Хонинговка блока цилиндров — Технический Центр Мотортехнология
Статья
автор
МоторТехнология
Выработка ресурса мотором – неизбежный процесс, и неважно, насколько аккуратно его эксплуатировали. При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
Что такое хонингование
Слово «хонингование» пошло от английского «hone», что в переводе – «точить». Это название технологии абразивной обработки отверстий деталей автомобиля конической и цилиндрической формы посредством специальных насадок (хонов). Цель хонингования – достижение требуемой степени шероховатости поверхностей и максимальной точности их геометрических размеров.
Обычно хонингование требуется полостям разных компонентов двигателей, но нередко проводят и наружную обработку крупных деталей с помощью специализированных или модифицированных шлифовальных и горизонтально-расточных станков. Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т.п.) металлов.
Для двигателей внутреннего сгорания (ДВС) автомобилей в первую очередь выполняется хонингование цилиндров. Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Зачем выполняется хонингование
Точность обрабатывания хоном рабочей поверхности цилиндров двигателя куда выше, если сравнивать с применением расточных инструментов. Как следствие:
- благодаря обработке в разы сокращается период обкатки двигателя, в особенности если установлены особые компрессионные кольца, которые куда быстрее и точнее прирабатываются к стенкам цилиндров. Это благоприятно сказывается на ресурсе ДВС;
- обеспечивается наилучшая компрессия в цилиндрах. В результате двигатель начинает работать с предельной отдачей. Параллельно с этим увеличивается экономичность, снижается расход масла на угар;
- куда меньше газов прорывается в картер двигателя внутреннего сгорания, а значит моторное масло дольше сохраняет изначальные свойства;
- нивелируется конусность и эллипсность цилиндров мотора, нуждающегося в капремонте.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.
За счет хонингования блока цилиндров рабочая поверхность последних получает микропрофиль – углубления необходимы для удерживания частиц моторного масла. Особенно выигрывают от этого высокооборотистые двигатели, в которых поршни движутся с большой скоростью, а масляный туман, идущий из картера, не успевает оседать на стенках цилиндров. Хонингование в таком случае создает так называемый «аккумулятор масла», необходимый, чтобы детали цилиндропоршневой группы не работали на сухую, что чревато ускоренным износом.
Когда выполняется операция
Хонингование цилиндров для большей части двигателей выпускаемых сейчас автомобилей выполняют ещё на заводе с целью достичь эффекта «аккумулятора масла». Повторная процедура выполняется при капитальном ремонте, обычно после расточки.
Как часто требуется повторное хонингование сказать сложно, так как многое зависит от условий эксплуатации ДВС, манеры вождения, качества топлива и моторного масла. Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Но, когда пробег превышает 150 тысяч километров, порой проявляются признаки, указывающие, что помимо иных операций по ремонту мотора, пора обновлять образованный микропрофиль цилиндров.
Пора делать хонинговку блока, если:
- заметно упала мощность двигателя;
- на холостом ходу возникают плавающие обороты;
- повысился расход топлива и масла.
Также о многом скажет цвет выхлопа. Если появился сизый оттенок, значит масло сгорает вместе с топливом – так быть не должно.
Особенности хонингования цилиндров двигателя
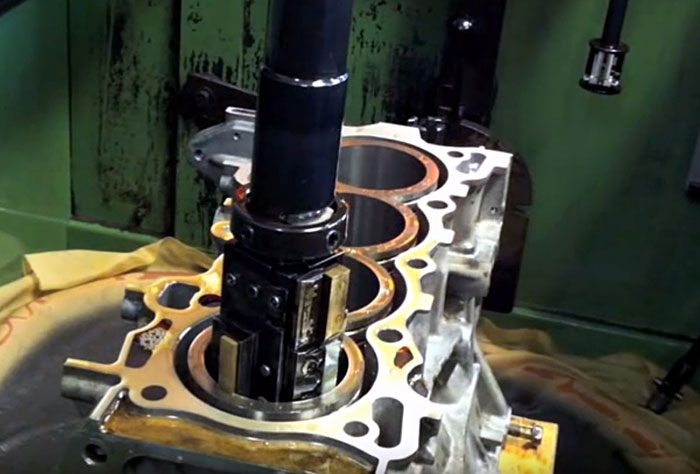
Хонинговка цилиндров выполняется таким образом: бруски-абразивы, закрепленные на хоне, прижимаются к стенкам детали, при этом насадка, шток которой зафиксирован в патроне станка, делает вращательные и возвратно-поступательные движения. При обработке поверхности она обильно смазывается смазочно-охлаждающей жидкостью.
