обзор технологии и критерии качества
 13.11.2019
13.11.2019(Голосов: 1, Рейтинг: 5) |
Вопросы, рассмотренные в материале:
- Что такое хонингование цилиндров
- Есть ли разница между зеркалом цилиндра и хонингованием
- Каковы технологии хонингования цилиндров
- Как происходят хонингование и ремонт цилиндров Alusil и Nicasil
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.

Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
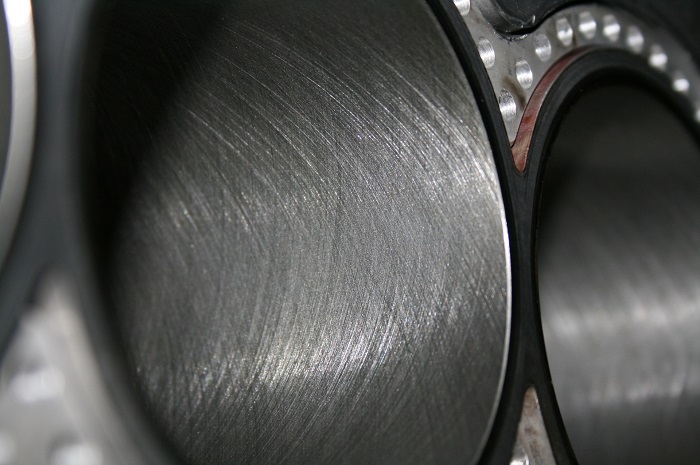
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» ПодробнееОсновная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Технология хонингования цилиндров
Хонингование блока цилиндров в заводских условиях существенно отличается от аналогичной процедуры, выполняемой при капитальном ремонте двигателя. Выделяют два этапа:
- Стартовая обработка при помощи крупно-абразивных брусков, закрепленных на головке хона. Она создает контуры сетки, которую можно увидеть на готовой детали.
- Финишная обработка с помощью мелкоабразивных инструментов. Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Иногда применяется третий этап – притирка поверхности абразивной пастой. Она делает сетку хона еще более гладкой и не оставляет микродефектов на поверхности металла. Ее применение обусловлено качеством выполнения двух предыдущих операций и квалификацией мастера. В результате получается ровная сетка, которая не имеет острых краев металла и облегчает процесс притирки деталей цилиндро-поршневой группы.
По окончании процесса необходимо тщательно промыть обрабатываемую деталь. Остатки металла и абразивные частицы, оставшиеся на блоке цилиндров и в его полостях, недопустимы при сборке мотора. Собирать цилиндро-поршневую группу можно только на абсолютно чистом моторе. Промывка осуществляется сначала жидкостью под давлением, а затем продувкой сжатым воздухом.
Соблюдение технологии существенно продлевает жизнь мотору после капитального ремонта. Равномерно нанесенный хон дает оптимальные зазоры между сопрягаемыми деталями и хорошую смазку. Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.

Рассмотрим подробнее оборудование для ремонта двигателя. Профессиональный станочный парк, которым оборудованы автозаводы, позволяет производить обработку блока с максимальной точностью. Такие станки могут позволить себе только специализированные мастерские, занимающиеся расточкой и хонингованием блока цилиндров.
Хонингование – это процесс создания фактуры рабочей поверхности блока. Это не просто беспорядочное нанесение рисок и царапин, а создание сетки, у которой строго заданы глубина канавок и их взаиморасположение. Поверхность выглядит как совокупность канавок, пересекающихся под заданным углом. Кроме того глубина рисок и их поперечный профиль выдерживаются с точностью до тысячных долей миллиметра. Поверхность не должна иметь острых краев и задиров на вершинах борозд, оставляемых хоном. Долговечность жизни мотора во многом зависит от качества обработки.
Рекомендуем
«Замена цилиндра сцепления: процесс и рекомендации по выбору детали» ПодробнееУгол хонингования – это угол между рисками, наносимыми хоном. Величина зерна абразивного бруска также влияет на характеристики обработки и конечное качество отделки. Тип хонинговального инструмента обеспечивает нужную глубину рисок и их взаиморасположение. Хонингование делится на два этапа: основной и финишный. Для каждого шага выбирается свой абразивный инструмент. Прецизионный контроль качества поверхности выполняется с помощью визуализации диаграммы микропрофиля хона. Угол хона измеряется с помощью тарированных пленок-шаблонов.
Формирование структуры поверхности первоначально выполняется с помощью грубого абразива. В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска.
Алмазная обработка не позволяет сразу же перейти к сборке мотора, так как кольца и поршни при контакте с такой грубой поверхностью быстро придут в негодность. В некоторых случаях обработка алмазным абразивом используется как силовая расточка. Грубая поверхность должна пройти обработку зерном меньшей фракции. После этого поверхность становится более гладкой и приближается к заданному ремонтному размеру. На последнем этапе обработка проводится мелкозернистым абразивом и шлифовальной пастой.

