Если необходим ремонт головки блока цилиндров двигателя, установленного на автомобиле, снимите ее, как это описано в подразделе «Замена прокладки головки блока цилиндров». В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, замене направляющих втулок клапанов, замене или шлифовке седел клапанов. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 13», «на 17», «на 21», свечной ключ, отвертка, круглогубцы (пинцет), приспособление для сжатия клапанных пружин.
1. Отсоедините от патрубка на ресивере шланг регулятора давления топлива.
2. Отверните гайки крепления ресивера к впускной трубе и…
3. …снимите ресивер и установленную под ним прокладку.
Заметка При наличии приспособления для сжатия клапанных пружин, отличающегося по конструкции от показанного (например, винтового, вворачиваемого в отверстие в головке блока под гидроопору), возможно, ресивер снимать не потребуется. Для удобства работы можно снять впускную трубу и выпускной коллектор (см. тут), а также остальные снятые вместе с головкой навесные узлы, однако, если не требуется ремонт или замена этих узлов, при достаточном навыке отремонтировать головку блока можно и не снимая их.
4. Выверните все свечи зажигания.
5. Установите на головку блока приспособление для сжатия клапанных пружин, подложите под клапан подходящий упор (например, головку из набора инструментов), сожмите пружины и…
6. …извлеките сухари из тарелки пружин.
7. Снимите приспособление, тарелку пружин,…
8. …пружины,…
9. …опорную шайбу внутренней и…
10. …наружной пружин.
11. Выньте клапан из направляющей втулки.
12. Таким же образом снимите остальные клапаны.
13. Собирайте головку блока цилиндров в порядке, обратном разборке, используя новые или продефектованные детали. Замените все прокладки новыми.
Осмотр, очистка, проверка и дефектовка деталей головки блока цилиндров
РЕКОМЕНДАЦИИ Предварительно размочите нагар керосином. Возможна механическая очистка нагара. Соблюдайте осторожность – избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
2. Осмотрите головку. Если есть подозрение на наличие трещин в головке блока цилиндров (особенно при попадании охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность головки блока на специальном стенде (в ремонтных мастерских, располагающих соответствующим оборудованием).
3. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. ниже «Притирка клапанов»).
4. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла рекомендуется шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
5.
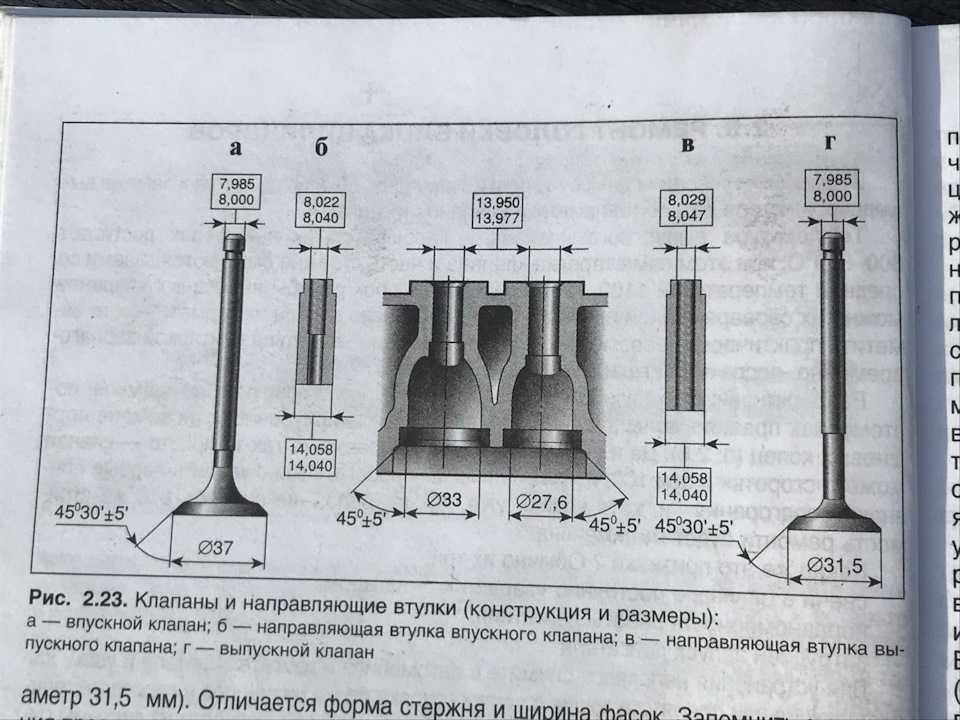
Удалите нагар с клапанов и осмотрите их. Деформация стержня клапана и трещины на его тарелке не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. Допускается шлифование рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифования угол фаски относительно плоскости тарелки должен быть 45°30’±5’, а толщина цилиндрической части тарелки должна быть не менее 0,5 мм. Кроме того, у выпускного клапана должен сохраниться слой сплава, нанесенный на фаску.