Принцип операции меняется исходя из материала цилиндра:
- двигателям внутреннего сгорания с деталями из чугуна требуется два этапа.
 На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей;
На первом этапе используют крупнозернистый абразив, на втором – мелкозернистый, чтобы срезать «верхушки» полученного микропрофиля и не углубить при этом риски. В завершение выполняется крацевание: нейлоновыми щетками с частичками кристаллов кремния удаляются излишки металла и абразива, образованные при хонинговании. Интересный момент – в ходе обработки чугунной детали выступают зерна графита, включенные в структуру металла. Графит сам по себе обеспечивает смазывающий эффект, и тем самым способствует уменьшению износа деталей; - для двигателей с деталями из сплавов алюминия Alusil, Locasil и Silitec по завершении расточки требуется хонингование в три этапа. На третьем шлифуют детали с сохранением ремонтного размера;
- хонингование – единственно возможный вариант устранения конусности и эллипсности алюминиевых цилиндров, стенки которых покрыты никелем и особо прочным карбидом кремния (Nicasil). Дело в том, что нет таких резцов, которые используются при стандартной расточке.

Условия качественного выполнения процедуры:
- шлифующая кромка равномерно давит на внутреннюю сторону цилиндра. Для деталей, сделанных из сплавов алюминия (в особенности если речь идет о тех, что с покрытием Nicasil), необходимо умеренное давление. Важно, чтобы точно соответствовали диаметр бруска и поршня, иначе обрабатываемая поверхность перегреется, образуются задиры, а из бруска будут вырваны абразивные зерна;
- правильный выбор абразива хонинговальных брусков с учетом материала цилиндров. Для моторов Alusil, например, используют бруски с «антизасаливающейся» поверхностью. К ним не будут цепляться частицы алюминия, и как следствие, не образуются задиры;
С помощью хонинговки важно достичь оптимальной степени шероховатости детали, чтобы моторное масло хорошо удерживалось. Для каждого сплава свой подход:
- у двигателей с деталями из чугуна для задания микрорельефа используют хонинговальную сетку. Ее риски в верхней части должны быть такими, чтобы при воздействии силы поверхностного натяжения масла образовывался «купол», обеспечивающий оптимальный смазывающий эффект.
 Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар; - для двигателей Alusil, Silitec и Locasil уровень шероховатости во многом зависит от размеров зерен кристаллов кремния, содержащихся в сплаве, и глубины их раскрытия.
При желании расточку и хонинговку реально сделать самому, понадобится только специальная насадка и смазочно-охлаждающая жидкость. Но надо учесть один момент: глубина рисок хонинговальной сетки, угол пересечения и уровень шероховатости для каждой серии ДВС свой, и изготовители этой информацией делиться не торопятся. В техническом центре же такие процедуры выполняются регулярно, то есть мастера, отталкиваясь от статистики, накопили достаточно опыта.
Если выполнять хонинговку самостоятельно, хорошо, если просто не будет никакого эффекта. В худшем же случае расход масла только увеличится, а ресурс ДВС сократится. По этой причине доверить хонингование лучше профессионалам, к тому же в ходе капитального ремонта эта операция идет сразу за расточкой цилиндров.
Смотрите также:
Хонингование цилиндров: что это такое?
