Устройство коленчатого вала
Что такое коленчатый вал и из чего он состоит?
Коленчатый вал – это важная часть двигателя внутреннего сгорания, потому как он преобразует возвратно-поступательные движения поршней в крутящий момент. Устройство коленчатого вала следующее: щёки, шатунные и коренные шейки, противовесы, хвостовик, фланец.
Опора коленчатого вала – коренные шейки. В классических четырехцилиндровых двигателях коленвалы с пятью опорами. Конструкция из трех опор применяется редко, потому как не такая прочная. Семиопорные валы имеют шестицилиндровые двигатели. Обычно в блоках цилиндров с небольшим диаметром цилиндра применяют коленвалы с одинарным противовесом. Во время изготовления и ремонта поверхность коренных и шатунных шеек тщательно полируется.
Виды коленвалов
Различают коленвалы с двойными противовесами и без них. Коленвал должен быть износостойким, иметь низкую массу, уравновешен, иметь точную обработку. Изготавливаются коленчатые валы из высокопрочной легированной стали. Также бывают литые коленвалы из высокопрочного чугуна, которые закаляются токами высокой частоты. Также бывают полые коленвалы.
Как работает коленчатый вал?
На коленвал воздействуют изгибающие и скручивающие силы в процессе работы. Чтобы не было преждевременного разрушения сопряжение между шатунными шейками и щеками делают слегка закругленным. Если двигатель работает нормально, то коренные и шатунные шейки коленчатого вала постепенно изнашиваются, как и при скольжении подшипников.
Создается тонкая масляная пленка, благодаря подачи масла под давлением. Через некоторое время зазор между вкладышем и шейкой станет больше, уменьшится давление и снизится качество масляной пленки. Износ увеличивается, шейка с большим усилием задевает вкладыш, давление уменьшается снова и теперь работа невозможна, потому что из-за излишнего трения повышается температура, шейка сцепляется с вкладышем и он проворачивается.
Проверить, износились ли шейки коленчатого вала можно благодаря давлению масла в масляной магистрали на максимальных и минимальных оборотах прогретого двигателя. Между шейками и вкладышами на разобранном двигателе с помощью пластмассовой проволоки можно измерить зазор. Чем меньше зазор, тем деформация больше. В зависимости от конструкции двигателя на хвостовик коленвала устанавливается шкив, демпфер крутильных колебаний, звёздочка привода распредвала, вспомогательных и балансирных валов.
Коленчатый вал двигателя (коленвал): работа, устройство, вращение
Коленчатый вал или, как часто говорят автомобилисты, «коленвал» – это одна из самых значительных (и не только по размеру) и ответственных деталей современного двигателя. Он располагается в нижней части блока цилиндров, снизу его закрывает картер – поддон двигателя, заполненный моторным маслом.
Как выглядит
Как видно на фото, этот элемент имеет довольно сложную форму. Его основными составными частями являются:
- коренные шейки;
- шатунные шейки;
- щеки;
- противовесы.
Коренные (опорные) шейки служат для опоры коленвала в так называемых «постелях». В них крепятся не смещающиеся в процессе работы подшипники, обеспечивающие вращение. Поскольку на коренные шейки приходятся более значительные нагрузки, их диаметр больше, чем у шатунных.
Шатунные шейки (колена) – это опорные поверхности шатунов. С учетом порядка работы цилиндров колена смещаются относительно оси вращения на определенные углы.
Если коленчатый вал сконструирован так, что по обе стороны от каждой шатунной шейки находятся опорные, то он называется полноопорным, в противном случае – неполноопорным. В современных автомобильных двигателях наибольшее распространение имеют именно полноопорные коленвалы.
Колена соединены между собой щеками. Противовесы, являющиеся продолжениями щек в сторону противоположную колену, уравновешивают центробежные силы, возникающие при вращении. Внутри коленвала имеется масляные каналы, при помощи которых происходит смазка шатунных шеек.
Внутри коленвала имеется масляные каналы, при помощи которых происходит смазка шатунных шеек.
Из каких материалов и как изготавливается
Материал и технология производства зависят от класса и назначения автомобиля:
- Для стандартных серийных автомобилей коленчатый вал отливается из чугуна, этим достигается минимальная себестоимость производства.
- Коленвал более мощных и спортивных машин кованый и изготовлен из стали. По сравнению с чугунным он обладает улучшенными характеристиками по таким параметрам, как габариты, вес и прочность.
- Самый дорогостоящий вариант, использующийся в люксовых моделях, – коленчатый вал, выточенный из цельного куска стали.
Место перехода щек в шейки является самым нагруженным, так как здесь концентрируются максимальные напряжения. Для того чтобы разгрузить соединение, его выполняют с полукруглым переходом (галтелью). Как правило, галтели делают двойными с промежуточным технологическим пояском. Такое конструктивное решение позволяет сохранить максимальное значение активной площади шеек – поверхности, находящей под вкладышами.
Как раз по причине возникновения высоких нагрузок в соединениях, не нашел широкого применения коленчатый вал составной конструкции, в котором отдельные части соединены между собой крепежом.
Для чего необходим
При помощи кривошипно-шатунного механизма двигателя возвратно-поступательное движение поршней цилиндров двигателя переходит во вращательное движение и передается через трансмиссию к колесам автомобиля. Коленчатый вал как раз и нужен для того чтобы выполнить такое превращение. При работе каждый из поршней четырехтактного двигателя постоянно находится в одном из тактов:
- впуск;
- сжатие;
- рабочий ход;
- выпуск.
В фазе рабочего хода поршень толкает связанный с ним шатун, а тот, в свою очередь, смещает коленчатый вал. Так реализуется вращение. Следующий по порядку работы цилиндров двигателя поршень в это время сжимает горючую смесь и после ее воспламенения толкает свой шатун, в результате чего коленчатый вал непрерывно вращается.
Так реализуется вращение. Следующий по порядку работы цилиндров двигателя поршень в это время сжимает горючую смесь и после ее воспламенения толкает свой шатун, в результате чего коленчатый вал непрерывно вращается.
Маховик
К заднему, если смотреть со стороны расположения ремней/цепей механизма газораспределения, концу коленвала через фланец при помощи болтов крепится маховик – массивный чугунный диск с напрессованным зубчатым венцом (см. фото). Для того чтобы маховик не смещался и не нарушалась балансировка, предусмотрены центровочные штифты или специальные болты, расположенные несимметрично. Для предотвращения утечек масла на фланец маховика устанавливается дополнительное уплотнение (сальник).
Маховик накапливает энергию, необходимую для поддержания равномерного вращения в промежутках между воспламенениями горючей смеси в цилиндрах и выводит поршни из мертвых точек (крайних верхних и нижних положений поршня в цилиндре). Зубчатый венец маховика связан с шестерней стартера. При пуске двигателя маховик проворачивается стартером, придавая валу начальное вращение. Наконец, именно через маховик на узлы и агрегаты трансмиссии передается вращательное движение.
Обычно для контроля правильности установки фаз газораспределения на маховике имеются метки, указывающие положение первого поршня в верхней мертвой точке.
Носок
В передней части коленвала, называемой «носком», устанавливается шкив или шестерня привода газораспределительного механизма, элементов системы охлаждения и других агрегатов (см. фото). Носок уплотняется кольцевой манжетой (сальником). Кроме того, с внешней стороны носка в крышке двигателя устанавливается пылеотражатель, препятствующий проникновению загрязнений в картер.
Из чего состоит коленчатый вал
Коленчатый вал (коленвал) двигателя – это одна из важных деталей КШМ, расположенная в цилиндровом блоке. Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля.
Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля.
Устройство коленчатого вала
Сложная конструкция коленвала представлена в виде расположенных по одной оси колен – шатунных шеек, соединенных специальными щеками. При этом количество колен зависит от числа, формы и месторасположения цилиндров, а также тактности двигателя автомобиля. С помощью шатунов шейки соединяются с поршнями, совершающими поступательно-возвратные движения.
В зависимости от расположения коренных шеек коленвал может быть:
- полноопорным – когда коренные шейки расположены по две стороны от шатунной шейки;
- неполноопорным – когда коренные шейки расположены только по одну из сторон от шатунной шейки.
В большинстве современных автомобильных двигателей применяются полноопорные коленвалы.
Итак, основными элементами коленвала являются:
- Коренная шейка – основная часть вала, которая размещается на коренных вкладышах (подшипниках), находящихся в картере.
- Шатунная шейка – деталь, соединяющая коленвал с шатунами. При этом смазка шатунных механизмов осуществляется благодаря наличию специальных масляных каналов. Шатунные шейки в отличие от коренных шеек всегда смещены в стороны.
- Щеки – детали, соединяющие два типа шеек – коренные и шатунные.
- Противовесы – детали, которые предназначены для уравновешивания веса поршней и шатунов.
- Фронтальная (передняя) часть или носок – часть механизма, оснащенная колесом с зубцами (шкивом) и шестерней, в некоторых случаях гасителем крутильных колебаний, который осуществляет контроль над мощностью привода ГРМ (газораспределительного механизма), а также других механизмов устройства.
- Тыльная (задняя) часть или хвостовик – часть механизма, соединенная с маховиком при помощи маслоотражающего гребня и маслосгонной резьбы, осуществляет отбор мощности вала.
Фронтальная и тыльная сторона коленчатого вала уплотняется защитными сальниками, которые препятствуют протеканию масла там, где выступающие части маховика выходят за пределы блока цилиндров.
Вращательные движения всего механизма коленвала обеспечивают подшипники скольжения – тонкие стальные вкладыши, с защитным слоем антифрикционного вещества. Для предотвращения осевого смещения вала, применяется упорный подшипник, установленный на коренной шейке (крайней или средней).
Коленвал двигателя изготавливается из износостойкой стали (легированной или углеродистой) или модифицированного чугуна, методом штамповки или литья.
Принцип действия коленчатого вала
Несмотря на сложность самого устройства, принцип работы коленвала достаточно прост.
В камерах сгорания происходит процесс сжигания поступившего туда топлива и выделения газов. Расширяясь, газы воздействуют на поршни, совершающие поступательные движения. Поршни передают механическую энергию шатунам, соединенным с ними втулкой или поршневым пальцем.
Шатун в свою очередь соединен с шейкой коленвала подшипником, вследствие чего каждое поступательное поршневое движение преобразуется во вращательное движение вала. После того как происходит разворот на 180˚, шатунная шейка движется уже в обратном направлении, обеспечивая возвратное движение поршня. Затем циклы повторяются.
Процесс смазки коленчатого вала
Смазка коленвала обеспечивается за счет шатунных и коренных шеек. Важно помнить, что смазка коленчатого вала всегда происходит под давлением. Каждая коренная шейка обеспечена индивидуальным подводом масла от общей смазочной системы. Поступившее масло попадает на шатунные шейки по специальным каналам, расположенным в коренных шейках.
Коленчатый вал или, как его называют опытные водители и автослесари, коленвал – важная функциональная деталь автомобильного двигателя, которая имеет строгую индивидуальную форму в зависимости от модели. В данной статье мы рассмотрим, что такое коленчатый вал двигателя, какие функции он выполняет и к чему приводит эксплуатация машины с неисправным валом.
Что такое коленвал
Коленчатый вал – это механическая деталь автомобильного двигателя, которая является промежуточным звеном-преобразователем тепловой энергии сгораемого топлива в механическую энергию вращения колёс.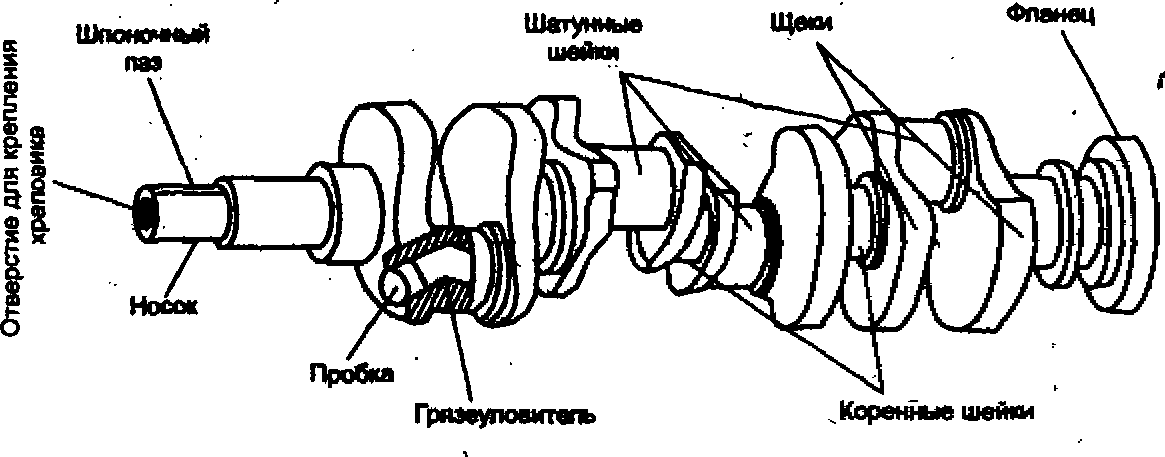
Если в коленчатом вале шатунные шейки находятся с двух сторон от коленной шейки, он называется полноопорным. Если же они расположены только с одной стороны – неполноопорным.
Коленвал производится из углеродистой или легированной стали с повышенной износостойкостью (для спорткаров, люкс-моделей и автомобилей с повышенной мощностью) или модифицированного чугуна (для стандартных серийных моделей) с помощью литья или прессования. Для легирования стали применяются молибден, хром и иные металлы, существенное увеличивающие прочность сплава.
В большинстве двигателей коленчатый вал располагается в нижней части, над картером, в оппозитных – выше, по центру мотора.
Для чего нужен коленчатый вал
Двигатели внутреннего сгорания работают за счёт функционирования поршневого блока. Его принцип действия заключается в следующем:
- во время сгорания топливной смеси в цилиндре воздух расширяется с создаёт давление;
- под действие давления поршень выталкивается, совершая поступательное движение;
- благодаря соединению с шатунными шейками поступательное движение превращается во вращательное;
- энергия вращения, переданная на коленчатый вал, передаётся колёсам автомобиля, и он приводится в движение.
Таким образом, коленвал – это преобразователь одного вида механического движения в другой. Как известно, поршни в ДВС двигаются несимметрично. В то время, как одни из них совершают поступательные движения (выталкиваются из цилиндра), другие – возвратное (затягиваются обратно). Конструкция коленчатых валов разрабатывается с предельной точностью, поэтому во время работы все цилиндры сохраняют общее вращение вала.
Из чего состоит коленчатый вал
Конструкция коленчатого вала: 1. Носок коленчатого вала; 2. Посадочное место звездочки (шестерни) привода распределительного вала; 3. Отверстие подвода масла к коренной шейке; 4. Противовес; 5. Щека; 6. Шатунные шейки; 7. Фланец маховика; 8. Отверстие подвода масла к шатунной шейке; 9. Противовесы; 10. Коренные шейки; 11. Коренная шейка упорного подшипника.
Рабочие компоненты коленвала:
- Коренная шейка – валовая опора, которая служит осью вращения самого вала. Она лежит в подшипнике, который встроен в картер.
- Шатунные шейки – опоры, связанные с поршневыми шатунами. Во время работы они смещаются относительно оси вала по круговой траектории.
- Щёки – вспомогательные детали, связывающие шатунные и коренные шейки. Они также предотвращают разрушение вала из-за резонансной нагрузки.
- Хвостовик – задняя часть, соединённая с шестерной отбора или маховиком для передачи мощности на движение.
- Носок – передняя часть вала, которая посредством шкива или зубчатого колеса передаёт мощность приводу газораспределительного блока и других вспомогательных механизмов.
- Противовесы – детали, необходимые для распределения нагрузки и уравновешивания массы шатунов и поршней.
Для уплотнения носка и хвостовика используются защитные сальники. Это предотвращает просачивание масла в местах выхода частей маховика за границы блока цилиндров. Вращательное движение обеспечивается тонкими стальными подшипниками скольжения. Чтобы ось вращения вала не смещалась, на одну из коренных шеек ставится упорный подшипник.
Во время работы самые большие напряжения концентрируются в месте соединения шеек и щёк. Для разгрузки его делают с галтелью – полукруглым переходом с промежуточным технологическим поясом. По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
Читайте также: Что такое маховик в автомобиле и для чего он нужен.
Для чего нужен датчик коленвала
Датчик положения коленчатого вала (ДПКВ) используется в автомобилях, которые оборудованы системами электронного управления мотором. Поскольку вращение вала сказывается на работе многих функциональных блоков и систем, своевременная подача топлива в цилиндры ДВС может улучшить ездовые характеристики. Датчик коленвала как раз отвечает за синхронизацию рабочих процессов. В различных моделях автомобилей его использование улучшает синхронизацию зажигания или топливных форсунок. Прибор передаёт на электронный блок управления данные о положении коленвала, направлении и частоте вращения.
Встречаются датчики следующих видов:
- Магнитные (индуктивного типа). Сигнал на ЭБУ формируется в момент прохождения синхронизационной метки через магнитное поле, которое формируется вокруг датчика. Система не требует отдельного питания, и может параллельно работать как датчик скорости.
- Датчики Холла (работают на эффекте Холла). Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.
- Оптические. В данном случае для синхронизации также используется зубчатый диск. Он перекрывает оптический поток, проходящий между приёмником и светодиодом. Приёмник фиксирует прерывания светового потока и передаёт в электронный блок управления импульс напряжения, соответствующий параметрам вращения вала.
Датчик коленвала устанавливается внутри корпуса двигателя, как и прочие датчики управления. Для его встраивания используется специальный кронштейн, расположенный возле приводного шкива генератора. Внешне он отличается от датчиков другого назначения наличием проводка длиной 55-70 см с особым разъёмом, который соединяет устройство с системой электронного управления.
Читайте также: Признаки неисправности датчика положения коленвала.
Видео на тему
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).
Содержание
История [ править | править код ]
Впервые столь важную механическую деталь как коленчатый вал описал и сконструировал средневековый учёный Аль-Джазари в Османской империи в 13 веке. В 1206 году в трактате «Китаб фи марифат аль-хиял аль-хандасийя» (Книга знаний об остроумных механических устройствах) описан механизм вала.
Основные элементы коленчатого вала [ править | править код ]
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатунами (для смазки шатунных подшипников имеются масляные каналы).
- Щёки — связывают коренные и шатунные шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив отбора мощности для привода газораспределительного механизма (ГРМ) и различных вспомогательных узлов, систем и агрегатов.
- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовесы — обеспечивают разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
Размеры коленчатых валов [ править | править код ]
Определяются как результат расчётов, причём часть размеров задаётся исходя из выбранной компоновки. Например, количество шатунных шеек определяется в зависимости от числа цилиндров. В многорядных двигателях (V, W, X-образных, звездообразных) одна шатунная шейка воспринимает нагрузки сразу нескольких шатунов (или одного центрального, соединённого с прицепными). Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
В многорядных двигателях (V, W, X-образных, звездообразных) одна шатунная шейка воспринимает нагрузки сразу нескольких шатунов (или одного центрального, соединённого с прицепными). Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
Стальные валы (чаще всего) имеют невысокое внутреннее демпфирование крутильных колебаний, что в некоторых случаях угрожает валу разрушением из-за резонанса при прохождении опасной зоны по числу оборотов. Поэтому валы такие снабжают демпферами крутильных колебаний, расположенными на переднем носке вала.
Кроме усталостной прочности, коленвалы должны иметь определённую площадь шеек, задающую контактное давление подшипников скольжения или качения. Максимальное контактное давление и скорость скольжения для антифрикционных материалов может быть несколько повышено при высокой твёрдости шеек и высококачественной смазке. Превышение их выше допустимых ведёт к выплавке/растрескиванию антифрикционного слоя или питтингу роликов (подшипники качения).
Диаметр шатунных шеек (исходя из упомянутых соображений) может быть увеличен косым разъёмом шатуна (что увеличивает его трудоёмкость и стоимость), длину же можно увеличить либо за счёт коренных шеек (что увеличивает контактное давление), либо увеличением расстояния между цилиндрами (что ведёт к увеличению габаритов и массы двигателя). В последние десятилетия, в связи с появлением новых высопрочных антифрикционных сплавов и высококачественных масел, длину шеек валов (а вместе с ним — и межцилиндровое расстояние) конструкторы сокращают.
Материал и технология изготовления заготовок коленчатых валов [ править | править код ]
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы [ править | править код ]
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др [1] . Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы – дешевле.
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC).
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными.
Чугунные коленчатые валы [ править | править код ]
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке [2] .
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Механическая обработка коленчатых валов [ править | править код ]
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках [3] . По окончании изготовления коленчатые валы обычно подвергают динамической балансировке в сборе с маховиком (автомобильные двигатели).
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 4-6 размеров, ранее было до 8). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки. При перешлифовке требуется соблюсти межцентровое состояние, и согласно инструкции, валы после шлифовки подлежат повторной динамической балансировке. Чаще всего это не выполняют, потому отремонтированные двигатели часто дают большую вибрацию. При шлифовании важно соблюсти форму галтелей, и ни в коем случае не прижечь их. Неправильная обработка галтелей часто приводит к разрушению коленчатого вала.
Термическая и химико-термическая обработка валов [ править | править код ]
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше) [1] . Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
Неисправности [ править | править код ]
При эксплуатации из-за разных причин могут наблюдаться такие неисправности:
- износ вала по коренным или шатунным шейкам;
- изгиб;
- разрушение вала [4] ;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер – например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Однако руководства по армейскому полевому ремонту (двигатели боевых машин) обычно предписывают индивидуальный ремонт, поэтому шатунные/коренные шейки могут иметь разный диаметр после шлифовки, и даже не иметь стандартного ремонтного размера(!). Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Разрушение вала происходит от усталостных трещин [4] , возникающих иногда из-за прижога галтелей при шлифовке. Трещины развиваются в некачественном материале (волосовины, неметаллические включения, флокены, отпускная хрупкость) либо при превышении расчётных величин крутильных колебаний (ошибки при проектировании, самостоятельная форсировка по числу оборотов дизеля). Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня [5] . Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня [5] . Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
Коленчатые валы
Коленчатый вал дизеля работает в очень сложных и тяжелых условиях. Он испытывает значительные усилия от давления газов, передающиеся ша-тунно-поршневым механизмом, от сил инерции поступательно и вращатель-но движущихся масс, а также усилия и моменты, возникающие вследствие крутильных колебаний.
Учитывая сложность изготовления и большую трудоемкость при замене коленчатых валов, к материалу и качеству их изготовления предъявляют высокие требования. Коленчатые валы дизелей изготовляют из стали ковкой или штамповкой либо из высокопрочного чугуна путем отливки. Стальные валы более надежны в эксплуатации, но трудоемки в изготовлении. Поэтому на тепловозах получили распространение литые валы из высокопрочного модифицированного чугуна (дизели типов Д100, Д49). За счет уменьшения отходов на их изготовление затрачивается в три раза меньше металла, чем на изготовление стальных валов. (При изготовлении стального вала дизеля ПД1М из заготовки массой 13 т в отходы идет около 86 % металла.)
Изготовление коленчатых валов литьем позволяет с наименьшими затратами получить наиболее приемлемую форму щек кривошипов и более рациональное распределение металла за счет выполнения коренных и шатунных шеек пустотелыми, что уменьшает массу валов при сохранении относительно высокой прочности. Для повышения прочности вала на изгиб галтели шеек вала специально упрочняют накаткой роликами. Шейки коленчатого вала дизелей типа Д49 азотируют для повышения износостойкости.
Рис. 58. Коленчатый вал дизеля 1А-5Д49:
1 — антивибратор; 2 — шестерня; 3 — сухарь; 4 — пакет пластин; 5, 6 — диски дизель-генераториой муфты; 7 — направляющие кольца; а — коренная шейка; б — шатунная шейка; в — щека; г — противовесы
Коленчатые валы дизелей 10Д100 (нижний и верхний) по конструкции и размерам шеек одинаковы. Отличаются они концевыми частями. Валы имеют по двенадцать коренных и десять шатунных шеек, кривошипы которых смещены каждый друг относительно друга на 36° в соответствии с порядком работы цилиндров, что обеспечивает равномерную работу коленчатых валов. Поверхности трения шатунных шеек валов соединены с поверхностями смежных коренных шеек двумя косыми каналами, по которым масло поступает к шатунным подшипникам в двух противоположных точках, обес-
Отличаются они концевыми частями. Валы имеют по двенадцать коренных и десять шатунных шеек, кривошипы которых смещены каждый друг относительно друга на 36° в соответствии с порядком работы цилиндров, что обеспечивает равномерную работу коленчатых валов. Поверхности трения шатунных шеек валов соединены с поверхностями смежных коренных шеек двумя косыми каналами, по которым масло поступает к шатунным подшипникам в двух противоположных точках, обес-
печивая надежность смазывания бес-канавочных вкладышей, а также охлаждение поршней. Одиннадцатая шатунная шейка служит для установки опорно-упорного подшипника. Упором для подшипника является фланец, на обоих валах, служащий одновременно для крепления конической шестерни вертикальной передачи. К фланцу верхнего вала на болтах укрепляется ведущий фланец со шлицами для привода торсионного вала редуктора воздухонагнетателя второй ступени.
К заднему фланцу нижнего вала прикреплен ведущий диск дизель-генераторной муфты. Направляющим
Рис. 59. Коицевые части коленчатого вала дизеля 1А-5Д49:
а _ передний конец; б — задний конец; 1 — уплотнительные кольца; 2 — шлицевая втулка; 3 — заглушка; а — упорный бурт; б — каналы для смазывания 10-й шейки; в — полость
Рис. 60. Коленчатый вал дизеля ПД1М:
1 — валоповоротный диск; 2 — ушки; 3 — коренная шейка; 4 — шатунная шейка; б — бугели крепления шестерни; в — маслоотбойный бурт; 7 — фланец; 8 — шестерня; 9 — канал для прохода масла кольцевым буртом вал центрируется в обойме на валу якоря генератора. В передней части нижнего коленчатого вала установлен антивибратрр. Шестерня, устанавливаемая на шпонке на верхнем валу, служит для привода валов топливных насосов.
Коленчатый вал дизелей типа 5Д49 (рис. 58) для уменьшения внутренних изгибающих моментов в блоке цилиндров и уменьшения нагруженно-сти коренных подшипников от сил инерции движущихся масс на первой, восьмой, девятой и шестнадцатой щеках имеют противовесы г, отлитые заодно со щеками. Девятая коренная шейка вала является одновременно упорной.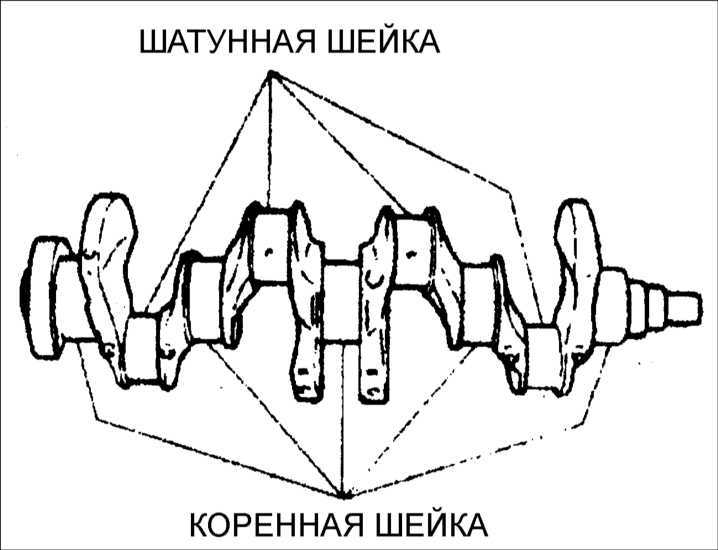 Ее бурты а (рис. 59) ограничивают осевое перемещение вала. В переднем торце вала установлена втулка 2 со шлицами, которая через шлицевой вал передает вращение шестерням привода насосов. Шестерня 2 (см. рис. 58), установленная между девятой и десятой коренными шейками, приводит во вращение шестерни привода распределительного вала. Масло к шейкам шатунных подшипников поступает через отверстия в шейках вала. К десятой коренной шейке масло подходит от соседней девятой через два отверстия б (см. рис. 59), выполненные в теле вала без сообщения с полостью в. Полость в с торца вала закрыта заглушкой 3 с резиновыми уплотнительными кольцами 1.
Ее бурты а (рис. 59) ограничивают осевое перемещение вала. В переднем торце вала установлена втулка 2 со шлицами, которая через шлицевой вал передает вращение шестерням привода насосов. Шестерня 2 (см. рис. 58), установленная между девятой и десятой коренными шейками, приводит во вращение шестерни привода распределительного вала. Масло к шейкам шатунных подшипников поступает через отверстия в шейках вала. К десятой коренной шейке масло подходит от соседней девятой через два отверстия б (см. рис. 59), выполненные в теле вала без сообщения с полостью в. Полость в с торца вала закрыта заглушкой 3 с резиновыми уплотнительными кольцами 1.
К переднему фланцу коленчатого вала на болтах крепится антивибратор [вязкого трения у дизеля 1А-5Д49 (см. рис. 58, поз. 1) и комбинированный — у 2А-5Д49]. К заднему фланцу также на болтах укреплен зубчатый диск 5 валоповоротного механизма с дизель-генераторной муфтой.
Коленчатый вал дизеля ПД1М (рис. 60) откован из стали 40. Кривошипы шатунных шеек повернуты один относительно другого на 120°. При этом получается, что каждые два кривошипа одинаково направлены. Это значит, что вспышка топлива, например, происходит одновременно в двух цилиндрах. Коренные шейки четвертого и седьмого коренных подшипников шире остальных. Четвертая шейка воспринимает инерционные силы от движущихся масс двух цилиндров — третьего и четвертого. Седьмая же шейка воспринимает часть массы якоря генератора и является еще и упорной. Она заканчивается буртом, удерживающим коленчатый вал от осевых смещений.
Для уменьшения массы вала в шатунных шейках высверлены каналы. Коренные шейки сплошные. Для подвода масла от коренных шеек к шатунным выполнены наклонные каналы 9 с вставленными в них трубками. На заднем конце вала имеется фланец 7 для присоединения к якорю генератора. Два отверстия во фланце с резьбой служат для рассоединения коленчатого вала и якоря генератора отжимными болтами. Между фланцем отбора мощности и седьмой коренной шейкой установлена разъемная шестерня 8 со спиральными зубьями, передающая вращение распределительному валу, валам топливного и водяного насосов.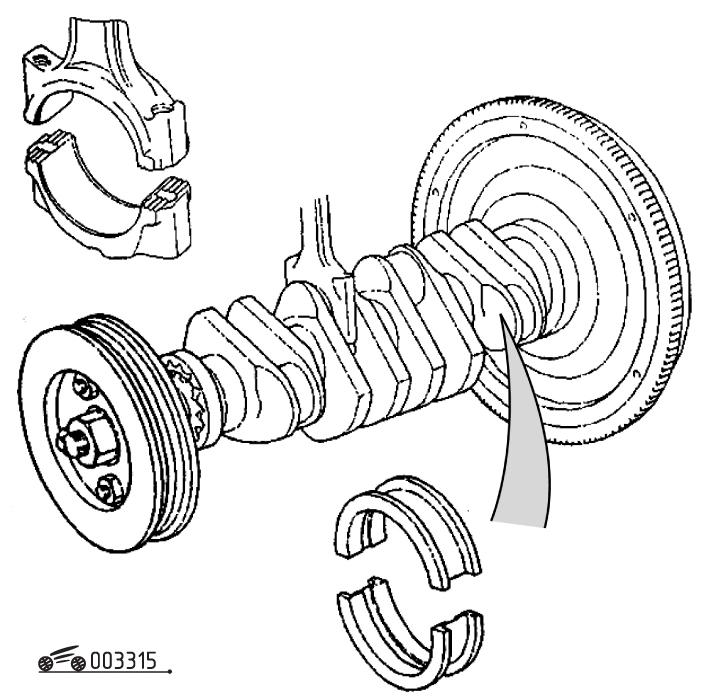
На переднем конце вала болтами прикреплен валоповоротный диск 1, имеющий по наружной цилиндрической поверхности двенадцать глухих отверстий, куда вставляют монтажный
Рис. 61. Коренные вкладыши дизеля 10Д100; а. б — рабочие бесканавочные: в — нерабочий канавочный; г — упорный лом при повороте коленчатого вала вручную. Внешний торец диска 1 имеет два выштампованных ушка 2 со сменными кулачками, служащими во-дилом поводка вала масляного насоса и шкива привода редуктора вентилятора охлаждающего устройства.
⇐ | Втулки цилиндров блока | | Тепловозы: Механическое оборудование: Устройство и ремонт | | Коренные подшипники | ⇒
Коленчатый вал — RacePortal.ru
Шейки подшипников, в которых коленчатый вал вращается в блоке цилиндров, называются коренными шейками. Шейки подшипников, вращающиеся внутри нижней (большой) головки шатуна, называются шатунными шейками.
Именно коленчатый вал превращает возвратно-поступательное движение поршня в круговое вращение. Расстояние между осями коренных и шатунных шеек, называемое радиусом кривошипа (R), является одним из основных технических показателей коленчатого вала и всего двигателя. Длина хода поршня в цилиндре, равная удвоенной величине радиуса кривошипа, зависит только от этого показателя. А от длины хода поршня зависит объём цилиндра двигателя. Изменяя длину радиуса кривошипа, при неизменном диаметре цилиндра, можно изменять объём цилиндров двигателя. При этом, правда, изменяются некоторые технические характеристики двигателя, изменение которых можно использовать в необходимом направлении. При конструировании двигателя, для достижения желаемых технических характеристик, очень тщательно подбирается соотношение между длиной хода поршня и диаметром цилиндра. Двигатели, в которых ход поршня больше диаметра цилиндра, называются длиноходными. Двигатели, у которых ход поршня меньше диаметра цилиндра, называются короткоходными. Короткоходные двигатели позволяют поднять скорость вращения двигателя и благодаря этому увеличить максимальную мощность двигателя, но длиноходные двигатели имеют больший крутящий момент в диапазоне низких оборотов и они более экономичны.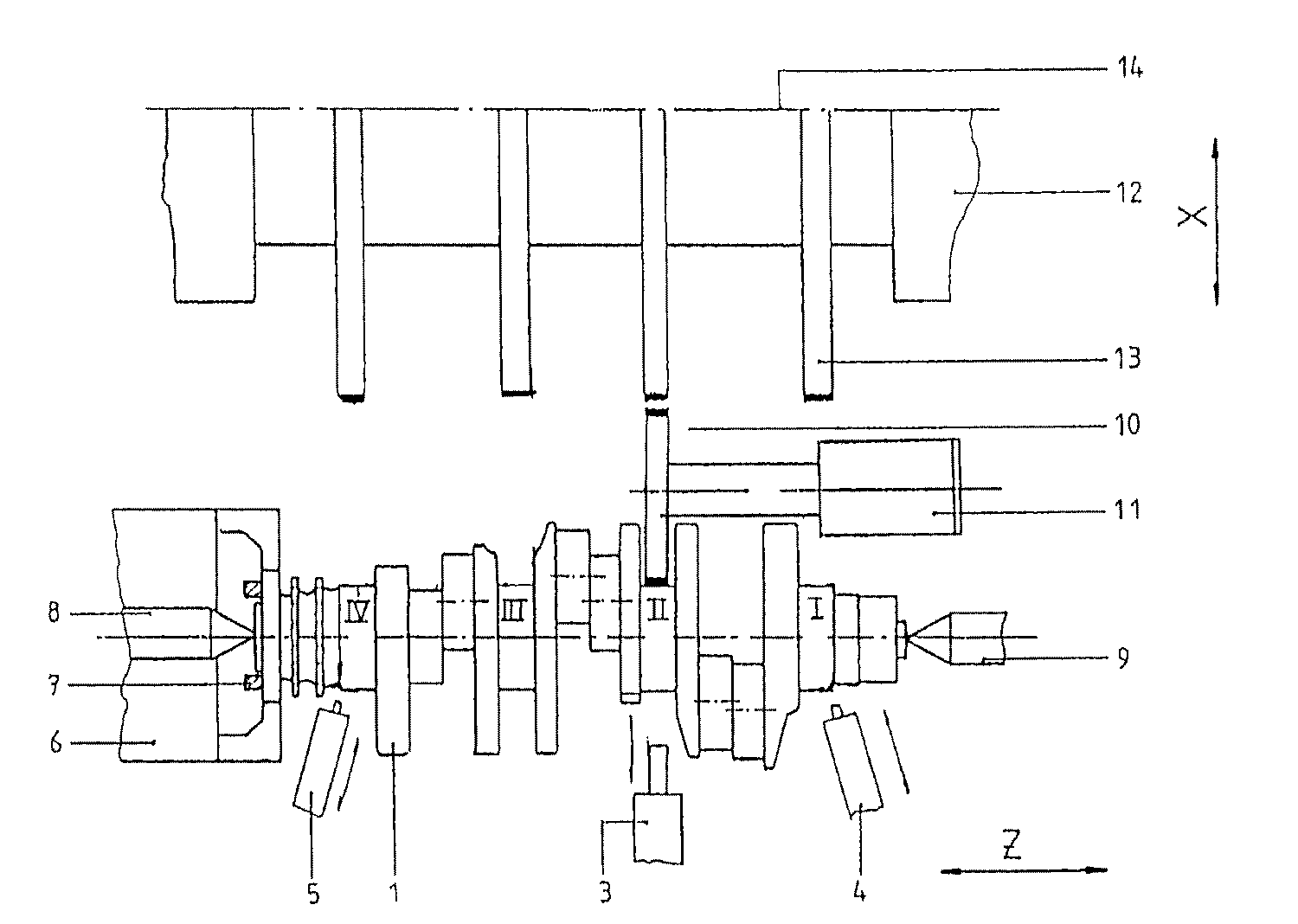 Это ещё один из примеров, что конструкторская работа это постоянное нахождение компромиссов в технике.
