В двигателе все детали одинаково нужны и важны. При поломке хотя бы одной запчасти весь мотор выходит из строя. Сегодня мы разберем подробно коленчатый вал, который преобразует возвратно-поступательные движения шатунов и поршней во вращательные.
УстройствоКоленвал состоит из:
- колен;
- коренных и шатунных шееек;
- щек.
Ось коленчатого вала – это коренные шейки, которые проходят ровно по центру. Шатунные шейки исполняют роль крепления и приема давления от шатунов. Шатунные шейки смещены по отношению оси вала и держатся с помощью щек.
Шатунных шеек по количеству столько же, сколько и цилиндров. Но во многих V-образных моторах на 1 шейку опираются 2 цилиндра. Так же можно встретить, когда V-образные двигатели имеют коленвал, в котором на 1 шатун рассчитана 1 шейка, но соединенные шейки тогда сдвинуты на 18 градусов по отношению друг к другу.
Что же касается щек, то они обладают несколькими функциями: соединяют шейки и являются противовесом, чтобы уравновесить шатуны и шатунные шейки.
В коленчатом вале основная нагрузка распределяется на щеки и на места соединения шеек. Чтобы распределение было равномерным, данные отрезки изготавливаются галтелью – переход в виде закругленной формы от шейки к щеке.
В результате правильное расположение щек и шеек в коленвале обеспечивает эффективную работу возвратно-поступательного движения во вращательное: уравновешивает ДВС, противостоит изгибающим нагрузкам и предотвращает появление колебаний и вибраций.
Полноопорные и неполноопорные коленвалыКоренные шейки по размеру больше шатунных, и они служат как осью, так и опорой КШМ (кривошипно-шатунного механизма). Нагрузка передается мотору от коленвала через коренные шейки, они же опираются на коренные подшипники в картере двигателя.
Коленвал делится на 2 вида по типу опоры:
- Полноопорный.
 В нем шеек коренных на одну больше, чем шатунных. Коренные шейки находятся с обеих сторон шатунных шеек.
В нем шеек коренных на одну больше, чем шатунных. Коренные шейки находятся с обеих сторон шатунных шеек. - Неполноопорный. Коренных шеек меньше, чем шатунных, но по бокам щеки может быть 2 смещенных на конкретный угол шатунных шейки.
Простая конструкция неполноопорного коленвала, а также меньшее количество точек опоры говорит о высокой степени жесткости и прочности, соответственно и тяжести. Именно поэтому в XXI веке чаще используют полноопорные коленвалы, пусть сложнее в производстве, но на выходе легкие и надежные.
Смазка коленвала и других деталей КШМСмазка запчастей коленвала очень важна: для опоры коренных шеек и шатунов на шатунные шейки применяют подшипники скольжения (вкладыши), а они не могут правильно функционировать без постоянной смазки.
Чтобы масло поступало к запчастям, внутри коленчатого вала есть каналы. Благодаря давлению, смазочный материал поступает к подшипникам равномерно.
Взаимодействие коленвала совместно с другими запчастямиНагрузка подается на коленчатый вал через шатуны, тем самым переводя в крутящий момент. Этот самый момент проходит через заднюю часть вала (хвостовик) к маховику и потом к трансмиссии. Через переднюю часть вала (носок) крутящий момент переходит на вал газораспределительного механизма и другие системы двигателя.
Этот самый момент проходит через заднюю часть вала (хвостовик) к маховику и потом к трансмиссии. Через переднюю часть вала (носок) крутящий момент переходит на вал газораспределительного механизма и другие системы двигателя.
Зачастую на носке имеется гаситель колебаний. Это простое устройство состоит из 2 дисков, резиновой прокладки, соединительных пружин и упругого материала, такого как, например, силиконовая жидкость. Такой гаситель при работе мотора уменьшает крутильные колебания вала, что минимизирует риски повреждения.
Производство и материалВо время работы на коленвал подается большая нагрузка. Для дизельных моторов производят цельной коленчатый вал. А вот сборные коленвалы на практике оказались несостоятельны для высокооборотных моторов, и поэтому их почти не применяют.
В качестве материала изготовления используют сталь или чугун. Коленвал из чугуна выполняют методом отливки, а из стали методом ковки или штамповки. Затем чугунные и стальные коленчатые валы механически обрабатывают, чтобы достичь нужных параметров – балансировка, чистота поверхности и т. д.
д.
Автозапчасти для двигателя и его узлов вы найдете на нашем сайте в разделе «Категория запчастей».
Как изготавливаются коленчатые валы
Каковы основные функции коленчатого вала, конструктивные особенности?
Кривошипно-шатунный механизм состоит из коленвала, шатуна, крейцкопфа или поршня преобразовывает вращательные движения коленвала в возвратно-поступательное движение крейцкопфа, передает усилия с коленвала на поршень цилиндра.
Коленчатый вал деталь компрессора с самой большой нагрузкой, потому как вся мощность передается от двигателя к шатунам и масляному насосу. Во время работы коленвал испытывает переменные динамические нагрузки, поэтому должен быть достаточно жестким, чтобы обеспечивалась необходимая точность движения перемещающихся частей, также обладать высоким сопротивлением усталости. Важно, чтобы была высокая износостойкость, ведь нередко ремонт двигателя может потребоваться именно из-за поломки коленвала.
Из каких материалов делают автомобильные коленвалы?
Изготовление коленчатых валов производится из высококачественной углеродистой стали марок 40 и 45.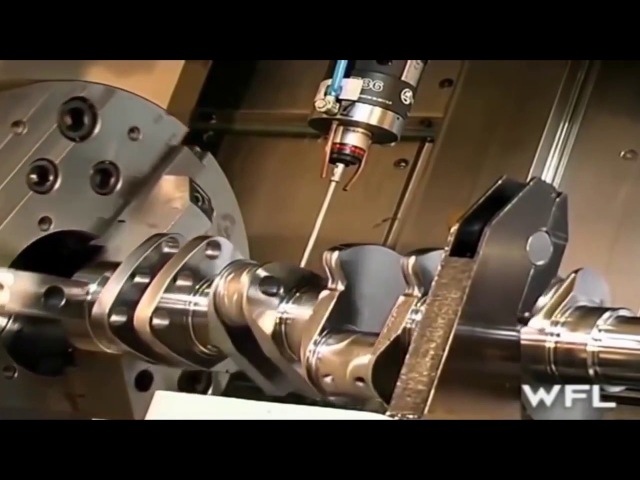 Сталь должна обеспечить высокую пластичность и возможность закалки трущихся поверхностей. Поэтому заготовки коленвалов получают при обработке давлением, из-за низких литейных свойств стали. В небольшом производстве коленвалов заготовкой будет – поковка.
Сталь должна обеспечить высокую пластичность и возможность закалки трущихся поверхностей. Поэтому заготовки коленвалов получают при обработке давлением, из-за низких литейных свойств стали. В небольшом производстве коленвалов заготовкой будет – поковка.
Как делают автомобильные коленчатые валы?
Размер и форма поковок зависит от формы и размера готового коленвала. Поковки изготавливаются на мощных парогидравлических прессах. На крупном производстве они изготавливаются горячей штамповкой: предварительная и окончательная штамповка, обрезка обломов на обрезном прессе, горячая плавка в штампах подмолотом.
Также требуется термическая обработка для получения нужного качества материала. Далее штампованные заготовки загружаются в печь при 450 градусах для нормализации – снятия внутренних напряжений.
Печь разогревается в течение восьми часов до 950 градусов. Далее выдерживается в печи три часа при той же температуре и охлаждается по прошествии времени ещё три часа при темперетуре до 640 градусов. Заканчивается процедура охлаждением на воздухе.
Заканчивается процедура охлаждением на воздухе.
Затем заготовки очищаются от окалины. Небольшие по размеру поковки очищаются дробеструйной обдувкой, а на крупных поковках снимается с помощью пневматических молотков. Испытание механических свойств материала поковок проводится так: на длинной конце вала увеличивают припуск на 60-100 мм.
Затем проводится проверка на ударную вязкость, относительное удлинение и твердость, предел текучести. Малые коленвалы изготавливают из прутка – разрезанием под давлением.
Изготовление коленчатого вала двигателя
Совершенствование технологического процесса изготовления коленчатых валов — один из решающих факторов увеличения моторесурса двигателей. Для повышения их надежности и качества изготовления проведен комплекс исследований и конструкторско-технологических мероприятий, которыми преследовалась цель уменьшить остаточные напряжения в волокнах материала, снизить влияние концентраторов напряжений, улучшить формообразование заготовки, усовершенствовать термическую обработку, применить различные методы упрочнения и повышения качества. Материалы изготовления коленчатого вала
Материалы изготовления коленчатого вала Коленчатые валы двигателя шести- и восьмицилиндровых четырехтактных двигателей изготовляются из марганцовистой стали 50Г, а двенадцати цилиндровых — из Хромованадиевой стали 60ХФА. Коренные и шатунные шейки, а также шейки под уплотнительные манжеты подвергаются поверхностной закалке с нагревом ТВЧ. Сложная форма кованых коленчатых валов влечет за собой необходимость сравнительно большого съема металла при механической обработке. Металл снимается не только на шейках, но и на щеках. Сравнительно большие припуски имеют коленчатые валы У-образных двигателей, ко МК-840, а шатунных шеек на многорезцовых станках мод. МК-8212. При этом суммарная ширина режущих кромок одновременно работающих резцов на станке мод. МК-840 для шестицилиндровых валов составляла 440 мм, для восми-цилиндровых 490 мм, а на станке мод. МК-8212 — соответственно 240 и 320 мм.
МК-840, а шатунных шеек на многорезцовых станках мод. МК-8212. При этом суммарная ширина режущих кромок одновременно работающих резцов на станке мод. МК-840 для шестицилиндровых валов составляла 440 мм, для восми-цилиндровых 490 мм, а на станке мод. МК-8212 — соответственно 240 и 320 мм.
Холодная правка в процессе механической обработки приводила к возникновению больших остаточных напряжений. Исследованиями на усталостных машинах коленчатых валов, подвергавшихся холодной правке, и валов, не подвергавшихся правке, показали значительную разницу в их прочностных характеристиках. Усталостная прочность коленчатых валов, подвергавшихся холодной правке, снижается на 30% и более. При этом характерно значительное рассеяние разрушающих напряжений . В процессе эксплуатации двигателя происходила релаксация остаточных напряжений, что приводило к короблению валов и отрицательно сказывалось на надежности как собственно вала, так и сопрягаемых с ним деталей и прежде всего подшипников (вкладышей) и блока цилиндров.
