Как правильно сделать притирку клапанов 04.01.2021
Каждый водитель сталкивался с неисправностями двигателя своего транспортного средства. Вот только не всегда возможно осуществить ремонт в сервисном центре, поэтому многие автовладельцы стремятся устранить их самостоятельно. Несмотря на кажущуюся с первого взгляда сложность, сделать притирание клапанов силового узла не составит особой трудности для автовладельца.
Для чего нужна притирка клапанов
Изначально необходимо отметить, что работа клапанов происходит при экстремальных термомеханических нагрузках, так как они находятся непосредственно в головке блока цилиндров. Внешне клапаны могут напоминать гвозди, так как своей головкой или «тарелкой» они опущены в середину цилиндра. Когда головка пребывает в закрытом положении, она соединяется рабочей фаской с клапанным седлом, плотно замыкая камеру сгорания.
У большинства автомобилей каждый из цилиндров оснащён двумя клапанными единицами, открывание которых осуществляется поочерёдно. При этом одна из них отвечает за подачу топливно-воздушной среды внутрь камеры сгорания из впускного коллектора, а вторая – отводит к выпускному коллекторному устройству образовавшиеся продукты горения.
При этом одна из них отвечает за подачу топливно-воздушной среды внутрь камеры сгорания из впускного коллектора, а вторая – отводит к выпускному коллекторному устройству образовавшиеся продукты горения.
В процессе функционирования на тарелках и сёдлах клапанов постепенно образуются нагарные отложения, которые впоследствии нарушают корректность работы впускного и выпускного клапанов. Когда топливно-воздушная среда поступает в камеру сгорания, поршень сдавливает её, двигаясь в свою верхнюю мёртвую точку. При таком положении дел впускной и выпускной элементы должны быть плотно сомкнуты, иначе давление и процесс сгорания будут нарушены.
Чтобы решить проблему с работой ГБЦ и снизить вероятность нагарообразования, после очищения или замены клапанов производится их притирание. Притирка клапанов — достаточно простая процедура, вследствие которой получается правильное прилегание впуско-выпускного клапанов на посадочных точках (сёдлах) в цилиндрах мотора.
Для осуществления притирания клапанов автомобилисту необходимо обязательно приготовить следующий инвентарь:
- специальный ручной держатель;
- керосин или растворитель;
- средство для притирания;
- дрель или шуруповёрт;
- чистый лоскут ткани;
- «шарошку» и скотч.

Как притереть клапан
Для того, чтобы произвести притирочную манипуляцию, клапаны придётся «рассухарить» и демонтировать. Далее детали обезжириваются растворителем, а клапанная рабочая фаска покрывается небольшим количеством притирочного состава. Нанесение следует выполнять аккуратно, чтобы абразив не попал на шток клапана, так как алмазный порошок может с лёгкостью повредить его покрытие.
Затем производится притирание с помощью дрели, оснащённой реверсивным режимом. Работа выполняется на небольших оборотах и в обе стороны вращения. Чтобы не допустить дефектовки во время притирания, шток можно закрыть плотной резиной или войлоком. В случае его повреждения может значительно увеличиться расход моторного масла, а маслосъёмные колпачки будут подвержены ускоренному износу.
Притирание считается завершённым, если на фасках клапана и седла появляется отличительная матовая чёрточка шириной 2-3 мм. Далее необходимо выполнить окончательную обработку, которая по своей сути схожа с самим процессом притирки: после удаления предыдущего притирочного состава наносится разведённая с моторным маслом паста ГОИ.
Перед тем, как собрать цилиндровые блоки, все конструктивные элементы нужно тщательно осмотреть, чтобы абразивные частицы пасты не попали на соседние узлы, а затем обязательно промыть бензином. Качество притирания можно проверить посредством заливки керосина или топлива в камеру сгорания или в коллекторы.
Важно знать: притирание может и не получиться, например, если на рабочих поверхностях деталей присутствуют механические повреждения, или же когда сёдла были отшлифованы некорректно. Достоверный показатель проблемы – неравномерная или прерывающаяся матовая полоса на фаске. К сожалению, решить её можно только путём покупки новых изделий.
