ШАТУННО-ПОРШНЕВАЯ ГРУППА
Особенности устройства
|
Рис. 2–34. Основные размеры шатунно-поршневой группы |
Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
|
Рис. 2–35. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра |
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Таблица 2–1
Классы шатунов по массе верхней и нижней головок
|
Рис. 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна |
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
|
Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки |
|
Рис. 2–38. Проверка посадки поршневого пальца |
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
|
Рис. 2–39. Проверка зазора между поршневыми кольцами и канавками |
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
|
Рис. 2–40. Проверка зазора в замке колец |
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2–40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
carmanz.com
Размеры и маркировки шатунов, поршней и колец ВАЗ-2109-2115
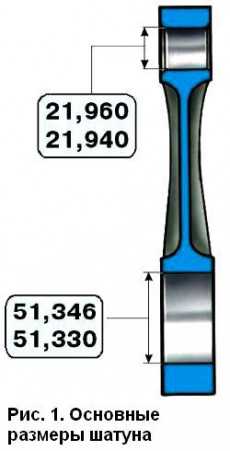
Основные размеры шатунно-поршневой группы даны на рис. 1, 2, 3.
Поршень — алюминиевый литой.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.

Поршневые кольца изготовлены из чугуна.
Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа.
Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 4).
По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г.

Этим группам соответствует маркировка на днище поршня: «Г», «+» и «—».
На двигателе все поршни должны быть одной группы по массе.
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.

Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна.
В отверстии поршня палец фиксируется двумя стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм.
Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 (рис. 5) цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм.
Номер класса 1 клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 6).
После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
|
Классы шатунов по массе верхней и нижней головок |
|||
|
Масса головок шатуна, г |
Класс |
Цвет маркировки |
|
|
верхней |
нижней |
||
|
184+2 |
489+3 495+3 501+3 |
Ф Л Б |
Красный Зеленый |
|
188+2 |
489+3 495+3 501+3 |
Х М В |
|
|
192+2 |
489+3 495+3 501+3 |
Ц Н Г |
Голубой |
autoruk.ru
2.8. Шатунно-поршневая группа
2.8. Шатунно-поршневая группа
2.8.1. Особенности устройства
| ОБЩИЕ СВЕДЕНИЯ |
Основные размеры шатунно-поршневой группы
Маркировка поршня и шатуна
| 1 — стрелка для ориентирования поршня в цилиндре;
2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — класс шатуна по отверстию для поршневого пальца; 6 — номер цилиндра |
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна
Поршень
Поршень — алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении — овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (см. рис. Маркировка поршня и шатуна).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. На днищах этих поршней ставится маркировка в виде треугольника или квадрата. Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат — на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец
Поршневой палец — стальной, полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс
маркируется краской на торце пальца: синяя метка — первый, зеленая — второй,
а красная — третий класс.
Поршневые кольца
Поршневые кольца — изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рис. Маркировка поршня и шатуна) цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (см. табл. Классы шатунов по массе верхней и нижней головок), маркируемые краской на стержне шатуна. На двигатель должны устанавливаться шатуны одного класса по массе. Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16,5 и 35,5 мм (рис. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна).
Классы шатунов по массе верхней и нижней головок
|
Масса головок шатуна, г |
Класс |
Цвет маркировки | |
|
верхней |
нижней | ||
|
186 ± 2 |
519 ± 3 |
A |
Белый |
|
525 ± 3 |
B |
Голубой | |
|
531 ± 3 |
C |
Красный | |
|
190 ± 2 |
519 ± 3 |
D |
Черный |
|
525 ± 3 |
E |
Фиолетовый | |
|
531 ± 3 |
F |
Зеленый | |
|
194 ± 2 |
519 ± 3 |
G |
Желтый |
|
525 ± 3 |
H |
Коричневый | |
|
531 ± 3 |
I |
Оранжевый | |
carmanz.com
Поршни
Диаметр поршней различных классов, замеренный перпендикулярно к оси поршневого пальца на расстоянии 51,5 мм от днища поршня, составляет, мм:
класс А…… 75,965–75,975
класс В…… 75,975–75,985
класс C…… 75,985–75,995
класс D…… 75,995–76,005
класс E…… 76,005–76,015
|
Рис. 10–29. Маркировка поршня и шатуна: 1 — группа поршня по массе; 2 — стрелка для ориентирования поршня в цилиндре; 3 — ремонтный размер; 4 — класс поршня; 5 — класс отверстия для поршневого пальца; 6 — отверстие для выхода масла; 7 — номер цилиндра |
Класс поршня (буква) и категория отверстия для поршневого пальца (цифра) маркируются на днище поршня (рис. 10–29). Там же маркируется и стрелка 2 для ориентирования поршня в цилиндре. При сборке двигателя поршни следует устанавливать так, чтобы стрелка была направлена к передней части двигателя (в сторону привода распределительного вала).
