Повреждения коленчатого вала · Technipedia · Motorservice
Установки
Назад к поиску
Информация о диагностике
их причины и способы устранения
Каковы наиболее частые причины проломов коленчатого вала? Как нужно правильно монтировать коленчатый вал, чтобы предотвратить повреждения? Пошаговое описание монтажа, а также советы и секреты для обеспечения длительного срока службы коленчатого вала находятся здесь.
сторона маховика/ отбор мощности| 01 зона твердости | 03 отверстие для смазки | 05 шатунная шейка | 07 противовесы |
| 02 щека кривошипа | 04 ход x 2 | 08 цапфа |
УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА УЖЕ ПРИ МОНТАЖЕ
- Компетентно устраните возможные предыдущие повреждения в области осевой линии коренных подшипников и шатунов.

- Надлежащим образом установите вкладыши подшипников картера и крышки подшипников. При этом следите за проходимостью и чистотой отверстий для смазки, а также за диаметром коренных и шатунных шеек.
- Тщательно очистите сжатым воздухом масляные каналы в картере.
- Обильно смажьте рабочие поверхности вкладышей подшипников высвободившимся маслом.
- Установите крышки коренных подшипников. Учитывайте при этом нумерацию крышек коренных подшипников. Слегка смажьте маслом болты коренных подшипников и затяните их с учетом предписанных моментов затяжки.
- Проверьте свободный ход коленчатого вала. Следует проверить и при необходимости надлежащим образом согласовать осевой зазор коленчатого вала.

ПРИЧИНЫ ПОЛОМОК КОЛЕНЧАТОГО ВАЛА РЕДКО СВЯЗАНЫ С УСТАЛОСТЬЮ МАТЕРИАЛА ПОСЛЕ ДЛИТЕЛЬНОЙ ЭКСПЛУАТАЦИИ
Наиболее частыми причинами поломок коленчатого вала являются:
- Механическая перегрузка коленчатого вала из-за сбоев в процессе сгорания, гидравлических ударов и т.
 п.
п. - Внезапная блокировка двигателя из-за неисправной коробки передач, высвобождения противовесов и т. п.
- Чрезмерные крутильные колебания, например, из-за неисправных амортизаторов, маховиков или сцеплений.
- Ослабление материала после предыдущего повреждения подшипника или из-за расплавления коренных шеек и т. п.
- Недопустимая доработка подшипников коленчатого вала.
- Механические повреждения вала перед монтажом.
ОШИБКИ ПРИ МОНТАЖЕ — САМАЯ ЧАСТАЯ ПРИЧИНА ПОВРЕЖДЕНИЙ КОЛЕНЧАТОГО ВАЛА И ПОДШИПНИКОВ, А ТАКЖЕ ИЗНОСА
- Потеря твердости коренных шеек из-за предыдущих повреждений подшипников или ненадлежащей доработки, например, чрезмерной дошлифовки.
- Использование неподходящих вкладышей подшипников, например, обычных подшипников скольжения с трехслойным вкладышем вместо подшипников скольжения с нанесённым слоем медного сплава на сталь и слоем вакуумной металлизации; неподходящие или отсутствующие отверстия для смазки.
- Несоблюдение предписанного зазора в подшипнике.
 Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы.
Причины: изношенные или деформированные картеры, коренные шейки, размеры которых больше или меньше номинальных, или, соответственно, гeoмeтричeские погрeшности, например, коренные шейки конической или выпуклой формы. - Нехватка смазочного масла при пуске в ход, так как масляная система не была предварительно заполнена маслом и испытана давлением. После повреждения подшипника не были устранены все опилки из контура циркуляции моторного масла.
- Не были заменены масляный радиатор, моторное масло и масляный фильтр.
- Диаметры расточенных отверстий подшипников коленчатого вала в картере не были проверены или, соответственно, восстановлены после предыдущего повреждения.
- Коренные подшипники/крышки шатунных подшипников были перепутаны между собой или неправильно установлены.
- Были применены неверные моменты затяжки и/или старые болты крышки подшипника.
- При первом пуске двигателя в ход не были учтены данные изготовителя.
СОВЕТЫ И РЕКОМЕНДАЦИИ ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ КОЛЕНЧАТОГО ВАЛА
- Достаточное количество масла в двигателе (согласно спецификации изготовителя).

- Использовать масло надлежащей спецификации, не заполнять загрязненное или отработанное масло.
- Избегать загрязнения моторного масла охлаждающим средством или топливом.
- Избегать связанных с циркуляцией масла ошибок, приводящих к проблемам с давлением масла (например, неисправный масляный насос, неисправный масляной редукционный клапан, поврежденные жиклёры или корпус масляного фильтра, засоренные трубопроводы и каналы и т. п.).
- Не допускать слишком высокой температуры моторного масла, чтобы не нарушалась маслянистая пленка.
Группы продуктов на ms-motorservice.com
Только для специалистов. Мы сохраняем за собой право на изменения и несоответствие рисунков. Информацию об идентификации и замене см. в соответствующих каталогах или в системах, основанных на TecAlliance.
Использование куки и защита данных
Группа Motorservice использует на Вашем устройстве файлы куки с целью оптимального оформления и постоянного улучшения своих веб-страниц, а также в статистических целях.
Нажатием кнопки «OK» Вы подтверждаете, что Вы приняли к сведению информацию о файлах куки, заявление о защите данных и выходные данные. Ваши настройки в отношении файлов куки для данного веб-сайта Вы можете изменитьв любое время [ссылка]
Установки приватности
Мы придаем большое значение прозрачности в вопросе защиты персональных данных. На наших страницах Вы получите точную информацию о том, какие настройки Вы можете выбрать и какие функции они выполняют. Выбранную Вами настройку Вы можете изменить в любое время. Независимо от выбранной Вами настройки, мы не будем определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах). Информацию об удалении файлов куки Вы найдете в справке Вашего браузера. Дополнительная информация приводится вЗаявлении о защите данных.
Измените свои настройки приватности путем нажатия на соответствующие кнопки
- Необходимость
- Комфорт
- Статистика
Необходимость
Файлы куки, необходимые для работы веб-сайта, обеспечивают его надлежащее функционирование. При отсутствии файлов куки возможно появление ошибок и сообщенийоб ошибках.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять настройки, выполненные Вами на данном сайте.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.

- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.
- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Комфорт
Файлы куки делают посещение Вами веб-сайта более удобным и комфортным, сохраняя, например, определенные настройки, чтобы Вам не приходилось заново выполнятьих каждый раз при посещении сайта.
Данный веб-сайт будет выполнять следующее:
- сохранять файлы куки, необходимые для работы веб-сайта.
- сохранять Ваши настройки, например, выбор языка или баннер куки, чтобы Вы не выполняли их заново.
При этой настройке данный веб-сайт ни в коем случае не будет выполнять следующее:
- анонимно анализировать посещаемость нашего веб-сайта и использовать эту информацию для его оптимизации.

- определять Вашу личность (за исключением тех случаев, когда Вы однозначно ввели свои данные, например, в контактных формах).