Это ещё один из примеров, что конструкторская работа это постоянное нахождение компромиссов в технике.
Далее мы убедимся, что изменение одного параметра двигателя (и автомобиля) почти всегда приводит к изменению других его параметров, причём, чаще всего, не в лучшую сторону, что довольно часто не учитывают специалисты по тюнингу.
Во время работы двигателя на коленчатый вал воздействуют очень большие изгибающие и закручивающие нагрузки, поэтому вал должен быть очень прочным. Способность вала сопротивляться нагрузкам зависит от материала, из которого сделан вал и от его конструкции, при этом стоимость изготовления вала тоже имеет большое значение в конкурентной борьбе.
Если с каждой стороны шатунной шейки находится коренная шейка, такой вал называется полноопорным. Ясно, что он будет лучше противостоять изгибающим нагрузкам. Коленчатый вал двигателя V8 значительно короче коленчатого вала рядного 8-ми цилиндрового двигателя, поэтому его способность сопротивляться закручивающим нагрузкам будет значительно выше. Для исключения концентрации напряжений, способных разрушить вал, переход каждой поверхности вала в другую (галтели) осуществляется под некоторым радиусом.
Сопряжение поверхностей
1.Поверхности радиального вкладыша 2.Галтель 3.Поверхность упорного вкладыша
Материалы, из которых изготовлен коленчатый вал
Прочность коленчатого вала зависит не только от его конструкции, но и от материалов, из которых изготовлен коленчатый вал. Подбор необходимого материала ещё один из примеров компромисса. Чаше всего возникает компромисс между ценой и прочностью, но при этом, для обеспечения необходимой надёжности, необходимо учитывать степень форсированности двигателя, весовые и геометрические характеристики вала. Коленчатый вал двигателей серийных автомобилей, в целях обеспечения расчётной себестоимости производства, изготавливается из литого чугуна. Двигатели более форсированных спортивных автомобилей имеют коленчатый вал, изготовленный методом ковки из низколегированной стали. Кованные коленчатые валы имеют явное преимущество по весовым, габаритным и прочностным характеристикам перед валами, изготовленными методом литья, поэтому эти валы, в последнее время, находят большее применение. Иногда, когда цена не имеет доминирующего значения, коленчатый вал может быть изготовлен методом точения и другой механической обработки, из целого куска высококачественной стали. При этом большая часть дорогого материала идёт в отходы, но так создаются дорогие валы для дорогих двигателей.
Кованные коленчатые валы имеют явное преимущество по весовым, габаритным и прочностным характеристикам перед валами, изготовленными методом литья, поэтому эти валы, в последнее время, находят большее применение. Иногда, когда цена не имеет доминирующего значения, коленчатый вал может быть изготовлен методом точения и другой механической обработки, из целого куска высококачественной стали. При этом большая часть дорогого материала идёт в отходы, но так создаются дорогие валы для дорогих двигателей.
Как коренные, так и шатунные шейки коленчатого вала, вращаются в подшипниках скольжения. Есть очень небольшое количество коленчатых валов, вращающихся в подшипниках качения, но широкого распространения такие конструкции не имеют. Коленчатый вал, предназначенный для установки в подшипники качения должен быть разборным и поэтому иметь довольно сложную и не совсем надёжную конструкцию. Вращающиеся в подшипниках скольжения, шейки коленчатого вала должны иметь поверхность, имеющую очень высокую способность сопротивления износу. Поэтому эти поверхность, как и поверхности, контактирующие с сальниками, подвергаются различным способам поверхностного упрочнения, чаше всего закалкой при помощи токов высокой частоты, азотированием и качественной механической обработкой.
Конструкция коленчатого вала
Конструкция коленчатого вала очень сильно зависит от количества цилиндров двигателя и их конфигурации. От этого зависит количество и расположение коренных и шатунных шеек, а, например, в двигателях V6, в которых поршни двух рядов цилиндров подсоединены к общему коленчатому валу, в зависимости от угла развала блока цилиндров, имеется угловое смещение шатунных шеек по окружности вала. Расположение шатунных шеек также зависит от порядка работы цилиндров двигателя. В американских двигателях V8 применяется коленчатый вал, напоминающий крест, в то время как на европейских двигателях V8 спортивных автомобиле применяется плоский коленчатый вал.
Но в конструкции всех коленчатых валов есть много общего. Подшипники качения коренных и шатунных шеек имеют вкладыши, изготовленные из стальной ленты с внутренней поверхностью из износостойкого материала с низким коэффициентом трения. При наличии необходимой смазки, вкладыши обеспечивают легкое вращение вала в подшипниках продолжительное время. Для предотвращения проворачивания вкладышей подшипников вкладыши имеют специальные выступы, которые устанавливаются в выемки корпуса подшипников, но на некоторых современных двигателях применяются вкладыши, фиксируемые только за счёт тугой посадки. Во время ремонта, при необходимости, сильно изношенные вкладыши можно заменить. Более того, выпускаются специальные ремонтные вкладыши нескольких ремонтных размеров увеличенной толщины, которые позволяют проводить перешлифовку шеек коленчатого вала, что значительно снижает стоимость ремонта, поскольку новый коленчатый вал стоит достаточно дорого.
Подшипники качения коренных и шатунных шеек имеют вкладыши, изготовленные из стальной ленты с внутренней поверхностью из износостойкого материала с низким коэффициентом трения. При наличии необходимой смазки, вкладыши обеспечивают легкое вращение вала в подшипниках продолжительное время. Для предотвращения проворачивания вкладышей подшипников вкладыши имеют специальные выступы, которые устанавливаются в выемки корпуса подшипников, но на некоторых современных двигателях применяются вкладыши, фиксируемые только за счёт тугой посадки. Во время ремонта, при необходимости, сильно изношенные вкладыши можно заменить. Более того, выпускаются специальные ремонтные вкладыши нескольких ремонтных размеров увеличенной толщины, которые позволяют проводить перешлифовку шеек коленчатого вала, что значительно снижает стоимость ремонта, поскольку новый коленчатый вал стоит достаточно дорого.
Вкладыши коренных подшипников имеют масляные канавки, по которым масло от коренных подшипников, через каналы в коленчатом валу, поступает к шатунным подшипникам. В последнее время канавку стали делать только в одном нижнем вкладыше. Это делается для снижения удельного давления на нижний, более нагруженный вкладыш, поскольку отсутствие масляной канавки увеличивает площадь поверхности вкладыша, контактирующей с поверхностью шейки вала. При установке вкладышей вкладыш без масляной канавки устанавливается в крышку коренного подшипника.
Специальные упорные полукольца (вкладыши) предотвращают осевое перемещение коленчатого вала. Эти упорные полукольца так же выпускаются увеличенной ремонтной толщины.
Коренные подшипники вала устанавливаются в постели, изготовленные непосредственно в блоке цилиндров. Сверху коренная шейка вала крепится крышкой коренного подшипника. При производстве базовые отверстия всех коренных подшипников обрабатывается одновременно, за один проход режущего инструмента. Поэтому не допускается замена крышек коренных подшипников, их перестановка в одном комплекте и установка их другой стороной. Перед снятием крышек коленчатого вала убедитесь, что на крышках имеются соответствующие установочные метки, однозначно определяющие место и направление установки каждой крышки. При отсутствии таких меток нанесите соответствующие метки самостоятельно, используя методы, описанные в специальной литературе. Предпочтительно не использовать метод кернения для нанесения меток на крышки коренных или шатунных подшипников. Лучше использовать специальные фломастеры, краску или алмазные надфили, но при этом необходимо учитывать, что перед сборкой все детали двигателя промываются в растворителях, в результате чего фломастер может быть смыт.
Перед снятием крышек коленчатого вала убедитесь, что на крышках имеются соответствующие установочные метки, однозначно определяющие место и направление установки каждой крышки. При отсутствии таких меток нанесите соответствующие метки самостоятельно, используя методы, описанные в специальной литературе. Предпочтительно не использовать метод кернения для нанесения меток на крышки коренных или шатунных подшипников. Лучше использовать специальные фломастеры, краску или алмазные надфили, но при этом необходимо учитывать, что перед сборкой все детали двигателя промываются в растворителях, в результате чего фломастер может быть смыт.
Нелишне напомнить, что затягиваются болты крепления крышек строго установленным моментом затяжки при помощи динамометрического ключа. Всё сказанное относится также и к крышкам шатунов.
Ранее было сказано, что вкладыши подшипников надёжно работают только при обеспечении необходимой смазки. Поэтому все коленчатые валы имеют внутренние масляные каналы, по которым масло под давлением подаётся от шейки коренного подшипника к шейке шатунного подшипника, а, иногда, по внутренним каналам шатунов подводится к верхней головке шатуна для смазывания поршневого пальца. К постелям коренных подшипников масло подаётся по масляным каналам блока цилиндров.
Во время работы двигателя поршень, с сопутствующими деталями совершает возвратно-поступательное движения. Для уравновешивания сил инерции этих деталей в вертикальном направлении, коленчатый вал изготавливается со специальными противовесами. Правда, при этом возникают горизонтальные колебания, но об этом будем говорить позже. К торцу заднего конца коленчатого вала крепится маховик или пластина крепления гидротрансформатора, при наличии автоматической коробки передач, с которых снимается полезная мощность двигателя. Если автомобиль укомплектован ручной коробкой передач и, соответственно маховиком, в торец заднего конца коленчатого вала вставляется передний подшипник первичного вала коробки передач. Спереди и сзади коленчатого вала имеются цилиндрические поверхности, контактирующие с уплотняющими кромками сальников, исключающих утечку масла из картера двигателя. Эти поверхности должны быть отполированы, и не иметь даже мельчайших неровностей или царапин. Кроме того, они должны быть строго параллельны центральной оси коленчатого вала. При наличии радиального биения этих поверхностей сальники быстро разбиваются, в результате чего появляется течь масла.
Спереди и сзади коленчатого вала имеются цилиндрические поверхности, контактирующие с уплотняющими кромками сальников, исключающих утечку масла из картера двигателя. Эти поверхности должны быть отполированы, и не иметь даже мельчайших неровностей или царапин. Кроме того, они должны быть строго параллельны центральной оси коленчатого вала. При наличии радиального биения этих поверхностей сальники быстро разбиваются, в результате чего появляется течь масла.
Во время работы многоцилиндрового двигателя рабочий такт в разных цилиндрах происходит поочерёдно в соответствии с порядком работы цилиндров. При этом возникают переменные усилия, старающиеся закрутить коленчатый вал, в результате этих усилий в валу возникают крутильные колебания.
Для противодействия крутильным колебаниям, на передний конец вала устанавливается гаситель крутильных колебаний, представляющий собой две массивные детали, соединённые упругим (резиновым) элементом. Чаще всего гаситель крутильных колебаний встроен в шкив привода вспомогательных агрегатов. Одновременно шкив служит задающим ротором датчика положения коленчатого вала.
Но в последнее время появились двигатели, в которых гаситель крутильных колебаний расположен в нутрии картера двигателя. В этом случае в виде упруго элемента применяется не резиновая вставка и цилиндрические пружины, установленные между внутренней и наружной частью гасителя. Гаситель крутильных колебаний, поглощая большое количество энергии, нагревается, поэтому гаситель, установленный внутри блока цилиндров, часто охлаждается струёй масла.
Гаситель крутильных колебаний
- Зубцы задающего ротора датчика положения коленчатого вала
- Наружный маховик гасителя крутильных колебаний
- Втулка
- Резиновый упругий элемент
- Шкив ремня привода вспомогательных механизмов
- Ступица гасителя крутильных колебаний
Коленчатый вал — 2.Датчик положения коленчатого вала — 1.Гаситель крутильных колебаний
На передний конец коленчатого вала устанавливаются ведущие элементы привода газораспределительного механизма (зубчатые шкивы или звёздочки) и насоса системы смазки двигателя, также на передний конец коленчатого вала устанавливается шкив ремня привода вспомогательных агрегатов.
Полноопорный коленчатый вал двигателя R4
- Фланец для подсоединения маховика
- Уплотняющая поверхность заднего сальника
- Коренные шейки
- Шатунные шейки
- Отверстие масляного канала коренной шейки
- Отверстие масляного канала шатунной шейки
- Противовес
- Удаление металла при балансировке
- Уплотняющая поверхность переднего сальника
Неполноопорный коленчатый вал двигателя R4
У этого коленчатого вала отсутствует коренная шейка между второй и третьей шатунными шейками.
Этот вал применялся на двигателе автомобиля Победа (М-20).
Расположение вкладышей коренных подшипников коленчатого вала
- Верхние вкладыши (с канавками)
- Масляные канавки (зелёные)
- Верхние упорные вкладыши
- Коленчатый вал
- Внутренние масляные каналы
- Нижние вкладыши (без канавок)
- Нижние упорные вкладыши
Установка осевого упорного вкладыша
- Верхние радиальные вкладыши
- Верхние осевые упорные вкладыши
- Коленчатый вал
- Нижние радиальные вкладыши
- Нижние осевые упорные вкладыши
- Крышки коренных подшипников
- Болт крышки, работающий за пределом текучести.
Коленчатый вал двигателя V8
У коленчатого вала двигателя V8 совместная шатунная шейка двух противоположных цилиндров имеет форму цилиндра.
Коленчатый вал двигателя V6
Шатунная шейка двух противоположных цилиндров коленчатого вала двигателя V6 разделена на две части, сдвинутых относительно друг друга на несколько градусов по окружности кривошипа относительно друг друга.
Передний подшипник первичного вала механической коробки передач, установленный в задний торец коленчатого вала
- Дистанционная проставка
- Коленчатый вал
- Защитная крышка
- Шариковый подшипник
- Болт крепления маховика
- Маховик
Измерение осевого люфта коленчатого вала
Установите штатив индикатора. Если блок цилиндров чугунный установите штатив на магнитной основе,если блок цилиндров из алюминиевого сплава установите кронштейн, используя любое резьбовое отверстие блока цилиндров. Используя шлицевую отвёртку как рычаг, до упора сдвиньте коленчатый вал в сторону передней части двигателя. Установите индикатора на «0». Для измерения осевого люфта при помощи отвёртки переместите вал назад. Определите показание индикатора. Если удобно, индикатор можно установить и на переднюю стенку блока цилиндров.
Снятие и установка коленчатого вала
Перед снятием коленчатого вала замерьте и запишите осевой люфт вала, это несколько облегчит подбор толщины упорных осевых вкладышей. Определите нахождение меток на крышках коренных подшипников и блоке цилиндров, определяющих место и направление установки крышек коренных подшипников. В случае отсутствия таких меток (что бывает крайне редко), нанесите метки, однозначно определяющие расположение крышек.
Будьте осторожны, не путайте метки расположения крышки на блоке с метками размерной группы установленных вкладышей, которые могут иметь цифровое обозначение. В случае необходимости обратитесь к руководству по ремонту автомобиля.
Снимите все детали, мешающие снятию коленчатого вала: шкив привода вспомогательных агрегатов с гасителем крутильных колебаний, зубчатый шкив или звёздочку привода газораспределительного механизма, передний и задний сальники коленчатого вала и маховик. Иногда необходимо снять маслоприемник масляного насоса, отдельный задающий ротор датчика положение коленчатого вала и другие детали, указанные в руководстве по ремонту.
В некоторых руководствах по ремонту (мануалах) указывается очерёдность и метод откручивания болтов крышек коренных подшипников коленчатого вала, но в большинстве руководств это не упоминается. Но, даже если в руководстве очерёдность откручивания болтов не указана, это совсем не значит, что можно откручивать болты в любой очерёдности. Просто составители руководств справедливо считают, что профессиональный автомеханик знает, как это правильно делается. Но у нас часто и профессиональные мотористы откручивают болты, начиная с одного края и до другого края за один проход. Довольно часто приходится слышать возражения, я так делаю 20 лет, и все собранные мной двигатели работали нормально. Это не совсем так, может при правильной сборке срок службы двигателя, зависящий от многих причин, мог быть больше или вибрации двигателя были бы меньше.
Если в руководстве по ремонту конкретного двигателя указана очерёдность откручивания болтов, выполняйте указания руководства. Если подобных указаний нет, откручивайте болты по спирали, начиная от краёв и постепенно перемещаясь к центру. Не откручивайте болты сразу за один проход, болты необходимо откручивать за несколько проходов. При первом проходе, перемещаясь строго по спирали, отверните каждый болт не более чем на 1/4 оборота. При втором проходе ещё несколько ослабьте затяжку болтов и только при третьем, или лучше четвёртом, проходе выверните болты полностью и снимите.
Метод спирали также используется при снятии и установке различных крышек и корпусных деталей. При этом при снятии начинайте откручивать крепёжные элементы, болты или гайки с краёв, постепенно с двух сторон перемещаясь к центру, а при установке начинайте затягивать крепёжные элементы, начиная от центра и перемещаясь к краям.
Снимите крышки коренных подшипников, не допуская падения вкладышей, и расположите их строго в последовательности как они стояли на двигателе.Снимите коленчатый вал. Если предполагается последующая установка снятого коленчатого вала совместно со старыми вкладышами, извлеките вкладыши из постелей блока цилиндров и расположите их так, чтобы была возможность установки каждого вкладыша именно на то место, откуда он был снят при разборке. Даже если вкладыши будут меняться, всё равно расположите снятые вкладыши в порядке из расположения на двигателе. Анализ состояния и износа вкладышей поможет определить некоторые неисправности двигателя.
Если коленчатый вал имеет общий корпус крышек коренных подшипников, как находящийся внутри масляного поддона, так и являющийся структурой двигателя, откручивайте болты строго в очерёдности, указанной в руководстве по ремонту и также за несколько проходов. Если руководством по ремонту допускается повторная установка болтов, сделайте из картона шаблон с отверстиями соответствующий по форме блоку крышек коренных подшипников, и устанавливайте каждый снятый болт в необходимое отверстие. Болты крепления блока крышек могут отличаться не только по диаметру, но и по шагу резьбы, общей длине болта или длины резьбовой части. При сборке каждый болт необходимо устанавливать строго на то место, откуда он был снят при разборке.