6. Измерьте диаметры стержней клапанов. Диаметр стержня всех клапанов должен быть 7,985–8,000 мм.
7. Измерьте диаметр отверстия в направляющих втулках, определите расчетом зазор между стержнями клапанов и втулками. Внутренний диаметр втулок должен быть:
– для впускных клапанов 8,022–8,040 мм;
– для выпускных клапанов 8,029–8,047 мм.
Допускается определять диаметр калибром (проходной/непроходной), как показано.
Монтажный зазор для новых втулок и клапанов:
– для впускных клапанов 0,022–0,055 мм;
– для выпускных клапанов 0,029–0,062 мм.
Максимально допустимый зазор (при износе) – 0,15 мм.
8.
Маслосъемные колпачки замените независимо от их состояния.
9. Осмотрите рычаги клапанов. На поверхностях, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта, задиры и риски не допускаются. При наличии повреждений замените рычаги.
10. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. При необходимости замените пружины.
При возможности определите упругость пружин по их деформации под нагрузкой. Согласно техническим требованиям для наружной пружины:
– высота в свободном состоянии 50 мм;
– высота под нагрузкой 283,39±14,7 Н (28,9±1,5 кгс) – 33,7 мм;
– высота под нагрузкой 452,06±22,55 Н (46,1±2,3 кгс) – 24 мм.
Для внутренней пружины:
– высота в свободном состоянии 39,2 мм;
– высота под нагрузкой 136,30±6,86 Н (13,9±0,7 кгс) – 29,7 мм;
– высота под нагрузкой 275,55±13,73 Н (28,1±1,4 кгс) – 20 мм.
11. Очистите привалочную поверхность головки от остатков прокладки и…
12. …проверьте плоскостность этой поверхности. Для этого поставьте металлическую линейку ребром на поверхность головки посередине вдоль оси головки, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейкой. Замените головку, если зазор превысит 0,1 мм.
13. Прокладку головки блока цилиндров всегда заменяйте новой, так как снятая с двигателя даже внешне не поврежденная прокладка может оказаться сильно обжатой и не обеспечит герметичности уплотнения.
Замена направляющих втулок клапанов
Если увеличенные зазоры между направляющими втулками и стержнями клапанов (см. выше «Дефектовка деталей головки блока цилиндров») не удается устранить заменой клапанов, замените направляющие втулки.
1. Для обеспечения доступа к втулкам первого и четвертого цилиндров отверните две крайние шпильки, мешающие установке оправки.
Рекомендация Шпильку отворачивайте, навернув на нее две гайки, взаимно контрящие друг друга. При возможности воспользуйтесь шпильковертом.
2. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.
3. Установите новую втулку и легкими ударами молотка через оправку запрессуйте втулку до упора стопорного кольца в плоскость головки блока цилиндров.
Заметка Втулки запрессовывайте с надетыми стопорными кольцами. Втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у втулок впускных клапанов – до половины длины отверстия, у втулок выпускных клапанов – по всей длине отверстия.
4. После запрессовки разверните отверстия во втулках:
– впускных клапанов – до диаметра 8,022–8,040 мм;
– выпускных клапанов – до диаметра 8,029–8,047 мм.
Притирка клапанов
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже имеются готовые ручные держатели клапана.
