Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают методом литья, но в этом случае, в структуре металла образуется пористость, которая удаляется только высокотемпературным газоизостатированием, очень дорогая процедура, составляющая себестоимость клапана.
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.
Тарелка титанового клапана с покрытием нитрид хрома (CrN)
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
Из какого материала изготовлен клапан
Тарельчатый клапан — деталь большинства поршневых двигателей внутреннего сгорания (ДВС), является частью газораспределительного механизма, непосредственно управляющей потоками рабочего тела, поступающего и выходящего из цилиндра. Используются также в крупных компрессорах, паровых машинах.
Содержание
Устройство тарельчатого клапана [ править | править код ]
Тарельчатый клапан состоит из собственно круглой тарелки и стержня меньшего диаметра. Из соображений прочности и аэродинамики переход между тарелкой и стержнем выполняется большим радиусом (рис.1). Некоторое время были популярны тарелки зонтичной (тюльпанообразной) формы, уменьшавшие вес впускного клапана до веса выпускного (диаметр впускных клапанов выбирают больше, так как сопротивление впускного тракта сильнее снижает мощность двигателя, чем сопротивление выпуска) при одновременном снижении гидравлического сопротивления. Однако при этом растёт площадь камеры сгорания, что увеличивает выбросы углеводородов.
Однако при этом растёт площадь камеры сгорания, что увеличивает выбросы углеводородов.
Клапан совершает перемещения по оси стержня, при этом тарелка открывает путь газам, а при посадке на седло — плотно запирает его. Некоторый зазор между стержнем и втулкой клапана необходим, чтобы избежать заедания при нагреве клапана, и чтобы тарелка могла самоустановиться на седло. Для поддержания самоустановки, а следовательно, плотности запирания, тарелка имеет фаску под углом 45 или 30 градусов к её плоскости.
Читайте также: Все японские марки автомобилей
Клапаны могут размещаться по нижнеклапанной или верхнеклапанной схеме, располагаться под углом друг к другу или параллельно. Целью работы конструктора при их размещении является надёжный газообмен с небольшим аэродинамическим сопротивлением, необходимое размещение коллекторов в подкапотном пространстве, компактность камеры сгорания, соблюдение норм выхлопа и др.
Применяемые материалы и технологии [ править | править код ]
Впускные клапана двигателей обычно изготовляют высадкой из сильхромовой стали типа 40Х9С2, 40Х10С2М. Эти стали обладают довольно высокой жаростойкостью, и поскольку температура отходящих газов у дизелей меньше (по причине высокой степени сжатия), чем у искровых моторов, используются и для изготовления выпускных клапанов дизелей.
Эти стали обладают довольно высокой жаростойкостью, и поскольку температура отходящих газов у дизелей меньше (по причине высокой степени сжатия), чем у искровых моторов, используются и для изготовления выпускных клапанов дизелей.
Выпускные клапана старых искровых моторов также делали сильхромовыми, недостаточную жаростойкость компенсировали удобством притирки (ГАЗ-51), напайкой кромки тарелок стеллитом; наполнение клапанов натрием для теплоотдачи от тарелки применялось ранее (ГАЗ-66/ГАЗ-53, ЗИЛ-130), и применяется сейчас [3] [4] [5] [6] .
Позднее перешли на сварные клапаны: стержень из сталей типа 40ХН, 38ХС, тарелка из сталей типа 40Х14Н14В2М, 45Х22Н4М3. На дизелях такие стали не применяют: дизельное топливо содержит серу, а сернистые газы быстро разрушают никельсодержащие стали. Применяется и напайка кромок твёрдыми материалами: стеллитом, нихромом [7] .
Неисправности клапанов [ править | править код ]
Основными неисправностями тарельчатых клапанов являются [8] :
- неплотность;
- прогорание тарелки;
- износ стержня, зазор по направляющей клапана;
- изгиб клапанов после соударения с поршнем.

Неплотность клапанов может быть с момента изготовления, развиться в течение работы, либо быть следствием некачественного ремонта или неверной регулировки клапанов. Впускной клапан может длительное время пропускать газ без прогорания, но искровой двигатель при этом обычно потряхивает: во впускной тракт забрасывает отработавшие газы, и воспламенение такой разбавленной смеси становится ненадёжным. Дизель, соответственно, дымит [9] . Ещё одной причиной может быть загиб клапанов [10] , двигатель при этом трясётся очень сильно, а заводится плохо.
В случае умеренной неплотности клапанов, они ещё могут быть притёрты, но чаще всего их меняют комплектом. Причина в том, что к этому времени обычно происходит износ стержня клапана с увеличением расхода масла, а при долгой притирке старого клапана выступание его торца над плоскостью головки увеличивается — гидрокомпенсатор может выйти из рабочей зоны. Если выступание превышает допустимое уже с новым клапаном, то по инструкции нужно менять головку блока, на практике — торец клапана шлифуют для уменьшения высоты.
Прогорание тарелки выпускного клапана всегда является следствием сильного перегрева при отсутствии клапанного зазора и большом прорыве газов. Тарелка впускного клапана прогореть не может, так как задолго до этого при прорыве газов на впуск цилиндр работать перестанет, и температура газов снизится. Однако у дизелей при этом могут возникать другие проблемы.
Износ стержня и/или втулки клапана приводит к нарушению работы сальников клапанов, а значит – высокому расходу масла. Поэтому при ремонте головки блока цилиндров может возникать необходимость в замене клапанов и/или направляющих. После смены направляющих требуется обычно обработать седло шарошками на оправке, базирующейся по новой направляющей, после чего притереть клапан. Обычно разом меняют все направляющие, либо только впускные (зазор во втулках впускных клапанов решающий для расхода масла, ввиду меньшего давления во впускной трубе).
МАТЕРИАЛЫ,ПРИМЕНЯЕМЫЕ ДЛЯ ДЕТАЛЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
Распределительные валы изготовляют из легированных сталей 15Х, 15НМ и 12ХНЗА, или из углеродистых сталей 40 и 45, или из чугуна. Кулачки и шейки стальных распределительнных валов подвергаются цементации с последующей закалкой или поверхностной закалке, а чугунных — отбеливанию.
Кулачки и шейки стальных распределительнных валов подвергаются цементации с последующей закалкой или поверхностной закалке, а чугунных — отбеливанию.
Для распределительных шестерен применяют сталь 20 и 45 или серый чугун. Для уменьшения шума при работе зубья шестерни делают косыми, а шестерню изготовляют из текстолита (при стальной ступице).
Толкатели изготовляют из легированных сталей 15Х, 20Х 12ХНЗА и 18ХНЗА, из стали 45 с последующей поверхностной закалкой. В некоторых двигателях толкатели делают из отбеливающихся чугунов. Твердость рабочих торцов толкателя не должна быть ниже HRC 54—56.
