленные скрытые сечения [141, 142]. В настоящее время на изготовление кузовов идет стальной лист толщиной 0,5—0,9 мм, что в два раза тоньше листов, используемых в 50-е годы. При соединении листов, в том числе точечной сваркой, образуются перекрытия, зазоры и профили, крайне уязвимые для многих видов коррозии. Достаточно сказать, что распределение объема трудовых затрат на весь срок службы автомобилей, распределяется следующим образом изготовление- новых автомобилей — 1,4%, техническое обслуживание—45,4%, текущий ремонт —46% и капитальный ремонт — 7,2%. [c.193]
В настоящее время на изготовление кузовов идет стальной лист толщиной 0,5—0,9 мм, что в два раза тоньше листов, используемых в 50-е годы. При соединении листов, в том числе точечной сваркой, образуются перекрытия, зазоры и профили, крайне уязвимые для многих видов коррозии. Достаточно сказать, что распределение объема трудовых затрат на весь срок службы автомобилей, распределяется следующим образом изготовление- новых автомобилей — 1,4%, техническое обслуживание—45,4%, текущий ремонт —46% и капитальный ремонт — 7,2%. [c.193]
Для изготовления клапанов с фторопластовыми амортизаторами любой конструкции необходимы следующие переделки в штатном клапане изготовление упора клапана измененной конструкции с гнездами под точечные пружины изготовление точечных пружин вместо концентрических штатных изготовление фторопластовых амортизаторов изготовление крепежных винтов (в случае использования конструкции с амортизаторами, крепящимися с помощью-винтов). Седло клапана и рабочие пластины остаются без изменения. [c.238]
[c.238]
Для изготовления клапанных коробок применяют кованую сталь спиральные пружины, работающие в воде, изготовляются из специальной стали. Контакты изготовляются из платины. Баллоны снабжаются запорными и предохранительными вентилями. [c.170]
Поставляется сталь в виде прутков различного диаметра, поковок и луженой проволоки. Применяется она для изготовления амортизаторов клапанных пружин, шайб Гровера и т. п. [c.154]
Клапанные пружины изготавливают из пружинной проволоки, навитой в холодном состоянии на специальной оправке и закаливают. После зачистки торцов пружины подвергают отпуску при температуре около 300° С, а затем сжимают 5—10 раз до соприкосновения витков. Применение неподходящих материалов для изготовления и плохая термообработка пружин часто являются причиной их плахой работы. [c.255]
Дисковые клапаны сложней по конструкции, чем кольцевые, требуют большей трудоемкости при изготовлении, но в то же время они более эффективны, так как при тех же посадочных диаметрах в дисковых клапанах может быть выполнено большее число каналов и колец меньшей ширины, тем самым увеличено проходное сечение. Наличие плоских пружин позволяет уменьшить высоту ограничителя подъема пластины и, в случае всасывающего клапана, уменьшить мертвое пространство. [c.197]
Наличие плоских пружин позволяет уменьшить высоту ограничителя подъема пластины и, в случае всасывающего клапана, уменьшить мертвое пространство. [c.197]
В обычных условиях работы долговечность клапанов ограничена не столько износом, сколько поломками пластин и пружин и зависит главным образом от качества применяемых материалов и технологии изготовления этих деталей. [c.361]
Во вторую ступень редуцирования входят шток 22, мембрана 26, жесткий центр 25, пружины 20 и 21, крышка корпуса 19, рычаг 17, кронштейн 15, ось 18, седло 14, колпачок 16 и пружина 12. Шток 22 изготовлен из латунной полосы прямоугольного сечения, изогнутой таким образом, что плоскости нижней и верхней его частей расположены под прямым углом друг к другу. В нижней части штока имеется фигурный вырез для зацепления со штоком первой ступени и прямоугольное отверстие для рычага. Выше к штоку припаян диск 27 с седлом предохранительного клапана. В верхней части штока имеется прямоугольное отверстие для оси 23 рукоятки 24. Мембрана 26 зажата между диском 27 и жестким центром 25 пружиной 21 и образует предохранительный клапан, не допускающий разрыва мембраны. Мембрана с жестким центром нагружена пружиной 20, упирающейся в крышку корпуса. Перемещение мембраны 26 передается колпачку 16 через упругий рычаг 17. Левая жесткая часть рычага, оканчивающаяся шариком, изготовлена из латуни, упругая правая часть — из стальной проволоки. Рычаг поворачивается вокруг оси 18 в кронштейне 15. Колпачок 16 имеет [c.130]
Мембрана 26 зажата между диском 27 и жестким центром 25 пружиной 21 и образует предохранительный клапан, не допускающий разрыва мембраны. Мембрана с жестким центром нагружена пружиной 20, упирающейся в крышку корпуса. Перемещение мембраны 26 передается колпачку 16 через упругий рычаг 17. Левая жесткая часть рычага, оканчивающаяся шариком, изготовлена из латуни, упругая правая часть — из стальной проволоки. Рычаг поворачивается вокруг оси 18 в кронштейне 15. Колпачок 16 имеет [c.130]
Сталь марки Ст.5 применяется для изготовления сосудов, работающих при давлении не более 50 кГ см и температуре стенки от —30 до +400° С, запорных элементов арматуры, работающей при температуре до 300° С в некоррозионной среде, для крепежных деталей при температуре не выше 350° С, решеток теплообменников, предназначенных для работы с некоррозионной нефтью и ее продуктами. Из стали марки Ст.7 изготовляют пружины для клапанов насосов и других машип, работающих при температуре до 150—200° С в некоррозионной среде, пружинные и кулачковые шайбы. [c.32]
[c.32]
На рис. 38 представлен клапан срыва вакуума свободного действия, автоматически открывающийся при появлении вакуума в зоне рабочего колеса турбины. Величина вакуума, при которой открывается клапан 1, регулируется натяжением пружины 2. Натяжение устанавливается гайкой 4 и фиксируется контргайкой 3. Плотность клапана в закрытом положении обеспечивается резиновым кольцом 6, прижатым к кольцу 5, изготовленному из нержавеющей стали и прикрепленному к корпусу клапана. На турбине устанавливают от двух до четырех клапанов. [c.57]
В кольцевых пластинчатых клапанах применяются кольцевые пружины прямоугольного сечения и точечные (местные) пружины круглого сечения. Для изготовления клапанных пружин применяется проволока из хромоникелевой стали марки 50ХФА по ГОСТу 2052-53. [c.410]
Для изготовления клапанных пружин рекомендуется также сталь 50ХФА по ГОСТу 4543—48. Навивка пружин из этой стали производится в холодном состоянии в отожженном виде, после чего производится термообработка. Режим термообработки закалка в масле при 860°, отпуск при 450°. [c.186]
Режим термообработки закалка в масле при 860°, отпуск при 450°. [c.186]
Низкое качество ремонта объясняется отсутствием необходимого технологического оборудования, недостаточным ассортиментом материалов, используемых для изготовления запчастей, нехваткой квалифицированного персонала. Повышение эффективности ремонтных служб достигается совершенствованием организации и технологии ремонтных работ. К числу технических мероприятий, повышающих экономические показатели ремонта, относятся использование прогрессивных методов ремонта и восстановления деталей и механизация ремонтных работ. Механизация позволяет повысить производительность труда при единичном и мелкосерийном производстве (а таким и является ремонтное производство) путем применения определенных приспособлений. К числу наиболее часто применяемых относятся следующие приспособления 1) передвижные механизмы для погрузо-разгрузоч-ных работ 2) универсальные стенды с быстродействующими пневматическими зажимами — для ремонта арматуры 3) универсальный гидропресс — для опрессовки арматуры 4) стенды для испытания пружин предохранительных клапанов на статическое сжатие 5) притирочные станки для притирки уплотнительных поверхностей арматуры 6) стенды для разборки-сборки поршневой группы компрессорного оборудования 7) стенды для разборки роторов центробежных насосов 8) гидропресс для запрессовкн-выпрессовки втулок 9) стенд для испытания прямоточных клапанов 10) манипуляторы-вращатели для наплавки цилиндрических деталей 11) универсальные штампы для изготовления клапанных пластин 12) пневматические и электрические гайковерты 13) гидравлические приспособления для разжима фланцевых соединений трубопроводов 14) передвижные установки для термообработки сварных швов 15) пресс с набором матриц и пуансонов для изготовления прокладок. [c.146]
[c.146]
Клапанные пружины изготовляют из пружинной стали 50ХФА или 65С2ВА. Изготовление производится путем холодной навивки предварительно отожженной проволоки. Навитые пружины подвергают предварительной термической обработке (нормализации) и окончательной [c.357]
Сталь марок 20ХГС и ЗОХГС применяется для изготовления высоконапряженных крепежных деталей, работающих при температуре до 400° С, клапанных пружин компрессоров, валиков, осей, кулачков соединительных муфт п зубчатых колес буровых установок, роликов втулочно-роликовых цепей, штропов элеваторов, хомутов вертлюгов и других деталей нефтезаводского и нефтепромыслового оборудования. Ниже показана зависимость предела выносливости закаленной стали марки ЗОХГС от температуры отпуска. [c.54]
Сталь марок 20ХГС и ЗОХГС применяется для изготовления вы-сокопапряженных крепежных деталей, работающих при температуре до 400° С, клапанных пружин компрессоров, валиков, осей, кулачков соединительных муфт и зубчатых колес буровых установок, роликов втулочно-роликовых цепей, штропов элеваторов, хомутов вертлюгов и других деталей нефтезаводского и нефтепромыслового оборудования. [c.62]
[c.62]
В рассматриваемом клапане пружины могут быть цилиндрическими из стальной проволоки, по нескольку штук на кольцевую пластину. При этом пластина будет прижиматься к седлу недостаточно равномерно. Для обеспечения равномерного воздействия на пластииу иногда применяют кольцевые пружины, изготовленные из стальной полосы (фиг. 72, 5). [c.154]
Всасывающий клапан беспружинный, инерционный. Он расположен в днище поршня прямоточного компрессора. Нагнетательный клапан пружинный. Выемки для пружины находятся вне замкнутого объема цилиндра. Пружины клапана 8 спиральные,по одной на каждую пластину 3. Розетки обоих клапанов / и 7 имеют отверстия для пара, расположенные по окружностям между пластинами. Во избежание прилипания и присасывания пластин к ограничителям подъема в канавках под пружинами просверлены небольшие отверстия. Розетки, одновременпоограничивая подъем пластин, направляют их выступами, центрируя по уплотнительным пояскам седел 2 и 6. В непрямоточных компрессорах пластинчатые клапаны как всасывающие, так и нагнетательные пружинные. В зависимости от диаметра эти клапаны изготовляют 1, 2, 3, 4, 5 и 6-пластипчатыми. При необходимости большого количества пластин в общую плиту встраивают несколько клапанов (групповой клапан). Последнее объясняется технологическими трудностями изготовления пластин (диаметром более 300 мм) с плотным прилеганием по большому периметру, а также возрастанием веса пружины из за резкого увеличения диаметра проволоки. Ширина пластин клапанов колеблется в современных конструкциях от 8 до 15 мм при их толщине от 1,0 до 2,0 Л(Л(. Ширина уплотнительных буртиков седел клапанов принимается 1—2 мм в зависимости от диаметра пластин. Перекрытие буртиков пластинами в современных конструкциях от 0,5до1,0жл( на сторону. В конструкциях компрессоров с кольцевыми [c.285]
В непрямоточных компрессорах пластинчатые клапаны как всасывающие, так и нагнетательные пружинные. В зависимости от диаметра эти клапаны изготовляют 1, 2, 3, 4, 5 и 6-пластипчатыми. При необходимости большого количества пластин в общую плиту встраивают несколько клапанов (групповой клапан). Последнее объясняется технологическими трудностями изготовления пластин (диаметром более 300 мм) с плотным прилеганием по большому периметру, а также возрастанием веса пружины из за резкого увеличения диаметра проволоки. Ширина пластин клапанов колеблется в современных конструкциях от 8 до 15 мм при их толщине от 1,0 до 2,0 Л(Л(. Ширина уплотнительных буртиков седел клапанов принимается 1—2 мм в зависимости от диаметра пластин. Перекрытие буртиков пластинами в современных конструкциях от 0,5до1,0жл( на сторону. В конструкциях компрессоров с кольцевыми [c.285]
Материалы, применяемые для клапанов и их приводов. Поршеньки, разгружающие клапаны, уплотняют мягкими уплотнителями, например кожаными манжетами, подвижными и неподвижными. В табл. У1-11 приведены материалы, применяемые для изготовления механизма приводов клапанов, а в табл. У1-12 — материалы, применяемые для изготовления клапанов детандеров. Пружины для клапанов применяют винтовые цилиндрические из проволоки круглого или прямоугольного сечения. Могут быть приняты следующие допускаемые напряжения для стальных пружин [г] [c.311]
В табл. У1-11 приведены материалы, применяемые для изготовления механизма приводов клапанов, а в табл. У1-12 — материалы, применяемые для изготовления клапанов детандеров. Пружины для клапанов применяют винтовые цилиндрические из проволоки круглого или прямоугольного сечения. Могут быть приняты следующие допускаемые напряжения для стальных пружин [г] [c.311]
Клапанные пружины изготовляют из пружинной стали 50ХФА. Заменителем может служить сталь 60С2. Изготовление производится путем холодной навивки предварительно отожженной проволоки. Навитые пружины подвергают предварительной термической обработке (нормализации) и окончательной термической обработке (закалка и последующий отпуск). Режим термической обработки для стали 50ХФА приведен в табл. VHI. 4. [c.347]
С учетом допусков на изготовление клапана различная интенсивность протекания релаксации пружин могла быть вызвана отклонением величины рабочих напряжений от номинального значения (+15 ). Вместе с тем, повышение требований к точности изготовления клапанов не давало П9л0жительных результатов. [c.125]
[c.125]
Материалом для изготовления пластин кольцевых клапанов служит главным образом хромистая и хромомарганцовокремнистая сталь окончательная обработка пластин производится притиркой (класс шероховатости не ниже десятого). Пластины ленточных и прямоточных клапанов изготовляют из пружинной углеродистой или нержавеющей стали, седла — из чугуна, качественных сталей и алюминиевых сплавов. [c.224]
Для снижения напряжений, возникающих в мембранах, С. М. Алтуховым [11 видоизменен перепускной клапан. В новой конструкции он нагружается давлением нагнетаемого ступенью газа, имеет пружину и рассчитан таким образом, что вне зависимости от давления нагнетания поддерживает заданную разность между давлениями масла и газа. В результате этого и изготовления мембран из нержавеющей стали Х15Н9Ю, упрочненной методом холодной нагартовки, долговечность мембран возросла во много раз — за 1660 ч работы (4 10 циклов) ни одна из П1ести мембран, проходивших параллельные испытания, не была разрушена. [c.662]
[c.662]
Все многолитражные баллоны снабжены однотипны. вентилем ВБ-1, являющимся запорным приспособлением при наполнении, хранении и расходовании сжиженного газа, он рассчитан на то л е рабочее давление, что и баллоны. Вентиль баллонный (рнс. 132) состоит из корпуса 9, клапана 2, прил имной гайки 7, шпинделя 6, маховика 2, пружины 10, заглушки И, мембраны 8, шайбы 5, гайки 4 и прокладок 1 и 12. Изготовленная из фосфористой бронзы или нерлоткрытом клапане 2. Герметичность вентиля в закрытом полол[c.239]
Сталь марки 3X13 служит для изготовления пружин предохранительных клапанов н уплотнительных колец арматуры. [c.62]
Х16Н7М2Ю — для изготовления дисков распыливающих сушилок при сушке двойного уперфосфата, клапанных пластин в компрессорах конвертированного газа, плунжеров и пружин карбонатных насосов. Рекомендуется для сварных конструкций [c.65]
Клапан автомобильный 3D модель
Для работы четырехтактного двигателя внутреннего сгорания требуется чётко функционирующая система газораспределения, в которую входят различные механические детали одними из которых являются впускные и выпускные тарельчатые клапаны.