Увеличение диаметра для ремонтных размеров поршней составляет 0,4 и 0,8 мм. На днищах ремонтных поршней ставится маркировка в виде квадрата 3 или треугольника. Квадрат соответствует увеличению наружного диаметра на 0,8 мм, а треугольник — на 0,4 мм.
Расчетный зазор между поршнем и цилиндром для новых деталей составляет 0,025–0,045 мм. Максимально допустимый зазор при износе — 0,15 мм.
|
Рис. 10–30. Установка поршневого пальца на приспособление А.60325 для запрессовки: 1 — валик приспособления; 2 — поршневой палец; 3 — направляющая; 4 — упорный винт; 5 — дистанционное кольцо |
Поршневой палец применяется от двигателя 2108. Он короче на 6 мм пальца двигателей 2103, и поэтому при запрессовке поршневого пальца в шатун необходимо пользоваться приспособлением А.60325 с дистанционным кольцом 5 (рис. 10–30). Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм.
По массе поршни сортируются на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. Этим группам соответствует маркировка 1 (см. рис. 10–29) на днище поршня: «Г», «+» и «–». На двигателе все поршни должны быть одной группы по массе.
carmanz.com
Поршни ВАЗ 2112: Замена, Размеры, Маркировка, Кованые
Для любого автомобиля двигатель – основная его составляющая. От того насколько надежно работает силовой агрегат зависит безопасность движения, срок эксплуатации машины, комфорт водителя и пассажиров при перемещении.
Вырывающийся позади автомобиля из выхлопной трубы сизый дым указывает на неполадки мотора. Чаще всего в этом случае требуется замена поршневой на ВАЗ 2112.
Оглавление
Замена
Размеры
Маркировка
Кованые
Замена
Замена поршня ВАЗ 2112 производится с учетом соответствия определенному классу поршня новое поршневое кольцо.
Кольца выбираются согласно их обозначения:
на кольцах с номинальными размерами обозначение отсутствует;
маркировку «40» имеет ремонтное кольцо, диаметр которого больше на 0,4 миллиметра;
маркировку «80», увеличенное на 0,8 миллиметров.
Перед установкой колец щупами нужно замерять зазор между кольцом и поршневой стенкой соответствующей кольцу канавки. На фото показан пример выполнения операции.
Существует инструкция, указывающая допустимые зазоры между элементами. Такие данные приведены в таблице.Кольцо Допустимые зазоры между кольцами и стенками канавок на поршне
Кольцо верхнее компрессионное 0,04 — 0,075
Кольцо нижнее компрессионное 0,03 — 0,065
Кольцо для съема масла 0,02 — 0,055
Если величина допустимого зазора больше, нужно заменить поршневые кольца на автомобиле ВАЗ 2112.
Для установки маслосъемного и верхнего компрессионного кольца существует маркировка «ТОР» или «ВАЗ», которая после монтажа должна находиться вверху.
Вниз проточкой нужно ориентировать нижнее компрессионное кольцо.
Процесс установки элементов на поршень:
замок детали раздвигается таким образом, чтобы его удобно было одеть на поршень;
сначала замок кольца нужно завести на поршень;
затем ставится на место тыльная часть элемента.