Выпускные клапаны в карбюраторных двигателях изготовляют из сталей ЭСХ8, Х9С2, Х10СМ, Х12Н7С, ЭН107 и ЭЯ2. С целью экономии жаропрочные материалы в ряде двигателей применяют только для головок клапанов, а стержни делают из сталей 40Х или 40ХН, затем эти детали сваривают. Для повышения коррозионной стойкости выпускных клапанов и уменьшения износа рабочей поверхности на нее и на головку клапана со стороны цилиндра наплавляют слой твердого сплава ВЗК (на кобальтовой основе), сормайта (на железной основе) или стеллита (60% Niи 15% Сг) толщиной 1,5—2,5 мм.
Для впускных клапанов применяют хромистую и хромони-келевую сталь 40Х, 40ХН, 50ХН, 37С и 40ХНМА.
Седла клапанов изготовляют из серых перлитовых чугунов СЧ 24—48, стали 45. В некоторых случаях седла клапанов отливают из отбеливающихся чугунов, при этом седла хорошо противостоят ударной нагрузке и химическому воздействию газов. Кроме того, обработка точно отливаемых колец для седел сводится только к шлифованию, без обтачивания и притирки.
Направляющие втулки изготовляют из чугуна или из алюминиевой бронзы.
Для пружин применяют специальную пружинную проволоку диаметром 3—5 мм из сталей СОГ, 65Г, 50ХФХ и П1.
Детали крепления тарелки, пружины и стержня клапана (сухари, чеки) изготовляют из сталей 40, 45, 12НЗА и чугуна СП-4Ф и др.
Коромысла штампуют из углеродистых сталей 20 и 30. Применяют также легированные стали 20ХНЗА, 12ХЗА, ЭИ274 и др. Ударной части коромысла с помощью термической обработки придается высокая твердость.
К клапанам механизма газораспределения двигателя внутреннего сгорания предъявляются повышенные требования, поэтому для их изготовления применяется комбинирование различных материалов, а также использование специальных наплавок и покрытий. Особое внимание уделяют разработке клапанных сталей и сплавов, которые функционируют при температуре более 580 градусов Цельсия. К примеру, впускные клапаны дизельного двигателя КамАЗ изготавливаются из стали 40Х10СМ2 мартенистого класса. Работающие при более высокой температуре выпускные клапаны изготавливаются из стали ЭП-303М (5Х20Н4А19М) аустенитного класса. Рабочая фаска данных клапанов выполняется путём наплавки сплавом ВЗК типа «Стелит», который содержит до 60% кобальта.
С целью замены дефицитных добавок внедрены сплавы на никелевой основе, которые не содержат кобальта (ЭП-649, ЭП-616, ЭП-615). К недостаткам данных сплавов можно отнести снижение твёрдости при температуре 1300 градусов Цельсия, в сравнение со сплавом ВЗК.
Впускные клапаны дизельных двигателей (СМД-60, Д-240, Д-65Н, Д-144, А-41) изготавливаются из стали 40Х10СТМ, а выпускные клапаны двигателей (Д-144, СМД-60, А-41) – из стали ЭП-616, а двигателей (СМД-14, Д-240, Д-65Н) – из стали 40Х10СМ2.
Особые требования предъявляют к материалу изготовления выпускных клапанов карбюраторного двигателя, формированного по скоростному режиму, который подвержен максимальным термическим и механическим нагрузкам. Для клапанов данных двигателей применяется жаропрочная сталь ЭП970, которая не отличается от стали ЭП303.
“>
Клапаны ДВС Yuchai — запчасти для двигателей
Главная
Узлы двигателя
Клапаны ДВС Yuchai
Сортировать:
по названию -Выбрать-А – ЯЯ – А
по цене -Выбрать-По возрастаниюПо убыванию
Клапан CFV Yuchai (Ючай) J4R00-1113F40C
Артикул:
 org/Offer»>
219 655 ₽
org/Offer»>
219 655 ₽
Заказ в 1 клик
Клапан антипомпажный (перепускной) G5900-1008040 Yuchai Артикул: G5900-1008040
4 358 ₽
Заказ в 1 кликКлапан впускной (YC6J245-30) Golden Dragon XML6102 Артикул: J5600-1003111
 org/Offer»>
774 ₽
org/Offer»>
774 ₽
Заказ в 1 клик
Клапан впускной (YC6MK340N-50) YUCHAI
Артикул:
3 152 ₽
Заказ в 1 клик
Клапан впускной D30-1003111B Yuchai Артикул: D30-1003111B
 org/Offer»>
507 ₽
org/Offer»>
507 ₽
Заказ в 1 клик
Клапан впускной J9900-1003111 Yuchai Артикул: J9900-1003111
458 ₽
Заказ в 1 клик
Клапан впускной M3000-1003111B YUCHAI Артикул: M3000-1003111B

Заказ в 1 клик
Клапан впускной YC4F90-30 YUCHAI Артикул: F3000-1003111A
289 ₽
Заказ в 1 клик
Клапан впускной YC4G180-40 YUCHAI Артикул: G5900-1003111A

Заказ в 1 клик
Клапан впускной YC6B125/YC6108 YUCHAI Артикул: 330-1007011D
502 ₽
Заказ в 1 клик
Клапан выпускной (YC6J245-30) Golden Dragon XML6102
Артикул:
 org/Offer»>
224 ₽
org/Offer»>
224 ₽
Заказ в 1 клик
Клапан выпускной (YC6MK340N-50) YUCHAI Артикул: M2A00-1003103SF12
2 963 ₽
Заказ в 1 клик
Клапан выпускной D30-1003107 Yuchai Артикул: D30-1003107
 org/Offer»>
117 ₽
org/Offer»>
117 ₽
Заказ в 1 клик
Клапан выпускной J5300-1003103A Yuchai Артикул: J5300-1003103A
772 ₽
Заказ в 1 клик
Клапан выпускной J9900-1003103 Yuchai Артикул: J9900-1003103
 org/Offer»>
485 ₽
org/Offer»>
485 ₽
Заказ в 1 клик
Клапан выпускной L3000-1007012B Yuchai Артикул: L3000-1007012B
540 ₽
Заказ в 1 клик
Запчасти
1 — 16 из 33
1 2 3
Клапаны двигателей с электронным управлением: идея, время которой пришло… и прошло?, Часть 3: Электронный бескулачковый подход
Бескулачковый двигатель внутреннего сгорания с электронным управлением казался хорошей идеей, но технические и рыночные реалии задушили его признание .
В предыдущих частях этой статьи обсуждалась работа стандартного двигателя внутреннего сгорания с кулачковым приводом и парой впускных и выпускных клапанов с механическим приводом для каждого цилиндра. В этом разделе рассматривается альтернатива бескулачковой системе с электронным управлением.
