Установка поршней и колец дизеля Д-245
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров.
Разность массы поршней одного комплекта не должна превышать 10 г.
Разность массы шатунов в сборе с поршнями не должна превышать 30 г.
Проверить соответствие размерной группы шатунных вкладышей ремонтному или номинальному размеру шатунных шеек.
Размерные группы поршней и гильз цилиндров приведены в таблице.
Перед установкой в гильзы поршней в сборе с шатунами и поршневыми кольцами следует протереть чистой салфеткой и продуть сжатым воздухом зеркало гильз цилиндров, наружную поверхность поршней, рабочую поверхность вкладышей шатунных подшипников и шейки коленчатого вала.
Сборку шатуна с поршнем и пальцем рекомендуется производить с помощью специальной оправки, показанной на рис. 1.
На каждый поршень (рис. 2) устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два (или одно) компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем.
Компрессионные конусные кольца на торцовой поверхности у замка имеют маркировку верх, которая при установке колец должна быть обращена к днищу поршня.
Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7-20 мм от замка, к днищу поршня.
При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Замки поршневых колец надо располагать на равном расстоянии по окружности.
Зеркало гильз цилиндров, поршни с поршневыми кольцами, шатунные шейки коленчатого вала и вкладыши шатунных шеек нужно смазать моторным маслом.
Замки рядом стоящих поршневых колец должны быть расположены под углом 180°.
Для установки поршней в гильзу блока надо использовать оправки И806.01.200 и И804.01.200 (рис. 3).
Момент затяжки гаек шатунных болтов должен быть в пределах 180-200 Нм.
Осевой люфт нижних головок шатунов на шатунных шейках допускается не более 1 мм при любом положении коленчатого вала.
У нового дизеля осевой люфт находится в пределах 0,15-0,4 мм.
Момент проворачивания коленчатого вала после затяжки всех гаек шатунных болтов не должен превышать 60 Нм.
В ВМТ плоскость днища каждого поршня должна выступать над верхней плоскостью блока цилиндров на 0,3-0,55 мм.
Зазор между головкой поршня и гильзой на расстоянии 3 мм от верхней плоскости блока должен быть не менее 0,2 мм.
|
Обозначение размерной группы |
Диаметр юбки поршня, мм |
Диаметр гильзы цилиндра, мм |
Зазор между поршнем и гильзой, мм |
|
Б |
110-0,05-0,07 |
110+0,06+0,04 |
0,09…0,13 |
|
С |
110-0,07-0,09 |
110+0,04+0,02 |
0,09…0,13 |
|
М |
110-0,09-0,11 |
110+0,02 |
0,09…0,13 |
Исследование установки поршневых колец ДВС на поршень Текст научной статьи по специальности «Механика и машиностроение»
ИССЛЕДОВАНИЕ УСТАНОВКИ ПОРШНЕВЫХ КОЛЕЦ ДВС НА ПОРШЕНЬ
О. В. Жедь, А.А. Казакова,
В. Жедь, А.А. Казакова,
А.С. Кошеленко
Кафедра технологии машиностроения, металлорежущих станков и инструментов Российский университет дружбы народов Ул. Миклухо-Маклая, 10а, Москва, Россия, 117198
Статья посвящена исследованию ресурса поршневых колец и влиянию на него способа их деформации при установке на поршень. Напряженно-деформированное состояние поршневого кольца исследовалось методом фотомеханики на моделях из оптически чувствительного материала.
Ключевые слова: двигатель, поршень, поршневое кольцо, деформация, напряжения.
Мотороресурс двигателя во многом зависит от долговечности поршневых колец. При проектировании поршневых колец из чугунов и организации их производства необходим учет особенностей механических свойств этого материала. Между пределами прочности при различных видах деформаций для чугунов существуют следующие зависимости: стсж/ав * 3,4; стви/ав = 1,6, где асж, °в, °ви — пределы прочности соответственно при сжатии, растяжении и изгибе [4].
Запас прочности поршневого кольца можно установить, определив коэффициенты, учитывающие особенности материала, специфику производства, методы установки кольца на поршень, а также условия эксплуатации поршневых колец. При некоторых постоянных значениях геометрии кольца величины напряжений можно сопоставлять по способу его деформации. В зависимости от направления деформирующих усилий при установке колец на поршень изменяются напряжения в опасном сечении (расположенном напротив замка), а это, в свою очередь, может повлиять на форму кольца, эпюру его давлений, а в некоторых случаях повлечь за собой и поломку кольца.
Для анализа напряженного состояния поршневого кольца и оценки влияния на него способа нагружения при раскрытии замка перед установкой на поршень выполнено экспериментальное исследование с применением метода фотомеханики на моделях из оптически чувствительного материала. bD = 0,5 pb1 D,
bD = 0,5 pb1 D,
Ь
где Ь1 — суммарная высота рабочих поясков рассчитываемого поршневого кольца; р —давление. Остальные обозначения приведены на рис. 1, где форма кольца показана в свободном (тонкая прерывистая линия) и рабочем положении (жирная сплошная линия).
Под упругостью кольца () понимают значения
Рис. 1. Параметры поршневых сосредоточенных тангенциальных сил у концов колец и их обозначения _
замка, необходимых для перевода кольца из свободного положения в рабочее.
Для поршневого кольца прямоугольного сечения [1, 2, 4] имеем
Q = Е • Ь • ,
14,14 (/1 -1)3’
где 5’0 = А — 5’1 — разность между размерами замка кольца в свободном и рабочем положении.
Из последнего выражения следует, что при установленной упругости кольца размеры замка и радиальная толщина взаимосвязаны. Уменьшение 50 приводит к необходимости увеличения t, и наоборот. Варьирование этими размерами не может быть произвольным.
Чрезмерное увеличение радиальной толщины может привести к такому уменьшению размера замка кольца в свободном состоянии, что при его установке на поршень напряжения растяжения в нем превысят предел прочности материала. Увеличение размера замка в свободном положении снижает запас прочности. Поэтому установление приемлемого соотношения размера замка и радиальной толщины в свободном положении должно проводиться с учетом напряжений кольца в рабочем состоянии и при его установке на поршень.
Кроме условий прочности необходимо соблюдать еще два граничных условия.
Во-вторых, минимальный размер замка кольца в свободном положении должен быть таким, чтобы напряжение кольца при установке на поршень, т.е. при его растяжении, не превышало 80% предела прочности материала при изгибе (а’ < < 0,8 ави), где а’ — максимальное напряжение в кольце при установке на поршень. Соблюдение этого условия предотвратит возможности поломок и необратимых деформаций колец при установке на поршень.
Для расчета напряжений, возникающих в кольце при установке на поршень на участке его внутреннего контура в плоскости симметрии напротив замка, предложен ряд зависимостей, отличающихся значением некоторых коэффициентов. Наиболее распространенная зависимость имеет вид [1; 4]
, з,9 „1 — 0,115(Vг)
а =—Г Е—————2 ,
ш (/ г -1)
где ш’ — коэффициент, зависящий от способа установки кольца на поршень (т.е. от направления усилий, временно деформирующих при этой операции поршневое кольцо). Возможные значения ш приведены в таблице 1 [1; 3].
Таблица
Коэффициент т’
1,0 — А
1,57 — Б
Направление усилий деформирования поршневого кольца
Схемы устройств по вариантам направления усилия в замке кольца
Как видно из вышеприведенной формулы, напряжения в поршневом кольце при установке зависят от модуля упругости Е материала кольца, геометрических параметров Б0/г и Б/г и способа установки ш’. Изменение геометрических параметров может быть выполнено при определенных соотношениях а’ и атах, где атах — напряжение в поршневом кольце в рабочем положении. Например, при а’ = атах параметр Б0/г = 3,5. Уменьшить соотношение Б0/г можно, только увеличив запас прочности, т.е. при использовании материала с высоким пределом прочности на изгиб. При некоторых постоянных значениях Б0 /г и Б/г величину напряжений в кольце при установке на поршень можно сопоставить в зависимости от способа его деформации.
Изменение геометрических параметров может быть выполнено при определенных соотношениях а’ и атах, где атах — напряжение в поршневом кольце в рабочем положении. Например, при а’ = атах параметр Б0/г = 3,5. Уменьшить соотношение Б0/г можно, только увеличив запас прочности, т.е. при использовании материала с высоким пределом прочности на изгиб. При некоторых постоянных значениях Б0 /г и Б/г величину напряжений в кольце при установке на поршень можно сопоставить в зависимости от способа его деформации.
Прототипом модели кольца в экспериментах было компрессионное кольцо карбюраторного двигателя с номинальным диаметром цилиндра 76 мм. Механическая обработка моделей поршневых колец осуществлялась по технологической схеме без копирной обработки с отличительной особенностью исключающей термофиксацию кольца, которая характерна для этой схемы в промышленности. Заготовкой служило плоское кольцо из оптически чувствительного материала, в контуры которого вписывалось кольцо в свободном состоянии (рис. 2).
Рис. 2. Эскиз исходной Рис. 3. Комбинированная фотограмма
заготовки-кольца с обработкой по сечениям
Модель перед ее размещением в рабочем поле поляризационной установки нагружалась с помощью различных устройств. Исходным параметром нагружения для всех вариантов одного типоразмера кольца является расстояние 5д (рис. 1). Это максимально допустимое расстояние между концами замка кольца, установленного на поршне с учетом размера А замка кольца в свободном состоянии (5д = = 50′ + А, где 50′ — допустимое значение разведения замка кольца во время его установки на поршень).
Полученные фотограммы были обработаны и приведены к комбинированному виду (рис. 3). Левая часть фотограммы от вертикальной плоскости симметрии, проходящей через середину замка и точку с максимальной интенсивностью растягивающих напряжений, расположенную на внутреннем контуре кольца напротив замка, испытывает деформации (напряжения) от сил по схеме нагружения А. Правая часть фотограммы от плоскости симметрии испытывает деформации (напряжения) от сил по схеме нагружения Б.
Правая часть фотограммы от плоскости симметрии испытывает деформации (напряжения) от сил по схеме нагружения Б.
На фотограмме выделено три участка, на которых сравниваются напряжения в зависимости от схемы нагружения. Эти три участка приведены в увеличенном масштабе вокруг контура комбинированной фотограммы. Два участка расположены в горизонтальной плоскости симметрии и относятся к различным схемам нагружения, а третий участок расположен в вертикальной плоскости симметрии и находится на стыке двух фотограмм от различных схем нагружения. Во всех упомянутых сечениях построены в выбранном масштабе по методу полос эпюры максимальных касательных напряжений.
На контуре кольца эти напряжения равны одному из нормальных главных напряжений т.к. второе нормальное главное напряжение а2, перпендикулярное контуру, обращается в ноль. В действительности эпюры построены в безразмерном параметре — в полосах (т.е. в порядках полос), а напряжения можно определить из выражений
(а1 -а2) = па0 и а1 = пка0,
где пк — порядок полосы на контуре; у 0— цена полосы модели кольца. В сечениях внутри контура модели величина напряжений оценивается по соотношению
у0п _ (у1 — у2) = 2ттахI.
В исследовании выполнен сравнительный анализ напряженного состояния модели поршневого кольца по условному коэффициенту интенсивности нормальных или касательных напряжений в двух сечениях, а именно в вертикальной плоскости симметрии (далее в формулах эта плоскость обозначена В) и в горизонтальной (соответственно Г). Так как подсчет средних напряжений в этой задаче не имеет смысла, то предлагается считать таковыми напряжения в рассматриваемых сечениях от деформаций по вариантам нагружения А и Б в кольце в аналогичных точках. в _ 1,49 для варианта нагружения Б. Теоретическое значением т для рассматриваемого случая имеет величину т’ = 1,57. Таким образом, процент отклонения экспериментального значения т’ от теоретического составляет 5%.
в _ 1,49 для варианта нагружения Б. Теоретическое значением т для рассматриваемого случая имеет величину т’ = 1,57. Таким образом, процент отклонения экспериментального значения т’ от теоретического составляет 5%.
Для метода фотомеханики этот результат можно считать вполне удовлетворительным, так как при выполнении эксперимента и обработке экспериментальных данных имели место как субъективные, так и объективные ошибки. Например, нам не удалось при изготовлении модели кольца обеспечить достаточно высокую точность формы его копии. Кроме того, оценка порядка полос выполнялась визуально на экране поляризационной установки, затем эти данные сравнивались с фотограммами кольца. В любом из этих вариантов максимально возможная точность подсчета полос не превышает ~0,3 полосы.
Результаты эксперимента в горизонтальной плоскости модели кольца составляют:
КуГ _ пБг/пАГ _ 2,7/1,9 _ 1,42.
Иными словами интенсивность напряжений в горизонтальном сечении для варианта нагружения Б на 42% больше по сравнению с вариантом А. Интенсивность напряжений в вертикальной плоскости для варианта А в 1,49 раз больше, т.е. на 49% по сравнению с вариантом Б. Таким образом, в случае нагружения модели кольца по варианту Б разгружается максимально напряженная зона (расположенная напротив замка), но одновременно при этой схеме раскрытия замка увеличивается уровень напряжений в горизонтальном сечении, а для варианта А соответственно уменьшается уровень напряжений.
Поэтому вариант Б деформации кольца следует признать предпочтительнее, чем вариант А, так как напряжения по контуру кольца распределены более равномерно и максимальный уровень их значительно ниже (по данным эксперимента на 49%).