Чтобы цилиндры двигателей внутреннего сгорания более эффективно наполнялись топливной смесью, тарелки впускных клапанов имеют больший диаметр, чем тарелки клапанов выпускных.
Наименование
Клапан 3D модель
Формат файла
*.dwg
Файл архива
*.rar
Размер файла
140 кб
В процессе функционирования любого двигателя внутреннего сгорания, именно через клапаны происходит поступление и возврат газов. Это происходит через специальные каналы, которые должны быть открыты в одних определенных фазах работы ДВС и перекрыты в других. При этом им надлежит быть не просто перекрытыми, а перекрытыми очень плотно и надежно, чтобы гарантированно предотвратить проникновение газов, находящихся под большим давлением.
Следует особо отметить, что клапаны всех современных двигателей внутреннего сгорания при их работе постоянно испытывают на себе воздействия высоких температур и немалого давления. Для того чтобы они могли успешно выдерживать эти негативные воздействия, для их изготовления используются специальные сплавы. В некоторых случаях для того, чтобы обеспечить наилучшее охлаждение клапанов современных ДВС, они выполняются не монолитными, а полыми. Имеющиеся в них полости заполняются солями натрия, температура плавления которых составляет
Для того чтобы они могли успешно выдерживать эти негативные воздействия, для их изготовления используются специальные сплавы. В некоторых случаях для того, чтобы обеспечить наилучшее охлаждение клапанов современных ДВС, они выполняются не монолитными, а полыми. Имеющиеся в них полости заполняются солями натрия, температура плавления которых составляет 97°С. Таким образом, при работе двигателя внутреннего сгорания эти соли находятся в жидком состоянии, что серьезно способствует отводу тепла от головок клапанов к их стержням и направляющим втулкам.
Конструкция практически всех клапанов, используемых в современных двигателях внутреннего сгорания, практически идентична. Они состоят из тарелок определенного диаметра, которые с одной стороны соединены со штоками. Со стороны соединения края клапанов тщательно зашлифовываются, причем чаще всего под углом 45°. В те моменты, когда клапаны закрыты, они примыкают своими фасками к так называемым седлам, которые также очень тщательно отшлифованы.
То, насколько хорошо это сделано, в решающей мере влияет на обеспечение газопроницаемости всего соединения в целом. Шлифовка, как самих клапанов, так и седел осуществляется при помощи специальных приспособлений. В некоторых случаях для притирки фасок к седлам используется очень мелкий абразив.
Следует особо отметить, что при работе двигателей внутреннего сгорания особо серьезное температурное и механическое воздействие оказывается именно на седла клапанов. Ударно-переменные нагрузки они испытывают при температурах от 700°С до 1000°С. По этой причине требования, которые предъявляются к материалу изготовления седел клапанов, весьма высоки. Он должен гарантированно выдерживать без деформации высокие температуры, быть устойчивым к газовой эрозии, ползучести и коррозии, обладать небольшим коэффициентом линейного расширения и хорошей теплопроводностью.
Для изготовления клапанов головок цилиндров используют различные материалы.
Торцы стержней выпускных клапанов чаще всего изготавливаются из стали 40ХН, а для производства головок вместе со стержнями в большинстве случаев применяется сталь 4Х14Н14В2М. Далее клапан подвергают закалке и отпуску до рабочей твердости головки
Далее клапан подвергают закалке и отпуску до рабочей твердости головки HRC 25–30 и торца стержня HRC 50–57.
Впускной клапан изготавливается из стали 4Х10СМ2, и далее термически обрабатывается до необходимой твердости в пределах HRC 35–40, а его торец доводится до твердости HRC 50–57, на глубину 2–3 мм.
Перед тем как клапаны и остальные детали газораспределительной системы автомобиля можно будет запустить в производство, их разрабатывают с применением компьютерных программ позволяющих визуально оценить их будущее состояние по 3D моделям, а так же произвести необходимые расчёты.
| Ст0 | Для второстепенных элементов конструкций и неответственных деталей: настилов, арматуры, подкладки, шайб, перил, кожухов, обшивки и др. | |
| ВСт2кп | Неответственные детали повышенной пластичности, малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах..jpg) | |
| ВСт2пс | ВСт2сп | Неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций,работающие при постоянных нагрузках и положительных температурах. |
| ВСт2сп | ВСт2пс | Неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций,работающие при постоянных нагрузках и положительных температурах. |
| ВСт3кп | ВСт3пс | Для второстепенных и малонагруженных элементов сварных и несварных конструкций, работающих в интервале температур от -10 до 400°С. |
| ВСт3пс | ВСт3сп | Несущие и ненесущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.Фасонный и листовой прокат (5-й категории)толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до +425°С.%20DOKURO.jpg) Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от -40 до +425°С при условии поставки с гарантируемой свариваемостью. Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от -40 до +425°С при условии поставки с гарантируемой свариваемостью. |
| ВСт3сп | ВСт3пс | Несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.Фасонный и листовой прокат (5-й категории) — для несущих элементов сварных конструкций, работающих при переменных нагрузках:при толщине проката до 25 мм в интервале температур от -40 до +425°С; при толщине проката свыше 25 мм в интервале от -40 до +425°С при условии поставки с гарантируемой свариваемостью. |
| ВСт3Гпс | ВСт3пс, 18Гпс | Фасонный и листовой прокат толщиной от 10 до 36 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от -40 до +425°С; и для ненесущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от -40 до +425°С при гарантируемой свариваемости. |
| ВСт4кп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей. | |
| ВСт4пс | ВСт4сп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др. |
| ВСт5пс | Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, звездочки, трубчатые решетки, фланцы и другие детали, работающие в интервале температур от 0 до +425°С; поковки сечением до 800 мм. | |
| ВСт5сп | Ст6сп, ВСт4сп | Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, звездочки, трубчатые решетки, фланцы и другие детали, работающие в интервале температур от 0 до +425°С; поковки сечением до 800 мм. |
| ВСт6пс | Для деталей повышенной прочности: осей, валов, пальцев поршней и т. д. | |
| ВСт6сп | ВСт5сп | Для деталей повышенной прочности: осей, валов, пальцев поршней и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля. |
| Ст05кп | Неответственные детали, изготавливаемые методом холодной штамповки и высадки. | |
| Ст08 | Ст 10 | Детали, к которым предъявляются требования высокой пластичности: шайбы, патрубки, прокладки и другие неответственные детали, работающие в интервале температур от -40 до 450°С. |
| Ст08(кп,пс) | Ст 08 | Для прокладок, шайб, вилок, труб, а также деталей, подвергаемых химико-термической обработке, -втулок, проушин, тяг. |
| Ст10 | Ст08,15,08кп | Детали,работающие в интервале температур от -40 до 450°С, к которым предъявляются требования высокой пластичности. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. |
| Ст10(кп,пс) | Ст08кп,15кп,10 | Детали,работающие в интервале температур до 450°С, к которым предъявляются требования высокой пластичности, а также втулки, ушки, шайбы, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
| Ст15 | Ст10,20 | Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие в интервале температур от -40 до 450°С; после ХТО — рычаги, кулачки, гайки и другие детали,к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины. |
| Ст15(кп,пс) | Ст10кп,20кп | Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от -40 до 425°С. После цементации и цианирования — детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (крепежные детали, оси, рычаги и другие детали). |
| Ст18кп | Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей. | |
| Ст20(20А) | Ст15,25 | После нормализации или без термообработки — крюки кранов, муфты, вкладыши подшипников и другие детали,работающие при температуре от -40 до 425°С под давлением, после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. |
| Ст20(кп,пс) | Ст15кп | После нормализации или без термообработки — патрубки, штуцера, вилки, болты, фланцы, корпуса аппаратов и другие детали из кипящей стали, работающие от -20 до 425°С;после цементации и цианирования — детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (крепежные детали, оси, пальцы, звездочки и другие). |
| Ст25 | Ст20, 30 | Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники, крепежные детали и другие неответственные детали;после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
| Ст30 | Ст25, 35 | Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности. |
| Ст35 | Ст30,40,35Г | Детали невысокой прочности, испытывающие небольшие напряжения:оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали. |
| Ст40 | Ст35, 45, 40Г | После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и др. детали;после поверхностного упрочнения с нагревом ТВЧ — детали средних размеров, к которым предъявляются требования высокой поверхностной твердости и износостойкости при малой деформации (длинные валы, ходовые валики, зубчатые колеса). |
| Ст45 | Ст40Х, 50, 50Г2 | Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность..jpg) |
| Ст50 | Ст45, 50Г, 50Г2, 55 | После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
| Ст55 | Ст50, 60, 50Г | После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
| Ст60 | Ст55, 65Г | Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, шпиндели, бандажи, диски сцепления, пружинные кольца амортизаторов, замочные шайбы, регулировочные шайбы, регулировочные прокладки и другие детали,к которым предъявляются требования высокой прочности и износостойкости.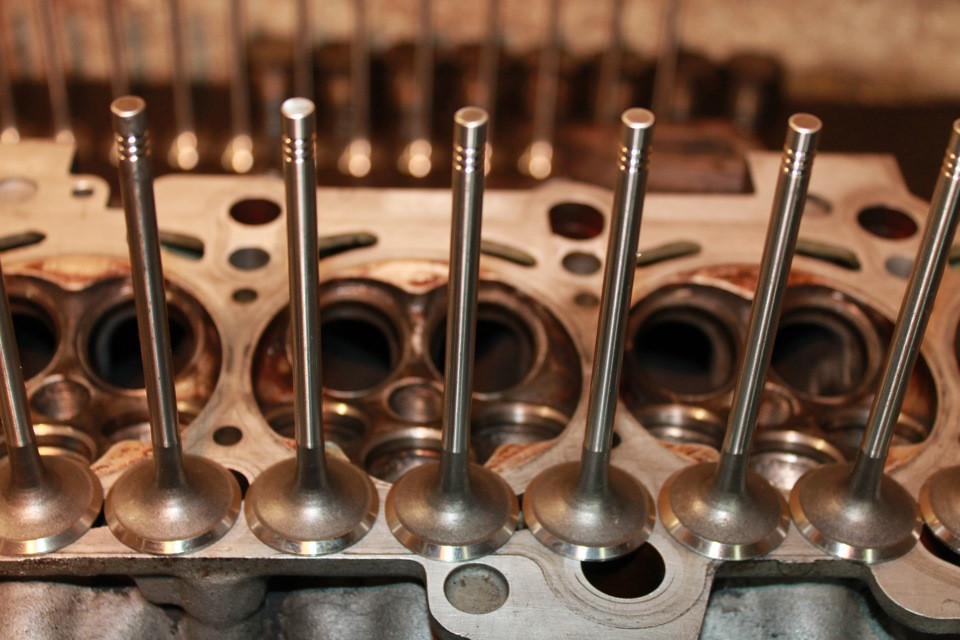 |
| А12 | А20 | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие малонагруженные мелкие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности и точности размеров. |
| А20 | А12 | Мелкие детали машин и приборов, малонагруженные детали сложной конфигурации, к которым предъявляются повышенные требования по качеству поверхности и точности размеров, после цементации и цианирования — малонагруженные детали,к которым предъявляются требования износостойкости и повышенного качества поверхности. |
| А30 | А40, А40Г | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности, работающие при повышенных напряжениях и давлениях. |
| А40Г | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования к чистоте поверхности, работающие при повышенных напряжениях и давлениях. | |
| АС12ХН | АС14ХГН, АС19ХГН | Храповики коленчатого вала, фланцы масляного насоса, штифты, рычаги переключения передач, тяги, гайки, муфты, оси. |
| АС14ХГН | АС12ХН, АС19ХГН | Оси сателлитов, ступицы, скользящие муфты синхронизатора. |
| АС19ХГН | АС12ХН, АС14ХГН,АС20ХГНМ | Промежуточные шестерни заднего хода, венцы синхронизаторов, шестерни коробки передач. |
| АС35Г2 | А40Г | Валики масляного насоса, шпильки, оси. |
| АС30ХМ | АС38ХГМ, АС40ХГНМ | Червяки рулевого управления, шестерни, валики, шпильки. |
| АС38ХГМ | АС30ХМ, АС40ХГНМ | Кольца запорного подшипника, полуоси, шестерни, шпильки, шпиндели. |
| АС40ХГНМ | АС38ХНМ | Ответственные детали в автомобилестроении, шестерни, валики и т.д. |
| 09Г2 | 10Г2, 9Г2С, 09Г2Д, 09Г2Т | Стойки ферм, верхние обвязки вагонов, хребтовые балки, двутавры и другие детали вагоностроения, детали экскаваторов, элементы сварных металлоконструкций и другие детали, работающие при температуре от -40 до +450°С..jpg) |
