Последние новости туризма на сегодня 2022
Отдых и Туризм — Новости туризма 2022
Февраль 12, 2022 8 комментариев
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега…
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2021 5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат. ..
..
Ноябрь 19, 2021 17 комментариев
Ноябрь 19, 2021 10 комментариев
Ноябрь 19, 2021 20 комментариев
Общество
Ноябрь 19, 2021 7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2021 20 комментариев
Ноябрь 19, 2021 4 комментария
Cпорт отдых туризм
Ноябрь 20, 2021 16 комментариев
Занять всю семью непросто. И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2021 2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2021 8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
Головки блоки цилиндров ЗМЗ 405 в Набережных Челнах: 291-товар: бесплатная доставка [перейти]
Партнерская программаПомощь
Набережные Челны
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
47 576
Головка блока цилиндров дв. 405,409 Евро-3 (3-х опорная) Тип: головка блока цилиндров
405,409 Евро-3 (3-х опорная) Тип: головка блока цилиндров
ПОДРОБНЕЕ
47 250
Головка блока цилиндров дв.406,405,409 (5-ти опорная) Тип: головка блока цилиндров
ПОДРОБНЕЕ
47 000
Головка блока цилиндров в сборе с клапанами Газ, Уаз дв. 405, 409 Евро-3-4 ЗМЗ Тип: головка блока
ПОДРОБНЕЕ
40 675
Головка блока цилиндров дв.405,409 (3-х опорная) Тип: головка блока цилиндров, Модель автомобиля:
ПОДРОБНЕЕ
50 950
Автозапчасти ЗМЗ 406.1003007/ 406.1003007-30, Головка блока ЗМЗ—405,409,40911,406 с клапанами и крепежом (на все модели ЕВРО-0,1,2) в сборе ЗМЗ №
ПОДРОБНЕЕ
50 750
Головка блока цилиндров 406,405,409 дв (5-ти опор. ) в сборе (с клапанами) Тип: головка блока
) в сборе (с клапанами) Тип: головка блока
ПОДРОБНЕЕ
44 450
Головка блока ЗМЗ—405,409,40911,406 с клапанами (пятиопорная,на все модели ЕВРО-0,1,2) в сборе (ОАО
ПОДРОБНЕЕ
38 306
Головка блока цилиндров дв.405,409 (5-ти опорная) Тип: головка блока цилиндров
ПОДРОБНЕЕ
37 084
Головка блока цилиндров дв.406,405,409 (5-ти опорная) Тип: головка блока цилиндров
ПОДРОБНЕЕ
50 388
Головка Блока Газ 405,409 Дв. В Сборе «Змз» UAZ арт. 040600390656210 Производитель: УАЗ
ПОДРОБНЕЕ
35 500
Головка блока цилиндров двигатель 405, 409 (3-х опорная) крепеж и прокладка Оригинал Тип: головка
ПОДРОБНЕЕ
32 075
Головка блока ЗМЗ—405, 409, 40911, 406 с клапанами (пятиопорная, на все модели ЕВРО-0, 1, 2) в сборе
ПОДРОБНЕЕ
40 203
Головка блока ЗМЗ—405, 409, 40911, 406 с клапанами (пятиопорная, на все модели ЕВРО-0, 1, 2) в сборе
ПОДРОБНЕЕ
60 155
UAZ 040600390656210 Головка блока ГАЗ 405,409 дв. в сборе «ЗМЗ» Производитель: УАЗ
в сборе «ЗМЗ» Производитель: УАЗ
ПОДРОБНЕЕ
41 000
Головка блока цилиндров двигатель 406, 405, 409 (5-ти опорная) Оригинал Тип: головка блока
ПОДРОБНЕЕ
Авто-мото-велотехникаАвтомобильные двигатели и их запчастиЗапчасти к автомобильным двигателямГоловки блока цилиндровГоловки блоки цилиндров ЗМЗ 405
Ремонт ГБЦ ЗМЗ-406 ГАЗ-3110
Ремонт ГБЦ производится при капитальном ремонте двигателя и при замене прокладки ГБЦ
Очень важно производить ремонт ГБЦ после перегрева мотора. При перегреве могут возникать дефекты, которые могут быть не видны визуально.
Поэтому все операции по ремонту ГБЦ необходимо проводить аккуратно. Во многом от этого зависит работа двигателя. А это избавит вас от лишней работы и затрат.
Снятие ГБЦ см. в статье — «Замена прокладки ГБЦ ЗМЗ-406 ГАЗ-3110».
Отвернуть гайки 1 и снять экран 5 датчика фаз, кронштейн 2 подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отверните болт 3 и снимите датчик 4-й фазы.
Открутить аварийные датчики давления масла 7 и указатель давления масла 8.
Ослабить хомут 1 и снять шланг с трубки регулятора холостого хода.
Отвернуть гайки 2 и снять бачок 3 с впускного патрубка.
Снимите прокладку ресивера.
Отвернуть гайки 1 и снять впускной трубопровод 2 вместе с форсунками и топливопроводом (на фото не показан).
Снимите прокладку впускной трубы.
Выверните винты 1 и снимите заднюю крышку 2 головки блока.
Снять прокладку крышки
Снять гидротолкатели 1 клапанов. Снимать гидротолкатели удобнее магнитом или присоской
Гидротолкатели взаимозаменяемы, поэтому перед снятием их необходимо пометить, чтобы можно было установить на свое место при сборке.
Храните гидравлические толкатели в том же положении, что и на клапанах, чтобы из них не вытекало масло.
Если в конструкции съемника не предусмотрен упор клапана, подложите под него подходящий упор.
Сжимаем пружины сухарем. Чтобы тарелка пружин легче отрывалась от сухарей, можно нанести легкий удар молотком по твердой сошке сухаря.
Вынимаем пинцетом две сухари и плавно отпускаем пружинки.
Снимите верхнюю пластину и две пружины клапана.
Снять съемником сальник
Поддеть отверткой и снять опорную шайбу 1 пружин клапанов.
Переверните головку блока цилиндров и снимите клапан, отметив место его установки, чтобы при последующей сборке клапан вернулся на прежнее место.
Аналогичным образом снимите и пометьте остальные клапаны.
Изношенные направляющие клапанов выпрессовываются оправкой
Шестигранным ключом на 8 откручиваем пробки масляных каналов. Головка блока, все детали промыть в бензине, протереть и высушить Очистить камеры сгорания и клапаны от нагара
Осмотреть головку блока При наличии трещин на перемычках между седлами клапанов, следов прогара и трещин на стенках камеры сгорания, замените головку блока
С помощью металлической линейки и щупов проверьте, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого положите линейку ребром на поверхность головки блока, посередине, вдоль, а затем поперек и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между толкателями клапанов и каналами для гидрокомпенсаторов в головке блока.
Зазор рассчитывается как разница между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, максимально допустимый диаметр 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 -0,025 и 35,0 -0,041 мм, максимально допустимый диаметр 34,95 мм.
Максимально допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если это не дало положительного результата, замените головку блока.
Осмотрите клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогара, деформации штока клапан подлежит замене.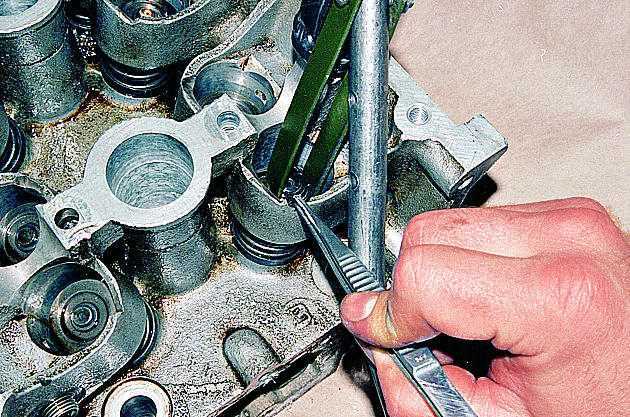 Мелкие царапины и царапины на рабочем скосе клапана можно удалить притиркой.
Мелкие царапины и царапины на рабочем скосе клапана можно удалить притиркой.
Клапан притирается к седлу следующим образом:
- — вставить клапан в головку блока;
- — на шток клапана надеть приспособление для притирки клапанов;
- — нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкозернистого абразивного порошка с моторным маслом;
- — повернуть клапан в обе стороны с помощью приспособления, периодически прижимая его к седлу.
Внешним признаком удовлетворительной притирки является сплошной матово-серый цвет рабочей фаски седла и клапана.
После притирки протрите седло и клапан чистой тканью и тщательно промойте, чтобы удалить остатки притирочной пасты.
Для проверки герметичности клапана установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока на бок и залейте керосин в закрытый вентилем канал. Если в течение 3 мин. керосин в камеру сгорания не просочится, клапан считается герметичным.
керосин в камеру сгорания не просочится, клапан считается герметичным.
Проверить состояние пружин клапанов. Пружины, которые согнуты, треснуты или сломаны, должны быть заменены.
Проверить состояние седел клапанов. Кромки седла не должны иметь следов износа, точечной коррозии, коррозии и т. д.
Незначительные повреждения (небольшие следы, царапины и т. д.) можно устранить путем притирки клапанов.
Более сильные дефекты можно удалить шлифовкой.
При шлифовании соблюдать размеры седла, указанные на рис. Профиль седла клапана двигателя мод. 4062.
После притирки проверить биение фаски седла относительно отверстия в направляющей клапана, максимально допустимое биение 0,05 мм.
После притирки отшлифовать клапаны. Затем тщательно очистите и продуйте головку блока сжатым воздухом, чтобы в каналах, закрытых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует отметить, что после притирки седла клапан садится глубже в седло.
Поэтому после притирки нужно изменить мерку расстояния между концом стержня клапана, прижатым к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа толкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор рассчитывается как разница между диаметром отверстия во втулке и диаметром штока клапана.
Максимально допустимый зазор 0,2 мм. Если зазор больше указанного, замените клапан и направляющую втулку.
Старая втулка выпрессовывается оправкой со стороны камеры сгорания.
Установить новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскости головки блока со стороны отверстия под гидротолкатели.
Перед установкой вводы необходимо охладить до -40…45°С, а головку блока нагреть до температуры +160…175°С. Втулка должна входить в головку блока свободно или с небольшим усилием.
На запчасти поставляются направляющие клапанов трех ремонтных размеров. Первый ремонтный размер с наружным диаметром втулки увеличен на 0,02 мм.
Первый ремонтный размер с наружным диаметром втулки увеличен на 0,02 мм.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров необходимо расточить отверстие до диаметра 14,2 -0,023 и 14,2 -0,050 мм.
После установки новых втулок расширить в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем отшлифуйте седла клапанов, как указано выше.
Для проверки головки блока на наличие трещин необходимо подвести шланг подачи сжатого воздуха к одному из отверстий рубашки охлаждения.
Закройте все отверстия в головке деревянными заглушками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить пузырьки воздуха.