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу, показанному на рисунке 4.9.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана притирочную пасту сплошным тонким слоем.
3. Наденьте на стержень клапана предварительно подобранную пружину.
4. Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Заметка Графитная смазка предохранит направляющую втулку от попадания в ее отверстие абразива из притирочной пасты и облегчит вращение клапана во время притирки.
5. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
6. Притрите клапан, вращая его попеременно в обе стороны на половину оборота и периодически то прижимая его к седлу, то ослабляя усилие прижима.
Заметка Так выглядит клапан, прижатый к седлу, а…
7. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
8. …на седле клапана после притирки также должен появиться матово-серый поясок шириной не менее 1,5 мм.
9. После притирки тщательно протрите клапан и…
10. …седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Видео
Ремонтируем головку блока цилиндров в домашних условиях
Ремонтируем головку блока цилиндров в домашних условиях
Ремонтируем головку блока цилиндров в домашних условиях Автор ГАС
Сразу предупреждаю, что без слесарных навыков и специального инструмента (фото см. ниже) самостоятельно выполнить эту работу невозможно.
Ремонт головки блока цилиндров обычно требуется после пробега автомобилем более 200-300 тысяч километров, подразумевается замена изношенных направляющих втулок клапанов и самих клапанов. Замену маслоотражательных колпачков не будем считать ремонтом головки, т. к. эта процедура не требует её снятия с двигателя,
освоена уже многими автомобилистами и требует
два-три часа времени. Но!!! Хочу предупредить «любителей» и профессионалов, что эта простая процедура нередко заканчивается и настоящим ремонтом головки. Будьте очень внимательны и аккуратны при снятии и запрессовке маслоотражательных колпачков. Металл направляющей втулки очень хрупок, и неопытные «мастера», бывает, обламывают верхнюю часть втулки, на которой сидит колпачок. И тогда начинается процедура, о которой я и расскажу ниже.
Как снять — поставить головку рассказывать не буду, только кратко напомню. Не забудьте слить тосол, перед снятием совместите установочные метки коленчатого вала и распредвала, приготовьте новую прокладку под головку и обзаведитесь динамометрическим ключом.
Итак приступаем к работе. Головка снята и у нас в руках, если вы новичок в этом деле, то запомните как стоит распредвал, чтоб потом не ломать свою голову
(ориентируйтесь по пазу шпонки шкива на 08-х и по штифту под шестерню на 01-х). Снимаем распредвал (на 01-х это уже сделано, на 08-х тоже можно снять на моторе), поочерёдно ослабляя гайки крепления, согласно схеме. Ослабляем и откручиваем понемногу для того, что бы не треснула «постель» распредвала, особенно это относится к 08-м (когда откручиваем болты крепления головки, то тоже придерживаемся этого правила).
Слева схема затяжки и ослабления «постели» распредвала. Справа схема затяжки головки блока. А — «классика», моторы с цепным приводом газораспределительного механизма. Б — 08-е и «классика» с ремнём — мотор 2105.
Снимаем «рокера» в «классике» и «стаканчики» с регулировочными шайбами на 08-х и раскладываем так, чтобы знать, что откуда снято. К этим «кучкам» потом будем добавлять и клапана с пружинами, тарелками и прочим.
Далее рассухариваем клапана вынимаем их из головки, не забыв разложить все детали по «кучкам». Даже если вы собираетесь заменить все клапана с направляющими втулками на новые, всё равно раскладываем по «кучкам». Дальнейший подробный визуальный осмотр этих деталей может дать полезную диагностическую информацию о двигателе в целом и о головке блока в частности.
Внимательно осматриваем сёдла клапанов, если на их рабочей поверхности нет заметных раковин и выгораний, то при замене клапанов достаточно будет ограничиться только притиркой нового клапана. В ходе притирки контролируем поверхности на предмет наличия дефектов. Если притирка не убирает раковины или прогары на седле, то придётся седло зенковать (шарошить, есть такое выражение от слова
шарошка — зенкер). В случае замены направляющей втулки
шарошить, скорее всего, придётся наверняка. Абсолютной соосности старой и новой втулки не встречал ни разу, а поэтому тарелка клапана будет касаться седла не всей поверхностью.