| 14Г2 | 15ХСНД | Для крупных листовых конструкций, работающих до температуры -70°С. |
| 12ГС | 12Г2А, 14Г2А, 15ГС | Детали, изготовляемые путем вытяжки, ковки, штамповки. |
| 16ГС | 17ГС, 15ГС, 20Г2С, 20ГС, 18Г2С | Фланцы, корпуса и другие детали, работающие при температуре от -40 до 475°С под давлением;элементы сварных металлоконструкций,работающих при температуре -70°С. |
| 17ГС | 16ГС | Корпуса аппаратов, днища, фланцы и другие сварные детали,работающие под давлением при температурах от -40 до +475°С. |
| 17Г1С | 17ГС | Сварные детали,работающие под давлением при температурах от -40 до +475°С. |
| 09Г2С | 09Г2, 09Г2ДТ, 09Г2Т, 10Г2С | Различные детали и элементы сварных металлоконструкций,работающих под давлением при температурах от -40 до +475°С. |
| 10Г2С1 | 10Г2С1Д | Различные детали и элементы сварных металлоконструкций,работающих при температуре от -70°С;аппараты, сосуды и части паровых котлов,работающих под давлением при температурах от -40 до +475°С. |
| 10Г2Б | 0Г2Б | Для сварных металлических конструкций. |
| 15Г2СФД | Для сварных металлических конструкций в строительстве и машиностроении. | |
| 14Г2АФ | 16Г2АФ | Металлоконструкции для промышленных зданий, подкрановые фермы для мостовых кранов. |
| 16Г2АФ | 15Г2АФ, 14Г2АФ | Металлоконструкции, сварные фермы. Для изделий машиностроения. |
| 18Г2АФпс | 15Г2АФДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Листовой прокат для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале температур до -60°С. |
| 14ХГС | 15ХСНД, 16ГС, 14ГН, 16ГН, 14СНД | Сварные конструкции, листовые, клапанные конструктивные детали. |
| 15Г2АФДпс | 18Г2АФпс, 16Г2АФ, 10ХСНД, 1БХСНД | Ответственные сварные конструкции, в том числе северного исполнения. |
| 20ХГ2Ц | Для изготовления арматуры периодического профиля класса А-4 диаметром от 10 до 32 мм. | |
| 10ХСНД | 16Г2АФ | Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С. |
| 10ХНДП | В строительстве и машиностроении для сварных конструкций. | |
| 15ХСНД | 16Г2АФ, 15ГФ, 14ХГС, 16ГС, 14СНД | |
| 35ГС | ВСт5сп, Ст6, Ст5пс | Для изготовления арматуры периодического профиля класса А-3 диаметром от 6 до 40 мм. |
| 25Г2С | Для изготовления арматуры периодического профиля класса А-4 диаметром от 10 до 32 мм. | |
| 15Х | 20Х | Втулки, пальцы, шестерни,валики, толкатели и другие цементуемые детали,к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины,детали,работающие в условиях износа при трении. |
| 20Х | 15Х,20Хн, 12ХН2, 18ХГТ | Втулки, обоймы, гильзы, диски и другие цементуемые детали,к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины,детали,работающие в условиях износа при трении. |
| 30Х | 30ХРА, 35Х, 35ХРА | Для осей, валиков, рычагов, болтов,гаек и других некрупных деталей. |
| 35Х | 40Х, 35ХР | Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали. |
| 38ХА | 40Х, 35Х, 40ХН | Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и другие улучшаемые детали. |
| 40Х | 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР | Оси, валы, вал-шестерни, коленчатые и кулачковые валы, зубчатые венцы, шпиндели, оправки, рейки и другие улучшаемые детали повышенной прочности. |
| 45Х | 40Х, 50Х, 45ХЦ, 40ХГТ, 40ХФ, 40Х2АФЕ | Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости и работающие при незначительных ударных нагрузках. |
| 50Х | 40Х, 45Х, 50ХН, 50ХФА | Валы, шпиндели,установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости и работающие при незначительных ударных нагрузках. |
| 15Г | 20Г | После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, винты, шестерни,червяки и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости;без термообработки — сварные подмоторные рамы, башмаки, косынки, штуцера, втулки. |
| 35Г | Тяги, оси, серьги,траверсы, рычаги, муфты, валы, звездочки, цилиндры, диски, шпиндели, соединительные муфты паровых турбин, болты, гайки, винты и другие детали, к которым предъявляются требования невысокой прочности. | |
| 20Г | Ст20, 30Г | После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, винты, шестерни,червяки и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости;без термообработки — сварные подмоторные рамы, башмаки, косынки, штуцера, втулки. |
| 30Г | Ст35, 40Г | Тяги, оси, серьги,траверсы, рычаги, муфты, валы, звездочки, цилиндры, диски, шпиндели, болты, гайки, винты и другие детали, к которым предъявляются требования невысокой прочности. |
| 40Г | Ст45, 40Х | Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки, распределительные валики, головки плунжеров и другие детали, к которым предъявляются требования повышенной прочности. |
| 45Г | 40Г, 50Г | Коленчатые валы, шатуны, оси, карданные валы, тормозные рычаги, диски трения, зубчатые колеса, шлицевые и шестеренные валы, анкерные болты. |
| 50Г | 40Г, 50 | Диски трения, валы, шестерни, шлицевые валы, шатуны, распределительные валики, втулки подшипников, кривошипы, шпиндели, ободы маховиков, коленчатые валы дизелей и газовых двигателей и другие детали, к которым предъявляются требования повышенной прочности и износостойкости. |
| 10Г2 | 09Г2 | Крепежные и другие детали, работающие при температуре от -70°С под давлением. |
| 35Г2 | 0Х | Валы, полуоси, цапфы, рычаги сцепления, вилки, фланцы, коленчатые валы, шатуны, болты, кольца, кожухи, шестерни и другие детали, применяемые в различных отраслях машиностроения, к которым предъявляются требования повышенной износостойкости. |
| 40Г2 | 45Г2, 60Г | Оси, коленчатые валы, поршневые штоки, рычаги, распределительные валики, карданные валы, полуоси и другие детали. |
| 45Г2 | 50Г2 | Валы-шестерни, коленчатые и карданные валы, полуоси, червяки, крышки шатунов, шатуны, звенья конвейерных цепей и другие крупногабаритные средненагруженные детали. |
| 50Г2 | 45Г2, 60Г | Шестерни, диски трения, шестеренные валы и другие детали, работающие на истирание. |
| 47ГТ | 40ХГРТ | Полуоси автомобилей. |
| 18ХГ | 20Х, 18ХГТ, 20ХГР, 15Х, 20ХН | Улучшаемые и цементуемые детали. |
| 18ХГТ | 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 14ХГСН2МА, 20ХГР | Улучшаемые или цементуемые детали ответственного назначения, от которых требуется повышенная прочность и вязкость сердцевины, а также высокая поверхностная твердость, работающие под действием ударных нагрузок. |
| 25ГС | 17Г1С, 17ГС, 25Г2С | Крупные детали, изготавливаемые с применением ЭШС, цилиндры гидропрессов, валы гидротурбин и т.д. |
| 20ХГР | 20ХН3А, 20ХН2М, 12ХН3А, 18ХГТ, 12ХН2 | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие улучшаемые или цементуемые детали, работающие под действием ударных нагрузок.%20DOKURO.jpg) |
| 30ХГТ | 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Улучшаемые и цементуемые детали, от которых требуется высокая прочность, вязкая сердцевина и высокая поверхностная твердость, работающие при больших скоростях и повышенных удельных давлениях под действием ударных нагрузок. |
| 15ХФ | 20ХФ | Для некрупных деталей, подвергаемых цементации и закалке с низким отпуском (зубчатые колеса, поршневые пальцы, распределительные валики, плунжеры, копиры). |
| 40ХФА | 40Х, 65Г, 50ХФА, 30Х3МФ | В улучшенном состоянии шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и другие детали, работающие при температуре до 400 °С; после закалки и низкого отпуска — червячные валы и другие детали повышенной износостойкости. |
| 40ХМФА | Замки насосно-компрессорных труб, шлицевые валы, штоки, шатуны, крепежные детали трубопроводов, работающие при температуре до 400 °С. | |
| 33ХС | Улучшаемые детали пружинного типа сравнительно небольших сечений, от которых требуется высокая прочность, износостойкость и упругость. | |
| 25ХГТ | 18ХГТ, 30ХГТ, 25ХГМ | Нагруженные зубчатые колеса и другие детали, твердость которых более HRC 59. |
| 38ХС | 40ХС | Валы, шестерни, муфты, пальцы и другие улучшаемые детали небольших размеров, от которых требуется высокая прочность, износостойкость и упругость. |
| 40ХС | 38ХС, 35ХГТ | Валы, шестерни, муфты, пальцы и другие улучшаемые детали небольших размеров, от которых требуется высокая прочность, износостойкость и упругость. |
| 20ХГСА | 30ХГСА | Ходовые винты, оси, валы, червяки и другие детали, работающие в условиях износа и при знакопеременных нагрузках при температурах до 200°С. |
| 25ХГСА | 20ХГСА | Ответственные сварные и штампованные детали, применяемые в улучшенном состоянии:ходовые винты, оси, валы, червяки, шатуны, коленчатые валы, штоки и другие детали. |
| 30ХГС | 40ХФА, 35ХМ, 40ХН, 35ХГСА | Различные улучшаемые детали: валы, оси, зубчатые колеса, тормозные ленты моторов, фланцы, корпуса обшивки, лопатки компрессорных машин, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали. |
| 30ХГСА | 40ХФА, 35ХМ, 40ХН, 25ХГСА,35ХГСА | Различные улучшаемые детали: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин,работающие при температуре до 400 °С; рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах. |
| 35ХГСА | 30ХГС, 30ХГСА, 30ХГТ, 35М | Фланцы, кулачки, пальцы, валики, рычаги, оси, детали сварных конструкций и другие улучшаемые детали сложной конфигурации, работающие в условиях знакопеременных нагрузок. |
| 30ХМ(30ХМА) | 35ХМ, 35ХРА | Шестерни, валы, цапфы, шпильки, гайки и различные другие детали, работающие при температуре до 450-500 °С. |
| 35ХМ | 40Х, 40ХН, 30ХМ, 35ХГСА | Валы, шестерни, шпиндели, шпильки, фланцы,диски, покрышки, штоки и другие ответственные детали, работающие в условиях больших нагрузок и скоростей при температуре до 450-500 °С. |
| 38ХМА | Ответственные детали общего назначения в машиностроении. | |
| 14Х2ГМР | 14ХНМДФР | Тяжелонагруженные сварные детали и узлы. |
| 20ХН | 15ХР, 20ХНР, 18ХГТ | Шестерни, втулки, пальцы, детали крепежа и другие детали, от которых требуется повышенная вязкость и умеренная прокаливаемость. |
| 40ХН | 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. |
| 45ХН | 40ХН | Коленчатые валы, шатуны, шестерни, шпиндели, муфты, болты и другие ответственные детали. |
| 50ХН | 40ХН, 60ХГ | Валки для горячей прокатки, валы-шестерни, зубчатые колеса, бандажи, коленчатые валы, шатуны, болты, выпускные клапаны и другие крупные ответственные детали. |
| 20ХНР | 20ХН | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие нагруженные крупные детали, работающие в условиях ударных нагрузок. |
| 12ХН2 (12ХН2А) | 20ХНР, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 12ХН3А | 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 20Х2М | Ст30, 22Х3М | Круглые детали, изготавливаемые методом ЭШС, днища, обечайки, колонны гидропрессов, поковки для деталей, работающих под давлением. |
| 12Х2Н4А | 0ХГРН, 12ХН2, 12ХН3А, 20Х2Н4А, 20ХГР | Зубчатые колеса, валы, ролики, поршневые пальцы и другие крупные особо ответственные цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах. |
| 25Х2Н4МА | Крупногабаритные шатуны и другие детали большой вязкости и прокаливаемости (для дизелестроения). | |
| 30ХН3А | 30Х2ГН2, 25Х2ГНТА, 34ХН2М | Венцы ведомых колес тяговых зубчатых передач электропоездов, шестерни и другие улучшаемые детали. Может применяться при температуре -80 °С (толщина стенки не более 100 мм). |
| 20ХН3А | 20ХГНР, 20ХНГ, 38ХА, 15Х2ГН2ТА, 20ХГР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 20Х2Н4А | 20ХГНР, 15ХГН2ТА, 20ХГНТР | Шестерни, валы, пальцы и другие цементуемые особо ответственные высоконагруженные детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах. |
| 38ХГН | 38ХГНМ | Детали экскаваторов, крепеж, валы, оси, зубчатые колеса, серьги и другие ответственные детали, к которым предъявляются требования повышенной прочности. |