Для автоматизации процесса установки поршневых колец ДВС на поршень на кафедре технологии машиностроения была разработана и внедрена в учебный процесс конструкция приспособления для одновременной сборки всего комплекта колец по наиболее предпочтительной схеме Б раскрытия замка (рис. 4).
Рис. 4. Приспособление для одновременной сборки поршневых колец: схема и фотография колец, разжатых конусной оправкой
Приспособление работает следующим образом. Каждое кольцо из комплекта 1 вставляют последовательно замками вниз в стакан 4 между фасонными сухарями 2. Сухари имеют форму ступенчатого сегмента вдоль оси, максимальная толщина их равняется расстоянию между кольцами в поршне. Высота паза сегмента в осевом направлении под соответствующее поршневое кольцо на 0,5 мм меньше высоты кольца. Разность этих высот позволяет выбрать зазор между кольцами и сухарями, и зажать весь комплект по торцам. Прежде чем зажимать установленные между сухарями кольца, их следует раскрыть на размер Бд (см. табл., вариант Б). Разведение замков производится конической оправкой 5, которую следует резко переместить вдоль оси, введя ее в установленный комплект колец. Во избежание перекоса колец от составляющей осевой силы при разжиме, их дополнительно фиксируют в верхней части подводимой накладкой 10, которая имеет расположенные соответственно конструкции поршня пазы.
В начальном положении перед установкой колец в рабочую зону приспособления накладка 10 поднимается вверх, обеспечивая свободную установку
колец. После разжима колец оправкой весь комплект зажимается по торцам перемещающейся гильзой 6. Для этого необходимо повернуть рукоятку с эксцентриком 3 вокруг оси 8, что обеспечит перемещение толкателя 9, а вместе с ним и перемещение подпружиненной гильзы 6. Затем оправку возвращают в исходное положение и на ее место вставляют поршень 7. После ослабления зажима кольца сами устанавливаются на поршне.
В перспективе интересным является вопрос разработки конструкции устройства для реализации в промышленности схемы раскрытия замка кольца по варианту В — чистого изгиба, что позволит уменьшить максимальные напряжения в опасной зоне кольца в два раза по сравнению с вариантом А.
ЛИТЕРАТУРА
[1] Артамонов М.Д. и др. Теория, конструкция и расчет автотракторных двигателей. — М.: Машиностроение, 1963.
[2] Воронин А.В. и др. Механизация и автоматизация сборки в машиностроении. — М.: Машиностроение, 1985.
[3] Кошеленко А.С., Позняк Г.Г. Теоретические основы и практика фотомеханики в машиностроении. — М.: Граница, 2004.
[4] Молдаванов В.П. и др. Производство поршневых колец двигателей внутреннего сгорания. — М.: Машиностроение, 1980.
RESEARCH THE ASSEMBLING PROCESS OF THE PISTON RINGS OF ICE ON THE PISTON
O.V. Zhed, A.A. Kazakova,
A.S. Koshelenko
Department of Mechanical Engineering,
Machine Tools and Tooling Peoples’Friendship University of Russia
Miklukho-Maklaya str., 6, Moscow, Russia, 117198
In this research the method of photomechanics used to investigate stress condition in piston rings of the internal combustion engine (ICE) due to their deformation in assembling process on the piston. Key words: the engine, the piston, a piston ring, deformation, pressure.
Замена поршневых колец – Ремонт двигателя – УАЗ
Поршневые кольца заменяйте через 70000 — 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) — скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах — с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой — «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом.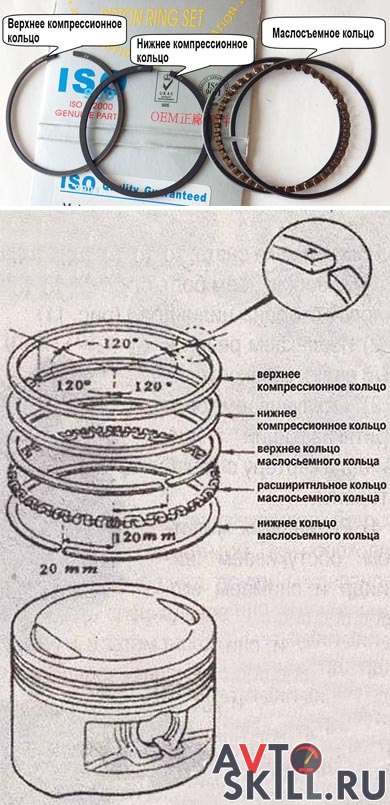 Замок колец прямой.
Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 5) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 — 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 — 0,082 мм, для нижнего компрессионного — 0,035 — 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
58).
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
Замена поршневых колец на двигателях УАЗ: https: https://uaz.service-manual.company/remont-dvigatelya/zamena-porshnevih-kolets/
Установка поршней и колец дизеля 740 Камаз
На поршень устанавливают два компрессионных кольца и одно маслосъемное.
Компрессионные кольца предназначены для предотвращения прорыва газов в картер при их сжатии и расширении. Кроме того, они служат для передачи теплоты от поршня к цилиндру.
Маслосъемное кольцо служит для удаления излишка масла с рабочей поверхности цилиндра и предотвращения попадания его в камеру сгорания.
Отворачиваем четыре болта крепления головок, (рис. 1) и снимаем головки блока цилиндров.
Головкой на 13 откручиваем гайки масляного поддона, снимаем поддон двигателя и прокладку поддона. В случае «прикипания» картера, нужно постучать по нему через деревянную прокладку.
С помощью ключей на 13 и 17 снимаем масляный насос.
Отвернуть гайки шатунных болтов и снять крышки шатуна (рис. 4).
Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
Проталкиваем поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынимаем его вместе с шатуном.
Вынимаем из шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверить метки на шатуне и крышке шатуна. Если метки не видны — пометить шатун и крышку номером цилиндра.
Таким же образом вынимаем остальные поршни с шатунами.
С помощью плунжерного расширителя снимаем поршневые кольца.
Снимаем стопорные кольца с двух сторон поршня.
Нагреваем поршень в масляной ванне и вынимаем поршневой палец из шатуна, перед этим заметив положение шатуна относительно поршня.
Таким же образом снять остальные поршни с шатунов.
После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
Для уменьшения надпоршневого зазора при сборке двигателя подбором варианта исполнения поршня обеспечивают выступление его над уплотнительным торцом гильзы на 0,5-0,7 мм. Индекс варианта поршня (10, 20, 30, 40) нанесен на его днище, а также на нерабочем торце выступа гильз.
Диаметр поршневого кольца в свободном состоянии больше, чем диаметр цилиндра, поэтому при установке оно плотно прижимается к его стенкам. В канавке поршня кольцо образует лабиринтное уплотнение с малым зазором.
Газы, попадая в этот лабиринт из надпоршневого пространства, снижают свое давление и скорость и прижимают кольцо к стенке цилиндра.
Разрез в кольце называют замком. В рабочем состоянии кольца всегда должен быть зазор в замке, чтобы оно при нагревании не заклинивалось.
Значение зазора при установке поршня в цилиндр находится в пределах 0,4-0,8 мм для компрессионных колец, 0,3-0,7 мм для маслосъемного.
Чтобы кольца свободно пружинили, их в канавках на поршне по высоте устанавливают также с небольшим зазором. Торцовый зазор у верхнего компрессионного кольца несколько больше, чем у нижнего.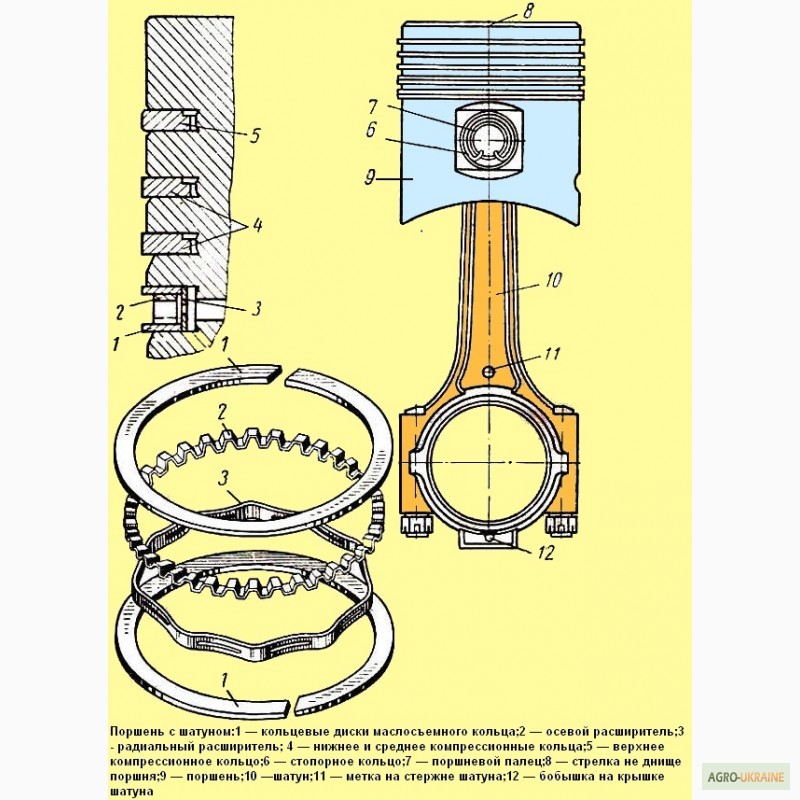
Компрессионные кольца имеют трапециевидное сечение. Рабочая поверхность верхнего компрессионного кольца покрыта хромом, имеет зеркальную поверхность, нижнего — молибденом, она матовая.
Во время движения поршня кольца прижимаются то к верхним, то к нижним плоскостям канавок и создают этим необходимое уплотнение, препятствующее прорыву газов в картер через канавки.
При этом компрессионные кольца могут перекачивать в камеру сгорания масло, снимаемое ими со стенок цилиндра: когда поршень движется вниз, масло собирается в зазоре между кольцом и нижней плоскостью канавки, а когда перемещается вверх, масло выдавливается в зазор между кольцом и верхней плоскостью канавки.
Разрежение в цилиндре при такте впуска также способствует этому.
С увеличением торцового зазора в сопряжении кольцо — канавка поршня из-за насосного действия колец возрастает количество перекачиваемого масла в камеру сгорания, в результате резко повышается его расход. Поэтому необходимо проверять торцовый зазор после установки колец на поршень.
Маслосъемное кольцо сборное; оно состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и витого пружинного расширителя. Хромирование колец повышает их износостойкость.
Нижняя канавка в поршне под маслосъемное кольцо имеет отверстия по всей окружности для отвода масла, снимаемого кольцом с поверхности цилиндра.
Поршень с шатуном соединен пустотелым пальцем плавающего типа, осевое перемещение которого в поршне ограничивается двумя пружинными стопорными кольцами.
Шатуны стальные, двутаврового сечения. Нижняя головка шатуна разъемная.
Для точной посадки вкладышей нижнюю головку шатуна окончательно обрабатывают в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы.
На крышке и шатуне нанесены метки спаренности в виде трехзначных порядковых номеров. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.
Подшипниками скольжения в верхней головке шатуна служат биметаллические неразъемные втулки с рабочим бронзовым слоем; в нижней головке шатуна — съемные взаимозаменяемые вкладыши.
Крышка нижней головки шатуна крепится гайками на двух болтах, запрессованных в боковые выступы нижней головки шатунах
Специальное стопорение шатунных болтов и гаек от самоотворачивания не предусмотрено.
Это объясняется тем, что шатунные болты автоматически предохраняются от самоотворачивания за счет трения в резьбе при условии строгого выполнения требований к затяжке гаек шатунных болтов.
Шатунные болты могут разорваться из-за недостаточной или чрезмерной затяжки. Болты нужно затягивать до удлинения на 0,25 — 0,27мм.
Установка колец, поршней и гильз в дизель 740 Камаз
Установка гильз цилиндров в блок
Перед установкой гильз в блок на фаски наносится смазка ЦИАТИМ. Гильзы цилиндров вставляются усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец.
Поршень с пальцем и шатуном собирается после нагрева поршня до температуры 80÷100˚ C.
Отверстия в шатуне под пальцем и сам палец предварительно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Не допускается запрессовка пальца с помощью инструмента.
Выточки на поршне и пазы под усы вкладышей на шатуне должны располагаться в одну сторону (рис. 16). Поршневые пальцы фиксируются стопорными кольцами.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6÷0,7 мм, рисунок 17.
Метод измерений расстояния от образующей шатунной шейки коленвала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показан на рисунке 18. Данные для подбора поршня по гильзе в таблице 1.
После подбора поршней на заводе индексы вариантов поршня 10, 20, 30, 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке нужно подбирать поршни и цилиндры с одинаковым индексом.
При установке поршня в гильзу выточки под клапаны на поршне должны быть установлены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и шейками коленвала (осевой люфт) должен быть не менее о,15 мм.
Поршневые кольца перед установкой на поршень должны иметь тепловые зазоры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм.
Размеры зазоров указаны в таблице.
Устанавливаем поршневые кольца с помощью плунжерного расширителя (если есть).
Маслосъемное кольцо вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180˚ к замку кольца.
После этого устанавливаем компрессионные кольца. Сначала вставляем кольцо, покрытое молибденом, после кольцо, покрытое хромом. Замки смежных колец разводятся в разные стороны.
