Каков порядок затяжки болтов головки блока цилиндров? | 🚘Авто Новости Онлайн
Значение всех элементов крепления в двигателе очень велико. Это аксиома. Не является исключением и затяжка болтов головки блока цилиндров.
Особенности затяжки болтов ГБЦ
Причина? А она проста. Просто подумайте о том, какие нагрузки испытывают все элементы крепления: постоянная вибрация, бешеные перепады температуры. В результате проведенных исследований получена цифра 5000 кг. и выше. Примерно такую нагрузку на разрыв при полном газу испытывает каждый болт двигателя.
Одним из главных условий, которые гарантируют правильные действия при ремонте ГБЦ или при замене прокладки ГБЦ, является соблюдение требований производителя. Разные модели двигателей имеют разный момент затяжки головки блока цилиндров. Также может отличаться и порядок затяжки головки блока цилиндров. В мануалах к каждой модели существуют рекомендации, и их необходимо выполнять.
Имея свои особенности, применительно к разным моделям, затяжка болтов головки блока цилиндров, имеет и нюансы, которые применимы к процедуре затяжки болтов ГБЦ вообще, и одинаковы для всех.
И желательно вам их знать, так как никто не гарантирует, что в сервисе вам сделают грамотно и как для себя.
На момент затяжки головки блока цилиндров влияют:
- Смазка резьбы отверстий и самих болтов. Рекомендуется проводить смазку невязкими типами моторного масла.
- Состояние резьбы, как отверстия, так и самого болта. Деформация и засорение резьбы перед затяжкой противопоказаны, это может привести к уменьшению силы сжатия прокладки со всеми вытекающими…
- Новый болт или уже использовался. У нового болта сопротивление выше и показатели момента затяжки может быть искажёны. Желательно, чтобы при использовании новых болтов, затяжка болтов головки блока цилиндров, производилась после 2-3 циклов закручивания и раскручивания болтов. Рекомендуется затянуть болты на 50% от конечного момента затяжки и отпустить.

Особое внимание при затяжке болтов следует уделить точности инструмента, а именно, динамометрического ключа. Ключи с циферблатным индикатором, как удобны, так и точны. Но, они остро реагируют на падения и удары, как и любой точный инструмент.
Рекомендации к затяжке болтов головки блока цилиндров
- Пользуйтесь Инструкцией производителя, в которой точно указаны момент и порядок затяжки головки блока цилиндров.
- Состояние болтов должно быть безупречным. Не экономьте, и ни в коем случае не перерезайте резьбу. Ведь для себя делаете.
- Резьба болта и отверстия должны быть чистыми. Проволочная щётка вам в руки.
- В случае «слепого» отверстия под болты, постарайтесь не перелить в них масла, иначе болт не станет на место до конца. И нелишним будет смазать резьбу пластичным герметиком, если отверстие выходит в систему охлаждения двигателя.
- Болты типа TTY (как правило используются в двигателях с алюминиевыми ГБЦ) запрещены категорически к повторной затяжке, так как возможны их разрывы.
 Их повторное применение также не сможет обеспечить нужного сжатия прокладки, а это значит – течь.
Их повторное применение также не сможет обеспечить нужного сжатия прокладки, а это значит – течь.
- Устанавливая прокладку, обязательно уточните в спецификации производителя прокладки величину момента затяжки. Если у вас есть прошлый опыт замены прокладок, то забудьте о нём. Каждый двигатель имеет свою специфику.
- Возвращаясь к болтам типа TTY, нужно акцентировать ваше внимание, что для них существует чёткий градус, а не момент затяжки болтов головки блока цилиндров. То есть, вам понадобится инструмент с индикатором угла.
- Дотяжка или протяжка болтов, в случае необходимости производится для двигателей: с чугунными ГБЦ на горячем, а с алюминиевыми ГБЦ на остывшем до комнатной температуры.
Удачи вам при затяжке головки блока цилиндров своими руками.
Поделиться в социальных сетях
Вам может понравиться
Затяжка болтов Головки Блока Цилиндров
Головка блока цилиндров имеет очень важное значение в двигательной системе. Именно в головке блока цилиндров находится газораспределительный механизм, отвечающий за впрыск топлива и последующий отвод отработанных газов. ГБЦ все время работы автомобиля находится под воздействием высокой температуры и высокого давления, возникающего из-за наличия большого объема газа.
Именно в головке блока цилиндров находится газораспределительный механизм, отвечающий за впрыск топлива и последующий отвод отработанных газов. ГБЦ все время работы автомобиля находится под воздействием высокой температуры и высокого давления, возникающего из-за наличия большого объема газа.