Вывод
Притирка клапанов — очень важная процедура, которая необходима для отлаженной работы автомобильного двигателя после капремонта. С ней может справиться каждый владелец транспортного средства, особенно тот, кто имеет опыт и навыки проведения ремонтных работ. Главное, подойти к манипуляции ответственно, приготовив надлежащий инструментальный набор и расходные материалы.
Шарошить нельзя притирать. — ВМПАВТО
В последнее время в сети появилось достаточно много материалов о том, что притирка клапанов – дело, по большому счету хлопотное и абсолютно ненужное. Мол, технологии сейчас так далеко шагнули, что современные двигатели после станочной обработки в притирке клапанов совсем не нуждаются. Нет необходимости в этом и после капитального ремонта головки блока.
Набор универсальных шарошек. Прирезать ими качественно седло вручную может только мастер с большим опытом.Шарошки, они же развертки, они же зенкеры настолько хорошо подгоняют седла клапана к тарелке нового клапана, что в притирке нет никакой нужды. И с этим трудно не согласиться. Клапаны на новых двигателях действительно не притираются. Седла прирезаются станками под конкретный тип клапана с минимальными погрешностями. В дальнейшем они в процессе обкатки прихлопываются и тем самым обеспечивают необходимую герметичность. В идеале это так и происходит.
 Гаражному мастеру такое оборудование недоступно.
Гаражному мастеру такое оборудование недоступно.Немало статей есть и на тему насколько вредна притирка клапана в принципе. Мол, и абразив при притирке внедряется в металл, что впоследствии лишь ухудшает работу клапана. Происходит так называемый процесс шаржирования. Этот же абразив неминуемо попадет в направляющие клапана и, соответственно, может натворить там немало бед впоследствии. Фаска, которая с завода изначально имеет несколько иной угол для правильной работы на разогретом двигателе, неминуемо теряет нужную геометрию после притирки клапанов. Тем самым изменяется пятно контакта и нарушается не только герметичность узла, но и его температурный режим.
Последовательность обработки седел различными шарошками. После этой процедуры, в старых книгах, обычно идет рекомендация по притирке клапана.Все эти утверждения, как правило, появляются в материалах, которые в итоге сводятся к тому, что только прирезка клапанов шарошками обеспечит тот самый уровень точности, который позволит головке блока без проблем пройти тест вакуумметром.
Впрочем, зачастую даже очень дорогие инструменты неспособны обеспечить нужный класс обработки седла для достижения полной герметичности с клапаном. Все в той же сети есть немало примеров того, как после развертки седел брендовыми шарошками так и не удавалось достичь необходимой герметичности клапана. Не мало рассказов и о том, как купленные в сборе новые головки блоков с треском проваливали вакуумный тест. А седла в них, между прочим, были прирезаны с применением станков. То ли станки были уже изношены, то ли резцы на шарошках тупые, а может, и вовсе, двигатель был собран 30 декабря. В итоге доводить параметры седел и клапана до ГОСТовского значения мастерам приходилось именно притирочными пастами.
Да, да. Как это не покажется странным, но на то, какими должны быть клапаны и какой уровень шероховатости должен быть в пятне контакта с седлом, есть свой ГОСТ Р 53810-2010 «Двигатели автомобильные. Клапаны. Технические требования и методы испытаний». Согласно этого ГОСТа шероховатость обработанных поверхностей посадочного конуса головки клапана не должна превышать 1,00 мкм. параметра Ra. В противном случае не будет достигнута необходимая герметичность. Обеспечить такую шероховатость могут именно притирочные пасты.
Клапаны. Технические требования и методы испытаний». Согласно этого ГОСТа шероховатость обработанных поверхностей посадочного конуса головки клапана не должна превышать 1,00 мкм. параметра Ra. В противном случае не будет достигнута необходимая герметичность. Обеспечить такую шероховатость могут именно притирочные пасты.