Начало установки на поршень новых колец от расширителя кольца маслосъемного. После установки кольца замок расширителя и замок кольца должны быть развернутыми между собой на 180 градусов.
По окончании монтажа элементов на поршень, нужно их сориентировать так, чтобы на компрессионном верхнем кольце замок располагался под углом 45 градусов к оси расположения поршневого пальца. Замок нижнего компрессионного кольца разворачивается на 180 градусов, поворачивается на 90 градусов замок на маслосъемном кольце по отношению такого же элемента на верхнем компрессионном кольце.
Итак:
При нарушении технологии установки деталей на поршень может в цилиндр проникать масло, а это послужит причиной образования нагара, располагающегося на стенках в камере сгорания. Помимо этого из глушителя будет виден дымный выпуск, и к тому же увеличится расход масла.
Кольца на поршень можно одевать только специальными щипцами, а лучше в специальном приспособлении.
После сборки кольца, поршень, зеркало цилиндра хорошо нужно смазать новым маслом для двигателя.
Оправка, которой обжимаются кольца, надевается на поршень. Для того чтобы детали самоустановились нужно по оправке слегка постучать ручкой молотка.
Перед установкой вкладышей в нижней крышке шатуна нужно насухо вытереть постели шатуна и крышки.
Внутренняя часть вкладышей и шатунная шейка коленвала смазываются новым маслом для моторов.
Поршень заводится в гильзу блока. Но перед этим его нужно сориентировать так, чтобы имеющаяся на днище детали стрелка, была направлена в сторону, где находится шкив коленчатого вала.
Поршень утопится в цилиндре. При этом оправку прижимают к блоку, а по низу поршня аккуратно простукивается ручкой молотка. Вместе с тем нужно следить, за правильным продвижением шатуна к шейке коленчатого вала.
На шатун крепится крышка, моментом, приблизительно пять кгс/м затягиваются гайки.
Совет: Шатунные крышки изготавливаются не взаимозаменяемыми деталями. На них и на самом шатуне указан номер цилиндра, где должен устанавливаться шатун. Когда замена поршневой произведена, цифры на шатуне располагаются с одной стороны.
После монтажа последнего поршня силовой агрегат собирается в последовательности обратной его разборки.
Размеры
ПОРШЕНЬ 2112-1004015
Диаметр поршня (номинальный), мм: 82,0
Диаметр поршня (1-й ремонт), мм: 82,4
Диаметр поршня (2-й ремонт), мм: 82,8
Высота поршня(без вытеснителя), мм: 64,3
Компрессионная высота, мм: 37,9
Жаровой пояс, мм: 7,5
Высота канавки под 1-е компрессионное кольцо, мм: 1,53 — 1,55
Высота канавки под 2-е компрессионное кольцо, мм: 2,02 — 2,04
Высота канавки под маслосъемное кольцо, мм: 3,957 — 3,977
Смещение отвертия под палец, мм: 1
Рекомендованный зазор в цилиндре, мм: 0,025-0,045
Поверхность днища поршня: с вытеснителем
Высота вытеснителя, мм: 1,25
Объем вытеснителя, см 3: 3,41 ±0,03
Глубина выборки под впускной клапан, мм: 3,19
Глубина выборки под выпускной клапан, мм: 3,06
Общий объем выборок в поршне, см 3: 0,638 ± 0,08
Расстояние, на котором определяется фактический диаметр поршня, мм: 55
Покрытие / микропрофиль: микропрофиль
Вес, г.: 350,0
Поршневой палец 2110-1004020
Диаметр поршневого пальца, мм: 22
Поршневые кольца 21083-1000100
Высота колец, мм: 1,5/2,0/3,95
Стопорные кольца 21213-1004022
Маркировка
Основные маркировки в литье, нанесенные на деталь.
1. Обозначение модели изделия символы 21 и 12, в районе отверстия под палец. 2. Обозначение производителя ВАЗ, на юбке с внутренней стороны. 3.