Разумеется, что мы всегда согласны с настройкой Do Not Track (DNT) Вашего браузера. В этом случае не устанавливаются отслеживающие файлы куки и не загружаются функции отслеживания.
Укладка коленчатого вала / НЕВА-диз
Перед укладкой коленчатого вала необходимо убедится в отсутствии деформации верхней поверхности машинной рамы, в сохранении ее плоскости. Укладка вала будет отвечать всем требованиям в том случае, когда все контрольные плоскости и поверхности гнезд рамовых подшипников располагаются правильно относительно оси коленчатого вала.
Укладку коленчатого вала (выравнивание его оси) путем шабрения соответствующих
рамовых подшипников или выравнивания рамы.
 Для этого необходимо снять раскепы на всех мотылях. Данные заносятся в таблицу. Полученные значения раскепов позволяют построить график «изломанной» оси коленчатого вала.
Для этого необходимо снять раскепы на всех мотылях. Данные заносятся в таблицу. Полученные значения раскепов позволяют построить график «изломанной» оси коленчатого вала.
Если от условной прямой ОО отложить на осях цилиндров 1,2,3, и т.д. в определенном масштабе величины раскепов и нанесенные точки соединить отрезками, то получится ломаная линия, условно изображающая характер расположения оси коленчатого вала. На рисунке-графике с учетом знаков отложены раскепы: -L1; +L2; +L3; L4=0; -L5; -L6.
Из рис.1 видно, что относительно других наиболее низко расположена рамовая шейка №3. Так как подъем нижних вкладышей подшипников за счет подкладок запрещается Правилами Регистра, то выравнивают ось данного вала шабрением баббита нижних половинок вкладышей подшипников в последовательности 6-1-2-5-7-4. Тогда ось коленчатого вала займет положение О’ — O’. В практике укладки коленчатых валов после каждого цикла шабрения снимают раскепы и, сверяя их с предыдущими величинами, соответственно корректируют последующий цикл шабровки.
Для подъема коленчатых валов устанавливают специальное подъемное устройство. При укладке тяжелых валов применяют подъемник с синхронным выбиранием строп, что исключает опасный прогиб вала при подъеме. В целях сокращения числа подъемов коленчатого вала предварительную пригонку вкладышей выполняют по шейкам вала, уложенного на деревянные прокладки. После предварительной пригонки рабочей поверхности нижних вкладышей рамовых подшипников их укладывают в гнезда рамы. Рамовые шейки покрывают тонким слоем краски, коленчатый вал опускают на нижние вкладыши и проворачивают на один оборот. После подъема вала выступающие места баббита вкладыша (окрашенные краской) б мешающие прилеганию шеек, удаляют шабером. Повторяя эту операцию несколько раз, добиваются необходимого прилегания рамовых шеек коленчатого вала к поверхности нижних вкладышей. В процессе пригонки вкладышей следует вести контроль за положением оси вала в вертикальной и горизонтальной плоскостях. Положение оси в вертикальной плоскости определяют по контрольной скобе, в горизонтальной плоскости — при помощи нутромера и микрометра. Просадку вала определяют относительно горизонтальной плоскости рамы, а смещение вала на левый или правый борт проверяют относительно вертикальных плоскостей замка рамовых подшипников. Перед проверкой укладки вала проверяется прилегание фундаментной рамы к клиньям. В завершающий период пригонки поверхности нижних вкладышей, положение оси коленчатого вала контролируется по раскепам. Укладку коленчатого вала нижних вкладышей считают законченной, когда при проверке на краску площадь прилегания вкладыша к шейке вала равна 23 внутренней поверхности вкладыша, а угол охвата не менее 120 градусов. Равномерно распределенные мелкие пятна краски на поверхности вкладыша должны составлять не менее двух на 1 см. кв. Раскепы мотылей не должны превышать 0,01 мм на 100 мм длины мотыля. Разность замеров по контрольной скобе в носовой и кормовой шейках не должно превышать 0,05 мм на 1 м длины коленчатого вала. Коленчатый вал стремятся уложить по «отрицательным раскепам» с тем, чтобы при выработке средних подшипников ось коленчатого вала приблизилась к прямой линии.
Просадку вала определяют относительно горизонтальной плоскости рамы, а смещение вала на левый или правый борт проверяют относительно вертикальных плоскостей замка рамовых подшипников. Перед проверкой укладки вала проверяется прилегание фундаментной рамы к клиньям. В завершающий период пригонки поверхности нижних вкладышей, положение оси коленчатого вала контролируется по раскепам. Укладку коленчатого вала нижних вкладышей считают законченной, когда при проверке на краску площадь прилегания вкладыша к шейке вала равна 23 внутренней поверхности вкладыша, а угол охвата не менее 120 градусов. Равномерно распределенные мелкие пятна краски на поверхности вкладыша должны составлять не менее двух на 1 см. кв. Раскепы мотылей не должны превышать 0,01 мм на 100 мм длины мотыля. Разность замеров по контрольной скобе в носовой и кормовой шейках не должно превышать 0,05 мм на 1 м длины коленчатого вала. Коленчатый вал стремятся уложить по «отрицательным раскепам» с тем, чтобы при выработке средних подшипников ось коленчатого вала приблизилась к прямой линии. При наличии тяжелого маховика коленчатого вала укладывают вал так, чтобы мотыль у маховика имел » положительный раскеп «. В эксплуатации рамовый подшипник у маховика усиленно изнашивается, вследствие чего положительный раскеп мотыля вала уменьшается, и ось вала приближается к прямой линии.
При наличии тяжелого маховика коленчатого вала укладывают вал так, чтобы мотыль у маховика имел » положительный раскеп «. В эксплуатации рамовый подшипник у маховика усиленно изнашивается, вследствие чего положительный раскеп мотыля вала уменьшается, и ось вала приближается к прямой линии.
Укладку вала Инспекция Регистра и ОТК завода проверяют в следующем порядке:
1. положение вала по скобе;
2. раскепы вала;
3. прилегание рамовых подшипников по шейке вала на краску, поочередно их вынимая.
Все эти работы выполняются при разобщенных фланцах коленчатого вала и упорного вала. При замере просадки шейки вала должны опираться на нижние вкладыши и щуп 0,03 мм не должен проходить между шейкой и вкладышем. Раскепы и измерения скобой дадут прямо противоположные результаты, значит, деформирована фундаментная рама двигателя.
Уклон оси коленчатого вала относительно плоскости рамы допускается до 0,10 мм на 1м длины. Однако общий уклон не должен превышать 0,5 мм на всей длине вала.
P.S.
За исходный (базовый) мотыль целесообразно всегда принять мотыль с нулевым раскепом. Тогда проходящая через рамовые подшипники ось «O — O» и будет той осью, к которой необходимо свести все остальные подшипники, чтобы вывести раскепы в мотылях.
Для удобства пользования графиком и простоты условимся откладывать раскепы от линии О-О вверх со знаком (-), а вниз со знаком (+). В практике редко бывают случаи, когда коленчатый вал имеет хотя бы один нулевой раскеп. Поэтому за базовый раскеп в таких случаях принимают мотыль с наименьшим раскепом по абсолютной величине.