После формирования чистового размера и структуры поверхности проводится так называемое хонинговое крацевание. Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.
В дополнение к основным операциям может выполняться нанесение антифрикционных покрытий, но они подходят не ко всем материалам, из которых изготовлен блок цилиндров. Хонингование в основном применяется к чугунным блокам, но сейчас уже разработана технология обработки алюминиевых деталей. Наибольшей известностью пользуется плосковершинное хонигование, которое проводится аналогично классическим технологиям. Различия заключаются в применяемых инструментах и количестве операций.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- Alusil
Блоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.

После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Рекомендуем
«Форсунка льет в цилиндр: причины и варианты решения проблемы» ПодробнееПолировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- Nicasil
Алюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.

Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
Рекомендуем
«Устройство цилиндра сцепления: немного теории для удачной практики» ПодробнееПри обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях
Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Рекомендуем
«Стук клапанов двигателя: причины и способы устранения проблемы» Подробнее - Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше.
- Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
rad-star.ru
Хонингование цилиндров: что это такое?
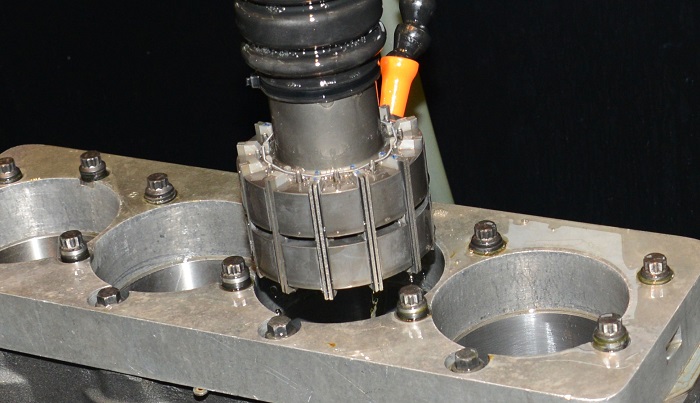
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
krutimotor.ru
Хон самодельный — Абразивная обработка
Заранее прошу прощения у модератора, процесс изготовления подробно описывать не буду, считаю это не очень интересным, так как работу токарного и фрезерного станков так или иначе видели все… поэтому:
Хон самдельный.
Достались с хонинговальным станком хоны еще советского производства. Попытался ими работать, но очень скоро отказался. Выбросил все, не сумел выжать из них требуемую точность обработки цилиндра. Дело было достаточно давно, купить что-либо стоящее взамен тогда было просто негде, «буржуи» к нам свои буржуйские хоны еще не возили, пришлось изобретать самому. Благо, бруски (алмазные) для хонов, советские и за смешные деньги, на барахолке можно было найти без проблем. В результате получилось вот такое сооружение.
На втором рисунке этот же хон в разобранном виде.
Это рабочий хон для диаметров от 80 до 110 мм. Работает он уже много лет. Точность обработки – конус, эллипс, седло, бочка – в пределах сотки, что вполне соответствует требованиям к точности обработки цилиндров двигателей внутреннего сгорания. Мало того, этим хоном без проблем можно получить указанную точность даже в не расточенном предварительно цилиндре. Однако практикуется это лишь в отдельных случаях, например, когда припуск на обработку настолько мал, что невозможна предварительная расточка.
К отличительным особенностям хона можно отнести двухопорное, жесткое закрепление брусков. Собственно алмазные бруски вклеены в стальные планки, опирающиеся своими плоскими наклонными опорными поверхностями на плоские же наклонные поверхности двух сухарей, верхнего и нижнего, т.е., образуют клиновой механизм с плоскопараллельным перемещением брусков. Изменение размера хонингования и рабочая подача брусков осуществляется синхронным осевым перемещение обоих сухарей вдоль расточки корпуса хона при помощи винта. В приведенной конструкции предусмотрена ручная подача брусков. Но без особых проблем ее можно приспособить и под автоматическую подачу от механизмов хонинговального станка. Планки с брусками удерживаются от выпадения из корпуса надетыми сверху пружинками от «сальников». Особенностью конструкции является отсутствие точечных или линейных силовых контактов между элементами хона. Нагруженные элементы конструкции контактируют только по плоскостям, что позволило применить обычные конструкционные материалы без термообработки. В частности корпус в описываемом хоне выполнен из бронзы – легче фрезеруется.


www.chipmaker.ru