Исследованиями на усталостных машинах коленчатых валов, подвергавшихся холодной правке, и валов, не подвергавшихся правке, показали значительную разницу в их прочностных характеристиках. Усталостная прочность коленчатых валов, подвергавшихся холодной правке, снижается на 30% и более. При этом характерно значительное рассеяние разрушающих напряжений . В процессе эксплуатации двигателя происходила релаксация остаточных напряжений, что приводило к короблению валов и отрицательно сказывалось на надежности как собственно вала, так и сопрягаемых с ним деталей и прежде всего подшипников (вкладышей) и блока цилиндров.
Чтобы исключить причины, вызывающие появление остаточных напряжений, в технологию изготовления вала введены дополнительные операции перецентровки: первая — после обтачивания коренных шеек, вторая — после термической обработки. Базой при перецентровках приняты первая и четвертая коренные шейки, что позволило усреднить биение и снизить припуски на последующую обработку. Во время второй перецентровки, производимой на алмазно-расточном станке, кроме корректировки центров улучшается форма центровых фасок, уменьшается шероховатость поверхности, что важно для последующей обработки детали на финишных операциях. Все это позволило ликвидировать операции правки валов, уменьшить и стабилизировать межоперационные припуски и, в конечном итоге, благоприятно сказалось на надежности коленчатых валов в эксплуатации. Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования. При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок.
Во время второй перецентровки, производимой на алмазно-расточном станке, кроме корректировки центров улучшается форма центровых фасок, уменьшается шероховатость поверхности, что важно для последующей обработки детали на финишных операциях. Все это позволило ликвидировать операции правки валов, уменьшить и стабилизировать межоперационные припуски и, в конечном итоге, благоприятно сказалось на надежности коленчатых валов в эксплуатации. Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования. При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок.
Обработка шатунных шеек, различается методом врезания фрезерной головки. По первой схеме врезание производится в проем между щеками на величину до достижения заданного диаметра шейки А последующее снятие припуска ведется при круговой подаче. По второй схеме врезание происходит непосредственно в шейку, а остальная ее часть и проем между щеками обрабатываются при круговой подаче. В этом случае за счет уменьшения длины врезания повышается производительность обработки. По первой схеме обрабатываются валы двенадцати цилиндровых двигателей одновременно двумя фрезами от самостоятельных приводов последовательной обработки в сочетании 1—6-й, 2—5-й и 3—4-й шейки. Контуры шейки и щек формируются на раздельных станках. Шейки и щеки валов шести- и восьмицилиндровых двигателей обрабатываются по второй схеме на одном станке. Станок имеет самостоятельные позиции с независимыми приводами для обработки двух валов одновременно.
По второй схеме врезание происходит непосредственно в шейку, а остальная ее часть и проем между щеками обрабатываются при круговой подаче. В этом случае за счет уменьшения длины врезания повышается производительность обработки. По первой схеме обрабатываются валы двенадцати цилиндровых двигателей одновременно двумя фрезами от самостоятельных приводов последовательной обработки в сочетании 1—6-й, 2—5-й и 3—4-й шейки. Контуры шейки и щек формируются на раздельных станках. Шейки и щеки валов шести- и восьмицилиндровых двигателей обрабатываются по второй схеме на одном станке. Станок имеет самостоятельные позиции с независимыми приводами для обработки двух валов одновременно.
Коренные шейки фрезеруются одновременно, при этом выдерживаются размеры. Шатунные шейки фрезеруют последовательно (1, 2, 3 и 4-я) с выдержкой диаметра шейки и толщины буртиков щек с обоих сторон, радиусов галтелей, радиуса кривошипа . Оси кривошипов 2, 3 и 4-й шейки относительно 1-й выдерживаются с точностью ±15′. Линейные размеры до торцов щек выдерживаются с точностью 0,2 мм. Ширину шеек и радиусы галтелей по заданным размерам определяет применяемый инструмент. На круглофрезерные станки вал поступает с обработанными хвостовиками для базирования в постелях зажимных патронов и с проточкой диаметром и шириной на средней шейке для установки люнета. При фрезеровании коренных шеек средняя опора находится в жестком люнете, а 2 и 4-я шейки устанавливаются в следящий гидравлический люнет. Благодаря этому деталь имеет надежное крепление и не подвергается деформации при обработке. Снятие припуска ведется двумя комплектами, состоящими из двух и трех фрез, расположенных с противоположных сторон детали. Такая схема размещения инструмента позволяет снизить величину сил, скручивающих вал при обработке. При фрезеровании шатунных шеек 2, 3 и 4-я коренные шейки находятся в гидролюнетах, а 1 п 5-я помещены в базовых вкладышах зажимных патронов. В процессе фрезерования шатунной шейки фреза совершает синхронное С кривошипом вала возвратно-поступательное перемещение в горизонтальной плоскости.
Линейные размеры до торцов щек выдерживаются с точностью 0,2 мм. Ширину шеек и радиусы галтелей по заданным размерам определяет применяемый инструмент. На круглофрезерные станки вал поступает с обработанными хвостовиками для базирования в постелях зажимных патронов и с проточкой диаметром и шириной на средней шейке для установки люнета. При фрезеровании коренных шеек средняя опора находится в жестком люнете, а 2 и 4-я шейки устанавливаются в следящий гидравлический люнет. Благодаря этому деталь имеет надежное крепление и не подвергается деформации при обработке. Снятие припуска ведется двумя комплектами, состоящими из двух и трех фрез, расположенных с противоположных сторон детали. Такая схема размещения инструмента позволяет снизить величину сил, скручивающих вал при обработке. При фрезеровании шатунных шеек 2, 3 и 4-я коренные шейки находятся в гидролюнетах, а 1 п 5-я помещены в базовых вкладышах зажимных патронов. В процессе фрезерования шатунной шейки фреза совершает синхронное С кривошипом вала возвратно-поступательное перемещение в горизонтальной плоскости. Как видно из приведенных схем, усилия резания воспринимаются хвостовиками вала, закрепленными I патронах жестких шпинделей. Двойной привод вала, жесткие и точные люнеты, установленные на шейках, обеспечивают минимальное скручивание и прогиб вала. Деформации вала по новой технологии 0,1—0,2 мм (против 1,5—2 мм по старой). Это позволило отказаться от первой перецентровки и получить после закалки ТВЧ и отпуска коленчатые валы с биением по коренным шейкам в пределах 0,3—0,4 мм.
Как видно из приведенных схем, усилия резания воспринимаются хвостовиками вала, закрепленными I патронах жестких шпинделей. Двойной привод вала, жесткие и точные люнеты, установленные на шейках, обеспечивают минимальное скручивание и прогиб вала. Деформации вала по новой технологии 0,1—0,2 мм (против 1,5—2 мм по старой). Это позволило отказаться от первой перецентровки и получить после закалки ТВЧ и отпуска коленчатые валы с биением по коренным шейкам в пределах 0,3—0,4 мм.
Благодаря высокой точности, достигаемой на станках для кругового фрезерования, припуски на шлифование обработанных коренных и шатунных шеек сводятся к минимуму. При данном методе на обработанной поверхности образуется огибающая кривая в виде многоугольника с большим количеством граней. Такой профиль является результатом специфических условий обработки данным инструментом. При рассмотрении поверхности обработки кажется на первый взгляд, что последующее окончательное шлифование можно осуществить только с повышенным износом шлифовального круга. Однако на практике имеет место обратная картина, когда грани вызывают саморегулирующий износ и очистку зерен шлифовального круга. Эта особенность процесса позволяет в ряде случаев отказаться от операции предварительного шлифования. Фрезерные головки оснащены твердосплавными поворотными пластинками, которые устанавливаются в точно выполненные пазы и закрепляются при помощи каленых клиньев.
Однако на практике имеет место обратная картина, когда грани вызывают саморегулирующий износ и очистку зерен шлифовального круга. Эта особенность процесса позволяет в ряде случаев отказаться от операции предварительного шлифования. Фрезерные головки оснащены твердосплавными поворотными пластинками, которые устанавливаются в точно выполненные пазы и закрепляются при помощи каленых клиньев.
В зависимости от профиля пластинки имеют до восьми режущих кромок. При повороте или замене пластинок сохраняется точность кругового вращения и ширина инструмента в пределах допуска пластинок, который составляет по ГОСТ 19086—73. Материал пластинок для обработки валов из стали 50Г-СШ и 60ХФА — твердый сплав Т14К8; формы пластинок 07141—270660 по ГОСТ 19061—73, 09141—180600 по ГОСТ 19058—73 и др. Смена и проверка пластинок фрезерной головки осуществляется вне станка, поэтому при замене фрезы не требуется наладки станка, что обеспечивает сокращение времени на простой оборудования, связанный с техническим обслуживанием, и обеспечивает стабильное качество. В настоящее время метод кругового фрезерования шеек коленчатых валов наиболее прогрессивен, так как обеспечивает высокую производительность и точность получения геометрических параметров детали, а также снижение внутренних напряжений в волокнах металла. Конструкции станков для данного вида обработки совершенствуются. В частности, кругло фрезерные станки с внешним расположением инструмента заменяются станками, где обработка ведется фрезой с внутренним расположением зуба. Новый принцип обработки позволяет, с одной стороны, создать более жесткий рабочий орган фрезерной головки, что обеспечивает спокойную работу при повышении режимов более чем в 2 раза, с другой стороны, станок стал меньше по габаритам. Примером таких станков могут служить мод. RFК-250, RFК400 фирмы «Геллер».
В настоящее время метод кругового фрезерования шеек коленчатых валов наиболее прогрессивен, так как обеспечивает высокую производительность и точность получения геометрических параметров детали, а также снижение внутренних напряжений в волокнах металла. Конструкции станков для данного вида обработки совершенствуются. В частности, кругло фрезерные станки с внешним расположением инструмента заменяются станками, где обработка ведется фрезой с внутренним расположением зуба. Новый принцип обработки позволяет, с одной стороны, создать более жесткий рабочий орган фрезерной головки, что обеспечивает спокойную работу при повышении режимов более чем в 2 раза, с другой стороны, станок стал меньше по габаритам. Примером таких станков могут служить мод. RFК-250, RFК400 фирмы «Геллер».
Из какого металла сделан коленвал
Материалы для коленчатого вала
Для изготовления коленчатых валов применяются стали 45, 45А, 40Х, 20Г2 и 50Г. В дизелях, работающих с давлением наддува рк ^ 0,15 Мн/м2 (1,5 кГ/см2), для коленчатых валов используют высоколегированные стали 18ХНМА, 18ХНВА и 40ХНМА с повышенными пределами текучести и прочности.
Обычно коленчатые валы изготовляют ковкой. В последнее время стали применять литые коленчатые валы из высокопрочного чугуна, модифицированного магнием, перлитного ковкого чугуна, легированного никельмолибдено-вого чугуна.