Содержание статьи
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками.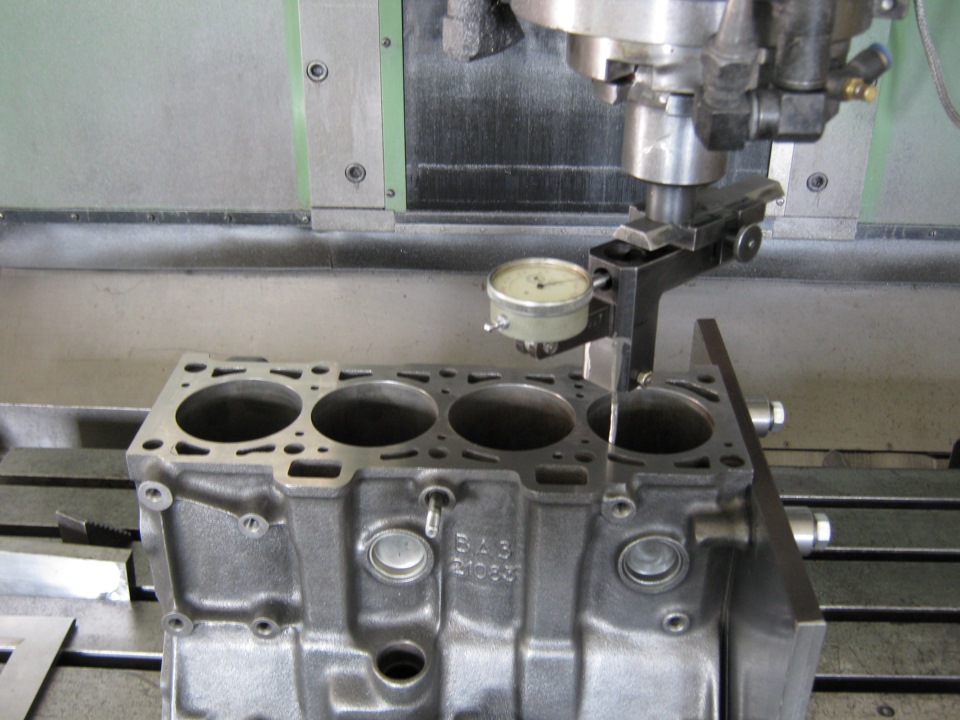 Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются.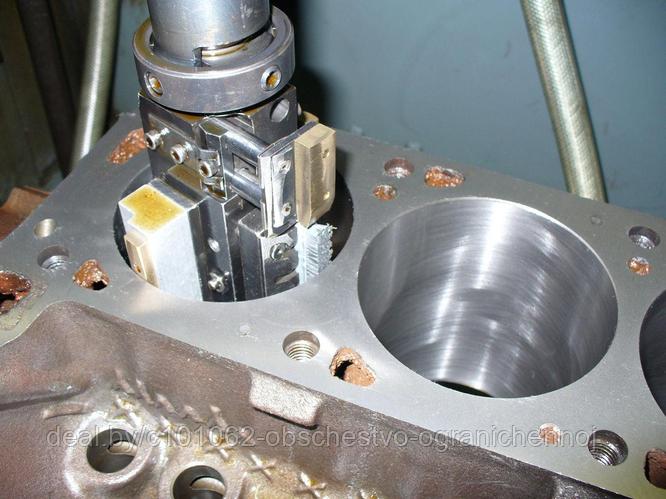 Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования.
 Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент.
 Происходят задиры и вырывание абразивных частиц.
Происходят задиры и вырывание абразивных частиц.Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния.
 Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.

Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.

Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм.
 А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния.
 И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали.
 Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену.
 Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSILc рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) — это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Важно!
Для получения безукоризненных результатов при хонинговании ALUSIL следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.
Указание
Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры «Хонингование блоков цилиндров из серого чугуна».