При зенковке седла не перестарайтесь, если снимите слишком много металла, то клапан сильно поднимется вверх относительно остальных деталей клапанного механизма, и может не хватить доступных регулировок (на «классике» регулировочный болт уходит сильно вниз, а на 08-х можете не найти таких тонких регулировочных шайб).
Регулировку клапанов после любых работ, связанных со снятием распредвала, делать обязательно, даже если вы просто заменили маслоотражательные колпачки и даже если просто посмотрели, а что там творится..:) Дело в том, что «постель» распредвала в любом случае «подожмётся» и зазоры (тепловые зазоры — которые мы регулируем и называем регулировкой клапанов) уменьшатся. А если зазоры были «на грани» и их совсем не станет, то мы рискуем получить прогоревшие клапана и очередной ремонт головки. Ну а если менялись клапана или втулки или
шарошились сёдла, то тут регулировка проводится категорически и обязательно. ..
Подготавливаем себе рабочее место, правда это надо было сделать ещё раньше. Желательно иметь прочный ровный стол и кусок фанеры не тоньше 10 мм, на которой мы будем «валять» нашу «голову».
Дальше выбиваем старые втулки. Для этого ставим головку шпильками «постели» вниз на фанеру или доску, чтобы не помять на них резьбу, и на надёжную неподвижную поверхность, т.
к. стучать придётся сильно.
Важным моментом в процедуре замены втулок является подбор новых втулок по наружному диаметру, он должен быть на 5-7 сотых мм больше диаметра старых. Если диаметр будет больше 7-и соток, то вы их не запрессуете, а только поколете. Если диаметр будет меньше 5-и, то со временем они могут вывалиться из своих гнёзд. А вообще, наружный диаметр «настоящих» втулок, должен быть 14,040 — 14,058 мм. После подбора втулок по наружному диаметру проверьте и диаметр внутреннего отверстия под клапан, для этого возьмите с собой тот клапан, который будет вставляться в эту втулку. Клапан во втулку должен входить без люфта или не влезать вообще (всё равно, до и после запрессовки, втулки будут разворачиваться под клапан развёрткой. По возможности, купите втулок с запасом, 1-у или 2-е лишних, на случай, если при запрессовке какую-то расколете.
Клапана при покупке, тоже не мешает промерить — диаметр стержня клапана должен быть 7,985-8,000 мм.
Ну вот, запчастями обзавелись, теперь приступаем к самому главному, запрессовке новых направляющих втулок. Ставим головку на электрическую плитку (а может вы придумаете и ещё какой-нибудь подходящий метод нагрева, только ни в коем случае не газовой горелкой и не открытым огнём) и разогреваем примерно до 100 градусов по Цельсию
(не по Фаренгейту :-))). На 2-хкиловаттной плитке это займёт примерно час времени. Плитка греется медленно, теплопроводность у металла головки хорошая и прогрев получается довольно равномерный, так что голову не поведёт, если кто засомневался. Это время зря не теряем, готовим устойчивый, прочный рабочий стол, чтоб головка у нас не прыгала при забивании втулок, сортируем втулки по размерам (длинные для выпускных клапанов, короткие для впускных), примеряем оправку для запрессовки к втулкам (во все ли втулки входит направляющий стержень оправки, если нет, то разворачиваем развёрткой), чётко ориентируем себя какие втулки куда забивать (если, конечно, меняются все, а не одна ) и унимаем внутреннюю дрожь :-). .. А если удастся охладить и сами втулки, например в морозильнике или сухом льду, то будет вообще здорово, операция пройдёт как по маслу. Кстати, гнёзда под втулки перед запрессовкой помажьте моторным маслом.
Всё, одеваем рукавицы, ставим головку на стол, снимаем рукавицы и запрессовываем втулки. В идеале втулка входит в гнездо до упора стопорным кольцом за два — три удара.
Далее даём головке остыть и развёртываем втулки второй раз,
шарошим (зенкуем) сёдла клапанов и притираем клапана.