Перед укладкой коленчатого вала, как правило, проверяют крепление рамы двигателя к фундаменту и плотность постановки клиньев между ними. В процессе укладки коленчатого вала должно быть достигнуто равномерное прилегание всех рамовых шеек к их вкладышам, не должно быть не равномерной просадки колен вала и изгиба его оси.
До начала укладки колен вала выполняют ремонт и пригонку затылков нижних рамовых подшипников на краску по постелям машинной рамы и предварительную пригонку вкладышей по фальшвалу.
Зазоры в подшипниках, осевые и радиальные, указываются в формуляре двигателя. Осевой разбег между вкладышами и щеками вала зависит от длины вала. Радиальный масляный зазор при отсутствии данных можно определить по формуле:
S = 0,00078 D + 0,02mm, где D — диаметр шейки вала.
Правилами Регистра установлены следующие величины упругих раскепов в зависимости от хода поршня: монтажные = 0,0001S; допустимые в эксплуатации = 0,00015S; недопустимые = 0,00025S.
Нормальный износ вкладышей за 1000 часов работы составляет: в малооборотных двигателях около 0,01 — 0,015 мм; в высокооборотных около 0,02 — 0,03 мм.
Интенсивный износ и под плавление возникает по двум причинам:
1. нарушение жидкостного трения из-за падения давления масла в системе и уменьшения вязкости при попадании топлива или воды в масло;
2. увеличение удельного давления на отдельные вкладыши из-за неравномерного распределения нагрузки по цилиндрам или уменьшения опорной поверхности вкладыша при деформации фундаментной рамы или самого коленчатого вала.
Задиры и царапины на поверхности вкладышей возникают при попадании вместе с маслом твердых механических частиц. Тщательная очистка масла в фильтрах и сепараторах позволяет избежать этих повреждений.
Растрескивание и выкрашивание антифрикционного слоя появляются в результате усталости металла. Причинами усталости могут быть:
— несоответствие действующих нагрузок прочностным характеристикам сплава;
— неправельная технология заливки подшипников;
— появление ударных нагрузок из-за увеличения радиальных зазоров или чрезмерной овальности шеек вала.
информация с сайта http://www.mygma.narod.ru/
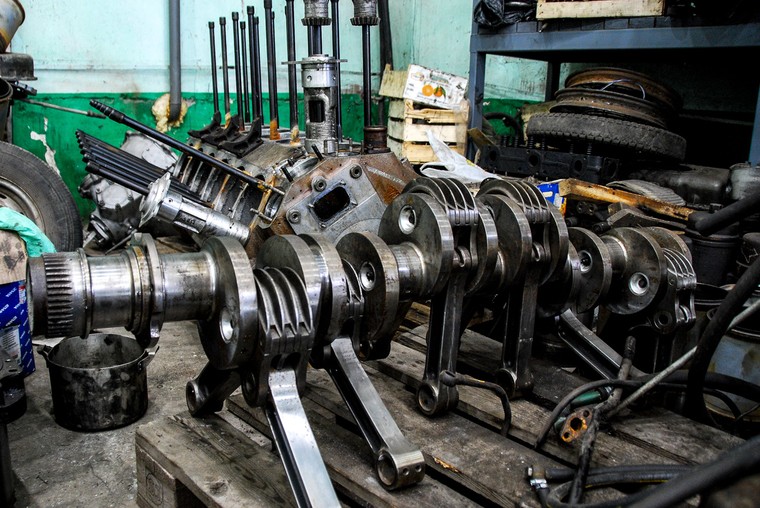
Дефектовка коленчатого вала
28.10.2014 / 25.04.2018 • 46393 / 25153 Если блок цилиндров является «базой» автомобильного двигателя, то коленчатый вал Состоящий из одного или нескольких колен и нескольких соосных коренных шеек, опирающихся на подшипники. Каждое колено К. в. имеет две щеки и одну шейку для присоединения шатуна. Оси шатунных шеек смещены относительно оси вращения К. в.. выполняет другую важнейшую функцию — именно с него снимается полезная мощность на трансмиссию и навесные агрегаты. То есть собственно то, ради чего и нужен мотор. Если коленвал выйдет из строя, то неизбежна полная разборка двигателя для ремонта. Причём, в исключительных случаях, поломка коленвала приводит к тяжелейшим последствиям — вплоть до разрушения блока. Грамотная дефектовка коленчатого вала поможет не только определить причины поломок, но и сбережёт немало времени и сил при ремонте.
Оси шатунных шеек смещены относительно оси вращения К. в.. выполняет другую важнейшую функцию — именно с него снимается полезная мощность на трансмиссию и навесные агрегаты. То есть собственно то, ради чего и нужен мотор. Если коленвал выйдет из строя, то неизбежна полная разборка двигателя для ремонта. Причём, в исключительных случаях, поломка коленвала приводит к тяжелейшим последствиям — вплоть до разрушения блока. Грамотная дефектовка коленчатого вала поможет не только определить причины поломок, но и сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ и задиры на поверхностях коренных и шатунных шеек коленчатого вала.
Причины:
- Недостаточное давление в системе смазки.
- Недостаточный уровень масла в картере.
- Некачественное масло.
- Сильный перегрев, приводящий к разжижению масла.
- Попадание в масло топлива (бензина или дизтоплива), приводящее к разжижению масла.
- Засорённый масляный фильтр.
- Работа двигателя на грязном масле.

Действия:
- Капитальный ремонт двигателя. Шлифовка шеек коленвала в ремонтный размер и установка утолщённых (ремонтного размера) вкладышей. В некоторых случаях — замена вала. Проверьте посадочные места под вкладыши коленчатого вала в блоке цилиндров и нижних головок шатунов, системы смазки и масляного насоса и при необходимости отремонтируйте или замените масляный насос. Прочистите, промойте и продуйте масляные каналы блока цилиндров и колен чатого вала. Проверьте системы охлаждения, при необходимости отремонтируйте её. Проверьте, при необходимости отремонтируйте системы питания.
Дефект 2. Сильный износ торцевых поверхностей под упорные полукольца коленчатого вала.
Причины:
- Неисправность привода выключения сцепления.
- Стоянка на месте с работающим двигателем и с выжатым сцеплением.
- Движение с неполностью отпущенной педалью сцепления.
Действия:
- При наличии подобных повреждений коленчатый вал, как правило, ремонтируется обработкой упорных фланцев в ремонтный размер с дальнейшей установкой утолщённых (ремонтного размера) полуколец.
 В некоторых случаях требуется замена коленчатого вала. Проверьте при вод выключения сцепления и в случае неисправности отремонтируйте его. Не держите без необходимости ногу на педали сцепления.
В некоторых случаях требуется замена коленчатого вала. Проверьте при вод выключения сцепления и в случае неисправности отремонтируйте его. Не держите без необходимости ногу на педали сцепления.