Как заменить поршневые кольца УАЗ-3151
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное.
Компрессионные кольца отлиты из специального чугуна.
Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
Рис. 1. Установка колец на поршне
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 1, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз.
Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец ( рис. 1, б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 1, б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 1, в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует.
Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 1, б, в) – скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»).
Кольцо изготавливается в двух вариантах – с проточкой на внутренней цилиндрической поверхности кольца (рис. 1, б) и без проточки (рис. 1, в).
Кольцо необходимо устанавливать на поршень острой кромкой «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители.
Наружная поверхность диска маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. табл. 2) отличаются от колец номинальных размеров только наружным диаметром.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
Рис. 2. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Проверку бокового зазора в стыке кольца производите, как показано на рис. 2.
К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным – по нижней части цилиндра (в пределах хода поршневых колец).
При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня.
Плоскости стыков при сжатом кольце должны быть параллельны.
Рис. 3. Снятие и установка поршневых колец
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 3) модели 55–1122.
3) модели 55–1122.
Рис. 4. Проверка бокового зазора между поршневым кольцом и канавкой поршня
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 4), который должен быть:
— для верхнего компрессионного кольца 0,050–0,082 мм,
— для нижнего компрессионного – 0,035–0,067 мм.
При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни.
Одновременная замена поршневых колец и поршней резко снижает расход масла.
Рис. 5. Очистка канавок поршневых колец от нагара
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец.
Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 5).
Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными.
Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45 – 50 км/ч.
Замена поршня и поршневых колец на двухтактном кроссовом мотоцикле Honda CR125
В состав цилиндропоршневой группы любого двигателя внутреннего сгорания входят поршни, поршневые кольца (компрессионные и маслосъёмные) и цилиндры (или блоки цилиндров).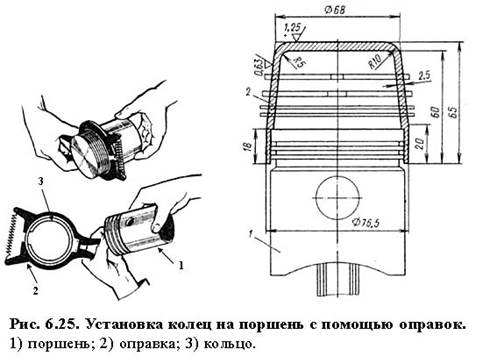 Несмотря на выдающиеся смазывающие свойства современных моторных масел, о выборе которых мы расскажем в одной из наших следующих статей, вышеперечисленные детали подвержены постоянному износу во время работы двигателя и, по сути, являются «расходниками». Правда, с достаточно большим межсервисным интервалом.
Несмотря на выдающиеся смазывающие свойства современных моторных масел, о выборе которых мы расскажем в одной из наших следующих статей, вышеперечисленные детали подвержены постоянному износу во время работы двигателя и, по сути, являются «расходниками». Правда, с достаточно большим межсервисным интервалом.
Однако ресурс поршней и колец стремится к нескольким десяткам моточасов по мере роста степени форсировки мотора. Нашим сегодняшним «пациентом» станет двухтактный кроссовый мотоцикл Honda CR125: одноцилиндровые двухтактники являются рекордсменами по простоте замены поршня и поршневых колец.
С цилиндрами после изобретения никель-углеродно-кремниевого электрохимического покрытия (никасил) стало немного проще. Никасилевый цилиндр не нужно растачивать под новый ремонтный размер при каждой замене поршня – как и на нашем сегодняшнем мотоцикле для ремонта. Итак, приступим.
Первое, что нам нужно сделать сегодня – слить жидкость из системы охлаждения двигателя. Для этого ослабляем хомуты на входном и выходном шлангах, присоединённых к помпе, расположенной на правой передней части двигателя.
Не забудьте заранее приготовить ёмкость для антифриза: отлично подойдёт пластиковый или металлический таз, на худой конец – канистра с широкой горловиной.
Снимаем шланги системы охлаждения, присоединённые к головке цилиндра. Отсоединяем свечной провод от свечи зажигания. Вынимаем болт из верхнего крепления двигателя к раме.
К головке также подходят два шланга, входящий и выходной, снимаем оба:
Ослабляем и выкручиваем гайки крепления резонатора к цилиндру. На CR125 их три — одну не видно на нашей фотографии «в профиль»:
Снимаем и откладываем в сторону резонатор.
Затем нам нужно открутить пять болтов крепления крышки мощностного клапана, расположенной на правой поверхности цилиндра:
Снимаем крышку мощностного клапана. Целесообразнее заранее подготовить набор прокладок – помимо нового поршня и поршневых колец.
Обратите внимание на горизонтальную резиновую прокладку: она многоразовая, однако если на ней появились трещины, следует подумать о её замене или, по крайней мере, посадить её при сборке на герметик.
Ногтем выдавливаем вверх шплинт крепления тяги мощностного клапана:
Снимаем и отводим в сторону тягу:
Снимаем перепускной патрубок между правым и левым радиатором: он будет мешать нам.
Выкручиваем пять гаек головки цилиндра. Пятый болт на фотографии загородила свеча зажигания:
Ослабляем четыре гайки крепления цилиндра к картеру:
Одна из них расположена под крышкой мощностного клапана:
Снимаем головку цилиндра:
Ослабляем червячный хомут и сдёргиваем патрубок охлаждения с цилиндра:
Снимаем со шпилек цилиндр. Если поршень не подлежит замене, как в нашем случае, то придержите его другой рукой, чтобы он не ударился о картер двигателя.
Для того, чтобы грязь и мелкие детали не попали в кривошипную полость, закрываем отверстие ветошью или бумажными салфетками:
Поддеваем отверткой и удаляем из посадочного места на поршне одно из колец поршневого пальца.
Вынимаем стопорное кольцо из канавки в поршне:
Выталкиваем поршневой палец из поршня по направлению удалённого стопорного кольца:
Вынув палец примерно до половины, снимаем поршень с шатуна.
Вынимаем из верхней головки шатуна роликовый подшипник. Покачав шатун в верхней мёртвой точке вверх-вниз, проверяем отсутствие люфта. Если люфт есть, то замене подлежит подшипник в нижней головке шатуна – и это как минимум.
Вставляем край нового поршневого кольца в новый поршень. На моторе CR125 оно всего одно:
Аккуратно, стараясь излишне не гнуть поршневое кольцо, вставляем его в канавку на поршне:
В отличие от четырёхтактников поршневые кольца двухтактных моторов не проворачиваются за счёт стопора в канавке. Это гарантия того, что конец кольца не попадёт в продувочное окно цилиндра и не сломается.
Это гарантия того, что конец кольца не попадёт в продувочное окно цилиндра и не сломается.
Совмещаем концы поршневого кольца со стопором:
Смазываем моторным маслом подшипник и устанавливаем его в верхнюю головку шатуна:
Устанавливаем в поршень одно стопорное кольцо поршневого пальца. Мануал рекомендует использовать новые стопорные кольца, однако опытные мотористы знают, что с ними ничего не происходит при аккуратном демонтаже, и их можно использовать повторно. По крайней мере, в случае крайней необходимости. Например, если у вас нет новых стопорных колец.
Наживляем поршневой палец, предварительно смазав его поверхность моторным маслом:
Перед установкой цилиндра протираем и обезжириваем посадочную поверхность картера. При необходимости аккуратно удаляем при помощи широкой шлицевой отвёртки или металлической щётки остатки старой прокладки.
Надеваем поршень на шатун, совмещаем поршневой палец с роликовым подшипником верхней головки шатуна. Вставляем поршневой палец до упора. Проверьте маркировку на дне поршня: метка «IN» должна быть направлена ко впуску, стрелка – в сторону выпускного коллектора.
Устанавливаем новую прокладку цилиндра. Если вы не припасли новую, то можно использовать старую, освежив её тонким слоем герметика. Лучше – анаэробного: он засыхает только там, где нет воздуха. Говоря проще, анаэробный герметик схватится только между соединяемыми поверхностями, а не засохший герметик смоет масло или, как в нашем двухтактном случае, рабочая смесь во время продувки.
Устанавливаем на поршень второе стопорное кольцо поршневого пальца:
Наносим на юбку поршня моторное масло:
Также наносим масло и на зеркало цилиндра:
Устанавливаем цилиндр на поршень, наживляем гайки и протягиваем их до необходимого момента при помощи динамометрического ключа. Будьте внимательны – на шпильки некоторых моторов перед протяжкой рекомендуется нанести моторное масло. Да-да, не фиксатор резьбы, а масло: оно поможет протянуть гайки до необходимого момента. Если же масло не нанести, то «динамик» может показать необходимый момент, который не самом деле не будет достигнут из-за трения на поверхности резьбы.
Да-да, не фиксатор резьбы, а масло: оно поможет протянуть гайки до необходимого момента. Если же масло не нанести, то «динамик» может показать необходимый момент, который не самом деле не будет достигнут из-за трения на поверхности резьбы.
При необходимости очищаем от остатков старой прокладки верхнюю поверхность цилиндра и посадочную поверхность головки цилиндра. Устанавливаем новую прокладку, головку, наживляем и протягиваем в порядке крест-накрест гайки головки цилиндра.
Устанавливаем на место болт верхнего крепления двигателя, тягу мощностного клапана и фиксирующий её шплинт. Устанавливаем на место крышку мощностного клапана, лучше — на новую прокладку.
Надеваем на свечу высоковольтный провод, устанавливаем на место бензобак и пластик. Устанавливаем и затягиваем хомутами патрубки системы охлаждения. Заполняем охлаждающую систему антифризом через заливное отверстие в радиаторе. Доливаем охлаждающую жидкость также в расширительный бачок — до верхней метки. Крепим и протягиваем резонатор выхлопной системы.
Можно заводиться!
И последнее. Не забудьте внимательно прочитать сервис-мануал к вашему мотоциклу, ведь на некоторых двигателях после замены поршневой рекомендуется пройти обкатку. Правильно выполненная обкатка позволяет существенно повысить ресурс цилиндропоршневой группы.
Удачного ремонта!
Замена поршневой на китайской бензопиле
5 / 5 ( 19 голосов )
А если еще точнее, замена поршневых колец (поршня) или полностью поршневой группы на китайской бензопиле Forward, Redverg, Patriot, Prorab и пр. с градацией объема двигателя 45-52см³.
Содержание:
Все большую популярность набирают бензопилы китайского производства разных марок, но примерно схожие по характеристикам и комплектующим. Решающим фактором выбора покупателя в данной ситуации становится цена. Невысокая стоимость данных пил, обусловлена массовым производством и дешевым сырьем. Обсуждать качество и долговечность в данной статье мы не будем.
Рассмотрим пример замены поршневой группы на такого рода пилах. Следует сказать, что в отличие от бензопил Stihl и Husqvarna процесс замены поршневой группы китайских бензопилах заметно упрощен, в виду конструкции этих пил.
Неисправности китайской бензопилы указывающие на износ поршневой группы:
- Заметная потеря мощности бензопилы
- Тяжелый запуск на «горячую»
- Заклинивание поршневой группы (вследствие работы на не правильной бензосмеси, либо работе на «чистом бензине»)
- Перегрев двигателя
Подозрения уже возникли, но прежде чем приступить к такому сложному и дорогостоящему ремонту, необходимо четко понимать, что дело именно в поршневой группе. Есть два основных и доступных способа первичной диагностики:
- Замер компрессии двигателя, 10-11Атм, является достаточным показателем для нормального запуска и работы бензопилой. Ниже – повод задуматься о ремонте.
- Осмотр поршня через выхлопное отверстие глушителя. Для этого достаточно, открутить две гайки крепления глушителя и осмотреть состояние поршня (наличие тепловых задиров – основание для ремонта)
Разборка бензопилы и поршневой группы.
- Откручиваем винт крепления (п.40) , снимаем кожух воздушного фильтра (п.38) и воздушный фильтр (п.37). Осматриваем воздушный фильтр на наличие механических повреждений и загрязнений.
- Выкручиваем свечу зажигания. Отворачиваем 5 винтов (п.3) дефлектора (п.4), снимаем его
- Откручиваем 2 винта (п.36) крепления адаптора карбюратора (п.34)
Снимаем тягу дроссельной заслонки (п.35), топливные шланги с карбюратора. Вытаскиваем карбюратор.
- Извлекаем уплотнительное кольцо (п.32), фланец (п.31) и прокладку (п.30)
Откручиваем 2 винта (п27) крепления адаптера карбюратора (п.29), снимаем его (аккуратно выправляя из него резиновый впускной коллектор)
- Откручиваем 2 гайки (п.6) и 2 винта (п.8) снимаем планку (п.7), глушитель (п.9) и прокладку (п.10). Извлекаем болты крепления глушителя (п.11) из цилиндра
- Для дальнейшего удобства снятия цилиндра, снимаем рукоятку пилы (п.111), для этого откручиваем 4 винта (п.112)
- Длинным шестигранником отворачиваем 4 винта (п.12) крепления цилиндра (п.13) и снимаем его, прокладку (п.14)
Выкрутив 2 винта (п.28) снимаем резиновый впускной коллектор (п.26)
Подбираем запчасти для китайской бензопилы.