У ALUSIL-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.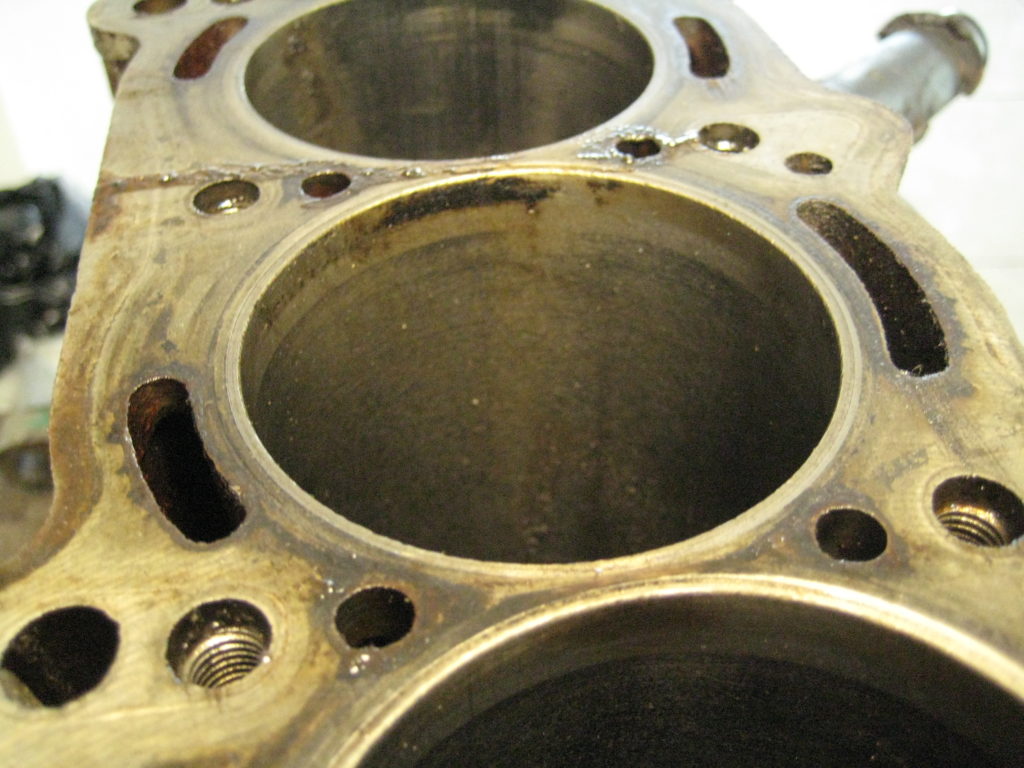
Описание процесса хонингования – Liberty Machinery
Что он делает? Как я могу его использовать? Почему это поможет мне?
Хонингование — это тип абразивного процесса, обычно используемый для финишной обработки внутренней части цилиндра. Вместо использования абразивного круга, как при шлифовании, при заточке используются несколько плоских камней, расположенных вокруг оправки, которая перемещается в отверстие и выходит из него. При вертикальном или горизонтальном хонинговании инструмент совершает возвратно-поступательное движение через отверстие, в то время как в системе однопроходной чистовой обработки может быть делительный стол с инструментами расширяющейся ширины, каждый из которых проходит через отверстие один раз.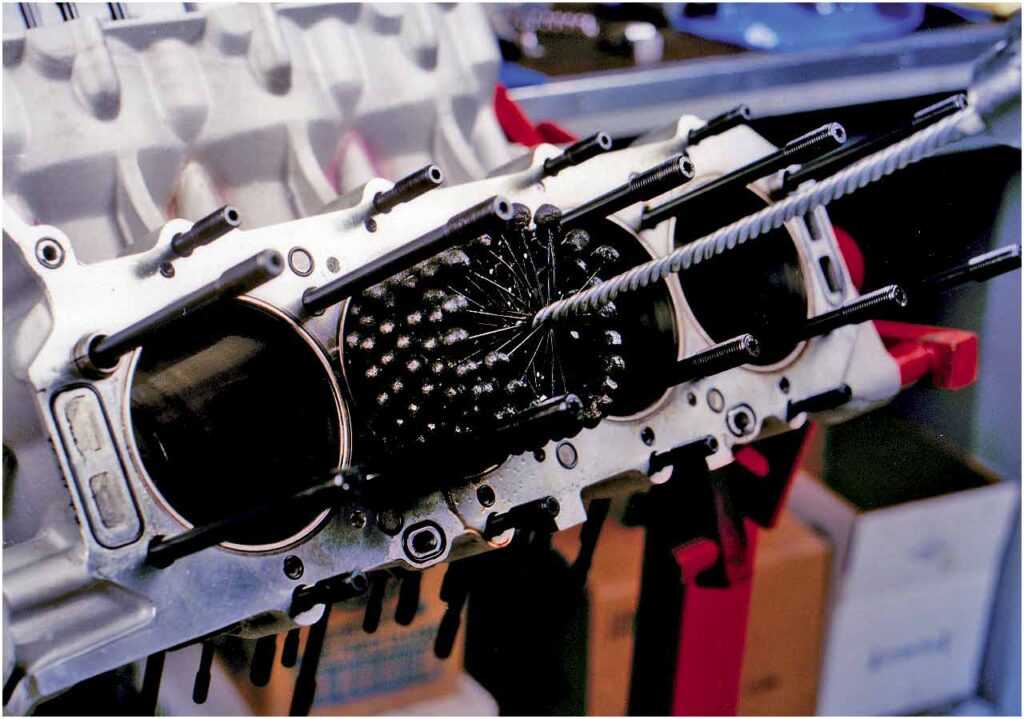 В любом случае процесс один и тот же.