Типичные заблуждения
Между автовладельцами возникают споры о том, как лучше затягивать головку блока. Одни из них считают, что нужно затягивать головку не до конца. Но это в ряде случаев может привести к падению компрессии в автомобиле, которое произойдет из-за потери герметичности в том месте, где ГБЦ стыкуется с блоком цилиндров. К тому же, могут возникнуть следующие проблемы:
- Прогорание прокладки
- Прорыв отработанных газов из газоотводных труб и цилиндров
- Попадание в каналы цилиндров смазки
- Проникновение различных технических жидкостей
Все эти причины негативно сказываются на работе устройства. В конечном итоге владелец автомобиля может столкнуться с весьма серьезными поломками.
Вторая часть автовладельцев считает, что необходимо затягивать головку блока до максимума. Но на самом деле это еще одно заблуждение. Дело в том, что при чрезмерной затяжке в большей части случаев происходит поломка самой головки. На ней появляются различные трещины, а нередко на головке разрушаются крепежи.
Именно поэтому важна правильная затяжка головки блока цилиндров. От этого зависит нормальное функционирование двигателя. Любые повреждения ГБЦ негативно сказываются на процессах, происходящих внутри мотора.
Особенности работы с гбц
Главной особенностью работы с ГБЦ является наличие несъемных элементов. К ним относятся и седла клапанов, основная задача которых заключается в создании полной герметичности газораспределительного механизма. Важно понимать, что первоначальная сборка всех элементов происходила под воздействием пресса. Из-за этого заменить какие-либо неисправные детали просто невозможно. Отремонтировать детали можно только в сервисных центрах при наличии специального оборудования.
При попытке выполнить ремонт ГБЦ в домашних условиях автовладельцы, не зная о некоторых особенностях элемента, сталкиваются со следующими проблемами:
- Изменение формы головки цилиндра. Это может привести к разгерметизации камеры сгорания и клапанов.
- Неправильный нагрев блока цилиндров, что приведет к поломке головки.
- На поверхности головки зачастую образуются сколы и трещины, что негативно скажется на функционировании двигателя.
Проверка болтов гбц
Проверка болтов ГБЦ заключается в измерении диаметра резьбы болта и длины этого болта. Диаметр резьбы измеряется обычным штангенциркулем. В зависимости от серии элемента, показатели должны соответствовать следующим значениям:
- 4S-FE, серия JZ
Номинальное значение диаметра лежит в диапазоне от 10,8 до 11 мм. Минимально допустимое значение – 10,7 мм.
- 1G-FE
Номинальное значение диаметра – 8,7-8,8 мм. Минимально допустимое – 8,6 мм.
- 2L-TE:
Номинальное значение диаметра – 12,0 мм.
Если диаметр меньше минимального или больше максимального, то необходимо заменить болт. Использование неподходящих по размеру болтов может привести к поломке двигателя.
Также важно следить за длиной болта. Во время эксплуатации болты вытягиваются. Даже если разница с необходимым значением длины не совпадает на несколько миллиметров, то использовать данный элемент нельзя. Растянутый болт е может дожать прокладку до необходимого уровня или, что чаще всего, попросту обломиться во время затяжки.
Подготовка к затяжке
Правильная подготовка к затяжке заключается в проверке болтов, а также в проверке чистоты посадочного места. Необходимо внимательно осмотреть всю плоскость блока, где будет устанавливаться ГБЦ. Сперва очистка проводится каким-либо острым предметом, после чего используются специальные автомобильные средства для очищения загрязнений. С их помощью можно убрать не только пыль и грязь, но и остатки тосола и масла.
Перед вкручиванием шпилек необходимо тщательно проверить соответствующие места. Если этого не сделать, то автовладелец рискует столкнуться с капитальным ремонтом своего автомобиля.
Если этого не сделать, то автовладелец рискует столкнуться с капитальным ремонтом своего автомобиля.
Последовательность затяжки гбц
Порядок затяжки ГБЦ должен соблюдаться в полной точности, так как это очень важно для корректной работы двигателя. Также рекомендуется приобрести динамо-ключ и воспользоваться им. Последовательность работ выглядит следующим образом:
- Сперва притягивается головка в центре.
- Только после того, как автовладелец убедился в фиксации головки, следует перейти к краям.
- Если возникают какие-либо трудности с затяжкой, необходимо воспользоваться маслом. После смазывания резьбы болтов все получится. Ни в коем случае нельзя заливать масло в колодец. В будущем эти болты будут разрушены.
