О восстановлении гильзы цилиндров ДВС
Авторы: Юлдашев Шукрулло Убайдуллаевич, Батиров Шавкат Гафурович
Рубрика: Технические науки
Опубликовано в Молодой учёный №31 (165) август 2017 г.
Дата публикации: 03.08.2017 2017-08-03
Статья просмотрена: 691 раз
Скачать электронную версию
Скачать Часть 1 (pdf)
Библиографическое описание: Юлдашев, Ш.
В статье приведеныматериалы анализа существующих способов восстановления гильзы цилиндров, а также сущность и описание модернизированного технологического процесса восстановления.
In article materials of the analysis and lacks of existing ways of restoration of a sleeve of cylinders, and also essence and the description of the modernised technological process of restoration are resulted.
Известен способ восстановления гильзы, заключающийся в том, что стенку изношенного цилиндра разрезают по линии вертикальной оси, затем гильзу стягивают и стык заваривают электродуговой сваркой под слоем флюса, далее механической обработкой доводят под необходимый ремонтный размер.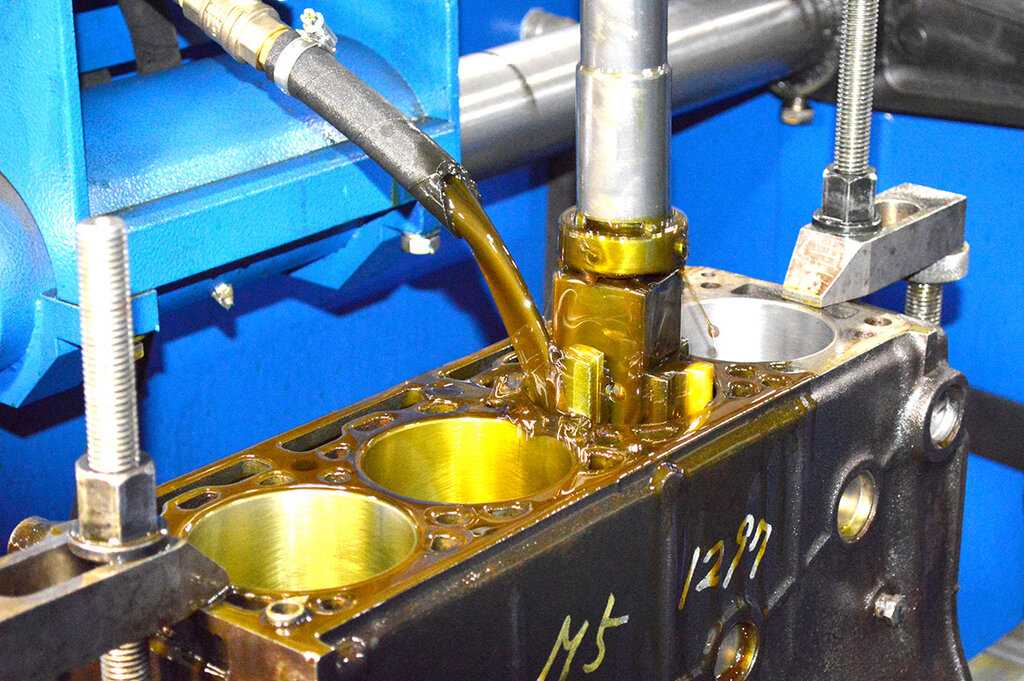
Применение способа ремонтных размеров является основным для восстановления сопряжения «гильза-поршень» для дизелей.
По действующим техническим требованиям изношенная гильза должна восстанавливаться расточкой хонингованием под увеличенный ремонтный размер. Недостатком данного способа является ухудшение свойств материала вследствие воздействия высокой температуры и электродуговой сваркой.
Восстановление изношенной внутренней цилиндрической поверхности под номинальный размер можно осуществить путем установки новой тонкостенной в изношенную гильзу (Рис. 1) [2].
Рис. 1. Существующий способ восстановления
Недостатком данного способа восстановления гильзы цилиндров заключается в том, что наличие воздушной прослойки между основным и вставным цилиндрами приводит, к неравномерному охлаждению последней, тем самым ухудшает эксплуатационные показатели работы и снижает мощностные характеристики двигателей внутреннего сгорания (ДВС). Более того воздушная прослойка приведет к неравномерному теплообмену и износу внутренней поверхности гильзы. В связи с этим использование указанного способа для восстановления гильзы цилиндров ДВС, является нецелесообразным.
Более того воздушная прослойка приведет к неравномерному теплообмену и износу внутренней поверхности гильзы. В связи с этим использование указанного способа для восстановления гильзы цилиндров ДВС, является нецелесообразным.
Модернизация способа восстановления гильз цилиндров ДВС, заключается в следующем, новый тонкостенный запрессовывают в изношенный с нанесенными на контактируемые поверхности теплопроводной пастой (термопаста) с минимальным натягом покрытия, обеспечивающий упругий насыщенный контакт.
При упругом насыщенном контакте все микронеровности, которые расположены на контурной площади контакта образуют зоны контакта. Термопаста, используемая в качестве смазки, при нанесении на поверхность отверстия сопрягаемой детали заполнит микровпадины. После отвердения термопасты увеличится площадь контакта. Кроме того увеличатся фрикционные параметры. Рост фактической площади контакта снизит контактные напряжения в покрытии термопасты при ее нагружении.
Модернизация процесса восстановления состоит в том, что сначала изношенную гильзу 1 после очистки растачивают на алмазно-расточном станке модели 2А78 под размер в зависимости от толщины новой тонкостенной гильзы 3 (Рис. 2).
2).
Рис. 2. Модернизированный способ восстановления гильзы цилиндра
После расточки внутренней поверхности новой тонкостенной гильзы 2 производится покрытие ее внешней цилиндрической поверхности термопастой.
Покрытие термопастой производят кистью волосяной № 10. Термообработку покрытия производят при температуре Т=1500С, время t=3ч.
Непосредственно перед запрессовкой на внутреннюю поверхность изношенной гильзы 1 в качестве смазочного материала наносят тонкий слой термопасты, а затем в нее запрессовывают новую тонкостенную гильзу 3.
Сборка составной гильзы производится путем запрессовки на гидравлическом прессе модели 21–35-М-1 новой тонкостенной гильзы 3 в изношенную гильзу 1 (Рис. 3).
Рис. 3. Общий вид составной гильзы: 1 — изношенная гильза; 2 — слой термопасты; 3 — новая тонкостенная гильза (впрессованная)
Таким образом, после сборки между наружной поверхностью новой тонкостенной и внутренней поверхностью расточенной изношенной гильзы цилиндра не будет зазора S, заполненного воздухом.