Дефект 3. Царапины на поверхности коренных и шатунных шеек коленчатого вала
Причины:
- Большой пробег двигателя.
- Попадание посторонних частиц в моторное масло.
Действия:
- Проверьте исправность системы смазки.
- Применяйте моторное масло надлежащего качества и регулярно, в предписанные производителем сроки, меняйте моторное масло и фильтр. При наличии подобных повреждений коленчатый вал, как правило, ремонтируется шлифовкой шеек в следующий ремонтный размер.
Примечание. Подобные следы являются косвенным признаком износа шеек коленчатого вала. Проверку износа, эллипсности и конусности каждой шейки следует выполнять так: с помощью микрометра промеряем каждую шейку в двух взаимноперпендикулярных плоскостях и сравниваем полученные данные с размерами, предписанными производителем. Если полученный размер выходит за пределы указанных допусков, вал ремонтируется шлифовкой шеек в следующий ремонтный размер.
Если полученный размер выходит за пределы указанных допусков, вал ремонтируется шлифовкой шеек в следующий ремонтный размер.
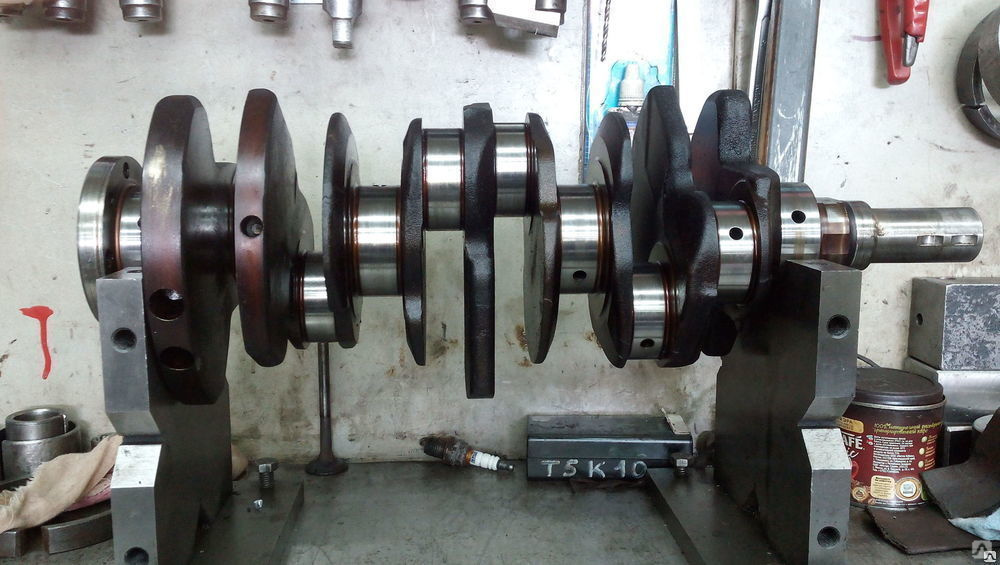
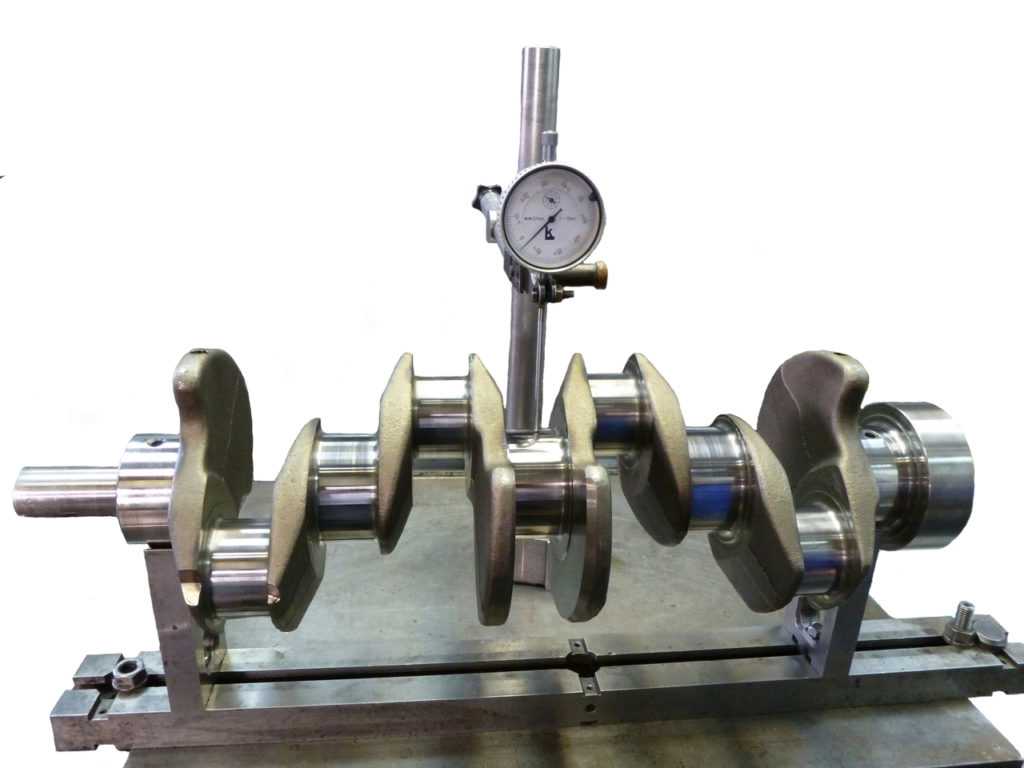
Дефект 4. Прогиб коленчатого вала.
Обязательно проверьте изгиб коленчатого вала. Особенно важна эта процедура для двигателей тяжёлых грузовиков и строительной техники. Вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб оси коленвала, вращая коленвал. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При необходимости произведите правку («выпрямление») коленчатого вала. Данная операция поможет выявить наличие трещин.
Дефект 5. Трещины коленвала.
Причины:
- Причины перечислены ранее, в пункте 1. К появлению трещин в коленвале может также привести разрушение поршня и шатуна в результате гидроудара или попадания в цилиндр посторонних предметов.
Действия:
- Коленчатый вал ремонту не подлежит.

Примечание. Определить наличие трещин и их размеры можно визуально или с помощью небольшого молотка. При ударе молотком должен раздаваться чистый, а не дребезжащий звук.
Дефект 6. Выработка и царапины на поверхности под сальники коленчатого вала
Причины:
- Длительная работа двигателя.
- Попадание посторонних частиц в моторное масло.
- Неаккуратное обращение с коленчатым валом при замене сальников на двигателе.
Действия:
- Замена коленчатого вала. При наличии незначительных царапин возможна шлифовка поверхностей под сальники. При незначительной выработке возможна установка новых сальников с небольшим осевым смещением.
Дефект 7. Разрушение шпоночных пазов и посадочных мест под штифты и втулки.
Причины:
- Неправильная затяжка болтов, крепящих шкивы и маховики. Биение шкивов.
- Последствия аварии, при которой произошла деформация моторного отсека.
