назначение хона в двс | Страница 3
mivaol
Абориген
#41
#41
UFO61 написал(а):
Да чё ты до моей дрели доипался-то? Ты говорил, что зеркало набить не просто, я тебе привёл пример, как в юношеские годы набивал зеркало в цилиндре. Расточенном и отхонингованном. За 5 минут. В пример того говорил, чтобы объяснить, что зеркало сделать очень просто. нужна лишь необходимая зернистость абразива и скорость обработки. а ты «вот дрель, вот телескоп, вот руками нельзя!» Да какая наxер разница. Нужно будет зеркало — будут делать на станках аллюминиевыми брусками с пастой ГОИ. и будет там зеркало и будет геометрия. Отстань уже от моей дрели наконец, я тебе не для этого про неё писал, а ты так и не понял.
и будет там зеркало и будет геометрия. Отстань уже от моей дрели наконец, я тебе не для этого про неё писал, а ты так и не понял.
Нажмите для раскрытия…
Вот именно это две страницы назад я уже писал, что такое зеркало никому и не нужно это только для глаза зеркало на самом деле все криво косо просто всех устраивает.
mivaol
Абориген
#42
#42
UFO61 написал(а):
Хорошо, давай по твоим правилам, пофиг, точим блок, берём головку для платохонингования и набиваем ею зеркало.
Нажмите для раскрытия…
Извините я воспринимаю платохонингование как выравнивание поперечных оси поверхностей…
Поверхность цилиндра это попадает под платохонинг, честно не знаю?!
Если да то выдерживайте размеры 0.01мм по радиусу 0.6микрона по шероховатости и лучще, естественно по оси все тоже, и полируйте мне цилиндр в зеркало!
UFO61
Абориген
#43
#43
Да скуя ли там криво?
UFO61
Абориген
#44
#44
Всё, я умываю руки. …
…
Zaknafein
Завсегдатай
#45
#45
Мне кажется или где-то тут завелся троль?
Ascari
Абориген
#46
#46
Для тех кому лень читать и он пролистал в конец сразу -тезисно последние 4 страницы от миавола:
«зеркало не надо, но и хон не надо, а как надо я хyй знаит, но наверно не так.
1. вкладыши держатся на натяге, «замки» на современных моторах зачастую отсутствуют.
2. хон в нгш — финишная обработка, расточка у них видимо черновая серийная с припуском, который добивают в размер хоном. При этом и без хона можно расточить с любой точностью цилиндр сразу в размер, вопрос трудовременных затрат
3. на вкладышах хона нет, тк там смазка под давлением-он там и ***** не нужен. толщина масляной пленки (зазор шейка/вкладыш обычно 3-5 соток на диаметр) на порядок больше глубины хона.
4. сравнивать обработку вгш шатуна и цилиндра — некорректно, тебе не кажется? там и нагрузки разные, и характер движения трущихся частей, и масса движущихся деталей и нагрузки в динамике тоже отличаются. поэтому втулки с завода как правило гладкие
почитай статейку мож отстанешь от людей со своим шабрением
https://www. mehanika.ru/informatory/publications/kolonka-mastera/khoningovanie
mehanika.ru/informatory/publications/kolonka-mastera/khoningovanie
mivaol
Абориген
#47
#47
Да статейку эту читал.
Понравилась еще вот эта.
Цитирую Основное назначение хонингования – уменьшить параметр шероховатости поверхности после растачивания до значения Ra = 0,32 мкм при сохранении микротвердости и структуры поверхностного слоя.
Источник: http://5fan.ru/wievjob.php?id=38978
Правда должен отметить и то что есть и такие слова в статье
mivaol
Абориген
#48
#48
На рабочую поверхность цилиндра наносят специальный микрорельеф, высота которого составляет доли микрометров. Такая поверхность хорошо удерживает масло и способствует снижению потерь на трение юбки поршня и уплотнительных колец.
Такая поверхность хорошо удерживает масло и способствует снижению потерь на трение юбки поршня и уплотнительных колец.