О притирке клапанов много сказано, кратко напомню. Притирочную пасту покупаем в магазине, берём у мотористов, одалживаем у друзей или готовим сами из порошка для кухни, содержащего абразивный порошок. Мажем фаску клапана пастой, стержень маслом и вставляем его в направляющую втулку. Переворачиваем головку шпильками вверх и на стержень клапана плотно насаживаем кусок бензошланга длиной 15-20 см. Зажимаем шланг между ладоней и крутим туда-сюда, подтягивая его вверх. Внешним признаком удовлетворительной притирки будет матово-серый цвет рабочих поверхностей. Проверьте герметичность клапанов — залейте в камеру сгорания керосин при свободно вставленных клапанах (впускном и выпускном). Если в течении 10 — 20 сек керосин не убывает, т. е. не просачивается, значит порядок.
Перед дальнейшими работами не забудьте отмыть головку от притирочной пасты.
Ну вот, кажется, и всё. Собираем всё в обратной последовательности, не забыв поставить новые маслоотражательные колпачки. Успехов Вам!
Статья скопирована с сайта http://www.as066.narod.ru/
с разрешения автора.
25.07.06.
Направляющие клапана CHEVROLET — Материал направляющих клапанов из марганцовистой бронзы
Результаты 1–14
из 14
15″>
$12,15
Ориентировочная дата отгрузки в США: 8 мая 2023 г. Расчетная дата международной отправки: Сегодня
$12,15
Ориентировочная дата отгрузки в США: 22 мая 2023 г. Расчетная дата международной отправки: Сегодня
15″>
$12,15
Ориентировочная дата отгрузки в США: 26 июня 2023 г. Расчетная дата международной отправки: Сегодня
15,95 долларов США
Ориентировочная дата отгрузки в США: 15 мая 2023 г. Расчетная дата международной отправки: Сегодня
15″>
$12,15
Ориентировочная дата отгрузки в США: 30 мая 2023 г. Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня
$12,15
Ориентировочная дата отгрузки в США: 19 июня, 2023 г. Расчетная дата международной отправки: Сегодня
99″>
20,99 долларов США
Расчетная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
21,9 доллара США5
Ориентировочная дата отгрузки в США: 15 мая 2023 г. Расчетная дата международной отправки: 15 мая 2023 г. если заказать сегодня
20,99 долларов США
Ориентировочная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
9,50 долларов США
12,99 $
(Скидка 3,49 $)
Ориентировочная дата отгрузки в США: 1 мая 2023 г. Расчетная дата международной отправки: Сегодня
$12,15
Ориентировочная дата отгрузки в США: 23 июня 2023 г. Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня
$11,97
Ориентировочная дата отгрузки в США: 23 июня 2023 г. Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня
20,99 долларов США
Ориентировочная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
Ориентировочная дата отгрузки в США: 16 июня 2023 г. Расчетная дата международной отправки: 19 июня 2023 г.
Направляющие клапана CHEVROLET 5.7L/350 — бесплатная доставка при заказе на сумму более 109 долларов США в Summit Racing
Результаты 1–19
из 19
$11,88
Ориентировочная дата отгрузки в США: Пятница, 07.04.2023 Расчетная дата международной отправки: Сегодня
19″>
$14,19
Ориентировочная дата отгрузки в США: Понедельник, 10.04.2023 Расчетная дата международной отправки: Сегодня
$12,15
Ориентировочная дата отгрузки в США: 26 июня 2023 г. Расчетная дата международной отправки: Сегодня
99″>
$91,99
Ориентировочная дата отгрузки в США: 30 мая 2023 г. Расчетная дата международной отправки: Сегодня
15,95 долларов США
Ориентировочная дата отгрузки в США: 15 мая 2023 г. Расчетная дата международной отправки: Сегодня
Ориентировочная дата отгрузки в США: Пятница, 07. 04.2023 Расчетная дата международной отправки: Сегодня
$16,99
Ориентировочная дата отгрузки в США: 1 мая 2023 г. Расчетная дата международной отправки: 2 мая 2023 г. если заказать сегодня
$11,88
Ориентировочная дата отгрузки в США: Завтра Расчетная дата международной отправки: Сегодня
99″>
$16,99
Ориентировочная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
$50,99
Ориентировочная дата отгрузки в США: 25 мая 2023 г. Расчетная дата международной отправки: Сегодня
99″>
$44,99
Ориентировочная дата отгрузки в США: 25 мая 2023 г. Расчетная дата международной отправки: 22 апр. 2023 г.