Основное преимущество нового способа заключается в том, что между наружной поверхностью новой тонкостенной гильзы 3 и внутренней поверхностью изношенной гильзы 1 не остается воздушный зазор S. Воздушный зазор ухудшает теплопередачу от новой тонкостенной гильзы 3 к изношенной гильзе 1, являющейся гнездом. Разность температур в камере сгорания и водяной рубашкой приводит к интенсивному износу и в результате сокращает срок службы гильзы и эксплуатации ДВС. Плохая теплопередача от новой тонкостенной гильзы 3 к гнезду, то есть к изношенной гильзе 1, может привести к перегреву гильз и падению мощности двигателя, что является весьма нежелательным. Поэтому при установившемся тепловом состоянии двигателя воздушный зазор S между новой тонкостенной гильзой 3 и ее гнездом — изношенной гильзой 1 не должен иметь место.
Предлагаемый способ восстановления гильз цилиндров по сравнению с известным способом позволяет за счет равномерного теплообмена снизить интенсивность износа и тем самым повысить срок службы гильз цилиндров и эксплуатации ДВС в целом. Восстановление гильз цилиндров может быть организовано на уровне мастерских общего назначения и МТП РУз.
Литература:
- Способ восстановления отверстий в деталях. Патент № 4867933/27 от 11.11.91/Ш. У. Юлдашев, К. И. Пискентбаев, И. А. Аширбеков.
- Патент RU 2215630 С2, МКл3. В 23 Р 6/02. Способ восстановления гильз цилиндров тракторных двигателей. Голубничий Н. Т.
Основные термины (генерируются автоматически)
: изношенная гильза, тонкостенная гильза, внутренняя поверхность, воздушный зазор, составная гильза, воздушная прослойка, наружная поверхность, нова, номинальный размер, электродуговая сварка.
Похожие статьи
Основные эксплуатационные дефекты
гильз цилиндров…Основные дефекты гильз цилиндров ДВС, образующиеся при эксплуатации: трещины, износ наружной поверхности, излом бурта, износ посадочных поясков, износ внутренней (рабочей) поверхности.
Восстановление рабочей
поверхности гильз цилиндров…Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая
Основные способы упрочнения рабочей
поверхности гильз.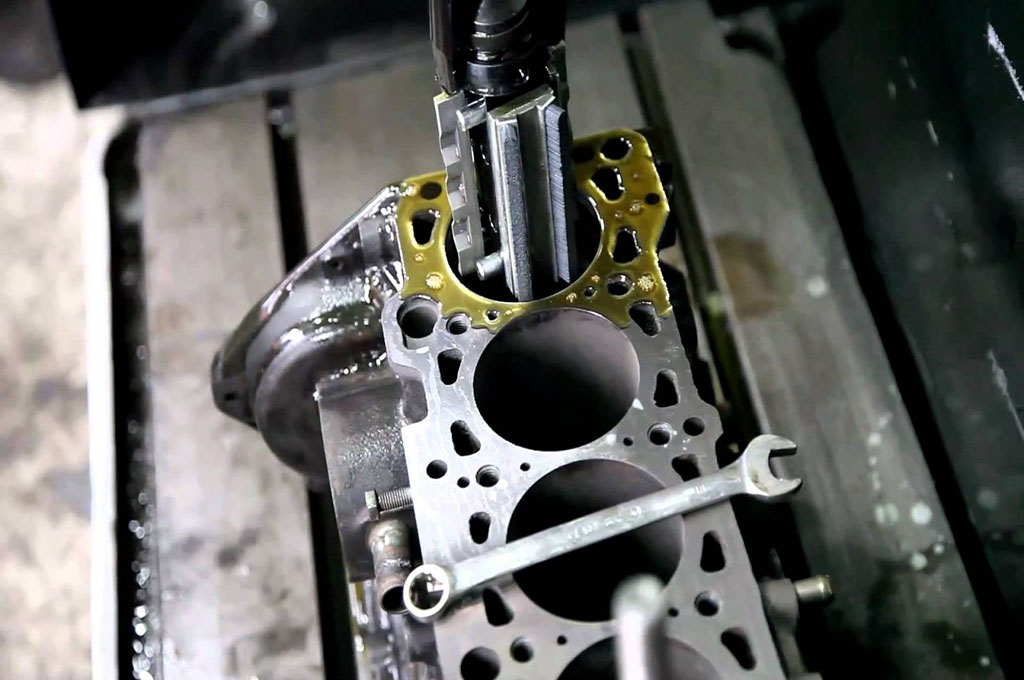 ..
..Соединение гильза цилиндра — поршень является одним из соединений, подвергающихся наибольшему износу в двигателях внутреннего сгорания. Поэтому ремонт гильз является важной задачей для улучшения качества ремонта двигателей.
Перспективы повышения износостойкости цилиндров двигателей…
Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей. Проектирование адаптивной системы озонирования воздуха для двигателей внутреннего сгорания.
Математическая модель для расчёта утечек через поршневые…
В двигателях внутреннего сгорания для уплотнения зазора между поршнем и гильзой используются компрессионные поршневые кольца.
Так же уменьшается и температура в цилиндре, ухудшая тем самым условия сгорания топливо-воздушной смеси, что приводит к. ..
..
Ручная
дуговая сварка металлов малых толщин | Молодой ученыйАрутюнов Ю. А., Дробязко А. А., Чащин Е. А., Шашок П. А., Фероян А. А. Ручная
Темп ввода энергии можно регулировать, например, изменением зазора между плавящимся
Здесь, дуговой разряд зажигается между поверхностью детали и электродом…
Электроконтактная приварка материалов при восстановлении…
Электроконтактная приварка (ЭКП) является одним из эффективных способов восстановления и упрочнения изношенных поверхностей деталей.
В результате этого ЭКП имеет ряд преимуществ в сравнении с электродуговыми
О восстановлении гильзы цилиндров ДВС.
Обеспечение герметичности разъемных соединений.
 ..
..В немалой степени это связано с тем, что неровности, оставшиеся на уплотнительных поверхностях соединения после их сборки и последующей разборки, образуют зазоры, являющиеся своего рода каналами, по которым рабочая жидкость перетекает из мест с…
Основные эксплуатационные дефекты
гильз цилиндров…Основные дефекты гильз цилиндров ДВС, образующиеся при эксплуатации: трещины, износ наружной поверхности, излом бурта, износ посадочных поясков, износ внутренней (рабочей) поверхности.