В любом случае процесс один и тот же.
Поскольку хонингование является более медленным процессом, чем шлифование, температура и давление ниже. Это означает, что хонингование обеспечивает лучший контроль размера и геометрии. Хонинговщики невероятно точны и могут обрабатывать детали с точностью до 0,2 микрона (ширина бактерии). На самом деле, однопроходные хонинги настолько постоянны и точны, что их обычно не калибруют.
Хотя хонингование может занять больше времени, чем некоторые операции шлифования, его также можно выполнять без присмотра. Однозаходные хоны с алмазной или эльборовой напайкой имеют невероятно долгий срок службы.
Чтобы получить ответы на свои вопросы или дополнительную информацию о хонинговальных станках, позвоните в Liberty по телефону 847-276-2761 или отправьте нам электронное письмо по адресу [email protected].
Liberty Machinery покупает и продает все виды хонинговальных станков.
Мы являемся вашим надежным поставщиком высококачественных хонинговальных станков и другого подержанного оборудования.
Купить хонинговальный станок Продать хонинговальный станок Посмотреть видео о хонинговании
Описание процесса: Как это работает?
Хонинговальный станок сконструирован таким образом, чтобы хонинговальный станок двигался должным образом. Хонинг может быть ориентирован либо по вертикали , либо по горизонтали . Сам точильный станок состоит из нескольких абразивных камней из различных материалов, прикрепленных к оправке. Для вертикальных и горизонтальных хонингов эти камни расширяются и сжимаются по мере того, как они входят в заготовку и выходят из нее. При однопроходном хонинговании деталь остается зафиксированной. Хонинг прикреплен к возвратно-поступательному цилиндру, который перемещает точильный станок в заготовку и из нее. Необходимо использовать смазку. Делительно-поворотный стол может быстро переключаться между хонинговальными инструментами разного диаметра и абразивности.
Общие процессы:
- Клапаны гидравлические
- Картриджные клапаны
- Топливные форсунки
- Шестерни
- Стволы для оружия
- Шатуны
- Блоки двигателя
Общие отрасли промышленности:
- Автомобилестроение
- Аэрокосмическая промышленность
- Клапаны
- Нефть и газ
Основные производители хонинговальных станков
Энгис, Лапмастер, Суннен
Продайте свой хонинговальный станок
Liberty всегда ищет бывшие в употреблении хонинговальные станки, чтобы купить их для инвентаря. Свяжитесь с нами и сообщите, что у вас есть на продажу. Мы будем рады дать вам бесплатную цитату.
Подержанный хонинговальный станок в нашем ассортименте
Нажмите ниже, чтобы увидеть наши текущие запасы и запросить бесплатное предложение. Кто-то свяжется очень скоро.
Кто-то свяжется очень скоро.
Посмотрите наши бывшие в употреблении Хонинговальные станки с алмазным отверстием для продажи.
Посмотрите наши бывшие в употреблении Горизонтальные хонинговальные станки для продажи.
Посмотрите наши бывшие в употреблении Вертикальные хонинговальные станки в продаже.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Каталожные номера:
- Привет, Станкостроение, «Каталог h228US».
Что такое хонингование? Хонинговальные станки с ЧПУ, процесс, работа и определение
▲
Разработано
- Главная страница /
- Технология /
- Что такое хонингование
Хонингование отверстий и поверхностей — это лишь одно из многих современных решений для прецизионной обработки поверхностей, предлагаемых PSS Group.
Что такое точильные камни и инструменты? Это горизонтальные и вертикальные процессы хонингования, которые в основном используются для финишной обработки. Производитель плоского хонингования и однопроходного хонингования.