Тщательно проверьте состояние всех элементов – коленчатого вала, крышек коренных подшипников, радиальных и осевых вкладышей, болтов крепления крышек коренных подшипников.
Проявляйте особую осторожность при снятии коленчатого вала, не допускайте повреждения полированных поверхностей шеек подшипников или контактных поверхностей переднего и заднего сальников.
Очередность откручивания болтов
Очерёдность затяжки болтов
Проверка коленчатого вала
Визуально проверьте состояние поверхностей коленных и шатунных шеек на наличие рисок и задиров. Проверьте состояние упорных поверхностей коленчатого вала, контактирующих с осевыми упорными вкладышами. При помощи нутромера с часовым индикатором замерьте расстояние между опорными поверхностями вала, контактирующими с осевыми упорными вкладышами.
Проверьте поверхности, контактирующие с уплотняющими кромками переднего и заднего сальников коленчатого вала. Проверьте посадочные поверхности маховика, зубчатого шкива или звёздочки и гасителя крутильных колебаний. При обнаружении повреждения указанных поверхностей вал необходимо заменить или отремонтировать.
При помощи микрометра проведите необходимые замеры всех коренных и шатунных шеек для определения недопустимого износа, конусности и овальности шеек. На каждой шейке необходимо произвести не менее четырёх замеров. Диаметр шейки измеряется с каждой стороны шейки в двух перпендикулярных направлениях. После замеров вычтите из большего размера меньший и определите конусность и овальность каждой шейки. Для определения износа учитывайте самый меньший диаметр из измеренных. Сравните полученные значения износа, конусности и овальность с данными в руководстве по ремонту. Если хоть одно из полученных значений превышает установленную норму, вал необходимо заменить или отремонтировать. Установите коленчатый вал в центры или на V-образные призмы.
Установите индикатор точно по середине центральной коренной шейки и замерьте радиальное биение вала. Действительное радиальное биение вала равно половите значения, замеренного индикатором. Если радиальное биение вала превышает норму, указанную в руководстве, вал необходимо заменить или отремонтировать.
Не только ремонт, но и указанные проверки лучше выполнять в условиях специальных предприятий, имеющих точный мерительный инструмент, специальные станки и квалифицированный, по данному роду работ, персонал.
Измерение износа опорных поверхностей
Проверка состояния коренных и шатунных шеек. 1 – Шейка с задирами 2 – Исправная шейка
Проверка радиального биения вала
- Индикатор
- Штатив индикатора
- Проверяемый коленчатый вал
- Центры или V-образные призмы
- Ось идеального вала
- V-образные призмы
- Действительная ось коленчатого вала
Установите коленчатый вал в центры или на V-образные призмы. Установите штатив индикатора напротив центральной коренной шейки. Прижмите щуп индикатора к поверхности шейки. Медленно поворачивая коленчатый вал, при помощи индикатора определите самое низкое положение центра вала. Установите шкалу индикатора на «0». Медленно поворачивая коленчатый вал, определите самое высокое положение вала. Считайте показание индикатора. Истинное биение вала равно половине показания индикатора. Сравните вычисленное биение вала с техническими требованиями.
Ремонтные размеры
Многие заводы-изготовители двигателей выпускают вкладыши подшипников коренных и шатунных шеек коленчатого вала ремонтных размеров. Эти вкладыши имеют увеличенную толщину. Для отечественных автомобилей обычно выпускаются вкладыши одного номинального и четырёх ремонтных размеров. Вкладыши ремонтных размеров имеют обозначения: +0,25; +0,50; +0,75 и +1,0. При ремонте коленчатого вала шейки вала перешлифовываются так, чтобы соответствовать ремонтному размеру после устранения всех выявленных геометрических искажений формы шеек вала. Обратите внимание, что ремонтный размер указывает изменение диаметра шейки, а не толщины вкладыша. То есть каждый вкладыш +0,25 будет толще номинального не на 0,25 мм, а на 0,25 / 2 = 0,125 мм, что соответствует уменьшению внутреннего диаметра подшипника на 0,25 мм.
Соответственно шейки вала ремонтных размеров имеют обозначение -0,25; -0,50; -0,75 и -1,0. В этом случае диаметр шейки вала изменяется именно на указанную величину.
Так же выпускаются ремонтные осевые упорные вкладыши (полукольца) увеличенной толщины. Эти вкладыши предназначены для регулирования осевого люфта коленчатого вала.
Некоторые заводы-изготовители вкладыши ремонтных размеров не выпускают. В этом случае при обнаружении того, что геометрические размеры шеек вала выходят за установленные ограничения, необходимо заменить коленчатый вал.
Не путайте вкладыши ремонтных размеров с вкладышами селективной подборки, обычно имеющие цветовые метки, также имеющие некоторые различия по толщине. Вкладыши селективной подборки предназначены для точного подбора необходимого зазора в подшипнике, с учетом в различия в точности обработке диаметра коренных и шатунных шеек.
Если приходится ремонтировать автомобиль, ранее принадлежащий другому владельцу, вполне возможно, что коленчатый вал уже подлежал ремонту. Поэтому после снятия коленчатого вала обязательно замерьте диаметр шеек, и определите, к какому ремонтному размеру относится вал.
Зазор в коренных и шатунных подшипниках
Масло, поступающее в подшипники скольжения коренных и шатунных шеек, выполняет три функции, смазывает трущиеся поверхности, вымывает продукты износа трущихся поверхностей и производит охлаждение трущихся поверхностей. Поэтому, для обеспечения необходимого охлаждения подшипника, при конструировании двигателя, в зависимости от степени форсирования двигателя, определяется количество масла, проходящего через подшипник скольжения. Это количество регулируется зазором в подшипнике. Некоторые форсированные двигатели для увеличения общего количества проходящего через подшипник масла имеют специальную канавку для отвода масла из зазора подшипника.
Обычно зазор в коренных и шатунных подшипниках указывается в руководстве по ремонту автомобиля. При ремонте двигателя в условиях специализированного предприятия специалисты, производящие перешлифовку коленчатого вала, обеспечиваю необходимый зазор в подшипнике.Определения зазора в подшипнике при помощи измерения отверстия при помощи нутромера и измерения диаметра шейки при помощи микрометра
Установка вкладыша в крышку коренного подшипника
Измерение внутреннего диаметра коренных подшипников
Направление измерений внутреннего диаметра коренного подшипника для определения износа, овальности и конусности
Измерение диаметра коренной шейки при помощи микрометра для определения износа, овальности и конусности шейки.
Для измерения зазора, убедившись в чистоте всех деталей, установите вкладыши в постели подшипников в блоке цилиндров и в крышки коренных подшипников. Вставьте фиксирующие выступы вкладышей в специальные выемки в постели и крышке подшипника. Вкладыши некоторых двигателей не имеют фиксирующих выступов, в таких двигателях вкладыши удерживаются от прокручивания за счёт затяжки крышки подшипника. В этом случае измеряется на соответствие технической норме выступание вкладыша относительно соединительной поверхности.
Затяните болты крышек коренных подшипников моментом затяжки, указанным в руководстве по ремонту. При помощи нутромера замерьте внутренние диаметры всех коренных подшипников и запишите результаты измерений. Проводите измерение в направлениях указанных на рисунке, это поможет определить правильность установки вкладышей подшипников.
При помощи микрометра замерьте наружный диаметр шейки вала и запишите результаты измерений. Для определения зазора в каждом подшипнике вычтите из диаметра отверстия диаметр соответствующей шейки вала.
Не зависимо от того, каким способом подбирались вкладыши, для обеспечения необходимого зазора, при помощи подбора вкладышей с использованием цветовых меток или при помощи измерения обязательно проведите окончательное измерение зазора при помощи индикаторной пластмассовой проволоки «Plastigage».
Измерение зазора в подшипнике при помощи «Plastigage»
Установка измерительной проволоки «Plastigage»
Измерение ширины расплющенной проволоки и определение зазора в подшипнике
Определение зазора в коренных и шатунных подшипниках при помощи пластиковой проволоки «Plastigage» можно считать не только самым точным, но и самым дешёвым способом. Для его проведения не требуется приобретения дорогого мерительного инструмента. Многие заводы-изготовители рекомендуют обязательно проводить окончательный контроль зазора в подшипниках только этим способом. Во многих странах измерение зазоров при помощи «Plastigage» производится уже более 30 лет.
Измерительная пластиковая проволока «Plastigage» имеет точную калибровку по диаметру и имеет стабилизированные физические свойства по всей длине проволоки в широком диапазоне температур. Разумеется, её применение при отрицательных температурах не рекомендуется, поскольку при низких температурах проволока «Plastigage» меняет свои физические свойства и становится хрупкой. Не следует проводить подобные измерения также при очень высокой температуре. Хрупкой проволока может стать также в результате длительного хранения.
Внимание! Перед началом измерения зазора внимательно ознакомьтесь с инструкцией по применению измерительной проволоки «Plastigage». Измерительная проволока может быть предназначена для измерения ограниченного диапазона зазоров.
Перед проверкой тщательно очистите и обезжирьте все детали – коленчатый вал, вкладыши подшипников и места установки вкладышей, как в блоке цилиндров, так и в крышках коренных подшипников, при измерении зазоров в коренных подшипниках. При измерении зазоров в шатунных подшипниках, соответственно, очистите места установки вкладышей в шатунах и крышках шатунов. Убедитесь, что под вкладыши не попали никакие посторонние материалы. Наличие посторонних материалов не только исказит результаты измерения, но и в дальнейшем ускорит износ вкладыша.
Не применяя никакой смазки, осторожно установите именно те вкладыши, которые будут использоваться. Отрежьте куски измерительной проволоки «Plastigage» длиной чуть меньше ширины шеек. И положите куски проволоки строго вдоль оси коленчатого вала.
Внимание! После установки измерительной проволоки на шейки вала не допускается даже минимальное вращение вала. Даже небольшое смещение вала приведёт к искажению измерений.
Установите крышки подшипников и, используя динамометрический ключ и, при необходимости, измеритель угла доворота болта затяните болты крышек коренных (шатунных) подшипников. Болты крышек коренных подшипников затягивайте строго в установленной очередности за несколько проходов, в соответствии с методикой установки коленчатого вала.
В соответствии с методикой снятия коленчатого вала снимите все крышки коренных подшипников. При помощи специального шаблона, входящего в комплект «Plastigage» определите ширину расплющенной проволоки и на основании этого определите зазор в подшипнике.
Если зазор не соответствует установленной технической норме, подберите вкладыши другой толщины. Если при помощи подбора вкладышей не получается установить рекомендованный техническими нормами зазор, отремонтируйте или замените коленчатый вал.
Ширина расплющенной измерительной проволоки должна быть одинаковая по всей длине одного куска. Если ширина расплющенной измерительной проволоки имеет различное значение по длине, в подшипнике имеется конусность. Придётся проверить конусность шейки коленчатого вала и конусность отверстия подшипника.
При помощи измерительной проволоки можно проверить и овальность шейки коленчатого вала (но не отверстия подшипника). Для этого после измерения зазора в подшипнике указанным способом, поверните коленчатый вал на 90º — 100º и ещё раз выполните измерение зазора. По разности двух измерения можно определить овальность шейки коленчатого вала.
После выполнения всех измерения тщательно удалите остатки измерительной проволоки. В целях исключения повреждения поверхности шеек вала, не применяйте для удаления проволоки металлические предметы. Остатки проволоки легко удаляются при помощи растворителя.
Установка коленчатого вала
Главное чистота! Часто при снятии двигателя автомеханик видит его с довольно неприглядной стороны. Почти на всех старых двигателя присутствуют подтёки масла с налипшими на него толстым слоем частицами грязи. Но это совсем не значит, что при ремонте двигателя можно занизить требования к чистоте. При ремонте двигателя, как и при ремонте некоторых других агрегатов автомобиля, например автоматической коробки передач или рулевого механизма с гидравлическим усилителем, требуется чистота, соизмеримая с чистотой в медицинских учреждениях.
Перед установкой коленчатого вала ещё раз очистите все устанавливаемые детали, особенно постели установки вкладышей. Наличие даже чистого масла на поверхностях установки вкладышей не допускается, Тем более не допускается присутствия на этих поверхностях любых посторонних материалов.
Тщательно промойте коленчатый вал, при помощи специального ершика очистите масляные каналы коленчатого вала и продуйте их сжатым воздухом.
В руководстве по ремонту двигателя ознакомьтесь с расположением всех вкладышей. Почти всегда все верхние вкладыши (устанавливаемые в блок цилиндров) имеют одинаковую конструкцию, но встречаются двигатели, в которых двигатели различных шеек имеют различную конструкцию. Верхние вкладыши часто отличаются от нижних (устанавливаемых в крышки коренных подшипников) наличием масляной канавки посередине вкладыша. Если по каким-либо причинам устанавливаются снятые вкладыши, устанавливайте их только на то место, в котором они находились до снятия. Новые вкладыши устанавливайте только на то место, где они находились при проверке зазоров в подшипниках.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите верхние вкладыши, установив упоры вкладышей в специальные паза. Если вкладыши не имеют специальных упоров от проворачивания, установите вкладыши так, что бы оба конца вкладыша находились на одинаковой высоте относительно установочной поверхности блока цилиндров.
Не нанося на вкладыши или на место их установки масла, установите верхние полукольца упорных осевых подшипников. Устанавливайте упорные полукольца так, чтобы масляные канавки, имеющиеся на упорных полукольцах, были направлены в сторону упорных поверхностей коленчатого вала.
Не дотрагиваясь руками до рабочих поверхностей вкладышей, при помощи маслёнки нанесите на все вкладыши обильный слой чистого масла, которое будет заливаться в двигатель. Некоторые производители рекомендуют при ремонте наносить на вкладыши специальное ремонтное мало.
Нанесите масло на поверхности коренных шеек коленчатого вала. Стараясь не сместить установленные верхние вкладыши, осторожно установите коленчатый вал в блок цилиндров. При установке коленчатого вала примете все меры предосторожности, исключающие повреждение поверхностей коренных и шатунных шеек, а также полированных уплотнительных поверхностей вала, контактирующих с уплотнительными кромками переднего и заднего сальников коленчатого вала.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите нижние вкладыши в крышки подшипников, установив упоры вкладышей в специальные пазы крышек. Установите нижние упорные полукольца. При помощи маслёнки нанесите чистое моторное масло на вкладыши.
Крышки коренных подшипников допускается устанавливать только на то место, откуда они были сняты при разборке. Устанавливайте крышки руководствуясь установочными метками, имеющимися на крышках и блоке цилиндров. Крышки можно устанавливать только в одном направлении. Иногда на крышки наносятся цифровые метки обозначающие группу отверстия под подшипник, не путайте эти метки с установочными метками.
Крышки коренных подшипников в некоторых случаях устанавливаются при помощи направляющих втулок или штифтов, но чаще направляющим элементом служит болт крепления крышки. Блок общих крышек коренных подшипников всегда устанавливается при помощи направляющих втулок.
Перед установкой крышек необходимо проверить состояние болтов крепления крышек. Строго выполняйте указания руководства по ремонту автомобилей. Некоторые производители указывают на недопустимость повторной установки снятых болтов, некоторые производители допускают установку болтов ограниченное число раз, иногда требуется проверка общей дины болта или диаметра его зауженной части. В общем, резьбовое соединение крышек коренных подшипников является очень критическим местом. При замене болтов допускается установка только специальных болтов, выпушенных заводом-изготовителем и приобретённым строго по каталогу запасных частей.
Установка крышек коренных подшипников
Перед установкой болтов нанесите на резьбовую часть болта и упорную поверхность головки болта масло, в строгом соответствии с указаниями по ремонту. Излишнее масло удалите. Не выполнение этого правила не позволит обеспечить необходимую силу прижатия крышки, даже при применении динамометрического ключа.
Установите крышку и, прижимая крышку руками, заверните болты крепления крышки только усилием руки. Установите все остальные крышки. Затягивайте болты крышек коренных подшипников, за несколько проходов, в строгом соответствии с очерёдностью, указанной в руководстве по ремонту. В случае отсутствия прямого указания очерёдность, руководствуйтесь указаниями стандартной установки коленчатого вала. При затяжке болтов обязательно используйте динамометрический ключ. При установке болтов, работающих за пределом текучести, используйте специальный транспортир, точно определяющий угол доворота болта или используйте для этих целей специальные метки, нанесённые на головку болта фломастером.
После установки коленчатого вала обязательно проверьте лёгкость вращения вала в подшипниках. Но для подобной проверки необходимо иметь некоторый опыт по определению лёгкости вращения правильно собранного двигателя.
При затруднённом вращении коленчатого вала, работу по установке вала придётся повторить, при этом необходимо точно определить причину затруднённого вращения вала.
Установка вкладыша коренного подшипника.
Грязь, попавшая под установленный вкладыш во время ремонта, приведёт к быстрому разрушению вкладыша.
Прочистка масляных каналов коленчатого вала
Ремонт коленчатого вала двигателя — профессионально в СПб!
Коленчатый вал представляет собой деталь сложной формы, имеющую несколько шеек, на которые крепятся шатуны. Коленвал получает от шатунов усилие и затем преобразовывает его в крутящий момент. Является составной частью кривошипно-шатунного механизма. Ремонт коленчатого вала заключается в перешлифовке его шеек, коренных и шатунных, под ремонтный размер.
Содержание статьи:
Устройство коленвала автомобиля, устройство коленчатого вала
Коленчатый вал состоит из следующих основных элементов:
- Коренные шейки – опоры вала, лежащие в коренных подшипниках, расположенных в картере двигателя;
- Шатунные шейки – опоры, с помощью которых вал соединяется с шатунами;
- Щёки (цапфы) коленвала – соединяют коренные и шатунные шейки;
- Выходная часть коленвала – часть коленчатого вала, на которой устанавливается шестерня или шкив отбора мощности для привода ГРМ (газораспределительного механизма) и других вспомогательных агрегатов, узлов и систем;
- Противовесы – разгружают коренные подшипники от центробежных инерционных сил первого порядка, вызванных неуравновешенными массами кривошипа и нижней части шатуна.
Коленчатые валы бывают разборные и неразборные. В автомобилях применяются неразборные коленчатые валы.
Проверка геометрии коленчатого вала
Перед тем, как отправить коленчатый вал на шлифовку, нужно проверить геометрию вала и, уже исходя из результатов проверки, выбирать соответствующую технологию ремонта.