Источник: http://5fan.ru/wievjob.php?id=38978
mivaol
Абориген
#49
#49
В общем признать должен что двоякое назначение хона и масло удержать и выровнить поверхность.
Inferno91
Завсегдатай
#50
#50
mivaol написал(а):
В общем признать должен что двоякое назначение хона и масло удержать и выровнить поверхность.
Нажмите для раскрытия…
В точку!!! Закрывай нах вопрос. Тут тема «Шедевры».
Flw
Пользователь
#51
#51
вы в атаке совсем запарились, про НГШ я сказал
Ascari написал(а):
2. хон в нгш — финишная обработка, расточка у них видимо черновая серийная с припуском, который добивают в размер хоном. При этом и без хона можно расточить с любой точностью цилиндр сразу в размер, вопрос трудовременных затрат
Нажмите для раскрытия. ..
..
А теперь подумай, чем отличается цилиндрическая поверхность цилиндра от цилиндрической поверхности бугеля или нгш в плане технологических требований. Диаметры одного порядка, примерно одни допуски на размер и требования к шероховатости. Логично предположить, что и обрабатывать их нужно одинаково. Что на заводе и делают. Я это к чему — первичен все же техпроцесс получения точных цилиндрических поверхностей при массовом производстве, а удержание масляной пленки — бонус и вторично, что mivaol и пытается объяснить.
Этот вывод не означает, что лучше пилить в зеркало (для тех, кто не дружит с логикой)
induke
Модератор
#52
#52
переношу сюда вобщем
UFO61
Абориген
#53
#53
Flw написал(а):
, а удержание масляной пленки — бонус и вторично
Нажмите для раскрытия. ..
..
какой бонус? что вторично? Это на постелях коленвала и НГШ хон получается бонусом, он там никому не мешает, поэтому его оставляют как есть. Ты статью то ту читал, что Аскари выложил? Там хон не абы как делается, а с определённой шероховатостью и сеткой под определённым углом. А в постелях коленвала эта сетка нифига не такая. Она там такая, какя получилась…
induke
Модератор
#54
#54
для чего и как делается хон, самое главное — является ли хонингование догонкой цилиндра до размера можно и наверно нужно выяснить у тех кто занимается расточкой блоков. вот у них и спросить — дядь, а ты когда хонингуешь размер на голове какой ставишь, какой размер ставишь на голове которая точит изначально.
вот у них и спросить — дядь, а ты когда хонингуешь размер на голове какой ставишь, какой размер ставишь на голове которая точит изначально.
спросить а не гадать идиотские мысли
INTERyes
Абориген
#55
#55
Я порой хоном ровняю цилиндры,а порой и просто обновляю,когда появляются лысины.
induke
Модератор
#56
#56
каким хоном то?
дрынохон который?
Flw
Пользователь
#57
#57
UFO61 написал(а):
какой бонус? что вторично? Это на постелях коленвала и НГШ хон получается бонусом, он там никому не мешает, поэтому его оставляют как есть. Ты статью то ту читал, что Аскари выложил? Там хон не абы как делается, а с определённой шероховатостью и сеткой под определённым углом. А в постелях коленвала эта сетка нифига не такая. Она там такая, какя получилась…
Ты статью то ту читал, что Аскари выложил? Там хон не абы как делается, а с определённой шероховатостью и сеткой под определённым углом. А в постелях коленвала эта сетка нифига не такая. Она там такая, какя получилась…
Нажмите для раскрытия…
Это как это получается бонусом на НГШ и бугелях? Хонингуют по твоему же для удержания пленки масла? Дак чета не просматривается в тех местах такая необходимость. Или скажешь чтоб вкладыши лучше держались? Ну тоже как-то сомнительно. Вкладыш это ведь простая втулка, только с разъемом, и держится в отверстии как и все втулки за счет натяга. Не думаю что на заводе просто так сделают дополнительную технологическую операцию — любое лишнее телодвижение приводит к удорожанию. Можно было бы получить точно и быстро постель или НГШ только расточкой — так бы и делали, но видимо с хонингованием быстрее/проще. То же самое и с цилиндрами, мне так видится.