Только качественная притирочная паста при правильной геометрии прилегания клапана к седлу способна обеспечить необходимый уровень шероховатости. Достигается это как правильно подобранными твердостью и зернистостью абразива. В процессе притирки абразив будет сам переходить из разряда грубого в разряд финишного. Это обеспечит плавность изменения шероховатости, а так же избавит мастера от лишних телодвижений при переходе с одного абразива на другой. Помимо этого, правильно подобранный абразив сводит на нет эффект шаржирования. Впрочем, трудно себе представить, что какой либо абразив с легкостью вотрется в тело седла или клапан, посадочный конус которого дополнительно уплотнен жаро- и износостойкой наплавкой. Разве что клапана и седла будут выполнены из свинца или латуни. Ну или притирать клапаны будут настоящим алмазным порошком.
В процессе притирки абразив будет сам переходить из разряда грубого в разряд финишного. Это обеспечит плавность изменения шероховатости, а так же избавит мастера от лишних телодвижений при переходе с одного абразива на другой. Помимо этого, правильно подобранный абразив сводит на нет эффект шаржирования. Впрочем, трудно себе представить, что какой либо абразив с легкостью вотрется в тело седла или клапан, посадочный конус которого дополнительно уплотнен жаро- и износостойкой наплавкой. Разве что клапана и седла будут выполнены из свинца или латуни. Ну или притирать клапаны будут настоящим алмазным порошком.
Помимо этого, качественная притирочная паста хорошо удерживается в зоне контакта, что исключает ее стекание в направляющую клапана. Это достигается подбором консистенции. Плюс к этому сложно представить себе мастера, который после притирки соберет двигатель, не удостоверившись, что все детали отмыты от абразива. Кстати, даже микронная песчинка, оставшаяся с зоне контакта седла и клапана, не позволит клапану закрыться герметично, и вакуумный тест будет провален.
Кстати, даже микронная песчинка, оставшаяся с зоне контакта седла и клапана, не позволит клапану закрыться герметично, и вакуумный тест будет провален.
Что же касается изменения геометрии фаски, то тут уж, как говорится, сдуру можно и коленвал сломать. Известны случаи, когда мастера притирали клапаны не то что до изменения угла фаски, а до изменения геометрии самого клапана. Фаска на клапане была не только ощутима тактильно, но и видна визуально, потому как представляла собой борозду. Так что если на клапане через несколько минут работы не появился матовый поясок шириной в 1,5 мм, значит, геометрия седла и клапана изначально не совпадают. И, соответственно, дальнейшее издевательство над собой и головкой блока бессмысленные. Качественная притирочная паста при правильно собранной головке блока обеспечивает притирку клапана в течение одной, максимум двух минут.
Так, где ставить запятую во фразе «шарошить нельзя притирать»? И в первом и во втором случае фраза будет звучать неправильно. Что прирезка, что притирка клапанов — процедуры необходимые, и зачастую одна вполне органично дополняет другую. Особенно важна притирка в случае, если, к примеру, при ремонте меняются клапаны, а седла остается старыми или наоборот. Тут уже подогнать их друг к другу без притирки будет крайне проблематично. Так что правильнее ставить не запятую, а союз «и». А «нельзя» убрать.
Наша страница на DRIVE2:
Просмотры: 861
Шлифовка/притирка клапанов двигателя | Grimmer Motors Hamilton
Что такое притирка клапанов?
Клапаны в двигателе выполняют несколько функций. Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны загерметизировать двигатель. Поскольку происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов/уплотнений. Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров и полностью герметизировать камеру сгорания двигателя.
Когда требуется притирка клапана?
По мере увеличения пробега вашего автомобиля клапаны могут изнашиваться и нуждаться в ремонте. Это связано с постоянным движением и перегревом двигателя. Благодаря достижениям в области металлических клапанов большинству современных двигателей никогда не потребуется притирка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, может потребоваться снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. В этот момент может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
Старые автомобили (до 1970-х гг.), которые гораздо более склонны к прогоранию клапанов и часто нуждаются в регулярной притирке клапанов.
Работа клапанов дает механикам возможность тщательно осмотреть остальную часть двигателя, включая головки цилиндров и блок цилиндров. Любые трещины или утечки в этих компонентах могут привести к утечке масла из автомобиля и его перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неравномерно
- Белый дым из выхлопных газов
- Пыхтение из выхлопной трубы двигателя
- Недостаточная мощность двигателя
Подробнее об отказе клапана двигателя >
Из чего состоит притирание клапана?
- Клапан(ы) сняты с вашего двигателя и подготовлены для очистки.
- Нагар удаляется с клапана с особой осторожностью, чтобы не поцарапать и не повредить поверхность клапана.
- Клапан отшлифован для создания равномерного равномерного рисунка вокруг поверхности клапана.
- Клапан переустанавливается в головку блока цилиндров и притирается пастой для притирки клапанов.
Притирка клапанов двигателя, ремонт и техническое обслуживание в Гамильтоне
Надлежащее техническое обслуживание двигателя может значительно продлить срок службы вашего автомобиля. В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный, качественный ремонт и замену клапанов. Это позволит вашему двигателю работать исправно.
В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный, качественный ремонт и замену клапанов. Это позволит вашему двигателю работать исправно.
Для притирки и обслуживания клапанов двигателя в Гамильтоне свяжитесь с Grimmer Motors сегодня!
Обратите внимание — обычно мы не храним и не поставляем только «только детали» для этой услуги. Мы являемся универсальной мастерской по ремонту автомобилей. Если вы можете привезти к нам свой автомобиль, мы можем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующий сервис.
ЗАБРОНИРОВАТЬ СЕЙЧАС
Телефон: 07 855 2037
Адрес: 998 Heaphy Terrace, Fairfield, Hamilton
Притирка клапанов: основная процедура обслуживания клапанов
Среди различных передовых методов технического обслуживания клапанов шлифовка и притирка занимают первое место в списке приоритетов, поскольку процедура обеспечивает плотную плоскую поверхность. Аллан-Тейлор Бэрри, генеральный директор отдела глобального развития бизнеса — Allap Technical Solutions LLC Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, чтобы полностью герметизировать область седла клапана с контактом металл-металл.
Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, чтобы полностью герметизировать область седла клапана с контактом металл-металл.
Основная процедура
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
Подготовка к процедуре
Следующая пошаговая процедура описывает, как подготовить клапан, а также основные этапы шлифовки и притирки клапана:
1. Покройте область под и вокруг клапан с пластиковым покрытием для предотвращения потери деталей и удержания грязи и жира.
2. Начните разборку, удалив изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
3. Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
4. Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла.
5. Удалите шлифовальную пыль с клапана.
6. Проверьте герметичность клапана, чтобы убедиться, что он соответствует действующим стандартам.
7. Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
8. Напоследок написать отчет о проделанной процедуре.