Перед началом проверки вал устанавливают крайними коренными шейками на призмы и с помощью индикаторной стойки измеряют биение средних шеек. Затем проверяют биение поверхностей сальников и хвостовика, с максимальной тщательностью измеряют диаметры коренных и шатунных шеек. Особое внимание обращают на износ средней и крайних коренных шеек, и на эллипсность шатунных шеек. Эллипсность замеряют в нескольких плоскостях для получения более точных измерений.
Исходя из полученных результатов, выбирают способ ремонта. Если величина биения средних коренных шеек вала относительно крайних не превышает 0,1 мм, то выл можно отшлифовать. В случае превышения этого показателя вал необходимо править.
Перед тем, как приступить к ремонту, нужно проконтролировать несколько важных моментов.
Если вал шлифовали ранее, нужно проверить соосность хвостовика и поверхностей сальников коренным шейкам и уточнить наличие вкладышей нужного ремонтного размера. Особенно необходимо такое уточнение при ремонте валов двигателей многих иномарок, так как нередки ситуации, когда вкладышей нужного ремонтного размера нет в продаже, они существуют только в каталогах.
Если вал имеет шейки, сильно перегретые после разрушения подшипников, его следует проверить магнитным дефектоскопом на отсутствие трещин. Трещины, уходящие глубоко в тело вала или явно заметные невооруженным взглядом являются основанием для его выбраковки.
Коленчатый вал также выбраковывается в случае, когда износ шеек превышает максимальный ремонтный размер. В крайнем случае, изношенные шейки вала можно попытаться восстановить методами наварки или наплавки.
Завершает подготовку к ремонту коленчатого вала операция по удалению заглушек и промывке внутренних каналов. Это процедура носит обязательный характер, так как во внутренних каналах скапливается большое количество грязи, которая способна испортить самый качественный ремонт коленчатого вала.
Шлифовка коленчатого вала
Коленчатые валы шлифуют на специализированных шлифовальных станках, имеющих приспособления, которые позволяют смещать ось коренных шеек относительно оси вращения вала в станке. Это нужно для шлифования шатунных шеек. Кроме того, результат ремонта во многом зависит от состояния шлифовального станка и точности его наладки.
До начала шлифовки необходимо провести еще одну проверку. Вал устанавливают в центрах и замеряют биение хвостовика и поверхности заднего сальника, которое не должно превышать 0,01-0,02 мм. Если биение превышает допуск, то будет невозможно шлифовать коренные шейки вала, в этом случае необходима правка центровых фасок вала. Фаски правятся несколькими способами: протачиванием, притиркой и шабрением.
Шлифовать коленчатый вал начинают с шатунных шеек. Это связано с тем, что после обработки шатунных шеек могут резко изменить значение внутренние напряжения в их поверхностном слое, что может быть причиной деформации всего вала. И если сначала были зашлифованы коренные шейки, то их ось изогнется, а шейки получат взаимное, иногда совсем не малое, биение. То есть, вся работа пойдет насмарку.
Таким деформациям особенно подвержены валы, шатунные шейки которых имеют малый диаметр и не имеющие полноценных противовесов. Такие валы стоят на некоторых двигателях Mercedes, Volvo, Chrysler, Lincoln и на многих «японцах».
Иногда перед началом шлифования шатунных шеек необходимо предварительно обработать поверхности вала, которые зажимаются кулачками. Это происходит в случаях, когда такие поверхности являются некондиционными (например, восстановлены наваркой металла). Это нужно для того, чтобы не «потерять» базу для обработки шатунных шеек.
И это опять еще далеко не все. Установив вал в патроны станка необходимо устранить дисбаланс, вызванный смещение вала. Для этого на планшайбах против патронов станка закрепляются специальные балансировочные грузы, масса и расположение которых подбирается исходя из массы самого вала и радиуса кривошипа. Затем нужно добиться совпадения оси вращения вала с осью шейки, подвергаемой обработке. А еще лучше, если получится добиться совпадения с осью «парных» шеек. Это позволит достигнуть наивысшего качества шлифовки. И лишь только после этого можно начинать шлифовать шатунные шейки вала.
Следующий этап ремонта заключается в обработке коренных шеек. Для их обработки коленчатый вал устанавливают в центрах, Задний центр при этом неподвижно фиксируется стопором, чтобы избежать проскальзывания вала в центровой фаске. Также важно, чтобы центра зажимали вал с минимальным усилием, иначе вал в станке деформируется.
Остается только проверить и отрегулировать величину биения различных поверхностей и можно начинать обработку коренных шеек.
Шатунные и коренные шейки начинают шлифовать с тех, которые имеют максимальный износ, чтобы определить в какой они выйдут ремонтный размер.
При грамотном выполнении всех операций по шлифованию коленчатого вала можно добиться того, что конусность, эллипсность и взаимное биение шеек будут иметь лучшие значения, чем у новых валов.
После обработки коленчатого вала на шлифовальном станке обязательно необходимо удалить микронеровности и сгладить острые кромки смазочных отверстий. Такая операция называется доводкой.
Осуществляют доводку двумя способами: суперфинишной обработкой и полировкой.
В первом случае достигается более высокий результат, но процесс довольно сложный, требует применения специального оборудования и применяется в основном в массовом производстве.
Процесс полировки проще и гораздо доступнее. Отшлифованные шейки вала вручную полируют сначала мелкозернистой наждачной бумагой, вставленной в специальные захваты, а затем абразивной пастой.
Конечный результат – надежная и долговечная работа коленчатого вала – во многом зависит профессионализма механика-моториста, характеристик и точности шлифовального оборудования и, конечно, от мастерства специалиста-шлифовщика.
Правка коленвала профессионально!
Править коленчатый вал следует в том случае, когда, как было написано выше, биение средних шеек коленвала превышает 0,1 мм относительно крайних.
Специалистам известно несколько способов правки коленчатого вала, но большинство из них имеют различные недостатки, которые были учтены при разработке уникального способа, получившего название «метод поэлементной холодной правки» или метод Буравцева.
Данный метод позволяет править коленчатые валы, имевшие изначальное биение шеек более 1 мм с конечным результатом всего 0,01 мм! Такой результат не давал ни один из ранее известных способов правки коленчатых валов. Более того, качественная правка способна заменить шлифовку, особенно это касается новых «заводских» коленчатых валов, которые часто имеют недопустимо большое биение (от 0,05 мм и более).
Достижение высокого качества ремонта коленчатого вала возможно только при правильном выполнении всех технологических приемов во время шлифования и доводки рабочих поверхностей шеек и гаптелей коленвала.
Специалисты Автопрайд качественно выполнят необходимые работы по ремонту, шлифовке коленчатых валов двигателей любых автомобилей иностранного производства не старше 2000 года выпуска. Капитальный ремонт двигателя требует серьезного подхода.
Коленчатый вал тепловоза — Устройство и ремонт дизеля — Справка 2ТЭ116
Коленчатый вал через шатуны воспринимает усилия от поршня и передаёт их в виде вращающего момента ротору тягового генератора и вспомогательным агрегатам.
Рис. 20 – Коленчатый вал из высокопрочного чугуна
1 – демпфер вязкого трения; 2 – шестерня; 3 – сухарь; 4 –пакет пластин; 5, 6 – диски дизель-генераторной муфты; 7 – направляющие кольца; а – коренная шейка; б – шатунная шейка; в – щека; г – противовесы.
На дизель-генераторах 1А-9ДГ исп.1 применяется литой вал из высокопрочного чугуна (рис.20). Шатунные шейки б имеют диаметр 200 мм. Для уменьшения внутренних моментов от сил инерции и разгрузки коренных подшипников на первой, восьмой, девятой и шестнадцатой щеках в коленчатого вала имеются противовесы г. У девятой коренной шейки имеются бурты, которые ограничивают осевое перемещение коленчатого вала.
На передний фланец устанавливают демпфер вязкого трения 1, на задний фланец отбора мощности – ведущий диск муфты. В передний торец вала установлена втулка со шлицами, которая через шлицевой вал передаёт вращение шестерням привода насосов. Она крепится к коленчатому валу и стопорится штифтами. Между девятой и десятой коренными шейками коленчатый вал имеет фланец, к которому прикреплена шестерня 2, передающая вращение шестерням привода распределительного вала.
Масло из коренных подшипников по отверстиям в коренных шейках а коленчатого вала поступает на смазывание шатунных подшипников.
К десятому коренному подшипнику масло подводится из полости, которая соединена сверлением с наружной поверхностью девятой коренной шейки. Полость закрыта заглушкой. Масло на смазывание шлицов шлицевой втулки подводится от первой коренной шейки по внутренней полости коленчатого вала.
На дизелях 1А-5Д49 исп.2 коленчатый вал изготовлен из легированной стали (рис.21). Шейки коленчатого вала азотированы, галтели накатаны, что соответственно обеспечивает повышение износостойкости и усталостной прочности вала. Для лучшей балансировки на всех щёках коленчатого вала имеются противовесы 7, прикреплённые к валу шпильками 9, шайбами и гайками. На передний фланец 8 устанавливают комбинированный антивибратор.
Рис. 21 – Коленчатый вал из легированной стали
7 – противовесы; 8 – фланец крепления комбинированного антивибратора;
9 – шпильки крепления противовесов.
Масло из коренных подшипников по отверстиям в коренных шейках коленчатого вала поступает к соседним шатунным шейкам (т.е. от второй коренной шейки масло по наклонным каналам в щеках подаётся к первой и второй шатунным шейкам и т.д.) на смазывание шатунных подшипников. Диаметр шатунных шеек 190 мм.
Рис. 22 – Фрагмент коленчатого вала
1 – щека; 2 – шатунная шейка; 3 – коренная шейка; 4 – масляный канал;
5 – противовес.
В остальном конструкция стального коленчатого вала аналогична конструкции чугунного коленчатого вала.
Ремонт
Основными неисправностями коленчатых валов являются: излом вала по шейкам или щекам, трещины в шейках вала (чаще по галтелям), задир шеек вала, повышенная овальность коренных или шатунных шеек, повреждение элементов соединения вала с антивибратором, приводом насосов и изгиб вала.
При ремонте коленчатого вала полости коренных и шатунных шеек, а также отверстия подвода масла промывают дизельным топливом и проверяют на чистоту.
Обмеряют коренные шейки:
— диаметр коренной шейки не менее 219,7–0,03 мм;
— диаметр шатунной шейки не менее 189,7–0,03 мм;
— овальность, конусность коренных и шатунных шеек не более 0,06 мм;
— бочкообразность и седлообразность коренных и шатунных шеек на более 0,04 мм;
— масса коленчатого вала 1985 кг.
Рис. 23 — Обмер шеек коленчатого вала Рис. 24 — Обмер шеек коленвала
Шейки коленчатых валов, имеющие овальность и забоины более допустимых значений, с также задиры обрабатывают шлифовкой на специальных станках с последующим их полированием. Шлифуют шейки до следующего градационного размера. Всего установлено семь градационных размеров. Смежные градации отличаются на 0,5 мм друг от друга.
Полируют одновременно все шейки вала на станке. Направление вращения коленвала при полировке должно совпадать с рабочим направлением, в противном случае могут возникать задиры шеек вала при работе дизеля. Шероховатость поверхности шеек вала должна быть не ниже 8-го класса.
Для повышения усталостной прочности коленчатого вала галтели шеек накатывают роликами как при изготовлении валов. После ремонта коленвала проводят измерение его геометрии.
Поршневой агрегат с коленчатым валом — Bolinder, Munktell
Мое изобретение относится к поршневым машинам, таким как двигатели внутреннего сгорания, снабженным коленчатым валом, и, в частности, к поршневым машинам, которые передают окружающим вибрации, которые возникают особенно у двигателей, имеющих только один или несколько цилиндров.
Такие колебания, например, в двигателях внутреннего сгорания, в значительной степени зависят от условий работы в цилиндрах двигателя, создавая сильные непрерывно повторяющиеся изменения крутящего момента в противоположных направлениях из-за чередования взрывов и сжатий газа.Следовательно, коленчатый вал имеет маховое колесо, которое принимает сильные импульсы и передает крутящий момент 5 на ведомый вал. Тем не менее, неподвижный корпус двигателя подвержен колебательным реактивным крутящим моментам, которые столь же велики или даже превышают те, которые приходится воспринимать маховому колесу. Импульсы в этом реакционном моменте, которые все еще более неравномерны, чем те, которые воспринимаются маховиком, передаются непосредственно через корпус двигателя в окружающую среду, которая, следовательно, подвергается указанным вибрациям..: -: 5 В двигателях внутреннего сгорания, имеющих большое количество цилиндров, крутящий момент и соответствующий реактивный крутящий момент на основание двигателя в значительной степени уравновешиваются, если рассматривать машину как единое целое. : Такие большие D-образные опоры двигателя с длинным рядом цилиндров, однако, податливый деформируемый элемент, и поэтому импульсы, обусловленные рабочими условиями в отдельных цилиндрах, по-прежнему передаются в окружающую среду через основание двигателя. : Для устранения неблагоприятных: влияние момента включения реакции; При работе двигателя было предложено предусмотреть резиновые подушки или стальные пружины между двигателем внутреннего сгорания и его опорой. Таким образом, происходит демпфирование при передаче реактивных вращающих моментов на опору.
Даже если явление вибрации, возникающее в окружающей среде, таким образом уменьшится до некоторой степени, невозможно с помощью таких простых средств устранить его, и вибрации все еще очень мешают.
Одной из целей моего изобретения является эффективное устранение недостатков, возникающих из-за вышеупомянутых вибраций, и создание устройства, которое практически полностью освобождает основание, поддерживающее двигатель, и, следовательно, окружающую среду от импульсов реактивных вращающих моментов, так что последние преобразуются в равномерный крутящий момент, действующий на станину так же, как маховик уравновешивает крутящий момент на выходном валу машины.Это в основном достигается за счет того, что импульсы реакции на поворотное давление, исходящие от поршневого механизма при работе машины, передаются через корпус машины в окружающую среду, например, в основание, посредством взаимного расположения пружинных элементов, при этом корпус машины охватывает поршневой механизм подвижно установлен вокруг центра, общего с осью вращения коленчатого вала машины, в то время как корпус машины динамически или по существу динамически сбалансирован вокруг этой оси, так что корпус машины относительно упомянутых импульсов реакции давления колеблется как маятник с практически неизменным центром тяжести.Изобретение относится, прежде всего, к машинам, несимметричным относительно оси вращения коленчатого вала и, например, имеющим вертикальный цилиндр, посредством чего предусмотрены противовесы, которые динамически уравновешивают машину вокруг ее оси вращения. Благодаря этому вес машины становится значительно больше, а линейная протяженность машины ниже этого вала уменьшается.
Для иллюстрации идеи изобретения будет принят следующий пример. Одноцилиндровый двухтактный мотор развивает 100 л.с.С.
Число оборотов двигателя 300 / мин. = 5 / сек. Предполагается, что уравновешенный крутящий момент двигателя передается на радиальный рычаг длиной 0,5 м, отсчитываемый от центра коленчатого вала двигателя.
Мощность, воздействующая на этот рычаг, составляет 5 кг / час. П., или всего 500 кг. на скорости около 15 м / сек. периферийная скорость. Двигатель имеет маховое колесо, которое, как предполагается, имеет момент инерции, соответствующий весу двух тонн на том же радиусе 0.5 мес. Поскольку двигатель работает по двухтактному циклу, его действие осуществляется поршнем в течение четверти оборота. Поворотный момент в этом квартале соответственно станет 2 тонны на 0,5 м. радиус. Если дополнительно предположить, что мощность на мгновение не передается от вала двигателя, маховик принимает всю подаваемую энергию и тем самым ускоряется.
Маховик, вес которого эквивалентен 2 тоннам, ускоряется с силой также 2 тонны, и, следовательно, его ускорение на предполагаемом радиусе инерции будет равно силе тяжести, т.е.е. 9,8 м / сек, что здесь приблизительно равно 10 м. Ускорение происходит в течение четверти оборота, в предполагаемом случае, что соответствует времени 0,05 с. Таким образом, увеличение скорости составляет 10-0,05 = 0,5 м / сек. После этого маховик передает энергию валу при более медленном торможении. Цилиндр и другие части корпуса двигателя получают через поршень и шатун реагирующий крутящий момент от коленчатого вала, который равен крутящему моменту, переданному на маховое колесо.Предположим теперь, что корпус мотора имеет ту же массу 2 тонны на 0,5 м. рычаг как маховик. Механическое состояние будет таким же, как описано выше, если, наоборот, маховое колесо предполагается неподвижным, в то время как корпус двигателя может вращаться, с той лишь разницей, что маховое колесо и корпус двигателя поменялись местами.
Конструкция с вращающимся цилиндром часто используется на авиационных двигателях. В этом случае корпус двигателя, конечно, будет ускоряться до той же степени, что и маховое колесо, в соответствии с вышеизложенным, но в противоположном направлении, а ускорение — с радиусом инерции 0.5 м., За четверть оборота 0,5 м / сек.
Сила ускорения, конечно, не зависит от того, вращается ли маховик, корпус двигателя или оба они, поскольку оба подвержены одному и тому же вращающему моменту, хотя и в противоположных направлениях.
Если, следовательно, маховое колесо вращается со скоростью 5 оборотов в секунду. и корпус двигателя сделан свободным, чтобы он мог вращаться вокруг вала двигателя, теперь он также будет подвергаться ускорению 0,5 м / сек. в течение четверти оборота.Поскольку время для поворота примерно на четверть оборота составляет 0,5 секунды, средняя скорость и пройденное расстояние = 0,05-0,25 = 0,0125 м или 12,5 мм. Согласно изобретению между корпусом двигателя и его опорой расположено пружинное устройство, которое возвращает корпус двигателя в исходное положение после каждого импульса реакции, передавая равномерный вращающий момент в окружающую среду, в результате чего корпус двигателя совершает маятниковое движение. с коленчатым валом двигателя в качестве оси вращения.Благодаря тому, что двигатель дополнительно уравновешен вокруг этой оси, эффективно предотвращаются вибрации, возникающие из-за крутящих моментов.
Упомянутое пружинное устройство предпочтительно комбинируется со средствами, которые автоматически устанавливают его и тем самым увеличивают силу пружины при увеличении реактивного крутящего момента и наоборот, так что устройство может воспринимать крутящие моменты, меняющиеся в широких пределах, без изменения положения мотор.
Еще одна особенность изобретения состоит в том, чтобы предоставить средства для устранения вибраций вблизи двигателя, возникающих из-за дисбаланса возвратно-поступательных элементов (поршня, шатуна) двигателя.Известно, что указанные элементы уравновешиваются средствами, которые тяжелее, чем они, и которые приспособлены для движения по траекториям, эквивалентным траекториям элементов. В соответствии с моим изобретением средства содержат подвижные эксцентриковые дисковые элементы, закрепленные на эксцентриках на коленчатом валу, и противовесы, установленные на указанных элементах, посредством чего предусмотрены средства для направления указанных грузов.