Действия:
- Замена коленчатого вала.
 В некоторых случаях возможно прорезание нового шпоночного паза или посадочного места под штифт или втулку. При сборке мотора с таким коленвалом требуется особое внимание при совмещении меток на шкивах или шестернях ГРМ.
В некоторых случаях возможно прорезание нового шпоночного паза или посадочного места под штифт или втулку. При сборке мотора с таким коленвалом требуется особое внимание при совмещении меток на шкивах или шестернях ГРМ.
Дефект 8. Разрушение резьбы в крепёжных отверстиях.
Причины:
- Неправильная затяжка крепёжных болтов.
Действия:
- Замена коленчатого вала. В исключительных случаях возможно нарезание резьбы большего диаметра.
Необходимо помнить: после ремонта коленчатый вал должен быть тщательно промыт и продут сжатым воздухом для удаления загрязнений.
Коленчатые валы в Summit Racing
Пересадите один из наших лучших шатунов в свою силовую установку и приготовьтесь выдавать мощность. Выберите литой или кованый коленчатый вал от проверенных производителей коленчатых валов…
Установите один из наших ведущих брендов в свою силовую установку и приготовьтесь выкачивать мощность. Выберите литой или кованый коленчатый вал от проверенных производителей коленчатых валов, таких как Lunati, Eagle Specialty Products, Callies, Crower, SCAT, Manley и других! Независимо от того, строите ли вы легкий уличный двигатель для небольших блоков, гоночный двигатель для больших горных блоков или мощный ходовой двигатель, вы найдете здесь идеальную отправную точку для своей сборки. Покупайте наш огромный выбор коленчатых валов Ford и Chevy, которые соответствуют вашему бюджету и требованиям к мощности. Кроме того, у нас есть большой выбор шатунов для Dodge, Plymouth, Pontiac, Oldsmobile,…
Покупайте наш огромный выбор коленчатых валов Ford и Chevy, которые соответствуют вашему бюджету и требованиям к мощности. Кроме того, у нас есть большой выбор шатунов для Dodge, Plymouth, Pontiac, Oldsmobile,…
Пересадите одну из наших первоклассных рукояток в свою силовую установку и приготовьтесь выдавать мощность. Выберите литой или кованый коленчатый вал от проверенных производителей коленчатых валов, таких как Lunati, Eagle Specialty Products, Callies, Crower, SCAT, Manley и других! Независимо от того, строите ли вы легкий уличный двигатель для небольших блоков, гоночный двигатель для больших горных блоков или мощный ходовой двигатель, вы найдете здесь идеальную отправную точку для своей сборки. Покупайте наш огромный выбор коленчатых валов Ford и Chevy, которые соответствуют вашему бюджету и требованиям к мощности. Кроме того, у нас есть большой выбор шатунов для Dodge, Plymouth, Pontiac, Oldsmobile и других популярных автомобилей. Магазин сейчас!
Результаты 1–25
1423 г.
25 записей на страницу Сортировка по умолчанию
799,99 долларов США
Ориентировочная дата отгрузки в США: 31 октября 2022 г. Расчетная дата международной отправки: Сегодня
$799,99
Ориентировочная дата отгрузки в США: 31 октября 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
256,99 долларов США
Ориентировочная дата отгрузки в США: Среда 12.10.2022 Расчетная дата международной отправки: Сегодня
$369,99
Ориентировочная дата отгрузки в США: 1 декабря 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
$899,99
Ориентировочная дата отгрузки в США: 7 ноября 2022 г. Расчетная дата международной отправки: 7 ноября 2022 г. если заказать сегодня
1219,00 долларов США
Ориентировочная дата отгрузки в США: 12 декабря 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
$859,34
Ориентировочная дата отгрузки в США: 24 октября 2022 г. Расчетная дата международной отправки: 24 октября 2022 г.
189,99 долларов США
Ориентировочная дата отгрузки в США: 7 ноября 2022 г. Расчетная дата международной отправки: 29 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 29 декабря 2022 г. если заказать сегодня
799,99 долларов США
Ориентировочная дата отгрузки в США: 30 ноября 2022 г. Расчетная дата международной отправки: Сегодня
189,99 долларов США
Ориентировочная дата отгрузки в США: 1 декабря 2022 г. Расчетная дата международной отправки: 2 декабря 2022 г.
Расчетная дата международной отправки: 2 декабря 2022 г.
$849,14
Ориентировочная дата отгрузки в США: 24 октября 2022 г. Расчетная дата международной отправки: Сегодня
256,99 долларов США
Ориентировочная дата отгрузки в США: 26 декабря 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
219,99 долларов США
Ориентировочная дата отгрузки в США: 1 ноября 2022 г. Расчетная дата международной отправки: 2 ноября 2022 г.
$722,99
Ориентировочная дата отгрузки в США: Среда 12. 10.2022 Расчетная дата международной отправки: Четверг 13.10.2022
10.2022 Расчетная дата международной отправки: Четверг 13.10.2022
189,99 долларов США
Ориентировочная дата отгрузки в США: 1 декабря 2022 г. Расчетная дата международной отправки: 2 декабря 2022 г. если заказать сегодня
278,99 долларов США
Ориентировочная дата отгрузки в США: 5 декабря 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
$776,99
Ориентировочная дата отгрузки в США: Среда 12.10.2022 Расчетная дата международной отправки: Сегодня
418,99 долларов США
Ориентировочная дата отгрузки в США: Четверг 13. 10.2022 Расчетная дата международной отправки: 9 ноября 2022 г.
10.2022 Расчетная дата международной отправки: 9 ноября 2022 г.
259,99 долларов США
Ориентировочная дата отгрузки в США: 30 ноября 2022 г. Расчетная дата международной отправки: Сегодня
$194,99
Ориентировочная дата отгрузки в США: 30 ноября 2022 г. Расчетная дата международной отправки: 2 декабря 2022 г.
Расчетная дата международной отправки: 2 декабря 2022 г.
250,99 долларов США
Ориентировочная дата отгрузки в США: Понедельник 10.10.2022 Расчетная дата международной отправки: Сегодня
$262,99
Ориентировочная дата отгрузки в США: 19 декабря 2022 г. Расчетная дата международной отправки: 26 декабря 2022 г.
Расчетная дата международной отправки: 26 декабря 2022 г.
$194,99
Ориентировочная дата отгрузки в США: 21 ноября 2022 г. Расчетная дата международной отправки: 22 ноября 2022 г.
$646,99
Ориентировочная дата отгрузки в США: 26 декабря 2022 г. Расчетная дата международной отправки: Сегодня
Расчетная дата международной отправки: Сегодня
$849,14
Ориентировочная дата отгрузки в США: 24 октября 2022 г. Расчетная дата международной отправки: 24 октября 2022 г.
Полное руководство по коленчатым валам
Коленчатые валы изготавливаются путем литья модифицированного чугуна и используются в судовых, стационарных, локомотивных и тракторных двигателях. Его изготавливают путем нагревания стального блока до раскаленного докрасна, а затем придают ему форму под экстремальным давлением. Чугунные коленчатые валы дешевле и менее трудоемки для производителя по сравнению с коваными стальными.