В течение многих лет автомобильные инженеры знали, что если бы они могли обеспечить больший контроль и возможность регулировки фаз газораспределения, они могли бы повысить выходную мощность двигателя и уменьшить выбросы загрязняющих веществ в выхлопных газах двигателя. Этот подход начинается с интеллектуальной системы синхронизации, которая включает датчик угла поворота коленчатого вала двигателя для подачи входного сигнала и процессор для выполнения алгоритмов, а затем приводит в действие клапаны с электронным управлением. Эта комбинация была бы естественным подходом для инженеров при разработке системы управления двигателем, реализованной в блоке управления двигателем (ECU).
Чтобы это произошло, необходимы три критических элемента, в том числе датчик угла поворота коленчатого вала (который теперь является стандартным почти для всех автомобилей): усовершенствования алгоритмов ECU, ИС управления питанием для управления электронными клапанами и приводами электронных клапанов. Целью является гибкая система управления клапанами, которая повышает производительность при одновременном снижении выбросов. Иногда называемая «бескулачковой» системой, эта система управления позволяет подсистемам управления двигателем изменять фазы газораспределения, подъем клапана и степень сжатия в зависимости от нагрузки двигателя, температуры топливно-воздушной смеси и др. Время можно непрерывно регулировать для динамического баланса характеристик двигателя по таким параметрам, как мощность, выбросы и топливная экономичность, в зависимости от непосредственных приоритетов.0005
Кроме того, благодаря бескулачковым клапанам с электронным управлением синхронизация и работа каждого клапана не зависят от других, что обеспечивает значительную эксплуатационную гибкость. Например, если нагрузка на двигатель небольшая, модуль управления даже позволяет деактивировать цилиндры для экономии топлива. Такая система могла бы даже компенсировать износ компонентов с течением времени и срок службы двигателя.
Например, если нагрузка на двигатель небольшая, модуль управления даже позволяет деактивировать цилиндры для экономии топлива. Такая система могла бы даже компенсировать износ компонентов с течением времени и срок службы двигателя.
Непростая реализация
С концептуальной точки зрения заменить механический клапанный механизм на процессорный несложно. На практике, тем не менее, успешному внедрению мешают серьезные препятствия, в дополнение к долгому и устоявшемуся послужному списку (и комфорту) существующего подхода. Легко подумать: «Что в этом такого наивного? Просто используйте цифровой выход процессора для управления приводом, который управляет соответствующим клапаном», но существуют серьезные ограничения, стандарты и долгосрочные проблемы, с которыми сталкиваются автомобильные инженеры.
Существует два способа электронного управления клапаном. В первом используется соленоид, надежный и понятный преобразователь для преобразования приложенного тока в линейное движение и статическую силу. Однако существуют проблемы, если вы используете соленоид в качестве привода под капотом (рис. 1) .
Однако существуют проблемы, если вы используете соленоид в качестве привода под капотом (рис. 1) .
Во-первых, импульс тока, необходимый для активации соленоида с силой и скоростью, требуемыми в этом приложении, велик, и его трудно получить от источника питания 12 В автомобиля без толстых кабелей питания. По этой причине соленоидный подход должен подождать, пока автомобили не перейдут с источников питания 12 В на более эффективный стандарт 42 В, который автопроизводители уже постепенно внедряют в течение следующих нескольких лет.
Здоровенный MOSFET или аналогичный электронный переключатель также необходим для управления током для каждого соленоида, с промежуточным драйвером для взаимодействия между относительно скромным цифровым выходным приводом процессора фаз газораспределения и MOSFET, который управляет соленоидом как приводом. Хотя этот соленоид работает с умеренным рабочим циклом, его общая скорость работы достаточно высока, чтобы возникали проблемы с самонагревом. Кроме того, жара под капотом, особенно высокая возле двигателя, усугубляет эти проблемы. Количество циклов соленоидов за весь срок службы исчисляется миллионами, а сочетание тепловых и рабочих циклов вызывает серьезные проблемы с надежностью.
Хотя этот соленоид работает с умеренным рабочим циклом, его общая скорость работы достаточно высока, чтобы возникали проблемы с самонагревом. Кроме того, жара под капотом, особенно высокая возле двигателя, усугубляет эти проблемы. Количество циклов соленоидов за весь срок службы исчисляется миллионами, а сочетание тепловых и рабочих циклов вызывает серьезные проблемы с надежностью.
Только соленоиды могут срабатывать в любом направлении, когда к ним подается противоположное питание. Но это сложно сделать в заземленной среде с однополярным питанием, такой как автомобиль или грузовик. Практичнее использовать пружину для развития возвратной силы. Затем соленоид должен открыть нормально закрытый клапан, преодолев силу пружины. Соленоид может быть сконструирован с парой пружин, в которых приложенная сила преодолевает силу возвратной пружины, в то время как вспомогательная пружина толкает соленоид в направлении срабатывания и уменьшает необходимый удерживающий ток. В других подходах используется пара соленоидов в двухтактном исполнении, один из которых закрывает, а другой открывает клапан 9. 0015 (рис. 2 и рис. 3) . Однако все эти факторы усложняют и удорожают конструкцию.
0015 (рис. 2 и рис. 3) . Однако все эти факторы усложняют и удорожают конструкцию.
Кроме того, соленоиды являются исполнительными механизмами включения/выключения с относительно фиксированными характеристиками силы в зависимости от расстояния. Без пружин или других внешних сил сила соленоида изначально минимальна, поскольку магнитное поле притягивает заготовку сердечника к ее центру; сила наибольшая в центре в конечной точке покоя привода.
Следовательно, соленоид достаточно сильно закрывает клапан, что усугубляет износ уплотнений клапана, если не добавлен демпфирующий механизм, такой как пружины или другие компоненты. (Вспомните, что механический клапанный механизм на основе кулачка решает эту проблему расстояния/силы за счет тщательного формирования профиля кулачков кулачка. ) Один из подходов состоит в создании соленоида с замкнутым контуром с датчиком, который отслеживает положение сердечника и использует эту информацию для модулировать ток возбуждения. Но такой подход также усложняет и удорожает конструкцию.
) Один из подходов состоит в создании соленоида с замкнутым контуром с датчиком, который отслеживает положение сердечника и использует эту информацию для модулировать ток возбуждения. Но такой подход также усложняет и удорожает конструкцию.
Альтернативой соленоиду является клапанный механизм с гидравлическим приводом. В этой конструкции, разработанной компанией Sturman Industries (Колорадо), в настоящее время принадлежащей Virtual Energy, небольшой и быстродействующий электрогидравлический привод обеспечивает «мускулы» для движения клапана под управлением цифрового клапана с электронным управлением (рис. 4) .