Горизонтальные и вертикальные хонинговальные станки представляют собой инструменты для шлифования металлов и процесса хонингования с использованием твердых инструментов или хонинговальных брусков и скоропортящихся абразивных брусков для исправления
0009- Диаметр или ID honong
- Фасонное хонингование
- Обработка поверхности для плоского хонингования
- Позиционные допуски отверстий
Процесс горизонтального и вертикального хонингования , в основном используемый для чистовой обработки, был разработан, чтобы обеспечить совершенство внутреннего диаметра отверстия, контроль размера диаметра, желаемую чистоту поверхности и структурирование поверхности. Прецизионная поверхность Питер Уолтерс может помочь вам разработать процесс горизонтального и вертикального хонингования, который может обеспечить размер и получить отделочные и косметические результаты на внутренней части металлических профилей или цилиндрических отверстий с промежуточным диаметром.
Хонингование в основном используется для финишной обработки. Хонингование – это расширяющийся абразивный алмаз или шламовый камень. В этих хонинговальных брусках используется подходящая зернистость и класс по отношению к рабочей поверхности. Камни вращаются с определенной скоростью и силой, совершают возвратно-поступательные движения в детали с хонинговальным абразивом под контролируемым давлением. Питер Уолтерс обладает десятилетиями знаний, сочетающих вращение и возвратно-поступательное движение для создания идеального рисунка штриховки на поверхности хонингуемой детали.
Зачем использовать хонинговальные станки PSS, Barnes и Peter Wolters?
Precision Surface / Peter Wolters может предоставить и помочь вам:
- Используйте хонинговальные станки, способные удалять ложе
- Создание определяющих точных спецификаций
- Определение размеров допусков диаметра алмазного отверстия
- Отверстия и автополировщики
- Финишная обработка и полировка отверстий практически любого материала, например: полировка напыляемых покрытий, CGI, керамики и т.
 д.
д.
Определение процесса хонингования в:
Процесс хонингования в производстве обеспечивает окончательный размер и желаемый рисунок на внутреннем диаметре металлической трубы и отверстия металлического цилиндра. Обработка металла и поверхности часто достигается за счет надлежащего давления на алмазные абразивные камни, которые имеют правильную зернистость и класс по отношению к рабочей поверхности. Камни вращаются и совершают возвратно-поступательные движения в детали с шлифовальным абразивом под контролируемым давлением. Сочетание вращения и возвратно-поступательного движения создает на поверхности хонингуемой детали узор в виде крестообразной штриховки.
Прецизионные хонинговальные станки PSS и Barnes. Выполняют 3 операции.
Во-первых, вертикальное хонингование способно удалить припуск до разорванного металла и доходит до основного металла.
Во-вторых, создается схема окончательного хонингования, чтобы обеспечить наилучшую возможную поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонинговальные бруски обеспечивают чрезвычайно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование производится алмазными абразивными изделиями и порошками. Хонинговальный инструмент типа расточной оправки. Этот тип хонинговального инструмента создает круглое и прямое неконическое отверстие при первом проходе инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленчатого вала двигателя и распредвала. Форма и размер достигаются за один проход, в готовой детали рисунок отсутствует. Однопроходный инструмент расширяет хонинговальные бруски, регулируя форму конуса, подобно стандартному инструменту. Однопроходные хонинговальные бруски не расширяются и не втягиваются, как при обычном хонинговании. Однопроходные камни расширяются только для достижения окончательного размера. Обратите внимание, что однопроходный хонинговальный инструмент намного длиннее стандартного хонинговального инструмента. Суперабразивное покрытие по всей длине и суженной части около 4,5 дюймов и имеет конечный размер сечения 2,5 дюйма. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Суперабразивное покрытие по всей длине и суженной части около 4,5 дюймов и имеет конечный размер сечения 2,5 дюйма. Однопроходный инструмент не имеет расширения хона в процессе обработки, станок должен быть остановлен для регулировки инструмента.