Его изготавливают путем нагревания стального блока до раскаленного докрасна, а затем придают ему форму под экстремальным давлением. Чугунные коленчатые валы дешевле и менее трудоемки для производителя по сравнению с коваными стальными.
В этой статье мы подробно обсудим функции, типы и детали коленчатого вала. Принцип работы и приложения также обсуждаются в этой статье. Полная информация о коленчатом вале производства DEK также указана в конце статьи.
Что такое коленчатый вал?
Коленчатый вал является наиболее важной частью двигателя внутреннего сгорания и подвергается очень высокой нагрузке во время работы двигателя. Его функция заключается в преобразовании линейного движения во вращательное движение. Или можно сказать, что это механическая часть, которая выполняет возвратно-поступательное движение во вращательное движение. Выбор материала и изготовление зависят от типа двигателя, конструкции и геометрии коленчатого вала. Для обеспечения длительного срока эксплуатации необходимо использовать высокопрочный материал.
Какова функция коленчатого вала?
Коленчатый вал важен для обеспечения плавного привода больших двигателей с несколькими цилиндрами. При осмотре коленчатого вала можно обнаружить, что шатунный подшипник почти отбалансирован. В этом месте балансировка вала изменяет ответное движение на вращательное движение коленчатого вала. Вал просверлен мелкими отверстиями для подачи масла на вал, чтобы обеспечить плавность работы. Эта механическая часть состоит из некоторого противовеса, который помогает каркасу регулировать и контролировать вес шатуна.
Также гарантируется регулировка мощности при вращении движущейся части. Коленчатый вал является структурой в соответствии с каждым двигателем. Его конструкция основана на количестве цилиндров в двигателе и его размере. В цикле зажигания кривошип наполняет рычаг, который тянет и толкает цилиндры. Это помогает вращательному движению двигателя. Когда коленчатый вал завершает свое вращение, поршень возвращается в наивысшую точку цилиндров. Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Из каких частей состоит коленчатый вал?
Шатун
Шатун — это механическая часть двигателя, с помощью которой соединительная ось очень прочно присоединяется к коленчатому валу. Для придания вращающего усилия большей части шатуна его форма цилиндрическая. Шатунная шейка также известна как шатунная шейка.
Основные шейки
Крепятся к блокам двигателя. Коренной подшипник скольжения удерживает коленчатый вал и указывает ось вращения вала. Эти подшипники различаются от двигателя к двигателю, в зависимости от силы, создаваемой двигателем. Этот подшипник похож на подшипники скольжения и опорные подшипники.
Шестерня коленчатого вала
Это самая важная часть коленчатого вала. Перепонка кривошипа соединяет коленчатый вал с коренными шейками.
Противовес
Это груз, который прикладывает противоположную силу, помогающую коленчатому валу сохранять равновесие и устойчивость. Они монтируются на шатуне. Причина размещения противовеса в коленчатом валу заключается в том, что он может устранить реакцию, вызванную вращательным движением. Это также облегчает работу двигателя и помогает увеличить скорость вращения.
Они монтируются на шатуне. Причина размещения противовеса в коленчатом валу заключается в том, что он может устранить реакцию, вызванную вращательным движением. Это также облегчает работу двигателя и помогает увеличить скорость вращения.
Типы коленчатых валов
Коленчатый вал может быть выкован из стального стержня путем прокатки или отлит из ковкой стали. Сегодня все больше и больше производителей отдают предпочтение кованым коленчатым валам из-за их меньшего веса, лучшего собственного демпфирования и более компактных размеров. Ниже упомянуты два типа коленчатых валов.
Монолит
Монолит изготовлен из цельного куска, поэтому он и называется монолитом. Коленчатые валы Monolith очень популярны и используются в многоцилиндровых двигателях.
Сборный
Коленчатый вал сборного типа изготавливается из отдельных элементов, что в основном используется в мотоциклах. Коленчатые валы в сборе также используются в больших и малых двигателях.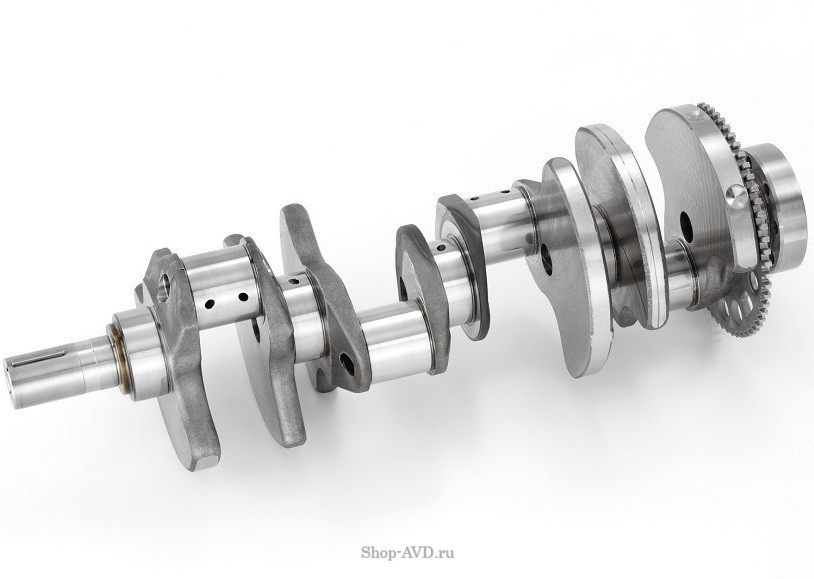
Типы коленчатых валов в судовых двигателях
Полностью собранные
Как следует из названия, эти виды валов изготавливаются по частям. В полностью построенном валу различные компоненты собираются вместе после отдельного изготовления. Он состоит из ковки отдельных шатунов, шатунов и основных шеек.
Этот процесс прост в том, что нужно соединять мелкие детали для создания большего вала. Таким образом, обработка деталей становится проще. Полностью собранные валы тяжелее, так как они сделаны из дополнительного металла, чтобы выдерживать усадочные силы. Это приводит к усложнению изготовления и утяжелению вала. Эти валы больше не используются.
Полусобранный вал
Они не состоят из сборки множества деталей, как полностью собранный вал. В этом валу полностью собранная шейка кривошипа выкована и сжата по размеру к подшипникам. Таким образом, материал шатунной шейки и шейки шатуна одинаков, и они обрабатываются вместе, чтобы получить гладкую поверхность. В настоящее время в основном большие дизельные двигатели, используемые в главных двигателях судов, создаются с помощью такого процесса. Этот процесс помогает нам получить зернистую структуру по всей шейке кривошипа и избежать теплового повреждения отверстий кривошипа при установке в него шейки.
В настоящее время в основном большие дизельные двигатели, используемые в главных двигателях судов, создаются с помощью такого процесса. Этот процесс помогает нам получить зернистую структуру по всей шейке кривошипа и избежать теплового повреждения отверстий кривошипа при установке в него шейки.