Восстановление рабочей
поверхности гильз цилиндров…Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка. Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества.
Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества.
Основные способы упрочнения рабочей
поверхности гильз…Соединение гильза цилиндра — поршень является одним из соединений, подвергающихся наибольшему износу в двигателях внутреннего сгорания. Поэтому ремонт гильз является важной задачей для улучшения качества ремонта двигателей.
Перспективы повышения износостойкости цилиндров двигателей…
Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей. Проектирование адаптивной системы озонирования воздуха для двигателей внутреннего сгорания.
Математическая модель для расчёта утечек через поршневые.
 ..
..В двигателях внутреннего сгорания для уплотнения зазора между поршнем и гильзой используются компрессионные поршневые кольца.
Так же уменьшается и температура в цилиндре, ухудшая тем самым условия сгорания топливо-воздушной смеси, что приводит к…
Ручная
дуговая сварка металлов малых толщин | Молодой ученыйАрутюнов Ю. А., Дробязко А. А., Чащин Е. А., Шашок П. А., Фероян А. А. Ручная дуговая сварка металлов
Темп ввода энергии можно регулировать, например, изменением зазора между плавящимся
Здесь, дуговой разряд зажигается между поверхностью детали и электродом…
Электроконтактная приварка материалов при восстановлении…
Электроконтактная приварка (ЭКП) является одним из эффективных способов восстановления и упрочнения изношенных поверхностей деталей.
В результате этого ЭКП имеет ряд преимуществ в сравнении с электродуговыми
О восстановлении гильзы цилиндров ДВС.
Обеспечение герметичности разъемных соединений…
В немалой степени это связано с тем, что неровности, оставшиеся на уплотнительных поверхностях соединения после их сборки и последующей разборки, образуют зазоры, являющиеся своего рода каналами, по которым рабочая жидкость перетекает из мест с…
Похожие статьи
Основные эксплуатационные дефекты
гильз цилиндров…Основные дефекты гильз цилиндров ДВС, образующиеся при эксплуатации: трещины, износ наружной поверхности, излом бурта, износ посадочных поясков, износ внутренней (рабочей) поверхности.
Восстановление рабочей
поверхности гильз цилиндров…Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка. Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества.
Основные способы упрочнения рабочей
поверхности гильз…Соединение гильза цилиндра — поршень является одним из соединений, подвергающихся наибольшему износу в двигателях внутреннего сгорания. Поэтому ремонт гильз является важной задачей для улучшения качества ремонта двигателей.
Перспективы повышения износостойкости цилиндров двигателей.
 ..
..Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей. Проектирование адаптивной системы озонирования воздуха для двигателей внутреннего сгорания.
Математическая модель для расчёта утечек через поршневые…
В двигателях внутреннего сгорания для уплотнения зазора между поршнем и гильзой используются компрессионные поршневые кольца.
Так же уменьшается и температура в цилиндре, ухудшая тем самым условия сгорания топливо-воздушной смеси, что приводит к…
Ручная
дуговая сварка металлов малых толщин | Молодой ученыйАрутюнов Ю. А., Дробязко А. А., Чащин Е. А., Шашок П. А., Фероян А. А. Ручная дуговая сварка металлов
Темп ввода энергии можно регулировать, например, изменением зазора между плавящимся
Здесь, дуговой разряд зажигается между поверхностью детали и электродом. ..
..
Электроконтактная приварка материалов при восстановлении…
Электроконтактная приварка (ЭКП) является одним из эффективных способов восстановления и упрочнения изношенных поверхностей деталей.
В результате этого ЭКП имеет ряд преимуществ в сравнении с электродуговыми
О восстановлении гильзы цилиндров ДВС.
Обеспечение герметичности разъемных соединений…
В немалой степени это связано с тем, что неровности, оставшиеся на уплотнительных поверхностях соединения после их сборки и последующей разборки, образуют зазоры, являющиеся своего рода каналами, по которым рабочая жидкость перетекает из мест с…
Основные эксплуатационные дефекты
гильз цилиндров…Основные дефекты гильз цилиндров ДВС, образующиеся при эксплуатации: трещины, износ наружной поверхности, излом бурта, износ посадочных поясков, износ внутренней (рабочей) поверхности.
Восстановление рабочей
поверхности гильз цилиндров…Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка. Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества.
Основные способы упрочнения рабочей
поверхности гильз…Соединение гильза цилиндра — поршень является одним из соединений, подвергающихся наибольшему износу в двигателях внутреннего сгорания. Поэтому ремонт гильз является важной задачей для улучшения качества ремонта двигателей.
Перспективы повышения износостойкости цилиндров двигателей.
 ..
..Основные способы упрочнения рабочей поверхности гильз цилиндров двигателей автомобилей. Проектирование адаптивной системы озонирования воздуха для двигателей внутреннего сгорания.
Математическая модель для расчёта утечек через поршневые…
В двигателях внутреннего сгорания для уплотнения зазора между поршнем и гильзой используются компрессионные поршневые кольца.
Так же уменьшается и температура в цилиндре, ухудшая тем самым условия сгорания топливо-воздушной смеси, что приводит к…
Ручная
дуговая сварка металлов малых толщин | Молодой ученыйАрутюнов Ю. А., Дробязко А. А., Чащин Е. А., Шашок П. А., Фероян А. А. Ручная дуговая сварка металлов
Темп ввода энергии можно регулировать, например, изменением зазора между плавящимся
Здесь, дуговой разряд зажигается между поверхностью детали и электродом. ..
..
Электроконтактная приварка материалов при восстановлении…
Электроконтактная приварка (ЭКП) является одним из эффективных способов восстановления и упрочнения изношенных поверхностей деталей.
В результате этого ЭКП имеет ряд преимуществ в сравнении с электродуговыми
О восстановлении гильзы цилиндров ДВС.
Обеспечение герметичности разъемных соединений…
В немалой степени это связано с тем, что неровности, оставшиеся на уплотнительных поверхностях соединения после их сборки и последующей разборки, образуют зазоры, являющиеся своего рода каналами, по которым рабочая жидкость перетекает из мест с…
Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей
Библиографическое описание: Захаров, Ю.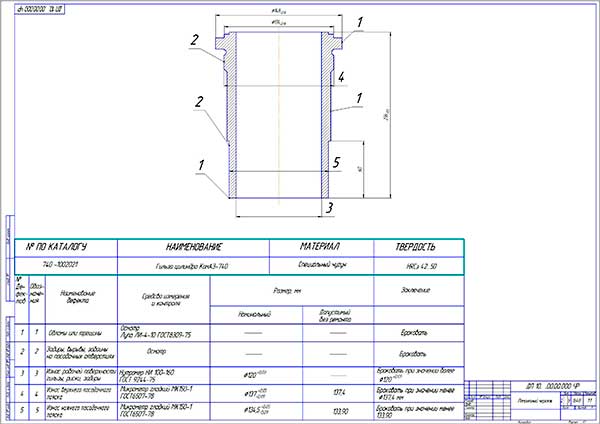 А. Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей / Ю. А. Захаров, Р. Р. Булатов. — Текст : непосредственный // Молодой ученый. — 2015. — № 5 (85). — С. 145-148. — URL: https://moluch.ru/archive/85/15983/ (дата обращения: 09.10.2022).
А. Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей / Ю. А. Захаров, Р. Р. Булатов. — Текст : непосредственный // Молодой ученый. — 2015. — № 5 (85). — С. 145-148. — URL: https://moluch.ru/archive/85/15983/ (дата обращения: 09.10.2022).
Гильзы цилиндров ДВС подвергается значительным нагрузкам в процессе работы. Жесткие условия эксплуатации гильз цилиндров приводят к появлению разнообразных дефектов, которые необходимо устранять для обеспечения работоспособности ДВС. Для каждого вида дефектов гильз существуют различные способы и устройства для их устранения, в частности для восстановления геометрии и размеров изношенной рабочей поверхности. Все эти способы и устройства для их применения имеют свои достоинства и недостатки, которые необходимо учитывать при выборе рационального способа восстановления рабочей поверхности гильз цилиндров.
Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка.
Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества. Такой квалитет обработки является наивысшим, применяемым в машиностроении и обеспечивает очень низкую шероховатость. В связи с этим рабочую поверхность гильз цилиндров называют «зеркалом» цилиндра или гильзы.
В процессе эксплуатации ДВС, рабочая поверхность гильз цилиндров испытывает значительные нагрузки при высоких температурах, что приводит к появлению таких дефектов как: износ рабочей поверхности, увеличение шероховатости, изменение макрогеометрии (овальность конусность седлообразность и т. д.), нагар, раковины, трещины и сколы. При дефектации рабочей поверхности гильз цилиндров ДВС определяют геометрические размеры и форму изношенной гильзы, а также шероховатость ее зеркала. Наличие трещин, сколов, раковин и т. д. приводит к отбраковке гильзы [1–3].
В основном, восстанавливают рабочую поверхность гильзы цилиндров механической обработкой под ремонтный размер, но может применяться нанесение слоя металла или изменение геометрии гильзы за счет пластического деформирования.
Механическая обработка рабочей поверхности гильз цилиндров под ремонтный размер осуществляется растачиванием, хонингованием, шлифованием или комбинацией этих обработок.
Растачивание и хонингование гильз цилиндров в основном применяется при износе внутренней поверхности до диаметра, превышающего предельное значение, при овальности и конусности на рабочем участке более допустимых размеров.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз — с внутренним диаметром в пределах допуска на новую гильзу; вторая группа — с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа — с внутренним диаметром, превышающим номинальный на 0,15…0,2 мм, но не более чем на 0,4 мм [1–3].
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальных станках, например на станке ЗГ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К. В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
Также для хонингования цилиндров применяются бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50…60° С.
Растачивают гильзы на вертикально-расточных станках, на пример на алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ. Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. Для хонингования гильзы применяют подпружиненную хону, в которой каждый брусок прижимается к поверхности гильзы отдельной пружиной. Обработка такими хонами служит не для изменения размеров, а для придания поверхности нужной шероховатости.
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01…0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако при износе внутренней поверхности гильз больше последнего ремонтного размера деталь обычно выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
При небольшой величине износа растачивание можно заменить шлифованием. Внутреннюю рабочую поверхность гильзы шлифуют до выведения следов износа. Овальность рабочей поверхности гильзы в нижнем и верхнем поясах, а также конусность поверхности на длине гильзы допускается не более 0,06 мм. Разрешается наличие нетронутой шлифовальным камнем выработки от верхнего поршневого кольца. Кроме того, допускается наличие нетронутых камнем площадок на высоте не более 50 мм от нижнего края гильзы, общей площадью не более 20 см2.
Для шлифования гильзы применяют круг ПП-125–50–50 на керамической связке СМ1, зернистостью 12…16. После шлифования рабочей поверхности гильзы наружную поверхность подвергают пескоструйной очистке и цинкованию [1–2, 5].
Такая последовательность выполнения операций принята потому, что на некоторых гильзах в процессе шлифования не удается устранить следы износа. Эти гильзы бракуют. Следовательно, цинкование наружной поверхности гильз до шлифования рабочей поверхности нецелесообразно.
Один из недостатков восстановления гильз обработкой под ремонтный размер — резкое (на 20…30 %) снижение их ресурса из-за уменьшения твёрдости поверхности. Для его повышения гильзы упрочняют пластическим деформированием, электромеханическим способом, плосковершинным хонингованием, закалкой ТВЧ, лазерной обработкой и т. д.
При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытий. Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
Применяется восстановление рабочей поверхности гильзы цилиндров гальваническими покрытиями. Сущность способа состоит в том, что при прохождении постоянного электрического тока через раствор солей металла в воде (электролит) в нем образуются положительно и отрицательно заряженные ионы [1–2, 5]. Положительно заряженные ионы перемещаются к отрицательному электроду-катоду, которым является металлическая деталь, и осаждаются на ее поверхности, прочно с ней сцепляясь. Отрицательно заряженные ионы перемещаются к положительному электроду-аноду и выделяются на нем. В качестве электролитов, как правило, применяются водные растворы солей, кислот и щелочей.
Осажденные при электролизе металлы отличаются по своим свойствам от литых металлов тем, что кристаллическая решетка их искажена вследствие различных условий кристаллизации. Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Для устранения этих недостатков применяют гальваномеханическое осаждение покрытий. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве [7]. Механическое активирование способствует снижению перенапряжения разряда осаждаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода пассивирующей плёнки, гидроокисей и газообразного водорода. Все это позволяет значительно увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения. Недостатком данного способа является сложность приобретения необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
Недостатком данного способа является сложность приобретения необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
Кроме перечисленных способов восстановления применяют способ пластического деформирования [1–3]. Способ заключается в нагреве наружной поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер. Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3…4 мм/с.
Таким образом, существующие технологии позволяют восстанавливать изношенную рабочую поверхность гильз цилиндров ДВС, однако при выборе способа восстановления работоспособности гильзы необходимо учитывать следующее:
1. Величину износа.
2. Вид износа, его форма и характер повреждений.