Рис. 4: Управление электрогидравлическим клапаном от Sturman Industries (теперь Virtual Energy) является возможной альтернативой управлению клапаном с электромагнитным приводом. (Изображение: виртуальная энергия) Мощность жидкости проходит через систему впрыска топлива и насос. Этот цифровой клапан использует остаточный магнетизм (магнитное поле, которое остается после намагничивания объекта), чтобы удерживать клапан открытым без подачи тока после того, как импульс тока перемещает клапан. (Помимо Sturman, в настоящее время работают британская Camcon Automotive Ltd и шведская FreeValve, дочерняя компания Koenigsegg Automotive). контроль. По словам Стурмана, клапан обеспечивает гораздо большее давление в сочетании с точным контролем положения, поскольку гидравлический клапан представляет собой линейный преобразователь. Ток протекает через две маленькие катушки по обе стороны от небольшого золотника, который управляет потоком жидкости, а не через большой соленоид; в результате время отклика системы примерно в пять раз быстрее в конструкции на основе катушки, чем в конфигурации на основе соленоида. Процессор может модулировать движение золотника и, таким образом, поток жидкости и мощность, чтобы получить требуемый профиль силы и расстояния.
(Помимо Sturman, в настоящее время работают британская Camcon Automotive Ltd и шведская FreeValve, дочерняя компания Koenigsegg Automotive). контроль. По словам Стурмана, клапан обеспечивает гораздо большее давление в сочетании с точным контролем положения, поскольку гидравлический клапан представляет собой линейный преобразователь. Ток протекает через две маленькие катушки по обе стороны от небольшого золотника, который управляет потоком жидкости, а не через большой соленоид; в результате время отклика системы примерно в пять раз быстрее в конструкции на основе катушки, чем в конфигурации на основе соленоида. Процессор может модулировать движение золотника и, таким образом, поток жидкости и мощность, чтобы получить требуемый профиль силы и расстояния.
В заключительном разделе этой статьи рассматривается состояние и перспективы принятия бескулачковых клапанов двигателя с электронным управлением.
Связанный контент EE World
Понимание конструкции автомобильного двигателя с остановкой/запуском, часть 6: ответы и обходные пути (содержит ссылки на предыдущие части с 1 по 5)
Цифровые клапаны открывают новые возможности для двигателей
Одноэлементный, зубчатый Датчик скорости обнаружения IC
Каталожные номера
- Автомобиль и водитель, «Объяснение изменения фаз газораспределения: оценка того, насколько быстро работают двигатели»
- New Atlas, «Первые в мире полностью цифровые клапаны открывают возможности двигателя»
- Motor Authority, «Полностью цифровые клапаны могут изменить будущее двигателей внутреннего сгорания»
- Motor Authority, «Объяснение техники» касается бескулачкового двигателя Koenigseggs»
- Университет Клемсона, «Электронный контроль фаз газораспределения»
- Университет Клемсона, «Бескулачковые двигатели»
- Motor1, «Полностью цифровые клапаны могут значительно улучшить ДВС»
- Википедия, «Бескулачковый поршневой двигатель»
- Top Gear, «Вот как работает бескулачковый двигатель Koenigsegg Gemera мощностью 600 л.
 с.»
с.» - Хакадей, «Где все бескулачковые двигатели?»
- The Wall Street Journal, «Газовые двигатели и люди, стоящие за ними, уступают место электромобилям»
- Википедия, «Десмодромный клапан»
- Virtual Energy, «Приведение в действие бескулачкового гидравлического клапана (HVA)»
- Machine Design, «Улучшение автомобильных двигателей с помощью усовершенствованных регулируемых гидравлических клапанов»
- Skill-Lync, «Проектирование и моделирование MBD клапанного механизма двигателя внутреннего сгорания и анализ методом конечных элементов коромысла»
- Университет Ватерлоо, «Новая полностью гибкая регулируемая система привода клапана»
- Университет Ватерлоо, «Новая полностью гибкая регулируемая система привода клапана»
- Университет Ватерлоо, «Система привода гидравлического регулируемого клапана: разработка и проверка»
Диагностика неисправностей клапанов в двигателях внутреннего сгорания с использованием акустической эмиссии и искусственной нейронной сети
На этой странице
РезюмеВведениеРезультаты и обсуждениеЗаключениеСсылкиАвторские праваСтатьи по теме
В этой статье представлен потенциал метода акустической эмиссии (АЭ) для обнаружения повреждений клапанов в двигателях внутреннего сгорания. В качестве экспериментальной установки использовалась головка блока цилиндров двигателя с искровым зажиганием. Было исследовано влияние трех типов повреждения клапана (зазор, полутрещина и насечка) на герметичность клапана. Результаты экспериментов показали, что АЭ является эффективным методом выявления повреждений и типов повреждений клапанов как во временной, так и в частотной областях. Искусственная нейронная сеть обучалась на основе анализа во временной области с использованием параметрических признаков АЭ (количество, абсолютная энергия АЭ, максимальная амплитуда сигнала и средний уровень сигнала). Сеть состояла из пяти, шести и пяти узлов во входном, скрытом и выходном слоях соответственно. Результаты работы обученной системы показали, что методику АЭ можно использовать для определения типа повреждения и его локализации.
В качестве экспериментальной установки использовалась головка блока цилиндров двигателя с искровым зажиганием. Было исследовано влияние трех типов повреждения клапана (зазор, полутрещина и насечка) на герметичность клапана. Результаты экспериментов показали, что АЭ является эффективным методом выявления повреждений и типов повреждений клапанов как во временной, так и в частотной областях. Искусственная нейронная сеть обучалась на основе анализа во временной области с использованием параметрических признаков АЭ (количество, абсолютная энергия АЭ, максимальная амплитуда сигнала и средний уровень сигнала). Сеть состояла из пяти, шести и пяти узлов во входном, скрытом и выходном слоях соответственно. Результаты работы обученной системы показали, что методику АЭ можно использовать для определения типа повреждения и его локализации.
1. Введение
Клапаны в двигателе внутреннего сгорания играют важную роль в работе двигателя. Кроме того, они являются наиболее важными компонентами клапанного механизма и выдерживают воздействие высоких температур и импульсов давления газа. При анализе отказов клапанного механизма отказы клапанов представляют собой наиболее распространенные проблемы. Основными причинами выхода из строя клапана являются деформация седла клапана, отложения на клапане, малый зазор толкателя, прогоревший клапан, эрозия клапанов, тепловая усталость, точечная коррозия, разрывы и износ [1, 2]. В последние годы внедрение методов мониторинга состояния двигателей внутреннего сгорания (ДВС) привело к появлению надежных неинтрузивных методов диагностики двигателя [3].
При анализе отказов клапанного механизма отказы клапанов представляют собой наиболее распространенные проблемы. Основными причинами выхода из строя клапана являются деформация седла клапана, отложения на клапане, малый зазор толкателя, прогоревший клапан, эрозия клапанов, тепловая усталость, точечная коррозия, разрывы и износ [1, 2]. В последние годы внедрение методов мониторинга состояния двигателей внутреннего сгорания (ДВС) привело к появлению надежных неинтрузивных методов диагностики двигателя [3].