Сварной коленчатый вал
При этом типе изготовления вала все детали собираются с помощью сварки. Итак, одна половина приварена к другой половине. То же самое используется для присоединения журналов к сети Crank. С помощью этого процесса изготавливается очень мало валов, но они достаточно хороши и служат очень долго по сравнению с другими типами. Этот процесс изготовления валов слишком дорог, и теперь производитель прекратил производство валов с использованием этого процесса.
Цельная цельная деталь
Эти валы отлиты или выкованы как единое целое. Цельные цельные валы используются в малых, средних и высокоскоростных двигателях. Он состоит из нескольких частей и скреплен болтами на цельных фланцах. Это разработано таким образом, чтобы выдерживать обжиг и циклические нагрузки. Коленчатый вал испытывает нагрузку из-за перекоса, осевой вибрации и крутильных колебаний коренного подшипника.
Это разработано таким образом, чтобы выдерживать обжиг и циклические нагрузки. Коленчатый вал испытывает нагрузку из-за перекоса, осевой вибрации и крутильных колебаний коренного подшипника.
Как работает коленчатый вал?
По сути, коленчатый вал выполняет простую задачу. Он переводит прямолинейное движение поршня во вращательное движение. Хотя принцип прост, мы должны внимательно присмотреться, чтобы увидеть, как он работает. Коленчатый вал перемещается в цилиндрах вверх и вниз. Он регулирует движение поршня. Два компонента двигателя, распределительный вал и коленчатый вал, синхронизированы для правильного регулирования движения поршня.
Движение коленчатого вала приводит во вращение распределительный вал, управляющий работой впускных и выпускных клапанов. Это позволяет воздуху течь в цилиндры двигателя, что способствует взрыву внутри цилиндров двигателя. Этот взрыв давит на поршень и передает энергию маховику.
Где используется коленчатый вал?
Коленчатый вал в основном используется для линейного возвратно-поступательного движения поршня во вращательное движение.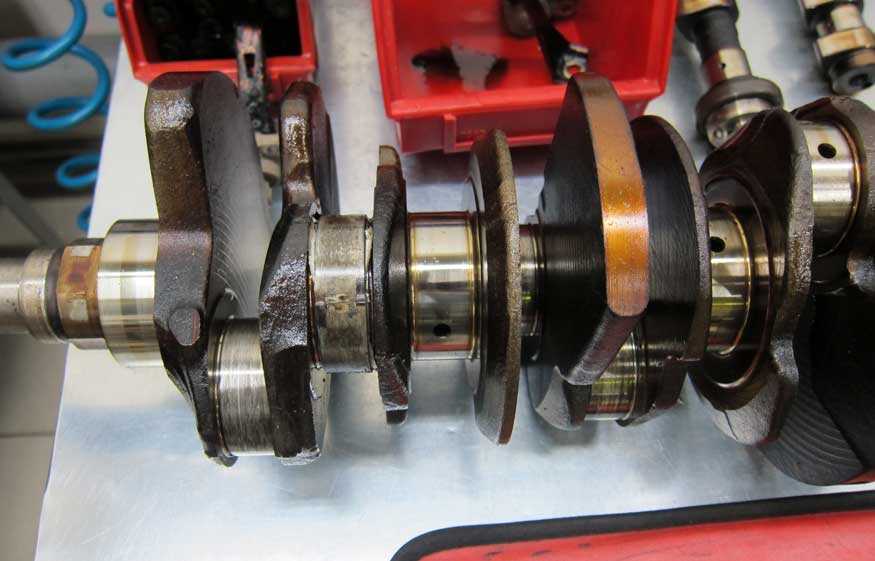 Это помогает вашему автомобилю двигаться. Если вы знаете, как работает двигатель, он совершает возвратно-поступательное движение, когда топливо сгорает и выбрасываются газы. В его функции входит предотвращение столкновения поршня с головкой блока цилиндров и его выпадения из нижней части отверстий. Многоцилиндровый двигатель гарантирует, что поршень достигает вершины в нужное время. Это также помогает сохранить основной баланс двигателя за счет углового смещения кривошипа в течение соответствующего интервала времени.
Это помогает вашему автомобилю двигаться. Если вы знаете, как работает двигатель, он совершает возвратно-поступательное движение, когда топливо сгорает и выбрасываются газы. В его функции входит предотвращение столкновения поршня с головкой блока цилиндров и его выпадения из нижней части отверстий. Многоцилиндровый двигатель гарантирует, что поршень достигает вершины в нужное время. Это также помогает сохранить основной баланс двигателя за счет углового смещения кривошипа в течение соответствующего интервала времени.
Другими функциями коленчатого вала является передача мощности другим системам двигателя, таким как масляный насос, компрессор кондиционера, синхронизация клапанов и генератор переменного тока.
Можете ли вы предложить индивидуальный коленчатый вал?
Если вы являетесь производителем, который ищет коленчатый вал высочайшего качества, который прослужит долго и обеспечит неизмеримую рентабельность инвестиций, DEK должен быть вашим первым выбором. Нашим коленчатым валам доверяют ведущие производители по всему миру. Мы производим первоклассный коленчатый вал по индивидуальному заказу, который увеличивает мощность двигателя и ценность вашего бренда на рынке. У нас есть опыт в изготовлении и изготовлении машин на заказ, которые обеспечивают высочайшую эксплуатационную надежность.
Нашим коленчатым валам доверяют ведущие производители по всему миру. Мы производим первоклассный коленчатый вал по индивидуальному заказу, который увеличивает мощность двигателя и ценность вашего бренда на рынке. У нас есть опыт в изготовлении и изготовлении машин на заказ, которые обеспечивают высочайшую эксплуатационную надежность.
Мы в DEK предлагаем наши услуги широкому кругу клиентов по всему миру с высочайшим качеством сборки и индивидуальным обслуживанием. Наше качество — это то, что делает нас уникальными в отрасли.
Заключение
В предыдущем разделе мы подробно обсудили функции коленчатого вала, детали, типы, удобство использования и схему работы. Эта статья дает общее представление о каждой функции коленчатого вала, а также о типах двигателей, в которых вы можете использовать коленчатый вал. Теперь вы можете выбрать наилучшую практику и тип коленчатого вала, которые вы можете использовать в своем производстве.
Разместите заказ прямо сейчас, чтобы получить его на свой служебный адрес.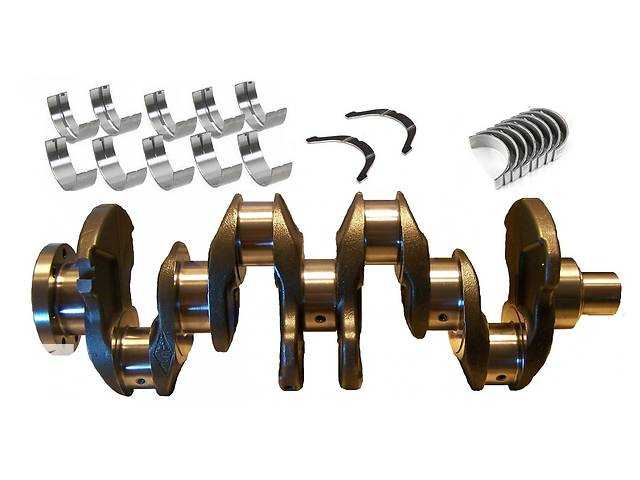 Вы всегда можете обратиться к нашим инженерам за технической поддержкой или если у вас есть какие-либо вопросы по продукту.