3. Первичное состояние гильзы (новая или ремонтная).
4. Тип и материал гильзы.
5. Наличие дефектов других поверхностей гильзы.
6. Стоимость работ по восстановлению.
7. Производительность восстановления и годовую программу ремонта.
На сегодняшний день наибольшее распространение получил способ механической обработки под ремонтный размер, ввиду его простоты, доступности оборудования и стабильности.
Литература:
1. Воловик, Е. Л. Справочник по восстановлению деталей [Текст] / Е. Л. Воловик. — М: Колос, 1991 г.
2. Одинцов, Л. Г. Упрочнение и отделка деталей поверхностным пластическим деформированием [Текст] / Л. Г. Одинцов. — М: Машиностроение, 1997 г.
3. Захаров, Ю. А. Упрочнение деталей автомобилей типа «вал» и «ось» [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 20. — С. 141–143.
141–143.
4. Китаев, Ю. А. Восстановление деталей с последующей ФАБО [Текст] / Ю. А. Китаев, И. А. Спицын, А. Ю. Китаев // Механизация и электрификация сельского хозяйства. — 1995. — № 1 — С.25.
5. Молодык, К. В. Восстановление деталей машин [Текст] / К. В. Молодык, А. С. Зенкин. — М.: Машиностроение, 1993 г.
6. Технология электромеханической обработки материалов [Электронный ресурс]. — Режим доступа: http://www.vstu.ru/razrabotka/tekhnologiya-elektromekhanichesk.html
7. Захаров, Ю. А. Преимущества гальваномеханического осаждения металлов при восстановлении деталей мобильных машин [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2015. — № 1. — С. 66–68.
Основные термины (генерируются автоматически): ремонтный размер, рабочая поверхность гильз цилиндров, внутренняя поверхность гильзы, гильза, рабочая поверхность, внутренний диаметр, внутренняя поверхность, механическая обработка, окончательное хонингование, пластическое деформирование.
Восстановление гильз цилиндров КАмаЗ
Восстановление гильз цилиндров КАмаЗ
Гильзы цилиндров двигателей КамАЗ съемные. После установки гильз цилиндров в блок между стенками гнезд цилиндров и внутренними стенками блока цилиндров образуется водяная рубашка, поэтому гильзы цилиндров называются мокрыми. От гильз цилиндров ЯМЭ-238 они отличаются диаметром цилиндра (КамАЗ-740 — 120 мм; ЯМЭ-238 — 130 мм) и массой (гильза цилиндров КамАЗ-740 имеет массу 5 кг, ЯМЭ-238 — 8 кг).
Рис. 29. Приспособление для центровки и закрепления гильзы на столе расточного станка конструкции Е. А. Алешкина:
1 — стол станка; 2 — опорная плита приспособления; 3 — приспособление; 4.5 — нижний и верхний пояса зажима гильзы цилиндров; 6 — резец; 7 — шпиндельная головка; 8 — шпиндель; 9 — ножка индикаторного приспособления совмещения оси гильзы цилиндров с осью шпинделя; 10—индикатор приспособления; 11—верхний посадочный поясок; 12 — гильза цилиндров; 13 — нижний посадочный поясок приспособления; 14 — стяжной винт
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Гильзы цилиндров КамАЗ-740 тонкостенные. Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью.
Толщина их стенок 13,5 мм. Они отлиты из специального высокопрочного чугуна и, как показал анализ результатов эксплуатации, отличаются высокой износостойкостью.
В связи с тем, что Камское объединение по производству большегрузных машин не выпускает пор.шни ремонтного размера, при ремонте двигателей изношенные гильзы цилиндров выбраковываются, что ведет к нерациональному расходу металла. На многих ремонтных предприятиях успешно применяется восстановление изношенных гильз цилиндров двигателей КамАЗ-740 пластиниро-ванием.
Основные операции технологического процесса восстановления гильз цилиндров пластинированием следующие:
– подготовка гильз цилиндров под облицовку пластинами;
– изготовление пластин;
– облицовка внутренней поверхности гильз цилиндров пластинами;
– обработка гильз цилиндров после облицовки.
Подготовка гильз цилиндров под облицовку пластинами заключается в их расточке под запрессовку свернутых пластин. Расточка гильз цилиндров производится эльборовым резцом на алмазно-расточном станке модели 278J1 в специальном приспособлении, показанном на рис. 29. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
29. Способ восстановления гильз цилиндров стал возможен только благодаря применению для расточки гильз резцов из эльбора, так как обработка внутренней поверхности высокопрочного чугуна гильзы обычными резцами с твердосплавными пластинами ВК-3 затруднена.
Режимы резания при обработке гильз эльборовым и резцами следующие: скорость резания v — 70— 90 мм/мин; подача s — 0,03 мм/об; глубина резания tp — 0,015— 0,2 мм. При подаче 0,03 мм/об обеспечивается шероховатость поверхности Ra 0,16—0,32 мкм.
Затраты времени на растачивание отверстий гильз цилиндров двигателя КамАЗ-740 следующие: основное технологическое время — 12,2 мин; вспомогательное время — 1,2 мин; организационно-техническое — 0,4 мин; время перерывов — 0,2 мин; штучное время — 15 мин.
Рис. 30. Гильза цилиндра КамАЗ-740, восстановленная пластинированием под номинальный размер:
а — общий вид восстановленной гильзы цилиндра; б — геометрические размеры восстановленной гильзы цилиндра; Д\, Дг, Т — посадочные поверхности гильзы цилиндров; 1 — гильза цилиндров; 2 — верхний пояс, изготовленный из пластины; 3 — нижний пояс
Сущность изготовления пластин состоит в подборе стальной ленты для резки ее на мерные пластины, выборе толщины пластин, определении натяга и усилия запрессовки, определении длины пластин, раскрое стальной ленты на мерные куски, резке стальной ленты на мерные пластины и шлифовании кромок пластин.
Для изготовления пластин применяется холоднокатаная лента из углеродистой стали марок У8А и У10А. Геометрические размеры пластин в зависимости от технологического диаметра цилиндров после их расточки представлены в табл. 20.
Удерживаются пластины на внутренней поверхности гильзы цилиндров за счет сил трения, возникающих вследствие их напряженного состояния.
Обработка гильз цилиндров после облицовки заключается в том, что гильзы цилиндров хонингуются на хонинговаль-ном станке для того, чтобы снять заусеницы, которые могут образоваться при запрессовке пластин. При этом на поверхность пластины наносятся риски хонинговальными брусками для улучшения смазки внутренних поверхностей гильз цилиндров. Время хонингования составляет 1—2 мин.