20,99 долларов США
Ориентировочная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
$12,99
Ориентировочная дата отгрузки в США: 25 мая 2023 г. Расчетная дата международной отправки: Сегодня
$16,99
Ориентировочная дата отгрузки в США: 25 мая 2023 г. Расчетная дата международной отправки: Сегодня
99″>
20,99 долларов США
Ориентировочная дата отгрузки в США: 29 июня 2023 г. Расчетная дата международной отправки: 29 июня 2023 г. если заказать сегодня
$10,99
Ориентировочная дата отгрузки в США: 25 мая 2023 г. Расчетная дата международной отправки: 26 мая 2023 г. если заказать сегодня
$12,15
Ориентировочная дата отгрузки в США: 23 июня 2023 г. Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня
20,99 долларов США
Ориентировочная дата отгрузки в США: 29 июня, 2023 г.
 Отсоедините от патрубка на ресивере шланг регулятора давления топлива.
Отсоедините от патрубка на ресивере шланг регулятора давления топлива.
 …пружины,…
…пружины,…


 Внутренний диаметр втулок должен быть:
Внутренний диаметр втулок должен быть: При наличии повреждений замените рычаги.
При наличии повреждений замените рычаги.
 выше «Дефектовка деталей головки блока цилиндров») не удается устранить заменой клапанов, замените направляющие втулки.
выше «Дефектовка деталей головки блока цилиндров») не удается устранить заменой клапанов, замените направляющие втулки. Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.
Переверните головку и легкими ударами молотка через оправку выпрессуйте втулку в сторону привода клапанов.


 Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
 ниже) самостоятельно выполнить эту работу невозможно.
ниже) самостоятельно выполнить эту работу невозможно.
 К этим «кучкам» потом будем добавлять и клапана с пружинами, тарелками и прочим.
К этим «кучкам» потом будем добавлять и клапана с пружинами, тарелками и прочим. Абсолютной соосности старой и новой втулки не встречал ни разу, а поэтому тарелка клапана будет касаться седла не всей поверхностью.
Абсолютной соосности старой и новой втулки не встречал ни разу, а поэтому тарелка клапана будет касаться седла не всей поверхностью. ..
.. Клапан во втулку должен входить без люфта или не влезать вообще (всё равно, до и после запрессовки, втулки будут разворачиваться под клапан развёрткой. По возможности, купите втулок с запасом, 1-у или 2-е лишних, на случай, если при запрессовке какую-то расколете.
Клапан во втулку должен входить без люфта или не влезать вообще (всё равно, до и после запрессовки, втулки будут разворачиваться под клапан развёрткой. По возможности, купите втулок с запасом, 1-у или 2-е лишних, на случай, если при запрессовке какую-то расколете. .. А если удастся охладить и сами втулки, например в морозильнике или сухом льду, то будет вообще здорово, операция пройдёт как по маслу. Кстати, гнёзда под втулки перед запрессовкой помажьте моторным маслом.
.. А если удастся охладить и сами втулки, например в морозильнике или сухом льду, то будет вообще здорово, операция пройдёт как по маслу. Кстати, гнёзда под втулки перед запрессовкой помажьте моторным маслом. Переворачиваем головку шпильками вверх и на стержень клапана плотно насаживаем кусок бензошланга длиной 15-20 см. Зажимаем шланг между ладоней и крутим туда-сюда, подтягивая его вверх. Внешним признаком удовлетворительной притирки будет матово-серый цвет рабочих поверхностей. Проверьте герметичность клапанов — залейте в камеру сгорания керосин при свободно вставленных клапанах (впускном и выпускном). Если в течении 10 — 20 сек керосин не убывает, т. е. не просачивается, значит порядок.