Вы всегда можете обратиться к нашим инженерам за технической поддержкой или если у вас есть какие-либо вопросы по продукту.
Основы работы с коленчатым валом. Как правильно выбрать и подготовить коленчатый вал
Понимание основ изготовления и механической обработки коленчатого вала может быть очень полезным не только для повышения производительности, но и для увеличения срока службы коленчатого вала и двигателя.
Запасы подходящих сердечников коленчатого вала со свалки, которые когда-то были опорой гонщиков во всем мире, в значительной степени иссякли, но у энтузиастов производительности теперь есть много источников новых недорогих шатунов для Chevrolet, а также популярных двигателей Ford и Chrysler.
Один из первых вопросов, который часто задают начинающие моторостроители: какой кривошип лучше использовать, кованый или литой? Литая рукоятка — это именно то, что нужно; чугунное литье, в котором металлургическая структура состоит из случайного набора молекул, полных микроскопических отверстий и пустот. Кривошип из кованой стали изготавливается путем прессования гораздо более чистого металла в пресс-форму при экстремальном нагреве и давлении для создания очень плотной молекулярной структуры… и гораздо более прочного кривошипа.
Кривошип из кованой стали изготавливается путем прессования гораздо более чистого металла в пресс-форму при экстремальном нагреве и давлении для создания очень плотной молекулярной структуры… и гораздо более прочного кривошипа.
Сравнительно легко отличить литую рукоятку от кованой. Литые элементы имеют четкую линию разъема, расположенную на каждом из противовесов и бросков, в то время как кованые элементы можно идентифицировать по широкой выпуклой марке штампа на бросках. Единственным недостатком традиционной стандартной поковки является то, что в процессе изготовления ходы шатуна компенсируются за счет скручивания коленчатого вала. Скручивание не только искажает и нагружает поковку, но и ограничивает типы металла, который можно использовать.
После того, как тип кривошипа определен, можно выполнить несколько операций в механическом цехе, чтобы сделать его более долговечным и убедиться, что выбранный кривошип подходит, особенно для использования в гонках.
Magnafluxing является важным этапом в процессе производства и выбора кривошипов. Это сухое неразрушающее испытание, при котором деталь подвергается воздействию сильного магнитного поля, в то время как на поверхность посыпаются магнитные частицы. Любые трещины действуют как магнитные полюса, заставляя частицы выстраиваться вдоль этой точки. Любые трещины, кроме небольших трещин напряжения, окружающих масляные отверстия, являются основанием для браковки.
Magnaglow является влажным неразрушающим испытанием, во время которого деталь покрывается жидкостью, содержащей магнитные частицы. Затем деталь подвергается воздействию сильного магнитного поля, которое заставляет частицы выстраиваться вдоль любых трещин, которые могут существовать. Ультрафиолетовый свет используется для обнаружения частиц и трещин.
Токарная обработка или шлифование, включает в себя механическую обработку шеек меньшего размера для восстановления задиров или поврежденных поверхностей подшипников. Использование узла меньшего размера не вызывает опасений, и до тех пор, пока кривошип вращается правильно, он сохранит надлежащие масляные зазоры. Некоторые гонщики намеренно «крутят» кривошип на 0,030″ или 0,040″ меньше в погоне за меньшим диаметром подшипника, что позволяет им выжать еще несколько «лошадей». Обычная практика включает в себя механическую обработку шатунных шеек коленчатого вала Chevy с малым блоком до 1,888 дюйма, чтобы можно было использовать шатунные подшипники меньшего размера Honda для максимальной производительности.
Использование узла меньшего размера не вызывает опасений, и до тех пор, пока кривошип вращается правильно, он сохранит надлежащие масляные зазоры. Некоторые гонщики намеренно «крутят» кривошип на 0,030″ или 0,040″ меньше в погоне за меньшим диаметром подшипника, что позволяет им выжать еще несколько «лошадей». Обычная практика включает в себя механическую обработку шатунных шеек коленчатого вала Chevy с малым блоком до 1,888 дюйма, чтобы можно было использовать шатунные подшипники меньшего размера Honda для максимальной производительности.
Индексация гарантирует, что броски удилища находятся точно под углом 90° друг от друга. Проверка хода выполняется для того, чтобы убедиться, что каждый бросок удилища имеет одинаковый ход и может быть скорректирован в процессе индексации. Заточка со смещением — обычная практика, используемая гонщиками NHRA Stock и Super Stock для повышения производительности, оставаясь при этом в пределах максимально допустимых допусков хода +0,015 дюйма NHRA. Журналы просто поворачиваются со смещением, обычно на 0,013 дюйма, чтобы добавить еще пару кубических дюймов, но при этом соответствовать строгим правилам санкционирующих органов.
Журналы просто поворачиваются со смещением, обычно на 0,013 дюйма, чтобы добавить еще пару кубических дюймов, но при этом соответствовать строгим правилам санкционирующих органов.
Микрополировка создает зеркальный блеск на поверхности шейки подшипника, а также может исправить коленчатый вал с очень маленькими зазубринами или дефектами.
Выпрямление включает установку кривошипа в специальное приспособление, предварительную нагрузку на него гидравлическим домкратом и осторожные удары по нему тяжелым молотком.
Сверление в поперечном направлении предусматривает просверливание двух пересекающихся отверстий под прямым углом в шейках коренных подшипников, чтобы шейки шатунов постоянно смазывались маслом, что особенно полезно при использовании со стандартными коренными подшипниками с половинными канавками. Большинство коленчатых валов OEM имеют одно отверстие для подачи масла от коренных до шатунных шеек, чего достаточно для ежедневного водителя, но не для высокооборотистого гоночного двигателя.
Снятие фаски можно выполнить в домашнем гараже с помощью небольшой ручной шлифовальной машины. Масляные каналы, просверленные на заводе, часто имеют острые края, оставленные инструментальной оснасткой. Аккуратно удаляя заусенцы и скругляя эти отверстия с помощью небольшого шлифовального камня, создается небольшое углубление, которое действует как резервуар для распределения масла по поверхности шейки.
Удаление заусенцев удаляет острые кромки или «концентраторы напряжения», которые могут трансформироваться в трещину. Используйте абразивный круг, чтобы быстро сгладить линии разделения и следы штампа.
Дробеструйная обработка , похожая на пескоструйную обработку, бомбардирует коленчатый вал крошечными шарикоподшипниками. Поверхность металла в процессе сжимается, что предотвращает появление трещин.
Снятие напряжения «расслабляет» сталь и включает нагрев коленчатого вала до определенной температуры, чтобы позволить молекулам перегруппироваться.