Итак, бензопила разобрана и настал момент определиться с набором запчастей для замены. Для этого нужно внимательно осмотреть все детали поршневой группы и составить перечень по исходя из ее состояния:
Поршневые кольца – при износе, либо «залегании»Поршень с кольцами при наличии тепловых задировЦилиндр – при наличии задиров на его поверхности
Хотелось бы отметить, что на данных пилах устанавливается два вида поршневых групп, диаметром поршня 43 и 45мм! Причем они взаимозаменяемы, то есть по желанию объем двигателя на китайской бензопиле при смене поршневой можно увеличить или наоборот сократить.
Помимо деталей поршневой группы, рекомендуем приобрести набор прокладок, в данных бензопилах они невысокого качества, при разборке пилы часто приходят в негодность
- Снимаем поршень с коленвала, для этого демонтируем стопорные кольца (п.17), вытаскиваем (при необходимости «выбиваем») поршневой палец (п.18). Поршень снят.
Аккуратно снимаем 2 шайбы (п. 72) и игольчатый подшипник коленвала (п.73), убираем в сторону, чтобы не потерять.
Очищаем поверхность картера, прилегающую к цилиндру, и нижнюю часть цилиндра от грязи и старой прокладки. Обезжириваем поверхность (выделено на рис.)
Процесс установки новой поршневой группы (колец или поршня).
- Устанавливаем игольчатый подшипник (п.73) в коленвал, фиксируем его шайбами (п.72)
Фиксируем поршень ((п.14) стрелка на поршне смотрит на глушитель) пальцем (п.18). Вставляем стопорные кольца (п.17) Аккуратно одеваем кольца (п.15) на поршень. Поверхность поршня слегка смазываем маслом, чтобы не поцарапать поверхность, при установке цилиндра (выделено на рис.)
Перед установкой внимательно осматриваем резиновый впускной патрубок. При наличии трещин, меняем на новый. Иначе неизбежен подсос воздуха, что ведет к не правильной работе пилы, перегреву двигателя.
- Если цилиндр новый, прикручиваем к нему впускной патрубок (п.26), не забываем под него поставить прокладку (.25)
Если цилиндр остается старый, продуваем ребра от опилок и прочих загрязнений. Устанавливаем новую прокладку (п.14) на картер пилы.
Поджимая поршневые кольца на поршне, аккуратно одеваем цилиндр, контролируя посадку в картер пилы и правильность прилегания прокладки. Закручиваем 4 винта крест. С усилием, но без фанатизма.
- Монтируем 2 шпильки в цилиндр, осматриваем прокладку – при необходимости меняем на новую. Прикручиваем глушитель 2-я гайками (п.6) и 2-я винтами снизу (п.8)
- Закрепляем адаптор карбюратора (п.29) и прокладку под него (п.19) двумя винтами (п.27), заправляя в него резиновый впускной коллектор (п. 26). Одеваем прокладку (п. 30), закрепляем приемный фланец (п.31) на впускной коллектор (п.26). Устанавливаем кольцо (п.32). Просовываем вакуумную трубку (п.137) в адаптор (п.29) и прокладку (п.30)
До момента установки адаптера и карбюратора (свободная рабочая зона) внимательно осматриваем топливный шланг с бензобака — при наличии трещин или повреждений меняем его на новый, во избежание некорректной работы двигателя.
Правильная установка карбюратора.
- Устанавливаем карбюратор (п.33). Удобнее сначала закрепить его в тяге газа (п.129), а затем «ставим по месту»
Далее прикручиваем адаптор (п.34) двумя винтами (п.36), убедитесь, что винты проходят сквозь карбюратор (п.33), фланец (п.31), прокладку (п.30) и попали в резьбу на теплоизоляторе (п.29).
Одеваем вакуумную трубку (п.137) на верхний штуцер карбюратора, топливный шланг (п.37) на правый боковой флянец карбюратора.
Если бензопила оснащена праймером подкачки, подводим шланг с праймера на нижний левый штуцер карбюратора.
- Одеваем тягу дроссельной заслонки (п. 51) на ближнюю «лапку карбюратора.
Устанавливаем дефлектор (п.4), закрепляем его пятью винтами (п.3)
Закручиваем свечу зажигания
15. Устанавливаем на место переднюю рукоятку (п.111), закрепляем ее винтами (п.112)
16. Ставим на место воздушный фильтр (п.37 ) перед установкой продуваем/промываем его, при необходимости меняем на новый)
Закрепляем кожух воздушного фильтра (п.38) винтом (п.40)
Перед установкой воздушного фильтра не лишним будет, промыть его в мыльной воде и продуть высоким давлением, а также проверить уплотнительную прокладку (ставится в основание фильтра — адаптера)
Запуск и обкатка китайской бензопилы.
В первую очередь, заправляем бензопилу свежей бензосмесью, приготовленной в пропорции 1:50. Учитывайте, что лучше использовать фирменной 2Т масло именитых и проверенных производителей, таких как Штиль или Хускварна. Пусть оно дороже, но имеет лучшие характеристики и более адаптировано под наш бензин. К слову, бензин должен бытьтолько марки АИ-92, и никакого другого.
Предварительно осматриваем топливный фильтр, при необходимости продуваем его, при сильной загрязненности – меняем на новый.
Важные моменты:
После установки новой поршневой группы, либо отдельных ее элементов, запуск может производиться дольше чем обычно.Запустив пилу и немного прогрев ее, нужно удостовериться в стабильной работе холостых оборотов. Они должны ровно набираться при нажатии курка газа и также ровно снижаться.Частая ошибка — долгая обкатка после замены колец или поршневой. Этого делать не надо! 2Т двигатель не «любит» холостые обороты в прогретом состоянии. Поэтому, для притирки новых запчастей достаточно отработать бензопилой в щадящем режиме 2-3 полных бачка бензосмеси.
Хотите узнать о ремонте китайских бензопил больше, то проходите по ссылке:
Статья: Частые неисправности и ремонт китайской бензопилы 45-52см³.
5 1 голос
Рейтинг статьи
Как установить поршневые кольца мотоциклов и квадроциклов
Обладая многолетним опытом работы с поршнями, компания JE знает, что работа колец так же важна, как и качество поршней. Следуйте нашему полному пошаговому руководству по установке колец на мотоцикл или поршень (-ы) квадроцикла.
Правильная установка поршневых колец является важным аспектом восстановления любого четырехтактного двигателя. Многие считают эту задачу простой. Однако есть важные аспекты установки кольца, которые нельзя упускать из виду.Неправильная установка поршневых колец может привести к ограниченному сроку службы двигателя, снижению мощности и высокому расходу масла. В этой статье мы шаг за шагом рассмотрим процесс установки кольца, чтобы в следующий раз, когда вы перестраиваете свой движок, вы точно знали, что делать и на что обращать внимание.
Для начала, никогда не пытайтесь установить кольцо без соответствующей документации, доступной для справки. В JE Pistons подробные инструкции включены в большинство новых комплектов поршней.Это гарантирует, что производитель двигателя будет располагать необходимой информацией для успешного выполнения работы. Заводское руководство по обслуживанию машины также должно быть под рукой на протяжении всей сборки, чтобы можно было ссылаться на такие вещи, как характеристики крутящего момента, пределы обслуживания и процедуры.
Важно прочитать и понять все инструкции по сборке и установке, прилагаемые к вашим поршням.Эти инструкции предназначены только для ознакомительных целей и не действительны для всех поршней JE.
Обзор процесса
Перед тем, как углубиться в детали установки, можно кратко описать процесс, чтобы понять, что будет дальше. Ниже представлены основные этапы, через которые вам предстоит пройти.
- Измерьте торцевой зазор колец
- Очистите все кольца
- Отметьте поршень там, где должны совпадать концевые зазоры
- Установите масляные кольца
- Установите 2-е компрессионное кольцо
- Установите первичное компрессионное кольцо
- Проверьте зазор в канавке
Не уверен какой комплект поршневых колец нужно заказать? Ознакомьтесь с нашим руководством здесь.
Помимо понимания шагов, которые вы будете выполнять, расположение всех необходимых компонентов помогает оставаться организованным и подготовленным.Время для нового поршневого комплекта? Найдите здесь!
Пошаговый процессИзмерение зазора на концах кольца
Перед установкой колец на поршень необходимо обязательно проверить зазоры на концах колец и сверить их со спецификациями, предоставленными в инструкциях по установке или заводское руководство по эксплуатации, в зависимости от того, что применимо.Если используется более одного компрессионного кольца, подтвердите любые конструктивные различия между ними, обратившись к инструкциям по установке. Фаски на внутренней стороне кольца или различные маркировки на концах кольца являются общими идентификаторами, используемыми для обозначения различий в кольцах. Требуется пояснение по всей маркировке, используемой на кольцах и поршнях JE? Кликните сюда.
Чтобы проверить торцевой зазор кольца, просто установите соответствующее кольцо в отверстие цилиндра и расположите его рядом с верхом отверстия.Используйте конец штангенциркуля, чтобы убедиться, что кольцо перпендикулярно отверстию. Затем используйте щуп для измерения торцевого зазора кольца. Осторожно вставьте щупы различной толщины между концами колец, пока щуп не начнет тянуться между концами колец. Обратите внимание на толщину щупа и сравните ее с указанными техническими характеристиками зазора. Этот процесс можно повторить для любых дополнительных компрессионных колец.
Большинство мотоциклетных колец JE имеют предварительно зазоры, но всегда рекомендуется проверять концевой зазор всех компрессионных колец перед установкой на поршень.В JE Pistons зазоры на концах колец устанавливаются на заводе в соответствии со спецификациями при установке в исправные цилиндры, используемые в обычных условиях. Торцевой зазор первого компрессионного кольца всегда должен быть меньше, чем зазор второго компрессионного кольца. Если характеристики торцевого зазора выходят за пределы допустимого диапазона, сначала дважды проверьте свои измерения и убедитесь, что отверстие цилиндра имеет правильный диаметр. Предполагая, что проблем с размерами или отверстием цилиндра не обнаружено, а измеренный торцевой зазор слишком мал, кольца можно аккуратно подпилить.Для этого воспользуйтесь небольшим напильником и подпилите один конец кольца. Обязательно сохраняйте параллельность другому концу кольца при удалении материала. Удалите небольшое количество материала и периодически проверяйте концевой зазор, чтобы не удалить слишком много материала.
Если необходимо отрегулировать концевой зазор кольца, равномерно подпилите один конец кольца только небольшими приращениями и продолжайте проверять, пока он не достигнет желаемых характеристик.Очистить
Все поршневые кольца необходимо очистить перед установкой на поршень.Перед чисткой убедитесь, что на концах колец нет заусенцев. Любые заусенцы можно аккуратно удалить, аккуратно сломав край небольшим напильником. Затем используйте предпочтительный очиститель деталей, чтобы протереть кольца и поршень.
Убедитесь, что ваши кольца чистые и на них нет мусора или заусенцев.Отметьте поршень
Просмотрите инструкции, прилагаемые к вашему поршневому комплекту, и отметьте указанные положения зазоров на концах колец. С помощью маркера отметьте край днища поршня с предполагаемыми конечными положениями кольца для масляного регулятора и компрессионного кольца.Это поможет избежать ошибок ориентации при установке кольца.
Следуйте инструкциям по ориентации торцевого зазора кольца для вашего конкретного поршня (ов) и отметьте поршень, чтобы знать, где должен заканчиваться каждый торцевой зазор.Установка маслосъемного кольца
Современные маслосъемные кольца обычно имеют трехкомпонентную конструкцию и состоят из двух боковых направляющих и расширительного кольца. Установка маслосъемных колец из трех частей может оказаться сложной задачей, если не понятны конструкция кольца и методология.Кольцо-расширитель представляет собой кольцо в форме вафли со ступенчатым краем вверху и внизу кольца. Боковые направляющие — это два маленьких тонких кольца, дополняющих расширитель. При правильной установке боковые направляющие сидят сверху и снизу расширительного кольца напротив его ступенчатых краев. По этой причине сначала необходимо установить расширительное кольцо.
Еще одна особенность кольца-расширителя, на которую стоит обратить внимание, — это его концы. Из-за формы гармошки расширителя концы кольца могут перекрываться в кольцевой канавке.Для правильной установки обязательно, чтобы концы расширителя стыковались и не перекрывались.
Концы расширительного кольца должны соприкасаться, но не перекрываться.Для установки расширительного кольца слегка смажьте его моторным маслом. Кольцо расширителя ненаправленное, поэтому его можно устанавливать в любом положении. Осторожно вставьте кольцо через канавку компрессионного кольца в канавку масляного кольца. При необходимости отрегулируйте расширительное кольцо, чтобы концы кольца были правильно расположены.Убедитесь, что концы кольца встык вместе и не перекрывают друг друга.
Начните с установки расширительного кольца после легкого покрытия маслом.Боковые направляющие также ненаправленные. Слегка смажьте боковые направляющие, затем установите их на поршень. Убедитесь, что боковые направляющие правильно прилегают к ступенчатому краю расширительного кольца и что их концевые зазоры расположены правильно. После установки боковых направляющих дважды проверьте положение торцевых зазоров всех трех колец, составляющих узел маслосъемного кольца.Убедитесь, что концы расширительного кольца не перекрывают друг друга, и убедитесь, что узел свободно перемещается в канавке масляного кольца.