После обработки восстановленные гильзы цилиндров должны отвечать следующим техническим условиям: – шероховатость поверхности должна быть 0,16 мкм; овальность и конусность внут-ренней поверхности цилиндра не должна превышать 0,025 мм.
Гильза цилиндров двигателя КамАЗ-740, восстановленная под номинальный размер пластинированием и ее геометрические размеры представлены на рис. 30.
Экономический эффект восстановления гильз цилиндров двигателей КамАЗ-740 облицовкой внутренней поверхности стальными пластинами составляет 8 р. 20 к. на одну гильзу и дает при ремонте одного комплекта гильз экономию металла около 80 кг.
Процесс восстановления гильзы цилиндра и полученная при этом гильза цилиндра (Патент)
Процесс восстановления гильзы цилиндра и полученная при этом гильза цилиндра (Патент) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Описан цилиндр внутреннего сгорания, имеющий внутреннюю поверхность с многослойным покрытием, содержащий: первый гомогенный связующий слой; второй гомогенный стальной слой; и внешний поверхностный слой из тетрафторэтиленфторуглеродного полимера.
- Изобретатели:
- Флери, С
- Дата публикации:
- Идентификатор ОСТИ:
- 5056624
- Номер(а) патента:
- США 4724819
- Правопреемник:
- Precision National Plating Services, Inc., Clark’s Summit, PA
- Тип ресурса:
- Патент
- Отношение ресурсов:
- Дата подачи заявки на патент: Дата подачи 23 января 1987 г.

- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 33 УСОВЕРШЕНСТВОВАННЫЕ ДВИГАТЕЛИ; 36 МАТЕРИАЛОВЕДЕНИЕ; ЦИЛИНДРЫ; ПОКРЫТИЯ; ЛАЙНЕРЫ; ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ; АДГЕЗИЯ; КАМЕРЫ СГОРАНИЯ; ЭТИЛЕН; ИЗГОТОВЛЕНИЕ; ОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ ФТОРА; ПОЛИМЕРЫ; СТАЛИ; АЛКЕНЫ; СПЛАВЫ; ДВИГАТЕЛИ; ТЕПЛОВЫЕ ДВИГАТЕЛИ; УГЛЕВОДОРОДЫ; ЖЕЛЕЗНЫЕ СПЛАВЫ; ЖЕЛЕЗНЫЕ СПЛАВЫ; ОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ; ОРГАНИЧЕСКИЕ ГАЛОГЕННЫЕ СОЕДИНЕНИЯ; 330100* — Двигатели внутреннего сгорания; 360601 — Другие материалы — подготовка и производство
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Fleri, S. Процесс восстановления гильзы цилиндра и полученная гильза цилиндра . США: Н. П., 1988.
Веб.
Процесс восстановления гильзы цилиндра и полученная гильза цилиндра . США: Н. П., 1988.
Веб.
Копировать в буфер обмена
Fleri, S. Процесс восстановления гильзы цилиндра и полученная гильза цилиндра . Соединенные Штаты.
Копировать в буфер обмена
Флери, С. 1988.
«Процесс восстановления гильзы цилиндра и полученная при этом гильза цилиндра». Соединенные Штаты.
Копировать в буфер обмена
@статья{osti_5056624,
title = {Процесс восстановления гильзы цилиндра и полученная при этом гильза},
автор = {Флери, С},
abstractNote = {Описан цилиндр внутреннего сгорания, имеющий внутреннюю поверхность с многослойным покрытием, содержащий; первый гомогенный связующий слой; второй гомогенный стальной слой; и внешний поверхностный слой из тетрафторэтиленфторуглеродного полимера. },
},
дои = {},
URL = {https://www.osti.gov/biblio/5056624},
журнал = {},
номер = ,
объем = ,
место = {США},
год = {1988},
месяц = {2}
}
Копировать в буфер обмена
Полный текст можно найти в Ведомстве США по патентам и товарным знакам.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Ремонт цилиндров поршневых компрессоров
Bender CCP восстановит бывшие в употреблении цилиндры компрессора до исходных размеров. Мы можем восстановить бывшие в употреблении отверстия цилиндров за долю стоимости сменных цилиндров. Благодаря нашим большим производственным мощностям мы можем легко изготовить сменные гильзы цилиндров в соответствии со спецификациями проекта. Наши сотрудники имеют более чем пятидесятилетний опыт ремонта цилиндров поршневых компрессоров и обладают самой большой производительностью на западном побережье. У нас есть опыт работы с цилиндрами размером от 2 до 40 дюймов. Bender CCP использует высококачественный чугун, который соответствует или превосходит требования OEM. Все цилиндры механически затачиваются до размеров и для получения желаемой чистоты поверхности.
Мы можем восстановить бывшие в употреблении отверстия цилиндров за долю стоимости сменных цилиндров. Благодаря нашим большим производственным мощностям мы можем легко изготовить сменные гильзы цилиндров в соответствии со спецификациями проекта. Наши сотрудники имеют более чем пятидесятилетний опыт ремонта цилиндров поршневых компрессоров и обладают самой большой производительностью на западном побережье. У нас есть опыт работы с цилиндрами размером от 2 до 40 дюймов. Bender CCP использует высококачественный чугун, который соответствует или превосходит требования OEM. Все цилиндры механически затачиваются до размеров и для получения желаемой чистоты поверхности.
Доставка отремонтированного оборудования может быть осуществлена быстро благодаря размеру объекта и тому факту, что мы работаем в две смены. В аварийных ситуациях наши бригады работают круглосуточно, чтобы уложиться в сроки проекта.
Bender CCP обычно рекомендует клиентам предоставлять головку во время замены вкладыша, чтобы обеспечить правильную посадку и гарантировать, что после установки головка имеет отверстие штока, концентричное отверстию вкладыша. Головка может потребовать предварительной резки, чтобы сделать поверхности плоскими и перпендикулярными отверстиям. Bender CCP также может заменить шпильки, резьбовые отверстия клапанов, перекрасить цилиндр и отремонтировать поврежденные поверхности. Мы стремимся заранее выявлять любые потенциальные проблемы и возвращать ваше оборудование в желаемом состоянии с первого раза.
Головка может потребовать предварительной резки, чтобы сделать поверхности плоскими и перпендикулярными отверстиям. Bender CCP также может заменить шпильки, резьбовые отверстия клапанов, перекрасить цилиндр и отремонтировать поврежденные поверхности. Мы стремимся заранее выявлять любые потенциальные проблемы и возвращать ваше оборудование в желаемом состоянии с первого раза.