Переворачиваем головку шпильками вверх и на стержень клапана плотно насаживаем кусок бензошланга длиной 15-20 см. Зажимаем шланг между ладоней и крутим туда-сюда, подтягивая его вверх. Внешним признаком удовлетворительной притирки будет матово-серый цвет рабочих поверхностей. Проверьте герметичность клапанов — залейте в камеру сгорания керосин при свободно вставленных клапанах (впускном и выпускном). Если в течении 10 — 20 сек керосин не убывает, т. е. не просачивается, значит порядок. 15″>
$12,15
15″>
$12,15 15″>
$12,15
15″>
$12,15 15″>
$12,15
15″>
$12,15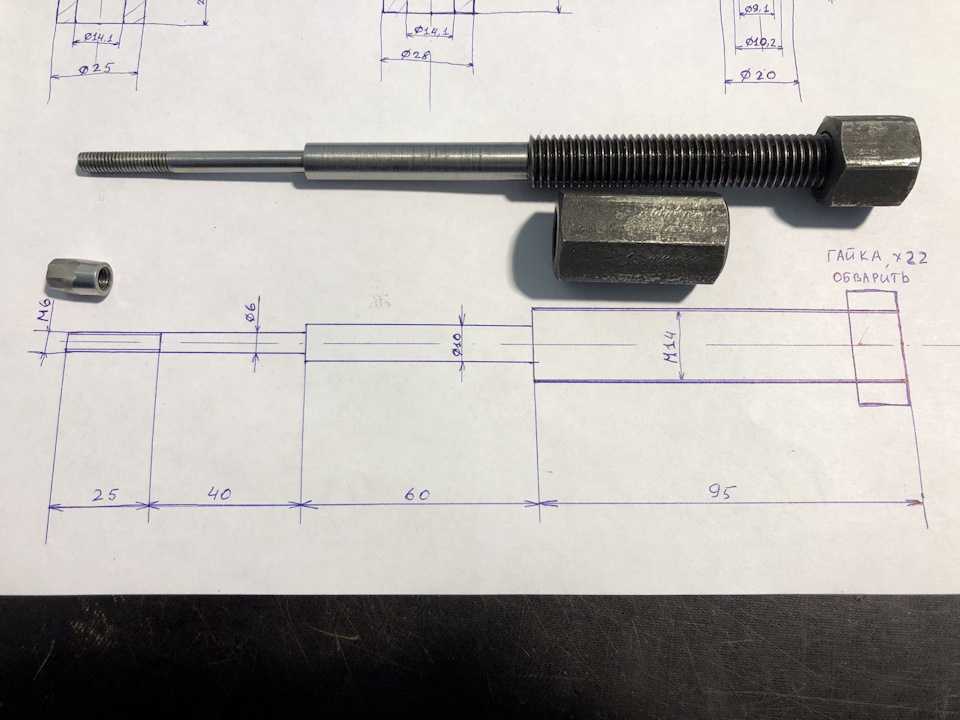 99″>
20,99 долларов США
99″>
20,99 долларов США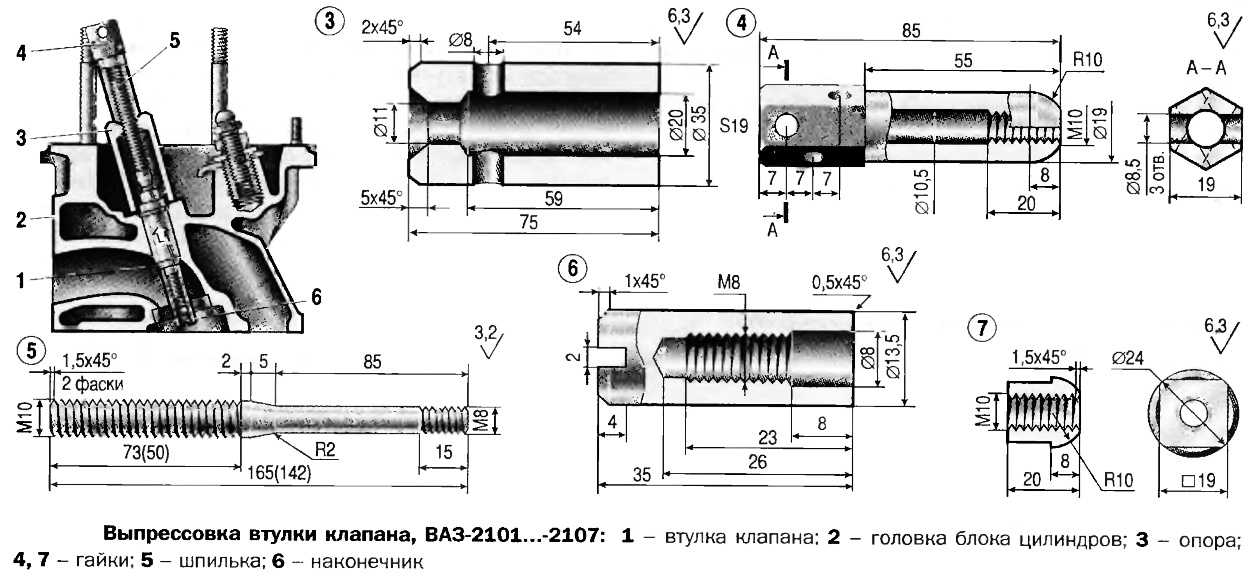 если заказать сегодня