| 20ХГНР | 20ХН3А, 12ХН2, 12ХН3А | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие ответственные детали, работающие в условиях ударных нагрузок. |
| 30ХГСН2А | Шестерни, фланцы, кулачки, пальцы, валики, оси, шпильки и другие ответственные тяжелонагруженные детали. | |
| 20ХН2М (20ХНМ) | 20ХГР, 15ХР, 20ХНР, 20ХГНР | Шестерни, полуоси, сателлиты, кулачки, шарниры и другие детали. |
| 30ХН2МА | Коленчатые валы, шатуны, ответственные болты, шпильки, диски, звездочки и другие ответственные детали, работающие в сложных условиях нагружения при нормальных, пониженных и повышенных температурах. | |
| 30Х3МФ | Детали судовых дизелей, плунжеры топливных насосов высокого давления, направляющие, тонкостенные гильзы и другие детали (в том числе прецизионные), которые должны обладать износостойкостью при высоких давлениях. | |
| 38Х2Ю | Трущиеся детали приборов, детали вспомогательных агрегатов, валики водяных насосов, работающие в подшипниках скольжения, плунжеры, направляющие втулки кондукторов. | |
| 38Х2Н2МА | Валы, шатуны, болты, шпильки и другие крупные особо ответственные тяжелонагруженные детали сложной конфигурации, применяемые в улучшенном состоянии. | |
| 40ХН2МА | 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Коленчатые валы, клапаны, шатуны, крышки шатунов, ответственные болты, шестерни, кулачковые муфты, диски и другие тяжелонагруженные детали. Валки для холодной прокатки металлов. |
| 40Х2Н2МА | 38Х2Н2МА | Крупные детали: валы, диски, редукторные шестерни, а также крепежные детали. |
| 38ХН3МА | 38ХН3ВА | Валы, оси, шестерни и другие особо ответственные детали. |
| 18Х2Н4МА (18Х2Н4ВА) | 15Х2ГН2ТРА, 20Х2Н4А | В цементованном и улучшенном состоянии применяется для ответственных деталей, к которым предъявляются требования повышенной прочности, износостойкости и вязкости, а также для деталей, подвергающихся высоким вибрационным и динамическим нагрузкам. Сталь может применяться при температуре от -70 до 450 °С. Сталь может применяться при температуре от -70 до 450 °С. |
| 30ХН3М2ФА | Диски паровых турбин. | |
| 38ХН3МФА | Наиболее ответственные тяжелонагруженные детали, работающие при температурах до 400°С. | |
| 45ХН2МФА | Торсионные валы, коробки передач и другие нагруженные детали, работающие при скручивающих повторно-переменных нагрузках и испытывающие динамические нагрузки. | |
| 20ХН4ФА | 18Х2Н4МА | Клапаны впуска, болты, шпильки и другие ответственные детали, работающие в коррозионной среде при повышенных температурах (300-400°С). |
| 38Х2МЮА | 38Х2ЮА, 38ХВФЮ, 20Х3МВФ, 38Х2Ю | Штоки клапанов паровых турбин, работающие при температуре до 450°С, гильзы цилиндров двигателей внутреннего сгорания, иглы форсунок, тарелки букс, распылители, пальцы, плунжеры, распределительные валики, шестерни, валы, втулки и другие детали. |
| 35ХН1М2ФА | Диски паровых турбин, оси, валы и другие особо ответственные крупные детали с высокими требованиями к механическим свойствам. | |
| 38Х2Н3М | Ответственные детали контейнеров с высокими требованиями по механическим свойствам при повышенных температурах. | |
| 34ХН1М | 38Х2НМ, 34ХН3М, 38Х2Н2МА, 40Х2Н2МА | Диски, валы, роторы турбин и компрессорных машин, валы экскаваторов, оси, муфты, шестерни, полумуфты, вал-шестерни, болты, силовые шпильки и другие особо ответственные высоконагруженные детали, к которым предъявляются высокие требования по механическим свойствам и работающие при температуре до 500°С. |
| 30ХН2МФА | 30ХН2ВФА | Валы, цельнокованные роторы, диски, детали редукторов, болты, шпильки и другие ответственные детали турбин и компрессорных машин, работающих при повышенных температурах. |
| 36Х2Н2МФА | 37ХН3МФА | Для крупных ответственных деталей-дисков, крепежных болтов и т..jpg) д. д. |
| 34ХН3М | 35ХНВ, 35ХГНМ, 38Х2НМ, 34ХН1М, 34ХН3МА, 34ХН3МФА | Крупные особо ответственные детали с высокими требованиями к механическим свойствам. |
| 38Х2НМ | 34ХН1М, 40ХН2МА | Ответственные детали тяжелого и транспортного машиностроения типа осей, валов и другие высоконагруженные детали, а также детали, используемые в условиях низких температур. |
| 38Х2НМФ | 4ХН1М, 40ХН2МА, 34ХН3М | Ответственные детали тяжелого и транспортного машиностроения типа осей, валов и другие высоконагруженные детали, а также детали, используемые в условиях низких температур. |
| 12К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 15К | 20К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, корпуса аппаратов и другие детали котлостроения и сосудов, работающих под давлением при температуре до 450°С. |
| 16К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 18К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 20К | 15К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, корпуса аппаратов и другие детали котлостроения и сосудов, работающих под давлением при температуре до 450°С. |
| 22К | 25К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, полумуфты, патрубки и другие детали , работающие под давлением при температуре от -40 до 450°С. |
| 12МХ | Различные детали, работающие при температуре до 530°С. | |
| 12Х1МФ | Различные детали, работающие при температуре 540 — 580°С. | |
| 25Х1МФ | Различные детали, работающие при температуре до 540°С. Крепежные детали, работающие при температуре от — 40 до 500°С. | |
| 25Х2М1Ф | Крепежные детали, работающие при температуре до 535°С, плоские пружины, болты, шпильки и другие детали. | |
| 20Х3МВФ | Крепеж и детали, работающие при температуре до 540 — 560°С. | |
| 15Х5М | Трубы, задвижки, крепеж и другие детали, от которых требуется сопротивляемость окислению при температуре до 600 — 650°С. | |
| 15ХМ | Различные детали, работающие при температуре от — 40 до 560°С под давлением. | |
| ШХ15 | ЩХ9, ШХ12, ШХ15СГ | Шарики диаметром до 150 мм, ролики диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапаны, корпуса распылителей, ролики толкателей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность. |
| ШХ15СГ | ХВГ, ШХ15, 9ХС, ХВСГ | Крупногабаритные кольца шарико- и роликоподшипников со стенками толщиной более 20 — 30 мм; шарики диаметром более 50 мм; ролики диаметром более 35 мм. |
| 95Х18 | Кольца, шарики и ролики подшипников, втулки, оси, стержни и другие детали,от которых требуются повышенная прочность и износостойкость и работающие при температуре до 500°С или подвергающиеся действию умеренных агрессивных сред(морской или речной воды, щелочных растворов, азотной и уксусной кислоты и др.). | |
| ШХ4 | Кольца железнодорожных подшипников. | |
| Ст65 | Ст60, 70 | Рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость; детали, работающие в условиях трения при наличии высоких статических и вибрационных нагрузок. |
| Ст70 | 65Г | Рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, а также износостойкость. |
| Ст75 | Ст70, 80, 85 | Круглые и плоские пружины различных размеров, пружины клапанов двигателя автомобиля, пружины амортизаторов, рессоры, замковые шайбы, диски сцепления, эксцентрики, шпиндели, регулировочные прокладки и другие детали, работающие в условиях трения и под действием статических и вибрационных нагрузок. |
| Ст85 | Ст70, 75, 80 | Пружины, фрикционные диски и другие детали, к которым предъявляются требования высоких прочностных и упругих свойств и износостойкости. |
| 60Г | 65Г | Плоские и круглые пружины, рессоры, пружинные кольца и другие детали пружинного типа, от которых требуются высокие упругие свойства и износостойкость; бандажи, тормозные барабаны и ленты, скобы, втулки и другие детали общего и тяжелого машиностроения. |
| 65Г | Ст70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, зажимные и подающие цанги и другие детали, которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. |
| 55С2 | 0С2, 60С2, 35Х2АФ | Пружины и рессоры, применяемые в автомобилестроении, тракторостроении, железнодорожном транспорте и других отраслях машиностроения. |
| 60С2 | 5С2, 50ХФА | Тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы пружинные. |
| 60С2А | 60С2Н2А, 60С2Г, 50ХФА | Тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы Гровера и др. |
| 70С3А | Тяжелонагруженные пружины ответственного назначения. | |
| 55ХГР | Для изготовления рессорной полосовой стали толщиной 3 — 24 мм. | |
| 50ХФА | 60С2А, 50ХГФА, 9ХС | Тяжелонагруженные ответственные детали, к которым предъявляются требования высокой усталостной прочности, пружины, работающие при температуре до 300°С и другие детали. |
| 60С2Н2А | 60С2А, 60С2ХА | Ответственные и тяжелонагруженные пружины и рессоры. |
| 60С2Х2 | 60С2ХФА, 60С2Н2А | Для изготовления крупных высоконагруженных пружин и рессор ответственного назначения. |
| 60С2ХФА | 60С2А, 60С2ХА, 9ХС, 60С2ВА | Ответственные и тяжелонагруженные пружины и рессоры, изготовляемые из круглой калиброванной стали. |
| 65С2ВА | 60С2А, 60С2ХА | Ответственные и высоконагруженные пружины и рессоры. |
Легированная сталь для клапанов двигателей внутреннего сгорания и связанных деталей
Мое изобретение относится к легированным сталям и, в частности, к клапанам, вкладышам седел клапанов и другим частям двигателей внутреннего сгорания, контактирующим с выхлопными газами.
6 С момента появления несколько лет назад бензинов, содержащих добавки соединений свинца с целью уменьшения детонации топлива, производители клапанной и клапанной стали искали сплав, который в дополнение к характеристикам, ранее требовавшимся от стали для с этой целью достигается высокая стойкость к коррозионному и эрозионному воздействию выхлопных газов, возникающих в результате сгорания этих антидетонационных соединений в бензине, и особенно соединений, содержащих свинец, бром и хлор или другие комбинации галогенметаллов.
Прогресс в этом направлении был сильно затруднен из-за отсутствия каких-либо подходящих лабораторных испытаний, в соответствии с которыми легированные стали могут подвергаться условиям, имитирующим реальные условия, при которых клапаны, вкладыши седла клапана и т.п. -детонационные соединения в качестве топлива, и только в прошлом году был разработан такой тест.
Хорошо известно, что сталь для использования в выпускных клапанах двигателей внутреннего сгорания должна иметь хорошее сопротивление образованию накипи при температурах, превышающих 1600 * F.Желательно, чтобы его критическая точка превышала 1400 ° F, он не должен деформироваться после многократного нагрева и охлаждения, а также должен иметь хорошую устойчивость к коррозии в холодном состоянии.
За исключением их восприимчивости к воздействию продуктов выхлопа антидетонационного бензина, хромо-кремниевые стали, описанные Армстронгом в его патенте Соединенных Штатов № 1322511, делают стали для клапанов очень хорошего качества, и в течение многих лет большинство выпускных клапанов Применяемые в двигателях внутреннего сгорания как у нас, так и за рубежом, были изготовлены из этого состава.
С развитием двигателя с высокой степенью сжатия, для удовлетворительной работы которого требуется недетонирующее топливо, возникла потребность в выпускных клапанах, способных длительно работать в условиях агрессивных выхлопных газов, содержащих соединения свинца, кислорода и брома. и вполне общепринято, что лучшие клапанные стали, известные в настоящее время, — это высоколегированные аустенитные типы, содержащие хром, никель и кремний, в которых содержание никеля составляет 6% или более. Такие стали, демонстрируя значительную стойкость к химическому воздействию, дороги, сложны в обработке, имеют низкую твердость по Бринеллю, что создает трудности для штока клапана, имеют большой коэффициент расширения при нагревании до рабочих температур клапана и относительно низкую теплопроводность.