А то что угол и риска — ну так раз уж есть эта операция в техпроцессе, то почему бы не получить с нее бонусы? Сделать пару исследований на тему удержания пленки, защитить пару дисеров, и не внедрить это на производстве? Подобрать градацию абразива и режимы это ведь просто и недорого
Flw
Пользователь
#58
#58
induke написал(а):
для чего и как делается хон, самое главное — является ли хонингование догонкой цилиндра до размера можно и наверно нужно выяснить у тех кто занимается расточкой блоков. вот у них и спросить — дядь, а ты когда хонингуешь размер на голове какой ставишь, какой размер ставишь на голове которая точит изначально.
вот у них и спросить — дядь, а ты когда хонингуешь размер на голове какой ставишь, какой размер ставишь на голове которая точит изначально.
спросить а не гадать идиотские мысли
Нажмите для раскрытия…
Общался по этому поводу с одним старым сильно опытным координатчиком, который калымил расточкой. Только точил, не хонинговал. Я тогда тоже поражался, как так? При этом у него валялись змз-шные блоки кучами. А люди на газелях много ездят, имеют возможность вести статистику ходимости. Дак вот он говорил, че ты паришся типа, моторы ходят. Он может заправить по-особому резец, обкататься по цилиндру, настроиться на размер, включить очень медленную подачу и точить каждый котел по 15 минут. И так с каждым цилиндром. На заводе такой возможности нет, наладчики у каждого блока плясать не будут по часу. Поэтому на производстве все немного иначе
Другие точильщики блоков хонингуют потому, что так положено. Спрашивал, ну говорят технология такая. У меня тут в 10 метрах 3М83 стоит, интересовался вопросом)
Более того, самому приходилось собирать моторы на лысых цилиндрах (не потому, что считаю это правильным, а от ********ства товарищей). И это даже ездило, и масло даже вроде не жрало. Правда не имел возможности проследить дальнейшую их судьбу. Думаю кольца будут уставать сильно быстрее. Может кто-то еще имеет такой опыт? Интересно послушать
И это даже ездило, и масло даже вроде не жрало. Правда не имел возможности проследить дальнейшую их судьбу. Думаю кольца будут уставать сильно быстрее. Может кто-то еще имеет такой опыт? Интересно послушать
induke
Модератор
#59
#59
Flw, отличный рассказ. в кратце так — я видел тех кто хонингует и тех кто нет. а что было дальше я не знаю.
UFO61
Абориген
#60
#60
Flw, В постелях коленвала и в головках шатуна хонингуют не для удержания плёнки масла, а для получения размера нужного. А сам хон там — бонус. А в цилиндрах он другой и это не бонус. Вот и всё что я хотел сказать, а ты начал выдумывать и читать между строк.
А сам хон там — бонус. А в цилиндрах он другой и это не бонус. Вот и всё что я хотел сказать, а ты начал выдумывать и читать между строк.
Вряд ли стоит доказывать, что ижевские мотоциклы самые популярные. Более двух миллионов этих машин бегают по дорогам страны. Они очень надежны. Но наступает время, когда требуется профилактика или ремонт. «Хотелось бы, чтобы на страницах «За рулем» чаще появлялись статьи на эту тему», — пишет нам К. Дробов из Казани. Его поддерживают многие мотолюбители, принявшие участие в заочной конференции читателей журнала. Идя навстречу пожеланиям наших корреспондентов, редакция подготовила цикл статей об ИЖах, которые написаны инженерами В. Абрамяном и В. Забелиным. Сегодня они рассказывают о цилиндре, поршне и кольцах к мотоциклам ИЖ. Целый ряд рекомендаций носит общий характер. Более подробно об эксплуатации ижевских мотоциклов желающие смогут прочитать позднее в книге «Советы водителю мотоцикла ИЖ», которую готовит книжное издательство «Удмуртия».