Турбулентный поток, например поток воздуха через клапаны, может вызывать вибрации в их конструкциях. Частота колебаний зависит от жесткости конструкции. Амплитуда зависит от средней скорости потока и от того, насколько частота воздействия близка к собственной частоте сооружения. Постановка Лайтхиллом аэроакустической задачи показала, что область перемешивания струи можно приравнять объему квадруполей с силой, пропорциональной тензору напряжений в движущейся жидкости. Такая математическая формулировка позволяет оценить уровни акустической мощности излучаемой струи и пропорциональна [4]: где – мощность звука (Вт), – диаметр отверстия утечки, – средняя скорость турбулентной струи (м/с), – скорость звука в жидкости (м/с). Уравнение (1) ясно показывает, что наибольшее влияние на генерацию звука оказывает скорость потока. Масса воздуха, входящего/выходящего из цилиндра, связана с плотностью воздуха, скоростью и площадью, через которую проходит газ: где — массовый расход (кг/с), представляет собой площадь, через которую проходит газ (м 2 ), относится к плотности потока (кг/м 3 ) и представляет собой скорость потока (м/с). В этом исследовании диаметры клапанов были для выпускного клапана и для впускного клапана.
Уравнение (1) ясно показывает, что наибольшее влияние на генерацию звука оказывает скорость потока. Масса воздуха, входящего/выходящего из цилиндра, связана с плотностью воздуха, скоростью и площадью, через которую проходит газ: где — массовый расход (кг/с), представляет собой площадь, через которую проходит газ (м 2 ), относится к плотности потока (кг/м 3 ) и представляет собой скорость потока (м/с). В этом исследовании диаметры клапанов были для выпускного клапана и для впускного клапана.
Анализ вибрации является хорошо зарекомендовавшим себя методом диагностики неисправностей вращающихся механизмов, особенно двигателей внутреннего сгорания. Применение этого метода к двигателю внутреннего сгорания сильно зависит от неисправностей двигателя, вспомогательных устройств и механических событий в двигателе [5]. Высокая характеристика отношения сигнал/шум сигнала АЭ по сравнению с анализом вибрации обусловила в последнее десятилетие широкий интерес к применению АЭ в области диагностики неисправностей двигателей [6].
Недавние исследования показали успех применения АЭ для двигателей внутреннего сгорания. Были смоделированы различные неисправности и процессы в двигателе, в том числе пропуски зажигания в цилиндре [7], течь прокладки выпускного коллектора [8], задиры поршневых колец/гильзы цилиндра [9], проблемы и процессы впрыска топлива [10–13], давление в цилиндре [14] , смазка двигателя [15] и негерметичность клапанов (VL) [16–21].
Существуют комплексные методы исследования неисправности ВЛ методом АЭ. Все они моделируют неисправность ВЛ с помощью изменения зазоров клапанов [16–21]; однако, помимо зазора, которые приводят к VL, существуют серьезные причины, такие как трещина в головке клапана и надрез в головке клапана. Использование сигналов АЭ в ВЛ для определения типа неисправности является новой областью исследований, которая была рассмотрена в данном исследовании. Три типа неисправности (зазор клапана, трещина в крышке клапана и надрез в крышке клапана) были искусственно смоделированы следующим образом. полутрещина на головке выпускного/впускного клапана. (iii) Удаление небольшого количества материала головки клапана имитирует выемку в головке клапана.
полутрещина на головке выпускного/впускного клапана. (iii) Удаление небольшого количества материала головки клапана имитирует выемку в головке клапана.
Испытательный стенд представлял собой головку блока цилиндров двигателя с искровым зажиганием. Целью данного исследования на данном этапе было использование сигналов АЭ в ВЛ для определения типов неисправности в неработающем двигателе.
2. Экспериментальная установка
2.1. Испытательная установка и измерительная система
Испытательная установка состояла из алюминиевой головки цилиндров небольшого четырехцилиндрового двигателя с искровым зажиганием. На рис. 1(а) показано расположение четырех широкополосных датчиков АЭ на головке блока цилиндров и схема испытательного стенда. Сжатый воздух поступал в камеру сгорания через свечное отверстие. Расход воздуха измеряли с помощью расходомера воздуха с точностью до 1 л/мин.
2.2. Система сбора данных АЭ
Сигналы АЭ были получены с помощью четырех широкополосных датчиков.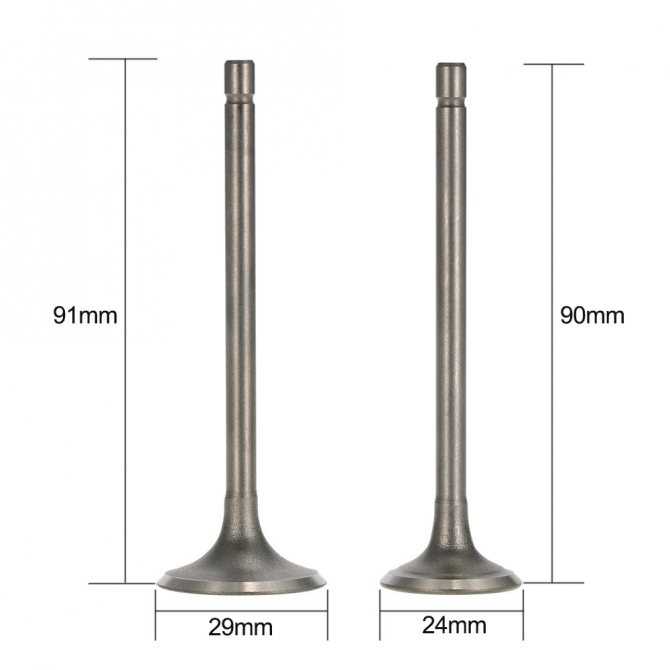 Рабочая частота была отфильтрована от 100 кГц до 1 МГц. Датчики АЭ были соединены с головкой блока цилиндров тонкими слоями вакуумной смазки. Затем сигналы усиливались с помощью предусилителей PAC 2/4/6 перед записью. Затем сигналы были оцифрованы с использованием системы сбора данных АЭ PAC PCI-2 (18 бит АЦП, 40 МГц, 4 канала). Необработанные данные были получены с частотой дискретизации 2 МГц. Датчики АЭ были установлены на головке блока цилиндров рядом со свечным отверстием на всех четырех цилиндрах, как показано на рисунке 1.9.0005
Рабочая частота была отфильтрована от 100 кГц до 1 МГц. Датчики АЭ были соединены с головкой блока цилиндров тонкими слоями вакуумной смазки. Затем сигналы усиливались с помощью предусилителей PAC 2/4/6 перед записью. Затем сигналы были оцифрованы с использованием системы сбора данных АЭ PAC PCI-2 (18 бит АЦП, 40 МГц, 4 канала). Необработанные данные были получены с частотой дискретизации 2 МГц. Датчики АЭ были установлены на головке блока цилиндров рядом со свечным отверстием на всех четырех цилиндрах, как показано на рисунке 1.9.0005
2.3. Типы смоделированных отказов клапана
Были искусственно смоделированы три типа отказа клапана. Процедуры испытаний были одинаковыми для всех случаев: подача сжатого воздуха через отверстие для свечи зажигания и измерение утечек в порту целевого клапана, вызванного неисправным клапаном. Эти неисправности подробно описаны ниже. (i) Полутрещина в клапане . Эта неисправность была смоделирована путем создания полутрещины на головке клапана методом перерезания проволоки. С помощью этого метода моделировались выпускной клапан цилиндра № 1 и впускной клапан цилиндра № 2. Площадь удаленной поверхности головки клапана составила , как показано на рис. 2. (ii) Клапан с насечкой . Эта неисправность была смоделирована путем удаления небольшого количества материала с поверхности седла выпускного клапана, как показано на рис. 3. (iii) Зазор клапана . Эта неисправность была смоделирована путем подъема выпускного и впускного клапанов цилиндра № 4 на 0,1 мм. На рис. 4 показан исправный клапан в цилиндре 4, который не имеет утечек при нулевом подъеме. Внешний подъемник имитировал дополнительный клиренс.