Также может потребоваться замена футеровки цилиндра в связи с изменениями в полевых операциях. Компания Bender CCP может легко перепроектировать гильзу или изготовить сменную гильзу для поршня другого размера.
Обычно изготавливают гильзу с черновой обточкой для размещения на складе, чтобы сократить время обработки во время останова. Bender CCP изготовит вкладыши и торцевые крышки (для последующей чистовой токарной обработки) для удовлетворения таких запросов.
Штанги компрессора
CCP в Бендерах заработала репутацию на западном побережье как лучший завод по производству термического напыления для новых и отремонтированных компонентов компрессоров. Bender CCP является предпочтительным выбором производителей и конечных пользователей штоков компрессоров. У нас есть опыт работы с приложениями для экстремальных условий эксплуатации, такими как H3S и кислый газ. С помощью обработки поверхности наших пистолетов HVOF и правильного выбора сплава мы можем продлить срок службы ваших поршневых штоков. Bender CCP имеет несколько покрытий из карбида вольфрама, которые хорошо зарекомендовали себя.
Bender CCP является предпочтительным выбором производителей и конечных пользователей штоков компрессоров. У нас есть опыт работы с приложениями для экстремальных условий эксплуатации, такими как H3S и кислый газ. С помощью обработки поверхности наших пистолетов HVOF и правильного выбора сплава мы можем продлить срок службы ваших поршневых штоков. Bender CCP имеет несколько покрытий из карбида вольфрама, которые хорошо зарекомендовали себя.
- Все стержни оснащены свернутыми нитями
- В вольфрамовочный карбидовый покрытие
- Супер готовая поверхность стержня
- Пользовательская конструкция и производство
- Все компоненты соответствуют или превышают спецификации OEM
- . Доступны
- . Работайте для сегментарных или одновременных Pistons 6666.
Процесс восстановления штока
- Очистка и микрометр Проверка и запись размеров
- Проверка и запись биения стержня
- Осмотрите шток на наличие задиров, трещин, повреждений и т.
 д.
д. - Снимите поршень и гайку, если необходимо
- Создайте объем работ с необходимым ремонтом
- Проконсультируйтесь с заказчиком
- Удаление существующих покрытий и подготовка к спрею HVOF и шлифовке Шток
- Выполнение полной проверки восстановленного штока
- Переустановка поршня и бандажа и т. д.
- Проверка канавок и поверхностей поршня и ремонт при необходимости
- Коробка и ящик для защиты
Производство поршней
Бендервыточит поршни из чугуна или алюминия. Компания Bender может производить цельные поршни или сегментные поршни. Компания Bender CCP может выполнить обратный инжиниринг поршней, чтобы они соответствовали существующей установке, или модернизировать их по мере необходимости. Bender CCP изготовит чертежи и предоставит заказчику по запросу.
Запасные части для
- Уортингтон
- Дрессер-Рэнд
- Cooper-Bessemer
- Clark
- Deleval
- Demag
- Joy
- Superior
- Ajax
Качество
- Сертифицированные процедуры ISO 9002
- Опытный производственный персонал
- Оснащение современным оборудованием
- Полная годовая гарантия на материалы и качество изготовления
Ремонт клапана
Bender CCP восстановит клапаны вашего компрессора до спецификации OEM, со значительной экономией по сравнению с заменой. Типичный капитальный ремонт комплекта клапанов может быть выполнен примерно за неделю или быстрее во время останова.
Типичный капитальный ремонт комплекта клапанов может быть выполнен примерно за неделю или быстрее во время останова.
Процесс ремонта
- Разборка, очистка, визуальный осмотр и запись размеров
- Детали идентифицированы, помечены и упакованы в пакеты
- Клапаны для продувки стеклянными шариками
- Машина и мельница, если необходимо Поврежденные участки
- Плоская шлифовка сопрягаемых поверхностей Сопрягаемые поверхности
- Очистите детали
- Подъем, толщина седла, глубина пружинного кармана проверены
- Установка запасных частей
- Пневматические испытания после сборки
- Комплектные клапаны
Тип обслуживаемого клапана
- Тарельчатые клапаны
- Ленточные клапаны
- Тарельчатые клапаны
- Канальные клапаны
Ремонт упаковочной коробки
Компания Bender CCP может восстановить сальниковые коробки ваших поршневых компрессоров. Мы разберем и проверим все компоненты, закупим или изготовим запасные части и вернем ваши упаковочные ящики в новом состоянии.
Мы разберем и проверим все компоненты, закупим или изготовим запасные части и вернем ваши упаковочные ящики в новом состоянии.
- Механическая обработка всех прижимных и грязесъемных колпачков
- Замена уплотнительного кольца носовой чашки
- Механическая обработка, шлифовка и притирка
- Сборка, окончательная проверка, запись размеров
- Обработка и консервация готовых упаковочных коробок
Разгрузчики
- Разборка, очистка, осмотр
- Замена уплотнений и колец
- Осмотр штоков
- Металлические распылительные отверстия в разгрузочных устройствах, если необходимо
- Воздушное испытание для срабатывания
- Краска
Шатуны
- Проверка размеров для подтверждения круглости
- Подтверждение размера отверстия и параллельности
- Проверка на наличие повреждений
- Переобработка при необходимости
Корпус компрессора
- Растачивание линии
- Неразрушающий контроль
- Выравнивание отверстий
- Отверстия кривошипов с термонапылением
Крестовина
- Очистка и осмотр на наличие надрезов и калибровки
- Тапочки Rebabbit с крестообразным шлицем
- Подтвердите правильность с помощью штифта с крестообразным шлицем
Рукоятка
- Осмотр NDE
- Осмотр журналов и размеров
- Балансировка
Фиксатор клапана
- Очистка и проверка на наличие ямок/трещин
- Дробеструйная обработка стеклянными шариками
Восстановление металлического распылительного цилиндра
- Распылитель Metco #2 (нерж.
 сталь 420)
сталь 420) - Дуговой спрей
Галерея изображений
Завершенный ремонт цилиндра
Отверстие для шлифовального компрессора
Станок для поршней и шатунов и шлифовка
Ресиверный компрессор
Дуговая дуга с двойной проволокой, устанавливаемая перед цилиндром компрессора внутреннего шлифования
Request Quote
Архивы ремонта гильзы цилиндра — RA Power Solutions
RA Power Solutions обслуживает судовые, главные двигатели, вспомогательные двигатели и дизель-генераторы большой мощности, установленные по всему миру. Мы осуществляем ремонт коленчатого вала, блока цилиндров, головок цилиндров и всех основных запасных частей на месте.