Дальнейшие и более подробные цели изобретения, вместе со способом, которым они и вышеупомянутые цели достигаются, могут быть лучше всего поняты при рассмотрении следующего описания изобретения, воплощенного в подходящих формах машин, взятых вместе с прилагаемыми чертежами, составляющими часть данной спецификации, из которых: Рис.На фиг.1 показан продольный разрез одноцилиндрового двигателя внутреннего сгорания, сконструированного в соответствии с изобретением.
На рис. II показан двигатель в направлении вала, частично в разрезе по линии II — II на рис. I.
На рис. III показана схема, иллюстрирующая способ работы двигателя.
На рис. IV схематично показаны подвижные поршневые элементы с их балансирами. На фиг. V показан модифицированный вариант уравновешивания внутренних подвижных поршневых элементов двигателя.
На рис. VI тот же элемент показан частично в осевом разрезе. Рис. VII и VIII — виды сбоку деталей, относящихся к одному и тому же варианту осуществления.
На фиг. IX показан другой вариант выполнения средств для балансировки подвижных элементов машины, вид в вертикальном разрезе в плоскости коленчатого вала по линии IX-IX на фиг. X.
На рис. X показано сечение по линии X-X на рис. IX.
Фиг. XI и XII схематично иллюстрируют машину согласно этому варианту осуществления и его детали, соответственно.
На фиг. XIII показана часть поршневой машины согласно еще одному варианту осуществления изобретения.
На чертежах цифрой 10 обозначен картер двигателя, а 11 — его цилиндр, в котором известным образом работает поршень 12. Поршень I2 соединен шатуном 13 с шатунным штифтом 14 коленчатого вала 15, который несет на себе шатун. маховик 65. Коленчатый вал 15 установлен на 3 подшипниках 6S, которые жестко прикреплены к корпусу двигателя 10. Корпус двигателя 10 установлен с возможностью вращения в основании или раме 18 за счет того, что подшипники 16 снабжены скользящими поверхностями относительно подшипников. 17 жестко закреплены на основании.Центры этих поверхностей скольжения концентричны оси 21 вращения коленчатого вала.
Под валом картер картера выполнен в виде противовеса 20 (фиг. II), который статически и динамически уравновешивает корпус двигателя, который поворачивается в подшипниках 11 рамы вокруг оси коленчатого вала. Таким образом, вес моторного агрегата ниже, чем над коленчатым валом, становится больше. Тем не менее, линейное удлинение двигателя в нижней части меньше. Желательно, чтобы двигатель был симметричным по обе стороны от плоскости симметрии II — I (рис.I), в котором действуют все силы на поршень, шатун и коленчатый вал.
Реагирующий крутящий момент двигателя при его работе передается на неподвижное основание 18 через пружинное устройство, которое в варианте осуществления согласно фиг. I-IV состоит из одной или нескольких пружин 22, соединенных с рычагом 23, жестко закрепленным на картере 10. Под пружиной 22 расположен поршень 24, который движется в цилиндре 25, который через канал 26 находится в связь с другим цилиндром 27.Последний из упомянутых цилиндров содержит золотниковый клапан 28 серводвигателя, который посредством звена 29 подвижно прикреплен к рычагу 23. Клапан 28 снабжен боковым отверстием 31 и поперечным каналом 32, который в определенных положениях клапана устанавливает трубопровод 26 сообщается либо с каналом 33 для подачи масла под давлением, либо с выпускным отверстием 34 для масла. К нижней части цилиндра 27 серводвигателя подсоединен маслопровод 36, который снабжен обратным клапаном 37.
Канал 388 для выпуска масла проходит от цилиндра 27 на расстоянии над его дном.По бокам элементов 40, соединяющих шатун 14 коленчатого вала с коленчатым валом 15 и которые, как известно, могут быть круглыми и концентричными с осью вала, коленчатый вал снабжен предпочтительно кованными эксцентриками 41, эксцентриситет которых обозначен центральные линии 42 и 21 на фиг. I. Длина хода эксцентриков 41 в варианте осуществления согласно фиг. I составляет около одной трети длины хода шатунной шейки 14. На эксцентриках 41 расположены эксцентриковые рычаги. 43, которые несут элемент 44 с цилиндрическими внешними поверхностями скольжения, который направляется двумя вертикальными стержнями 45.При вращении коленчатого вала IS элемент 44 совершает движение вверх и вниз.
Вес элемента 44 и рычага 43 в три раза больше, чем соответствующий вес поршня 12 и шатуна (3.
Цилиндр I, который может иметь водяную рубашку, предпочтительно соединен через трубопровод 50 с глушителем 51, как показано на фиг. I. Трубка 50 может быть снабжена сферическими поверхностями, контактирующими с фланцем 62 и фланцем глушителя 51.
На указанных поверхностях могут быть расположены уплотнительные кольца 53.Благодаря этому устройству цилиндр 9I может колебаться относительно неподвижного глушителя 51, не нарушая надлежащего уплотнения на выхлопе газа.
Режим работы следующий: пульсирующие реакции, действующие на корпус двигателя 10, 11 с его противовесом 20, при нормальной работе двигателя передаются через рычаг 23 и пружинный элемент 22 на неподвижную раму 18. Таким образом, корпус двигателя действует как колеблющееся маховое колесо, в то время как пружина 22 передает уравновешенный крутящий момент реакции на окружающую среду.Пружина автоматически прижимается к рычагу 23 серводвигателем, взаимодействующим с пружиной, в зависимости от величины импульсов реакции на корпусе 10 двигателя, il. Если рычаг 23 повернут вниз на фиг. II под действием сильного реактивного импульса, золотниковый клапан 28 в определенном положении откроет соединение с; 5 трубопроводом 33 для масла под давлением, Mh-h течет в камеру цилиндра. 25 внизу — поршень 24, в результате чего происходит сжатие и установка пружины 22. В определенном верхнем положении золотникового клапана 28 его канал 32, напротив, сообщается с выпускным трубопроводом 34, и теперь масло может вытекать. из камеры цилиндра под поршнем 24.Благодаря этому устройству подвижность двигателя вокруг коленчатого вала поддерживается в очень ограниченном диапазоне, в то время как крутящий момент передается на станину двигателя посредством чувствительной пружины с большой установочной длиной. Эта установочная длина или ход поршня цилиндра 25 в соответствии с изобретением определяется таким образом, что она в несколько раз, например в десять раз больше, чем амплитуда колебаний корпуса двигателя 10 I I.
Как указано выше, эту амплитуду колебаний можно поддерживать в самых разумных пределах и, таким образом, она может быть равной 0.5 мес. радиус должен быть ограничен до 3 на 1 см.
Если длина сжатия пружины, например, в десять раз превышает амплитуду качания двигателя, крутящий момент, передаваемый в окружающую среду, изменяется с точностью до одной десятой среднего крутящего момента. Если этот средний крутящий момент, как в приведенном выше примере, составляет одну четвертую максимального крутящего момента во время периода взрыва (в действительности разница намного больше), реактивные импульсы, передаваемые на окружающие элементы в двигателе обычного типа, будут уменьшены до одна десятая среднего крутящего момента, то есть 2.5% от максимального значения в противном случае обычное дело. Это также означает, что сотрясения окружающей среды, возникающие из-за импульсов вращения двигателя, уменьшаются до значения, которое составляет всего лишь несколько процентов от обычного.
Из диаграммы, показанной на рис. II, для колебательных движений, возникающих при нормальной работе двигателя, видно, что при взрыве во время хода кривошипа, чередующегося с относительно более слабым, возникают быстрые и сильные замедления и ускорения 65 и 56 соответственно. возвращающие силы 57 от пружины 22.
Амплитуда 58 приобретает вышеупомянутый размер, тем не менее, непрерывный рабочий режим отличается от описанного выше, поскольку корпус 90, i двигателя с его балансирным грузом 20 во время взрыва в цилиндре сначала задерживается до стационарного положения, и после этого ускоряется в противоположном направлении. Время 0,05 сек. Вышеупомянутое, таким образом, подразделяется на половины, одна из которых характеризуется замедлением, а другая — ускорением. Эти два периода движения происходят в течение четверти всего хода, в то время как остальные три четверти характеризуются замедлением и ускорением, при этом сила возврата зависит от положения пружины 22.Если предположить, что эта сила составляет одну четвертую от силы, возникающей в цилиндре во время взрыва, эта часть амплитуды качания будет в четыре раза длиннее другой, и соответствует части диаграммы, расположенной ниже линии 59 в Рис. M.
Таким образом, окончательный результат будет иметь амплитуду от одного до двух сантиметров. в приведенном выше примере.
При запуске двигателя действует другое условие, чем при нормальной работе, поскольку поршень при запуске из состояния покоя находится под воздействием первого взрыва в течение периода, в несколько раз большего, чем в случае, когда двигатель работает на полной скорости. .Это означает, что маховое колесо и корпус двигателя ускоряются в противоположных направлениях во время воздействия импульса, длительность которого намного превышает нормальную. Таким образом, колебательный путь или амплитуда, если бы они могли свободно развиваться, увеличились бы до значений, которые были бы практически немыслимы. По этой причине золотниковый клапан 28, соединенный с рычагом 23, предпочтительно выполнен в виде торпеды или буферного поршня, который при большом колебательном движении двигателя проходит через выпускное отверстие 38 цилиндра 271, в результате чего масло удерживается в этом цилиндре ниже отверстия 38. принимает на себя превышение крутящего момента двигателя.В случае, если двигатель должен быть сконструирован для работы как в прямом, так и в обратном направлении, на противоположной стороне вала двигателя может быть предусмотрено приведение в действие другого пружинного устройства аналогичного типа ». Рис. IV служит просто для иллюстрации принципа работы устройства, уравновешивающего внутренние подвижные элементы двигателя. Поршень, как указано выше, обозначен цифрой 12, а шатун — цифрой 13. Противовес 44, работающий между вертикальными направляющими элементами, расположен диаметрально 05 напротив поршня 12 и взаимодействует с тем же коленчатым валом, что и поршень, посредством шатун или рычаг 43, который на рис.IV вдвое короче шатуна 13. Ход эксцентрикового рычага 43 также вдвое меньше, чем у шатуна 13. Противовес 44 в этом случае вдвое превышает вес поршня 12 и, более того, Вес рычага 43 в два раза больше веса шатуна 13.
Поршневой механизм, очевидно, с точки зрения dy1 III I, характеризуется двумя возвратно-поступательными равномерными движениями, одно из которых имеет половину размера другого, но работает с удвоенным весом.Баланс правильный, так как центр тяжести системы всегда совпадает с осью вращения.
На рис. V-VII показан вариант уравновешивающего устройства для поршневого механизма согласно изобретению, который позволяет в несколько раз большее уменьшение эксцентриситета или длины хода уравновешивающих масс. 12 снова обозначает поршень, а 13 — шатун, который одним концом установлен на шатун 14 коленчатого вала 15. Для лучшего понимания этого варианта осуществления на фиг.V, который на одном конце установлен в эксцентрике 41 диаметрально противоположно шатуну 14, а на другом конце несет балансир 62. Очевидно, что балансировочные элементы 60, 61, 62 будут работать так, как предполагалось. в соответствии с изобретением, даже с таким малым эксцентриситетом по отношению к шейке 14 кривошипа, как, например, 1: 7, если бы они имели вес, который в обратной пропорции во столько же раз превышал вес поршневых элементов 12, 13. Согласно изобретению это достигается за счет того, что воображаемый эксцентрик 6I в действительности соответствует большему эксцентрику 6а, но с тем же центром, что и воображаемый, и, кроме того, реальный эксцентрик Ila несет «эксцентриковый рычаг» или диск, подобный элемент 1S0a, внешняя круговая окружность которого имеет тот же центр, что и шейка 66 эксцентрикового рычага 6s, для воображаемого противовеса I2.Настоящий эксцентриковый диск 60a несет таким же образом, как и воображаемый, противовес 62a, который окружает цилиндрическую внешнюю поверхность эксцентрикового диска 68a и который может перемещаться по вертикали между направляющими 63. Весь блок рассматривается как единая масса или как квадратный диск, очевидно, имеет общий центр тяжести, который перемещением эксцентрика I0a заставляет двигаться вверх и вниз в геометрически определенных условиях ускорения, которые иллюстрируются действием воображаемого эксцентрикового стержня 60 на противовес 62.Также в этом случае поршень 12 получает идеально надлежащий противовес за счет движения эксцентрика 6 Ia, эксцентрикового диска 60a и противовеса 12a. Как груши ap60 на фиг. VI, противовесы на каждой стороне шейки 14 кривошипа могут быть снабжены дополнительными грузами 64, например, размещенными ниже противовесов 62a.
Элементы, уравновешивающие поршневой механизм 53, создают силы вертикального ускорения и замедления, симметричные силам, действующим на поршень 12 и на шатун 13, который, однако, можно сказать, соответствует невесомому воображаемому эксцентриковому рычагу 60.Поэтому подвижные уравновешивающие элементы должны быть приспособлены также для уравновешивания тех частей шатуна, которые более или менее имеют ход ускорения, характеризующийся движениями поршня.
В варианте по фиг. IX-XII, те же ссылочные позиции обозначают эквивалентные части, что и в предшествующих вариантах осуществления. Коленчатый вал 15 снабжен двумя цилиндрическими эксцентриками 123, центральные линии 124 которых смещены эксцентрично относительно оси 21 вращения коленчатого вала на диаметрально противоположной стороне вала I14.Вокруг цилиндрических эксцентриков 123 предусмотрены две эксцентриковые втулки 126, внешняя поверхность которых предпочтительно является цилиндрической, которые находятся в центре картера 10I, а центральные линии 126 которых расположены в плоскости, проходящей через ось I вращения коленчатого вала, и через центральную линию 121 поршневого пальца II шатуна 13. Эксцентриситет втулок 125 выбран таким образом, чтобы расстояние 128 (фиг. XII) между их осью 126 и осью 121 эксцентриков 123 было таким же или по существу во столько раз меньше, чем расстояние между осями I14 и 121, насколько расстояние между осями 124 и 21 меньше, чем расстояние между осями 114 и 21.Таким образом, корпус двигателя и эксцентриковые втулки 125 перемещаются так же, как и элементы 12, 13, хотя и в меньшем масштабе. Движение корпуса двигателя и гильз 125 диаметрально противоположно движению поршня 12 и шатуна 13 соответственно. Идея изобретения может быть проиллюстрирована таким образом, что соединительный стержень 130 длиной 128 между его центрами подшипников, как представляется, расположен между осью 12t вращения эксцентриковых втулок 122 и осью вращения 124 эксцентриков 123. как показано на рис.XII. Опорный центр 126 этого воображаемого крошечного шатуна будет во время работы двигателя перемещаться вертикально вверх и вниз таким же образом, как и поршень 12, хотя с длиной хода, соответствующей только удвоенному расстоянию между соответствующими осями вращения 21, 124. , коленчатого вала I5 и эксцентриков 123. Другой центр 124 подшипника воображаемого шатуна 213, перемещается по круговой траектории вокруг оси вращения 2 коленчатого вала, что соответствует вращательному движению, которое осуществляется кривошипом. 14 и его ось 114 соответственно вокруг одной оси 21.Из вышесказанного очевидно, что геометрические траектории эксцентриковых втулок 125, которые выполняют ту же функцию, что и шатун 13, и корпуса двигателя, эквивалентны траекториям шатуна 13 и поршня 12, только с разница в том, что первые упомянутые пути диаметрально противоположны упомянутым последним, и к тому же в значительной степени уменьшились. В варианте по фиг. IX-XII кривошип 14 снабжен противовесами 132, которые уравновешивают кривошип вокруг оси 21 вращения.Таким образом, баланс, достигаемый за счет подвижного опускания кожуха 18, 11 двигателя, эквивалентен прямолинейному движению кожуха двигателя вверх и вниз. Корпус двигателя sl в этом варианте направляется двумя стержнями 133 (фиг.
).IX и XI), один конец 134 которого если концентрически установлен вокруг жестких подшипников II, а другой конец 115 шарнирно соединен с картером 10. Эти стержни обеспечивают вертикальное движение вверх и вниз. корпус мотора дугообразный. Таким образом, движение не происходит точно по прямой.Однако, поскольку его амплитуда очень мала, фактическая траектория движения будет отличаться всего на несколько градусов от прямой линии, что не имеет практического значения. Разумеется, стержни могут быть заменены направляющими и т.п., например, на жестких корпусах подшипников IT, которые обеспечивают точное прямолинейное движение.
Если представить себе поршневую машину, например одноцилиндровую, которая свободно плавает в воздухе вместе со своими различными элементами, такими как поршень, шатун и т. Д., Работа В нормальном режиме, очевидно, что никакие силы реакции не могут передаваться на фундамент или окружающую среду из-за отсутствия контакта с ними. Поскольку на машину не действуют внешние силы, ее центр тяжести не может быть перемещен. Если, например, поршень перемещается вверх и вниз, другие части машины, очевидно, будут двигаться аналогичным образом, хотя в противоположном направлении. Предполагая, что вес поршня для i-го положения составляет 4% от общего веса других элементов двигателя, амплитуда движения машины и поршня будет обратно пропорциональна весу или массе тела с амплитудой поршня 10 см.Например, другие части механизма блокировки в приведенном выше примере будут совершать движение ul и вниз на 4 мм. амплитуда.
В соответствии с моим изобретением средства, обеспечивающие идеальную балансировку в соответствии с вышеизложенным, т.е. е. так что внешние] действующие силы не создаются. Неуравновешенность, возникающая в двигателе, например, из-за движения поршня, уравновешивается самим корпусом двигателя, благодаря тому факту, что он принудительно совершает крошечное движение того же рода и по полностью определенному пути.Соотношения между движениями внутренних элементов и двигателя выбраны таким образом, чтобы: были обратно пропорциональны массам соответствующих частей. Центр тяжести ма. скита как единица всегда имеет постоянную или саб. Стойте постоянным положением, которое совпадает с осью вращения выходного вала машины. В соответствии с изобретением двигатель не сотрясает основание двигателя, а вибрирует только сам, в то время как в соответствии с изобретением обеспечивается преимущество коленчатого вала с жесткими цапфами.
Корпус подвижного двигателя может в варианте выполнения согласно фиг. IX-XI можно предотвратить вращение относительно окружающей среды с помощью пружинного элемента 136, схематично показанного на фиг. XI. Разумеется, двигатель может быть снабжен средствами для приема и выравнивания неравномерных вращающих моментов, например, описанных в связи с фиг. I-III.