если заказать сегодня Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня
Расчетная дата международной отправки: 26 июня 2023 г. если заказать сегодня Расчетная дата международной отправки: 19 июня 2023 г.
Расчетная дата международной отправки: 19 июня 2023 г. 19″>
$14,19
19″>
$14,19 99″>
$91,99
99″>
$91,99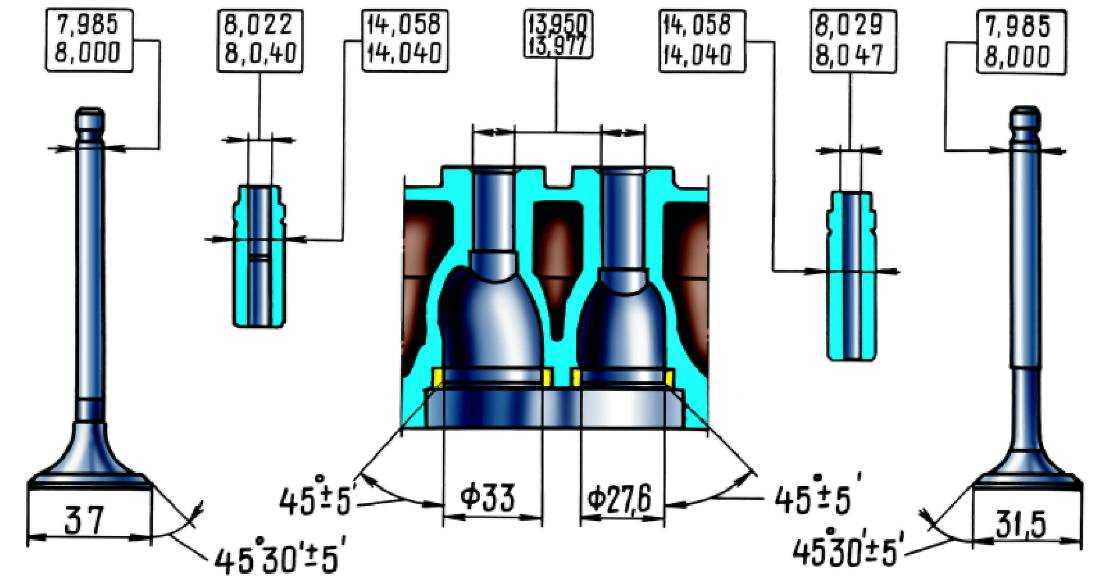 04.2023 Расчетная дата международной отправки: Сегодня
04.2023 Расчетная дата международной отправки: Сегодня 99″>
$16,99
99″>
$16,99 99″>
$44,99
99″>
$44,99 если заказать сегодня
если заказать сегодня 99″>
20,99 долларов США
99″>
20,99 долларов США если заказать сегодня
если заказать сегодня