Когда следует выбирать прецизионные инструменты для однопроходного хонингования поверхности?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, используются для различных операций, требующих особого внимания при хонинговании полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Хонинговальные инструменты для больших объемов производства
- Надлежащие инструменты для хонингования отверстий могут снизить стоимость детали
- Сокращение времени простоя при смене хонинговального инструмента с ЧПУ
- Воспроизводимая точность для допусков на размеры, таких как размер отверстия, круглость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN)
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость/объем охлаждающей жидкости
- Охлаждающие жидкости на масляной или водной основе могут использоваться для однопроходного хонингования, хотя масло является наиболее распространенным
Процесс однопроходного хонингования ограничен типами и объемами удаляемого материала. В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, для прерывистых или коротких отверстий. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на втулке инструмента. Таким образом, процесс однопроходного хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, для прерывистых или коротких отверстий. Он наиболее эффективен (но не ограничивается) при хонинговании чугуна и порошковых металлов.
Детали, требующие хонингования большой длины, небольших количеств и/или удаления большого количества материала, не подходят для однопроходного хонингования. Скорее, их лучше всего обслуживать с помощью обычного хонингования штрихов. Во многих случаях обычное хонингование ходом также может обеспечить превосходную геометрию размеров для таких применений.
Зачем использовать прецизионные станки/системы для поверхностного хонингования?
Precision Surface / Barnes Stroke Хонинговальные станки и системы финишной обработки предлагают полную линейку продуктов для всех требований к хонингованию. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Precision Surface / Lapmaster также предлагает бывшие в употреблении услуги по хонингованию (восстановлению) и модернизации существующих станков. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для мелкосерийного производства. Precision Surface / Lapmaster также предлагает бывшие в употреблении услуги по хонингованию (восстановлению) и модернизации существующих станков. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков/систем позволяет хонинговать отверстия диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут управляться вручную или быть полностью автоматизированными. Barnes Stroke Honing & Finishing Systems ставит своей главной целью инновации и обслуживание клиентов, постоянно исследуя и разрабатывая новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Постоянно следя за последними разработками на рынке, мы гарантируем, что наши клиенты будут обеспечены самым современным производством и контролем.
Почему однопроходные хонинговальные станки/системы?
Precision Surface / Линия однопроходных хонинговальных/чистовых станков Barnes подходит для различных однопроходных хонинговальных работ. Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для небольших объемов производства в самых маленьких механических цехах. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить требования больших объемов производства для самых требовательных компаний. Наши однопроходные хонинговальные станки спроектированы и изготовлены с минимальными требованиями к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки с одной детали на другую.
Семейство торговых марок Precision Surfacing Solutions
PRECISION SURFACING SOLUTIONS
PRECISION SURFACING SOLUTIONS поддерживает производителей в самых разных отраслях промышленности, в которых обычно используется прецизионное шлифование, притирка, полировка, удаление заусенцев и современное оборудование для обработки материалов.
Посетите сайт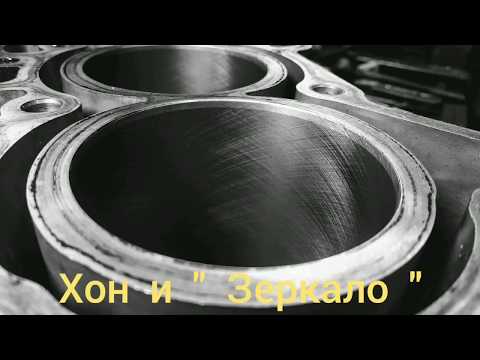 Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.
Все они нуждаются в высококачественных, высокоточных, стабильных и хорошо спроектированных станках для производства высококачественных заготовок.Lapmaster Wolters
Основанная в Чикаго в 1948 году как производитель притирочных и полировальных станков для рынка механических уплотнений, компания Lapmaster выросла до мирового поставщика решений для более чем 20 отраслей, таких как прецизионная оптика и передовые материалы.
Посетите сайтBarnes Honing
С 1907 года компания Barnes считается мировым лидером в разработке инновационных технологий и процессов хонингования и чистовой обработки отверстий. Самые ранние хонинговальные станки Barnes были первыми, которые сделали хонингование практичным и эффективным средством отделки отверстий автомобильных цилиндров в производственных условиях.
Посетите сайтISOG
С мая 2020 года бренд ISOG принадлежит всемирно активной группе Precision Surfacing Solutions Group.