С помощью лабораторного испытания, которое включает нагревание образцов стали, подлежащих испытанию, в специально подготовленном инертном тигле, содержащем оксибромид свинца, при температуре 1560 ° F в течение шести часов или более, я обнаружил довольно неожиданное Дело в том, что стали, содержащие довольно много хрома и значительное количество кремния, но с относительно небольшими количествами никеля, демонстрируют гораздо большую стойкость к атакам, чем прямые хромикремниевые стали или хромоникелево-кремниевые стали с никелем в более высоких диапазонах..jpg) Таким способом было испытано очень большое количество образцов, содержащих хром и кремний в различных количествах, как без никеля, так и с никелем в количествах, варьирующихся на небольшие проценты до 23%, и результаты ясно показывают, что оптимальное количество никеля в той мере, в какой оно обеспечивает Устойчивость к воздействию оксибромида свинца составляет около 2% от веса сплава хром-кремний. Также указано, что из хроменикель-кремниевых сплавов с содержанием хрома от 10% до 25%, кремния от 1% до 6% и никеля от 0% до 23%, из сплавов с содержанием никеля менее 4%.0% на сегодняшний день являются самыми стойкими из всей серии. Кроме того, эти сплавы в состоянии мягкого отжига имеют по существу субмартенситную микроструктуру, которая делает их легко обрабатываемыми в отличие от сплавов, обычно имеющих в основном мартенситную или аустенитную структуру. На самом деле микроструктура моего сплава в мягком отожженном состоянии обычно представляет собой карбиды в ферритной матрице.
Таким способом было испытано очень большое количество образцов, содержащих хром и кремний в различных количествах, как без никеля, так и с никелем в количествах, варьирующихся на небольшие проценты до 23%, и результаты ясно показывают, что оптимальное количество никеля в той мере, в какой оно обеспечивает Устойчивость к воздействию оксибромида свинца составляет около 2% от веса сплава хром-кремний. Также указано, что из хроменикель-кремниевых сплавов с содержанием хрома от 10% до 25%, кремния от 1% до 6% и никеля от 0% до 23%, из сплавов с содержанием никеля менее 4%.0% на сегодняшний день являются самыми стойкими из всей серии. Кроме того, эти сплавы в состоянии мягкого отжига имеют по существу субмартенситную микроструктуру, которая делает их легко обрабатываемыми в отличие от сплавов, обычно имеющих в основном мартенситную или аустенитную структуру. На самом деле микроструктура моего сплава в мягком отожженном состоянии обычно представляет собой карбиды в ферритной матрице.
На прилагаемом чертеже на рис. 1 показано влияние различных процентных долей никеля, примерно до 8%.потеря в миллиграммах на квадратный сантиметр в час хромоникель-кремниевых сплавов, описанных в данном документе, при проведении вышеуказанных испытаний при 1340 ° F; и на рис. 2 показан тот же эффект при испытании при 1560 ° F. На каждом рисунке верхняя кривая показывает потери при погружении образцов на 60% в оксибромид свинца, а нижняя кривая — потери при полном погружении. Можно сказать, что между примерно 7% и 23% никеля потери немного уменьшаются до примерно 12% никеля, а затем увеличиваются.
1 показано влияние различных процентных долей никеля, примерно до 8%.потеря в миллиграммах на квадратный сантиметр в час хромоникель-кремниевых сплавов, описанных в данном документе, при проведении вышеуказанных испытаний при 1340 ° F; и на рис. 2 показан тот же эффект при испытании при 1560 ° F. На каждом рисунке верхняя кривая показывает потери при погружении образцов на 60% в оксибромид свинца, а нижняя кривая — потери при полном погружении. Можно сказать, что между примерно 7% и 23% никеля потери немного уменьшаются до примерно 12% никеля, а затем увеличиваются.
Повышенные количества хрома в хромо-кремниевом сплаве не оказывают заметного влияния на большие потери, которые несут сплавы этого типа, когда 65 подвергаются вышеуказанному испытанию, но с добавлением небольших количеств никеля, рассматриваемых здесь, увеличение содержания хрома при сохранении Практически одинаковое содержание никеля делает сплав значительно более устойчивым к коррозионному воздействию при испытании на оксибромид свинца.
Основные элементы моей композиции -……………………………. от 0,20% до 2,00%. 10 кр ……………………………————— ————. От 10,00% до 25,00%.
S —————————.-… От 1,00% до 6,00%.
Н —————————………………… …. от 0,65% до примерно 4,00%.
Утюг …………………………..—————- ———-. Остаток средств.
Можно добавить до 10% вольфрама, молибдена, тантала, меди или ванадия или до 4% алюминия, титана или циркония для достижения конкретных характеристик, желательных при определенных условиях.Например, добавки вольфрама или молибдена, даже в небольших количествах, скажем до 2%, повысят стойкость сплава к горячему оксибромиду свинца и увеличат предел прочности при растяжении при высокой температуре.
Совершенно необходимо, чтобы кремний присутствовал в сплаве в количествах, несколько превышающих 1% во всех случаях, чтобы обеспечить достаточную устойчивость к образованию накипи при высокой температуре и дополнить никель в обеспечении устойчивости к оксибромиду свинца. Это станет очевидным из рассмотрения следующих анализов и относительных потерь в них при испытании на оксибромид свинца.
Это станет очевидным из рассмотрения следующих анализов и относительных потерь в них при испытании на оксибромид свинца.
50. … Из вышеприведенной таблицы можно отметить, что с 70% кремния менее 1%, как в анализах 3 и 4, добавление целых 1,4% никеля практически не влияет на повышение стойкости сплава к оксиду свинца. бромид. Фактически, образец 4 с 1,4% никеля показывает большие потери, чем образец 7I, не содержащий никеля, что указывает на то, что кремний, превышающий 1%, вместе с никелем весьма важен для достижения желаемого сопротивления.
Если сплав будет использоваться для выпускных клапанов или седел для выпускных клапанов, содержание кремния должно быть более 2.5%, когда хром используется в самых низких диапазонах, и я предпочитаю, чтобы содержание никеля не превышало примерно одну пятую от содержания хрома и кремния, вместе взятых. В следующей таблице показаны относительные потери различных сплавов хром-никель-кремний при испытании на оксибромид свинца.
Хотя номер анализа 5 в приведенной выше таблице и диаграммы, показанные на чертеже, показывают, что сплавы, содержащие хром и кремний в пределах указанных выше диапазонов, а также содержащие никель несколько больше 4. 0% обеспечивает отличную стойкость к воздействию оксибромида свинца, я предпочитаю, для конкретных применений, для которых предназначен мой сплав, чтобы содержание никеля не превышало примерно 4,0%. С никелем более 40 критическая точка будет слишком низкой или вообще отсутствовать, и сплав будет находиться в зоне перехода между мартенситом и аустенитом или очень близко к ней. Это приводит к нестабильному составу, который в одних условиях будет мартенситным, а в других — аустенитным.
0% обеспечивает отличную стойкость к воздействию оксибромида свинца, я предпочитаю, для конкретных применений, для которых предназначен мой сплав, чтобы содержание никеля не превышало примерно 4,0%. С никелем более 40 критическая точка будет слишком низкой или вообще отсутствовать, и сплав будет находиться в зоне перехода между мартенситом и аустенитом или очень близко к ней. Это приводит к нестабильному составу, который в одних условиях будет мартенситным, а в других — аустенитным.
Чтобы показать характеристики некоторых моих сплавов, не допускающие коробления, и, в частности, показать, что деформация не накапливается, был использован квадрат размером 50 на 5 дюймов, содержащий C.О. 58%, Si. 2,98%, Cr. 15,0% и Ni. 1,75% было повторно нагрето до 16000 F и закаливалось, помещая его «плашмя» в воду, так что одна сторона охлаждалась намного быстрее, чем другая.
Прогиб в центре после каждого такого 76 Loss In wgt. мг / кв. см / час.
Образец для анализа Образец на 60% под водой на 100% под водой 0 81 Cr Ni 1340 ° F 15600 F. 13400 F. 1560 F. 1 0,6 3,4 15,7 0 53,4 53,7 39,3 73,8 2 0,7 3,4 17,1 L,4 28,9 25,9 25,3 18,7 3 0,6 3,3 15,6 2,1 28,9 25,2 26.4 19,9 4 0,7 2,9 18,3 2,3 16,2 34,3 7,7 21 7 0,5 2,4 15,8 4,2 18,3 36,8 8,8 21,0 6 0,4 3,0 19,0 6,5 32,3 44,6 27,2 35,2 7 0,4 3,1 17,4 8,1 31,3 43,2 28,3 34,2 Потеря веса мг / кв. см / час.
13400 F. 1560 F. 1 0,6 3,4 15,7 0 53,4 53,7 39,3 73,8 2 0,7 3,4 17,1 L,4 28,9 25,9 25,3 18,7 3 0,6 3,3 15,6 2,1 28,9 25,2 26.4 19,9 4 0,7 2,9 18,3 2,3 16,2 34,3 7,7 21 7 0,5 2,4 15,8 4,2 18,3 36,8 8,8 21,0 6 0,4 3,0 19,0 6,5 32,3 44,6 27,2 35,2 7 0,4 3,1 17,4 8,1 31,3 43,2 28,3 34,2 Потеря веса мг / кв. см / час.
Образец для анализа, погруженный на 60%, 100% погруженный в воду 0 St Cr Ni 13400 F. 1 0,6 3,0 12,0 ……..
2 0,6 3,0 12,0 0,8 3 0,7 0,6 16,7 ……..
4 0,5 0,8 17,7 1,4 0,6 3,4 15,7 -… 6 0,7 3,4 17. 1. 1,4 7 0,6 2,0 22,0 ……..
8 0,6 2,0 22,0 2,8 Образец 1560 «F. 13400 F.15600 F.
54,4 54,3 49,5 63 29,6 39,3 40,3 61,0 35,5 45,7 33,3 48,3 43,2 47,7 37,5 65,0 59,4 50,7 30,7 75,0 28,0 32,5 24,9 19,1 15,2 48,4 47,0 69,0 19,9 31,5 8,8 20,0 затем измеряли закалку. Результаты представлены в таблице ниже Отклонение Первое плавание. — …—————— 0,0015 «Второе плавание ————— —— 0,0018 «Третья ступень ———- ———— 0,0000» Четвертая ступень ——— ——- —— 0,0012 «Пятая плавка ———- ———— 0,0015» Все сплавы, входящие в объем моего изобретения, могут быть легко изготовлены как на мельнице и при производстве арматуры. Их можно отжигать для облегчения обработки, а затем их можно закаливать обычными методами.
Их можно отжигать для облегчения обработки, а затем их можно закаливать обычными методами.
Для выпускных клапанов двигателей внутреннего сгорания я предпочитаю состав C —————————— 0.50- 1.0 Cr ….- ————————- 15.00-25.0 Si ——————— ———— 2,00- 3,0 Ni _—————————— 1,00- 3,0 В той мере, в какой просто придавая композиции устойчивость к воздействию оксибромида свинца, кобальт может быть полностью или частично заменен на никель, но помимо того, что он более дорогой, его влияние на ударную вязкость и способность к упрочнению сплава намного меньше произносится.
Из вышеизложенного очевидно, что с небольшой поправкой на примеси количество железа в моем сплаве может составлять от 52% до 87% от общего веса.
Слово «клапан», используемое в формуле изобретения, следует понимать как включающее в себя вкладыши седла для клапанов и другие детали, связанные с клапанами и вкладышами, которые при использовании подвергаются контакту с выхлопными газами двигателя внутреннего сгорания.
Я заявляю следующее: 1.Легированная сталь для использования в клапанах двигателей внутреннего сгорания, имеющая в мягком отожженном состоянии по существу субмартенситную микроструктуру и отличающаяся высокой стойкостью к коррозионным потерям при воздействии оксибромида свинца при рабочих температурах клапана; указанная сталь содержит углерода от 0,20% до 2,0%, хрома от 10% до 25%, кремния от более 1% до 6%, никеля от 0,65% до менее 4% и железа от 52% до примерно 87%.
2. Клапан для двигателя внутреннего сгорания из сплава по п.1.
3. Легированная сталь для использования в клапанах двигателей внутреннего сгорания, имеющая в мягком отожженном состоянии субмартенситную микроструктуру и отличающаяся стойкостью к коррозионным потерям при длительном воздействии оксибромида свинца при рабочих температурах клапана; указанная сталь, содержащая углерод от около 0,50% до около 1,0%, хром от около 15% до около 25%, кремний от около 2% до около 3%, никель от около 1% до около 3% и железо от около 60% до около 80%.
4. Выпускной клапан двигателя внутреннего сгорания из сплава по п.3.
5. Легированная сталь для использования в клапанах двигателей внутреннего сгорания, имеющая в мягком отожженном состоянии субмартенситную микроструктуру и отличающаяся высокой стойкостью к коррозионным потерям при воздействии оксибромида свинца при рабочих температурах клапана; указанная сталь содержит углерода от 0,20 до 2%, хрома от 10% до 25%, кремния от более чем 1% до 6%, никеля от 0%.От 65% до менее примерно 4% и железа от примерно 52% до примерно 87%; содержание кремния превышает примерно 2,5%, когда хром находится в нижних частях своего диапазона.
6. Клапан двигателя внутреннего сгорания из сплава по п.5.
7. Легированная сталь для использования в выпускных клапанах двигателей внутреннего сгорания, имеющая в мягком отожженном состоянии субмартенситную микроструктуру и отличающаяся высокой стойкостью к коррозионным потерям при воздействии оксибромида свинца при рабочих температурах клапана; указанная сталь содержит углерод от 0 до 0.От 20% до 2%, хрома от 10% до 25%, кремния от 2% до 4%, никеля от 1% до примерно 4%, но не более одной пятой хрома и кремния вместе взятых, и железа от примерно 55% до примерно 86%.
8. Выпускной клапан для двигателя внутреннего сгорания, содержащий сплав по п.7. 9. Легированная сталь для использования в клапанах двигателей внутреннего сгорания, имеющая в мягком отожженном состоянии по существу субмартенситную микроструктуру и отличающаяся высокой устойчивость к коррозионным потерям при воздействии оксибромида свинца при рабочих температурах клапана; указанная сталь с содержанием углерода более 0.От 20% до 2%, хрома от 10% до 25%, кремния от более 2% до 6%, никеля от 0,65% до менее 4% и железа от 52% до примерно 87%. 60 10. Клапан для двигателя внутреннего сгорания из сплава по п.9.