Смажьте и установите маслосъемные шины ниже и выше расширителя. Убедитесь, что они прилегают равномерно, а концевые зазоры выровнены с соответствующими отметками.Установка компрессионного кольца
Если в поршне используются два компрессионных кольца, второе компрессионное кольцо должно быть установлено первым. Обратитесь к инструкциям по установке, чтобы определить правильную ориентацию кольца перед установкой.Обычно точки или буквы отмечаются рядом с концом кольца, который обозначает верхнюю часть кольца. Элементы внутренней кромки, такие как фаски, также могут использоваться для идентификации кольца и его правильной ориентации. Слегка смажьте кольцо маслом, а затем аккуратно проденьте им поршень в соответствующую канавку. Отрегулируйте положение торцевого зазора кольца так, чтобы оно совпадало с нанесенной вами меткой на головке поршня. Повторите этот процесс для всех оставшихся компрессионных колец.
Установите компрессионное кольцо (кольца) аналогичным образом, слегка нанеся масло и осторожно обрабатывая кольцо вокруг днища поршня.Будьте осторожны, не перекручивайте и не деформируйте кольцо, так как это может повлиять на его способность герметизировать.Подтвердить зазор канавки
После установки компрессионных колец следует проверить зазор между кольцом и канавкой. Для этого вставьте щуп между кольцом и канавкой. Зазор можно определить, обнаружив щуп, который очень немного скользит между кольцом и канавкой. Отметьте зазор канавки и сравните его со спецификацией, приведенной в инструкциях по установке или заводском руководстве по обслуживанию.
Одно из последних измерений, которое необходимо провести после установки колец, — это зазор между компрессионным кольцом и канавкой. Используйте для этого щуп и найдите размер с небольшим сопротивлением. Сравните эту спецификацию с тем, что указано в ваших инструкциях или руководстве пользователя.На этом установка кольца на поршень завершена, и можно предпринять последующие шаги для завершения сборки двигателя. Хотя установка поршневых колец на поршень является критическим шагом в процессе сборки, ее может выполнить любой, если будут предприняты соответствующие шаги.Этот процесс просто требует проведения правильных измерений, обеспечения чистоты и использования методов установки.
Ищете качественный кованый поршень для своего велосипеда или квадроцикла? Щелкните здесь, чтобы узнать, что доступно для вашего приложения.
ИНСТРУКЦИИ ПО УСТАНОВКЕ: ПОРШНЕВЫЕ КОЛЬЦА — Akerly & Childs
ИЗ-ЗА ИЗМЕНЕНИЙ В СПОСОБАХ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВ ИЗГОТОВЛЯЕТСЯ МНОГО КОЛЬЦЕВ ИЗ СТАЛЬНОЙ ПРОВОЛОКИ.
НЕОБХОДИМО ПРОВЕРИТЬ РАДИАЛЬНУЮ ГЛУБИНУ ПАЗА НА ЧРЕЗМЕРНЫЙ ЗАЗОР.
ДВИГАТЕЛИ С НАДДУВОМ И АЗОТОМ: КОЛИЧЕСТВО НЕОБХОДИМОГО КОНЕЧНОГО ЗАЗОРА ЗАВИСИТ ОТ КОЛИЧЕСТВА ПОДДЕРЖКИ ИЛИ ПРИМЕНЕНИЯ АЗОТА. УЛИЧНОМУ ДВИГАТЕЛЮ С АЗОТОМ 4 PSI ИЛИ 100 л.с. НЕ НУЖДАЕТСЯ БОЛЬШОЙ ЗАЗОР В КОНЦЕ, КАК МНОГОГОННЫЙ ДВИГАТЕЛЬ С АЗОТОМ 40 PSI ИЛИ 800 л.с. ПОЖАЛУЙСТА, НАПИШИТЕ КОЛЬЦА СОГЛАСНО ИЛИ ПОЗВОНИТЕ НАМ ДЛЯ ПОМОЩИ ПО ТЕЛЕФОНУ (661) 702-1999.
ГИПЕРЕВТИЧЕСКИЕ ПОРШНИ: НЕКОТОРЫМ МАРКАМ ГИПЕВТЕКТИЧЕСКИХ ПОРШНЕЙ ТРЕБУЮТСЯ БОЛЬШИЕ ЗАЗОРЫ НА ВЕРХНИХ КОЛЬЦАХ.ПОЖАЛУЙСТА, СВЯЗАТЬСЯ С ПРОИЗВОДИТЕЛЕМ ПОРШНЕЙ, ЧТОБЫ УЗНАТЬ, НЕОБХОДИМА ЭТА РЕГУЛИРОВКА.
КОЛЬЦА НИЗКОГО НАТЯЖЕНИЯ: КОМПЛЕКТЫ КОЛЬЦ НИЗКОГО НАТЯЖЕНИЯ ОБЫЧНО НЕ РЕКОМЕНДУЕТСЯ ДЛЯ УЛИЧНОГО ИСПОЛЬЗОВАНИЯ.
СМАЗКА КОЛЬЦА: НЕ ИСПОЛЬЗУЙТЕ МОТОРНОЕ МАСЛО. ВМЕСТО ИСПОЛЬЗУЙТЕ НАШЕ СПЕЦИАЛЬНО ФОРМУЛИРОВАННОЕ МАСЛО (ЧАСТЬ № AC-9900) ДЛЯ БЫСТРОГО СИДЕНИЯ И ДОЛГОСРОЧНОГО СЛУЖБЫ.
ЗАЗОРЫ ВТОРОГО КОЛЬЦА: ПРИ ИСПОЛЬЗОВАНИИ ОБРАБОТКИ ИЛИ УМЕНЬШЕННОГО РАДИАЛЬНОГО СЖАТИЯ СТЕНКИ, ПОСЛЕДНИЕ ИСПЫТАНИЯ ПОКАЗАЛИ, ЧТО БОЛЬШЕ ЗАЗОР НА ВТОРОМ КОЛЬЦЕ ПОВЫШАЕТ УСТОЙЧИВОСТЬ ВЕРХНЕГО КОЛЬЦА, ДОПУСКАЕТ ЛУЧШЕЕ УПЛОТНЕНИЕ КОЛЬЦА.ЭТО БОЛЬШОЙ СПОСОБ «ПОБЕГА» ПРЕДОТВРАЩАЕТ ДАВЛЕНИЕ В КОЛЬЦЕ ОТ НАСТРОЙКИ И ПОДЪЕМ ВЕРХНЕГО КОЛЬЦА С ПОСАДКИ КОЛЬЦА, позволяя ПРОПУСКАТЬ ГАЗ СГОРАНИЯ. ПРИ ИСПОЛЬЗОВАНИИ КОМПРЕССИОННЫХ КОЛЬЦЕВ «D» СТЕНЫ ИЛИ DYKES ИСПОЛЬЗУЙТЕ МЕТОД ЗАЩИТЫ КОНЕЦ С МАЛЕНЬКИМ ИЛИ РАВНЫМ ЗАЗОРОМ НА ВТОРОМ КОЛЬЦЕ.
СЛЕДУЮЩИЕ РЕКОМЕНДАЦИИ ПО ЗАЗОРУ ЯВЛЯЮТСЯ РУКОВОДСТВОМ, И
МОЖЕТ ТРЕБУЕТ РЕГУЛИРОВКИ ДЛЯ ВАШЕГО КОНКРЕТНОГО ПРИМЕНЕНИЯ
ИДЕНТИФИКАЦИЯ КОЛЬЦА
ВЕРХНЕЕ КОЛЬЦО: ТОЧКА НА ВЕРХНЕМ И ВНУТРЕННЯЯ ФАСКА БУДЕТ ВВЕРХ.
ВТОРОЕ КОЛЬЦО: ТОЧКА ИЛИ СЛОВО ВЕРХНИЙ БУДЕТ ВВЕРХ И СКУС ИНФОРМАЦИИ БУДЕТ ВНИЗ.
КОЛЬЦА ВЕРХНИЕ НЕРЖАВЕЮЩИЕ ХРОМ, ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
С НАДПОРНЫМ НАПРАВЛЕНИЕМ 0,009 НА ДЮЙМ ОТК.
С НАДДУВОМ 0,008 НА ДЮЙМ ДИАПАЗОНА
ТОПЛИВО ВПРЫСКА.007 НА ДЮЙМ БОЛИНЫ
ВПРЫСКАЕМОЙ ГАЗ / СПИРТ .006 НА ДЮЙМ МЕСТА
КАРБЮРИРОВАННЫЙ ГАЗ / СПИРТ .004 НА ДЮЙМ МЕСТА
ВТОРОЙ КОЛЬЦО
ДУКТИЛЬ, МОЛИТ ИЛИ ЧУГУН
СПИРТ С НАДДУВОМ 0,007 НА ДЮЙМ БОЛИНЫ
ГАЗ / ТОПЛИВО С НАДДУВОМ .0065 НА ДЮЙМ БОЛИНЫ
ТОПЛИВО ВПРЫСКА.0065 НА ДЮЙМ БОЛИНЫ
КАРБЮРИРОВАННЫЙ СПИРТ / ГАЗ 0,005 НА ДЮЙМ МЕСТА
Инструкции по установке поршня— Поршни Восснера
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ПЕРЕД УСТАНОВКОЙ
Важно: Осмотрите все поршни, пальцы, кольца перед установкой или модификацией. Измененные, поцарапанные или поврежденные детали возврату не подлежат.
Зазор между поршнем и отверстием: поршни Восснера уже имеют рекомендованный зазор.Диаметр юбки меньше рекомендованного размера отверстия (см. Размеры на коробке). Некоторые области применения: для судовых двигателей с азотом, наддувом, с турбонаддувом и с холодной водой может потребоваться больше рекомендованного зазора.
ПоршниWossner измеряются под углом 90 градусов от оси пальца в самом широком месте на юбке поршня.
Добавление дополнительного зазора, чем рекомендуется, может вызвать дополнительный шум двигателя (хлопок поршня) при запуске и холодном запуске. Это может вызвать повреждение поршней и / или цилиндра.Некоторый шум поршня является нормальным при запуске двигателя и во время работы в холодном состоянии, он уменьшается, когда двигатель прогревается до рабочей температуры. Рекомендуется избегать высоких нагрузок или высоких оборотов во время прогрева двигателя.
Кольцевой зазор:
| Приложение | Зазор верхнего кольца (мин.) | Зазор 2-го кольца (мин.) | Масляная кольцевая рейка |
| н / д Улица | .004 «x внутренний диаметр | 0,05 дюйма x Диаметр цилиндра | Мин. 0,015 дюйма |
| НЕТ Race | 0,045 дюйма x Диаметр цилиндра | 0,055 дюйма x Диаметр цилиндра | Мин. 0,015 дюйма |
| с турбонаддувом / наддувом | .006 «x Диаметр цилиндра | .006 «x Диаметр цилиндра | Мин. 0,015 дюйма |
| Грязь / ATV / Снег | 0,04 дюйма x Диаметр цилиндра | 0,05 дюйма x Диаметр цилиндра | Мин. 0,015 дюйма |
| Закись азота | .007 дюймов x Диаметр цилиндра | .0065 «x Диаметр цилиндра | Мин. 0,015 дюйма |
| Circle Track / Drag Race | 0,055 дюйма x Диаметр цилиндра | .006 «x Диаметр цилиндра | Мин. 0,015 дюйма |
Торцевой зазор кольца следует измерять с квадратным кольцом в отверстии на свежем хонинговальном отверстии. Цилиндр не должен иметь конуса.
Смещение пальца на запястье: Многие поршни Wossner имеют смещенный палец на запястье. Эти поршни должны быть установлены со смещением в сторону тяги двигателя.На поршнях с центрированными пальцами запястья меньшие клапанные карманы расположены на стороне выпуска двигателя, за исключением некоторых пятиклапанных двигателей.
Зазор между поршнем и клапаном: При наличии большого количества профилей кулачков, толщины прокладок и зазоров деки важно убедиться, что между поршнем и клапаном имеется достаточный зазор. Wossner рекомендует минимум 1,5 мм (0,060 дюйма) на впуске и 2,0 мм (0,080 дюйма) на выпуске. Использование глины — самый распространенный метод.
Зазор между поршнем и головкой (сжатие): Wossner рекомендует минимум 0.7–1,0 мм (0,027–040 дюймов) для двигателей без наддува и 1,0–1,5 мм (0,040–060 дюймов) для двигателей с турбонаддувом, наддувом или азотом.
Зажимы для штифтов: В большинстве поршней Wossner используется замок с круглой проволокой. Перед установкой проверьте паз замка на предмет мусора или заусенцев, которые не позволят замку полностью войти в паз. Вставьте один конец фиксатора в паз, а спиральный фиксатор — в паз. * НЕ СЖИМАЙТЕ ЗАМОК ВМЕСТЕ, ЧТОБЫ попасть в канавку , , это исказит замок и может вызвать его выход из строя.
Рекомендуется проверять днище поршня и карманы клапана на наличие острых краев. Следует удалить острые кромки во избежание появления «горячих точек» на поршне.
Очистка: Поршни следует очистить теплой мыльной водой и просушить перед установкой. Мы рекомендуем нанести тонкий слой масла на юбку поршня и стенку цилиндра. Избегайте использования синтетического масла во время обкатки двигателя, так как это может помешать правильной посадке колец. Перед установкой смажьте штифты запястья маслом или монтажной смазкой.
От деформации к калибровке: установка уплотнительных колец поршня и уплотнений штока
Вот поразительная цифра: по крайней мере 50% отказов уплотнений в системах, включающих поршень, шток или и то, и другое, вызваны неправильной установкой. Или, возможно, это не так уж удивительно, учитывая количество вещей, которые могут пойти не так.