Посетите сайт С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.
С добавлением ISOG к уже существующим сильным брендам в рамках Группы PSS еще больше укрепляет свои позиции в качестве ведущего поставщика высококачественных, лучших в своем классе технологий на рынке решений для повышения качества поверхности.ELB-Schliff
ELB-Schliff Werkzeugmaschinen GmbH уже более 70 лет производит плоскошлифовальные и профильные шлифовальные станки. Компания была основана Эдмундом Лангом в городе Бабенхаузен, что привело к названию «ELB-Schliff».
Посетите сайтaba Шлифование
Компания aba была основана в 1898 году под названием Messwerkzeugfabrik Alig & Baumgärtel Aschaffenburg, отсюда и инициалы aba. Сегодня aba Grinding Technologies занимается исключительно разработкой и производством прецизионных плоскошлифовальных и профильных шлифовальных станков.
Посетите сайтREFORM
REFORM Grinding Technology GmbH специализируется на продаже, разработке и производстве шлифовальных станков для различных областей применения в г.
Посетите сайт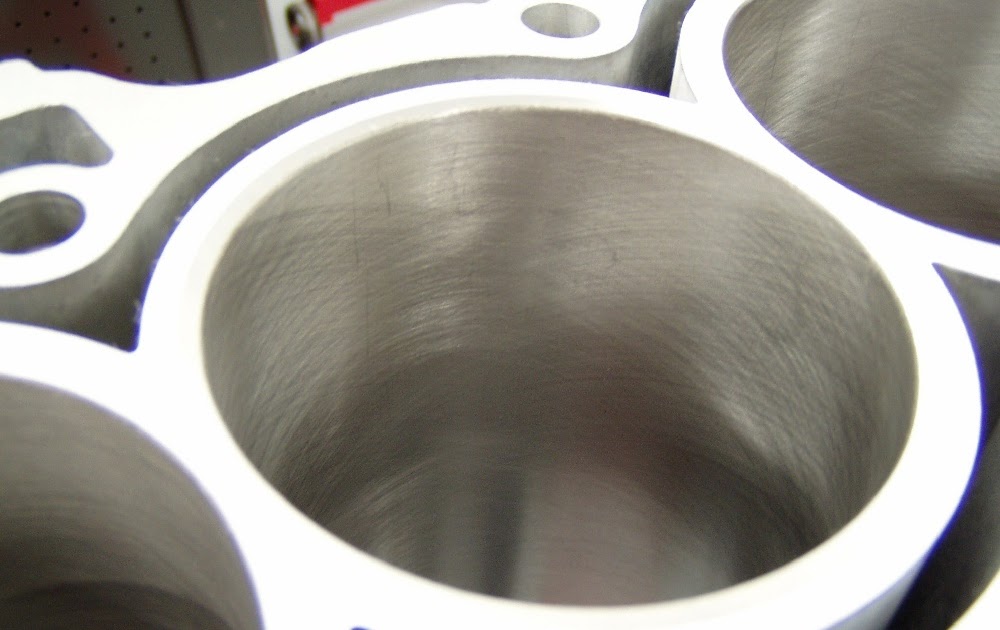 Фульда (Германия).
Фульда (Германия).KEHREN
Компания KEHREN, основанная в 1934 году, является хорошо зарекомендовавшим себя разработчиком и производителем высокоточных шлифовальных станков и систем следующих категорий: вертикальные шлифовальные центры, вертикальные шлифовальные центры с портальной конструкцией, плоскошлифовальные станки с поворотными столами и горизонтальные шпиндели и плоскошлифовальные станки с двойным поворотным столом и вертикальным шпинделем.
Посетите сайтМикрон
Станки MICRON, производимые в Германии с 2009 года, представляют собой компактные и динамически жесткие шлифовальные станки, специально разработанные для глубинного и профильного шлифования. MICRON является лидером в области шлифования гидравлических компонентов, таких как статоры, роторы и насосы для грузовиков.
Посетите сайтPeter Wolters
Компания Peter Wolters, основанная в 1804 году в Германии г-ном Петером Вольтерсом, производит оборудование для притирки, полировки и тонкого шлифования с 1936 года.