УОЛТЕР Р. БРИЛЕР.
СВИДЕТЕЛЬСТВО О ИСПРАВЛЕНИИ.
Патент № 2,015,991. 1 октября 1935 г.
УОЛТЕР Р. БРИЛЕР.
Настоящим удостоверяется, что в печатном описании патента с указанным выше номером появляется ошибка, требующая исправления следующим образом: Стр. 2, второй столбец, строка 69, прописная буква «0» зачеркнута.»; а в строке 70 вместо» 58% «следует читать 0,58%; и что упомянутые патентные письма следует читать с этими исправлениями, чтобы они соответствовали записям дела в Патентном ведомстве.
Подписано и скреплено печатью 5 ноября 1935 г. н.э.
Лесли Фрейзер
(PDF) Усталостная прочность нержавеющей стали X45CrSi93, применяемой в качестве клапанов двигателя внутреннего сгорания
H. J. C. Voorwald et al. / Procedure Engineering 10 (2011) 1256–1261
1257
Доступно на сайте www.sciencedirect.com
Разработка процедур 00 (2011) 000–000
www.elsevier.com/locate/procedia
ICM11
Усталостная прочность нержавеющей стали X45CrSi93, применяемой в качестве клапанов двигателя внутреннего сгорания
HJC Voorwald
a *
, RC Coisse, MOH Cioffi
№
Реферат
Нержавеющие стали используются для изготовления впускных и выпускных клапанов, применяемых в двигателях внутреннего сгорания.Обычно требуется, чтобы клапаны
выдерживали циклические нагрузки, возникающие из-за процессов открытия и закрытия во время работы. Целью данного исследования
является изучение влияния на осевую усталостную прочность полученной микроструктуры после термообработки
мартенситной стали X45CrSi93 в сочетании с различными видами обработки поверхности, такими как твердое хромирование, нитрид
и шлифование. Было подтверждено значительное увеличение усталостной прочности мартенситной стали после азотирования
по сравнению с результатами для хромированных образцов.Небольшое увеличение предела прочности на разрыв было также отмечено на азотированных деталях в результате увеличения сопротивления за счет твердого раствора азота и углерода.
© 2011 Опубликовано Elsevier Ltd. Выбор и экспертная оценка под ответственностью ICM11
Ключевые слова: нержавеющие стали; клапаны; нитрид; усталость
1. Введение
Клапаны — это компоненты, ответственные за открытие цилиндра двигателя внутреннего сгорания для того, чтобы
влаги топливо-воздух поступала во время такта впуска и для выпуска сгоревших газов сгорания
на выпуске ход, как показано на рисунке 1а.
Напряжения, приложенные к клапанам в течение срока их службы, создаются динамикой клапанного механизма, ускорением закрытия
(из-за угла закрытия вала CAM и силы пружины) и из-за давления сгорания.
Дизельные двигатели создают более высокое давление на торце клапана по сравнению с двигателями Отто [1, 3].
На рисунке 1b показано типичное комбинированное распределение напряжений на галтели впускного клапана Отто.
2 Имя автора / Процедура Engineering 00 (2011) 000–000
Рис.1. а) Номенклатура клапанов двигателя [3]. б) Напряжения, приложенные к зоне галтеля впускного клапана [4]
Что касается двигателей Отто и дизельных двигателей, мощность и степень сжатия которых меняются во времени,
во время процесса сгорания выделяют газы и пары топлива, что сильно влияет на работу клапанов окружающей среды.
окислитель, особенно потому, что рабочая температура во впускных клапанах достигает 550ºC. Температура выпускных клапанов
составляет от 700 ° C до 800 ° C, а в некоторых более тяжелых случаях достигается 900 ° C [1,
3], что оправдывает применение специальных сплавов
Усталостные разрушения могут происходить при головная часть клапанов, вызывающая радиальные трещины из-за напряжений, создаваемых градиентами температуры
(термическая усталость) или кордная трещина (поперечные трещины), рядом с поверхностью седла из-за механических изгибающих напряжений
.
В зоне стопорной канавки также возможны поперечные трещины из-за растягивающего напряжения
в сочетании с геометрическим концентратором напряжений, образованным радиусом стопорной канавки. Коррозия также является определяющим фактором при усталостных отказах [3].
Тепловые сбои во впускных клапанах могут возникать из-за наличия горячих точек внутри камеры цилиндра
, предварительного воспламенения или утечек газов через поверхность седла.
2. Методика эксперимента
Образцы X45CrSi93 были приготовлены из горячекатаных прутков, подвергнутых механической обработке, закалке и отпуску
в соответствии со следующими спецификациями: 30 минут аустенитизации при 1040 ° C в печи Ipsen T-6
с 0,40% углеродная потенциальная атмосфера и закалка в масле со средней скоростью охлаждения; 60 минут при
680ºC в печи LWBU непрерывного действия и спокойном воздушном охлаждении до достижения 35 HRc / 45 HRc, что гарантирует долговечность и износостойкость
, сохраняя пластичность, необходимую для ударопрочности [3].Образец
на рис. 2 был выполнен в соответствии с ASTM E466 с постоянным радиусом между параллельными сторонами [5].
Рисунок 2 — Усталостный образец с размерами в мм [5].
После термообработки образцы были разделены на две группы с различной обработкой поверхности:
1) Образцы, азотированные в процессе Sursulf в течение 50 минут при 530ºC [6, 7];
2) Вторая группа была хромирована путем гальваники на обычном оборудовании.
Образцы были испытаны на растяжение и осевую усталость с использованием оборудования INSTRON модели 8801.Модель JSM — 5310 SEM
SEM Jeol, оснащенная EDS, использовалась для анализа трещин при растяжении и усталости.
Ø
1
0
±
0
, 0
5
±
0
, 0
3
30
± 2 1,0 35000 1,0
35
± 1,0
100
± 1,0
4
7
±
1
,
0
a)
Имя автора / Разработка процедур 00 (2011) 000–000 3
3.Результаты
Образцы были идентифицированы следующим образом: 1BTC для хромированных и 1BTN для азотированных деталей. Средние результаты
для прочности на растяжение и предела текучести представлены в таблице 1.
Таблица 1 — Результаты испытаний на растяжение
Предел прочности (МПа) Предел текучести (МПа)
Без покрытия 1062 897
Хромированный 1033 873
Азотированный 1148 970
Кривые осевой усталости SxN представлены на рис.3. Предел выносливости прямо пропорционален механической прочности
[7] в отношении химического состава, термической и термохимической обработки. По мере увеличения твердости
из-за изменения химического состава в азотированном слое стали поверхностное механическое сопротивление
выше, что напрямую отражается на усталостной прочности. Шену и др. [8], это явление
является следствием увеличения твердого раствора.
Рисунок 3 — Кривая осевой усталости
Азотированный слой обеспечивает блокировку поверхностного движения дислокаций из-за изменения химической структуры
и твердого раствора внедрения. Азот в этой области обеспечивает процесс динамического старения
во время пластической деформации, что объясняет разницу предела текучести и предела прочности на разрыв
азотированных образцов по сравнению с хромированными.
Хромовое покрытие создает профиль остаточных напряжений при растяжении в подложке, связанный с тем фактом
, что во время разложения гидрида хрома образуется смесь хрома-α (CBC) и хрома-β
(шестивалентный) с плотностью 7,017 и 6,143, соответственно, формируются, генерируя внутренние напряжения [9],
, которые уравновешиваются образованием структуры с микротрещинами, которая ведет себя как уже существующие трещины [10].
Поверхностные трещины вызывают точки концентрации напряжений, которые изменяют локальные условия нагружения,
, потому что напряжение вокруг микротрещин больше, чем среднее напряжение зародышевой поверхностной трещины
с относительно низкими напряжениями [11]. Концентрация этих сил вызывает локальное разрушение слоя хрома
, ведущее к разрушению.
Результаты испытаний на усталость показывают увеличение прочности азотированных образцов примерно на 50% по сравнению с
гальванических образцов, связанное с увеличением механической прочности поверхности твердого раствора
, обусловленной диффузией азота в междоузлиях.
Обнаруженная микроструктура состоит из отпущенного мартенсита с мелкими выделениями карбида на всем протяжении
10000 100000 1000000
400
500
600
700
800
900
1000
N (циклы
) с покрытием
Азотирование
Материал без обработки поверхности
2 Имя автора / Процедура Engineering 00 (2011) 000–000
Рис. 1. a) Номенклатура клапанов двигателя [3].б) Напряжения, приложенные к зоне галтеля впускного клапана [4]
Что касается двигателей Отто и дизельных двигателей, мощность и степень сжатия которых меняются во времени,
во время процесса сгорания выделяют газы и пары топлива, что сильно влияет на работу клапанов окружающей среды.
окислитель, особенно потому, что рабочая температура во впускных клапанах достигает 550ºC. Температура выпускных клапанов
составляет от 700 ° C до 800 ° C, а в некоторых более тяжелых случаях достигается 900 ° C [1,
3], что оправдывает применение специальных сплавов
Усталостные разрушения могут происходить при головная часть клапанов, вызывающая радиальные трещины из-за напряжений, создаваемых градиентами температуры
(термическая усталость) или кордная трещина (поперечные трещины), рядом с поверхностью седла из-за механических изгибающих напряжений
.
В зоне стопорной канавки также возможны поперечные трещины из-за растягивающего напряжения
, объединенного с геометрическим концентратором напряжений, образованным радиусом стопорной канавки. Коррозия также является определяющим фактором при усталостных отказах [3].
Тепловые сбои во впускных клапанах могут возникать из-за наличия горячих точек внутри камеры цилиндра
, предварительного воспламенения или утечек газов через поверхность седла.
2. Методика эксперимента
Образцы X45CrSi93 были приготовлены из горячекатаных прутков, подвергнутых механической обработке, закалке и отпуску
в соответствии со следующими спецификациями: 30 минут аустенитизации при 1040 ° C в печи Ipsen T-6
с 0,40% углеродная потенциальная атмосфера и закалка в масле со средней скоростью охлаждения; 60 минут при
680ºC в печи LWBU непрерывного действия и спокойном воздушном охлаждении до достижения 35 HRc / 45 HRc, что гарантирует долговечность и износостойкость
, сохраняя пластичность, необходимую для ударопрочности [3].Образец
на рис. 2 был выполнен в соответствии с ASTM E466 с постоянным радиусом между параллельными сторонами [5].
Рисунок 2 — Усталостный образец с размерами в мм [5].
После термообработки образцы были разделены на две группы с различной обработкой поверхности:
1) Образцы, азотированные в процессе Sursulf в течение 50 минут при 530ºC [6, 7];
2) Вторая группа была хромирована путем гальваники на обычном оборудовании.
Образцы были испытаны на растяжение и осевую усталость с использованием оборудования INSTRON модели 8801.Модель JSM — 5310 SEM
SEM Jeol, оснащенная EDS, использовалась для анализа трещин при растяжении и усталости.
Ø
1
0
±
0
, 0
5
±
0
, 0
3
30
± 2 1,0 35000 1,0
35
± 1,0
100
± 1,0
4
7
±
1
,
0
a)
Высокотемпературная коррозия внутренних поверхностей клапаны двигателя внутреннего сгорания (Conference)
Нойман, В., Джонс, Д., и Клодор, А. М. Высокотемпературная коррозия клапанов двигателя внутреннего сгорания . США: Н. п.,
Интернет.
Нойман В., Джонс Д. и Клодор А. М. Высокотемпературная коррозия клапанов двигателя внутреннего сгорания . Соединенные Штаты.
Нойман, В., Джонс, Д., и Клодор, А. М..
«Высокотемпературная коррозия клапанов двигателей внутреннего сгорания». Соединенные Штаты.
@article {osti_5452230,
title = {Высокотемпературная коррозия клапанов двигателя внутреннего сгорания},
author = {Нойман, В. и Джонс, Д. и Клодор, А. М.},
abstractNote = {Выпускные клапаны двигателей внутреннего сгорания подвергаются воздействию различных агрессивных сред и термомеханических нагрузок при повышенных температурах.Неблагоприятное сочетание этих факторов может привести к преждевременному выходу из строя выпускных клапанов из-за режима коррозионной усталости. Основными корродирующими веществами в двигателях внутреннего сгорания, работающих на этилированном бензине, являются оксид свинца, смесь сульфатов, брома и хлора. Присутствие этих корродирующих веществ было определено с помощью дифракции и анализа отложений EDAX. Данные стендовых испытаний были получены для оценки различных материалов клапана в таких коррозионных средах. Когда используется стандартная линейка нержавеющих сталей, упрочненных углеродом и азотом (например, 21-4N, разработанная специально для выпускных клапанов), а рабочие температуры превышают возможности этих сталей, отказ приводит к повышенной коррозионной усталости из-за оксида свинца.Суперсплавы на основе никеля, такие как Inco-751, обладающие отличной стойкостью к коррозии на основе оксида свинца, позволяют продлить срок службы клапана. Основываясь на данных стендовых испытаний этих сплавов на коррозию оксида свинца, можно было бы ожидать повышения эксплуатационной способности на 115 ° C. Однако увеличение срока службы этих сплавов в настоящее время ограничено из-за сульфидирования и коррозии, усиленной бромом / хлором. Следовательно, увеличение допустимой рабочей температуры ограничено примерно 60 C. Это было определено данными двигателя и стендовых испытаний.Ни один из известных в настоящее время сплавов не обладает сочетанием коррозионной стойкости и прочности в диапазоне 1600 F, чтобы полностью удовлетворить это требование. Решения заключаются в разработке новых сплавов для решения этих сложных задач.},
doi = {},
url = {https://www.osti.gov/biblio/5452230},
journal = {Выбор статьи TMS (Металлургическое общество); (США)},
issn = {0197-1689},
число =,
объем = 56,
place = {United States},
год = {},
месяц = {}
}
ПИСТОЛЕТЫ КЛАПАНЫ ДВИГАТЕЛЯ
КЛАПАНЫ ДВИГАТЕЛЯКлапаны двух различных типов. используется в двигателях внутреннего сгорания.Клапаны называются впускным двигателем клапаны позволяют свежему воздуху / топливной смеси попадать в цилиндр при открытии и закрытие впускного отверстия. Клапаны, называемые выпускными, позволяют выхлопные газы удаляют из цилиндра, открывая и закрывая выхлопное отверстие.
КЛАПАНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
A / S: BI
МЕТАЛЛИЧЕСКИЕ КЛАПАНЫ
Выпускные клапаны специально изготовлены из
биметаллический. Головки клапанов, которые выдерживают коррозию, износ,
подвижное и механическое усилие изготовлено из аустенитной стали, а
штоки клапанов изготовлены из мартенситной стали, поскольку биметаллические
увеличивает время работы клапана.
Na: КЛАПАНЫ, ЗАПОЛНЕННЫЕ
НАТРИЙ
Внутренняя часть некоторых клапанов заполнена натрием.
так что его тепло может быть уменьшено для двигателей, которые работают с
высокая скорость в тяжелых условиях долгое время, поэтому возможность
уменьшаются трещины, коррозия и деформация.
Ni:
АЗОТИРОВАННЫЕ КЛАПАНЫ
Некоторые клапаны применяются путем нитрования.
обработать так, чтобы их износостойкость и устойчивость к коррозии
увеличивать.Нитрованная пластина на клапанах не хрупкая и не падает
в распад. Время усталости может быть увеличено до 80% на высоколегированных сплавах.
сталь и% 40 по стали хромоникелевой части 8-18 азотированием.
Процесс снижает коэффициент трения и увеличивает корреляцию
сопротивление. Нитрация снижает липкость, даже если нет
смазка. Эти особенности продлевают срок службы клапана.
ST: STELLITED VALVES
Вспомогательный процесс
наносится на выпускной клапан и некоторые седла впускных клапанов и наконечник штока
концы для увеличения их сопротивления
Y: КЛАПАНЫ С
ЗАКРЕПЛЕННЫЕ СЕДЛА
Седла впускных клапанов особенно
закалено индукцией для предотвращения истирания
Cr.ХРОМ
КЛАПАНЫ С ПОКРЫТИЕМ
Шток клапанов хромирован для
увеличить поверхностное сопротивление и уменьшить износ. В
процесс не только увеличивает сопротивление ствола, но также
снижает функциональную мощность, так что удлиняет клапан и направляющую
долговечность.
Ph: КЛАПАНЫ С ФОСФАТНЫМ ПОКРЫТИЕМ
Клапаны покрыты фосфатом, чтобы они могли сохранять смазку.
и быть защищенным от коррозии.
МАТЕРИАЛ, ИСПОЛЬЗУЕМЫЙ В
КЛАПАН:
N Легированная сталь для всасывания
клапаны, также используемые в качестве материала штока для биметаллических версий, являются
сильный от коррозии.
S CrSi выпускной клапан из стали с высоким сопротивлением как крайним температуры и коррозии, обычно используемые для изготовления впускных клапанов.
O (CrMo) — сталь с отличным износом. сопротивление и с низким коэффициентом трения используется для высоких –Напряженные выпускные клапаны.
A (CrNiMn) Аустенитный CrNiMn — Сталь для высоконапряженных выпускных клапанов, с высокая стойкость к горению и коррозии используется в качестве головы материал со стеллитовой облицовкой для биметаллических исполнений, также не производятся этилированным топливом.
R Аустенитный (CrMoMn) — Сталь с исключительной износо- и жаростойкостью, а также усталостная прочность используется для сильно нагруженных впуском и выпуском клапаны.
I Суперсплав на основе никеля для большой дизель — выпускные клапаны двигателя подвергаются очень сильному стрессы.
X Хром марганец аустенитный — Никелевая сталь с добавкой азота, стойкость к коррозионным воздействиям. действие и высокие прочностные свойства при повышенных температурах для выпускных клапанов и впускных клапанов для тяжелых условий эксплуатации.
Материалы выпускного клапана — High Power Media
Тарельчатые клапаны четырехтактного двигателя имеют длительный срок службы, и текущая тенденция в конструкции двигателей серийных автомобилей и нескольких гоночных серий, вероятно, еще больше усложнит их жизнь. С уменьшением габаритов появляется наддув, в основном в виде турбонаддува; любая форма наддува приводит к повышению температуры и давления в камере сгорания, а также к гораздо более высоким температурам выхлопных газов.Выпускной клапан, который уже имеет гораздо более высокие температуры, чем впускной клапан в безнаддувном двигателе, будет испытывать еще большее повышение температуры.
Многие безнаддувные гоночные двигатели (и некоторые серийные двигатели) используют титан в качестве материала выпускных клапанов. Титановые сплавы обладают низкой плотностью и, следовательно, привлекательны для разработчиков клапанных механизмов. В таких случаях материал может быть таким же, как и материал впускного клапана, хотя есть некоторые доступные титановые сплавы, которые выбираются специально для использования выпускного клапана.Они имеют большую ценность, но будут надежно работать при более высоких температурах по сравнению со «старыми фаворитами», такими как Ti-6242. Polmear (1) предполагает, что материалы для выпускных клапанов, такие как Ti-834, нашли применение в производственных двигателях. Как всегда, автоспорт извлекает выгоду из аэрокосмической разработки материалов: большинство высокопрочных титановых сплавов, используемых для изготовления клапанов, изначально были разработаны для лопаток компрессора газотурбинных двигателей.
В то время как титан нашел применение в двигателях с турбонаддувом в качестве материала для гоночных выпускных клапанов, это было во времена двигателей CART с относительно низким наддувом и на спиртовом топливе.
Стальные материалы оказались очень популярным материалом для выпускных клапанов безнаддувных двигателей. Аустенитные стали, такие как 21-4N, остаются популярными сегодня для применения в гонках, и более 40 лет назад они цитировались в технических статьях и книгах по клапанам (2, 3). В настоящее время в этой категории есть материалы с немного лучшими механическими свойствами, например, DIN 1.4882
.Для более экстремальных применений мы должны смотреть не только на стальные материалы, но и на суперсплавы.Эти сплавы, обычно используемые для гоночных двигателей с турбонаддувом, основаны на никеле и обладают значительно улучшенной прочностью и жесткостью при температуре. Nimonic 80A — типичное предложение от производителей клапанов. Из-за постоянно высокой рыночной цены на элементы, из которых изготавливаются такие материалы — в основном, никель и хром в случае Nimonic 80A — и трудности с их обработкой, такие клапаны не дешевы, но они делают разницу между двигатель работает и не работает.
(Источники: Техническая информация G&S Valves, выпуск 2, 2003 г., для 21-4N, DIN 1.4882 и Nimonic 80A, а также таблица данных Timet для Ti-834)
Мы должны учитывать не только прочность материала выпускного клапана при рабочей температуре, но и другие свойства, такие как сопротивление ползучести и коррозии. Ползучесть является мерой «релаксации» материала и измеряется путем наблюдения за деформацией, зависящей от времени, при фиксированной нагрузке или путем наблюдения за напряжением, зависящим от времени, при фиксированной деформации.Книги, содержащие соответствующие данные о ползучести, включают книгу Конвея (4).
Список литературы
1. Полмеар, И.Дж., «Легкие сплавы», 4-е издание, Баттерворт-Хайнеманн, 2005 г.
2. Коули У.Э., Робинсон П.Дж. и Флэк Дж. «Тарельчатые клапаны двигателя внутреннего сгорания: исследование механических и металлургических требований», Proc. IMechE Auto. Div. 1964
3. Смит, П.Х., «Клапанные механизмы для высокоскоростных двигателей», Foulis, 1967,
4. Конвей, Дж. Б., «Параметры разрушения под напряжением: происхождение, расчет и использование», Gordon and Breach, 1969
Рис.1 — Выбор материала является ключом к успешной работе клапана; сила — только часть уравнения
Написано Уэйном Уордом
% PDF-1.5 % 1504 0 объект > эндобдж xref 1504 123 0000000016 00000 н. 0000004638 00000 н. 0000004821 00000 н. 0000004873 00000 н. 0000005006 00000 н. 0000005452 00000 н. 0000005491 00000 п. 0000005542 00000 н. 0000005593 00000 п. 0000005643 00000 п. 0000006789 00000 н. 0000006935 00000 н. 0000007323 00000 н. 0000007472 00000 н. 0000007894 00000 н. 0000008044 00000 н. 0000008606 00000 н. 0000011653 00000 п. 0000011884 00000 п. 0000012334 00000 п. 0000022465 00000 п. 0000022555 00000 п. 0000028911 00000 п. 0000029142 00000 п. 0000029463 00000 п. 0000029558 00000 п. 0000029644 00000 п. 0000042737 00000 п. 0000042966 00000 п. 0000043247 00000 п. 0000043878 00000 п. 0000046548 00000 н. 0000047368 00000 п. 0000047511 00000 п. 0000063866 00000 п. 0000119413 00000 н. 0000119488 00000 н. 0000119568 00000 н. 0000119668 00000 н. 0000119719 00000 н. 0000119845 00000 н. 0000119896 00000 н. 0000120038 00000 н. 0000120088 00000 н. 0000120202 00000 н. 0000120252 00000 н. 0000120408 00000 н. 0000120458 00000 н. 0000120586 00000 н. 0000120730 00000 н. 0000120884 00000 н. 0000120934 00000 н. 0000121042 00000 н. 0000121200 00000 н. 0000121350 00000 н. 0000121400 00000 н. 0000121518 00000 н. 0000121650 00000 н. 0000121823 00000 н. 0000121872 00000 н. 0000122046 00000 н. 0000122176 00000 н. 0000122360 00000 н. 0000122409 00000 н. 0000122557 00000 н. 0000122697 00000 н. 0000122845 00000 н. 0000122894 00000 н. 0000123036 00000 н. 0000123196 00000 н. 0000123312 00000 н. 0000123361 00000 н. 0000123475 00000 н. 0000123524 00000 н. 0000123628 00000 н. 0000123677 00000 н. 0000123837 00000 н. 0000123886 00000 н. 0000124002 00000 н. 0000124051 00000 н. 0000124100 00000 н. 0000124149 00000 н. 0000124198 00000 н. 0000124300 00000 н. 0000124426 00000 н. 0000124580 00000 н. 0000124629 00000 н. 0000124678 00000 н. 0000124727 00000 н. 0000124776 00000 н. 0000124825 00000 н. 0000124874 00000 н. 0000124964 00000 н. 0000125013 00000 н. 0000125063 00000 н. 0000125199 00000 н. 0000125249 00000 н. 0000125367 00000 н. 0000125417 00000 н. 0000125467 00000 н. 0000125517 00000 н. 0000125651 00000 н. 0000125791 00000 н. 0000125927 00000 н. 0000125977 00000 н. 0000126027 00000 н. 0000126159 00000 н. 0000126209 00000 н. 0000126395 00000 н. 0000126445 00000 н. 0000126617 00000 н. 0000126667 00000 н. 0000126823 00000 н. 0000126873 00000 н. 0000126923 00000 н. 0000126973 00000 н. 0000127023 00000 н. 0000127153 00000 н. 0000127203 00000 н. 0000127345 00000 н. 0000127395 00000 н. 0000127445 00000 н. 0000002756 00000 н. трейлер ] / Назад 7398724 >> startxref 0 %% EOF 1626 0 объект > поток hWwTSg / $ 1 # @ «@ B2bДXA (6, (uQ = (J] tb; ywN
Клапаны двигателя — что они делают и как исправить отказ)
Клапаны являются ключевыми элементами в системе клапанного механизма, камеры сгорания и цилиндров любой двигатель.Когда вы понимаете симптомы плохих уплотнений клапанов, это может означать разницу между правильным ремонтом и дальнейшим повреждением вашего дизельного двигателя.
В этом руководстве мы обсудим, какова функция клапана, как он влияет на весь двигатель вашей морской лодки, как анализировать отказы клапанов двигателя и как вы можете исправить их, чтобы вы продолжали двигаться по воде.
Что такое клапан двигателя?
Клапаны двигателя играют решающую роль в работе всех двигателей внутреннего сгорания.Они регулируют, контролируют и направляют необходимое количество воздуха и топлива внутри камеры сгорания двигателя для возникновения воспламенения. Точная синхронизация клапанов позволяет вашему судовому двигателю Detroit Diesel или Cummins работать с максимальной эффективностью в различных условиях и на разных скоростях.
Самый распространенный тип клапана дизельного двигателя — тарельчатый. У него тонкий стержень, который ведет к металлическому куску с плоской поверхностью, которым является голова. Он похож на плунжер или стержень трубы.Детали тарельчатого клапана:
— Наконечник
— Паз стопорный
— Филе
— лицевая поверхность седла
— Маржа
— Поверхность горения
Каждый тарельчатый клапан устанавливается в круглое отверстие в верхней части камеры сгорания. Седло клапана — это то, что создает плотное уплотнение между клапаном и его поверхностью, а пружина клапана удерживает компонент в закрытом состоянии, нажимая на фиксатор.