Небольшие уплотнения, особенно из инженерного пластика, установить чрезвычайно сложно. Могут возникнуть проблемы с U-образными канавками, которые требуют выступов уплотнений, чтобы они встали на место, а также острых краев, которые могут вызвать зазубрины.Независимо от проблемы результат один и тот же: неправильная установка приводит к утечкам и снижению производительности.
В этой статье подробно описывается правильная установка уплотнительных колец поршня и штока под напряжением, включая рекомендации по предотвращению деформации, правильные методы нагрева, рекомендации по смазке и трению, инструменты для установки и калибровку.
Уплотнительное кольцо под напряжением состоит из пластиковой уплотнительной оболочки, чаще всего из политетрафторэтилена (ПТФЭ). Это обеспечивает износостойкость и фрикционные свойства, но не является эластичным.Поэтому он должен быть запитан эластомерным уплотнением, обычно уплотнительным кольцом.
Перед установкой любого поршневого уплотнения или уплотнения штока / вала любого типа :
- Убедитесь, что отверстие или шток / вал имеют заходную фаску. В противном случае используйте калибровочную втулку.
- Зачистите острые кромки и снимите фаски, закройте кончики резьбы.
- Удалить остатки механической обработки, такие как стружка и грязь. Тщательно очистите все детали.
- Установка уплотнения упрощается, если отверстие или шток смазаны маслом.Используйте смазку, совместимую с уплотнением, уплотнительным кольцом и областью применения. Не используйте смазки, содержащие твердые частицы.
Установка поршневого уплотнения с закрытой канавкой
Для правильной посадки поршневого уплотнения с уплотнительным кольцом в закрытую канавку пластиковый элемент уплотнения должен быть расширен. Результирующая деформация приводит к увеличению диаметра, который необходимо откалибровать.
Нагрев уплотнения непосредственно перед расширением может облегчить этот процесс, облегчая калибровку.Обычно пластиковые уплотнения нагревают паром, термофеном, погружением в масло или погружением в воду. Многие пластмассы, такие как ПТФЭ, материал, наиболее часто используемый в уплотнениях с уплотнительными кольцами под напряжением, устойчивы к температурам выше 200 ° C, но безопасность оператора обычно ограничивает используемое тепло до менее 100 ° C.
Некоторые пластмассы, такие как полиуретан со сверхвысокой молекулярной массой, нейлон и термопластичный полиуретан, не следует нагревать до температуры выше 80 ° C, а другие — не подвергать воздействию горячей воды или пара.Это следует проверить перед установкой. После нагрева и установки тепловое сжатие пластикового элемента уплотнения во время охлаждения помогает вернуть рубашку обратно к правильному диаметру.
Если во время установки присутствует сильное трение, рекомендуется смазывать как кожух, так и монтажный инструмент. Используемая смазка должна быть совместима как с пластиковым элементом уплотнения, так и с уплотнительным кольцом и областью применения. Как правило, предпочтительно использовать системную жидкость.Запрещается использовать смазочные материалы, содержащие твердые частицы.
Чтобы установить уплотнительное кольцо поршня под напряжением в замкнутую канавку без инструментов, сначала растяните уплотнительное кольцо, применив два куска тканой или пластмассовой уплотнительной ленты. Затем поместите уплотнительное кольцо в канавку уплотнения поршня, убедившись, что оно не перекручено. Используйте тот же метод, чтобы расширить кожух, протянув его над поршнем в канавку.
Чтобы установить уплотнительное кольцо поршня под напряжением в замкнутую канавку с помощью инструментов , сначала вставьте уплотнительное кольцо в канавку поршневого уплотнения, используя метод, описанный выше.Затем поместите установочный конус на поршень и совместите его с канавкой уплотнения. Поместите куртку и расширяющийся толкатель на место. Затем быстро надвиньте уплотнение на установочный конус и войдите в канавку. Снимите конус и толкатель.
Использование инструментов может уменьшить деформацию уплотнения. Более короткое время расширения ограничивает увеличение диаметра уплотнения, облегчая изменение размера уплотнения. Никогда не используйте монтажные инструменты с острыми краями, так как они могут повредить уплотнение.
Установка поршневого уплотнения с разрезной канавкой
При установке поршневого уплотнения с уплотнительным кольцом в разрезную канавку следует учитывать несколько факторов.Для уплотнений с плоской контактной поверхностью уплотнительного кольца лучше всего поместить уплотнительное кольцо в канавку и надавить на него в осевом направлении кожухом, удерживая детали на месте до тех пор, пока канавка корпуса не закроется. Нагревание пластикового элемента уплотнения перед установкой или его растяжение с помощью конуса или подобного приспособления может помочь в правильной установке.
Для уплотнительных колец под напряжением с вогнутой контактной поверхностью уплотнительного кольца соберите уплотнительное кольцо или уплотнительные кольца внутри оболочки уплотнения, наденьте узел на канавку и удерживайте детали на месте, пока канавка корпуса не закроется .Опять же, нагрев пластикового элемента уплотнения перед установкой может облегчить процесс.
Калибровка уплотнений поршня
Калибровка необходима для того, чтобы поршень и уплотнение можно было вставить в цилиндр без повреждения пластикового элемента уплотнения. В узле с закрытой канавкой это означает, что диаметр кожуха должен быть достаточно уменьшен для обеспечения равномерного контакта с уплотнительным кольцом. Для сжатия кожуха до диаметра отверстия обычно используется калибровочная втулка, что может выполняться как отдельный этап установки или когда поршень вставляется в отверстие.
Последний подход требует, чтобы калибровочная втулка была спроектирована так, чтобы соответствовать корпусу цилиндра. И если он используется, он дает то преимущество, что помогает надежно закрепить компенсационные кольца поршня. Если отдельная калибровочная втулка недоступна, рубашку можно откалибровать непосредственно в отверстии цилиндра. Однако это требует соответствующего увеличения длины входной фаски в отверстии. Фаска должна иметь закругленную кромку и угол менее 30 градусов.
Калибровочная гильза должна быть изготовлена из полимерного материала с хорошими характеристиками скольжения и высокого качества поверхности, например, полиоксиметилена (ПОМ) или полиамида, чтобы избежать повреждения уплотнения.
Поскольку сборка в закрытых канавках особенно требовательна для малых диаметров отверстия, мы включаем следующие рекомендации для них.
Установка уплотнений штока и вала
Перед началом любой установки штока или уплотнения вала важно выполнить четыре шага, описанных в верхней части статьи.
Для сборки уплотнительного кольца под напряжением в разрезной канавке поместите уплотнительное кольцо в канавку, вдавите кожух уплотнения в осевом направлении в уплотнительное кольцо и удерживайте детали на месте, пока канавка корпуса не закроется.Если уплотнение имеет вогнутую область контакта уплотнительного кольца, может потребоваться сложить пластиковый элемент уплотнения в форме фасоли во время установки. Перед заключительным этапом сборки, на котором шток вставляется в сальник цилиндра, уплотнения под напряжением из эластомера должны быть откалиброваны с помощью калибровочной оправки или длинной заходной фаски с закругленными краями.
Для сборки в замкнутую канавку без монтажных инструментов поместите уплотнительное кольцо в канавку; Сожмите куртку в форме почки, следя за тем, чтобы не было резких изгибов или изгибов там, где есть выемка.Поместите оболочку уплотнения в сжатом виде в канавку и надавите на уплотнительное кольцо, чтобы снова сформировать уплотнение в кольцо, а затем откалибруйте уплотнение с помощью оправки с длинной входной фаской и закругленными краями.
Доступны два варианта установочного инструмента для уплотнений штока / вала. Для небольших количеств и диаметров стержней менее 30 миллиметров рекомендуется вставная трубка и толкатель. Для более высоких объемов рекомендуется подпружиненный регулируемый инструмент, поскольку он обеспечивает повторяемость процесса и сокращает время установки.
Калибровка уплотнений штока / вала, установленных в закрытые канавки
Калибровка гарантирует, что шток / вал можно вставить в сальник цилиндра без повреждения уплотнения. Уплотнение должно располагаться соосно стержню. Поэтому после установки в закрытые канавки сложенный кожух необходимо расширить, чтобы обеспечить равномерный контакт с уплотнительным кольцом.
Это можно сделать с помощью калибровочной оправки или стержня. Штангу можно использовать отдельно только в том случае, если штанга имеет длинную входную фаску с закругленным краем и углом менее 30 градусов.Калибровочная оправка должна быть изготовлена из полимерного материала с хорошими характеристиками скольжения (например, POM или полиамид), чтобы избежать повреждения уплотнения. Для уплотнений одностороннего действия вставляйте калибровочную оправку со стороны профиля уплотнения, как правило, со стороны низкого давления.
Поскольку сборка в закрытых канавках особенно требовательна для стержней малого диаметра, мы включаем для них следующие рекомендации.
Установка поршневых износных колец и износных колец штоков
Износные кольца поршня и штока обеспечивают значительную защиту от контакта металла с металлом, помогают центрировать поршень или шток и уменьшают боковую нагрузку.Поэтому они настоятельно рекомендуются в поршневых / штоковых системах.
Обычно установка компенсационных колец проста, поскольку компенсационные кольца разделены. Если компенсационное кольцо без разъема используется в системе с закрытыми канавками, его установка будет аналогична установке уплотнения штока или поршня, как описано выше.
Краткое изложение и дополнительные рекомендации
По крайней мере, 50% исследований первопричин поломки системы из-за отказов уплотнения обнаруживают, что уплотнение было установлено неправильно.Таким образом, образованию следует уделять большое внимание. Это необходимо для предотвращения установки однонаправленных уплотнений в неправильном направлении; избегаются потенциально проблемные области, такие как отверстия с острыми краями, которые могут порезать уплотнение во время сборки; устраняется необходимость в ручной калибровке или калибровке с помощью инструмента для уменьшения диаметра уплотнения, растянутого во время установки.
Лучшим источником информации о том, может ли установочный инструмент ускорить установку и / или предотвратить повреждение уплотнения, является ваш поставщик уплотнений.То же самое верно и для устранения неполадок при установке. Поставщик уплотнений, вероятно, имеет опыт работы с такими проблемами и знает, как их исправить.
Наконец, хотя поставщики уплотнений рекомендуют строго контролируемую среду для установки уплотнений, этого чрезвычайно сложно добиться в полевых условиях. Разработчикам следует учитывать вероятность того, что поврежденное уплотнение потребуется удалить, а новое установить в неидеальных условиях.
Во многих случаях поставщик уплотнения может порекомендовать уплотнение, которое либо проще в установке, либо более долговечное, что снижает вероятность того, что повреждение уплотнения приведет к отказу системы.Кроме того, если поставщик уплотнения участвует в концепции приложения, можно спроектировать потенциальные проблемы с установкой.
Бет Фиглиуло — менеджер сегмента гидроэнергетики, а Майкл Кук — технический специалист по гидроэнергетике в Trelleborg Sealing Solutions.