Моменты затяжки гбц
Момент затяжки – это определенное усилие, которое прикладывается к резьбовому соединению. Эта сила применяется во время закручивания крепежного элемента. Особенность момента затяжки заключается в ее важности, так как именно он обеспечивает нормальное функционирование агрегатов и узлов.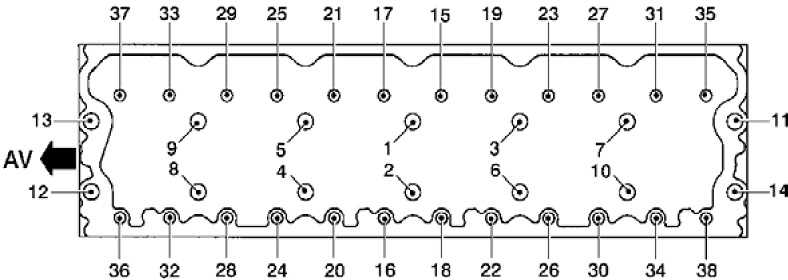
Существует всего три момента (приема) затяжки ГБЦ:
- Первый прием – 2,0 кгс*м
- Второй прием – необходимо довернуть болты на 90 градусов
- Третий прием – Повторно довернуть болты на 90 градусов
Необходимые инструменты
Для проведения данной работы понадобятся следующие инструменты:
- Штангенцируль
- Линейка
- Динамометрический ключ
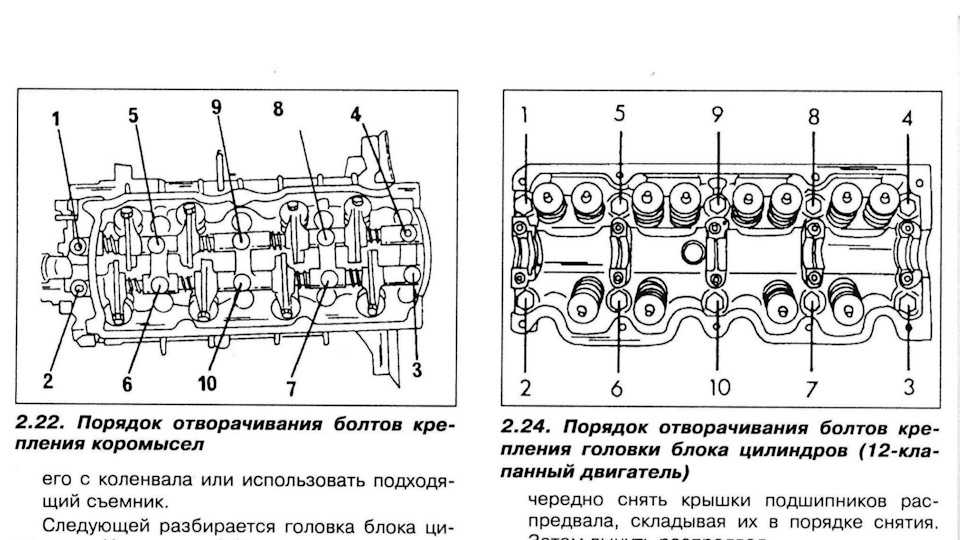
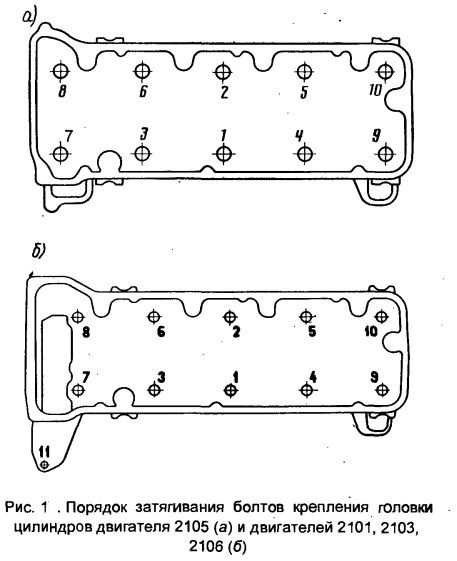
Схема
Схема блока цилиндра выглядит следующим образом:
Цифрами обозначен порядок затяжки головок блока цилиндра. Начать следует с центральных головок, после чего переходить к боковым.
Отличием 16-ти клапанных двигателей заключается в том, что есть возможность повторно использовать болты крепления ГБЦ. Однако, есть важная деталь. Использовать их можно только в том случае, если длина головки не будет превышать 95 мм. Если болт растянулся и стал длиннее, то ни в коем случае его нельзя использовать.
Важно! Замер болта производится вместе с шайбой.
Момент затяжки резьбовых соединений таблица
Существует две таблицы моментов затяжки резьбовых соединений.