Клапаны двигателя расположены на головке блока цилиндров двигателя и могут быть изготовлены из закаленного металла, например:
— Нержавеющая сталь
— Сталь низкоуглеродистая
— Никелевый сплав
— Стеллитовый сплав
В более мощных двигателях клапаны могут быть из титана. Также доступны различные конфигурации для повышения долговечности и производительности клапана. Например, для повышения устойчивости клапана к нагреву, износу и коррозии наносятся специальные покрытия.
Покрытия и обработки могут варьироваться от твердого хромирования и покрытия из нитрида хрома до покрытия из нитрида циркония и зеркальной полировки. Благодаря различному расположению клапаны двигателя могут выдерживать экстремальные температуры и условия камеры сгорания.
Два типа клапанов включают впускной и выпускной. В зависимости от марки и модели судового двигателя количество клапанов на каждой стороне головки блока цилиндров может варьироваться. Многоклапанные двигатели могут иметь от трех до пяти наборов клапанов для повышения эффективности сгорания топлива.
Распределительный вал двигателя управляет как впускными, так и выпускными клапанами, а время их открытия и закрытия измеряется цепью или ремнем привода ГРМ. Клапаны и их квалификация имеют решающее значение для точной и эффективной работы двигателя вашего судового дизельного двигателя.
Функция и назначение клапана двигателя
Клапан двигателя предназначен для уплотнения камеры сгорания и ускорения газообмена.
Клапаныпозволяют воздушно-топливной смеси входить и выходить из камеры через проходы, называемые портами.Они работают, чтобы запечатать камеру в определенные моменты, чтобы воспламенить и выпустить сгоревшее топливо. На одной стороне цилиндра впускной клапан позволяет рассчитанному количеству воздуха поступать в определенный момент, в то время как выпускной канал избавляется от рассеянного воздуха с другой стороны. Чем больше воздуха двигатель может входить и выходить из цилиндра, тем выше его эффективность и мощность.
В двигателе внутреннего сгорания происходят четыре процедуры, называемые тактами:
1. Такт впуска: Такт впуска является первым шагом.Впускные клапаны открываются и втягивают воздух в камеру, где он смешивается с топливом.
2. Такт сжатия: Второй ход называется тактом сжатия, когда впускной и выпускной клапаны закрываются, чтобы улавливать воздушно-топливную смесь. Поршень движется вверх, вызывая возгорание смеси. Экстремальное давление увеличивает химическую энергию.
3. Рабочий ход: Во время третьего хода, также известного как рабочий ход, сжатая смесь самовоспламеняется, преобразуя воздух и топливо в механическую энергию.Горючее и воздух расширяются, заставляя поршень опускаться в цилиндр. В результате коленвал проворачивается.
4. Ход выпуска: Последний ход — выпуск. Когда поршень возвращается в цилиндр после сжатия и зажигания, выпускной клапан открывается для выпуска газов. Затем он закроется, когда впускной клапан начнет процесс заново. Клапаны двигателя работают на высоких скоростях, заставляя двигатель приводить лодку в движение.
Всасывание vs.Выпускные клапаныХотя впускной и выпускной клапаны герметизируют камеру сгорания, они служат для двух разных целей: одна позволяет воздуху проникать внутрь, а вторая — отводить газы.
Во время первого хода впускной клапан позволяет воздуху или топливовоздушной смеси попасть в камеру. Когда он открывается, выпускной клапан закрывается одновременно. Когда происходит последний ход, выпускной клапан избавляется от израсходованных газов, и процесс повторяется.
Клапаны приводятся в действие распределительным валом, который приводится в движение коленчатым валом, который управляется поршнем.Вся система синхронизирована по времени с постоянным и плавным движением.
Впускное отверстие часто больше выпускного. Поскольку входное отверстие имеет более низкое давление на входе, для проталкивания воздуха внутрь требуется отверстие большего размера. Он основан на фильтре, обеспечивающем поступление чистого воздуха в камеру, а также зависит от вакуума для выпуска нужного количества смеси.
Напротив, выпускной клапан имеет высокое давление на выходе из-за сгорания. Выхлоп выпускает меньший объем газа, поэтому больший клапан не нужен.Когда смесь воздуха и дизельного топлива воспламеняется и взрывается, химическая энергия превращается в механическую, создавая большее давление и мощность для проталкивания выхлопных газов. Выпускать газы из выпускного клапана легче из-за поршня и сгорания.
При более близком сравнении клапанов двигателя выхлоп зачастую чище, чем впускной, поскольку он выдерживает экстремальные температуры сгоревших газов. Высокие температуры сжигают любые отложения на выхлопе, в то время как на входе накапливается углерод, потому что он принимает более холодный воздух и газы.Впускной канал обычно более грязный или темный по сравнению с выпускным.
A Анализ неисправности клапана дизельного двигателя
Хотя клапаны спроектированы так, чтобы служить в течение всего срока службы вашего коммерческого судового двигателя, они могут работать только при соблюдении графика регулярного технического обслуживания. Ваш ремонт должен включать стандартные методы, чтобы избежать отказа клапана двигателя, например:
— Замена масла, масляных фильтров и воздушных фильтров.
— Соблюдение правильных интервалов сервисного обслуживания.
— Замена цепи привода ГРМ или клинового ремня через определенное количество миль или промежуток времени.
Если вы не замените нужные детали, цепь или ремень привода ГРМ могут порваться, в результате чего клапаны станут неподвижными и столкнутся с поршнем. Понимание того, как долго служат клапаны двигателя, зависит от технического обслуживания и нагрузки, которую вы возлагаете на двигатель. Если вы пренебрегаете надлежащим уходом, поврежденные клапаны могут серьезно вывести двигатель из строя.
Клапаны также могут быть повреждены из-за халатного отношения оператора.Например, если вы работаете на более низкой передаче, но двигаетесь на высоких скоростях, это может погнуть или сломать клапаны двигателя.
Итак, что вызывает повреждение клапана двигателя? Возможны две частые поломки — погнутые или сгоревшие клапаны.
Изогнутые клапаны дизельного двигателя
Самый распространенный тип отказа клапана — это когда клапаны ломаются после контакта с поршнями или удара о них. В результате клапаны больше не могут герметизировать камеру, что позволяет чрезмерному количеству воздуха и топлива проникать внутрь, в то время как выхлоп не закрыт полностью.
Большинство двигателей представляют собой двигатели с натягом, то есть поршень движется вверх мимо самой нижней точки, в которой клапаны движутся вниз во время нормального процесса. Ремень или цепь ГРМ измеряют время компонентов двигателя через коленчатый вал. Затем коленчатый вал приводит в движение поршни, что влияет на распределительный вал, который влияет на клапаны.
При нарушении синхронизации цепи или ремня поршни могут столкнуться с клапанами. Если в вашем Detroit Diesel, Cummins или другом двигателе происходит неправильная синхронизация, не включайте его.Запуск судового двигателя может привести к большему повреждению поршней, головки цилиндров и отверстий.
Изогнутые клапаны являются результатом неисправного ремня или цепи привода ГРМ, которые вы можете заменить в соответствии с инструкциями производителя.
Клапаны сгоревшего дизельного двигателя
Перегоревшие клапаны — второй по распространенности тип отказа. Когда клапаны подвергаются экстремальным температурам, это часто может вызвать повреждение материала компонента из-за ожога или коррозии, что чаще всего происходит на выпускных клапанах, потому что они подвергаются более жесткому воздействию.
Сгоревшие клапаны не могут закрываться из-за трещин или горения. Горючие газы будут выходить через седло клапана и клапан, если они не герметизированы. Горячие газы начинают обжигать край клапана, и со временем он разъедает головку клапана, из-за чего она не закрывается. Это повлияет на производительность и компрессию вашего коммерческого морского катера, а также на расход топлива.
Признаки отказа клапана двигателя
Поскольку клапаны находятся в постоянном движении и подвергаются экстремальным температурам, они естественным образом изнашиваются со временем.Однако отказ клапана может произойти быстрее, если ваш судовой дизельный двигатель работает в тяжелых условиях или вы пренебрегаете им.
Если вы подозреваете, что в вашем судовом двигателе произошел отказ клапана двигателя, есть несколько признаков, на которые следует обратить внимание:
— Запуск холодного двигателя: Крышка клапана, покрытая маслом, вытечет через неисправное уплотнение в камеру, вызывая клуб сине-белого дыма из выхлопной трубы.
— Чрезмерный расход масла: Если ваши клапаны в плохом состоянии, проблема может привести к высокому уровню расхода масла.
— Выхлопной дым: Изношенные клапаны вызывают сине-белый дым, который длится дольше обычного во время разгона и запуска двигателя.
— Ударная нагрузка: Клапан может выйти из строя в результате удара, часто повреждая даже самые сильные точки клапанной системы.
— Плохая техника эксплуатации: Непрерывные работы и холостой ход могут привести к износу уплотнений клапана.
— Утопленные клапаны: Спад является результатом экстремальных рабочих температур и отложений масла и шлама, из-за которых компоненты не уплотняются.
Изогнутые клапаны часто более серьезны по сравнению с сгоревшими деталями, поскольку их выход из строя может привести к разрушению других деталей двигателя и повлиять на характеристики вашего коммерческого судна.
Причины сгоревших клапанов включают:
— Горючие газы выходят через клапан в одной точке.
— Неисправный зазор клапана.
— Неисправное уплотнение клапана с седлом клапана головки — скопление нагара может повлиять на уплотнение и вызвать истирание.
— Большое количество ограниченного тепла.
— Недостаточное охлаждение ГБЦ.
— Использование сухого топлива, которое не смазывает седло клапана должным образом.
Признаки того, что вы имеете дело с сгоревшим клапаном, могут включать такие признаки, как:
— Возгорание
— Меньше мощности
— пропуски зажигания
— Неровный холостой ход
Работа с сгоревшими клапанами может быть результатом перегрева судового двигателя или использования неподходящего топлива.
Следите за различными признаками, которые могут указывать на то, что у вашего двигателя сломаны, погнуты или сгорели клапаны. При первых признаках аварии диагностируйте проблему, чтобы избежать дальнейшего повреждения.
Как исправить отказ клапана двигателя
Решение проблемы клапана двигателя начинается с понимания процесса сгорания и различных задействованных механизмов. Вот несколько способов предотвратить отказ клапана:
— Проверка герметичности клапана или его герметизирующих свойств.
— Очистка системы охлаждения для повышения эффективности.
— Очистка клапанов двигателя от нагара и коррозии.
— Проверка клапанного зазора.
— Использование высококачественного топлива для предотвращения накопления углерода.
Прежде чем пытаться устранить какие-либо внутренние сложности, проанализируйте ситуацию. Ваши клапаны могут быть сломаны, изношены, треснуты или сожжены. Даже направляющие клапана и седла судового двигателя могут быть повреждены.Для оценки проблемы:
1. После разборки головки блока цилиндров проверьте, нет ли ненормальных условий в компонентах клапанного механизма.
2. Проверьте наличие признаков износа или дополнительных повреждений, таких как обломки, трещины и отложения нагара.
3. Осмотрите каждую часть клапанного механизма, чтобы определить, какие из них нуждаются в замене или ремонте.
4. Ознакомьтесь с рекомендациями производителя и ознакомьтесь со спецификациями каждой детали клапана.
Во время поломки полезно провести тест на утечку.Проверка на утечку определит, неисправны ли ваши клапаны, позволив жидкости проходить через неправильное время. Во время этого процесса дизельный двигатель будет вращаться, пока испытуемый цилиндр не достигнет верхней мертвой точки. Клапаны закрываются во время первой части теста.
Затем в цилиндр будет поступать воздух. Датчик утечки поможет определить, какое давление может выдержать цилиндр. Если утечка присутствует, вы можете использовать бороскоп для проверки клапанов. Возможно, вам также придется снять клапанную крышку, чтобы проверить клапанный механизм.
Определение стоимости и времени, необходимых для завершения ремонта клапана судового двигателя, зависит от количества повреждений. Всегда можно найти что-то еще, например, неисправную направляющую клапана или седло.
Замена клапана двигателя необходима в следующих случаях:
— Постоянный шум двигателя
— Чрезмерный расход масла
— Значительное повреждение клапана
— Плохая работа двигателя
Выполнение ремонта клапана своими руками является рентабельным и выполнимым, если у вас есть подходящие материалы.Определите, какие клапаны и другие компоненты необходимо заменить. Это также подходящее время для замены других критически важных деталей двигателя, потому что вам придется сломать систему. Вот несколько простых шагов:
1. Дайте морскому двигателю остыть и откройте капот, чтобы увидеть цилиндры.
2. Снимите прокладку головки блока цилиндров.
3. Снимите клапаны с резьбовых соединений.
4. Провести полную проверку состояния клапанных механизмов.
Если в вашем коммерческом дизельном двигателе есть скрытые клапаны, вам может потребоваться обратиться к профессионалу.Если вы не можете выполнить другие сложные операции по восстановлению и ремонту, обратитесь к авторитетному механику, который может восстановить ваш дизельный двигатель.
Ваш специалист в области решений для клапанов дизельного двигателя
Поиск и устранение неисправностей в клапанном механизме судового двигателя может быть сложной задачей, особенно когда вы пытаетесь сузить круг возможных неисправностей. Diesel Pro Power предоставляет все необходимые инструкции и детали, включая компоненты клапана двигателя. Наш онлайн-каталог поможет вам найти то, что вам нужно, за считанные секунды.