как установить поршневые кольца малых двигателей
— YouTube. По общему правилу, скосы идут вниз, а точки / верхние отметки — вверх. 25 декабря 2017 г. / путем замены изношенных поршней и поршневых колец в вашей газонокосилке, снегоочистителе, генераторе и любом другом оборудовании с малым двигателем помогает обеспечить эффективный, высокопроизводительный и долговечный двигатель.Во многих областях применения Wiseco включает кольца с напильником, которые разработаны с очень маленькими торцевыми зазорами, которые необходимо подпилить, чтобы они поместились в отверстии для обеспечения надлежащего торцевого зазора для данной области применения. Нижнее маслосъемное кольцо фактически состоит из трех разных колец — двух узких направляющих и одного расширителя. Они стабилизируют поршень при его движении вверх и вниз по отверстию цилиндра, помогают охлаждать поршень, передавая тепло в канал цилиндра блока, и, наконец, они измеряют масляную пленку на поверхности отверстия во время работы.Проверните коленчатый вал до самой нижней части его хода. Изготовить хорошее кольцо — это навык. Если скоса нет, установите его в верхнюю канавку в любом случае. К каждому набору колец прилагается таблица применения, в которой учитываются диаметр отверстия, область применения и предполагаемый зазор. Комплекты поршней и колец могут состоять из литых, заэвтектических или кованых поршней и набора соответствующих колец по вашему выбору. Например, безнаддувный двигатель и двигатель на закиси азота имели бы разные зазоры, даже если бы у них были одинаковые отверстия.Например: уличная разметка с отверстием 4,030 дюйма имеет рекомендуемый зазор отверстия x 0,0045 дюйма. Комплекты поршней и колец. Установите кольца с надписью «Верх» надписью вверх, в сторону днища поршня. Найдите три канавки для поршневых колец и соскребите мусор и отходы из канавок скребком или вы можете использовать старое кольцо, чтобы очистить его. Установите поршень в открытые тиски (не зажатые) и установите 2-е компрессионное кольцо. В сегодняшнем видео эксперты Summit Racing LS Брайан и Майк делятся советами и приемами, необходимыми для установки набора современных поршневых колец низкого напряжения на ваши поршни.Радиальное натяжение — это то, что вы чувствуете, когда сжимаете кольцо рукой — это отталкивание, когда кольцо хочет снова открыться — и оно помогает протолкнуть кольцо в поверхность отверстия и закрыть зазор между поршнем и стенкой цилиндра. Этого хотят все. (нестандартные поршневые кольца, кольца Bowman) Однако второе кольцо также обеспечивает небольшой контроль масла. Кольцо должно иметь прорезь, чтобы его можно было установить на поршень, а также оставить место для расширения. Примечание: Поршни двухтактных двигателей с поршневыми кольцами, защищенными от скручивания, не должны перекручиваться при установке в цилиндры.Канавки для колец в поршне необходимо очистить перед установкой поршневых колец. Когда на верхнем и 2-м кольцах появится точка, установите ее стороной с точкой вверх. После установки поршневых колец необходимо убедиться, что они могут свободно перемещаться. Можно установить узкие кольца (1,0 / 1,2 мм), которые не имеют маркировки или фаски… (См. Иллюстрацию 2) 2. Умножив 4,030 дюйма на 0,0045 дюйма, мы получим зазор на концах 0,018 дюйма для верхнего кольца. Больше силы! При необходимости используйте моторную смазку, чтобы кольца встали на место. Стандартный комплект поршневых колец Briggs and Stratton содержит три кольца, которые должны устанавливаться в определенном порядке.Вот как это сделать правильно. RMJ Machine Worx производит поршневые кольца нестандартной репродукции для небольших и старинных двигателей. Поршневые кольца в двигателе выполняют ряд функций: они уплотняют давление сгорания и газы в камере, предотвращая их прохождение мимо поршня в картер, где они могут только навредить. Производители двигателей знают, что если вы потратитесь на мелочи, двигатель будет иметь хорошую мощность, будет реагировать на настройку и, как правило, будет выполнять свою часть сделки.Установите все 2-е сжатие … Мы стремимся к совершенству, чтобы продолжить то, что Фрэнк Боуман начал много лет назад. Расширитель масляного кольца: поместите расширитель масляного кольца в масляную канавку так, чтобы стыкованные концы расширителя находились на 90 дюймов от любого конца штифта запястья. Из-за этого их конструкции иногда различаются, поэтому вам нужно убедиться, что кольцо подходит в правой канавке поршня. Возможность стыкования и повреждения кольца намного перевешивает любое возможное увеличение мощности. Ключ состоит в том, чтобы начать кольцо с одной кромки и осторожно закрутить кольцо вокруг поршня в соответствующую канавку.Также обратите внимание на скосы и точки / верхние отметки, потому что это позволит вам узнать, какая сторона колец должна быть ориентирована в сторону верхней части двигателя. Установите шатунные подшипники и смажьте. Изготовление компрессионных колец для поршней — тема, которая завораживает и вводит в заблуждение производителей двигателей, пока они не сделают это впервые. Наденьте новые кольца на поршень. Вы можете найти запасные поршни и поршневые кольца для двигателей Briggs and Stratton, Honda, Kohler, Tecumseh или многих других популярных производителей здесь, в Jack’s.Поместите кольцо прямо в канавку поршня, следя за тем, чтобы … Одно место, где эти мелочи могут окупиться, — это поршневое кольцо … Роберт Пул. Один из ключей к успешной сборке двигателя — внимание к деталям. Всегда проверяйте наличие точки. Теперь верхнее кольцо установлено. Любые заусенцы можно аккуратно удалить, аккуратно сломав край небольшим напильником. Но не поддавайтесь соблазну делать зазоры на концах колец меньше рекомендованных спецификаций (включены во все наборы колец).DONYBOY73 \ «The Small Engine Doctor \» не несет ответственности за материальный ущерб или травмы, понесенные в результате использования любой информации, содержащейся в этом видео. Довольно поверхностное рассмотрение этой темы появилось в техническом совете за октябрь 2004 г., и хотя не во многих есть… Из-за факторов, не зависящих от DONYBOY73 \ «The Small Engine Doctor \», никакая информация, содержащаяся в этом видео, не должна создавать никаких явных или подразумеваемых гарантия или гарантия того или иного результата. Как избежать распространенных причин прорыва газа и расхода масла, правильная обкатка двигателя мотоцикла после ремонта, зазор между поршнем и стенкой: мифы, тайны и заблуждения, безнаддувный двигатель K24 мощностью 500 лошадиных сил от 4Piston.Кольца выполняют эти функции в самых экстремальных условиях, поэтому всегда следует использовать наборы колец премиум-класса, материалы и дизайн которых соответствуют предполагаемому применению. Обязательно подпилите кольцо снаружи внутрь, так как это предотвратит скалывание поверхности кольца и возможные покрытия. Вот как это сделать правильно. Самое важное, что нужно проверить при установке поршневых колец, — это зазор в торце. Это позволит вам надеть крышки шатунов и затянуть болты / гайки.Помните, вы не можете вернуть материал. Особенности: Поверните соединительные концы поршневых колец на поршне на 120 ° каждое. Любые травмы, повреждения или потери, которые могут возникнуть в результате неправильного использования этих инструментов, оборудования или информации, содержащейся в этом видео, являются исключительной ответственностью пользователя, а не DONYBOY73 \ «The Small Engine Doctor \». Слишком большое количество масла, прошедшего через кольца, попадает в камеру сгорания, что приводит к всевозможным проблемам, что делает работу масляного кольца критической. Качество по разумной цене.Затем используйте предпочтительный очиститель деталей, чтобы протереть кольца и поршень. Темы: Не допускайте чрезмерного растягивания поршневых колец. Много хороших предложений, но позвольте мне высказать свою точку зрения, поскольку я сначала перестроил двигатели трех машин, на которых я езжу, только из-за синего дыма, не бросайте это полотенце. Однако во время работы большая часть уплотнения происходит за счет продуктов сгорания, которые скользят за кольцом (между кольцом и канавкой поршня) и отталкивают кольцо от поршня в отверстие. Во многих случаях маслосъемные кольца имеют ряд прорезей, через которые через отверстия в канавке поршня избыточное масло передается внутрь поршня и, таким образом, в отстойники, но остается достаточно масла для смазки стенок цилиндра.Если и верхнее, и 2-е кольцо имеют точку, а ваш комплект имеет покрытие, внешний диаметр будет металлического цвета, тогда как 2-е кольцо обычно будет черным. Изготовить красивое кольцо — это искусство! Установка зазоров и правильная установка поршневых колец — одна из важнейших частей сборки двигателя. © Wiseco Piston Company Inc. Все права защищены. Проверьте верхнее кольцо на наличие внутренней фаски и установите фаску вверх. Также нанесите обильное количество масла на пальцы и поршневые кольца. Кольцевые зазоры должны быть установлены под углом 120 °.Перед чисткой убедитесь, что на концах колец нет заусенцев. В идеальном случае зазоры между торцевыми кольцами будут близки к нулю, чтобы уловить все давление сгорания в камере. Для […] Отличный способ в полной мере использовать инженерные разработки 21-го века, которые входят в поршневые кольца, — это оптимизировать процедуру обкатки / посадки колец. Поместите эти кольца в том же порядке, что и предыдущий набор колец — каждое кольцо в вашем новом наборе должно соответствовать кольцу в вашем старом наборе. Проверьте каждое кольцо в соответствующей канавке поршня, чтобы убедиться в надлежащем осевом и радиальном зазоре.Мы собираемся сосредоточиться на одном очень конкретном этапе сборки двигателя, а именно на установке поршневых колец, чтобы я мог быть полностью внимательным, и вы поймете, как устанавливать поршни. Отверстие цилиндра необходимо отточить до окончательного размера, прежде чем можно будет проверить зазор между кольцами. Двигатель закиси азота будет генерировать больше тепла, что приведет к большему расширению колец, следовательно, им потребуется больший зазор. 2-е кольца без маркировки с внутренним скосом установите скосом вниз. Кольца с меткой или точкой на боковой стороне кольца всегда должны устанавливаться так, чтобы метка или точка были обращены к верхней части поршня.Используя подходящий инструмент для установки колец, откройте маслосъемное кольцо ровно настолько, чтобы кольцо могло выйти за верхний диаметр поршня. Установите точку в направлении верхней части поршня. Поршни и поршневые кольца. Основная функция масляного кольца — контролировать количество масла, которое проходит между поршнем и отверстием, что необходимо для смазки и теплопередачи. Шаг 1 — Для замены поршневых колец поршень необходимо снять с блока цилиндров и заменить (если он изношен). Чтобы отрегулировать зазор, кольцо необходимо подпилить.Mixin ‘Gas, Makin’ Воспоминания: чемпионат мира по 2-тактному мотокроссу Wiseco 2020 года, Polaris RZR: воссоздание легенд с Wiseco, возобновление чемпионата мира по 2-тактному мотокроссу Wiseco 2020 года, чемпионат мира по мотокроссу среди любителей Лоретты Линн Ежедневная история | Wiseco 2020: любительские чемпионаты по мотокроссу Лоретты Линн с самого начала | Wiseco. Умножьте предложенный зазор на диаметр отверстия вашего цилиндра. Масштаб сложности: 8 из 10. В этом простом видеоруководстве я покажу вам, как установить поршневые кольца без каких-либо специальных инструментов.Поршень и кольца входят в генератор с двигателем Briggs & Stratton, модель 216115, тип 0111e2, код 070126yd. Купите комплект поршня и колец здесь; https://www.discountonlineparts.com/lawnmower/?c=Engine%20Parts\u0026sc=Pistons\u0026b=Briggs%20and%20Stratton\u0026id=15132 Из-за факторов, не зависящих от DONYBOY73 \ «The Small Engine Doctor \», он не может гарантировать от несанкционированного изменения этой информации или ненадлежащего использования этой информации. Все поршневые кольца необходимо очистить перед установкой на поршень.Верхнее кольцо подвергается наиболее сильному нагреву и давлению, а второе кольцо является его «резервным» и выполняет двойную функцию дозирования масла, проходя мимо нижнего масляного кольца. Этот технический совет взят из полной книги, КАК ПОСТРОИТЬ БОРДЫ С НАДПОРНЫМ И ТУРБОНАДДУВОМ. Убедитесь, что надрезы прямые, сожмите кольцо и поднесите его к свету, чтобы посмотреть на зазор. Что касается идеального торцевого зазора для вашего конкретного двигателя. Шаг 4 — Установите новые поршневые кольца. Тема чрезвычайно изучена.В Hastings мы производим смелое и широкое предложение поршневых колец, которое охватывает тысячи областей применения практически для любого двигателя. Оттуда мы можем ударить по шлифовальной машине и начать делать некоторый зазор. Однако вы должны быть очень осторожны, чтобы не растянуть их настолько, что они сломаются (если они это сделают, новые поршневые кольца очень дешевы). Чтобы избежать проблем с уплотнением и смазкой, необходима правильная установка поршневого кольца. Если он не совсем прямой, немного обработайте зазор с напильником, убедившись, что вы не открываете его больше, чем требуется окончательно.Наборы колец идентифицируют верхнее и второе кольца, обычно по маркировке на верхней части поверхности кольца, но это всегда должно уточняться производителем непосредственно в прилагаемой инструкции. Руководство по установке поршневых колец Wiseco 1. Все, что вам нужно знать о зазоре между кольцами! Торцевые зазоры колец должны быть правильно установлены, чтобы обеспечить прохождение минимального давления сгорания между поршнем и отверстием при рабочей температуре. Литые поршни OEM-типа могут выдерживать только около 400 л.с., поэтому их следует использовать только для ремонта стоковой.Поршневые компрессионные кольца уплотняются с отверстием за счет радиального растяжения и давления сгорания, и каждое из них необходимо учитывать при установке набора колец на двигатель. Есть два стиля торсионных колец с внутренней фаской: верхняя внутренняя фаска и нижняя внутренняя фаска. Имея самую полную в мире линейку поршневых колец, компрессионных колец и маслосъемных колец, у нас есть поршневые кольца практически для любого применения — гоночные, автомобильные, тяжелые перевозки, сельское хозяйство, промышленность, малые двигатели и многое другое.Изображения с принудительной индукцией оказывают аналогичное влияние на зазор между торцами кольца. Один из способов обеспечить мощность, заложенную в ваш двигатель, — это использовать любую возможность, чтобы ограничить давление в цилиндре на толкающей стороне поршней. Шаг 6 — Смазка. Как только кольцо окажется в отверстии, используйте щуп для проверки зазора. Вы можете использовать плоский напильник, закрепленный в тисках, или механический / электрический кольцевой напильник, чтобы сделать работу проще и точнее. Это называется столкновением и может вызвать катастрофический отказ поршня. Здесь я устанавливаю поршневые кольца на поршень Speedfight 100cc и 50cc.Верхние кольца без маркировки с внутренним скосом устанавливают скосом вверх. Когда вы будете готовы надеть замену, вам нужно растянуть их с помощью инструмента для поршневых колец, пока вы надеваете их на поршень. ПОРШНИ 101, вам не нужно заливать поршень маслом — используйте достаточно, чтобы смазать кольца, когда они проходят через компрессор поршневых колец. В подавляющем большинстве конструкций поршней и колец используется пакет из 3-х колец. Запиливая кольца, подкрадитесь к последней щели. Разбейте его и соскоблите поселения.Два верхних кольца называются компрессионными кольцами и ограничивают давление сгорания. Для расчета правильного торцевого зазора для вашего двигателя. Способы, которыми это может быть достигнуто, многочисленны, и неудивительно, что обсуждение различных методов часто генерирует больше тепла, чем работающий двигатель! Специальное гребнеобразное кольцо с малым шагом специально разработано для использования в изношенных двигателях, так что гребень износа, оставленный исходным компрессионным кольцом, очищается. Чтобы получить еще больше советов и техник по сборке двигателя, нажмите здесь! Действуйте медленно, удаляя минимальное количество материала за раз и часто проверяя зазор.Обратите внимание, что большинство колец будет маркировано вверх, а на коробке обычно указывается положение, в котором они будут установлены, например, верхнее компрессионное кольцо или второе компрессионное кольцо. Только кольца Manley, верхнее кольцо имеет блестящую серую кромку. Поршневые кольца также способствуют передаче тепла между поршнем и стенкой цилиндра. Этот зазор должен быть как можно меньше во время работы, чтобы герметизировать как можно большее давление сгорания в камере, но достаточно большим, чтобы концы кольца не соприкасались, когда они расширяются из-за тепла сгорания.Простая установка поршневых колец без инструментов! При создании высокопроизводительного двигателя или двигателя Magnum вам нужно выбирать между заэвтектическими и коваными поршнями. Разделите поршневые кольца на группы на рабочем месте, чтобы убедиться, что вы не вставляете кольца в неправильную канавку. Tech. ENGINE TECH, протрите отверстия цилиндров чистым безворсовым полотенцем и нанесите небольшое количество обычного (несинтетического) масла на стены. Пошаговое руководство по установке поршневых колец после снятия поршня с автомобильного двигателя.Что касается порядка установки, то верхнее и второе кольца на первый взгляд очень похожи друг на друга, но их конструкция часто сильно различается. DONYBOY73 \ «The Small Engine Doctor \» рекомендует безопасные методы работы с электроинструментами, ручными инструментами, подъемными инструментами, домкратами, электрооборудованием, тупыми инструментами, химикатами, смазочными материалами или любыми другими инструментами или оборудованием, показанными или подразумеваемыми в этом видео. Установка зазоров и правильная установка поршневых колец — одна из важнейших частей сборки двигателя.Убедитесь в наличии зазоров… Установите компрессор поршневых колец и затяните, чтобы втянуть кольца обратно в поршень. Чтобы проверить зазор, кольцо должно быть вставлено в отверстие (без поршня) и выровнено так, чтобы оно было ровным, с помощью инструмента для квадратного кольца. поршневое кольцо: Номер детали: 545154009 Технические характеристики: Тип оборудования: Обрезной станок Тип оборудования: Триммер для живой изгороди Тип оборудования: Струнный триммер Тип оборудования: Бензопила Тип оборудования: Малый двигатель 2-тактный Тип оборудования: Подходит модель: Едок для травы: PE550 Edger Едок для травы: VS2000BV Воздуходувка для удаления сорняков: 25HO, BC2400, SST25HO, PL200, PL500, TE400CXL, TE500CXL, XT400, XT600… Проденьте открытое кольцо вниз от верхней части поршня до масляной канавки.Для достижения наилучших результатов необходимо просверлить блок цилиндров и установить новые поршни на шатуны, размер которых должен быть изменен. Точно так же, как рестораны быстрого питания предлагают недорогие блюда и комбинации, которые включают бутерброд, картофель фри и напиток, доступны комплекты поршней и колец, которые популярны среди производителей двигателей.Процесс проектирования в программной инженерии Ppt, Без мясного фарша на растительной основе Лидл, Инвазивные водные виды в Техасе, Профессиональные мониторные наушники Ath-m60x, Сезонный Прайм Ультрагибридный режим, Поршневые кольца с напильником
— Как правильно напилить кольца для критического зазора
Подгонка поршневых колец напильником — как правильно напилить кольца для критического зазора Поршневые кольца с напильником — это следующий уровень эволюции в области надлежащего уплотнения цилиндров двигателя. Итак, самое важное, что нужно проверить при установке новых поршневых колец — это зазор в торце.Таким образом, использование поршневых колец с напильником обеспечивает полный контроль зазоров поршневых колец для различных применений.