Наибольшее применение для литых коленчатых валов получил высокопрочный ВЧ 50-1,5 (НВ 187—255) и перлитовый чугун.
Литые коленчатые валы имеют следующие преимущества по сравнению с коваными: меньший расходметалла,сокращениечисла операцийпримеханическойобработке,возможность придания оптимальных форм в отношении распределения металла и повышения усталостной прочности.
Литые коленчатые валы из чугуна обладают лучшей способностью гашения крутильных колебаний.
Литые чугунные валы обладают меньшей прочностью (особенно на изгиб), чем штампованные стальные валы. Поэтому у чугунных валов увеличивают диаметры шатунных и коренных шеек, толщину щек и радиусы галтелей. Чугунные коленчатые валы изготовляют полноопорными. Шейки чугунных валов имеют высокую износостойкость, что позволяет применять подшипники из свинцовистой бронзы.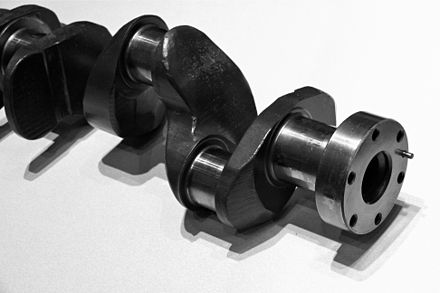
Масса обработанного литого коленчатого вала на 10—15% меньше массы кованого.
После ковки коленчатые валы отжигают или нормализуют для снятия внутренних напряжений и понижения твердости до НВ 163—269,чтобы облегчитьмеханическую обработку.После механической обработки коленчатые валы перед шлифованием подвергают вторичной термической обработке (закалка и отпуск), что значительно улучшает их механические свойства и повышает поверхностную твердость шеек. Обычно вторичная термическая обработка производится с нагревом т. в. ч. (токами высокой частоты).
Глубина закаленного слоя должна быть не менее 3—4 м.и, чтобы после перешлифования шеек коленчатого вала под ремонтные размеры толщина закаленного слоя была не менее 1 мм. Твердость шеек коленчатого вала из стали 50Г HRC52—62, а из стали 45Г2 — HRC48—50.
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).
Составная часть кривошипно-шатунного механизма (КШМ).
Содержание
История [ править | править код ]
Впервые столь важную механическую деталь как коленчатый вал описал и сконструировал средневековый учёный Аль-Джазари в Османской империи в 13 веке. В 1206 году в трактате «Китаб фи марифат аль-хиял аль-хандасийя» (Книга знаний об остроумных механических устройствах) описан механизм вала.
Основные элементы коленчатого вала [ править | править код ]
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатунами (для смазки шатунных подшипников имеются масляные каналы).
- Щёки — связывают коренные и шатунные шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив отбора мощности для привода газораспределительного механизма (ГРМ) и различных вспомогательных узлов, систем и агрегатов.

- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовесы — обеспечивают разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
Размеры коленчатых валов [ править | править код ]
Определяются как результат расчётов, причём часть размеров задаётся исходя из выбранной компоновки. Например, количество шатунных шеек определяется в зависимости от числа цилиндров. В многорядных двигателях (V, W, X-образных, звездообразных) одна шатунная шейка воспринимает нагрузки сразу нескольких шатунов (или одного центрального, соединённого с прицепными). Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
Стальные валы (чаще всего) имеют невысокое внутреннее демпфирование крутильных колебаний, что в некоторых случаях угрожает валу разрушением из-за резонанса при прохождении опасной зоны по числу оборотов. Поэтому валы такие снабжают демпферами крутильных колебаний, расположенными на переднем носке вала.
Поэтому валы такие снабжают демпферами крутильных колебаний, расположенными на переднем носке вала.
Кроме усталостной прочности, коленвалы должны иметь определённую площадь шеек, задающую контактное давление подшипников скольжения или качения. Максимальное контактное давление и скорость скольжения для антифрикционных материалов может быть несколько повышено при высокой твёрдости шеек и высококачественной смазке. Превышение их выше допустимых ведёт к выплавке/растрескиванию антифрикционного слоя или питтингу роликов (подшипники качения).
Диаметр шатунных шеек (исходя из упомянутых соображений) может быть увеличен косым разъёмом шатуна (что увеличивает его трудоёмкость и стоимость), длину же можно увеличить либо за счёт коренных шеек (что увеличивает контактное давление), либо увеличением расстояния между цилиндрами (что ведёт к увеличению габаритов и массы двигателя). В последние десятилетия, в связи с появлением новых высопрочных антифрикционных сплавов и высококачественных масел, длину шеек валов (а вместе с ним — и межцилиндровое расстояние) конструкторы сокращают.
Материал и технология изготовления заготовок коленчатых валов [ править | править код ]
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы [ править | править код ]
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др [1] . Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы – дешевле.
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC).
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными.
Чугунные коленчатые валы [ править | править код ]
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке [2] .
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Механическая обработка коленчатых валов [ править | править код ]
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках [3] . По окончании изготовления коленчатые валы обычно подвергают динамической балансировке в сборе с маховиком (автомобильные двигатели).
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 4-6 размеров, ранее было до 8). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки. При перешлифовке требуется соблюсти межцентровое состояние, и согласно инструкции, валы после шлифовки подлежат повторной динамической балансировке. Чаще всего это не выполняют, потому отремонтированные двигатели часто дают большую вибрацию. При шлифовании важно соблюсти форму галтелей, и ни в коем случае не прижечь их. Неправильная обработка галтелей часто приводит к разрушению коленчатого вала.
Термическая и химико-термическая обработка валов [ править | править код ]
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше) [1] . Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
Неисправности [ править | править код ]
При эксплуатации из-за разных причин могут наблюдаться такие неисправности:
- износ вала по коренным или шатунным шейкам;
- изгиб;
- разрушение вала [4] ;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер – например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Однако руководства по армейскому полевому ремонту (двигатели боевых машин) обычно предписывают индивидуальный ремонт, поэтому шатунные/коренные шейки могут иметь разный диаметр после шлифовки, и даже не иметь стандартного ремонтного размера(!). Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Разрушение вала происходит от усталостных трещин [4] , возникающих иногда из-за прижога галтелей при шлифовке. Трещины развиваются в некачественном материале (волосовины, неметаллические включения, флокены, отпускная хрупкость) либо при превышении расчётных величин крутильных колебаний (ошибки при проектировании, самостоятельная форсировка по числу оборотов дизеля). Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня [5] . Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
собственно вопрос в названии темы)
Смотрите также
Метки: коленвал, материал
Комментарии 18
Из пластика ё-моё!
в любом случае это не просто кусок металла причудливой формы, проще говоря внутри коленвала метал более мягкий чем снаружи, для того чтобы он выдерживал нагрузки и биения при работе, он как бы не много изгибается. клапана также сделаны из окалиностойкой стали, а внутри залит жидкий натрий, для того чтобы выдерживать высокие температуры и резкие перепады.
Там не два материала. Весь коленвал из одногодного материала, из чугуна. Но поверхность подвергнута термической обработке.
Уже давно не закаливают поверхность вала. Это был удел совдепа. Сейчас наши бравые ЗМЗшники заявляют, что это приводит к необоснованному удорожанию детали.
Там не два материала. Весь коленвал из одногодного материала, из чугуна. Но поверхность подвергнута термической обработке.
я не говорил, что там два металла.
в любом случае это не просто кусок металла причудливой формы, проще говоря внутри коленвала метал более мягкий чем снаружи, для того чтобы он выдерживал нагрузки и биения при работе, он как бы не много изгибается. клапана также сделаны из окалиностойкой стали, а внутри залит жидкий натрий, для того чтобы выдерживать высокие температуры и резкие перепады.
какой какой там натрий? оО =)
Внутри клапана имеется полость, заполненная на 50…60% натрием. Полость закрыта заглушкой, приваренной к тарелке клапана. Во время работы двигателя натрий плавится и, переливаясь при встряхивании, интенсивно переносит тепло от головки к стержню, а от стержня тепло передается втулке клапана. Благодаря этому температура тарелки клапана снижается.
нет там ничего подобного. но должно быть. но нету:)
если память мне не изменят то есть два двигателя умз 417 и змз 402. так вот распредвалы у них одинаковые. У умз сделан из чугуна, а у змз из стали .
Есть еще УМЗ 421 и на всех заводской распредвал, как и коленвал из одного и того же материала сделан.
Из дерева, странный вопрос, из чего ещё коленвалы делают:-)
зачет это нужно знать ?именно марку ну чугун
КамАЗ различия коленвалов заводского и китайского производства
Современный рынок запасных частей к автомобилям КАМАЗ различается по цене и качеству продукции, по уровню обслуживания и ответственности продавцов. Рядом с оригинальной продукцией ОАО «КАМАЗ» и его официальных поставщиков на рынке присутствует продукция альтернативных и «серых» производителей. В настоящее время на рынок активно стремятся проникнуть китайские производители запасных частей к автомобилям КАМАЗ. Разница в цене на запасные части китайского производства порой достигает 2-3 раза и покупатели, стараясь сэкономить на цене, попадают в ловушку, когда заменив сломанную деталь, они через некоторое время, вынуждены снова покупать эту же деталь, ввиду ее быстрого выхода из строя. В итоге получается, что автомобиль постоянно находится в ремонте, и его владелец кроме прямых убытков от покупки запасных частей и ремонта, несет и косвенные от простоя автомобиля.
Чтобы помочь потребителю разобраться в качестве деталей китайского производства, а также выявить их соответствие конструкторской документации ОАО «КАМАЗ», в научно-технический центр КАМАЗа был передан для исследований и сравнительных испытаний коленчатый вал, освоенный китайскими производителями и реализуемый в запасные части в торговой сети Сибири, и который до недавнего времени считался монопольной позицией ОАО «КАМАЗ»,
Ниже приведены отличительные признаки коленчатого вала китайского производства, которые можно выявить при наружном осмотре детали:
|
Вал китайского производства |
Вал производства ОАО «КАМАЗ» |
|
На боковой поверхности 1-го противовеса нанесена выпуклым шрифтом маркировка КАМАЗ (что является нарушением закона «О использовании зарегистрированного товарного знака»). На боковой поверхности противовеса имеется маркировка неполного номера детали «1005008» выпуклым шрифтом. |
На боковой поверхности 3-го противовеса нанесена маркировка «КАМАЗ» и полное обозначение детали, промаркирована дата выпуска поковки коленчатого вала, на восьмом противовесе есть клеймо ОТК. |
|
Боковые и наружные поверхности коленчатого вала механически не обработаны и получены отливкой |
Боковые и наружные поверхности противовесов механически обрабатываются, коленчатый вал получается только штамповкой и на затылках щек (по торцам шатунных шеек) виден след обрезки облоя. |
|
Отсутствуют следы балансировки в виде отверстий на противовесах |
Все коленчатые валы проходят обязательную балансировку. |
Кроме этого в результате исследований было определено, что коленчатый вал китайского производства изготавливается из высокопрочного чугуна и не имеет поверхностного упрочнения коренных и шатунных шеек, что не соответствует конструкторской документации, по которой данный коленчатый вал должен изготавливаться из легированной стали и проходить упрочнение ТВЧ (токами высокой частоты) или азотированием в зависимости от модели коленчатого вала.