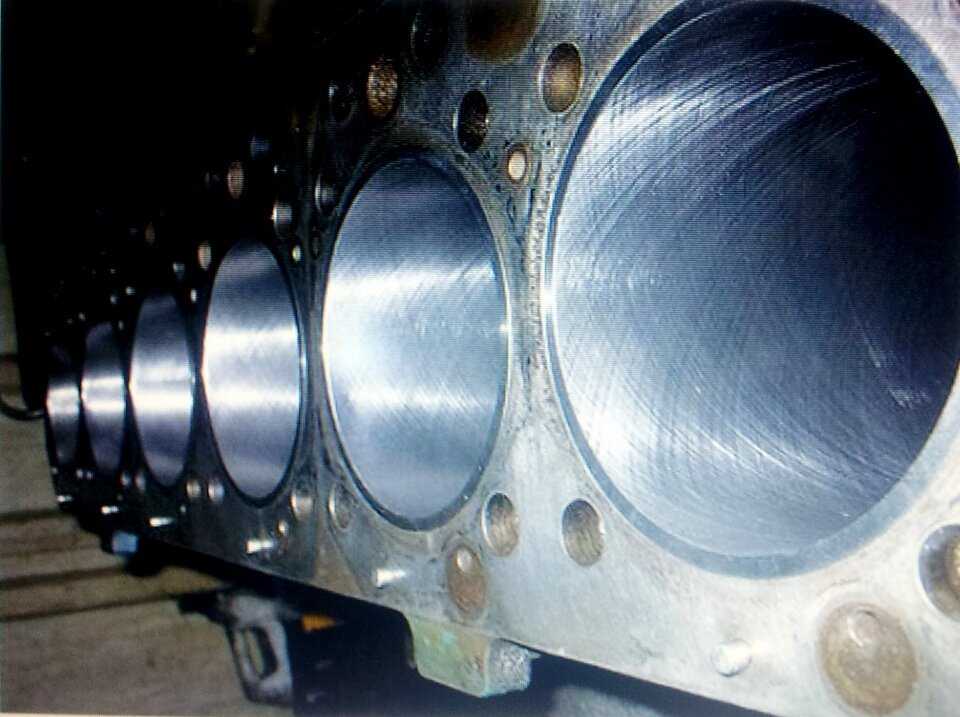
ЧТО НУЖНО ЗНАТЬ О ЦИЛИНДРЕ Это наиболее ответственная деталь двигателя. Напомним, что износ цилиндра во многом зависит от эффективности воздухоочистителя, температурного режима (поэтому все регулировки систем питания и зажигания должны точно соответствовать инструкции), от своевременности и качества ухода. Если, например, вовремя не удалить с поверхности цилиндра грязь или пыль, то резко ухудшится охлаждение со всеми вытекающими отсюда последствиями. Безотказная работа двигателя на разных режимах конструктивно обеспечивается тепловыми зазорами (между цилиндром и поршнем, причем подбор пары цилиндр — поршень осуществляется строго по группам. В зависимости от внутреннего диаметра цилиндры двигателя ИЖ Юпитер делятся на шесть групп, а двигателя ИЖ-56 и ИЖ Планета — на четыре. Разница в диаметре между смежными группами 0,01 мм. У ИЖ Юпитер номер группы клеймится на верхней наружной «части выпускного патрубка цилиндра. На двигателях ИЖ-56, ИЖ Планета номер группы заносится на передней нижней части цилиндре (со стороны выпускных окон) или на фланце для крепления впускного патрубка. Размеры серийных и ремонтных цилиндров, а также разбивка их по группам приводятся а таблице 1.