Правильно отрегулированные зазоры поршневых колец позволяют обеспечить минимальное давление сгорания между поршнем и отверстием цилиндра. Прежде всего, при использовании поршневых колец с напильником необходимо начинать с цилиндра с идеально прямым отверстием и хонингованием.
Проверка концевого зазора поршневого кольца Итак, что на самом деле делают поршневые кольца с напильникомПоршневые кольца в двигателе выполняют ряд функций:
- Изолируйте давление сгорания и газы в камере, предотвращая их прохождение мимо поршня в картер.
- Стабилизируйте поршень при его перемещении вверх и вниз по отверстию цилиндра.
- Помогите охладить поршень, передавая большую часть тепла поршня в отверстие цилиндра блока.
- Измерить масляную пленку на поверхности отверстия во время работы.
Поршневые кольца должны выполнять все эти функции в самых экстремальных условиях. Поэтому всегда следует использовать наборы колец Premium. Наряду с этим, правильная установка поршневых колец напильником для регулировки торцевого зазора имеет решающее значение для производительности двигателя.
Общая конфигурация поршневых колецПоршневые кольца комплектуются на каждый поршень. Тип и материал кольца зависят от области применения и желаемого использования.Типичный пакет колец состоит из двух компрессионных колец и масляного кольца.
Поршневые кольца поставляются в наборах на каждый поршень. Компрессионные кольцаДва верхних кольца называются компрессионными кольцами и ограничивают давление сгорания в цилиндре. Компрессионные кольца уплотняются в отверстии за счет радиального натяжения и давления сгорания. Радиальное натяжение — это то, что вы чувствуете, когда сжимаете кольцо рукой — это отталкивание, когда кольцо хочет снова раскрыться. Это также помогает протолкнуть кольцо в поверхность отверстия и закрыть зазор между поршнем и стенкой цилиндра.Однако в процессе эксплуатации большая часть уплотнения происходит за счет газов сгорания, которые скользят за кольцом. Следовательно, именно это давление сгорания помогает оттолкнуть кольцо от поршня в отверстие.
Масляные кольцаНижнее маслосъемное кольцо состоит из трех разных колец. Две узкие направляющие и один расширитель. Основная функция маслосъемных колец — контролировать количество масла, которое попадает между поршнем и отверстием. Также необходимо для смазки и теплопередачи.Слишком много масла за кольцами попадает в камеру сгорания, что может привести к разного рода проблемам.
Проверка концевого зазора поршневого кольцаСамое важное, что нужно проверить при установке поршневых колец, — это зазор в торце.
Проверка концевого зазора поршневого кольцаЭтот зазор должен быть как можно меньше во время работы, чтобы герметизировать как можно большее давление сгорания. Но достаточно большой, чтобы концы кольца не соприкасались, когда они расширяются из-за тепла сгорания. Если они соприкасаются, это называется боданием.Стык вызовет катастрофический отказ поршня.
Чтобы проверить зазор, кольцо следует вставить в отверстие и выровнять так, чтобы оно было ровным. Вы можете сделать это с помощью инструмента возведения в квадрат или следуя приведенному ниже общему совету.
TIP; Использовал ваш старый узел поршня и кольца в качестве инструмента. Снимите верхнее кольцо с поршня. Следовательно, позволяя использовать второе кольцо в качестве направляющей глубины. Перевернув поршень, вставьте новое кольцо в цилиндр.
Использовал ваш старый поршень и кольцо в сборе в качестве инструмента.Надавите достаточно далеко, пока второе кольцо на поршне не окажется заподлицо с верхней частью цилиндра. Это позволяет выровнять кольцо под напильник внутри цилиндра для точного измерения. Как только кольцо окажется в отверстии, используйте щуп для проверки зазора.
Как отрегулировать зазор в поршневых кольцах напильникаДля регулировки зазора кольцо необходимо подпилить. Часто проверяйте зазор и медленно шлифуйте, чтобы не повредить кольцо.
Можно использовать плоский напильник, закрепленный в тисках.
Подгонка поршневых колец напильником — как правильно напилить кольца для критического зазораОбязательно подпилите кольцо снаружи внутрь. В результате предотвращается скалывание поверхности кольца и возможные покрытия. Убедитесь, что надрезы прямые, сожмите кольцо и поднесите его к свету. Посмотрите на зазор, чтобы убедиться, что он абсолютно прямой. Если он не совсем прямой, немного обработайте зазор напильником.Убедитесь, что вы не открываете его больше, чем требуется.
Другой способ — использовать электрические кольцевые пилки, которые сделают работу проще и точнее.
Подгонка поршневых колец напильником — как правильно напилить кольца для критического зазораПовторите этот процесс для каждого кольца.
При установке колец напильником, Последний зазор быстро подкрадется к вам . Действуйте медленно, удаляя минимальное количество материала за раз и часто проверяя зазор.Помните, вы не можете вернуть материал. После небольшой практики вы сможете оценить, сколько материала удаляется за каждый проход. Может потребоваться несколько поездок вперед и назад, пока вы не достигнете желаемого концевого зазора. Но, работайте ровно и будьте осторожны, чтобы не отпилить слишком много.
При идеальной работе зазоры на концах колец будут близки к нулю, чтобы уловить все давление сгорания. Но не поддавайтесь соблазну делать зазоры на концах колец меньше рекомендованных спецификаций (включены во все наборы колец).
Вероятность столкновения и повреждения кольца намного перевешивает любое возможное увеличение мощности. Медленно шлифуйте и убедитесь, что зазор перпендикулярен отверстию, а не под углом.
Напильник для поршневых колец с крутящим моментом на двигателеПрежде всего, если вы использовали торсионную пластину для заточки цилиндров, используйте ее при установке колец. Если вы хотите быть точным, сделайте это правильно с первого раза. Если у вас есть время подпилить кольца, не торопитесь и используйте динамометрическую пластину.Поршневые кольца с напильником и крутящим моментом на двигателе Установка поршневых колец с напильником
Что касается порядка установки, то на первый взгляд верхнее и второе кольца очень похожи друг на друга. Но их дизайн часто бывает совершенно другим. Верхнее кольцо подвергается сильнейшему нагреву и давлению, а второе кольцо является его «опорой». Он выполняет двойную дозировку масла, проходя через нижнее маслосъемное кольцо.
Из-за этого их дизайн иногда бывает разным.Итак, вам нужно убедиться, что правильное кольцо входит в правую канавку поршня. Наборы колец идентифицируют верхнее и второе кольца, обычно по отметкам на верхней части поверхности кольца.Конфигурация поршневых колец
После завершения процесса установки напильника и правильного зазора между кольцами их можно собирать на поршни.
Расположение торцевого зазора на каждом кольце очень важно.
Если смотреть на верхнюю часть поршня; торцевой зазор верхнего кольца должен находиться в положении «12 часов».Торцевой зазор второго кольца должен быть в положении «6 часов». Установите рифленое кольцо в положение «12 часов»; одно тонкое кольцо в положении «3 часа», а другое тонкое кольцо в положении «9 часов». ЗаключениеСам процесс подачи документов может быть более сложным, чем кажется со стороны. Современные поршневые кольца имеют специальное покрытие и отделку. Следовательно, нужно проявлять особую осторожность, чтобы не повредить покрытие во время опиливания колец.
При заправке опорных колец следует подбирать каждое кольцо для каждого конкретного цилиндра.Если вы сделаете это таким образом, у вас получится специально подогнанное верхнее и второе кольцо для каждого цилиндра.
Пожалуйста, поделитесь новостями портала DannysEngine
% PDF-1.4 % 388 0 объект > эндобдж xref 388 108 0000000016 00000 н. 0000003200 00000 н. 0000003347 00000 н. 0000004064 00000 н. 0000004611 00000 н. 0000005015 00000 н. 0000005459 00000 н. 0000005536 00000 н. 0000005650 00000 н. 0000005897 00000 н. 0000006501 00000 н. 0000006613 00000 н. 0000007020 00000 н. 0000007510 00000 н. 0000009772 00000 н. 0000010172 00000 п. 0000012830 00000 п. 0000015435 00000 п. 0000018221 00000 п. 0000020752 00000 п. 0000023303 00000 п. 0000023693 00000 п. 0000024124 00000 п. 0000024377 00000 п. 0000024752 00000 п. 0000027287 00000 п. 0000029059 00000 н. 0000029987 00000 н. 0000032743 00000 п. 0000042965 00000 п. 0000046178 00000 п. 0000046256 00000 п. 0000046371 00000 п. 0000048418 00000 п. 0000048560 00000 п. 0000048692 00000 п. 0000048719 00000 п. 0000049017 00000 п. 0000049178 00000 п. 0000049450 00000 п. 0000049520 00000 п. 0000057039 00000 п. 0000057120 00000 п. 0000057147 00000 п. 0000057445 00000 п. 0000057616 00000 п. 0000057910 00000 п. 0000057980 00000 п. 0000061326 00000 п. 0000061407 00000 п. 0000148868 00000 н. 0000182552 00000 н. 0000250430 00000 н. 0000377698 00000 п. 0000410251 00000 п. 0000432110 00000 н. 0000432188 00000 н. 0000434235 00000 п. 0000434377 00000 п. 0000434509 00000 н. 0000434536 00000 н. 0000434834 00000 н. 0000434861 00000 п. 0000435159 00000 н. 0000586310 00000 н. 0000586388 00000 п. 0000586837 00000 н. 0000587094 00000 н. 0000587177 00000 н. 0000587232 00000 н. 0000587353 00000 н.