Техника и оборудование для шлифовки клапанов За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Шлифовальные головки с индивидуальным приводом: При использовании этих головок шлифовальные диски располагаются планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоском, так и на наклонном посадочном месте, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Это позволяет получить идеально ровное седло с гладкой поверхностью и штриховкой за короткий промежуток времени (см. рис. 1). Шлифовальные или фрезерные станки для мастерской: Это высокоскоростные станки, позволяющие шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Шлифовальные станки с фрикционными шлифовальными головками: Создают тонкую структуру поверхности с рисунком в виде штриховки. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом должны располагаться не по центру, чтобы вызвать вращательное действие. Трение может привести к замедлению или остановке шлифовальной головки там, где силы трения максимальны. В результате эта технология будет производить разные скорости снаружи и внутри сиденья, что может привести к вогнутому сиденью. Шлифовальный станок со сплошными плоскими или угловыми чугунными пластинами: Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска. Стол для притирки с вращающейся плоскостью: Дает хорошие результаты, когда работа выполняется в мастерской; имеются специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени. Ручная притирка: Этот альтернативный метод чрезвычайно трудоемок и может привести к беспорядку, если используется шлифовальная паста. ТИПИЧНЫЕ ДЕФЕКТЫ, ОБНАРУЖЕННЫЕ НА ПОВЕРХНОСТЯХ СЕДЛА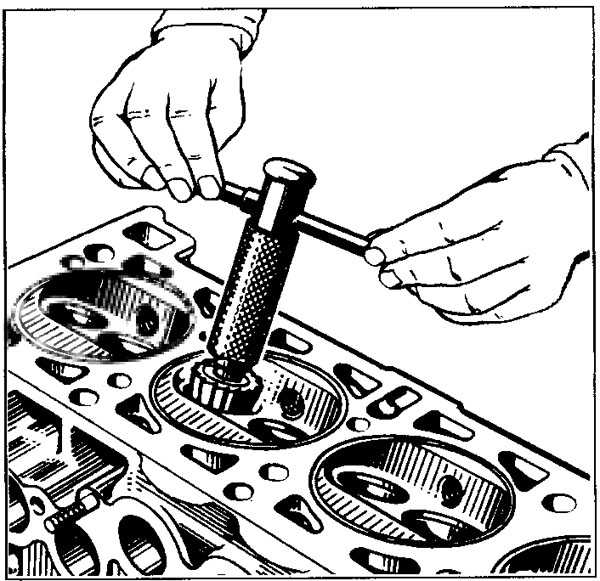 Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Результаты превосходны, а скорость резки выше, чем у любого другого метода.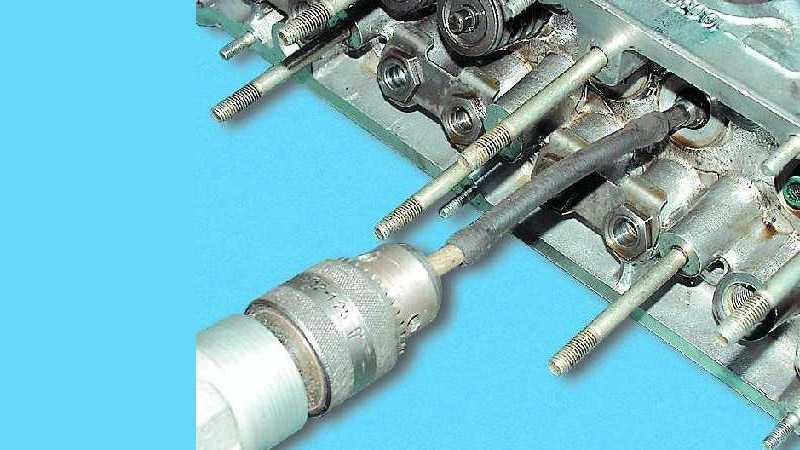 Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольной царапиной, что приводит к неточной плоскостности по всему седлу. Если используется шлифовальная паста, она будет медленно мигрировать от центра до тех пор, пока вся паста не окажется снаружи седла. Скорость резки низкая.
1. Следы защемления/защемления: Эти следы вызваны посторонними предметами в трубопроводах. Обычно эти отметки не глубже 0,05 мм.
2. Порезы: Обычно они появляются в результате скользящего движения задвижек или любых клапанов с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
3. Следы эрозии: Эти следы видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
4. Седло не плоское: Это может произойти, если седло было подвергнуто сварке, когда седло изношено или если оно было неточно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
5. Трещины в седле: Этот дефект обычно возникает на клапанах со сварным седлом.
6. Коническое седло: Поверхность седла клапана обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильной процедуры разметки.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т. е. такую, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Помните, что плотная плоская поверхность особенно важна для предохранительных клапанов сброса давления (PRV) и клапанов сброса давления (SRV), поскольку они зависят от натяжения пружины, чтобы оставаться закрытыми.
Заключительные мысли
Крайне важно, чтобы персонал предприятия был информирован и был в курсе современного оборудования и методов обслуживания арматуры. Важно иметь в виду, что техническим специалистам, использующим это оборудование, также требуются навыки и суждения, которые в конечном итоге несут ответственность за результаты выполненного обслуживания клапана. Суждение и умение — это непрерывный процесс, который расширяется за счет знаний человека о существующих методах, процедурах, оборудовании, а также за счет осведомленности о постоянно разрабатываемых технологиях.