С помощью этого метода моделировались выпускной клапан цилиндра № 1 и впускной клапан цилиндра № 2. Площадь удаленной поверхности головки клапана составила , как показано на рис. 2. (ii) Клапан с насечкой . Эта неисправность была смоделирована путем удаления небольшого количества материала с поверхности седла выпускного клапана, как показано на рис. 3. (iii) Зазор клапана . Эта неисправность была смоделирована путем подъема выпускного и впускного клапанов цилиндра № 4 на 0,1 мм. На рис. 4 показан исправный клапан в цилиндре 4, который не имеет утечек при нулевом подъеме. Внешний подъемник имитировал дополнительный клиренс.
2.4. Процедура испытаний
Клапаны цилиндра 4 были исправны и не имели утечек при нулевом подъеме; поэтому выпускной и впускной клапаны были подняты отдельно на 0,1 мм с помощью подъемного болта. Подъем измеряли циферблатным индикатором с точностью 0,01 мм, как показано на рисунке 1(b). На каждом этапе открывался один клапан (выпускной или впускной). Входной сжатый воздух регулировали с помощью регулятора давления от 1 до 6 бар. При каждом давлении регистрировались все параметры (4 датчика АЭ, скорость утечки, подъем и давление воздуха на входе). Подъема для цилиндров с 1 по 3 не было, потому что один клапан каждого цилиндра был неисправен и имел утечку при нулевом подъеме.
Входной сжатый воздух регулировали с помощью регулятора давления от 1 до 6 бар. При каждом давлении регистрировались все параметры (4 датчика АЭ, скорость утечки, подъем и давление воздуха на входе). Подъема для цилиндров с 1 по 3 не было, потому что один клапан каждого цилиндра был неисправен и имел утечку при нулевом подъеме.
3. Результаты и обсуждение
3.1. Valve Leakage Results
На рис. 5 показана скорость VL для всех четырех цилиндров в зависимости от входного сжатого воздуха для различных типов неисправностей. Как и ожидалось, скорость утечки увеличивалась по мере увеличения давления для всех типов разломов.
3.2. Анализ сигнала во временной области
Анализ во временной области позволяет выявить общую амплитуду сигнала, периодические характеристики и тип сигнала АЭ. На рисунках 6, 7, 8 и 9 показана необработанная форма волны АЭ, вызванная VL для каждого цилиндра. Данные на рисунках 6–9для ближайшего к исследуемому цилиндру датчика АЭ (датчики 1–4 для цилиндра 1–4 соответственно). На рис. 10 показаны сигналы АЭ, зарегистрированные для исправных клапанов без утечек при нулевом подъеме и здоровых клапанов из тех же цилиндров без утечек при нулевом подъеме. На рисунках 6–9 показан сигнал АЭ, полученный за 0,02 с.
На рис. 10 показаны сигналы АЭ, зарегистрированные для исправных клапанов без утечек при нулевом подъеме и здоровых клапанов из тех же цилиндров без утечек при нулевом подъеме. На рисунках 6–9 показан сигнал АЭ, полученный за 0,02 с.
Уравнение (1) показывает, что уровень акустической мощности был пропорционален , что означает, что уровень акустической мощности сильно зависел от скорости утечки; поэтому увеличение скорости утечки вызывало очень четкое изменение амплитуды сигнала АЭ.
Во всех случаях было замечено, что сигналы АЭ обычно были непрерывными, а амплитуда сигнала АЭ увеличивалась по мере увеличения входного давления. На рисунках 6–8 показаны результаты для клапанов с полутрещинами и надрезами в цилиндрах 1–3. Видно, что сигналы АЭ были очень похожи по форме и амплитуде; таким образом, было непросто различить сигналы, вызванные разными неисправностями.
На рис. 9 показаны результаты для поднятых клапанов в цилиндре 4 и показано, что сигналы имеют лишь немного другую волну. Видно, что сигналы АЭ, регистрируемые с выпускных и впускных клапанов, практически не отличаются.
Видно, что сигналы АЭ, регистрируемые с выпускных и впускных клапанов, практически не отличаются.
Сигналы на рис. 10 можно рассматривать как базовые амплитуды АЭ для ВЛ и они связаны с наличием сжатого воздуха в камере цилиндра, тестовой установкой, окружающей средой и фоновым шумом.
3.3. Анализ сигнала в частотной области
Частотный анализ сигнала AE от VL показывает распределение энергии сигнала в частотной области. На рисунках 11, 12, 13 и 14 показана спектральная плотность мощности (PSD) сигналов, показанных на рисунках 6–9. Частотный анализ сигналов АЭ показывает, что утечка газа генерирует широкополосный сигнал АЭ. Кроме того, сравнение спектра здоровых клапанов на Рисунке 15 с данными на Рисунках 11–14 показывает, что в спектре дефектных клапанов есть некоторые пики, а у здоровых клапанов их нет.
На рисунках 11–13 частотный анализ сигналов АЭ для клапанов с полутрещинами и клапанами с насечками продемонстрировал сходное поведение, как и можно было ожидать, исходя из их сигналов на рисунках 6–8. На рис. 14 показаны результаты частотного анализа сигнала АЭ от выхлопной и впускной VL цилиндра 4. Можно видеть, что выхлопная и впускная системы были очень похожи в своих анализах PSD. На рис. 15 представлен анализ PSD сигнала АЭ, зарегистрированного для здоровых клапанов без утечек.
На рис. 14 показаны результаты частотного анализа сигнала АЭ от выхлопной и впускной VL цилиндра 4. Можно видеть, что выхлопная и впускная системы были очень похожи в своих анализах PSD. На рис. 15 представлен анализ PSD сигнала АЭ, зарегистрированного для здоровых клапанов без утечек.