Если нужно узнать момент затяжки стандартизированного крепежа:
Если нужно узнать момент затяжки нестандартизованного крепежа (в случае, когда отсутствует класс прочности):
Инструмент для замеров
Производители предлагают приобрести несколько типов ключей, которые позволяют облегчить затягивание резьбовых соединений. Чаще всего встречаются следующие виды динамометрических ключей:
- Электронные
- Стрелочные
- Щелковые
Элекронные
Данные ключи имеют самую высокую цену. Но их высокая стоимость полностью компенсируется их отличной эффективностью и надежностью. Большая часть изготавливаемых моделей имеют как звуковые, так и световые индикации. Полного заряда батареи хватает на 55 часов работы. Основное преимущество – довольно легко переключаться между единицами измерений.
Стрелочные
Наиболее простые ключи по своей конструкции. Но и пользоваться ими довольно легко. Основные достоинства данных устройств – простота конструкции. Однако есть и минусы. К ним относят не слишком высокую надежность и высокий показатель погрешности, который может достигать целых 10%. Стрелочные ключи используются для выполнения несложных операций. В профессиональной среде они практически не используются.
Однако есть и минусы. К ним относят не слишком высокую надежность и высокий показатель погрешности, который может достигать целых 10%. Стрелочные ключи используются для выполнения несложных операций. В профессиональной среде они практически не используются.
Щелчковые
Название ключей обуславливается особому звуку, которое издает устройство при работе. Такие ключи наиболее востребованы у автовладельцев, которые стараются отремонтировать автомобиль собственными силами. Плюсам данных устройств являются их невысокая стоимость и средний показатель погрешности (достигающий 5 %).
Порядок монтажа и демонтажа
Лучше всего производить работы по демонтажу ГБЦ, используя подъемник или смотровую яму. Перед снятием ГБЦ необходимо выполнить следующие действия:
- Снять АКБ и отсоединить все высоковольтные провода от системы зажигания.
- Отсоединить все датчики электронной системы управления мотором.
- Слить все залитые технические жидкости. Рекомендуется заранее подготовить пустые емкости.
 После этого можно приступить к снятию трубопроводов топливных магистралей, присоединенных к головке.
После этого можно приступить к снятию трубопроводов топливных магистралей, присоединенных к головке.
После данных подготовительных работ можно приступать к снятию главного блока цилиндра. Для этого необходимо сделать следующее:
- В первую очередь снимается декоративная крышка двигателя. Потом снимается защитный кожух ремня ГРМ и сам ремень.
- Ключом на 10 и плоской отверткой снимается крышка головки блока цилиндров.
- Воспользовавшись торцевым ключом на 10, открутить винты крепления ГБЦ к блоку цилиндров.
- После этих действий можно вынуть ГБЦ из его посадочного места. Чаще всего понадобится помощь напарника, так как блок весит довольно много.
Монтаж ГБЦ производится в зависимости от модели автомобиля. Чтобы не допустить ошибок, рекомендуется воспользоваться специальными мануалами.
Рекомендуем к просмотру видео
Более подробно узнать, как производится демонтаж и монтаж ГБЦ, можно в данных видео:
Зачем нужны направляющие втулки
Направляющая втулка – это главный элемент, от которого зависит нормальное функционирование системы «седло-клапанная тарелка». Конструкция данного элемента и материал, из которого он изготавливается, специально подбирались для нормального функционирования клапанного стержня на высоких скоростях, нагрузок из-за высоких температур и практически постоянного отсутствия смазки в системе «клапан-втулка».
Герметик
Жидкие герметики необходимы, чтобы повысить уплотнение прокладки головки блока цилиндра. На рынке они появились достаточно недавно, однако за короткий срок полюбились среди многих специалистов и автолюбителей.
На рынке они появились достаточно недавно, однако за короткий срок полюбились среди многих специалистов и автолюбителей.
Нанесение герметика позволяет заполнить все неровности и микротрещины. К тому же, они способны устранить течи и предохранить крышку от сдвига.
Все шаги в 2 видео замена прокладки гбц
В данных видео можно увидеть все шаги, которые необходимо выполнить, что правильно произвести замену прокладки ГБЦ на автомобилях, моторы которых имеют 8 клапанов:
16 клапанов:
что может произойти от чрезмерной затяжки шпилек головы??
Для владельцев Mitsubishi Eclipse, Eagle Talon, Plymouth Laser и Galant VR-4 1990–1999 годов выпуска. Войдите, чтобы удалить большую часть рекламы.
Войдите, чтобы удалить большую часть рекламы.
Регистрация Авторизоваться
Обновите свой пароль сегодня!
Мы внедрили инструменты для идентификации учетных записей участников, использующих ненадежные пароли, и будем блокировать эти учетные записи до тех пор, пока их пароли не будут обновлены. Не заблокируйте свою учетную запись — обновите свой пароль сегодня и убедитесь, что в вашей учетной записи указан действующий адрес электронной почты. Подробнее здесь…
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темыNeOnSpEed19
- Дата начала
NeOnSpEed19
, как говорится в заголовке…. пока вставлял шпильки…. динамометрический ключ, который у меня был, был весь закручен, и я этого не заметил, он сказал, что он весит 75 фунтов…. тогда я повернул еще до хрена и это только около 76. Так или иначе, я проверил у своих друзей 2 других торических ключа (только до 85) и сказал, что все они были по крайней мере на 85 …. теперь все мои болты с разным крутящим моментом … я понятия не имею, насколько, вероятно, больше 100. ничего не сломалось… я уверен, что они растянулись, но….. что мне делать… возьми хороший гаечный ключ и просто открути их до 85-95 или мне нужна новая прокладка ГБЦ… или новые шпильки…. по словам моего друга, они в любом случае болты с головкой ARP… но мне не хочется собирать все это обратно, только чтобы моя прокладка лопнула… … заранее спасибо
NeOnSpEed19
кто-нибудь.. пожалуйста??
Джефф01
При превышении крутящего момента на 15 % от рекомендуемого, что в данном случае составляет около 95 футов/фунтов, вы фактически превращаете крепеж в резиновую ленту. Некоторые крепежные детали будут растягиваться, и у вас будет неравномерный крутящий момент. Добавьте тепло, давление и удары по прокладке головки блока цилиндров, и головка может даже деформироваться. Я сам сделал эту ошибку, когда 1 раз затянул свои ARP до 120, после этого прокладка головки продержалась около 2 недель. Так что кусайте пулю, приобретайте новый комплект ARP и используйте их молибден. Затягивайте, начиная с 50 и увеличивая каждый раз на 10 в правильном порядке до 80, затем ослабляйте по порядку и повторяйте снова до 80. После нескольких циклов нагрева повторите затяжку. Надеюсь это поможет.
Некоторые крепежные детали будут растягиваться, и у вас будет неравномерный крутящий момент. Добавьте тепло, давление и удары по прокладке головки блока цилиндров, и головка может даже деформироваться. Я сам сделал эту ошибку, когда 1 раз затянул свои ARP до 120, после этого прокладка головки продержалась около 2 недель. Так что кусайте пулю, приобретайте новый комплект ARP и используйте их молибден. Затягивайте, начиная с 50 и увеличивая каждый раз на 10 в правильном порядке до 80, затем ослабляйте по порядку и повторяйте снова до 80. После нескольких циклов нагрева повторите затяжку. Надеюсь это поможет.
NeOnSpEed19
хорошо, я закажу несколько арпов, … но мне понадобится еще одна прокладка головки блока цилиндров …. Я еще не запускал двигатель, потому что я еще не закончил с ремнем ГРМ …. так что я не могу просто вывернуть их …. … эта прокладка головки блока цилиндров еще не была запущена … так что я мог бы просто ослабить свои текущие (strechtd) болты в правильном порядке, а затем правильно установить новые ARP ???
tsi20gawd
вы также можете деформировать стенку цилиндра, поэтому при хонинговании блока используется динамометрическая пластина, чтобы «предварительно деформировать» блок, поэтому, когда вы прикручиваете головку, на самом деле это более совершенный круг.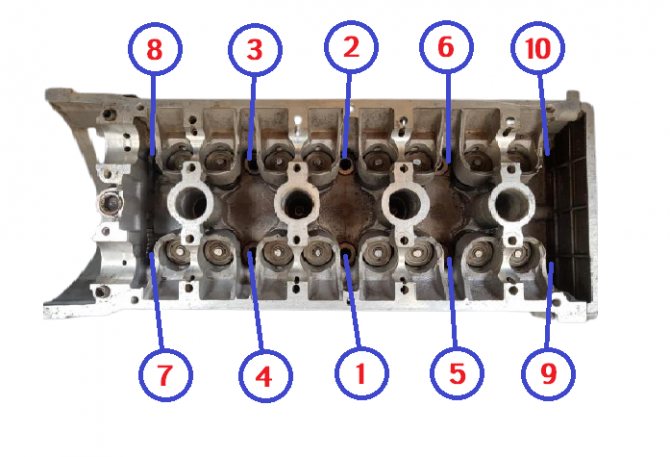
DSMeclipse4G63
Эндрю
Эндрю
бурлдуд
Позвольте мне начать с того, что с головной прокладкой нечего шутить. Но вы можете узнать с помощью хорошего динамометрического ключа, что вы положили на болты. Так узнай, что ты надела на них. Если он не слишком высок по сравнению с рекомендуемым 75 или чем-то еще, купите себе новые болты и просто вставьте их на место. Вы не собираетесь деформировать голову, просто применяя его. Сначала вы должны запустить его до рабочей температуры, и даже тогда я бы не беспокоился об этом, если только ваш блок не сильно перегрелся.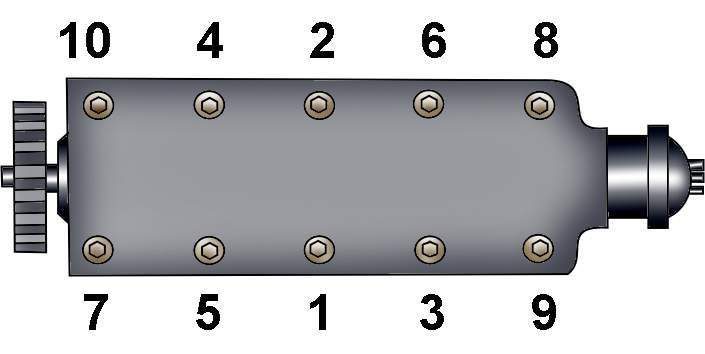 Если бы это был мой, я бы проверил болты, нашел величину крутящего момента, приложенного к каждому, вытащил болт с наименьшим и наибольшим крутящим моментом, взял микрометр со шкалой (калипер) и проверил на растяжение. Если бы я не мог прочитать ничего больше 0,0004, я бы использовал их снова и даже не беспокоился о головной прокладке. Головка соответствует блоку под действием крутящего момента.
Если бы это был мой, я бы проверил болты, нашел величину крутящего момента, приложенного к каждому, вытащил болт с наименьшим и наибольшим крутящим моментом, взял микрометр со шкалой (калипер) и проверил на растяжение. Если бы я не мог прочитать ничего больше 0,0004, я бы использовал их снова и даже не беспокоился о головной прокладке. Головка соответствует блоку под действием крутящего момента.
Майк 99GSX
У меня без проблем затянулась голова до 100 футов/фунтов с помощью ARP (и смазки) и композитного HG.
Майк
DQ 1G: [электронная почта защищена]
DQ 2G: [электронная почта защищена]
NeOnSpEed19
спасибо, ребята.. это действительно очень помогло …. у меня есть приятель с хорошим гаечным ключом и томоро… так что посмотрим…..
DSMeclipse4G63
burldude сказал:
Позвольте мне начать с того, что с головной прокладкой нечего шутить.
Но вы можете узнать с помощью хорошего динамометрического ключа, что вы положили на болты. Так узнай, что ты надела на них. Если он не слишком высок по сравнению с рекомендуемым 75 или чем-то еще, купите себе новые болты и просто вставьте их на место. Вы не собираетесь деформировать голову, просто применяя его. Сначала вы должны запустить его до рабочей температуры, и даже тогда я бы не беспокоился об этом, если только ваш блок не сильно перегрелся. Если бы это был мой, я бы проверил болты, нашел величину крутящего момента, приложенного к каждому, вытащил болт с наименьшим и наибольшим крутящим моментом, взял микрометр со шкалой (калипер) и проверил на растяжение. Если бы я не мог прочитать ничего больше 0,0004, я бы использовал их снова и даже не беспокоился о головной прокладке. Головка соответствует блоку под действием крутящего момента.
Нажмите, чтобы развернуть…
Вся причина, по которой у автомобилей есть характеристики крутящего момента и порядок, в котором мы их закручиваем, заключается в том, чтобы предотвратить деформацию.
Эндрю
Ford Master tech
Эндрю
burldude
Не могу не согласиться с вами, но факт остается фактом, он не доводил машину до рабочей температуры и ни один из болтов не был недокручен.
Главный механик: Rial Logging, William F Columbi,
Обслуживание грузовиков: Phillbrick, лесозаготовка
Автокузов: Acutech
В настоящее время самозанятый механик Зарабатываю в 3 раза больше, чем раньше. Я выложил это только для того, чтобы сказать да, я какое-то время крутил гаечные ключи. Но все мы время от времени совершаем ошибки. Например, когда мне было 22, и я попросил отчима закрутить мои 455 головок на моем 450-сильном 67 Firebird. Он вскочил на машину и выкрутил первый болт до 150 ft lbs, не говоря уже о том, что мой двигатель продержался недолго.
ДНТБЛНК
Если вы увеличивали крутящий момент пошагово, у вас может не возникнуть проблемы. Это зависит от того, насколько вы их затянули.
Я использую шпильки ARP, затянутые до 105 фунтов. машины развивают 1000 л.с. и закручивают только один раз. Я использую толстую прокладку головки AJUSA, которую можно купить в Бушуре, она очень прочная. Головка также имеет кольцо, что помогает, когда вы работаете с давлением 35+ фунтов на квадратный дюйм. Конечно, перегрев и детонация могут взорвать любой двигатель.
1995badgsx
что это такое я слышал об использовании медного спрея на металлической прокладке головки блока цилиндров
я использовал толстую металлическую прокладку hks, у нее было черное покрытие
я ничего не распылял???
» Подпись изменена из-за нарушения политики подписи
DNTBLNK
Спрей в основном помогает удерживать прокладку на месте. Это ничего не даст, если произойдет детонация или возникнет состояние, при котором пробьет прокладку головки блока цилиндров. Ничего распылять не нужно. Я уверен, что с твоей головой все в порядке. Если вы шли шагами и не превышали 100 футов, все должно быть в порядке.
Если вы шли шагами и не превышали 100 футов, все должно быть в порядке.
Какой у вас буст?
1995badgsx
я перешел к спецификациям arp 71lbs с молибденовой смазкой
я использовал прокладку головки HKS
, и у меня была новая головка BJ 5-й ступени
, и у меня был настил блока
» Подпись отредактирована из-за нарушения политики sig
burldude
Так что ты собирался делать? Что вы с другом нашли?
1995badgsx
я только что закрутил свою голову до 65 фунтов, а затем довел ее до 80 фунтов
я вижу, что большинство из вас, ребята, делают это в 3 шага, как вы думаете, это будет проблемой
я получил новую головку от bj
и мой блок был покрыт, все было идеально
и я использовал шпильки arp и металлическую прокладку головки hks?????
» Подпись изменена из-за нарушения политики подписи
burldude
Нет проблем с этим методом затяжки, но лучше постепенно доводить их до спецификации
92цифвд
Не для того, чтобы украсть вашу нить, но какова рекомендуемая последовательность затяжки болтов для 1g со стандартными шпильками и прокладкой?
1993 Mitsubishi Eclipse GSX
- Руководство
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Как затянуть головку?
- 20Gturbo
- Bolt-on Tech
- Replies
- 5
- Views
- 724
terefic181
Можно ли повторно использовать шпильки головки ARP?
- nined2tsi
- Bolt-on Tech
- Replies
- 5
- Views
- 4K
TSiPSi17
Затяжка выпускного коллектора к голове вопрос?
- alice
- Bolt-on Tech
- Ответы
- 6
- 21 2 2 Просмотр0220 804
talonalex92
Головаmivec 4G63 на 1G 4G63? это может случиться?
- moparmadd
- Bolt-on Tech
- Replies
- 16
- Views
- 4K
Defiant
2G Может ли датчик AFR сказать вам, превышает ли ваш FPR?
- СаскЦИ
- Bolt-on Tech
- Replies
- 9
- Views
- 722
Archer Fabrications
Поделиться:
Фейсбук Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Верх
Болты с затяжкой до предела текучести
Требования к первому обслуживанию отремонтированных двигателей, при восстановлении шасси и замене прокладки головки блока цилиндров.
Предыстория:
Традиционно в прошлом при первом обслуживании двигателя выполнялась повторная натяжка головки блока цилиндров. Причина этого положения была очень проста и понятна. Прокладки головки блока цилиндров по своему характеру конструкции изменяют толщину из-за изменений прижимной силы, возникающих при переходе от холодного двигателя к нормальной рабочей температуре.
Если толщина неустановленной прокладки в расслабленном состоянии составляет 2 мм. толщина в холодном собранном состоянии может быть уменьшена до 1,5 мм. Как только двигатель прогреется до нормальной рабочей температуры, будет приложена дополнительная зажимная нагрузка из-за теплового расширения головки относительно болтов головки. После того, как прокладка подвергнется этому измененному увеличению зажимной нагрузки несколько раз, расслабленное состояние сжатой прокладки будет значительно меньше, чем при первом натяжении. Эта уменьшенная толщина, образовавшаяся в течение первых 800 км, теперь снизила давление холодного зажима до неприемлемого уровня. Чтобы добавить к этому условию, мы также должны учитывать небольшое растяжение и рецессию болта ………………. Таким образом, оправданность повторного натяжения головки блока цилиндров никогда не вызывала сомнений.
Чтобы добавить к этому условию, мы также должны учитывать небольшое растяжение и рецессию болта ………………. Таким образом, оправданность повторного натяжения головки блока цилиндров никогда не вызывала сомнений.
Постепенно все будущие серийные двигатели перейдут от использования болтов с головкой, которые затянуты до заданного крутящего момента, к использованию болтов с головкой «момент до предела текучести» .
Причины изменения:
В конструкции двигателя уменьшено количество головных болтов.
В конструкции двигателя увеличена длина головных болтов.
Более высокая производительность требует более высоких зажимных усилий.
Более легкие отливки требуют более постоянных зажимных усилий.
Таким образом, момент затяжки болтов и затяжка под углом удовлетворяют практически всем требованиям, предъявляемым к современному двигателю.
Простое объяснение разницы между «моментными болтами» и «моментными до предела текучести» болтами с головкой.
Традиционные болты с головкой затягиваются до заданного крутящего момента, измеряемого динамометрическим ключом. Это показание крутящего момента не является точным измерением усилия зажима, направленного вниз, а является накопленным измерением сопротивления трения между двумя витками резьбы и поверхностью прижимной кромки и головкой болта, а также давления зажима. С этой системой точность и постоянство зажимных нагрузок очень ненадежны. У каждого болта с головкой может быть разное трение, создаваемое из-за разных контактных поверхностей, состояния резьбы и обработки контактной поверхности болта. Этот метод часто приводит к непостоянной и неадекватной нагрузке прижима прокладки.
Эти болты всегда натянуты в соответствии со спецификациями, находясь в эластичной фазе натяжения. (Именно здесь ослабленный болт все еще возвращается к исходной свободной длине.)
Поскольку это позволяет снизить зажимную нагрузку, так как прокладка головки сминается во время обслуживания, повторное натяжение головки требуется через 800 км. всегда рекомендуется. (сплав в холодном состоянии и чугун в горячем состоянии). Некоторые производители предусматривают сохранение головки через каждые 20 000 км. интервал из-за потери зажимного давления во время обслуживания.
всегда рекомендуется. (сплав в холодном состоянии и чугун в горячем состоянии). Некоторые производители предусматривают сохранение головки через каждые 20 000 км. интервал из-за потери зажимного давления во время обслуживания.
Угловое натяжение является хорошей практикой даже для болтов с головкой, которые натягиваются в течение упругой фазы натяжения. Это устранит любой дефицит, вызванный различиями в трении.
Для углового натяжения используется ключ для натяжения, чтобы установить плотное положение затяжки для всех головных болтов. Плотный крутящий момент — это термин, обозначающий крутящий момент, применяемый для установления даже прямого контакта между двумя компонентами, собираемыми вместе. В нашей отрасли головка, прокладка и торец блока. Это положение устанавливается при низком крутящем моменте около 35 футофунтов. Из этого равного положения зажимные нагрузки могут быть установлены одинаково на каждый болт путем затягивания каждого болта на определенное число градусов. Обычно это делается в несколько этапов. Этот метод устраняет любое влияние на зажимную нагрузку, создаваемую различной величиной трения, присутствующей на каждом болте с головкой.
Обычно это делается в несколько этапов. Этот метод устраняет любое влияние на зажимную нагрузку, создаваемую различной величиной трения, присутствующей на каждом болте с головкой.
Этот метод, как и первый метод, позволяет достичь требуемого натяжения, когда болт все еще находится в эластичном состоянии. (Именно здесь ослабленный болт все еще возвращается к исходной свободной длине.) Кроме того, это позволяет уменьшить зажимную нагрузку, поскольку прокладка головки сминается во время обслуживания, повторное натяжение головки через 800 км. снова всегда рекомендуется.
Теперь поговорим о третьем методе, который не сильно отличается от метода углового натяжения. Этот метод называется напряжение до предела текучести. (TTY) В этом методе используется приложение с низким крутящим моментом, чтобы установить положение с равным плотным крутящим моментом. Как и при угловом натяжении. Основное отличие метода растяжения до текучести заключается в составе болта с головкой и в том факте, что требуемая зажимная нагрузка устанавливается, когда болт находится в пластической, а не в упругой стадии.
Это этап затягивания, когда вы думаете, что болт вот-вот сломается или лопнет. Отличие этого пластикового столика в том, что в этот момент болт может не вернуться к исходной длине при удалении. На пластической стадии не достигается большое дополнительное усилие зажима, но болт будет иметь тенденцию удерживать требуемое усилие зажима, даже если прокладка разрушается в процессе эксплуатации. Эта особенность позволила производителям предположить, что повторное натяжение головки не требуется.
Если болты заменены или находятся в соответствии с заданными спецификациями, можно рассмотреть возможность первого повторного натяжения сервисной головки, чтобы сохранить зажимную нагрузку дальше в пластиковом диапазоне болта, поддерживая максимальное зажимное усилие намного дольше.
Некоторые производители также настаивают на замене болтов с головкой TTY при каждом снятии, в то время как другим требуется только подержанный TTY , чтобы соответствовать спецификации ослабленной длины.