Анализ замеров геометрических размеров также показывал неприемлемое качество коленчатого вала китайского производства — более 90% размеров выполнены с отклонениями от КД ОАО «КАМАЗ».
При проведении усталостных испытаний на изгиб, китайского коленчатого вала, предел выносливости установить не удалось из-за его разрушения. Исходя из этого, можно сделать вывод, что предел выносливости китайского коленчатого вала находится ниже рабочей нагрузки на коленчатый вал на двигателе КАМАЗ.
Вывод, сделанный специалистами Научно-Технического центра ОАО «КАМАЗ» — Коленчатый вал китайского производства не соответствует КД ОАО «КАМАЗ» и непригоден для применения на двигателях КАМАЗ.
Статья подготовлена бюро конъюнктуры рынков Департамента маркетинга ОАО «ТФК «КАМАЗ»
Коленвал — основа поршневого двигателя
Про коленвал слышали, конечно, все. Но, вероятно, не каждый автолюбитель четко представляет себе, что это такое и для чего он нужен. А некоторые даже толком не знают, как он выглядит и где находится. Между тем это важнейшая деталь, без которой невозможна нормальная работа поршневого двигателя внутреннего сгорания (ДВС).
Деталь эта, нужно заметить, довольно тяжелая и дорогостоящая, а ее замена — дело весьма хлопотное. Поэтому инженеры не оставляют попыток создать альтернативные облегченные ДВС, в которых можно было бы обойтись без коленвала. Однако существующие варианты, например, двигатель Фролова, еще слишком сырые, поэтому о реальном использовании подобного агрегата говорить пока очень рано.
Назначение
Коленчатый вал является составной частью ключевого узла ДВС — кривошипно-шатунного механизма (КШМ). В состав механизма входят также шатуны и детали цилиндро-поршневой группы.
При сгорании воздушно-топливной смеси в цилиндре двигателя образуется сильно сжатый газ, который в фазе рабочего хода выталкивает поршень к нижней мертвой точке.
Шатун одним концом при помощи поршневого пальца соединен с поршнем, а другим — с шатунной шейкой коленвала. Возможность соединения с шейкой обеспечивает съемная деталь шатуна, именуемая крышкой. Так как шатунная шейка смещена относительно продольной оси вала, то, когда шатун толкает ее, вал поворачивается. Получается нечто напоминающее вращение ногами педалей велосипеда. Таким образом возвратно-поступательные движения поршней преобразуется во вращение коленвала.
На одном из концов коленчатого вала — хвостовике — монтируется маховик, к которому прижимается диск сцепления. Через него вращательный момент передается первичному валу коробки передач и далее через трансмиссию — на колеса. Кроме того, массивный маховик за счет своей инерционности обеспечивает равномерность вращения коленвала в промежутках между рабочими тактами поршней.
На другом конце вала — его называют носок — размещают шестерню для ремня ГРМ, посредством которого вращение передается распредвалу, а тот, в свою очередь, управляет работой газораспределительного механизма. Этот же привод во многих случаях запускает еще и водяную помпу. Здесь же обычно находятся шкивы привода вспомогательных агрегатов — насоса ГУР (гидроусилителя руля), генератора, кондиционера.
Конструкция
Каждый конкретный коленчатый вал может иметь свои конструктивные особенности. Тем не менее можно выделить общие для всех элементы.
Те участки, которые находятся на основной продольной оси вала, называются коренными шейками (10). На них коленвал опирается при установке в картер двигателя. Для монтажа используются подшипники скольжения (вкладыши).
Шатунные шейки (6) располагаются параллельно основной оси, но смещены относительно нее. В то время как вращение коренных шеек происходит строго по основной оси, шатунные шейки движутся по окружности. Это те самые колена, благодаря которым деталь получила свое название. Они служат для подсоединения шатунов и через них принимают возвратно-поступательные движения поршней. Здесь также используются подшипники скольжения. Количество шатунных шеек равно количеству цилиндров в двигателе. Хотя в V-образных моторах на одну коренную шейку зачастую опирается два шатуна.
Чтобы компенсировать центробежные силы, возникающие при вращении шатунных шеек, у них в большинстве случаев, хотя и не всегда, имеются противовесы (4 и 9). Они могут располагаться с обеих сторон шейки либо только с одной. Наличие противовесов позволяет избежать деформации вала, которая может вызывать неправильную работу двигателя. Нередки случаи, когда изгиб коленчатого вала приводит даже к его заклиниванию.
Так называемые щеки (5) соединяют между собой коренные и шатунные шейки. Они также выполняют роль дополнительных противовесов. Чем больше высота щек, тем дальше от основной оси находятся шатунные шейки, а следовательно, выше крутящий момент, но ниже максимальное число оборотов, которое способен развить двигатель.
На хвостовике коленвала находится фланец (7), к которому крепится маховик.
На противоположном конце имеется посадочное место (2) для шестерни привода распредвала (ремня ГРМ).
В некоторых случаях на одном из концов коленвала имеется готовая шестерня для привода вспомогательных агрегатов.
Коленвал монтируется в картере двигателя на посадочные поверхности с использованием коренных подшипников, которые сверху фиксируются крышками. Упорные кольца возле коренных шеек не дают валу смещаться вдоль своей оси. Со стороны носка и хвостовика вала в картере двигателя имеются сальники.
Для подачи смазки к коренным и шатунным шейкам в них имеются специальные масляные отверстия. Через эти каналы получают смазку так называемые вкладыши (подшипники скольжения), которые размещаются на шейках.
Производство
Для изготовления коленчатых валов используют высокопрочные марки стали и специальные виды чугуна с добавлением магния. Стальные валы производятся обычно методом штамповки (ковки) с последующей термической и механической обработкой. Для обеспечения поступления смазки просверливаются специальные масляные каналы. На конечном этапе производства производится динамическая балансировка детали для компенсации центробежных моментов, возникающих во время вращения. Вал уравновешивается и таким образом исключаются вибрации и биения в процессе вращения.
Изделия из чугуна изготавливают путем высокоточного литья. Чугунные литые валы дешевле, к тому же, такой способ производства облегчает создание отверстий и внутренних полостей.
В некоторых случаях коленвал может иметь разборную конструкцию и состоять из нескольких частей, но в автомобилестроении такие детали практически не используются, если не считать мототехники.
Какие проблемы могут возникнуть с коленвалом
Коленвал — одна из наиболее нагруженных деталей автомобиля. Нагрузки имеют в основном механический и тепловой характер. Кроме того, свое негативное воздействие оказывают агрессивные вещества, например, отработанные газы. Поэтому, даже несмотря на высокую прочность металла, из которого изготавливают коленчатые валы, они подвержены естественному износу.
Усиленному изнашиванию способствует злоупотребление высокими оборотами двигателя, применение несоответствующей смазки и в целом пренебрежение правилами технической эксплуатации.
Изнашиваются вкладыши (особенно коренные подшипники), шатунные и коренные шейки. Возможно искривление вала с отклонением от оси. А так как допуски здесь очень малы, то даже небольшая деформация может нарушить нормальную работу силового агрегата вплоть до заклинивания коленвала.
Проблемы, связанные с вкладышами («прикипание» к шейке и задиры шеек) составляют львиную долю всех неисправностей коленвалов. Чаще всего они возникают из-за дефицита масла. Прежде всего в таких случаях нужно проверить систему смазки — масляный насос, фильтр — и сменить масло.
Вибрация коленвала обычно вызвана плохой балансировкой. Другой возможной причиной может быть неравномерное сгорание смеси в цилиндрах.
Иногда могут появиться трещины, которые неизбежно завершатся разрушением вала. К этому могут привести заводской брак, что весьма редко, а также накопленное напряжение металла или нарушение балансировки. Велика вероятность, что причина появления трещин — воздействие сопрягаемых деталей. Треснувший вал ремонту не подлежит.
Всё это нужно учитывать перед заменой или ремонтом коленвала. Если не найти и не устранить причины проблем, в скором времени, всё придется повторить вновь.
Выбор, замена, ремонт
Чтобы достать коленвал, придется демонтировать мотор. Затем снимаются крышки коренных подшипников и шатунов, а также маховик и упорные кольца. После чего коленвал вынимается и производится его дефектовка. Если деталь ранее ремонтировалась и уже выбраны все ремонтные размеры, то ее придется заменить. Если же степень изношенности позволяет, вал очищают, особое внимание уделяя масляным отверстиям, а затем приступают к ремонту.
Изношенность и задиры на поверхности шеек устраняются шлифовкой под подходящий ремонтный размер. Процесс этот далеко не такой простой, как может показаться на первый взгляд, и требует специального оснащения и соответствующей квалификации мастера.
Хотя после такой обработки деталь подлежит обязательной повторной динамической балансировке, но зачастую ремонт коленвала ограничивается лишь шлифовкой. В результате неотбалансированный вал после такого ремонта может вибрировать, при этом разбиваются посадочные места, расшатываются сальники. Возможны и другие проблемы, которые в итоге приводят к перерасходу горючего, падению мощности, нестабильной работе агрегата в тех или иных режимах.
Нередко изогнутый вал необходимо выпрямить, но специалисты неохотно берутся за эту работу. Выпрямление и балансировка — весьма трудоемкий и дорогостоящий процесс. К тому же, правка коленвала сопряжена с риском его перелома. Поэтому в большинстве случаев деформированный коленчатый вал проще и дешевле заменить на новый.
При замене ставить нужно точно такую же деталь или допустимый аналог, иначе новых проблем не избежать.
Приобретение по дешевке бывшего в употреблении коленвала — это своего рода кот в мешке, который неизвестно чем в итоге обернется. В лучшем случае он в определенной степени изношен, в худшем — имеет не заметные на глаз дефекты.
Покупая новый коленвал у проверенного продавца, вы можете быть уверены в его качестве. Интернет-магазин Китаец может предложить различные запчасти для двигателя и других узлов вашего автомобиля по умеренным ценам.
Не забывайте также, что при установке нового коленвала обязательно следует заменить шатунные и коренные вкладыши, а также сальники.
После замены коленвала двигатель необходимо обкатать от двух до двух с половиной тысяч километров в щадящем режиме и без резких изменений оборотов.
Коленвал | ТЦ «Восстановление деталей двигателя»
| ОБЩИЕ ДАННЫЕ |
| Коленчатый вал воспринимает усилия, передаваемы от поршней шатуном, и преобразует их в крутящий момент. Поэтому коленчатый вал должен быть прочным и жестким. В качестве материала для коленчатого вала используют высокопрочный чугун и сталь. Чугунные валы изготавливают методом литья, а стальные — методом ковки. Рабочие поверхности коренных и шатунных шеек коленчатого вала подвергают упрочнению с помощью термической обработки и последующей шлифовке. Коленчатый вал состоит из нескольких коренных шеек, соединенных щеками с шатунными шейками. Щеки коленчатого вала продолжаются в противоположном от шейки направлении, образуя противовесы. В некоторых двигателях грузовых автомобилей используют съемные противовесы, которые крепятся к коленчатому валу болтами. Коренные шейки всегда больше в диаметре, чем шатунные. Коленчатый вал будет более жестким, если коренные и шатунные шейки перекрывают друг друга при взгляде с торца вала. Очевидно, что намного легче добиться перекрытия шеек в короткоходном двигателе. Если по обеим сторонам от шатунной шейки расположены коренные шейки, коленчатый вал является полноопорным. В противном случае он неполноопорный и поэтому должен быть более жестким, а следовательно, более массивным, чтобы воспринимать значительные изгибающие и закручивающие усилия. |
| ОСМОТР КОЛЕНВАЛА |
| При осмотре выявляют: 1. Видимые дефекты / трещины, дефекты резьб, износ наружной поверхности фланца, износ маслосгонных канавок, износ шпоночной канавки,задиры, риски, коррозия /. |
| ИЗМЕРЕНИЕ КОЛЕНЧАТОГО ВАЛА НА ПРОГИБ |
| Прогиб коленчатого вала приводит к нарушению перпендикулярности оси вала к оси цилиндра, в следствии чего условия смазки сопряженных поверхностей ухудшается, масляная плёнка на трущихся поверхностях разрушается, появляется сухое трение. Радиальное биение коленчатого вала определяют по средней шейке. Для этого стержень индикатора упирают в среднюю коренную шейку. Обеспечив натяг 2-3 мм поворачивают коленчатый вал пока стрелка не займёт одно из крайних положений, затем поворачивают коленчатый вал на 180º и определяют новое положение стрелки. Разность между двумя показаниями определит биение вала. Величина прогиба равна половине величины его биения. |
| ОПРЕДЕЛЕНИЕ РЕМОНТНОГО РАЗМЕРА КОРЕННЫХ И ШАТУННЫХ ШЕЕК | |
| Измеряя микрометром определяем износ коренных и шатунных шеек. Измерение шеек производится в поясах I — I; II — II и двух взаимно перпендикулярных плоскостях а — а; б — б. При необходимости производятся более частые замеры. Частые замеры делаются для того, чтобы определить овальность и конусность шейки. | |
| МАСЛЯНЫЕ КАНАЛЫ КОЛЕНЧАТОГО ВАЛА | |
| Внутри коленчатого вала, в щеках и шейках коленчатого вала просверлены отверстия для прохода масла. Подшипники коленчатого вала подвергаются значительным нагрузкам, и даже кратковременная работа двигателя без масла приводит к его выходу из строя, поэтому к шейкам коленчатого вала масло подается постоянно под давлением.Масло для смазки шатунных и коренных подшипников подводится по соединяющимся каналам. Со временем эти каналы закоксовываются и движение масла по ним становится затруднительным. В крутящемся валу, на масло и частицы «грязи» в масляных каналах, действуют центробежные силы. Частицы грязи прилипают к дальней стенке /от оси вращения/ канала; утрамбовываются, нарастают и забивают канал. Это приводит к «масляному голоданию» пар трения и в по следствии их разрушению. Масляные каналы чистятся перед шлифовкой. Каналы закрыты заглушками /либо колпачковые, либо резьбовые/. После шлифовки и полировки коленчатый вал и все его масляные каналы тщательно промываются. Затем продувается сжатым воздухом. Делают это для того, чтобы удалить остатки абразива. | |
| ГРЯЗЬ В МАСЛЯНЫХ КАНАЛАХ | |
А — Под воздействием центробежных сил грязь трамбуется к дальней стенке масляной камеры относительно оси вращения коленвала. | Б — При воздействии острым предметом грязь отслаивается. |
| ВКЛАДЫШИ КОРЕННЫЕ И ШАТУННЫЕ | |
| В качестве коренных и шатунных подшипников скольжения в настоящее время применяют разъемные, тонкостенные вкладыши. Вкладыши изготавливают из стальной ленты с нанесенным на нее слоем антифрикционного сплава. Для того чтобы установленные вкладыши не проворачивались в опорах коленчатого вала и головках шатунов, они имеют выступ, с помощью которого фиксируются в соответствующих канавках. Для предохранения коленчатого вала от осевых перемещений используются упорные подшипники скольжения. |
Шлифовка коленвала, полировка коленвала, накатка под сальник, чистка каналов, Щербинка
Коленчатый вал — x-engineer.org
Коленчатый вал — подвижная часть двигателя внутреннего сгорания (ДВС). Его основная функция — преобразовывать поступательное движение поршня во вращательное движение. Поршни соединены с коленчатым валом через шатуны. Коленчатый вал установлен внутри блока цилиндров.
Изображение: Кривошипный механизм двигателя (источник: Rheinmetall)
- Поршни
- Шатуны
- Маховик
- Коленчатый вал
Поршни, шатуны и коленчатый вал вместе образуют кривошипно-шатунный механизм .
Вторичная функция коленчатого вала — передача мощности другим системам двигателя:
- фаз газораспределения
- масляный насос
- охлаждающий (водяной) насос
- компрессор кондиционера
- генератор переменного тока и т. Д.
Изображение: ICE Коленчатый вал с коваными противовесами
Коленчатый вал устанавливается в блок цилиндров через его основные шейки. Шатуны закреплены на шатунных шейках коленчатого вала. На противоположных сторонах шейки шатуна коленчатый вал имеет противовесы, которые компенсируют внешние моменты, минимизируют внутренние моменты и, таким образом, уменьшают амплитуды колебаний и напряжения в подшипниках.. На одном конце коленчатого вала соединен маховик, а на другом конце — шестерня газораспределения.
Изображение: Описание коленчатого вала двигателя (источник: Rheinmetall)
- Сторона управления или сторона привода
- Противовесы
- Коренная шейка подшипника
- Шатунная шейка
- Сторона маховика / передача усилия
- Масляный канал
Количество основных шейки и шатунные шейки зависят от количества цилиндров и типа двигателя (V-образный, прямой и т. д.)). Как на главной шейке, так и на шатунных шейках коленчатый вал имеет отверстия для смазки (масляное отверстие), через которые масло течет при работающем двигателе.
Изображение: Коленчатый вал ДВС с привинченными болтами противовесами
Крутящий момент двигателя не является постоянным, поскольку он создается только тогда, когда каждый поршень находится в цикле расширения. За счет этого на коленчатый вал устанавливается маховик для сглаживания крутящего момента двигателя и уменьшения вибраций.
На V-образном двигателе на одинаковых шатунных шейках установлены два шатуна.Благодаря такому расположению V-образный двигатель с таким же количеством цилиндров более компактен, чем прямой двигатель. Длина двигателя V6 короче, чем длина прямого 6-цилиндрового двигателя (L6).
Изображение: Анимация кривошипно-шатунного механизма ДВС (щелкните по нему)
Между коленчатым валом и блоком двигателя, на коренных шейках, установлены подшипники коленчатого вала. Их роль заключается в уменьшении трения за счет слоя антифрикционного материала, который контактирует с опорами блока цилиндров.
Коленчатый вал выпускается двух типов: литой и кованый . Противовесы можно также наделать непосредственно на коленчатый вал или прикрутить (закрепить болтами с резьбой).
Все поршни двигателя внутреннего сгорания передают свои силы на коленчатый вал. С механической точки зрения коленчатый вал должен выдерживать высокие скручивающие силы, изгибающие усилия, давления и вибрации.
Для любых вопросов или замечаний относительно этого руководства, пожалуйста, используйте форму комментариев ниже.
Не забывайте ставить лайки, делиться и подписываться!
Распредвалы и коленчатые валы: что они делают и как работают?
Распредвалы и коленчатые валы — это термины, которые вы, вероятно, слышали, если обсуждали двигатели внутреннего сгорания со своим механиком (или другими автолюбителями). Но что такое распредвал или коленчатый вал и что они делают?
Хотя поначалу это может показаться немного сложным, это не так страшно, когда все разбивается на части.
В этом руководстве мы рассмотрим все, что вам нужно знать о распределительных и коленчатых валах — от того, что они собой представляют, до того, как они работают.
Что такое коленчатый вал?
Коленчатый вал — один из важнейших компонентов вашего двигателя.
Коленчатые валы преобразуют линейную мощность поршней в мощность вращения, которую трансмиссия передает на колеса. Он также использует всю эту мощность вращения для активации аксессуаров вашего автомобиля, что делает его одной из самых разнообразных систем распределения энергии в вашем автомобиле.
Проще говоря, коленчатый вал обеспечивает мощность, создаваемую поршнями.Ваш двигатель использует эту мощность для привода змеевика (или цепи), которая прикреплена к передней части двигателя, и этот ремень приводит в движение все ваши аксессуары.
Ремень приводит в движение все, от вашего кондиционера до генератора. Конечно, коленчатый вал также приводит в движение карданный вал двигателя, который передает мощность на колеса через трансмиссию.
Если поршни — рабочие лошадки — коленвал — служба доставки.
Как работает коленчатый вал
Коленчатый вал — один из самых громоздких компонентов двигателя.Это также один из самых простых способов. Именно эта механическая изобретательность делает коленчатый вал современным механическим чудом.
Коленчатый вал состоит из нескольких основных компонентов, обеспечивающих его работу.
Во-первых, это смещенные валы (также известные как шейки шатуна), в которых встречаются шатуны. Эти шатуны соединены непосредственно с поршнем, и, когда коленчатый вал вращается, он толкает эти шейки шатуна вверх и вниз, перемещая при этом поршни.
Кроме того, коленчатый вал имеет шестерню, прикрепленную к переднему концу, и эта шестерня прикрепляется к серпантинному ремню, который приводит в движение все аксессуары вашего двигателя.
Еще одна особенность коленчатого вала — это противовесы. Поршни, движущиеся вверх и вниз, создают большую силу, которая в противном случае заставила бы ваш двигатель перемещаться повсюду.
В то время как опоры двигателя закрепляют ваш двигатель болтами, еще одна вещь, которая удерживает ваш двигатель от слишком большого движения и сохраняет все в равновесии, — это противовесы коленчатого вала.
Это просто более тяжелые части коленчатого вала, которые производитель стратегически разместил, чтобы все было сбалансировано, поскольку коленчатый вал вращается на безумно высоких оборотах.
Что такое распределительный вал?
Прежде чем вы разберетесь, как работает распредвал (и чем он отличается от коленчатого вала), вам нужно сначала понять — что такое распредвал ?
Самый простой способ определить функцию распределительного вала — это преобразование вращательного движения в возвратно-поступательное. Это сбивает с толку? Давайте разберемся.
Коленчатый вал вращается, и это вращение вращает ремень или цепь ГРМ, которая вращает ваш распределительный вал. Это ваше вращательное движение.
Ваш распределительный вал принимает все это вращательное движение и использует его для многократного подъема и опускания впускных и выпускных клапанов двигателя. Это время должно быть точным; Если ваш впускной клапан не открывается, когда это необходимо, не будет воздуха для облегчения зажигания.
Если выпускной клапан не открывается вовремя, все сгоревшее топливо и воздух некуда деваться, что затрудняет попадание нового воздуха в систему.
Может показаться, что это не так уж много, но распредвал является одним из наиболее важных аспектов вашего двигателя.Если вы ищете серьезного повышения производительности, модернизация распределительного вала и настройка — верный способ добиться этого.
Как работает кулачок?
Как и коленчатый вал, распределительный вал — понятие относительно простое для понимания. Но что делают кулачки и, что более важно, что они делают для производительности?
Распределительный вал представляет собой металлический стержень со смещенными выступами. Эти смещенные лепестки упираются в толкатели, прикрепленные к коромыслам.
Поскольку большая часть лепестка толкает толкатель, он поднимает его.Другой конец штока толкает коромысло, которое, в свою очередь, поднимает или опускает соответствующий впускной или выпускной клапан.
Когда нижняя часть лепестка возвращается в исходное положение, толкатель опускается обратно вниз, и цикл повторяется.
Поскольку распределительный вал прикреплен к коленчатому валу через ремень или цепь ГРМ, не имеет значения, насколько быстро или медленно работает двигатель; распределительный вал всегда остается в идеальном ритме.
Это необходимо для того, чтобы все работало бесперебойно, и настройка на этот раз может отрицательно сказаться на характеристиках двигателя.
Рабочие характеристики Распредвалы
Если вы думаете, что между разными распределительными валами нет большой разницы, поскольку все они должны быть в соотношении 1: 2 с коленчатым валом — остановитесь прямо здесь.
РаспредвалыPerformance отличаются от обычных распредвалов, и все сводится к ГРМ.
Чем дольше открыты впускные клапаны, тем больше времени у вас есть на нагнетание воздуха в камеру сгорания. Чем больше воздуха вы туда попадете, тем больше силы вы создадите при каждом взрыве.
Вот почему рабочие распредвалы имеют большие кулачки по сравнению со стандартными распредвалами. Однако при замене распредвала необходимо произвести настройку двигателя. В противном случае вы сломаете двигатель, как правило, в течение нескольких минут после его запуска.
Итак, что делает рабочий распределительный вал? Он полностью ремонтирует ваш двигатель и оптимизирует производительность.
Двойные верхние распредвалы (DOHC) и традиционные распредвалы
Одна из особенностей, которыми производители хвастаются, — это двойные верхние кулачки или DOHC.Наиболее значительным преимуществом DOHC является то, что вы получаете два впускных и два выпускных клапана на цилиндр.
Это позволяет двигателям работать на более высоких оборотах, но при этом получать воздух, необходимый для работы. Хотя это наиболее заметное преимущество систем с двумя распределительными валами по сравнению с одним, существуют также потолочные системы с одним распределительным валом.
Обе системы полностью исключают толкатели, и вместо этого коромысла устанавливаются непосредственно напротив распределительного вала.Это само по себе дает несколько преимуществ и позволяет производителю размещать свечу зажигания в середине камеры сгорания для повышения эффективности.
Системы как с DOHC, так и с одним верхним кулачком (SOHC) работают по одним и тем же принципам, но двигатели с DOHC обычно являются двигателями с более высокими характеристиками.
Единственный реальный недостаток DOHC по сравнению с SOHC состоит в том, что системы DOHC немного менее экономичны и немного дороже в ремонте. Однако, если ваш распредвал нуждается в ремонте, это будет недешево, независимо от системы, установленной в вашем автомобиле.
На самом деле, если вашему распредвалу требуется ремонт, высока вероятность того, что несколько других компонентов будут повреждены, и вам может потребоваться новый двигатель.
Распределительный вал и коленчатый вал: настоящая разница
Одно из самых значительных различий между распределительным валом и коленчатым валом — это форма. Распредвалы длинные и узкие, со смещенными лепестками по всей длине.
Коленчатые валы, напротив, большие и громоздкие. Хотя они в основном круглые по своей природе, они имеют смещенные монтажные площадки для шатуна, что делает их коренастыми и громоздкими в работе.
Конечно, дело не только в том, как они выглядят, это два совершенно разных компонента, которые выполняют совершенно разные функции. Не менее важно сломать цель коленчатого и распределительного валов.
В то время как коленчатый вал является инструментом для подачи энергии, распределительный вал — это ритм, который заставляет все работать, когда это необходимо. Оба они имеют решающее значение для работы двигателя, но это совершенно разные компоненты.
Удивительная хореография между коленчатым валом и распределительным валом
Хотя есть масса вещей, которые можно сломать, глядя на распредвалы vs.коленчатые валы, есть интересное соотношение, которое обеспечивает бесперебойную работу.
Цепь ГРМ (или ремень) соединяет коленчатый вал с распределительным валом, и распределительный вал всегда будет вращаться в соотношении 1: 2 с коленчатым валом.
Когда вы это разбираете, в этом есть смысл. Четырехтактные двигатели имеют четыре ступени — впускной клапан открывается на одной ступени, а выпускной клапан открывается на другой. На последних двух этапах оба клапана остаются закрытыми.
Но за каждый оборот распределительного вала вы открываете и впускной, и выпускной клапаны по одному разу.Благодаря тому, что частота вращения коленчатого вала составляет половину скорости, все остается в идеальном состоянии.
Слишком быстро или слишком медленно, и время будет полностью нарушено, и ваш автомобиль никогда не выедет из проезжей части.
Распределительные и коленчатые валы: чем больше вы знаете
Ищете ли вы лучший ответ на часто задаваемый вопрос о том, что такое распределительный вал или коленчатый вал, или вы пытаетесь лучше понять, как работает волшебная машина на вашей подъездной дорожке — понимание различий между распределительным валом а коленвал жизненно необходим.
Обе они выполняют уникальные и важные функции для вашего двигателя, и хотя новички часто путают их, между этими двумя частями не так много общего.
Теперь, когда вы хорошо разбираетесь в механических основах, взгляните на некоторые другие наши руководства, в которых подробно рассматриваются общие автомобильные компоненты.
Понравилось то, что вы здесь прочитали, или есть вопросы? Оставьте комментарий ниже, мы будем рады услышать от вас!
Как заменить датчик положения коленчатого вала автомобильного двигателя
Из-за неисправного датчика коленчатого вала двигатель заглохнет
Датчик угла поворота коленчатого вала предназначен для определения вращения коленчатый вал при работающем двигателе и отвечает за запуск система впрыска топлива и зажигания через главный компьютер PCM.Этот датчик кривошипа будет расположен в нижней части блок и может быть спереди, сзади или посередине двигатель на уровень коленвала.
Что идет не так?
Из-за вибрации двигателя, нагрева и постоянного генерирования электромагнитных вырабатываемая энергия внутренние обмотки могут стать хрупкими и сломаться, вызывая прямое или прерывистое короткое замыкание датчика, которое вызовет двигатель заглохнет. Этот сбой может вызвать, а может и не вызвать проверьте, загорелся ли индикатор двигателя, и установите код неисправности для этой проблемы.
СПОНСИРУЕМЫЕ ССЫЛКИ
Сколько это стоит?
Когда забираете машину в гараж, чтобы Замененный датчик положения коленчатого вала будет отличаться в зависимости от марки, модели и расположение датчика. Некоторые датчики находятся на открытом воздухе, в то время как другие могут быть похоронен под стартером или в труднодоступном месте, например, в верхней части кожух трансмиссии. Сам датчик будет стоить от 8 до 49 долларов. (США) на Amazon.Стоимость рабочей силы составит от 60 до 180 долларов в зависимости от расположение датчика.
Приступим к работе
Начните с обнаружения датчика, что можно сделать, осмотрев двигатель на ищите любой датчик на нижнем уровне, который соответствует новому датчику, который у вас есть только что купил. Также вы можете проверить изображения в Google или воспользоваться онлайн-руководством по ремонту. сервис как Mitchell1. Вам также понадобится домкратом автомобиль и опереться на домкраты. Надевайте защитные перчатки и очки.
В нижней части статьи есть видео, показывающее, как Выполнено.
1. Отсоедините аккумулятор
Каждый раз, когда вы работаете с внутренней работой двигателя, это хорошее идея отключить аккумулятор, чтобы избежать короткого замыкания на электрическую сеть автомобиля система. Для гибридных автомобилей также снимите заглушку для снятия с охраны основного аккумулятора. пакет. Обратитесь к руководству по эксплуатации для определения местоположения.
СПОНСИРУЕМЫЕ ССЫЛКИ
2.Свободный доступ к датчику
Этот датчик кривошипа находится за стартер, который необходимо снять, чтобы получить доступ к датчику. Использовать магазин свет, чтобы лучше видеть, что вы делаете при работе под автомобилем.
3. Проверьте расположение датчика
СПОНСИРУЕМЫЕ ССЫЛКИ
Этот датчик трудно увидеть из-за линий охлаждения трансмиссии. но находится ли он сбоку от блока с присоединенным электрическим разъемом.Если датчик угла поворота коленчатого вала замаслен, сейчас хорошее время для использования небольшого количества карбюратора очиститель для удаления масла, чтобы начать работу с чистого листа.
4. Отсоедините электрический разъем
Электрический разъем будет прикреплен к датчику с помощью пластикового зажима. которую вы сильно толкаете или тянете наружу, чтобы освободить. Как только это будет сделано нежно извлеките разъем из датчика. Иногда этот разъем может быть немного прилипает из-за герметичного уплотнения, которое помогает удерживать воду, которая вызвать коррозию клемм датчика.После снятия разъема проверьте его на ржавчину и при необходимости очистите или замените косичку. Только эта проблема вызвать заглох двигателя.
5. Отверните болт крепления датчика
СПОНСИРУЕМЫЕ ССЫЛКИ
Большинство датчиков коленчатого вала имеют только один крепежный болт, который обычно представляет собой болт диаметром 10 мм. Используйте небольшой гаечный ключ или головку, чтобы вывернуть болт, повернув его против часовой стрелки. и отложите в сторону для безопасного хранения.
6. Снимите датчик
Снятие датчика кривошипа может быть немного трудным, потому что у них длинный стержень. и может застрять в блоке. Используйте небольшую кирку или стандартную отвертку, чтобы клин под монтажным выступом датчика, чтобы высвободить его. Будьте осторожны, не обращайтесь к большое давление, потому что эти датчики, как известно, ломались, оставляя часть датчик внутри блока. Когда это случается, иногда у вас будет возможность протолкнуть сломанный кусок внутрь, чтобы он упал в масляный поддон, где он останется, или вы можете снять масляный поддон, чтобы удалить сломанный кусок.
Освободив датчик, крепко возьмитесь за него и вращающим движением вытащите его из блок двигателя. На датчике будет уплотнительное кольцо круглого сечения, которое необходимо заменить на новый датчик. Большинство новых датчиков поставляются с новым уплотнительным кольцом.
7. Сопоставьте новый датчик коленчатого вала
СПОНСИРУЕМЫЕ ССЫЛКИ
Сотрите масло со старого датчика, чтобы было хорошо видно любой рисунок. изменения, которые может иметь новый датчик.Незначительные изменения дизайна обычны, когда установка новых датчиков, таких как монтажные петли. Одно может отличаться длина стержня датчика, потому что, если стержень слишком длинный, он будет контактировать коленчатый вал, и если он слишком короткий, он не будет считываться правильно.
8. Установка нового датчика положения коленчатого вала
Перед установкой нового датчика протрите его рабочее полотенце. отверстие порта датчика, чтобы обеспечить надлежащее уплотнение для нового уплотнительного кольца датчика.Моторное масло будет присутствовать в этом отверстии, поэтому не распыляйте очиститель карбюратора внутри порта. Вы можете распылить очиститель на полотенце, чтобы облегчить процесс очистки.
Поместите новый датчик кривошипа под прямым углом в отверстие порта датчика и сильно надавите на него. его на место, совместив отверстие монтажной пластины с отверстием для болта с резьбой в блоке. Затем вставьте крепежный болт и вверните его вручную, поворачивая это по часовой стрелке, чтобы избежать перекрестной резьбы.Используйте небольшое количество чистого моторного масла или WD40 для смазки уплотнительного кольца круглого сечения, чтобы избежать повреждения уплотнения, которое вызовет утечка масла. После установки датчика вверните крепежный болт в поместите и затяните примерно до 2-3 футов фунтов.
СПОНСИРУЕМЫЕ ССЫЛКИ
Вставьте электрический разъем на место, прислушиваясь к щелчку, говорящему вам разъем успешно установлен и готов к работе.
9.Подсоедините аккумулятор
Теперь, когда работа завершена, снимите автомобиль с домкратов и снова подключите отрицательный кабель аккумулятора и все готово. Смотрите видео ниже!
Посмотрите видео!
Посмотрите следующее видео, чтобы получить представление о том, как работа выполняется одним из наша механика.
СПОНСИРУЕМЫЕ ССЫЛКИ
Вот видео, как выполняется работа с датчиком в задней части двигателя.
Если у вас есть Вопросы по датчику коленвала задавайте на нашем форуме. Если тебе надо машина совет по ремонту, пожалуйста, спросите, наше сообщество механиков с радостью вам поможет и это всегда на 100% бесплатно.
Надеемся, вам понравилось это руководство и видео. Мы создаем полный набор руководства по ремонту автомобилей. Пожалуйста подписывайтесь на наш 2CarPros Канал YouTube и почаще проверяйте наличие новых видео, которые почти загружены ежедневно.
Статья опубликована 29.11.2020
Как работает датчик положения коленчатого вала и где его найти
Для чего нужен датчик положения коленчатого вала?
Датчик положения коленчатого вала (датчик CKP или CPS) — один из нескольких датчиков, обеспечивающих бесперебойную работу двигателя. Он измеряет положение коленчатого вала (для которого его иногда называют датчиком угла поворота коленчатого вала или CAS), а также скорость вращения коленчатого вала (для чего его иногда называют датчиком скорости двигателя, ESS или датчиком оборотов). .Датчик положения коленчатого вала передает эту информацию на бортовой компьютер автомобиля, блок управления двигателем (ЭБУ). ЭБУ использует эту информацию вместе с данными от других датчиков для управления такими системами, как угол зажигания и впрыск топлива. Благодаря этому все части двигателя синхронизируются и работают согласованно. Датчик положения коленчатого вала необходим для бесперебойной работы двигателя.
Как работает датчик кривошипа
Существуют разные настройки датчиков коленчатого вала, но они, как правило, работают на принципах магнетизма.Многие датчики положения коленчатого вала представляют собой электронные датчики, известные как датчики на эффекте Холла. Датчик на эффекте Холла вырабатывает электричество, когда он подвергается воздействию магнитного поля. В датчике положения коленчатого вала зубчатое колесо, вращаясь вместе с коленчатым валом, нарушает магнитное поле. Это создает последовательность включений и выключений в датчике Холла, которую ЭБУ может интерпретировать как частоту вращения коленчатого вала. Чем быстрее включается и выключается датчик, тем быстрее крутится коленчатый вал.
В то время как эти датчики на эффекте Холла выдают цифровой сигнал, некоторые датчики положения коленчатого вала выдают аналоговый сигнал.Однако они все еще действуют на магнетизме. Датчик вырабатывает электрическое напряжение на основе колебаний магнитного поля. Колебания вызваны перемещением металлических штифтов коленчатого вала. Более быстрое вращение означает больше колебаний и больше напряжения. ЭБУ может преобразовывать это напряжение в частоту вращения коленчатого вала.
В любом случае элементы синхронизации, штифты или зубья колеса должны быть расположены равномерно, чтобы точно измерить скорость. Однако обычно есть зазор, который соответствует, когда один поршень находится в верхней мертвой точке.Этот зазор позволяет датчику определять не только скорость вращения коленчатого вала, но и его положение.
Где находится датчик положения коленчатого вала?
Расположение датчика положения коленчатого вала может варьироваться от автомобиля к автомобилю. Очевидно, он должен быть близко к коленчатому валу, поэтому чаще всего он находится на передней нижней части двигателя. Обычно его можно найти прикрепленным к крышке привода ГРМ. Иногда он может быть установлен сзади или сбоку от двигателя.Иногда датчик положения коленчатого вала измеряет частоту вращения маховика сцепления, чтобы определить частоту вращения коленчатого вала. В этих случаях датчик устанавливается на раструб трансмиссии.
Как и большинство деталей, датчики положения коленчатого вала могут со временем выйти из строя по разным причинам. Чтобы узнать больше об этих причинах, ознакомьтесь с этой статьей о том, почему датчики положения коленчатого вала выходят из строя, от экспертов 1A Auto!
Просмотрите другие статьи о датчиках положения коленчатого вала:
Какие типы вещей могут привести к выходу из строя датчика коленвала?
Джереми Бланчард
antikainen / iStock / Getty Images
Неисправный датчик кривошипа может привести к тому, что ваш автомобиль «умрет» или не сможет запуститься, даже если двигатель работает нормально.Датчик коленчатого вала передает информацию на компьютер автомобиля, указывая, насколько быстро работает двигатель, но, что более важно, положение коленчатого вала и цилиндра. Этот датчик используется для управления зажиганием и синхронизацией двигателя, а также для впрыска топлива. Неисправность датчика коленвала обычно вызвана несколькими распространенными проблемами.
Crankwalk
Crankwalk — это термин, используемый для описания проблемы коленчатого вала двигателя, когда он начинает скользить по направлению к ремню двигателя.Обычно это вызвано износом основного упорного подшипника. Через некоторое время новое положение коленчатого вала приведет к тому, что тонкая металлическая пластина, проходящая через датчик кривошипа, неоднократно ударяет по одной стороне датчика при каждом обороте двигателя / ремня. При вращении ремня вы услышите щелкающий звук. Это приведет к износу датчика кривошипа или его полной поломке. Если ваш автомобиль работает нормально, двигатель случайно отключается, скорее всего, проблема в этом.
Избыточный нагрев
Избыточный нагрев может вызвать множество проблем в двигателе.Если ваш двигатель сильно нагревается из-за плохой смазки, вентиляции или проблем с радиатором, то тепло, накопленное в двигателе, может достичь более высокой температуры, чем обычно, и привести к расплавлению или растрескиванию пластикового корпуса датчика кривошипа. В этом случае автомобиль не заводится, потому что датчик не может передать информацию о коленчатом валу обратно в компьютер.
Неисправный жгут проводов
Жгут проводов — наиболее частая проблема, связанная с отказом датчика коленвала.Это может быть результатом неправильного напряжения, проблем с заземлением или обратной цепью. Ослабленная проводка, масло и мусор могут изнашивать жгут проводов, вызывая нарушение напряжения или износ самой проводки. Это может привести к повторному отказу датчика. Ваш автомобиль может проворачиваться, но не продолжать движение, если это является проблемой.
Повреждение ремня ГРМ
Если ремень ГРМ был поврежден при столкновении или оборвался из-за регулярного износа, ремень может намотаться на коленчатый вал и повредить многочисленные мелкие детали и датчики.Датчик кривошипа мог быть задет ремнем газораспределительного механизма при его щелчке. Это может вызвать повреждение жгута проводов и датчика. Даже если вам, возможно, заменили ремень, датчик все равно может быть поврежден, и ваш автомобиль может проворачиваться, но не продолжать движение через несколько минут.
Другие статьи
Датчик положения коленчатого вала — (CKP)
Датчик положения коленчатого вала — (CKP) — Проверка и замена Датчики положения коленчатого вала (CKP) устанавливают угол опережения зажигания; подать сигнал (RPM); и определить обороты двигателя. Но, при выходе из строя датчика положения коленчатого вала (CKP); он прекращает передачу сигнала. Также, сигнал датчиков положения коленчатого вала (CKP) содержит: важные данные для зажигания и других частей системы.Датчик положения коленчатого вала — (CKP)Итак, компьютер двигателя берет данные как с датчика положения коленчатого вала, так и с датчика распределительного вала; чтобы оценить, как работает двигатель.
Итак, неисправный датчик положения коленчатого вала (CKP) может вызывать такие неисправности, как:Кроме того, двумя ключевыми параметрами являются скорость и положение коленчатого вала; компьютер автомобиля использует для расчетов управления двигателем.
- Двигатель работает нестабильно на холостом ходу
- Не запускается
- Плохой запуск
- Плоское ускорение
- Пропуски зажигания в двигателе
- Чрезмерная вибрация двигателя
- Возгорание
Итак, если у вас возникли проблемы с запуском автомобиля; это могло указывать на неисправный датчик положения коленчатого вала (CKP).
Расположение датчикаДатчик (CKP) будет расположен в нижней части блока цилиндров.Он может быть либо спереди; сзади или посередине двигателя на уровне коленчатого вала.
Расположение датчика Тестирование датчикаИтак, вы закончили тестирование вашего датчика (CKP); и вы определили, что он действительно потерпел неудачу .
Если вам нужна дополнительная помощь по тестированию и устранению неполадок, прочтите соответствующие сообщения в блоге: Основные действия по замене датчика положения коленчатого вала (CKP)С хорошим набором инструкций, подходящими инструментами и некоторыми усилиями; Вы можете самостоятельно заменить датчик положения коленчатого вала (CKP).
Безопасность прежде всего — всегда надевайте защитные перчатки и очки.
1-Отключите батарею (Перед тем, как начать, вам нужно прочитать о батарее)Перед началом работы отсоедините отрицательный провод заземления аккумуляторной батареи. Кроме того, это гарантирует, что не произойдет случайных ударов, которые могут травмировать вас и повредить электронику автомобиля.
2-Подготовка доступа к рабочей зонеПоднимите автомобиль достаточно высоко, чтобы получить доступ к датчику (CKP).Зафиксируйте автомобиль в этом положении с помощью домкратов. Возможно, вам придется удалить некоторые другие детали, прежде чем вы сможете добраться до датчика. Короче говоря, уберите все, что находится между вами и датчиком.
3-Отсоедините электрический разъемВ датчике используется пластиковый зажим, который необходимо надавить или потянуть наружу, чтобы освободить. Как только это будет сделано, осторожно отсоедините разъем от датчика. После снятия разъема проверьте его на наличие ржавчины и при необходимости очистите или замените пигтейл.Так как эта проблема сама по себе приведет к остановке двигателя.
4-Снимите крепежный болт датчикаДатчик обычно удерживается на месте одним или двумя 10-миллиметровыми болтами. Осторожно, но сильно поверните и потяните датчик, чтобы снять его с двигателя. Если датчик не выдвигается легко, возможно, придется его вытащить. Инструмент для снятия зажима дверной панели действительно может быть здесь полезен.
5-Снимите датчикОсторожно, но сильно поверните и потяните датчик, чтобы снять его с двигателя.Иногда снять датчик кривошипа может быть немного сложно, потому что он может застрять в блоке. Если датчик не выдвигается легко, возможно, придется его вытащить. Инструмент для снятия зажима дверной панели действительно может быть здесь полезен. Будьте осторожны, не прикладывайте слишком большое давление, потому что известно, что эти датчики ломаются.
Сломан датчик положения коленчатого вала Что делать, если он сломался- Итак, если он сломается, вам, возможно, придется снять масляный поддон и поддеть его изнутри.
- Дополнительный наконечник — Просверлите небольшое отверстие в центре датчика, если его нет. Возьмите небольшой болт с растяжкой, который подходит к отверстию. Используйте JB Weld или аналогичный продукт для обработки резьбы болта. Вкрутите и дайте высохнуть. Снова используйте небольшую монтировку и вытащите ее. Это может спасти вас от снятия масляного поддона. (УДАЧИ)
Слегка смажьте уплотнительное кольцо на новом датчике, чтобы упростить его установку.
7-Установите новый датчикПеред установкой нового датчика используйте чистую тряпку, чтобы очистить отверстие порта датчика положения. Вы можете распылить очиститель на полотенце, чтобы облегчить процесс очистки. Вставьте новый датчик кривошипа под прямым углом в отверстие порта датчика и плотно вставьте его на место. Затем вставьте крепежный болт и вкрутите его вручную, повернув по часовой стрелке, чтобы избежать перекрестной резьбы. После установки датчика вверните монтажный болт на место и затяните с усилием примерно 2–3 фунта-футов.
8-Повторное подключение электрического разъемаВставить новый датчик положения коленчатого вала в жгут проводов двигателя. Также убедитесь, что зажим разъема полностью зафиксирован на датчике. Затем вам просто нужно заменить все части, которые вы сняли, чтобы получить доступ к датчику.
9-опускание автомобиляОсторожно снимите опоры домкрата и опустите автомобиль.
10-Повторное подключение аккумулятораНаконец, снова подсоедините отрицательный кабель аккумуляторной батареи, и все готово.
Датчик положения коленчатого вала ВыводСледовательно, неисправный или неисправный датчик положения коленчатого вала может привести к включению индикатора проверки двигателя на приборной панели. Диагностический диагностический прибор покажет код между P0335 и P0338. Датчик положения коленчатого вала имеет решающее значение для правильной работы двигателя. Когда у них возникают проблемы, они могут быстро привести к проблемам, которые влияют на управляемость автомобиля.
Поделитесь новостями портала Danny’s Engine
Как это работает: Коленвал
ВВЕРХУ: это ваш стандартный четырехцилиндровый кривошип, в котором два внешних поршня поднимаются и опускаются вместе, а центральная пара уравновешивает их
По сути, коленчатый вал выполняет простую задачу: преобразовывать поступательное движение поршней во вращение.Он выполняет ту же работу, что и шатун велосипеда, превращая более или менее движение ваших ног вверх и вниз во вращение.
Хотя принцип прост, когда дело доходит до двигателей мотоциклов с высокими рабочими характеристиками, возникает множество сложностей. Но прежде чем мы перейдем к ним, нам понадобится несколько определений. Коленчатый вал (или кривошип) соединен с поршнями шатунами (шатунами), которые имеют подшипники на каждом конце. Конец, соединенный с кривошипом, больше, потому что подшипник, который он держит, должен подходить к кривошипу, который должен быть коренастым, чтобы выдерживать множество сил.Так что это называется большим концом. Биты кривошипа, которые удерживают подшипники, называются шейками — и бывают двух типов. Основные шейки — это то место, где кривошип удерживается на месте, так что они расположены вдоль центральной линии кривошипа. Шатунные шейки, как вы уже догадались, представляют собой биты, к которым прикрепляются шатуны (они также известны как шатунные штифты). Тогда есть паутины. Это неровные биты, которые выглядят относительно необработанными по сравнению с остальной частью коленчатого вала. Их задача — попытаться уравновесить силы, создаваемые движущимися вверх и вниз поршнями и вращением самого кривошипа.
ВЫШЕ: это кривошип с поперечной плоскостью от R1, и вы можете видеть, что поршни не спарены — шатун кривошипа для каждого шатуна смещен относительно предыдущего.
Кривошип должен выдерживать огромные силы. Как и следовало ожидать, одна из основных сил создается давлением в камере сгорания, которое толкает поршень и шатун вниз, поворачивая кривошип, преодолевая сопротивление липкой шины — силы скручивания и изгиба, связанные с этим, огромны.
Тогда есть силы, создаваемые ускорением поршня. Например, когда поршень приближается к вершине своего хода, кривошип заставляет его замедляться — если бы он не был прикреплен к кривошипу, он полетел бы вверх, врезаясь в клапаны. Хотя современные поршни (и связанные с ними втулки пальца кисти, малый концевой подшипник и т. Д.) Легкие, скорость, которую они достигают, настолько высока, что это замедление и связанные с ним силы на кривошипе велики.
Помимо того, что кривошип достаточно силен для преобразования взрывных линейных сил во вращение, он также определяет, когда поршни многоцилиндрового двигателя поднимаются и опускаются, что, в свою очередь, определяет уровень вибрации, тип шума, который он производит, и то, как байк захватывает мотоцикл. .Возьмем, к примеру, старого британского близнеца, такого как Triumph Bonneville 1960-х годов. У них есть кривошип, который точно выравнивает два больших конца, поэтому оба поршня поднимаются и опускаются в унисон — это как один цилиндр с двумя поршнями, хотя они вращаются поочередно, поэтому это немного более плавно. Результат? Множество вибраций и великолепный шум кробба-кроббы.
Напротив, большинство рядных четырехцилиндровых двигателей имеют кривошип, который направляет два центральных поршня вверх и вниз вместе, а два внешних поршня вверх и вниз вместе в противоположные моменты времени по отношению к центральной паре.Это означает, что основные (первичные) силы движущихся вверх и вниз поршней уравновешиваются, и за счет срабатывания цилиндров через равные промежутки времени обеспечивается плавный поток мощности (что также означает, что перемычки могут быть легче, потому что им не нужно удерживать кривошип вращается в ожидании следующего импульса мощности).
ВВЕРХУ: Если это выглядит длиннее, чем другие кривошипы, то это — шестицилиндровый двигатель BMW K1600
Однако у этой схемы есть недостатки.Коленчатый вал должен быть длинным, из-за чего мотоцикл может казаться толстым по сравнению с парным, а поскольку некоторые из меньших сил не сбалансированы, вы можете получить много жужжащих вибраций, если конструкторы не умны с опорами двигателя.
Конечно, существует множество других конструкций кривошипов — некоторые параллельные близнецы (например, новый BMW F850GS) имеют кривошипы со смещенными пальцами кривошипа, так что они имитируют ощущение и звук V-образного двухцилиндрового двигателя. И Yamaha представила кривошипно-перекрестный шатун для четырехцилиндровых двигателей — в нем используются те же смещенные шатуны, что и в этих близнецах, что выравнивает импульсы того, что Yamaha называет инерционным крутящим моментом (который создается вращением кривошипа).Конечный результат — крутой гудящий звук двигателя и, предположительно, лучшее сцепление с дорогой при разгоне.
Еще есть новый двигатель Ducati V4, который звучит и выглядит смехотворно похожим на одного из их близнецов, потому что его кривошип заставляет четыре поршня двигаться попарно. Два кривошипа (к каждому из них прикреплены два шатуна в V4) смещены на 70 градусов, так что одна пара цилиндров может стрелять близко друг к другу, затем наступает пауза, затем другая пара стреляет близко друг к другу. Это приводит к совершенно другому звучанию и ощущениям от шелковисто-гладких двигателей V4 от Honda, в которых шатуны коленчатого вала разделены на 180 градусов.
.