Обозначение литейной оснастки -буквы и цифры, на юбке с внутренней стороны. 4. Обозначение литейного сплава АЛ40 40, на юбке с внутренней стороны. Основные маркировки наносимые на днище. Все маркировки наносимые на днище соответствуют маркировкам применяемым для поршней 21083, 2110, 2112.
Основные размеры Классы диаметров поршней и классы отверстий под поршневой палец соответствуют размерам применяемым для моделей 21083, 2110, 2112. Применяемость поршня 2112-1004015. * — расчетные размеры могут отличаться от фактических в пределах допусков на изготовление указанных деталей.
Кованые
Понятно, что поршень должен быть как можно легче, прочнее и как можно меньше изменять свою форму при нагреве и других воздействиях.
Вот типичный портрет современного поршня для двигателя автомобиля или мотоцикла. Он (поршень) отливается из аллюминиевого сплава с добавлением кремния и в холодном состоянии имеет овальную форму, чтобы при нагреве поршня, в силу упомянутых выше причин, приблизиться к цилиндрической. А для того, чтобы оптимизировать по форме пятно контакта юбки поршня с цилиндром, профиль юбки поршня делают бочкоообразным – причем с запасом, чтобы поршень сохранил форму бочонка и в горячем состоянии.
Кроме того, с целью свести к минимуму температурную деформацию поршня, в тело поршня заливают стальные, термокомпенсирующие вставки, которые призваны удерживать область бобышек от чрезмерного расширения. Главный недостаток литых поршней – процесс литья не свободен от большого процента технологического брака, внутри металла будущего поршня остаются пустоты, возникают трещины. Да и твердость сплава после литья и закалки относительно не высока: 80 единиц по шкале Бринеля.
Поэтому, чтобы соблюсти необходимую прочность литого поршня, его массу приходится увеличивать. К примеру обычный, заводской поршень для 16V двигателя ВАЗ, получаемый литьем в кокиль, весит 370 грамм. Как альтернатива заводским, литым поршням появились кованые поршни. В принципе их правильнее называть штампованными, т.к. поршни получают не многократной обработкой давлением, а однократной. Заготовка поршня помещается в матрицу, прижимается пуансоном и полуфабрикат поршня готов. Естественно окончательную форму поршня он приобретет только после механической обработки.
Штамповка поршня под давлением позволяет упрочнить металл и одновременно сделать поршень гораздо более легким, прочным, надежным и долговечным.
При этом возникает проблема невозможности ( вернее большой сложности ) запрессовки в поршень термокомпенсирующих вставок и вследствии этого необходимость в более тщательном подборе профиля поршня.В качестве сырья для изготовления кованных поршней используют высококремнистый алюминий (содержание кремния 10-18%), подвергнутый предварительной деформации, в виде прутка, прошедшего многократную протяжку через фильеры. В процессе такой протяжки сечение прутка уменьшается вчетверо и при этом ликвидируются поры в металле будущего поршня и изменяется его структура. Пруток режется, и болванками закладывается в гидравлический пресс.
Усилие в 250 тонн и температура 500градусов, поддерживаемая системой индукционного нагрева, делает чудеса: металл будущего поршня, словно пластилин, за несколько секунд растекается между матрицей и пуансоном, принимая форму заготовки поршня. Поскольку процесс изготовления поршня протекает при неизменной температуре, называется он изотермической штамповкой. Постоянный нагрев играет здесь большую роль, ведь если температура в зоне матрицы упадет, то возможна недоштамповка поршня, те неравномерное распределение металла.
Если температура повысится – то алюминий будущего поршня попросту начнет плавиться. В результате изотермической штамповки из предварительно деформированного металла и последующего цикла закалки и обязательного старения, получается заготовка под будущий кованый поршень с высокими механическими характеристиками – твердость 130 единиц и отсутствие технологического брака типа каверн, раковин и трещин. Комплект облеченных поршней версии «Тюнинг» весит на 50 грамм легче, по сравнению со стандартными, заводскими ВАЗ-овскими поршнями.
«Революционным» в национальных гоночных классах стал переход на поршни с 2мя кольцами, без среднего кольца. При этом за счет одновременного изменения профиля поршня заметного возрастания расхода масла не произошло.
vz12-up.ru
Классы поршней для двигателей ВАЗ.
На современном рынке присутствует большое количество поршней как отечественных, так и зарубежных производителей. Вне зависимости от места изготовления изделия, поршень ДВС должен соответствовать требованиям каждой конкретной модели двигателя. Так, поршень Ваз, входящий в комплект, не должен отличаться по своей массе более чем на ±2,5 грамма. Именно это обстоятельство снизит вибрацию запущенного двигателя. В розничной торговле принято реализовывать поршни одной весовой категории. При необходимости осуществляется подгонка поршней по массе.
Стоит отметить, что зазор, имеющийся между поверхностью поршня и цилиндром должен быть равен величине, установленной для конкретной модели двигателя. По номинальному размеру поршни подразделяются на 5 классов, различие между ними — 0,01 мм. Все классы маркируют буквами на днище изделия — (А, В, С, D, Е). Как запчасти поставляют только поршни классов — А, С и Е. Этих размеров вполне достаточно для подбора деталей к любому блоку цилиндров и обеспечения необходимых зазоров. Модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — (A, B, C), размер шага — 0,01 мм. Помимо номинальных имеются 2 ремонтных размера поршней, которые имеют увеличенный наружный диаметр на 0,4 и 0,8 мм. На их днище имеется маркировка в виде треугольника (1й ремонтный размер) и квадрата (второй). Стоит отметить, что до 1986 г. Ремонтные размеры ничем не отличались от современных. Для двигателя 2101 можно было подобрать изделие на 0,2мм., 0,4мм. и на 0,6 мм., а для 21011 — 0,4 мм. и 0,7 мм.
Изготовление поршней осуществляется из сплавов алюминия. Имеющийся в них кремний позволяет снижать коэффициент теплового расширения, а, следовательно, и увеличивать износостойкость изделия. Сплавы, содержащие 13% кремния именуют эвтектическими, а те, где его содержание выше – заэвтектическими. С увеличением процентного содержания кремния в сплаве увеличиваются теплопроводные характеристики изделия, но, в то же время, происходит ухудшение его литейных и механических свойств. Дабы улучшить их, в сплавы вводят легирующие медь, марганец, хром и никель.
Отметим 2 основных способа изготовления заготовок поршня. Первая – отливка в специальную форму (кокиль) наиболее распространена. Второй – ковка или горячая штамповка.
После механической обработки изделие проходит термическую обработку с целью повышения его твердости, износостойкости, прочности, а так же для снятия остаточного напряжения металлов. Благодаря своей структуре кованый металл повышает прочностные характеристики изделия. Однако классическая конструкция кованых изделий, имеющая высокую юбку, получается достаточно тяжелой. Помимо этого, кованые детали не могут быть использовать в своем составе термокомпенсирующие пластины и кольца. Увеличивается объем, что приводит к росту тепловой деформации, потому происходит необходимость увеличения зазора между поршнем и цилиндром. Следовательно, растет их износ, шум и расход масла. Кованые поршни оправдывают свое применение лишь в той ситуации, когда в большинстве своем двигатель автомобиля эксплуатируют на предельных режимах.
Сегодня прослеживаются несколько основных тенденций в технологическом конструировании поршней: уменьшается их вес, все чаще используются тонкие поршневые кольца, снижается компрессионная высота, используются короткие поршневые пальцы, применяются новейшие защитные покрытия. Все вышеперечисленные характеристики находят свое отражение в Т-образной конструкции поршня. Эти изделия имеют уменьшенную по площади направляющей части и высоту юбку. Изготавливаются из заэвтектических сплавов, имеющих высокое содержание кремния. Поршни, имеющие Т-образную форму, практически всегда изготавливаются методом горячей штамповки.
Прежде чем принять решение об изготовлении определенной конструкции поршня, разработчик в обязательном порядке анализирует поведения узлов шатунно-поршневых групп. Фактически детали современного двигателя рассчитываются на пределе возможностей конструкций и материалов. Здесь предпочтение отдается конструкциям, имеющим минимальную стоимость, способную обеспечить утвержденный ресурс изделия. Именно поэтому отклонения от штатного режима работы двигателя приводит к сокращениям в ресурсе определенных деталей и узлов.
clubturbo.ru
Маркировка поршней ваз 21213
Поршень двигателя ВАЗ 21213 (82.0; 82.4 и 82.8) А, С и Е с пальцами 4шт. Купить по цене 1299 р.
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршней с пальцами, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, наружный диаметр поршня и класс.
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа — шатун, поршень с кольцами, вкладыши скольжения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответствующем техническом состоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршень – одна из важнейших деталей двигателя внутреннего сгорания. Он передает энергию сгорания топлива через палец и шатун коленчатому валу. Он вместе с кольцами уплотняет цилиндр от попадания продуктов сгорания в картер. Во время работы на поршень действуют высокие механические и тепловые нагрузки. Алюминиевый литой. Канавки под поршневые кольца располагаются на боковой поверхности головки поршня. Обычно их три: две под компрессионные и одна под масленое кольцо. При изготовлении строго выдерживается масса поршней.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
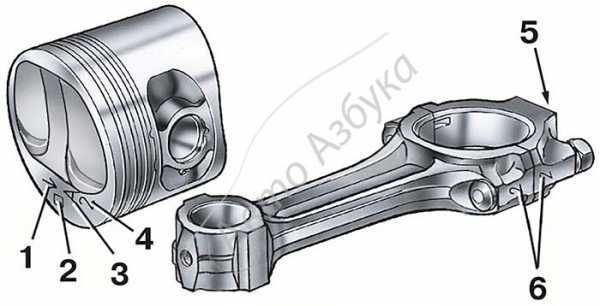
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня;4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
| Класс поршня по наружному диаметру | A | B | C | D | E |
| Диаметр поршня 82.0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82.4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82.8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
В запасные части автомобиля завод поставляет поршни класса А, С и Е, что вполне достаточно для подбора.
Главное при подборе поршня – обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня.
При подборе новых поршней к изношенному цилиндру зазор между юбкой поршня и зеркалом гильзы следует проверять в нижней, наименее изношенной части цилиндра. Нельзя допускать уменьшения зазора в этой части цилиндра до значения менее 0,02 мм.
В конструкции поршня ВАЗ 21213 применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей. Классы диаметров поршней и классы отверстий под поршневой палец принятые для модели 21083 соответствуют классам моделей 21123.
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «треугольник». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «квадрат».

На двигателе все поршни должны быть одной группы по массе. Поршни номинальной группы обозначаются символом «Г». Поршни с увеличенной и уменьшенной массой на 5 г обозначаются «+» и «-» соответственно.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна. Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых).
По наружному диаметру поршневого пальцы делятся на три класса через 0,004 мм. Класс поршневого пальца маркируется краской на его торце. По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
| Диаметр отверстия под поршневой палец (мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
Желательно подбирать комплект поршней с большим диаметром юбки для уменьшения зазора между поршнем и зеркалом цилиндра.
Признаки неисправности шатунно — поршневой группы:
— повысился расход бензина;
— ниже 10 кгс/см2 стала компрессия двигателя;
— увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
— изменился цвет выхлопных газов до сизого оттенка.
Поршни меняют чаще всего вследствие износа канавки верхнего поршневого кольца и реже из-за износа юбки поршня. Поршни целесообразно заменять в те же сроки, что и поршневые кольца.
Другие артикулы товара и его аналогов в каталогах: 21213100401500.
ВАЗ 2107, ВАЗ 21213-21214i, ВАЗ 2131, ВАЗ 2123, ВАЗ 2120.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ !!!
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
avtoazbuka.net
ВАЗ 21213 | Номинальные и ремонтные размеры деталей и пределы допустимых износов
впускной клапан
выпускной клапан
37,2
32,4 (32,8 для ds выпуска до сентября 1985 г.)
2,0
2,4
9,2
9,7
45
45
motorsmarine.ru