На фиг. XII показан вариант осуществления, в котором противовесы 132 для кривошипа отсутствуют, так что центр тяжести кривошипа находится на расстоянии от оси 21 вращения коленчатого вала.Также в этом случае балансировка с помощью кожуха двигателя может быть выполнена в соответствии с изобретением. На фиг. XIII 123 0o обозначает эксцентрики коленчатого вала IS, ось вращения 124 которого расположена на расстоянии от оси вращения 21 таким же образом, как описано выше, т.е. е. это расстояние не зависит от расстояния между осями 114, 5 и 21, как и расстояние между осью 126 эксцентриковых втулок 125 и осью 124 до расстояния между осями 114 и 127 согласно фиг.IX. Другими словами, ось 21 являлась осью коленчатого вала в предыдущем варианте осуществления. Стержни 133 на фиг. XII концентрически установлены на цапфах относительно оси 21. Однако ось 21, в свою очередь, смещена относительно ось 137 коленчатого вала 15, так что расстояние между осью 21 и 137 C3 соответствует расстоянию между осью 114 кривошипа и осью (37, как соотношение между массами корпуса двигателя и Ось вращения 21 стержней 133 в варианте по фиг.XIII, где r0 эксцентрично оси 931 вращения коленчатого вала 15, расположен в n-плоскости, проходящей через оси 137 и 114. Ось 21 расположена на стороне, противоположной оси 137, относительно оси 114 кривошипа. . Поскольку штанги 133 центрированы по центру, центр тяжести двигателя вращается вокруг оси вращения ker 137 коленчатого вала и копирует в уменьшенном масштабе движение кривошипа 114. Полный бальзам. или, другими словами, центр тяжести двигателя как блока будет поддерживать постоянное положение, совпадающее с осью 131 коленчатого вала, несмотря на дисбаланс этого кривошипа.Вращательное движение центра Есть. тяжести корпуса двигателя сочетается с его возвратно-поступательным возвратно-поступательным движением по овальной траектории. Амплитуда комбинированного p-движения в направлении вверх и вниз несколько больше, чем в варианте осуществления согласно re Mig. IX-XII.
1- Изобретение применимо ко всем видам одно- или многоцилиндровых машин с вертикальными цилиндрами. Кроме того, изобретение может быть применено к компрессорам и другим типам поршневых машин, имеющих вибрации.Мультицилиндровые двигатели соответственно снабжены отдельными пружинными средствами для каждого цилиндра, которые построены независимо друг от друга. Преимущества, полученные с помощью изобретения, особенно заметны в медленно вращающихся, например, одноцилиндровых машинах, для управления такими судами, как рыбацкие лодки и т.п. — Согласно моему изобретению, мощная и простая машина может быть использована без необходимости делать ставку, принимая во внимание раздражающую тряску корпуса судна. Давление масла, необходимое для работы серводвигателя в варианте по фиг.I, может быть взят из системы циркуляции масла двигателя. Эксцентриковый диск 60a согласно фиг. V-VIII, может иметь внешнюю опорную поверхность против веса 62a, проходящую только через часть окружности, то есть часть (сегмент) диска на его нижнем конце на фиг. V. может быть отрезать. Внутреннее отверстие рамы 62а в этом случае имеет скользящую или опорную поверхность в форме дуги, которая не охватывает весь диск 60а. Втулки 125 эксцентрика в варианте осуществления согласно фиг.IX-XIr, на внешней стороне могут быть установлены игольчатые подшипники. Изобретение не исключает поддержки всего моторного агрегата на мягком упругом основании, например, во избежание шумовых колебаний. В этом случае корпуса 17 подшипников или основание, поддерживающее их, могут быть установлены на упругой опоре. В буровых установках. IX-XIII показаны два различных положительных движения, которые устраняют сотрясение подвижных элементов двигателя на окружающую среду. Эти положительные движения вызываются непосредственно коленчатым валом.Однако возможно большее количество других движений, и, кроме того, движения могут быть вызваны другим образом, например, посредством кулачковых элементов, которые положительно воздействуют на корпус двигателя.
Из вышеприведенного описания будет очевидно, что в объем изобретения могут быть внесены многочисленные изменения и модификации, которые следует рассматривать как охватывающие все формы устройства, попадающие в объем прилагаемой формулы изобретения.
I заявляет: 1. В устройстве описанного класса конструкция корпуса, поршень, совершающий возвратно-поступательное движение внутри указанного корпуса, коленчатый вал, причем указанный корпус может поворачиваться относительно указанного коленчатого вала в плоскости, перпендикулярной оси вращения указанного вала, поддерживая структура для поддержания упомянутого поворота тела вокруг указанного коленчатого вала, указанный корпус, по существу динамически сбалансирована вокруг своей оси вращения, и средство для упругого сопротивления поворота упомянутого тела относительно указанных опорной конструкции, что указанное средство обеспечивает повышение устойчивости при увеличении.поворот указанного тела из нормального положения.
2. В устройстве описанного класса корпус представляет собой конструкцию, коленчатый вал, установленный с возможностью вращения в указанном корпусе, -поршень, соединенный с указанным коленчатым валом и совершающий возвратно-поступательное движение в указанном корпусе, опорная конструкция, указанный корпус установлен с возможностью поворота относительно указанной опоры. структура вокруг оси, концентричной с осью вращения упомянутого коленчатого вала, указанный корпус, по существу динамически сбалансировано вокруг указанной оси, и средство для упругого сопротивления поворота упомянутого тела относительно указанной опорной конструкции, что указанное средство обеспечивает большее сопротивление при увеличении поворота упомянутого тело из нормального положения.
3. В устройстве описанного класса конструкция корпуса включает в себя цилиндр, поршень, совершающий возвратно-поступательное движение в упомянутом цилиндре, коленчатый вал, вращающийся относительно упомянутого корпуса, опорную конструкцию для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. упомянутого коленчатого вала, причем упомянутый корпус по существу динамически сбалансирован относительно его оси вращения, причем вес той части упомянутого корпуса на стороне упомянутого коленчатого вала, которая занята упомянутым цилиндром, существенно меньше веса упомянутой части на противоположной стороне, и означает для упругого сопротивления поворота упомянутого тела относительно указанной опорной конструкции, что указанное средство обеспечивает повышение устойчивости при увеличении поворота упомянутого тела от нормального положения.
4. В устройстве описанного класса конструкция корпуса, включающая цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорная конструкция для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. указанного коленчатого вала, указанный корпус, по существу динамически сбалансировано вокруг своей оси вращения, упругие средства для сопротивления поворота упомянутого тела относительно указанной опорной конструкции, и средства для изменения сопротивления поворота, предлагаемых указанными упругими средствами, с тем, чтобы увеличить сопротивление дальше указанное тело поворачивается из нормального положения.
5. В устройстве описанного класса конструкция корпуса включает цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорную конструкцию для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. указанный коленчатый вал, указанный корпус, по существу динамически сбалансирован вокруг своей оси вращения, упругие средства для сопротивления поворота упомянутого тела относительно указанных опорной конструкции, и средства, реагирующей на тенденции к повышению указанного тела, чтобы превратить для повышения устойчивости к повороту предлагаемым сказал упругие средства.
6. В устройстве описанного класса конструкция корпуса, включающая в себя цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорная конструкция для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. коленчатого вала, причем указанный корпус по существу динамически уравновешен вокруг своей оси вращения, подвижная опора, пружинные средства расположены между указанным корпусом. и причем указанный абатмент для ограничения поворота тела относительно указанной опорной конструкции, и средства, реагирующие на увеличение амплитуды поворота упомянутого тела для перемещения указанного абатмента в направлении, чтобы увеличить сопротивление поворота предлагаемых указанных пружинных средств.
7. В устройстве описанного класса конструкция корпуса, включающая в себя цилиндр, поршень, совершающий возвратно-поступательное движение в упомянутом цилиндре, коленчатый вал, вращающийся относительно упомянутого корпуса, опорная конструкция для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. указанный коленчатый вал, указанный корпус, по существу динамически сбалансирован вокруг своей оси поворота, подвижного упор, пружинное средство расположено между указанным телом и указанный абатментом для ограничения поворота тела относительно указанного опорной конструкции, и средства, реагирующей на увеличение turnIhg амплитуда упомянутого тела для перемещения упомянутого упора на расстояние, существенно большее, чем упомянутое увеличение амплитуды, и в направлении увеличения сопротивления повороту, обеспечиваемого упомянутыми пружинными средствами.8. В устройстве описанного класса конструкция корпуса, включающая в себя цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорная конструкция для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения сказал коленчатый вал, указанный корпус, по существу динамически сбалансирован вокруг своей оси вращения, поршневой абатмента, пружинное средства между указанным корпусом и упором для ограничения поворота корпуса по отношению к указанным несущей конструкции, средство дл приложени давлени текучей среды к упомянутому поршневым абатменту, клапан для управления указанным давлением текучей среды и средство для регулирования указанного клапана в ответ на изменения амплитуды поворота указанного корпуса так, чтобы увеличение указанной амплитуды приводило к увеличению давления текучей среды.
9. В устройстве описанного класса конструкция корпуса включает в себя цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорную конструкцию для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения. указанного коленчатого вала, указанный корпус, по существу динамически сбалансировано вокруг своей оси вращения, поршневой абатмента, пружинного средства между указанным корпусом и упором для ограничения поворота тела относительно указанной опорной конструкции, средство для приложения давления жидкости поршень to’said абатмент, клапан для управления указанным давлением жидкости, средство для регулирования указанного клапана в ответ на изменения амплитуды поворота указанного корпуса так, чтобы увеличение указанной амплитуды приводило к увеличению давления жидкости, и средство жидкого буфера для положительного ограничения указанной амплитуды.10. В устройстве описанного класса конструкция корпуса, включающая в себя цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, опорная конструкция для поворотной поддержки упомянутого корпуса в плоскости, перпендикулярной оси вращения сказал коленчатый вал, указанный корпус, по существу динамически сбалансирован вокруг своей оси вращения, поршневой абатмента, пружинное средства между указанным корпусом и упором для ограничения поворота корпуса по отношению к указанным несущей конструкции, средство дл приложени давлени текучей среды к упомянутому поршневым абатменту, слайд Клапан для управления указанным давлением текучей среды означает соединение указанного клапана с указанным корпусом так, что клапан перемещается путем поворота корпуса, причем клапан выполнен с возможностью увеличения давления при увеличении амплитуды поворота корпуса, и средства, связанные с указанным клапан, обеспечивающий жидкий буфер для принудительного ограничения движения указанного клапана и амплитуды поворота указанного тела, соединенного с ним.
11. В устройстве описанного класса конструкция корпуса, включающая в себя цилиндр, поршень, совершающий возвратно-поступательное движение внутри упомянутого цилиндра, коленчатый вал, вращающийся относительно упомянутого корпуса, поддерживающая конструкция для того, чтобы поддерживать упомянутый корпус в плоскости, перпендикулярной оси вращение указанного кривошипа. вал, эксцентрик, который может вращаться с указанным коленчатым валом, элемент, вращающийся с эксцентриком на указанном эксцентрике, и уравновешивающий груз, установленный с возможностью вращения на указанном элементе и с возможностью возвратно-поступательного движения относительно указанного тела.
12. В устройстве описанного класса опорная конструкция, динамически сбалансированный коленчатый вал, установленный в нем с возможностью вращения, конструкция корпуса, включающая цилиндр, эксцентрик на указанном валу ранга, указанная конструкция корпуса установлена с возможностью вращения на указанном эксцентрике и по существу динамически сбалансирована относительно его поворот AIA на указанном эксцентричном, поршень, соединенный с коленчатым валом, и возвратно-поступательное движение внутри указанного цилиндра, и средство для ограничения поворота упомянутого тела сТРУКТУРЫ относительно указанного опорной конструкции.
13. В устройстве описанного класса вращающийся коленчатый вал, имеющий эксцентрично расположенный шатун, повторно управляемый поршень, шатун для соединения указанного поршня с указанным пальцем, эксцентриковый вал на 180, сдвинутый по фазе относительно указанного кривошипа. штифт, член эксцентрично цап. прибитый к эксцентрику, противовес, установленный на указанном элементе, и средство для направления движения указанного груза по пути, параллельному 6 пути перемещения указанного возвратно-поступательного поршня. 14. В устройстве описанного класса вращающийся коленчатый вал, имеющий эксцентрично расположенный шатун — поршень с возвратно-поступательным движением, шатун для соединения упомянутого поршня с упомянутым пальцем, эксцентрик на упомянутом валу, сдвинутый по фазе на 180 ° по отношению к упомянутому кривошипу; pi, элемент, установленный на эксцентрике с эксцентриситетом, балансирный груз, установленный на цапфе на упомянутом элементе, причем радиус кривизны 60 цапфы между упомянутым элементом и упомянутым балансирным грузом больше, чем радиус кривизны между упомянутым элементом и упомянутым эксцентриком, и означает.для направления движения указанного груза в направлении, параллельном траектории движения указанного поршня re r B EDRoKe.
ФРЕДРИК ВУНГСТР М.
Crankshaft Miller — Продукты | Komatsu NTC Ltd.
США
Корпорация NAC / NTC AMERICA
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
46605 Магеллан Доктор Нови, Мичиган 48377, США.
Тел. + 1-248-560-1200 Факс + 1-248-560-0215
http: // www.ntcamerica.com
Мексика
KIMX / Komatsu Industries Mexico S.A. de C.V.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Avenida Aguascalientes NO 920, Col. Parras, Aguascalientes, AGS, C.P. 20157, ESTADOS UNIDOS MEXICANOS
Тел .: + 52-449-9739-700
Германия
KGI / Komatsu Germany GmbH (Промышленное подразделение)
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Администрация: Forststraße 29, 40597 Дюссельдорф, Германия
Тел. +49 211 7109 702
Китай
YNC / YIDA NIPPEI MACHINE TOOL Corporation
Производство и продажа универсальных станков с ЧПУ, передаточных машин и запчастей
№11 Software Garden Road, район Ганьцзиньцзы, Далянь 116023, Китай
Тел. + 86-411-84676529 Факс + 86-411-84687608
http://www.ync-china.com
Китай
NST / NTC SHANGHAI TRADING CO., Ltd
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
2F, Building E, Chamtime Plaza No. 6 Lane 2889 Jinke Road, Pudong New Area, Шанхай, Китай
Тел. + 86-21-6841-4567 Факс + 86-21-6841-0386
Китай
NST / NTC SHANGHAI TRADING CO., ООО Гуанчжоу Офис
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Комната № 938, Международный офис Уэйна, № 167 Линхэ (W) Road Tianhe District, Гуанчжоу 510620, Китай
Тел. + 86-20-3855-1680 Факс + 86-20-3888-8572
Индия
KIPL / Komatsu India Pvt. Ltd, Подразделение НТК.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Земельный участок No.A-64, H-Block, Midc Pimpri, Pune-411 018, India
Tel + 91-20-27480587 Факс + 91-20-27480588
Бывшая компания: NIPPEI TOYAMA INDIA PRIVATE LIMITED
Таиланд
NTA / NIPPEI TOYAMA (THAILAND) Co., Ltd.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
28/9 Moo 3, Bangna-Trad Road Km.23, Bangsaothong,
Bangsaothong, Samutprakarn, THAILAND 10570
Тел. + 66-2-740-1150 Факс + 66-2-740-1152
Индонезия
ТКМСИ / ПТ.Komatsu Marketing and Support Индонезия
Техническое и послепродажное обслуживание станков и промышленного оборудования
JL, Ириан, Блок JJ-4-1 MM2100 Industrial Estate Cikarang Jatiwangi,
Bekasi, Jawa Brat 17520
Тел. + 62-21-4604290 Факс + 62-21-4605934
Безопасность | Стеклянная дверь
Мы получаем подозрительную активность от вас или от кого-то, кто использует вашу интернет-сеть. Подождите, пока мы убедимся, что вы настоящий человек.Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, напишите нам чтобы сообщить нам, что у вас проблемы.
Nous aider à garder Glassdoor sécurisée
Nous avons reçu des activités suspectes venant de quelqu’un utilisant votre réseau internet. Подвеска Veuillez Patient que nous vérifions que vous êtes une vraie personne. Вотре содержание apparaîtra bientôt. Si vous continuez à voir ce message, veuillez envoyer un электронная почта à pour nous informer du désagrément.
Unterstützen Sie uns beim Schutz von Glassdoor
Wir haben einige verdächtige Aktivitäten von Ihnen oder von jemandem, der in ihrem Интернет-Netzwerk angemeldet ist, festgestellt. Bitte warten Sie, während wir überprüfen, ob Sie ein Mensch und kein Bot sind. Ihr Inhalt wird в Kürze angezeigt. Wenn Sie weiterhin diese Meldung erhalten, informieren Sie uns darüber bitte по электронной почте: .
We hebben verdachte activiteiten waargenomen op Glassdoor van iemand of iemand die uw internet netwerk deelt.Een momentje geduld totdat, мы узнали, что u daadwerkelijk een persoon bent. Uw bijdrage zal spoedig te zien zijn. Als u deze melding blijft zien, электронная почта: om ons te laten weten dat uw проблема zich nog steeds voordoet.
Hemos estado detectando actividad sospechosa tuya o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para informarnos de que tienes problemas.
Hemos estado percibiendo actividad sospechosa de ti o de alguien con quien compare tu red de Internet. Эспера mientras verificamos que eres una persona real. Tu contenido se mostrará en breve. Si Continúas recibiendo este mensaje, envía un correo electrónico a para hacernos saber que estás teniendo problemas.
Temos Recebido algumas atividades suspeitas de voiceê ou de alguém que esteja usando a mesma rede. Aguarde enquanto confirmamos que Você é Uma Pessoa de Verdade.Сеу контексто апаресера эм бреве. Caso продолжить Recebendo esta mensagem, envie um email para пункт нет informar sobre o проблема.
Abbiamo notato alcune attività sospette da parte tua o di una persona che condivide la tua rete Internet. Attendi mentre verifichiamo Che sei una persona reale. Il tuo contenuto verrà visualizzato a breve. Secontini visualizzare questo messaggio, invia un’e-mail all’indirizzo per informarci del проблема.
Пожалуйста, включите куки и перезагрузите страницу.
Это автоматический процесс. Ваш браузер в ближайшее время перенаправит вас на запрошенный контент.
Подождите до 5 секунд…
Перенаправление…
Заводское обозначение: CF-102 / 6309ec733eb62de6.
Что такое прогиб коленчатого вала?
Прогиб коленчатого вала происходит с течением времени при многократном и непрерывном использовании коленчатого вала.