Хотя частотный анализ выявил исправные и смоделированные неисправные клапаны в частотной области, этот метод столкнулся с трудностями при демонстрации четкой разницы между типами дефектных клапанов. Например, было трудно различить клапаны с полутрещинами и клапаны с насечками. Разделение различных типов неисправностей требует экспертного и систематического метода. На этом этапе использовалась искусственная нейронная сеть (ИНС), основанная на параметрах АЭ, извлеченных из необработанных сигналов АЭ. Параметры были основными параметрами АЭ: АЭ rms , количество, абсолютная энергия АЭ, максимальная амплитуда сигнала и средний уровень сигнала.
4. Искусственная нейронная сеть для определения типа неисправности клапана
Искусственные нейронные сети (ИНС) могут идентифицировать коррелированные закономерности между набором входных данных и соответствующими целевыми значениями. ИНС обладают хорошими способностями к прогнозированию, распознаванию образов, сжатию данных и принятию решений [22]. На рис. 16 показана модель искусственного нейрона.
ИНС обладают хорошими способностями к прогнозированию, распознаванию образов, сжатию данных и принятию решений [22]. На рис. 16 показана модель искусственного нейрона.
ИНС была адаптирована для использования пяти параметров (AE rms , отсчет, абсолютная энергия АЭ, максимальная амплитуда сигнала, средний уровень сигнала) для определения типа неисправности клапана. Входной слой состоял из пяти узлов, соответствующих пяти входным признакам. Скрытый слой имел шесть узлов, а выходной слой имел шесть узлов, из которых пять узлов представляют тип неисправности клапана, а один узел зарезервирован для исправного состояния. Выход каждого узла определяется следующей сигмовидной функцией: где net — обучающие данные, вектор весов, вектор входных данных и передаточная функция.
Метод обратного распространения использовался для определения весов между каждой парой узлов. Общий набор данных для каждого класса состоял из 200 выборок данных, и каждая выборка данных состояла из 40 000 точек данных. 200 выборок данных были случайным образом разделены на две равные группы: одну для обучения и одну для тестирования. В таблице 1 показано состояние вывода.
200 выборок данных были случайным образом разделены на две равные группы: одну для обучения и одну для тестирования. В таблице 1 показано состояние вывода.
На рис. 17 показан пример эффективности максимальной амплитуды, AE rms и подсчета при классификации шести классов состояния клапана. Как видно, некоторые неисправности клапана можно классифицировать визуально, но другие классы имеют очень похожие свойства. Для их классификации с высокой производительностью необходима более эффективная экспертная система.
В таблице 2 представлена матрица путаницы метода ИНС. Матрица путаницы показывает, что модель ИНС смогла правильно классифицировать сигналы АЭ. Наиболее важной проблемой для обученной экспертной системы является то, что классификатор может обнаружить сигнал неисправности из исправного сигнала. Таблица 2 показывает, что ANN правильно обнаруживала неисправные и исправные клапаны. Все ошибочные сигналы были правильно отличены от здоровых сигналов. Экспертная система ANN хорошо показала себя в дифференциации типа неисправности клапанов. Например, отделил полутрещину выпускного клапана (класс О 2 ) от других неисправных классов (классы от O 3 до O 6 ) разумно. Из рисунка 17 видно, что О 5 и О 6 имеют очень близкие свойства и способность экспертной системы различать О 5 и О 6 была ниже, чем у других классов.
Например, отделил полутрещину выпускного клапана (класс О 2 ) от других неисправных классов (классы от O 3 до O 6 ) разумно. Из рисунка 17 видно, что О 5 и О 6 имеют очень близкие свойства и способность экспертной системы различать О 5 и О 6 была ниже, чем у других классов.
5. Заключение
В этом исследовании на основе данных акустической эмиссии была построена экспертная система для различения типов неисправностей клапана. Были смоделированы и использованы три неисправности клапана (треснувший клапан, надрезанный клапан и клапанный зазор) в головке блока цилиндров бензинового двигателя внутреннего сгорания. Было показано, что использование анализа во временной и частотной областях позволяет обнаружить разницу только между неисправными и здоровыми клапанами. Здоровые клапаны не имеют утечек, а их сигналы АЭ имеют низкую амплитуду. Чтобы различать типы неисправностей в клапанах, использовалась ИНС на основе признаков АЭ. Он был обучен с использованием пяти параметров AE (AE rms , количество, абсолютная энергия АЭ, максимальная амплитуда сигнала и средний уровень сигнала) для разделения повреждений. Эти параметры имели очень хорошую корреляцию с протечкой клапана, и ИНС была хорошо обучена с использованием случайных сегментированных данных. Результаты этой экспертной системы показали хорошую производительность (более 92%) в различении неисправных и исправных клапанов и типов неисправностей.
Он был обучен с использованием пяти параметров AE (AE rms , количество, абсолютная энергия АЭ, максимальная амплитуда сигнала и средний уровень сигнала) для разделения повреждений. Эти параметры имели очень хорошую корреляцию с протечкой клапана, и ИНС была хорошо обучена с использованием случайных сегментированных данных. Результаты этой экспертной системы показали хорошую производительность (более 92%) в различении неисправных и исправных клапанов и типов неисправностей.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Ссылки
Н. К. Рагхуванши, А. Панди и Р. К. Мандлои, «Анализ отказов клапанов двигателей внутреннего сгорания: обзор», Международный журнал инновационных исследований в области науки, техники и технологий , том. 1, нет. 2, pp. 173–181, 2012.
Просмотр по адресу:
Google Scholar
З.
 В. Ю и С. Л. Сюй, «Анализ отказов и металлургические исследования выпускных клапанов дизельных двигателей», Анализ технических отказов , том. 13, нет. 4, стр. 673–682, 2006 г.
В. Ю и С. Л. Сюй, «Анализ отказов и металлургические исследования выпускных клапанов дизельных двигателей», Анализ технических отказов , том. 13, нет. 4, стр. 673–682, 2006 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Дж. Мохаммадпур, М. Франчек и К. Григориадис, «Обзор методов диагностики автомобильных двигателей», в Proceedings of the American Control Conference (ACC ’11) , стр. 985–990. , Сан-Франциско, Калифорния, США, июль 2011 г.
Просмотр по адресу:
Google Scholar
В. Кевваевной, А. Пратипасен и П. Кевтракулпонг, «Исследование взаимосвязи между внутренней утечкой жидкости через клапан и акустическая эмиссия, создаваемая утечкой», Измерение , том. 43, нет. 2, стр. 274–282, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Дж.
 Мэтью, «Мониторинг состояния машины с использованием анализа вибрации», Журнал Австралийского акустического общества , том. 15, нет. 1, стр. 7–13, 1987.