Таблица 1
При нормальной эксплуатации мотоцикла средний износ цилиндра на тысячу километров пробега для двигателя ИЖ Планета составляет 0,0045—0,0065 мм; для двигателя ИЖ Юпитер величина его нескользко меньше. Инерционный воздухоочиститель типа «циклон» мотоцикла ИЖ-56 менее эффективен, чем контактно-масляный. Поэтому средняя величина износа цилиндра ИЖ-56 несколько больше, чем ИЖ-П. Допустимым считается износ 0,15—0,2 мм. При дальнейшем увеличении зазора появятся сильные стуки поршня о стенки цилиндра и упадет мощность двигателя. Необходимость расточки цилиндра для установки первого ремонтного поршня возникает на мотоцикле ИЖ-56 после 17 тысяч километров, на мотоциклах ИЖ Планета и ИЖ Юпитер — после 20—25 тысяч. Пробег мотоциклов с боковым прицепом до расточки цилиндров меньше на 15—20 процентов. Объясняется это более высокими нагрузками и худшим охлаждением двигателя из-за меньшего напора встречного потока воздуха. Ремонт цилиндра заключается в растачивании его внутреннего диаметра под поршень первого или второго ремонтных размеров. Причем диаметр цилиндра при растачивании до каждого следующего »ремонтного размера увеличивается на 0,25 мм у двигателя ИЖ Юпитер и на 0,5 мм у двигателей ИЖ-56 и ИЖ Планета (цифры даны с учетом хонингования — операции доводки поверхности).
НЕМНОГО О ГОЛОВКЕ Очень важно периодически удалять нагар с внутренней полости головки. Большое количество его вызывает перегрев двигателя, а кроме того, может увеличить степень сжатия (вплоть до появления детонации) и ускоряет износ трущихся деталей. Нагар обычно удаляют металлическим скребком или шабером, затем поверхность зачищают шкуркой. Если газы проникают под головку (обычно это сопровождается резким звуком выпуска и появлением масляных пятен на плоскости верхнего ребра цилиндра), надо ослабить и снова равномерно затянуть на холодном двигателе гайки крепления головки. Боли и таким способом не удастся избавиться от пропуска газов, то надо снять головку и проверить, нет ли забоин на плоскости, прилегающей к цилиндру. Если они есть — притереть головку на плите.
ПОРШЕНЬ И КОЛЬЦА Мы уже говорили, что пары цилиндр— поршень подбирают строго по группам. Маркировку наносят на наружной поверхности головки поршня. Размеры серийных и ремонтных поршней, их разбивка по группам приведены в таблице 2. Контрольные диаметры показаны на рисунке.
Контрольные диаметры поршня (к таблице 2).
Таблица 2
Иногда спрашивают, когда лучше проверять состояние поршня. Периодичность осмотра зависит от условий, в которых эксплуатируется мотоцикл, и в среднем составляет 5 тысяч километров пробега. На износ поршня влияют те же факторы, что и на донос цилиндра, — особенно температурный и скоростной режим работы двигателя. Помните, что три одной и той же скорости движения мотоцикла скорость перемещения поршня в цилиндре, а следовательно, и износ поршня будут зависеть от передачи. Износ всегда больше при езде на низшей передаче. При нормальной эксплуатации мотоцикла -средний износ поршня ИЖ Планета за тысячу километров пробега составляет 0,003—0,004 мм, а поршня ИЖ-Ю — 0,0025—0,0035 мм; износ поршня в двигателе мотоцикла ИЖ-56 несколько больше, чем на ИЖ-П. Это объясняется недостаточно хорошей очисткой воздуха очистителем типа «циклон». Когда надо заменять поршни? Обычно с появлением сильных стуков на всех режимах работы и снижением мощности двигателя. В среднем пробег мотоцикла-одиночки ИЖ-56 до установки первого ремонтного поршня составляет 13—16 тысяч километров, мотоциклов ИЖ-П и ИЖ-Ю — 20—25 тысяч. Теперь о «прихвате». Из-за перегрева поршень «прихватывает» обычно в зоне бобышек. Если это случилось, зачистите мелким напильником место «прихвата» и промойте поршень. При работе двигателя посадка поршневого пальца в бобышках должна быть плавающей. Для этого между пальцем и поршнем полагается от 0,002 мм натяга до 0,008 мм зазора при температуре 15—20 градусов (так называемый гарантированный зазор). В зависимости от размеров поршневые кольца и поршни делятся на три группы. Поршни маркируются цветной краской на торце бобышки — каждая труппа своим цветом. Если нет поршней к ИЖ-Ю, на двигатель можно устанавливать поршни от мотоцикла К-175. Но имейте в виду, что их посадка в цилиндрах по сравнению с поршнем ИЖ-Ю будет несколько свободнее. Это не отразится на работе двигателя, но в отдельных случаях может появиться стук, подобный тому, что возникает при изношенном цилиндре. Устанавливаемый на ИЖ-Ю поршень К-175 должен иметь ту же группу, что и цилиндр. Поршень располагают в цилиндре так, чтобы стрелка, выбитая на его головке, была направлена назад по ходу мотоцикла — тогда кольца не будут западать в окна. На поршнях двигателей ИЖ-56 и ИЖ-П устанавливается по три поршневых кольца, на поршнях двигателя ИЖ-Ю — по два. Размеры нормальных и ремонтных поршневых колец показаны в таблице 3.
Таблица 3
При соблюдении правил эксплуатации пробег ИЖ-Ю и ИЖ-П без замены поршневых колец составляет 20—25 тысяч километров, а ИЖ-56 — 12—15 тысяч. Срок службы поршневых колец на мотоциклах с боковым прицепом меньше на 15—20 процентов. Проверять состояние колец рекомендуется при очередном осмотре поршня. Отчего кольца «пригорают» и «закоксовываются»? Это явление — результат интенсивного образования нагара при использовании масла низкого качества, при большом содержании его в топливе или высоком температурном режиме двигателя. Кольцо теряет подвижность в канавке поршня, неплотно прилегает к зеркалу цилиндра, а как следствие — газы проникают из камеры сгорания в кривошипную камеру и снижается мощность двигателя. При большом нагарообразовании бывает трудно снять кольцо с поршня. В этом случае надо осторожно, чтобы не поломать, нажимая на кольцо в разных точках, добиться его подвижности и затем уже снять. Для нормальной работы двигателя необходимо, чтобы в замке кольца был определенный зазор. Увеличение его в стыке приводит к тому, что увеличивается пропуск газов из камеры сгорания и на поршне отлагается нагар. При нагаре меньший зазор может во время работы двигателя привести к заклиниванию кольца в цилиндре. Зазор нового кольца для ИЖ-56 и ИЖ-П должен быть в пределах 0,3—0,45 мм, для ИЖ-Ю — 0,2—0,35 мм. Эти зазоры одинаковы у всех колец, независимо от места их расположения на поршне. Если зазор меньше нормы, то концы колец припилите напильником. С ростом пробега мотоцикла поршневые кольца изнашиваются и теряют упругость. Практически об упругости колец можно судить по изменению зазора в стыке. Менять кольца надо при зазоре более 3,00 мм на двигателях ИЖ-56 и ИЖ-П и 2,5 мм — на двигателе ИЖ-Ю. Увеличение зазора до этих величин соответствует потере упругости колец приблизительно на 50 процентов. Для нормальной работы двигателя очень важно, чтобы кольца плотно прилегали по всей поверхности к зеркалу цилиндра. Определяют это на глаз по просвету между цилиндром и вставленным в него кольцом. Для более точной оценки надо учесть, что положение стыка кольца в цилиндре должно соответствовать его положению на поршне в собранном двигателе. Если свыше 35 процентов поверхности кольца не прилегает к зеркалу цилиндра, кольцо надо заменить. При установке новых колец проверьте, кроме того, подвижность их в канавках поршня. Нормальный зазор составляет 0,06—0,11 мм, а определить его можно щупом. Уменьшение зазора приводит к быстрому «закоксовыванию» колец, значительное увеличение — к разбиванию канавки в поршне. При работе двухтактного двигателя поршневое кольцо в основном прижимается к поршню своим нижним торцом, и для хорошего уплотнения торец должен иметь ровную поверхность. Ремонтные кольца двигателя ИЖ-Ю, выпускаемые как запасные части, имеют цветовой индекс на внутренней стороне вблизи замка. У колец 1-го ремонтного размера метка красного цвета, 2-го — желтого. Группа ремонтного кольца двигателей ИЖ-56 и ИЖ-П указывается на его упаковке. На двигателе ИЖ-Ю можно использовать поршневые кольца с ковровских мотоциклов класса 175 см3. Только перед этим надо проверить их зазоры.
В. АБРАМЯН, В. ЗАБЕЛИН, инженеры г. Ижевск
1966N10P14-15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Поэтому статья представит определенный интерес не только для владельцев ИЖей, но и для тех, кто ездит на мотоциклах других марок.
Поэтому статья представит определенный интерес не только для владельцев ИЖей, но и для тех, кто ездит на мотоциклах других марок.

 Чтобы добиться необходимой точности и чистоты зеркала цилиндра (не ниже 10-го класса), после расточки его надо хонинговать. Если нет специального оборудования для этой операции, можно достичь того же результата при помощи чугунного или деревянного шпалера на токарном станке. При доводке шпалером обычно пользуются мелким наждачным порошком. После обработки зеркало цилиндра и все каналы надо тщательно промыть. Цилиндр при хонинговании должен быть обработан до размера, при котором поршень в двигателях ИЖ-56 и ИЖ Планета проходит в цилиндре под небольшим усилием руки, а в двигателе ИЖ Юпитер — под собственным весом без резкого падения. Перед установкой нового или расточенного цилиндра его зеркало слегка смажьте автолом. Для хорошей приработки собранный двигатель необходимо обкатать.
Чтобы добиться необходимой точности и чистоты зеркала цилиндра (не ниже 10-го класса), после расточки его надо хонинговать. Если нет специального оборудования для этой операции, можно достичь того же результата при помощи чугунного или деревянного шпалера на токарном станке. При доводке шпалером обычно пользуются мелким наждачным порошком. После обработки зеркало цилиндра и все каналы надо тщательно промыть. Цилиндр при хонинговании должен быть обработан до размера, при котором поршень в двигателях ИЖ-56 и ИЖ Планета проходит в цилиндре под небольшим усилием руки, а в двигателе ИЖ Юпитер — под собственным весом без резкого падения. Перед установкой нового или расточенного цилиндра его зеркало слегка смажьте автолом. Для хорошей приработки собранный двигатель необходимо обкатать.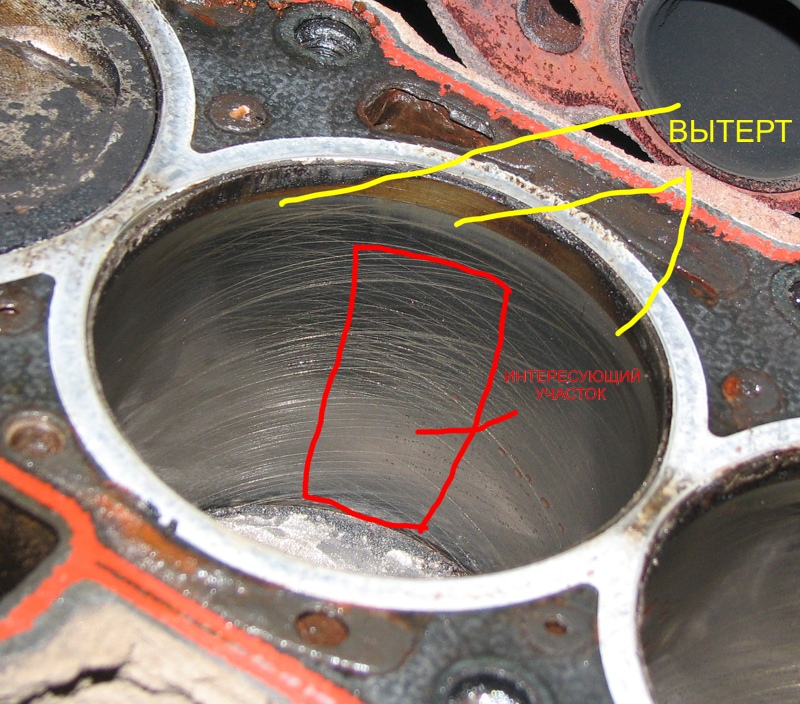
 04
04 01
01

 03
03 01
01 Если это не поможет, сделайте лезвием безопасной бритвы зазор между поршнем и кольцом и потом снимите его.
Если это не поможет, сделайте лезвием безопасной бритвы зазор между поршнем и кольцом и потом снимите его. Как правило, сильнее изнашивается верхнее поршневое кольцо. Для проверки надо вставить кольцо в цилиндр без перекоса на высоту 10—15 мм от верхнего торца и замерить зазор щупом.
Как правило, сильнее изнашивается верхнее поршневое кольцо. Для проверки надо вставить кольцо в цилиндр без перекоса на высоту 10—15 мм от верхнего торца и замерить зазор щупом. Поэтому, если потребуется уменьшить высоту кольца, чтобы обеспечить зазор не менее 0,06 мм, можно прошлифовать кольцо на наждачной бумаге, обязательно на ровной поверхности.
Поэтому, если потребуется уменьшить высоту кольца, чтобы обеспечить зазор не менее 0,06 мм, можно прошлифовать кольцо на наждачной бумаге, обязательно на ровной поверхности.462 Запретный регион — DOSarrest Internet Security
462 Запретный регион — DOSarrest Internet Security png»> png»> | |||||
| |||||
| ||||||||||||||||||||||||||||||
 png»>
png»> Этот ресурс недоступен в вашем регионе.
Этот ресурс недоступен в вашем регионе.Детали F26 HON Style Mr Lock, Inc.
Детали F26 HON Style
Запасные части для комплектов замков серии HON F26 и 2190.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
В корзину
Быстрый просмотр
Деталь, нейлоновая канцелярская кнопка
Оборудование SRS
Сейчас: 1,50 долл.
 США
СШАНейлоновая канцелярская кнопка для комплекта замка для картотеки Hon — тип 2190.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 1,50 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Деталь, втулка подходит для HON 2190
Оборудование SRS
Сейчас: 5,50 $
Сменная хромированная пластиковая втулка замка для некоторых картотечных шкафов HON. Приблизительные размеры: 25 мм в высоту, 18 мм в ширину, 32 мм спереди назад. Для этого рукава также доступен удерживающий зажим — см. артикул: 27064.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 5,50 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Деталь, Металл Fastner
Оборудование SRS
Сейчас: $2.
 00
00Запасная часть для комплекта замка картотеки — Metal Fastner для типа 2190 Комплект.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 2,00 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Деталь, С-образный зажим подходит для втулки 2190 и 2194
Оборудование SRS
Сейчас: 0,95 $
Зажим для гильзы цилиндра SKU 27063 HON. Также подходит для рукава Anderson Hickey SKU 27062.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 0,95 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Только цилиндр, для комплекта SRS 2190, со случайным ключом
Оборудование SRS
Сейчас: 9,00 $
Запасной цилиндр для 219Комплекты картотечных шкафов серии 0 — поставляются с разными ключами (KD), как показано на рисунке.
 Каждый цилиндр включает в себя 2 ключа.
Каждый цилиндр включает в себя 2 ключа.Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 9,00 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Деталь коленчатого вала для комплекта 2190
Оборудование SRS
Сейчас: 5,50 долл. США
Сменный привод коленчатого вала для комплекта замка для картотеки 2190 Hon. Продал каждый.
Кол-во в корзине: 0
Количество:
Цена:
Сейчас: 5,50 $
Итого:
Добавить в корзину
В корзину
Быстрый просмотр
Деталь, пружина сжатия для 2190 Комплект
Оборудование SRS
Сейчас: 4,90 долл.