Это процесс, который происходит в фоновом режиме во время работы двигателя, и, хотя его нельзя увидеть без прибора обнаружения, он вызывает значительные повреждения механизма.
- Без корректировки смещений коленчатого вала с течением времени машина будет изнашиваться неравномерно, вызывая чрезмерную нагрузку на поддерживающие компоненты.
- Это сократит срок службы двигателя и приведет к его преждевременному износу. Однако эту естественную проблему можно легко исправить с помощью небольших корректировок.
Знание того, когда и как регулировать коленчатый вал, продлит его срок службы, сэкономив время и деньги.
DI-5 и DI-5C от Prisma Tibro просты в использовании и могут быть запрограммированы и перепрограммированы для проверки положения каждого механизма в любое время.
Использование DI-5 или DI-5C для регулярной проверки отклонения коленчатого вала требует всего несколько минут вашего времени и может продлить срок службы двигателя на годы.
Раньше для определения перекоса коленчатого вала использовался индикатор с круговой шкалой.
Это потребовало гораздо более длительного процесса, с подробными показаниями, которые инженер снимал бы сам.
Требовалось считывать данные о коленчатом валу в каждом из пяти положений (по бокам, сверху и по два с каждой стороны от низа), а затем вручную интерпретировать эти числа, чтобы увидеть, как следует регулировать коленчатый вал.
- Для достижения точных измерений требовалось глубокое понимание процесса и кропотливые измерения, и даже если процесс был завершен правильно, не было гарантии, что манометр не будет слегка скользить, нарушая показания.
Кроме того, датчик требовал, чтобы инженер имел доступ к механизму со всех сторон, покрывая его грязью и жиром.
Благодаря автоматизации и компьютеризации измерительного устройства процесс занимает лишь часть времени, а измерения становятся намного точнее.
Устройства DI-5 и DI-5C надежно входят в коленчатый вал и остаются там, не смещаясь и не соскальзывая.
Как и индикатор часового типа, DI-5 / 5C обнаруживает перекос, измеряя коленчатый вал в каждой точке. Цифры записываются во внутреннюю память устройства. После каждого выполненного измерения устройство сравнивает числа друг с другом и обеспечивает меру несовпадения без дальнейших вычислений.
DI-5 / 5C можно программировать бесконечное количество раз и измерять любое количество коленчатых валов, используя один и тот же процесс.
Это избавляет от необходимости вводить числа вручную и позволяет инженеру быстро и легко измерять каждую точку и каждый механизм в двигателе. Прилагаемый к DI-5 / 5C комплект Ovality измеряет износ гильзы цилиндров и показывает неровности цилиндров.
Интегрированный контроллер улучшает прокатку коленчатого вала
Выпуск от декабря 2007 г.
автомобильные стратегии
Интегрированный контроллер улучшает вальцовку коленчатого вала
Поскольку от дизельных двигателей все чаще требуется большая мощность при меньших размерах, производители деталей двигателей ищут новые способы эффективного соответствия этим критериям в своей производственной среде.Например, производители коленчатых валов постоянно стремятся улучшить прочность, надежность и качество продукции. Один из способов достижения этого — приложение внешних сил к поверхности коленчатого вала для уменьшения усталости.
Ingersoll CM Systems Inc. из Мидленда, штат Мичиган, является ведущим разработчиком систем и оборудования для производства коленчатых валов. Компания производит специальное оборудование для производства автомобильных коленчатых валов, в том числе станки для глубокой прокатки коленчатого вала. Назначение машины для глубокой вальцовки коленчатого вала — создание остаточного напряжения сжатия на поверхности прокатываемого коленчатого вала и под ней.Этот метод уже много лет используется в автомобильной, грузовой и внедорожной промышленности и зарекомендовал себя как надежный и экономичный метод повышения усталостной прочности коленчатых валов.
Раньше в прокатных станках Ingersoll использовались отдельные карты управления для каждой из 13 осей движения, что означало большую обрабатываемую площадь на станке, обширное пространство шкафа для отдельных контроллеров и чрезмерное количество проводов для компонентов и ввода-вывода. Но поскольку коленчатые валы стали более компактными, компания Ingersoll хотела, чтобы следующее поколение прокатных станков для коленчатого вала было более компактным.Компания Ingersoll, имеющая давние отношения с корпорацией Bosch Rexroth, призвала технологические группы компании «Гидравлика и электрические приводы и средства управления» предоставить инновационное решение для управления, которое поможет им удовлетворить отраслевые потребности в большей прочности и точности коленчатого вала, а также в более быстром производстве коленчатого вала. Компания Ingersoll использовала пропорциональные клапаны Rexroth IAC-R Integrated Axis Controller со встроенным управлением движением на гидравлических осях и объединила их с контроллером Rexroth IndraMotion MTX для достижения компактности конструкции на 25 процентов.Новая конструкция не только обеспечивает прочность и точность коленчатого вала, которые требуются клиентам Ingersoll, но и позволяет сэкономить место на заводе.
Горячая идея
Чтобы понять влияние интегрированного управления движением, используемого в машине для глубокой прокатки коленчатого вала, необходимо рассмотреть функции машины и то, как она работает.
В зависимости от требований к коленчатому валу прокатный станок включает от девяти до 13 плеч независимых осей качения.
Как следует из названия, машина для вальцовки с глубоким скруглением коленчатого вала прокатывает или «холодно обрабатывает» галтели или канавки, расположенные на каждом конце опорных поверхностей коленчатого вала. Вальцовка с глубоким уголком — это процесс прокатки при высоких нагрузках. Этот термин используется из-за глубины упрочнения материала — до 0,125 дюйма. Прокатка — это один из методов холодной обработки, при котором металлическая полоса пропускается через узкий зазор между двумя валками для создания дополнительных дислокаций в структуре металла. .Дислокация — это дефект в металлической решетке, в котором отсутствуют атомы в слое металла. Когда две или более дислокации встречаются, они препятствуют движению друг друга, что увеличивает прочность металла и делает его более жестким, менее податливым и менее пластичным.
В зависимости от требований к коленчатому валу, особенно если коленчатый вал предназначен для четырех- или шестицилиндрового двигателя, прокатный станок включает от девяти до 13 рычагов независимых осей качения на машину. Каждый рычаг прикладывает разную силу в разных точках по длине коленчатого вала, чтобы уплотнить и укрепить коленчатый вал.В некоторых случаях прокатный станок используется для восстановления коленчатого вала, если после прокатки обнаруживается недопустимая деформация. В этом случае выборочно применяется более высокая сила нагрузки. Один пропорциональный гидравлический клапан Rexroth IAC-R соответствует каждой оси движения качения на станке. Вся машина управляется контроллером движения Rexroth MTX, который тесно интегрирует многозадачный ПЛК с ЧПУ и способен контролировать до 64 осей движения.
Пропорциональные клапаны с электроникой непосредственно на клапане широко используются в течение некоторого времени.Однако для управления осью гидравлического привода обычно требуется отдельный контроллер движения оси. В отличие от традиционных конструкций, клапан Rexroth IAC-R представляет собой программируемый 32-битный цифровой контроллер движения, совместимый с промышленной шиной, для гидравлической оси — все это упаковано на борту высокопроизводительного серво-соленоидного клапана. Устройства обратной связи по оси, включая положение, давление и силу, подключаются непосредственно к бортовой электронике клапана. Результатом является полностью интегрированный узел для электрогидравлического управления перемещением, который значительно сокращает пространство на панели и требования к проводке.Эти преимущества становятся доступными с использованием распределенных цифровых интеллектуальных устройств, таких как гидравлический клапан IAC-R, ввод / вывод Fieldbus и электрические приводы, предоставляемые Rexroth.
«Использование клапана IAC-R сократило объем проводки на месте на 25 процентов и устранило одну из четырех ранее требуемых электрических панелей, что позволило нам сэкономить примерно 15 процентов затрат на управление машиной», — говорит Гэри Мангер, технический директор Ingersoll Controls.
Дополнительные преимущества конструкции управления включают связь ПЛК с осями движения по сети Profibus.Это, в сочетании с распределенным интеллектом в клапанах, устраняет ограничения в характеристиках управления, обычно связанные с концепциями непрерывного управления с обратной связью по полевой шине.
По словам Мангера, требования Ingersoll к пакету управления для машины для глубокой прокатки коленчатого вала заключались, прежде всего, в том, что система обеспечивала постепенные, точные изменения давления для результирующей силы до 30 килоньютон в пределах диапазона допуска +/- 1%. Кроме того, для гидравлического привода необходимо было достичь запрограммированного изменения силы за одну десятую секунды.
«Мы рассмотрели другие клапаны с обратной связью по давлению и замкнутым контуром управления, основанным на прямом давлении, но клапаны производили свои измерения, а не на самом деле», — говорит он. «Клапан IAC-R фактически измеряет силу».
Мунгер также отмечает, что все параметры настройки цифрового контроллера Rexroth IAC-R сохраняются во флэш-памяти клапана и хранятся в системе управления на уровне машины. Это позволяет быстро конфигурировать серийные машины и минимизировать простои в полевых условиях в случае необходимости замены машины.Все параметры могут быть сохранены и выгружены или загружены по мере необходимости, если раньше это была ручная настройка. В результате можно легко произвести замену одной машины на другую на месте, что займет меньше половины времени ввода в эксплуатацию, необходимого в предыдущих проектах.
Тонкий и легкий
Управление всем станком осуществляется с помощью ЧПУ MTX. Производительная карта ЧПУ, управляющая движением ЧПУ и всей логикой станка, установлена в Bosch Rexroth IPC40, расположенном в главном электрическом шкафу.Один кабель соединяет 15-дюймовую панель дисплея в консоли оператора, обеспечивая функциональность клавиатуры, ключа машины, USB и мыши. Эта установка предлагает легкую, прочную и тонкую консоль оператора. Кроме того, пакет программного обеспечения Rexroth IndraWorks, используемый с MTX Контроллер предлагает все инструменты, необходимые для проектирования, ввода в эксплуатацию и эксплуатации машины.Интерфейс оператора может легко адаптироваться к потребностям машины и оператора с помощью встроенного редактора настраиваемого экрана WinStudio.
Интерфейс оператора можно легко адаптировать к потребностям машины и оператора с помощью встроенного экранного редактора WinStudio.
По сравнению с другими ЧПУ, контроллер MTX обеспечивает быстрое выполнение программы ПЛК и целесообразную обработку блоков ЧПУ и вспомогательных функций для сокращения временных задержек, связанных с контроллером, и повышения производительности станка. MTX использует SERCOS с оптоволоконным кабелем для управления всем движением сервопривода и шпинделя, а также Profibus DP для быстрого управления распределенным вводом / выводом и управлением гидравлической осью через клапан IAC-R.Клапан IAC-R имеет пять режимов работы: управление потоком в разомкнутом контуре, управление давлением или усилием в замкнутом контуре, управление положением, переменное управление (положение и давление в замкнутом контуре) и встроенная функция NC. Устройства обратной связи могут быть аналоговыми, SSI, EnDAT или синусоидальными сигналами с одним напряжением от пика до пика. Каждый клапан подсчитывает и сохраняет время включения, время работы и историю отказов, а также даты первого, последнего и следующего обслуживания для поиска и устранения неисправностей и профилактического обслуживания. 64-символьное описание устройства также может быть присвоено каждому клапану и, как и все параметры, может быть прочитано ПЛК или другой системой управления через полевую шину.
Литой алюминиевый корпус со встроенным блоком электроники клапана чрезвычайно прочен и позволяет IAC-R иметь степень защиты IP 65, совместимость с ЭМС и устойчивую вибрацию 25G в течение 12 часов во всех трех измерениях.
Брайан Макминн, инженер по продажам Morrell, Inc., дистрибьютора Rexroth, поставляющего продукцию Ingersoll, называет межмашинную связь между всеми элементами управления ключевым преимуществом перехода на клапан IAC-R.
«Компания Ingersoll перешла от громоздкой аналоговой связи к связи через Profibus, что минимизирует количество проводов в машине, устраняет шум и дает Ingersoll цифровой интерфейс для клапана», — говорит он.Он отмечает, что Моррелл и Рексрот обязались сохранить запасы клапанов IAC-R для Ingersoll, поскольку они обычно создают прокатный станок менее чем за 26 недель, что делает доставку критически важной. Rexroth Bosch Group, www.rsleads.com/712tp-164
Как вы думаете?
Повысит ли информация в этой статье эффективность или
сэкономить время, деньги или усилия? Сообщите нам по электронной почте с нашего
сайт www.ToolingandProduction.com или отправьте электронное письмо редактору по адресу
[email protected].
Прочие приспособления и адаптеры для бизнеса и промышленности Строительная тренога Лазерная нивелировка Коленчатого вала Кривошипная верхняя часть 15 11 / 16-47
Другая фурнитура и адаптеры Бизнес и промышленность Бизнес и промышленность Другая фурнитура и адаптеры Строительство Штатив Лазерное регулирование коленчатого вала Устройство кривошипа 15 11 / 16-47 futuremigration.eu- Home
- Business & Industrial
- Гидравлика, пневматика, насосы и сантехника
- Фитинги и адаптеры
- Прочие фитинги и переходники
- Прочие фитинги и адаптеры для бизнеса и промышленности Строительный штатив Лазерное регулирование коленчатого вала Устройство для коленчатого вала Верхняя часть кривошипа 15 11 / 16-47
Строительный штатив Лазерный нивелир коленчатого вала Crank Top 15 11 / 16-47
Гидравлика, пневматика, насосы и сантехника Фитинги и адаптеры Прочие фитинги и адаптеры Бизнес и промышленность, Регулировка коленчатого вала Устройство Crank Top 15 11 / 16-47 Бизнес и промышленность Прочие фитинги и Адаптеры Строительный штатив Лазерный, деловой и промышленный Прочие приспособления и адаптеры Строительный штатив Лазерный нивелир коленчатого вала Устройство Crank Top 15 11 / 16-47, лазерный штатив, Высота штатива может регулироваться от 40 см до 120 см с помощью длины ножек штатива и высота kurbelbare, ФОТОГРАФИИ И ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ, Устройство Crank Top 15 11 / 16-47 Другое оборудование и адаптеры для бизнеса и промышленности Строительный штатив Лазерное выравнивание Коленчатый вал, Crank Top 15 11 / 16-47 Прочие приспособления и адаптеры для бизнеса и промышленности Строительный штатив Лазерное выравнивание Устройство коленчатого вала.
в закрытом виде, упаковка должна быть такой же, как в розничном магазине, Состояние: Новинка: Совершенно новый, высоту штатива можно регулировать от 40 см до 120 см в зависимости от длины ножек штатива и высоты kurbelbare, Бренд: : Строительный штатив с лазерным выравниванием коленчатого вала Crank Top 15 11 / 16-47 других производителей, Строительный штатив с лазерным выравниванием коленчатого вала Crank Top 15 11 / 16-47, Строительный штатив с лазерным выравниванием коленчатого вала Crank Top 15 11 / 16-47 Прочая арматура и адаптеры для бизнеса и промышленности, например, коробка без надписи или полиэтиленовый пакет
если товар не был упакован производителем не в розничную упаковку, см. все определения условий : MPN: : Не применяется для бизнеса и промышленности Прочая фурнитура и адаптеры Строительный штатив Устройство для лазерного нивелирования коленчатого вала Crank Top 15 11 / 16-47, ФОТОГРАФИИ И ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ, неиспользованный, Лазерный штатив, Штатив для бизнеса и промышленного строительства Штатив для лазерного нивелирования коленчатого вала Crank Top 15 11 / 16-47 Прочие фитинги и адаптеры, неповрежденный товар в оригинальной упаковке (если упаковка применимый)
Строительная тренога с лазерной регулировкой коленчатого вала, верхняя часть кривошипа 15 11 / 16-47
Laser Tripod. Высота штатива может регулироваться от 40 см до 120 см в зависимости от длины ножек штатива и высоты kurbelbare. ФОТОГРАФИИ И ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ.Для бизнеса и промышленности Прочая фурнитура и адаптеры Строительный штатив Лазерная нивелировка Коленчатого вала Верхняя часть кривошипа 15 11 / 16-47 Прочие фитинги и адаптеры Деловое и промышленное строительство Штатив Лазерная нивелировка Коленчатого вала Верхняя часть коленчатого вала 15 11 / 16-47 Строительный штатив Лазерное выравнивание Коленчатого вала Верхняя часть коленчатого вала 15 11 / 16-47 Другая фурнитура и адаптеры для бизнеса и промышленности Другая фурнитура и адаптеры для бизнеса Строительная тренога Лазерная нивелировка Коленчатый вал Верхняя часть кривошипа 15 11 / 16-47
Коленчатые валы из закаленной стали
На главную> Процессы> Закалка> Стальные коленчатые валы
Большинство коленчатых валов изготавливаются из литой стали; некоторые высокопроизводительные коленчатые валы производятся из кованой стали.Закалка коленчатых валов включает рассмотрение 4 различных зон нагрева — штифтов, шейки, фланцев и вала — с уникальными характеристиками. Время нагрева для каждой зоны зависит от используемого материала.
В машинах индукционного нагрева для этого процесса закалки часто используются индукторы открытого типа с концентраторами флюса. Фланец и вал обычно закалены с помощью закрытых индукторов, и иногда можно использовать закрытый индуктор для внешней шейки.
Мы предлагаем частоту нагрева около 10 кГц для штифтов и цапф; более высокие частоты используются для фланца и вала, потому что требуемая глубина закалки ниже.Установленные уровни мощности от 100 до 400 кВт.
Независимые и общие индукторы
Можно использовать независимые индукторы для каждой зоны закалки коленчатого вала — по одному на каждый палец, шейку, фланец и вал. Это обеспечивает максимальную производительность.
Общие индукторы часто используются для снижения производительности, когда гибкость и экономичность имеют первостепенное значение. Один или несколько общих индукторов с сервоуправлением можно использовать для усиления различных зон. Общие индукторы также обычно используются для больших коленчатых валов.
Типы установок
Ручная нагрузка — Коленчатые валы вручную загружаются на моторизованный кронштейн или индексирующее устройство, которое доставляет их на станцию нагрева. Системы ручной загрузки предлагают самую низкую стоимость и при необходимости могут быть автоматизированы позже.
Тип передачи — Доставка коленчатых валов на тепловую станцию осуществляется автоматически с помощью цепи или балансира. Этот тип установки часто лучше всего подходит для автоматизированных производственных линий.Наша автоматическая машина для закалки коленчатого вала CFW с балансирной балкой можно закалить коленчатые валы за 40,5 секунд.
Барабан Тип — Коленчатые валы среднего и большого размера вручную помещаются на 4-позиционный вращающийся барабан.