Аварийно-восстановительные работы, капитальный ремонт и текущее обслуживание дизельных двигателей выполняются нами. Эти услуги предоставляются нашими опытными техниками и инженерами. Компания имеет опыт более чем сорока лет в этой области.
Головка цилиндра двигателя Wartsila Соединительные стержни двигателя WartsilaПоставщик запасных частей для морских и дизельных двигателей
Зная о важности морских запасных частей, каждая деталь тщательно проверяется нашими опытными инженерами в нашей мастерской, оснащенной всем современным калиброванные измерительные приборы и оборудование.
Запасные части поставляются напрямую от OEM-производителей, с которыми у нас долгосрочное сотрудничество. На самом деле, с нашим опытом в сфере ремонта двигателя и поставки запчастей, мы в состоянии предоставить вам качественные запчасти в короткие сроки и по низкой цене. У нас в наличии запчасти самых популярных судовых главных и вспомогательных двигателей, компрессоров, очистителей, турбокомпрессоров, теплообменников и насосов.
Качество: Мы сертифицированы по ISO, поскольку запасные части закупаются непосредственно у производителей оригинального оборудования. Гарантируется высокое качество деталей. В большинстве случаев запчасти могут быть поставлены в короткие сроки от 1 до 10 дней.
Коробка клапанов, специальные подшипники и подшипники увеличенного размера, направляющая, днище поршня, головка блока цилиндров, ремонт гильзы цилиндра, поршни, подшипник и втулка штока, пусковой клапан, юбка, очиститель, насосы, шатуны, коленчатый вал, распределительный вал и т. д.
д.
Мы работаем со всеми моделями двигателей большой мощности. Некоторые из них перечислены ниже:
Для главного двигателя: AKASAKA, MITSUBISHI, HANSHIN, B&W и многие другие. Некоторые марки перечислены ниже
АКАСАКА :
А-31. 34. 37. 38. 41
АН-25. 27. 28. 30. 33. 36. 38. 40
DH-38SS. 51СС
ДМ-28ФД. 30. 46. 51СС
К-28. 31
MITSUBISHI :
UET-45/75C. 45/80Д. 52/90С(Д)
УЭК-37/88. 37Н-ⅡВ. 45 га. 45/115H. 52 га. 52/105Э. 52/125H
60HA. 60/150H. 37л(А). 45 л (А). 52 л (А). 60ЛА. 50 лс (Ⅱ). 52LS(Ⅱ)60LS(Ⅱ)
ХАНШИН:
EL-30. 32. 35. 38. 40. 44
ЭЛС-35. 44
LH-28G
LU-24G. 26Г. 28. 28Г. 32. 35. 38. 40. 46. 46А. 50. 50А. 54. 54А
ЛУД-32. 32Г. 35
ЛУН-28. 28АГ. 28АРГ
ЛУС-24. 28г. 38. 40. 46. 54. 58
ЛФ-46. 50. 54. 58
Ч/б :
L-35MC. 50МС. 60МС. 70МС. 80МС. 90МС
С-35МС. 50МС. 60МС. 70МС. 80МС. 90MC
Для вспомогательного двигателя: B&W, YANMAR, NIIGATA, DAIHATSU и многие другие. Ниже перечислены некоторые конкретные марки:
Ниже перечислены некоторые конкретные марки:
Ч/Б:
T23LH-4E, L16/24
L23/30, L23/30K, L23/30A
L23/30AK, L23/30H, L23/30HE
L28/32, L28/ 32В, L28/32A
L28/32H, S28LH-4E, V28/32A
V28/32H, L27/38
L32/40, V32/40
YANMAR:
3KL. 4КДЛ. 5КДЛ. 5кл. AL-(S.U)T(D),HT. ХЛ-ХТН. Г(А)Л-(Э.Г.Д.У)Т. ST
HAL-(D.H)T(N). К(Ф)Л-(Н)Т.У(Т.Ф). ЛА(АЛ)-ДТ(Н). ЛД(Л)-(Ф). М(А)L-(Н)Т(S). DT
M200(A)L-(SUD)T. М200(А)Л-(Е.У)Н. N165L-SN.N260L-EN. N280L-EN
R(A)L-(D.H)T. S165L-(У.Э)Т. С185Л-(Д.С.У)Т. Т220(А)Л-(ЭСУ)Т. E240(A)L-(ESU)T
T260(L)-(SU)T. У(А)Л-(С.У)Т. Z(L)-(D.E.S.U)T. Z280(L)-(ESU)T
DAIHATSU:
DK(B)-20. 26. 28. 30. 32
ДЛ(Б.Н)-16. 19. 20. 22. 24. 26. 28. 32
ДС(Б)-18. 18А. 19А
ДС(Б.М)-22. 26. 26А. 28. 32. ДСД-22. ДВ-22. 26. ПКТБ-14. 16. ПКТД-16
ПЛ-24. 26. ПС(НТ-Б.С)-22. PS(HT-BCD)018D. 20Д. 22Д. 26Д. 26Э. 26ч. 30D
VS(HT-BC)-26D
НИИГАТА:
L-123AHS. 16ХС. 16С. 16Х. 16ХВ. 16ХС. 18СХ. 19НХ. 20АХ. 25БХ. 28EX. 31ЭЗ. 40Х
18СХ. 19НХ. 20АХ. 25БХ. 28EX. 31ЭЗ. 40Х
М(Г)-16ХА. 18СХ. 20АХ. 20СХ. 22LX. 24ГТ. 25БХ. 25СХ. 25CV
26AFTE. 26 кг/с. 28АФТЕ. 25БХ. 28 кг/с. 28Х
31ЭЗ. 31Х. 34АФТЕ. 37Х. 40X
V-32CLX
Быстрый ответ: Благодаря многолетнему опыту и сотрудничеству с производителями мы можем удовлетворить требования клиентов в короткие сроки.
Единая служба поддержки: Поскольку мы предоставляем услуги на месте с помощью наших опытных технических специалистов, у нас есть команда преданных своему делу инженеров и техников, которые могут прибыть на судно в кратчайшие сроки и взять на себя замену запасных частей. Все наши техники имеют индийский CDC и могут плавать с оборудованием.
Проверка запасных частей на месте опытными инженерами Пластины теплообменника готовы к отправке Автором этого блога является г-н Радж Шахани (управляющий директор компании). Он имеет сорокалетний опыт оказания услуг по ремонту двигателей по всему миру и экспортных запасных частей для судовых главных и вспомогательных двигателей, компрессоров, очистителей, турбокомпрессоров, теплообменников и насосов с гарантией.