Мэтью, «Мониторинг состояния машины с использованием анализа вибрации», Журнал Австралийского акустического общества , том. 15, нет. 1, стр. 7–13, 1987.Просмотр по адресу:
Google Scholar
Дж. А. Стил и Р. Л. Рубен, «Последние разработки в области мониторинга двигателей с использованием акустической эмиссии», Журнал анализа деформации для инженерного проектирования , том. 40, нет. 1, стр. 45–57, 2005 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Д. П. Лоу, В. Ву, А. К. С. Тан и Р. Дж. Браун, «Проблемы с дизельными двигателями, сигналы акустической эмиссии и смоделированные неисправности пропусков зажигания», в Труды 5-го Всемирного конгресса по управлению инженерными активами и устойчивости инфраструктуры , стр. 587–598, Квинсленд, Австралия, 2012 г.
Посмотреть по адресу:
Google Scholar
А.
 К. Фрэнсис, Дж. Д. Гилл, Р. Л. Рубен и Дж. А. Стил, «Исследование выявления неисправностей в небольшом дизельном двигателе HSDI с использованием акустической эмиссии», в Proceedings of the 26th European Conference on Acoustic Emission Testing , стр. 311–320 , Берлин, Германия, сентябрь 2004 г.
К. Фрэнсис, Дж. Д. Гилл, Р. Л. Рубен и Дж. А. Стил, «Исследование выявления неисправностей в небольшом дизельном двигателе HSDI с использованием акустической эмиссии», в Proceedings of the 26th European Conference on Acoustic Emission Testing , стр. 311–320 , Берлин, Германия, сентябрь 2004 г.Просмотр по адресу:
Google Scholar
Р. М. Дуглас, Дж. А. Стил и Р. Л. Рубен, «Изучение трибологического поведения взаимодействия поршневого кольца и гильзы цилиндра в дизельных двигателях с использованием акустических эмиссия» Tribology International , vol. 39, нет. 12, стр. 1634–1642, 2006.
Посмотреть по адресу:
Сайт издателя | Google Scholar
А. Албарбар, Ф. Гу и А. Д. Болл, «Мониторинг впрыска топлива дизельного двигателя с использованием акустических измерений и анализа независимых компонентов», Measurement , vol.
 43, нет. 10, стр. 1376–1386, 2010.
43, нет. 10, стр. 1376–1386, 2010.Посмотреть по адресу:
Сайт издателя | Google Scholar
Т. Р. Лин, А. К. С. Тан и Дж. Мэтью, «Контроль состояния и диагностика неисправностей форсунок в дизельном двигателе с использованием методов давления в цилиндрах и акустической эмиссии», в Proceedings of the 14th Asia Pacific Vibration Conference (APVC ’11) , стр. 454–463, Гонконг, Китай, 2011 г. Лин и А.К.С. Тан, «Дизельное детонационное сгорание и его обнаружение с помощью акустической эмиссии», Journal of Acoustic Emission , vol. 29, стр. 78–88, 2011.
Просмотр по адресу:
Google Scholar
В. Абду, Н. Балондимос и Б. Рубен, «Акустическая эмиссия в дизельных двигателях — к модели временных рядов для процесс впрыска», в Proceedings of the 30th European Conference on Acoustic Emission Testing & 7th International Conference on Acoustic Emission , pp.
 394–406, Granada, Spain, 2012. , Дж. А. Стил, Р. Л. Рубен и Т. Л. Фог, «Косвенное измерение давления в цилиндрах дизельных двигателей с использованием акустической эмиссии», Механические системы и обработка сигналов , том. 19, нет. 4, стр. 751–765, 2005.
394–406, Granada, Spain, 2012. , Дж. А. Стил, Р. Л. Рубен и Т. Л. Фог, «Косвенное измерение давления в цилиндрах дизельных двигателей с использованием акустической эмиссии», Механические системы и обработка сигналов , том. 19, нет. 4, стр. 751–765, 2005.Просмотр:
Сайт издателя | Google Scholar
Албарбар А., Гу Ф., Болл А., Старр А., «Мониторинг состояния смазочного масла двигателя внутреннего сгорания на основе виброакустических измерений», Insight , vol. 49, нет. 12, стр. 715–719, 2007.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Т. Л. Фог, Э. Р. Браун, Х. С. Хансен и др., «О контроле состояния выпускных клапанов в судовых дизельных двигателях», в Труды 9Семинар IEEE по нейронным сетям для обработки сигналов (NNSP ’99) , vol. 9, стр. 554–563, Мэдисон, Висконсин, США, август 1999 г.

Посмотреть по адресу:
Сайт издателя | Google Scholar
Ф. Эламин, Ю. Фан, Ф. Гу и А. Болл, «Определение зазора клапана дизельного двигателя с использованием акустической эмиссии», Достижения в машиностроении , том. 2010 г., идентификатор статьи 495741, 7 страниц, 2010 г.
Посмотреть по адресу:
Сайт издателя | Академия Google
Ким Э.Ю., Тан А.К.С. и Ян Б.С., «Акустическая эмиссия для мониторинга дизельных двигателей: обзор и предварительный анализ», в Proceedings of the 5th World Congress on Engineering Asset Management (WCEAM ’12) , стр. 489– 499, Квинсленд, Австралия, 2012 г.
Просмотр по адресу:
Google Scholar
Дж. Д. Гилл, Р. Л. Рубен, М. Скейф, Э. Р. Браун и Дж. А. Стил, «Обнаружение неисправностей дизельных двигателей с помощью акустической эмиссии», в Материалы 2-й Международной конференции по плановому техническому обслуживанию, надежности и качеству , стр.
 57–61, Оксфорд, Великобритания, 1998.
57–61, Оксфорд, Великобритания, 1998.Посмотреть по адресу:
Google Scholar
А. Албарбар, Ф. Гу, А. Болл и А. Старр, «Об акустических измерениях на основе контроль состояния двигателей внутреннего сгорания», Insight , vol. 50, нет. 1, стр. 30–34, 2008 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Т. Л. Фог, Л. К. Хансен, Дж. Ларсен и др., «Обнаружение утечек выпускных клапанов в больших дизельных двигателях», в Трудах 11-й Международной конференции по мониторингу состояния и управлению диагностикой (COMADEM ’98) , том. 1, стр. 269–278, Тасмания, Австралия, 1998.
Посмотреть по адресу:
Google Scholar
Паливал М. и Кумар У. А., «Нейронные сети и статистические методы: обзор приложений», Expert Systems.
 с Приложениями , том. 36, нет. 1, стр. 2–17, 2009 г.
с Приложениями , том. 36, нет. 1, стр. 2–17, 2009 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Copyright
Copyright © 2014 S. M. Jafari et al. Эта статья находится в открытом доступе и распространяется в соответствии с лицензией Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Материалы выпускных клапанов для двигателей внутреннего сгорания
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск. диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели. Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованным сайтом является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). авторизован
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — это физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — это физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ.