Из чего состоит коленчатый вал
Коленчатый вал (коленвал) двигателя – это одна из важных деталей КШМ, расположенная в цилиндровом блоке. Вал преобразует поступательные движения поршней во вращательный момент, который через трансмиссию передается на колеса автомобиля.
Устройство коленчатого вала
Сложная конструкция коленвала представлена в виде расположенных по одной оси колен – шатунных шеек, соединенных специальными щеками. При этом количество колен зависит от числа, формы и месторасположения цилиндров, а также тактности двигателя автомобиля. С помощью шатунов шейки соединяются с поршнями, совершающими поступательно-возвратные движения.
В зависимости от расположения коренных шеек коленвал может быть:
- полноопорным – когда коренные шейки расположены по две стороны от шатунной шейки;
- неполноопорным – когда коренные шейки расположены только по одну из сторон от шатунной шейки.
В большинстве современных автомобильных двигателей применяются полноопорные коленвалы.
Итак, основными элементами коленвала являются:
- Коренная шейка – основная часть вала, которая размещается на коренных вкладышах (подшипниках), находящихся в картере.
- Шатунная шейка – деталь, соединяющая коленвал с шатунами. При этом смазка шатунных механизмов осуществляется благодаря наличию специальных масляных каналов. Шатунные шейки в отличие от коренных шеек всегда смещены в стороны.
- Щеки – детали, соединяющие два типа шеек – коренные и шатунные.
- Противовесы – детали, которые предназначены для уравновешивания веса поршней и шатунов.
- Фронтальная (передняя) часть или носок – часть механизма, оснащенная колесом с зубцами (шкивом) и шестерней, в некоторых случаях гасителем крутильных колебаний, который осуществляет контроль над мощностью привода ГРМ (газораспределительного механизма), а также других механизмов устройства.
- Тыльная (задняя) часть или хвостовик – часть механизма, соединенная с маховиком при помощи маслоотражающего гребня и маслосгонной резьбы, осуществляет отбор мощности вала.

Фронтальная и тыльная сторона коленчатого вала уплотняется защитными сальниками, которые препятствуют протеканию масла там, где выступающие части маховика выходят за пределы блока цилиндров.
Вращательные движения всего механизма коленвала обеспечивают подшипники скольжения – тонкие стальные вкладыши, с защитным слоем антифрикционного вещества. Для предотвращения осевого смещения вала, применяется упорный подшипник, установленный на коренной шейке (крайней или средней).
Коленвал двигателя изготавливается из износостойкой стали (легированной или углеродистой) или модифицированного чугуна, методом штамповки или литья.
Принцип действия коленчатого вала
Несмотря на сложность самого устройства, принцип работы коленвала достаточно прост.
В камерах сгорания происходит процесс сжигания поступившего туда топлива и выделения газов. Расширяясь, газы воздействуют на поршни, совершающие поступательные движения. Поршни передают механическую энергию шатунам, соединенным с ними втулкой или поршневым пальцем.
Шатун в свою очередь соединен с шейкой коленвала подшипником, вследствие чего каждое поступательное поршневое движение преобразуется во вращательное движение вала. После того как происходит разворот на 180˚, шатунная шейка движется уже в обратном направлении, обеспечивая возвратное движение поршня. Затем циклы повторяются.
Процесс смазки коленчатого вала
Смазка коленвала обеспечивается за счет шатунных и коренных шеек. Важно помнить, что смазка коленчатого вала всегда происходит под давлением. Каждая коренная шейка обеспечена индивидуальным подводом масла от общей смазочной системы. Поступившее масло попадает на шатунные шейки по специальным каналам, расположенным в коренных шейках.
Коленчатый вал или, как его называют опытные водители и автослесари, коленвал – важная функциональная деталь автомобильного двигателя, которая имеет строгую индивидуальную форму в зависимости от модели. В данной статье мы рассмотрим, что такое коленчатый вал двигателя, какие функции он выполняет и к чему приводит эксплуатация машины с неисправным валом.
Что такое коленвал
Коленчатый вал – это механическая деталь автомобильного двигателя, которая является промежуточным звеном-преобразователем тепловой энергии сгораемого топлива в механическую энергию вращения колёс. По внешнему виду он представляет собой вал из стального сплава со множеством шатунных шеек, которые между собой соединены коленной шейкой. Число шеек-колен соответствует числу цилиндров в двигателе, их расположению, форме. Шейки соединены с поршнями через шатуны, которые, двигаясь возвратно-поступательно, приводят вал в движение.
Если в коленчатом вале шатунные шейки находятся с двух сторон от коленной шейки, он называется полноопорным. Если же они расположены только с одной стороны – неполноопорным.
Коленвал производится из углеродистой или легированной стали с повышенной износостойкостью (для спорткаров, люкс-моделей и автомобилей с повышенной мощностью) или модифицированного чугуна (для стандартных серийных моделей) с помощью литья или прессования. Для легирования стали применяются молибден, хром и иные металлы, существенное увеличивающие прочность сплава.
Для легирования стали применяются молибден, хром и иные металлы, существенное увеличивающие прочность сплава.
В большинстве двигателей коленчатый вал располагается в нижней части, над картером, в оппозитных – выше, по центру мотора.
Для чего нужен коленчатый вал
Двигатели внутреннего сгорания работают за счёт функционирования поршневого блока. Его принцип действия заключается в следующем:
- во время сгорания топливной смеси в цилиндре воздух расширяется с создаёт давление;
- под действие давления поршень выталкивается, совершая поступательное движение;
- благодаря соединению с шатунными шейками поступательное движение превращается во вращательное;
- энергия вращения, переданная на коленчатый вал, передаётся колёсам автомобиля, и он приводится в движение.
Таким образом, коленвал – это преобразователь одного вида механического движения в другой. Как известно, поршни в ДВС двигаются несимметрично. В то время, как одни из них совершают поступательные движения (выталкиваются из цилиндра), другие – возвратное (затягиваются обратно). Конструкция коленчатых валов разрабатывается с предельной точностью, поэтому во время работы все цилиндры сохраняют общее вращение вала. Поэтому коленца имеют разные оси вращения.
Конструкция коленчатых валов разрабатывается с предельной точностью, поэтому во время работы все цилиндры сохраняют общее вращение вала. Поэтому коленца имеют разные оси вращения.
Из чего состоит коленчатый вал
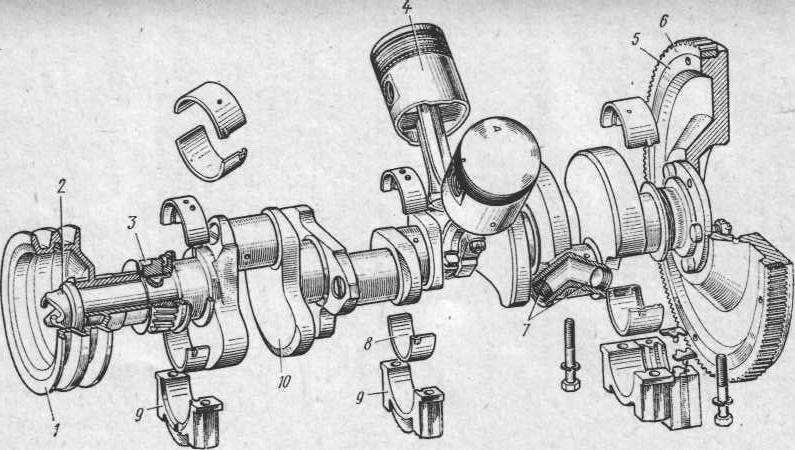
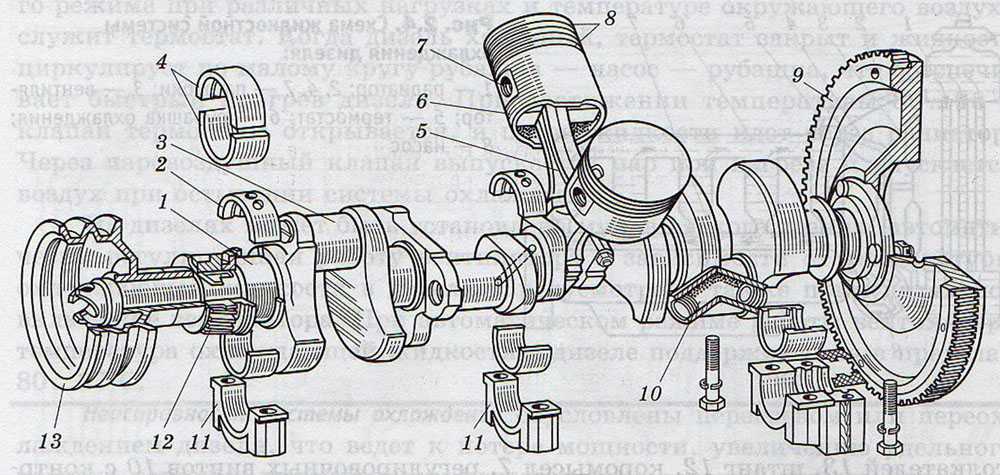
Конструкция коленчатого вала: 1. Носок коленчатого вала; 2. Посадочное место звездочки (шестерни) привода распределительного вала; 3. Отверстие подвода масла к коренной шейке; 4. Противовес; 5. Щека; 6. Шатунные шейки; 7. Фланец маховика; 8. Отверстие подвода масла к шатунной шейке; 9. Противовесы; 10. Коренные шейки; 11. Коренная шейка упорного подшипника.
Рабочие компоненты коленвала:
- Коренная шейка – валовая опора, которая служит осью вращения самого вала. Она лежит в подшипнике, который встроен в картер.
- Шатунные шейки – опоры, связанные с поршневыми шатунами. Во время работы они смещаются относительно оси вала по круговой траектории.
- Щёки – вспомогательные детали, связывающие шатунные и коренные шейки.
 Они также предотвращают разрушение вала из-за резонансной нагрузки.
Они также предотвращают разрушение вала из-за резонансной нагрузки. - Хвостовик – задняя часть, соединённая с шестерной отбора или маховиком для передачи мощности на движение.
- Носок – передняя часть вала, которая посредством шкива или зубчатого колеса передаёт мощность приводу газораспределительного блока и других вспомогательных механизмов.
- Противовесы – детали, необходимые для распределения нагрузки и уравновешивания массы шатунов и поршней.
Для уплотнения носка и хвостовика используются защитные сальники. Это предотвращает просачивание масла в местах выхода частей маховика за границы блока цилиндров. Вращательное движение обеспечивается тонкими стальными подшипниками скольжения. Чтобы ось вращения вала не смещалась, на одну из коренных шеек ставится упорный подшипник.
Во время работы самые большие напряжения концентрируются в месте соединения шеек и щёк. Для разгрузки его делают с галтелью – полукруглым переходом с промежуточным технологическим поясом. По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
Читайте также: Что такое маховик в автомобиле и для чего он нужен.
Для чего нужен датчик коленвала
Датчик положения коленчатого вала (ДПКВ) используется в автомобилях, которые оборудованы системами электронного управления мотором. Поскольку вращение вала сказывается на работе многих функциональных блоков и систем, своевременная подача топлива в цилиндры ДВС может улучшить ездовые характеристики. Датчик коленвала как раз отвечает за синхронизацию рабочих процессов. В различных моделях автомобилей его использование улучшает синхронизацию зажигания или топливных форсунок. Прибор передаёт на электронный блок управления данные о положении коленвала, направлении и частоте вращения.
Встречаются датчики следующих видов:
- Магнитные (индуктивного типа). Сигнал на ЭБУ формируется в момент прохождения синхронизационной метки через магнитное поле, которое формируется вокруг датчика.

- Датчики Холла (работают на эффекте Холла). Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.
- Оптические. В данном случае для синхронизации также используется зубчатый диск. Он перекрывает оптический поток, проходящий между приёмником и светодиодом. Приёмник фиксирует прерывания светового потока и передаёт в электронный блок управления импульс напряжения, соответствующий параметрам вращения вала.
Датчик коленвала устанавливается внутри корпуса двигателя, как и прочие датчики управления. Для его встраивания используется специальный кронштейн, расположенный возле приводного шкива генератора. Внешне он отличается от датчиков другого назначения наличием проводка длиной 55-70 см с особым разъёмом, который соединяет устройство с системой электронного управления.
Читайте также: Признаки неисправности датчика положения коленвала.
Видео на тему
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).
Содержание
История [ править | править код ]
Впервые столь важную механическую деталь как коленчатый вал описал и сконструировал средневековый учёный Аль-Джазари в Османской империи в 13 веке. В 1206 году в трактате «Китаб фи марифат аль-хиял аль-хандасийя» (Книга знаний об остроумных механических устройствах) описан механизм вала.
Основные элементы коленчатого вала [ править | править код ]
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатунами (для смазки шатунных подшипников имеются масляные каналы).

- Щёки — связывают коренные и шатунные шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив отбора мощности для привода газораспределительного механизма (ГРМ) и различных вспомогательных узлов, систем и агрегатов.
- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовесы — обеспечивают разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
Размеры коленчатых валов [ править | править код ]
Определяются как результат расчётов, причём часть размеров задаётся исходя из выбранной компоновки. Например, количество шатунных шеек определяется в зависимости от числа цилиндров. В многорядных двигателях (V, W, X-образных, звездообразных) одна шатунная шейка воспринимает нагрузки сразу нескольких шатунов (или одного центрального, соединённого с прицепными). Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
Стальные валы (чаще всего) имеют невысокое внутреннее демпфирование крутильных колебаний, что в некоторых случаях угрожает валу разрушением из-за резонанса при прохождении опасной зоны по числу оборотов. Поэтому валы такие снабжают демпферами крутильных колебаний, расположенными на переднем носке вала.
Кроме усталостной прочности, коленвалы должны иметь определённую площадь шеек, задающую контактное давление подшипников скольжения или качения. Максимальное контактное давление и скорость скольжения для антифрикционных материалов может быть несколько повышено при высокой твёрдости шеек и высококачественной смазке. Превышение их выше допустимых ведёт к выплавке/растрескиванию антифрикционного слоя или питтингу роликов (подшипники качения).
Диаметр шатунных шеек (исходя из упомянутых соображений) может быть увеличен косым разъёмом шатуна (что увеличивает его трудоёмкость и стоимость), длину же можно увеличить либо за счёт коренных шеек (что увеличивает контактное давление), либо увеличением расстояния между цилиндрами (что ведёт к увеличению габаритов и массы двигателя). В последние десятилетия, в связи с появлением новых высопрочных антифрикционных сплавов и высококачественных масел, длину шеек валов (а вместе с ним — и межцилиндровое расстояние) конструкторы сокращают.
В последние десятилетия, в связи с появлением новых высопрочных антифрикционных сплавов и высококачественных масел, длину шеек валов (а вместе с ним — и межцилиндровое расстояние) конструкторы сокращают.
Материал и технология изготовления заготовок коленчатых валов [ править | править код ]
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы [ править | править код ]
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др [1] . Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы – дешевле.
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC).
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными.
Такие валы поэтому всегда изготовляют стальными.
Чугунные коленчатые валы [ править | править код ]
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке [2] .
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Механическая обработка коленчатых валов [ править | править код ]
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках [3] . По окончании изготовления коленчатые валы обычно подвергают динамической балансировке в сборе с маховиком (автомобильные двигатели).
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 4-6 размеров, ранее было до 8). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки. При перешлифовке требуется соблюсти межцентровое состояние, и согласно инструкции, валы после шлифовки подлежат повторной динамической балансировке. Чаще всего это не выполняют, потому отремонтированные двигатели часто дают большую вибрацию. При шлифовании важно соблюсти форму галтелей, и ни в коем случае не прижечь их. Неправильная обработка галтелей часто приводит к разрушению коленчатого вала.
Неправильная обработка галтелей часто приводит к разрушению коленчатого вала.
Термическая и химико-термическая обработка валов [ править | править код ]
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше) [1] . Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
Неисправности [ править | править код ]
При эксплуатации из-за разных причин могут наблюдаться такие неисправности:
- износ вала по коренным или шатунным шейкам;
- изгиб;
- разрушение вала [4] ;
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер – например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Однако руководства по армейскому полевому ремонту (двигатели боевых машин) обычно предписывают индивидуальный ремонт, поэтому шатунные/коренные шейки могут иметь разный диаметр после шлифовки, и даже не иметь стандартного ремонтного размера(!). Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Разрушение вала происходит от усталостных трещин [4] , возникающих иногда из-за прижога галтелей при шлифовке. Трещины развиваются в некачественном материале (волосовины, неметаллические включения, флокены, отпускная хрупкость) либо при превышении расчётных величин крутильных колебаний (ошибки при проектировании, самостоятельная форсировка по числу оборотов дизеля). Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня [5] . Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
что это, как работает, неисправности :: Autonews
www.adv.rbc.ru
www.adv.rbc.ru
www. adv.rbc.ru
adv.rbc.ru
Autonews
Телеканал
Газета
Pro
Инвестиции
+
Новая экономика
Тренды
Недвижимость
Спорт
Стиль
Национальные проекты
Город
Крипто
Дискуссионный клуб
Исследования
Кредитные рейтинги
Франшизы
Конференции
Спецпроекты СПб
Конференции СПб
Спецпроекты
Проверка контрагентов
Библиотека
Подкасты
ESG-индекс
Политика
Экономика
Бизнес
Технологии и медиа
Финансы
РБК КомпанииРБК Life
www. adv.rbc.ru
adv.rbc.ru
Фото: Shutterstock
www.adv.rbc.ru
Читайте также
Классический двигатель внутреннего сгорания способен какое-то время проработать без фильтров и даже с минимумом масла, но без коленчатого вала он просто не может существовать! Этот базовый элемент конструкции мотора является к тому же одним из самых дорогих в автомобиле.
- Что это
- Компоненты
- Датчик
- Неисправности
- Как продлить срок службы
www.adv.rbc.ru
Что такое коленвал
Коленвал — это расположенный в блоке двигателя внутреннего сгорания (ДВС) элемент сложной формы, преобразующий возвратно-поступательное движение поршней во вращательное, которое через маховик и трансмиссию передается на колеса.
Слово «коленвал» является сокращением от термина «коленчатый вал». Употребляется и жаргонное обозначение элемента, «колено». Коленом также называют сегменты вала, смещенные относительно его оси вращения.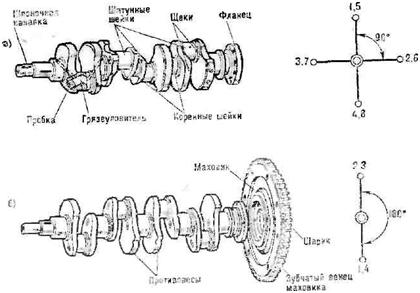 Количество колен зависит от числа цилиндров.
Количество колен зависит от числа цилиндров.
В серийных ДВС имеется один коленвал, но создавались опытные образцы с двумя «коленами». Коленчатые валы изготавливают из литого высокопрочного чугуна и различных видов стали (для моторов с наддувом и дизелей). В ДВС малой и средней мощности для сокращения стоимости производства могут применяться стальные коленчатые валы, полученные методом горячей штамповки, а наилучшими характеристиками обладают кованые стальные элементы. В автомобильных ДВС, в отличие устанавливаемых на мототехнике, используют неразборные коленвалы.
Основные компоненты коленвала
В коленчатом вале любого ДВС выделяют следующие основные компоненты:
- Коренные шейки — сегменты вала, находящиеся на его оси вращения.
- Шатунные шейки — сегменты вала, смещенные относительно его оси вращения и коренных шеек. Служат для крепления шатунов с поршнями и воспринимают передаваемое от них усилие. Диаметр шатунных шеек меньше, чем у коренных.
- Щеки — как правило, округлые или эллиптические диски, служащие для соединения коренных и шатунных шеек.
 В щеки также интегрированы противовесы, предназначенные для снижения уровня вибраций ДВС.
В щеки также интегрированы противовесы, предназначенные для снижения уровня вибраций ДВС. - Носок — передняя часть коленвала, к которой крепится звездочка / шкив привода газораспределительного механизма и вспомогательных систем.
- Хвостовик (фланец маховика) — задняя выходная часть коленвала, соединенная с маховиком, а через него — с трансмиссией.
- Масляные каналы — система полостей во всех шейках и щеках вала для подачи масла к трущимся частям.
Из чего состоит коленчатый вал (Фото: globaldrive-shop.ru)
По типу опоры различают две разновидности коленвалов:
- Полноопорные. У таких валов коренные шейки располагаются по обеим сторонам от шатунных и их на одну больше. Сложны в изготовлении, но позволяют сочетать легкость и надежность конструкции. Сегодня являются самым распространенным видом коленвалов.

- Неполноопорные. В таких валах коренных шеек меньше, чем шатунных, а с обеих сторон щеки могут располагаться смещенные относительно друг друга шатунные шейки. Проще в производстве, но из-за меньшего числа точек опор (коренных шеек) для получения приемлемого уровня надежности должны быть более тяжелыми.
Датчик коленвала
Бензиновые и дизельные двигатели с электронной системой управления имеют датчик коленвала или датчик положения коленвала (ДПКВ). Он необходим для синхронизации систем зажигания и впрыска топлива. Рассогласованность в их работе, вызванная неисправностью ДПКВ, может привести к тому, что двигатель не заведется или заглохнет.
ДПКВ могут устанавливаться:
- У шкива коленвала.
- В блоке ДВС.
- В корпусе коробки передач.
По принципу действия различают следующие виды ДПКВ:
- Магнитные — основаны на эффекте электромагнитной индукции, не требуют источника питания.
- Датчики Холла — измеряют напряженность магнитного поля.
 Точнее магнитных, но требуют подключения к источнику питания.
Точнее магнитных, но требуют подключения к источнику питания. - Оптические — срабатывают при затенении светодиодного источника света специальным устройством.
ДПКВ, как и любое устройство, может выйти из строя. Причины этого следующие:
- Механические повреждения при выполнении ремонтных работ в моторном отсеке.
- «Затенение» датчика посторонними предметами.
- Окисление недостаточно загерметизированных контактов датчика.
Фото: Shutterstock
Как проявляется неисправность ДПКВ?
- Затрудненный пуск двигателя, особенно в сырую погоду.
- Плавающие обороты двигателя как при остановке, так и в движении.
- Детонация в цилиндрах при высоких нагрузках, проявляющаяся в повышенной вибрации двигателя.
- Явное снижение мощности.
- При работающем стартере двигатель не заводится, а стрелка тахометра при этом неподвижна.
- Двигатель внезапно глохнет.
- На панели приборов загорается индикатор Check engine.

К счастью, ДПКВ не «умирает» скоропостижно, поэтому при появлении таких симптомов, как правило, есть возможность добраться до сервиса. Самостоятельно поменять ДПКВ на дороге у большинства современных автомобилей крайне сложно, поскольку их моторные отсеки плотно нафаршированы различным оборудованием.
Неисправности коленвала
Коленвал — вещь массивная и «железная», но и нагрузки он испытывает серьезные, а потому «колено» тоже может заболеть. Чем?
Задиры шатунных шеек
Главная причина — недостаточная смазка элемента, испытывающего сильные нагрузки. Что к этому привело — плохое качество масла, забитый масляный фильтр или конструктивный просчет, — дело второе. Задиры не позволяют коленвалу свободно вращаться в подшипниках (вкладышах), из-за чего возникает перегрев, чреватый деформацией коленвала. Если своевременно принять меры, можно ограничиться шлифовкой шатунных шеек и подбором более толстых ремонтных вкладышей.
Коленвал — вещь массивная и «железная», но и нагрузки он испытывает серьезные
(Фото: cool-shina. ru)
ru)
Срез шпонки коленвала
Шпонка — вставляющийся в пазы миниатюрный металлический клин, который в данном случае позволяет закрепить на носовой части коленвала звездочку / шкив привода газораспределительного механизма и вспомогательного оборудования. Некачественный металл становится причиной среза шпонки. Поврежденный паз в коленвале можно попытаться восстановить сваркой с последующей фрезеровкой.
Износ отверстий фланца коленвала
Этот дефект, вызванный усталостью металла, можно устранить, рассверлив отверстия под бóльший диаметр болтов.
Течь масла из-под сальников
Со временем сальники, установленные на задней и носовой части коленвала, изнашиваются и начинают пропускать масло, которое может попасть на сцепление и/или ремень ГРМ, что чревато отказом первого и обрывом второго. В таком случае дорогостоящий ремонт обеспечен.
Как продлить срок службы коленвала
Коленвал не та деталь двигателя, к которой можно легко добраться, а любая неисправность элемента может больно ударить по карману. Чтобы не нарваться на крупные неприятности, лучше выполнять элементарные меры профилактики:
Чтобы не нарваться на крупные неприятности, лучше выполнять элементарные меры профилактики:
- Своевременно менять масло в двигателе на рекомендованное производителем.
- Выбирать качественные масляные фильтры и менять их одновременно с заменой масла.
- Периодически проводить визуальный осмотр на предмет утечки моторного масла из-под сальников.
- Не допускать перегрева двигателя.
- Следить за состоянием прокладки головки блока цилиндров, чтобы не допустить попадания в моторное масло охлаждающей жидкости и топлива.
Коленвал не та деталь двигателя, к которой можно легко добраться, а любая неисправность элемента может больно ударить по карману (Фото: Shutterstock)
www.adv.rbc.ru
www.adv.rbc.ru
Коленвал: устройство, назначение, принцип работы
Важнейшей деталью каждого транспортного средства, оснащенного двигателем внутреннего сгорания, является коленвал. Главная его задача состоит в передаче крутящего момента вначале на маховик, затем на трансмиссию, а уже потом – на полуоси колес. Примечательно то, что деталь изготавливается под конкретную марку силовой установки, а не под модель авто, как это бывает с другими комплектующими.
Главная его задача состоит в передаче крутящего момента вначале на маховик, затем на трансмиссию, а уже потом – на полуоси колес. Примечательно то, что деталь изготавливается под конкретную марку силовой установки, а не под модель авто, как это бывает с другими комплектующими.
Оглавление
- Коленчатый вал: что это, каковы его задачи
- Материалы изготовления коленвала. Технология производства
- Технология изготовления
- Стальные валы
- Чугунные валы
- Из чего состоит коленвал
- Механизм работы
- Датчик коленвала
- Неисправности и их устранение
- Итог
В ходе эксплуатации коленвал двигателя притирается к нему, к его особенностям, поэтому, когда возникает необходимость в ремонте или замене, мастера максимум внимания уделяют износу подвижных элементов и стараются ответить на вопрос о том, что стало его причиной.
Коленчатый вал: что это, каковы его задачи
Коленчатый вал направляет крутящий момент на маховик, откуда тот поступает на шестеренки трансмиссии, затем – на колеса (ведущие). Сам вал начинает вращаться под влиянием поршневой группы.
Сам вал начинает вращаться под влиянием поршневой группы.
Большинство классических ДВС работают по одинаковой схеме. Внутри таких установок возвратно-поступательные движения преобразовываются во вращательные. Блок цилиндров включает поршни с шатунами, и в момент, когда воздушно-топливная смесь направляется в цилиндр, где она возгорается от искры, освобождается большое количество энергии. Газы, которые под воздействием тепла расширяются, оказывают давление на поршень, и он начинает перемещаться вниз.
Цилиндры устанавливаются на шатунах, закрепленных на шатунных шейках коленвала. Так как каждый цилиндр срабатывает в конкретный момент времени, воздействие, оказываемое на кривошипно-шатунный механизм, получается равномерным, поэтому коленчатый вал двигается постоянно. Движение переходит на маховик, а уже от него посредством сцепления переходит на КП и на колеса.
Важно
Коленвал необходим для того, чтобы преобразовывать движения различного рода.
Отсюда предельная точность, с которой она создается, ведь от симметричности, а также от того, как точно друг относительно друга выверен каждый угол, зависит частота вращения коленчатого вала.
Внешне этот элемент представляет собой сочетание большого количества шатунных шеек, сочетающихся друг с дружкой коленной шейкой. Число таких колен-шеек зависит от числа цилиндров, а также полностью соответствует их форме и местонахождению. С поршнями шейки соединяются посредством шатунов, которые приводят коленвал в движение.
Есть несколько разновидностей коленчатого вала двигателя. Когда шатунные шейки расположены симметрично от шейки коленной, это полноопорный коленвал. Когда шатунные шейки установлены лишь с одной стороны, говорят, что вал неполноопорный.
Материалы изготовления коленвала. Технология производства
В процессе производства коленчатых валов применяют разные материалы. Для спорткаров или автомобилей люкс-класса валы выпускают из легированной либо углеродистой стали, характеризующейся повышенной прочностью и износостойкостью.
Для серийных авто используется модифицированный чугун, который обрабатывается путем прессования либо литья. В качестве элементов, необходимых для легирования стали, используется хром и молибден, реже могут быть примеси других металлов, которые работают на увеличение прочности.
Чаще всего устанавливается деталь внизу, над кратером, но если ДВС оппозитный, то данный конструктивный элемент находится выше, в центральной части двигателя, что упрощает процесс замены коленвала при необходимости.
Технология изготовления
Выпускаются заготовки валов путем штамповки и литья. Кованые модели более прочны, их делают, как уже говорилось выше, из легированной или углеродистой стали. Изделия массового производства, которыми комплектуются в основном серийные модели автомобилей, выпускают из высокопрочного чугуна, используется при этом метод литья.
Выливают материал в оболочковые или земляные формы, причем, применение именно оболочковых форм является более прогрессивным методом, так как изделие получается более точным, припуски на механическую обработку оказываются минимальными, а порой они и вовсе отсутствуют.
Если речь идет о методе горячей штамповки, это уже массовое производство, так как технология изготовления позволяет получить готовую деталь, которая практически не требует обработки.
Отсюда – более точные размеры коленвала, идеальная форма, а также доступная цена, продиктованная минимальными отходами металла. К тому же волокна в готовой детали размещены оптимальным образом, что заметно улучшает показатели прочности, как следствие – износостойкость детали.
Стальные валы
Коленчатые валы для спорткаров, автомобилей повышенной мощности и высокой проходимости изготавливают из стали путем ковки либо горячего штампования. Чаще всего для этого используют сталь 35, 50, 45Г и 50 Г. Производство деталей быстроходных механизмов осуществляется из упомянутых выше сталей, в которые добавляют хром и никель, хром и молибден.
Легированные стали характеризуются повышенной пластичностью, твердостью, продолжительным сроком службы, поэтому из них выпускают коленчатые валы для мощных дизельных и бензиновых силовых установок.
Чугунные валы
В серийных моделях не только автомобильного транспорта, но и других ТС, оснащенных двигателями внутреннего сгорания, устанавливают коленвалы из чугуна с графитом, изготовленные методом литья. Технология известна давно, но в последнее время она была усовершенствована, что позволило удешевить процесс производства и повысить качество деталей, минимизировать процесс образования брака.
Примечательно то, что благодаря использованию новейшего оборудования удалось значительно уменьшить потери металла, и чем сложнее конструкция комплектующего, тем эта экономия заметнее. Наличие в составе графита повышает износостойкость и надежность вала, но ключевую роль играет качество литья, отсутствие так называемых литейных пороков.
Прочность изделия зависит от свойств материала. Если вал выпущен из модифицированного либо высокопрочного чугуна, отпадает необходимость в его дальнейшей термической обработке. Литая деталь характеризуется одинаковой твердостью по всей площади, которая не уменьшается даже после шлифования.
Из чего состоит коленвал
Ключевыми составными элементами коленвала можно считать следующее:
- Коренная шейка – опора, выполняющая функции оси вращения. Находится она в подшипнике.
- Щеки – некое связующее звено между коренными и шатунными шейками, к тому же препятствующее разрушению детали вследствие непрерывных нагрузок.
- Шатунные шейки – это опоры, которые соединены с шатунами поршней.
- Носок – расположенный спереди конструктивный элемент, который передает мощность на вспомогательные механизмы.
- Хвостовик – элемент, расположенный сзади. Он соединяется с маховиком либо шестеренкой отбора мощности для передачи усилия на движение.
- Противовесы – отдельный элемент конструкции, распределяющий нагрузку и уравновешивающий вал.
Роль уплотнителя для хвостовика и носка играют сальники коленвала, которые предотвращают протекание масла на стыках там, где маховик выходит за границы цилиндров. За способность детали двигаться вращательно отвечают подшипники скольжения, изготовленные из стали. Для исключения риска смещения оси вращения устанавливается упорный подшипник.
За способность детали двигаться вращательно отвечают подшипники скольжения, изготовленные из стали. Для исключения риска смещения оси вращения устанавливается упорный подшипник.
Механизм работы
Работоспособность всех без исключения ДВС обеспечивается поршневым блоком, который приводит в действие коленвал. Работает механизм следующим образом:
- Топливная смесь в цилиндре сгорает, это ведет к расширению воздуха и образованию давления.
- Под воздействием давления происходит выталкивание поршня, начинается поступательное движение.
- Соединение с шатунными шейками обеспечивает изменение поступательного движения во вращательное.
- Полученная, таким образом, энергия вращения с коленвала направляется на ведущие колеса, и транспортное средство движется.
Датчик коленвала
Датчик коленчатого вала используется лишь в транспортных средствах, оснащенных системами электронного управления двигателя. От вращения вала зависит работа нескольких деталей и даже целых систем, благодаря своевременной подачи топливной смеси становится возможным улучшение ездовых характеристик.
Для синхронизации рабочих процессов как раз и придумали специальный датчик, способствующий синхронизации зажигания. Он передает данные о положении коленчатого вала на блок управления и тем самым оптимизирует работу множества механизмов. Датчики коленвала бывают нескольких видов:
- магнитные;
- Холла;
- оптические.
У каждого из них – свои особенности и преимущества, но все они устанавливаются в корпусе силового агрегата на специальном кронштейне.
Неисправности и их устранение
К наиболее распространенным неисправностям коленвала относится:
- Значительный износ шатунных и коренных шеек, к которому привела нехватка масла или его ненадлежащее качество, неправильное давление в системе, засоренность масляного фильтра, перегрев масла, приведший к его разжижению. Устраняется неисправность капитальным ремонтом мотора.
- Износ торцов под упорными кольцами (а случается это, если автомобиль часто стоит на месте при выжатом сцеплении) В этом случае придется обработать упорные фланцы и использовать более толстые полукольца.
 Часты случаи, когда подобный эффект устраняется только путем замены вала, которому предшествует диагностика, а при необходимости – и ремонт привода сцепления.
Часты случаи, когда подобный эффект устраняется только путем замены вала, которому предшествует диагностика, а при необходимости – и ремонт привода сцепления.
Итог
Коленчатый вал машины – деталь, отвечающая за способность транспортного средства двигаться, поэтому роль ее в конструкции машины невозможно переоценить. Чтобы коленвал успешно справлялся с возложенными на него функциями и служил годами, необходимо регулярно проводить ТО и выполнять ремонт детали, как только возникнет такая необходимость.
Как делают коленвал
Коленвал ДВС | АВТОСТУК.РУ
Автомобилист Устройство двигателя Оставить комментарий
Коленчатый вал двигателя внутреннего сгорания, он же коленвал — это однородная деталь (если состоит она из нескольких частей, то это составной вал) сложной формы в виде стержня с коленами, функция которой является преобразование возвратно-поступательного движения в крутящее.
Содержание статьи:
- Металл коленвала.
- Элементы коленевала.
- Назначение коленвала.
- Обработка коленвала.
Металл коленвала
Коленчатый вал ДВС воспринимает большие нагрузки, поэтому он изготавливается с большим запасом прочности. Материалы для изготовления коленвала следующие:
- углеродистая сталь;
- хромомарганцевая сталь;
- хромоникельмолибденовая сталь;
- высокопрочный чугун.
Марки стали состава коленвала в порядке распространенности:
- Сталь 45. Означает, что в сплаве металла содержится от 0,42 до 0,5 % углерода (С).
- Сталь 45Х. Это конструкционный легированный сплав, в котором содержится хром в количестве 1%. Из справочников по ГОСТу хрома содержится в этой марке от 0,8 до 1,1 %.
- Сталь 45Г2. Буква Г в шифре стали означает, что содержится марганец (Mn) в количестве 2%.
- Сталь 50Г. Этот шифр обозначает, что это марганцевая сталь с содержанием 1% марганца (Mn) и 0,5% углерода (С).

Если в шифре сплава металла содержится более, чем 2,14% углерода (С), то — это чугун.
Марки стали коленвалов дизельных двигателей:
- Сталь 40ХНМА.
- Сталь 18ХНВА.
Элементы коленвала
Коленчатый вал (коленвал) ДВС состоит из:
- Коренная шейка.
- Шатунная шейка.
- Щёки.
- Передняя выходная часть вала или, по-другому — носок.
- Задняя выходная часть вала, или, по-другому — хвостовик.
- Противовесы.
Коренная шейка вала коленчатого вала — это специальное посадочное место для коренного подшипника, на котором сидит и вращается коленвал.
Обозначения рисунка «Коленчатый вал ДВС»:
- Фланец маховика.
- Противовесы.
- Шатунные шейки.
- Коренные шейки.
- Щека.
- Отверстия подвода масла к шейкам.
- Противовесы.
- Коренная шейка упорного подшипника.
- Посадочное место звездочки (шестерни) привода распределительного вала.

- Носок коленчатого вала.
В строении коленвала ДВС имеются коренные шейки, соединяющиеся с шатунныйми шейками посредством щёк. Помимо соединительной функции щек, они еще являются балансирами кривошипно-шатунного механизма, то есть выравнивают вес поршней и шатунов. Благодаря сбалансированному вращению коленвалу, двигатель работает плавно, без рывков.
На коренные и шатунные шейки надеваются подшипники скольжения, называемые вкладышами. Вкладыши тонкостенные располовинчатые из стальной ленты с антифрикционным слоем (то есть, устойчивым к трению).
Шатунная шейка является опорой для шатуна. Самой большой нагрузке в строении коленвала ДВС подвергаются места перехода от шеек к щекам.
Чтобы весь коленчатый вал двигателя не перемещался по оси, не имел осевой люфт, используется упорный подшипник скольжения. Подшипник скольжения удерживающий от перемещения по оси коленвала устанавливается на крайней или средней коренных шейках.
В конструкции шеек и щек коленвала конструкторами предусмотрены специальные отверстия для смазки. Через эти отверстия под давлением подается моторное масло к каждой шейке вала. Коренные шейки обеспечены такой индивидуальной смазкой. Через каналы в щеках, масло подается на шатунные шейки.
Через эти отверстия под давлением подается моторное масло к каждой шейке вала. Коренные шейки обеспечены такой индивидуальной смазкой. Через каналы в щеках, масло подается на шатунные шейки.
Задняя часть коленвала — это хвостовик, обеспечивающий передачу крутящего момента маховику, который закрепляется на хвостовике, а маховик, в свою очередь, передает вращение на коробку переключения передач.
Передняя часть коленвала — это носок. На носке монтируются такие детали:
- шестерня или звездочка привода распределительного вала (распредвала) газораспределительного механизма (ГРМ);
- шкив привода навесного оборудования. Кстати, как снять шкив коленвала, мы рассматривали подробно. Есть несколько способов.
На носке также монтируется, так называемый гаситель крутящих колебаний. Так как коленвал ДВС постоянно испытывает огромные нагрузки на кручение и излом, на носке необходимо подавлять вибрацию (колебания).
Гаситель вибраций коленвала состоит из двух дисков и растягивающегося элемента (резина, силикон, масляная жидкость, пружина). Вибрация на носке вала уменьшается благодаря гасителю крутильных колебаний.
Вибрация на носке вала уменьшается благодаря гасителю крутильных колебаний.
Назначение коленвала
Во всех сложно-технических устройствах происходит возникновение одной одного вида энергии, которая кинематическими схемами преобразуется в другую, например, вращательное — в поступательное, и т.д.
В двигателе ДВС коленчатый вал — это сердце двигателя. Принцип работы коленвала следующий: когда поршень удалился на самое максимальное расстояние — щёки и шатун вытягиваются в одну линию. Далее, в рабочей камере сгорания цилиндра происходит взрыв топливно-воздушной смеси, из-за чего поршень опускается вниз с шатуном. Основание шатуна проворачивается вокруг оси шатунной шейки коленвала, так как шатун сидит на ней. После достижения поворота на 180 градусов, шатун начинает движение вверх и поднимает поршень. Таким образом происходит цикл вращения деталей цилиндро-поршневой группы.
Максимально удаленное и максимально приближенное расстояния от коленвала до поршней называются мертвыми точками, в мертвых точках скорость движения равна нолю.
Обработка коленвала.
Коленвалы ДВС в процессе изготовления подвергаются механической и химико-термической обработкам. Так как коленчатый вал двигателей — это сложное устройство с высокой точностью, оно делается с высокими квалитетами только на заводах. Механобработка вала, в основном, понятна многим — это изменение формы по заданным параметрам.
Химическая обработка коленвалов — это закалка током высокой частоты (ТВЧ), азотирование, закалка поверхностного слоя. Изношенные азотированные валы не шлифуют, они подлежат замене. Благодаря всем этим хим и термическим обработкам повышается прочность и износоустойчивость.
Автор публикации
Что такое коленвал и почему он может сломаться
Что делает коленчатый вал таким незаменимым и как обеспечить ему активное долголетие?
Фото: Shutterstock В России появится еще один китайский бренд. Модели, цены, подробности ГИБДД 2 августа «Шок» и «Бахус»: разбираемся во всех спецоперациях ГИБДД Конспекты 5 августа Как правильно выбрать омывайку и не ошибиться Технологии 28 июля Как работает подписка на автомобильные опции.
Модели, цены, подробности ГИБДД 2 августа «Шок» и «Бахус»: разбираемся во всех спецоперациях ГИБДД Конспекты 5 августа Как правильно выбрать омывайку и не ошибиться Технологии 28 июля Как работает подписка на автомобильные опции. Примеры с ценами
Примеры с ценами
Классический двигатель внутреннего сгорания способен какое-то время проработать без фильтров и даже с минимумом масла, но без коленчатого вала он просто не может существовать! Этот базовый элемент конструкции мотора является к тому же одним из самых дорогих в автомобиле.
- Что это
- Компоненты
- Датчик
- Неисправности
- Как продлить срок службы
Что такое коленвал
Коленвал — это расположенный в блоке двигателя внутреннего сгорания (ДВС) элемент сложной формы, преобразующий возвратно-поступательное движение поршней во вращательное, которое через маховик и трансмиссию передается на колеса.
Слово «коленвал» является сокращением от термина «коленчатый вал». Употребляется и жаргонное обозначение элемента, «колено». Коленом также называют сегменты вала, смещенные относительно его оси вращения. Количество колен зависит от числа цилиндров.
В серийных ДВС имеется один коленвал, но создавались опытные образцы с двумя «коленами». Коленчатые валы изготавливают из литого высокопрочного чугуна и различных видов стали (для моторов с наддувом и дизелей). В ДВС малой и средней мощности для сокращения стоимости производства могут применяться стальные коленчатые валы, полученные методом горячей штамповки, а наилучшими характеристиками обладают кованые стальные элементы. В автомобильных ДВС, в отличие устанавливаемых на мототехнике, используют неразборные коленвалы.
В автомобильных ДВС, в отличие устанавливаемых на мототехнике, используют неразборные коленвалы.
Основные компоненты коленвала
В коленчатом вале любого ДВС выделяют следующие основные компоненты:
Из чего состоит коленчатый вал
По типу опоры различают две разновидности коленвалов:
Датчик коленвала
Бензиновые и дизельные двигатели с электронной системой управления имеют датчик коленвала или датчик положения коленвала (ДПКВ). Он необходим для синхронизации систем зажигания и впрыска топлива. Рассогласованность в их работе, вызванная неисправностью ДПКВ, может привести к тому, что двигатель не заведется или заглохнет.
Он необходим для синхронизации систем зажигания и впрыска топлива. Рассогласованность в их работе, вызванная неисправностью ДПКВ, может привести к тому, что двигатель не заведется или заглохнет.
ДПКВ могут устанавливаться:
По принципу действия различают следующие виды ДПКВ:
ДПКВ, как и любое устройство, может выйти из строя. Причины этого следующие:
Как проявляется неисправность ДПКВ?

К счастью, ДПКВ не «умирает» скоропостижно, поэтому при появлении таких симптомов, как правило, есть возможность добраться до сервиса. Самостоятельно поменять ДПКВ на дороге у большинства современных автомобилей крайне сложно, поскольку их моторные отсеки плотно нафаршированы различным оборудованием.
Неисправности коленвала
Коленвал — вещь массивная и «железная», но и нагрузки он испытывает серьезные, а потому «колено» тоже может заболеть. Чем?
Задиры шатунных шеек
Главная причина — недостаточная смазка элемента, испытывающего сильные нагрузки. Что к этому привело — плохое качество масла, забитый масляный фильтр или конструктивный просчет, — дело второе. Задиры не позволяют коленвалу свободно вращаться в подшипниках (вкладышах), из-за чего возникает перегрев, чреватый деформацией коленвала. Если своевременно принять меры, можно ограничиться шлифовкой шатунных шеек и подбором более толстых ремонтных вкладышей.
Что к этому привело — плохое качество масла, забитый масляный фильтр или конструктивный просчет, — дело второе. Задиры не позволяют коленвалу свободно вращаться в подшипниках (вкладышах), из-за чего возникает перегрев, чреватый деформацией коленвала. Если своевременно принять меры, можно ограничиться шлифовкой шатунных шеек и подбором более толстых ремонтных вкладышей.
Коленвал — вещь массивная и «железная», но и нагрузки он испытывает серьезные
Срез шпонки коленвала
Шпонка — вставляющийся в пазы миниатюрный металлический клин, который в данном случае позволяет закрепить на носовой части коленвала звездочку / шкив привода газораспределительного механизма и вспомогательного оборудования. Некачественный металл становится причиной среза шпонки. Поврежденный паз в коленвале можно попытаться восстановить сваркой с последующей фрезеровкой.
Износ отверстий фланца коленвала
Этот дефект, вызванный усталостью металла, можно устранить, рассверлив отверстия под бóльший диаметр болтов.
Течь масла из-под сальников
Со временем сальники, установленные на задней и носовой части коленвала, изнашиваются и начинают пропускать масло, которое может попасть на сцепление и/или ремень ГРМ, что чревато отказом первого и обрывом второго. В таком случае дорогостоящий ремонт обеспечен.
Как продлить срок службы коленвала
Коленвал не та деталь двигателя, к которой можно легко добраться, а любая неисправность элемента может больно ударить по карману. Чтобы не нарваться на крупные неприятности, лучше выполнять элементарные меры профилактики:

Коленвал не та деталь двигателя, к которой можно легко добраться, а любая неисправность элемента может больно ударить по карману
Коленвал — где находится и для чего нужен
Двигатель – сложный агрегат, в котором нет незначительных деталей. Одна из таких его составляющих – коленвал. С одной стороны, это не сложное устройство, а простая деталь, с другой, коленчатый вал – одна из основных деталей двигателя.
Для чего нужен коленвал?
Любой автомобильный двигатель является поршневым. Принцип его работы прост: в цилиндр подается топливно-воздушная смесь, которая воспламеняется и увеличивается в объеме. Возникает избыточное давление, которое выталкивает поршень из цилиндра. Поршень при этом совершает поступательное движение, которое нужно преобразовать во вращательное, чтобы передать его в коробку передач, а дальше – на полуоси или карданный вал.
Возникает избыточное давление, которое выталкивает поршень из цилиндра. Поршень при этом совершает поступательное движение, которое нужно преобразовать во вращательное, чтобы передать его в коробку передач, а дальше – на полуоси или карданный вал.
Вот именно эту функцию и выполняет коленчатый вал – преобразовывает один тип механического движения в другой, а именно: поступательное во вращательное.
Материал, из которого изготавливаются коленчатые валы, это не простая сталь, поэтому и стоимость изделия так высока, по сравнению с ценой простой металлической болванки. Сталь, из которой изготавливается вал, легируется хромом, молибденом и другими металлами, что придает изделию особую прочность. Кроме того, немаловажен сам процесс изготовления, начиная от того, как расположены волокна заготовки, заканчивая методикой изготовления – прессованием или ковкой.
С тем, что делает вал, мы разобрались, но остался вопрос – где находится коленвал? Коленчатый вал расположен в нижней части двигателя, снизу он прикрыт картером, заполненным моторным маслом.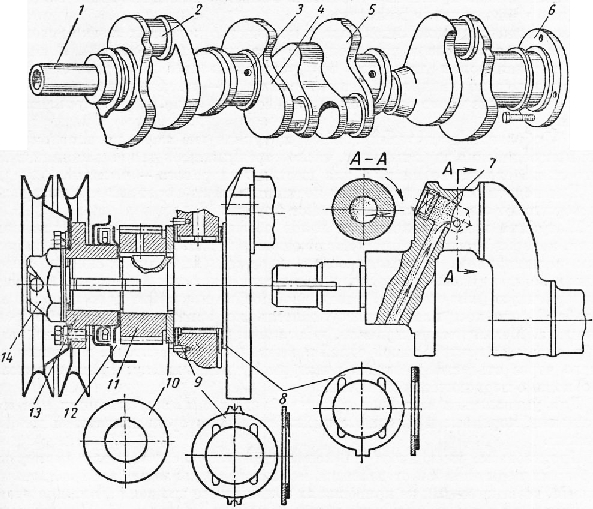 Вал закреплен в подшипниках, которые удерживают его и не дают смещаться, иногда для его усиления используются дополнительные упоры. Но есть исключение – в оппозитных двигателях коленчатый вал располагается выше, по центру ДВС.
Вал закреплен в подшипниках, которые удерживают его и не дают смещаться, иногда для его усиления используются дополнительные упоры. Но есть исключение – в оппозитных двигателях коленчатый вал располагается выше, по центру ДВС.
Что собой представляет и как работает коленчатый вал?
Поршня в двигателе перемещаются неравномерно – пока дни опускаются, другие поднимаются – это обеспечивает плавность хода, и равномерное распределение нагрузки по времени. Коленчатый вал сдерживает ход поршней после сгорания топлива и возвращает их в исходное положение для сжатия смеси. С одной стороны он связан с газораспределительным механизмом, с другой – передает вращательный момент в трансмиссию.
Коленчатый вал состоит из нескольких шеек:
- Основные находятся точно по центральной оси вала и в процессе вращения не смещаются.
- Между ними находятся шатунные шейки, которые смещены относительно оси под разными, строго определенными углами, и при вращении описывают круг.
 Именно они обеспечивают взаимодействие вала и поршня.
Именно они обеспечивают взаимодействие вала и поршня. - Между собой шейки соединены «щеками» – пластинами из толстого металла. Щеки кроме крепежной, выполняют антирезонансную функцию – во время вращения вал может войти в резонанс и разрушиться, но щеки не позволяют этому произойти.
Словами трудно описать внешний вид этой детали, если вы хотите точно представить коленвал, фото или схематическое изображение – наилучший вариант.
Принцип действия коленчатого вала:
- В момент, когда в камере воспламеняется воздушно-топливная смесь, поршень, а соответственно и связанная с ним шейка, находятся в крайнем нижнем положении.
- При воспламенении смеси поршень выталкивает шейку, которая смещается и тем самым проворачивает вал.
- В свою очередь, другая шейка, смещенная относительно описанной, под действием вращательного момента проворачивается и вдавливает сопряженный с ней поршень в цилиндр, сжимая топливно-воздушную смесь.
Дальше все продолжается аналогично. Это простой примет, не стоит забывать, что автомобильный двигатель – четырехтактный, поэтому в определенный момент поршень находится в одном из следующих положений:
Это простой примет, не стоит забывать, что автомобильный двигатель – четырехтактный, поэтому в определенный момент поршень находится в одном из следующих положений:
- Впуск смеси.
- Сжатие смеси.
- Рабочий ход поршня.
- Выпуск отработанных газов.
Поэтому каждая из шатунных шеек расположена под углом 90 градусов по сравнению с рядом стоящими.
Немного интересной информации о коленвалах
Кроме обычных серийных, существуют спортивные коленчатые валы. Они обеспечивают более быстрый ход поршня в крайней точке сжатия за счет особой формы шатунных шеек. Если у обычного вала они имеют круглую форму, то у спортивного они слегка вытянутые, за счет чего общие характеристики работы двигателя изменяются.
Среди автомобилистов бытует мнение, что маркировка коленвала может рассказать о его характеристиках. На самом деле это не так – маркировка это всего лишь каталожный номер производителя или оригинальный номер. Она ничего общего не имеет со свойствами изделия, а используется для простоты подбора запчасти.
По сути, коленчатый вал это простой кусок обработанного должным образом качественного металла или сплава. С точки зрения функциональности, это незаменимая деталь, которая испытывает огромные нагрузки, от работы которой зависит не только качество езды, но и ресурс двигателя и его деталей. По сути же, это просто передаточное звено, которое обеспечивает работу других узлов автомобиля – генератора, трансмиссии, полуосей, карданного вала и так далее.
Материалы коленвала
…
Материалы для коленчатых валов должны легко поддаваться формованию, механической обработке и термообработке, а также должны обладать достаточной прочностью, ударной вязкостью, твердостью и высокой усталостной прочностью. Коленчатый вал изготавливается из стали методом ковки или литья. Вкладыши коренных и шатунных подшипников изготовлены из баббита, сплава олова и свинца. Кованые коленчатые валы прочнее литых, но стоят дороже. Кованые коленчатые валы изготавливаются из стали SAE 1045 или аналогичной стали. Ковка позволяет получить очень плотный и прочный стержень с волокнами, идущими параллельно основному направлению напряжения. Коленчатые валы отлиты из стали, модульного чугуна или ковкого чугуна. Основным преимуществом процесса литья является то, что материал коленчатого вала и затраты на его обработку сокращаются, поскольку коленчатый вал может быть изготовлен близко к требуемой форме и размеру, включая противовесы. Литые коленчатые валы могут выдерживать нагрузки со всех направлений, поскольку структура зерна металла однородна и беспорядочна. Противовесы на литых коленчатых валах немного больше, чем противовесы на кованых коленчатых валах, потому что литой металл менее плотный и, следовательно, несколько легче.
Ковка позволяет получить очень плотный и прочный стержень с волокнами, идущими параллельно основному направлению напряжения. Коленчатые валы отлиты из стали, модульного чугуна или ковкого чугуна. Основным преимуществом процесса литья является то, что материал коленчатого вала и затраты на его обработку сокращаются, поскольку коленчатый вал может быть изготовлен близко к требуемой форме и размеру, включая противовесы. Литые коленчатые валы могут выдерживать нагрузки со всех направлений, поскольку структура зерна металла однородна и беспорядочна. Противовесы на литых коленчатых валах немного больше, чем противовесы на кованых коленчатых валах, потому что литой металл менее плотный и, следовательно, несколько легче.
Обычно автомобильные коленчатые валы в прошлом ковали, чтобы они обладали всеми желаемыми свойствами. Однако с развитием чугунов с шаровидным графитом и усовершенствованием методов литья литые коленчатые валы теперь предпочтительнее для умеренных нагрузок. Только для тяжелых условий эксплуатации предпочтительны кованые валы. Выбор материалов коленчатого вала и термическая обработка для различных применений заключаются в следующем.
Выбор материалов коленчатого вала и термическая обработка для различных применений заключаются в следующем.
(i) Марганцево-молибденовая сталь.
Это относительно дешевая поковочная сталь, которая используется для изготовления коленчатых валов бензиновых двигателей средней мощности. Этот сплав имеет состав 0,38% углерода, 1,5% марганца, 0,3% молибдена и остального железа. Сталь подвергают термообработке закалкой в масле с температуры 1123 К с последующим отпуском при 973 К, что дает поверхностную твердость около 250 чисел Бринелля. С такой твердостью поверхности вал подходит как для подшипников с оловянно-алюминиевым, так и свинцово-медным покрытием.
(ii) 1%-хромомолибденовая сталь.
Эта кованая сталь используется для изготовления коленчатых валов бензиновых и дизельных двигателей средней и большой мощности. Состав этого сплава: 0,4% углерода, 1,2% хрома, 0,3% молибдена и остальное железо. Сталь подвергается термообработке путем закалки в масле с температуры 1123 К и последующего отпуска при 953 К. Это дает поверхностную твердость около 280 чисел Бринелля. Для использования более твердых подшипников шейки могут быть закалены пламенем или индукционной поверхностной закалкой до числа Бринелля 480. Для очень тяжелых условий эксплуатации процесс азотирования может привести к получению поверхности с числом алмазной пирамиды 700 (DPN). Эти опорные поверхности подходят для всех подшипников с алюминиевым и бронзовым покрытием.
Это дает поверхностную твердость около 280 чисел Бринелля. Для использования более твердых подшипников шейки могут быть закалены пламенем или индукционной поверхностной закалкой до числа Бринелля 480. Для очень тяжелых условий эксплуатации процесс азотирования может привести к получению поверхности с числом алмазной пирамиды 700 (DPN). Эти опорные поверхности подходят для всех подшипников с алюминиевым и бронзовым покрытием.
(iii) 2,5%-никель-хром-молибденовая сталь.
Эта сталь предназначена для тяжелых дизельных двигателей. Состав этого сплава: 0,31% углерода, 2,5% никеля, 0,65% хрома, 0,55% молибдена и остальное железо. Сталь сначала подвергают термообработке путем закалки в масле с температуры 1003 К, а затем отпускают при подходящей температуре не выше 933 К. Это дает поверхностную твердость в районе 300 чисел Бринелля. Эта сталь несколько дороже марганцево-молибденовых и хромомолибденовых сталей, но обладает улучшенными механическими свойствами.
(iv) 3%-хромомолибден или 1,5%-хром-алюминий-модибден Сталь.

Эти кованые стали используются для коленчатых валов дизельных двигателей, подходящих для подшипников из твердых материалов с высокой усталостной прочностью. Легирующие составы включают 0,15% углерода, 3% хрома и 0,5% молибдена или 0,3% углерода, 1,5% хрома, 1,1% алюминия и 0,2% молибдена. Начальная термообработка обеих сталей – закалка в масле и отпуск при 1193 К и 883 К или 1163 К и 963 К соответственно для двух сталей. Валы закалены путем азотирования, так что азот поглощается их поверхностными слоями. При хорошем азотировании галтелей шейки усталостная прочность этих валов увеличивается не менее чем на 30 % по сравнению с валами с индукционной закалкой и поверхностной закалкой пламенем. Сталь с 3% хрома имеет относительно прочную поверхность и твердость от 800 до 900 DPN. С другой стороны, корпус из 1,5%-ной хромистой стали имеет тенденцию быть немного более хрупким, но имеет повышенную твердость порядка 1050-1100 DPN.
(v) Чугуны с шаровидным графитом.
Эти чугуны также известны как чугуны с шаровидным графитом или ковкие чугуны. Эти серые чугуны содержат от 3 до 4% углерода и от 1,8 до 2,8% кремния, а графитовые конкреции диспергированы в перлитной матрице вместо формирования искусственного графита. Для получения такой структуры в расплав добавляют около 0,02% остаточного церия или 0,05% остаточного ниагния или даже того и другого, благодаря чему удаляется сера и образуется множество мелких сфероидов в литом материале. Поверхностная твердость литого чугуна с шаровидным графитом больше, чем у стали аналогичной прочности, их твердость составляет от 250 до 300 и от 200 до 250 чисел Бринелля. Пламенная или индукционная закалка позволяет получить поверхность с числом Бринелля от 550 до 580, а также при необходимости может быть применена форма азотирования.
Эти серые чугуны содержат от 3 до 4% углерода и от 1,8 до 2,8% кремния, а графитовые конкреции диспергированы в перлитной матрице вместо формирования искусственного графита. Для получения такой структуры в расплав добавляют около 0,02% остаточного церия или 0,05% остаточного ниагния или даже того и другого, благодаря чему удаляется сера и образуется множество мелких сфероидов в литом материале. Поверхностная твердость литого чугуна с шаровидным графитом больше, чем у стали аналогичной прочности, их твердость составляет от 250 до 300 и от 200 до 250 чисел Бринелля. Пламенная или индукционная закалка позволяет получить поверхность с числом Бринелля от 550 до 580, а также при необходимости может быть применена форма азотирования.
Чугун с шаровидным графитом обладает преимуществами серого чугуна (то есть низкой температурой плавления, хорошей текучестью и литьем, отличной обрабатываемостью и износостойкостью), а также механическими свойствами стали (то есть относительно высокой прочностью, твердостью, прочность, обрабатываемость и способность к закалке). В настоящее время большое количество коленчатых валов как для бензиновых, так и для дизельных двигателей изготавливается из чугуна с шаровидным графитом, а не из более дорогой кованой дорогой кованой стали. Чтобы поддерживать несколько меньшую ударную вязкость и усталостную прочность этих чугунов, используются более крупные сечения и максимальное количество коренных шеек.
В настоящее время большое количество коленчатых валов как для бензиновых, так и для дизельных двигателей изготавливается из чугуна с шаровидным графитом, а не из более дорогой кованой дорогой кованой стали. Чтобы поддерживать несколько меньшую ударную вязкость и усталостную прочность этих чугунов, используются более крупные сечения и максимальное количество коренных шеек.
(a) Пламенная и индукционная поверхностная закалка.
Это методы поверхностного упрочнения стали с содержанием углерода от 0,3 до 0,5% без использования специальных составов или газов. Основной принцип заключается в быстром нагревании поверхности с последующим охлаждением водой. Поскольку он нагревается локально, а не нагревает всю массу, закалка значительно снижается и предотвращается деформация шейки.
Пламенная закалка проводится кислородно-ацетиленовым пламенем при температуре поверхностного слоя 993 и 1173 К. Температура поверхности зависит от эквивалента содержания углерода в различных легирующих элементах стали. За процессом нагрева следует операция закалки струей воды. Поскольку фактический период нагрева и охлаждения имеет решающее значение, он определяется заранее и в большинстве случаев контролируется автоматически.
За процессом нагрева следует операция закалки струей воды. Поскольку фактический период нагрева и охлаждения имеет решающее значение, он определяется заранее и в большинстве случаев контролируется автоматически.
Индукционная закалка осуществляется путем электрического нагрева поверхности, подлежащей закалке. В этом случае исключается опасность либо перегрева, либо ожога поверхности металла, как при закалке пламенем. Индукционная катушка окружает цапфу и пропускает высокочастотный ток. Это индуцирует циркулирующие вихревые токи на поверхности шейки, тем самым повышая ее температуру, и тепло в основном концентрируется на внешней поверхности шейки. При этом чем выше частота тока, тем ближе тепло к коже. Ток автоматически отключается при достижении необходимой температуры и одновременно происходит охлаждение поверхности струей воды, которая проходит через отверстия в индукционном блоке.
(b) Азотирование Процесс поверхностного упрочнения.
В этом процессе шейки нагреваются до 773 К в течение заданного времени в атмосфере газообразного аммиака, так что азот в газе поглощается поверхностным слоем.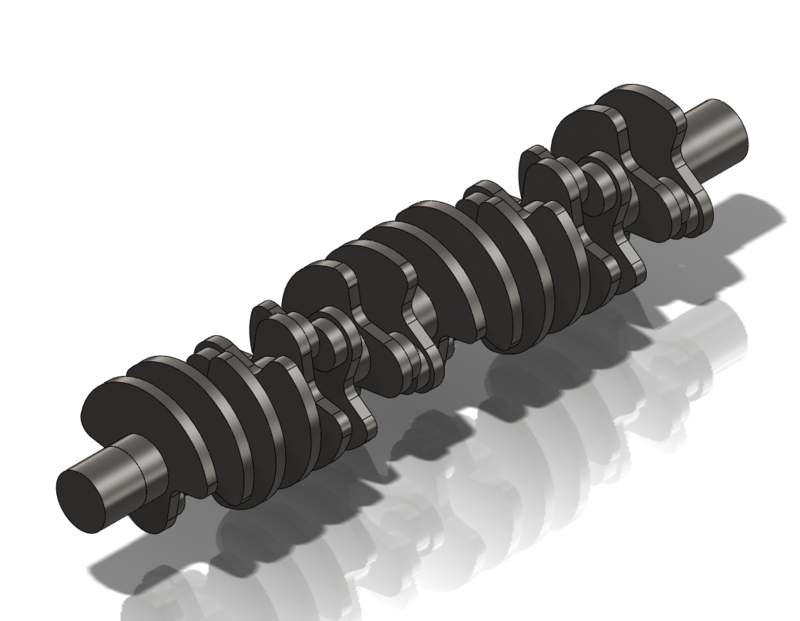 Легирующие элементы, такие как хром, алюминий и молибден, присутствующие в стали, из твердых нитридов. Нитриды алюминия образуют чрезвычайно твердый неглубокий корпус. Нитриды хрома диффундируют на большую глубину, чем нитриды алюминия. Молибден увеличивает прокаливаемость, обеспечивает измельчение зерна и улучшает ударную вязкость сердцевины.
Легирующие элементы, такие как хром, алюминий и молибден, присутствующие в стали, из твердых нитридов. Нитриды алюминия образуют чрезвычайно твердый неглубокий корпус. Нитриды хрома диффундируют на большую глубину, чем нитриды алюминия. Молибден увеличивает прокаливаемость, обеспечивает измельчение зерна и улучшает ударную вязкость сердцевины.
В этом процессе можно использовать непосредственно шейки, отшлифованные до их окончательного размера, поскольку после азотирования закалка не производится, что позволяет избежать деформации, в отличие от других процессов поверхностного упрочнения. Низкая скорость проникновения в поверхность увеличивает стоимость процесса, например, требуется 20 часов для изготовления корпуса толщиной около 0,2 мм.
(c) Процесс карбонитрации с поверхностным упрочнением.
Tufftride — наиболее известный процесс карбонитрации в солевых ваннах. Коленчатый вал погружают в ванну с расплавленными солями при температуре около 853 К на относительно короткое время цикла, составляющее два-три часа. При этом углерод и азот отделяются от солей и диффундируют на поверхность. Поскольку азот более растворим в железе, чем углерод, он глубже диффундирует в материал. На поверхности образуются твердые карбиды железа и прочные нитриды железа, что значительно увеличивает сопротивление износу, истиранию (отслаиванию поверхности), заеданию и коррозии.
При этом углерод и азот отделяются от солей и диффундируют на поверхность. Поскольку азот более растворим в железе, чем углерод, он глубже диффундирует в материал. На поверхности образуются твердые карбиды железа и прочные нитриды железа, что значительно увеличивает сопротивление износу, истиранию (отслаиванию поверхности), заеданию и коррозии.
В зависимости от используемой стали этот наружный слой имеет толщину от 6 до 16 дюймов и имеет твердость от 400 до 1200 DPN. Под этим внешним слоем избыточный азот переходит в твердый раствор с железом, благодаря чему он упрочняется. Эта внутренняя диффузионная зона образует барьер, препятствующий распространению трещин, ведущих к усталостному разрушению.
Эта обработка поверхностного упрочнения, также известная как мягкое азотирование МАХОВИКА, становится все более популярной как для сталей, так и для чугунов, и ожидается, что она заменит другие более дорогие процессы для компонентов с использованием простых углеродистых сталей, требующих поверхностной твердости и коррозионной стойкости. Этот процесс намного быстрее и дешевле и дает свойства, аналогичные азотированию, но глубина твердости обычно меньше, что может быть проблемой, если вал необходимо перешлифовать.
Этот процесс намного быстрее и дешевле и дает свойства, аналогичные азотированию, но глубина твердости обычно меньше, что может быть проблемой, если вал необходимо перешлифовать.
Литой и кованый коленчатый вал
Что такое коленчатый вал?
Коленчатый вал является основной вращающейся частью двигателя, устанавливается на шатун, может совершать (возвратно-поступательные) движения вверх и вниз при циркуляционном движении (вращении) шатуна. Является важной частью двигателя, и его материал изготовлен из углеродистой стали или чугуна с шаровидным графитом, есть две важные части коленчатого вала: коренная шейка, шатунная шейка (и другие). Коренная шейка установлена на блоке цилиндров, шатун соединен с большим отверстием, маленькое отверстие шейки шатуна соединено с поршнем цилиндра, это типичный кривошипно-ползунковый механизм. Смазка коленчатого вала в основном относится к смазке подшипника между коромысла и смазка двух неподвижных точек. Вращение коленчатого вала является источником энергии двигателя. Также является движущей силой всей механической системы.
Вращение коленчатого вала является источником энергии двигателя. Также является движущей силой всей механической системы.
Анализ причин поломки коленчатого вала
Разрушение коленчатого вала является серьезной ошибкой двигателя, и разрушение обычно происходит в местах соединения закругленных углов между шатунной шейкой, коренной шейкой и плечом кривошипа или в других участках с повышенной нагрузкой, таких как положение смазочного отверстия шейки.
Основные причины поломки коленчатого вала:
1. Индивидуальные пользователи из-за неправильного выбора моторного масла или не обращают внимания на очистку и замену, долгосрочное использование масла метаморфизма; Серьезная перегрузка, суперзависание, приводящее к длительной работе двигателя с перегрузкой и сбою записи плитки. Из-за горения плитки коленчатый вал двигателя подвергается серьезному износу. Пользователи могли выбрать ремонт поврежденного коленчатого вала для резервного применения и купить новый установленный. Некоторые пользователи больше думают о стоимости и времени, находят небольшой завод в местном районе для ремонта, серьезно занимаются наплавкой, обработкой, полной термообработкой и шлифовкой на участке серьезного износа коленчатого вала. Из-за методов ремонта и технологических проблем в соединительном закругленном углу шатунной шейки, коренной шейки и плеча кривошипа могут возникнуть изменения, вызывающие концентрацию локальных напряжений. Поскольку коленчатый вал изготовлен из стали 45# методом штамповки в закрытых штампах, наплавка также изменит металлографическую текстуру. Таким образом, два вышеуказанных фактора вызовут второй перелом коленчатого вала.
Некоторые пользователи больше думают о стоимости и времени, находят небольшой завод в местном районе для ремонта, серьезно занимаются наплавкой, обработкой, полной термообработкой и шлифовкой на участке серьезного износа коленчатого вала. Из-за методов ремонта и технологических проблем в соединительном закругленном углу шатунной шейки, коренной шейки и плеча кривошипа могут возникнуть изменения, вызывающие концентрацию локальных напряжений. Поскольку коленчатый вал изготовлен из стали 45# методом штамповки в закрытых штампах, наплавка также изменит металлографическую текстуру. Таким образом, два вышеуказанных фактора вызовут второй перелом коленчатого вала.
2.После ремонта двигателя перегрузка сверхвысокого зависания без прохождения периода обкатки и перегрузки в течение длительного времени сделает перегрузку коленчатого вала выше допустимого предела.
3. При ремонте коленчатого вала применяется наплавочная сварка, разрушающая динамическую балансировку коленчатого вала, а также калибровка балансировки, вызывающая большую вибрацию двигателя, приводящая к поломке коленчатого вала.
4. Из-за плохих дорожных условий серьезная перегрузка сверхвысокого зависания также вызывает выход из строя и разрушение коленчатого вала при крутильных вибрациях.
Литой коленчатый вал
Коленчатый вал является одним из ключевых компонентов автомобильного двигателя, хорошие или плохие характеристики напрямую влияют на срок службы автомобиля. Коленчатый вал работает под большой нагрузкой и постоянными переменными изгибающими и крутящими моментами, распространенными видами отказов являются усталостное разрушение при изгибе и износ шейки. Следовательно, требуется материал коленчатого вала с высокой жесткостью, усталостной прочностью и хорошей износостойкостью. С развитием технологии чугуна с шаровидным графитом его характеристики были улучшены, качественный и дешевый ковкий чугун стал одним из важных материалов для изготовления литых коленчатых валов.
С момента изобретения чугуна с шаровидным графитом в 1947 году, благодаря многолетним усилиям, прочность на растяжение увеличилась до 600 ~ 900 МПа, приблизившись или превысив уровень углеродистой стали. По сравнению с коваными стальными материалами коленчатый вал из чугуна с шаровидным графитом не только отличается простотой изготовления, простотой и низкой стоимостью, но также поглощает удары, устойчив к истиранию и не чувствителен к поверхностным трещинам.
По сравнению с коваными стальными материалами коленчатый вал из чугуна с шаровидным графитом не только отличается простотой изготовления, простотой и низкой стоимостью, но также поглощает удары, устойчив к истиранию и не чувствителен к поверхностным трещинам.
Для высококачественных материалов, таких как QT800, QT900 для литых коленчатых валов, многие производители литых коленчатых валов также провели множество исследовательских экспериментов, включая исследования легирования, это еще не все, часто необходимо сочетать размер коленчатого вала и использование песка с покрытием из железной формы, оболочки Процесс литья в форму, такой как наполнение таблетки, для достижения вместе, и процесс литья при производстве коленчатого и распределительного вала марки QT600, QT700 имеет большое количество применений и становится тенденцией развития.
Кованый коленчатый вал
Для кованого коленчатого вала, прутка в виде заготовки, выбор поверхности разъема должен учитывать удобство пресс-формы и принимать симметричное линейное разделение. Чтобы не образовывалась складка при формовании, производители штамповки должны добавить процесс прокатки перед изгибом; Точность поворота будет напрямую влиять на контроль движения кулачка, чтобы обеспечить качество формовки деталей, а также предварительную ковку перед завершением последовательности ковки. Из-за штамповки в закрытых штампах могут образовываться заусенцы, в итоге осуществляется обрезка. Для сборки требуется двухголовочный вал, поэтому кованый коленчатый вал будет подвергаться механической обработке после штамповки.
Чтобы не образовывалась складка при формовании, производители штамповки должны добавить процесс прокатки перед изгибом; Точность поворота будет напрямую влиять на контроль движения кулачка, чтобы обеспечить качество формовки деталей, а также предварительную ковку перед завершением последовательности ковки. Из-за штамповки в закрытых штампах могут образовываться заусенцы, в итоге осуществляется обрезка. Для сборки требуется двухголовочный вал, поэтому кованый коленчатый вал будет подвергаться механической обработке после штамповки.
Кованый коленчатый вал Примечания:
a.использовать меньше или совсем не нагревать заготовку для окисления, охлаждая кованые коленчатые валы в антиокислительной среде, чтобы предотвратить вторичное окисление.
b. Используйте составной штамп для коррекции обрезки, уменьшите деформацию обрезки кованых ключевых секций коленчатого вала.
c.строгий контроль температуры пресс-формы, твердости пресс-формы, условий смазки и т. д. Таким образом, чтобы продлить цикл износа пресс-формы.
Для получения дополнительной информации о кованых коленчатых валах следуйте руководству по проектированию кованых коленчатых валов…
Литой и кованый коленчатый вал
Литой коленчатый вал — это одноразовый процесс формовки, в то время как кованый коленчатый вал нужно штамповать много раз. Да и дальнейшие процессы термообработки тоже не те. Со стороны внутренней организации производительность кованого коленчатого вала более стабильна, чем у литого коленчатого вала. Литые коленчатые валы будут иметь ряд дефектов, таких как песчаные отверстия, ослабление, расслоение и т. д.; Напротив, внутреннее зерно кованого коленчатого вала однородно, что исключает дефекты сырья, дефекты ткани и так далее. Таким образом, самая большая разница между литым и кованым коленчатым валом заключается в том, что мы можем добиться лучшей внутренней структуры и уменьшить разрушение коленчатого вала.
Кованый коленчатый вал, изготовленный на нашем заводе
Мы являемся опытным производителем кованых коленчатых валов различных размеров.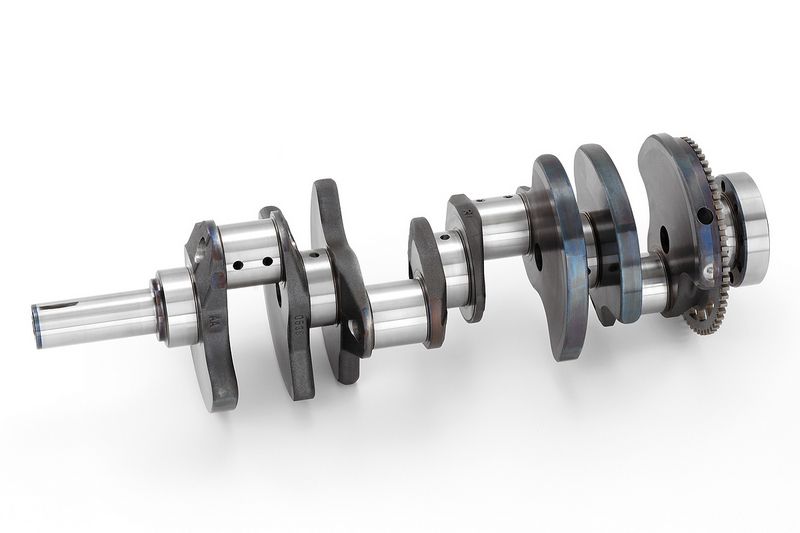 И мы можем изготовить кованый коленчатый вал на заказ из любых материалов (как выбрать материалы для кованого коленчатого вала), наша техническая команда также даст вам наши предложения, чтобы сделать ваши детали идеальными. Просто свяжитесь с нами, если вам нужны кованые коленчатые валы.
И мы можем изготовить кованый коленчатый вал на заказ из любых материалов (как выбрать материалы для кованого коленчатого вала), наша техническая команда также даст вам наши предложения, чтобы сделать ваши детали идеальными. Просто свяжитесь с нами, если вам нужны кованые коленчатые валы.
Материалы для коленвала | Термическая обработка коленчатого вала | Кованые коленчатые валы из материалов
Важный момент
Материалы коленчатого вала:
Стальные сплавы, обычно используемые в высокопрочных коленчатых валах, были выбраны с учетом того, что каждый разработчик считает наиболее желательным сочетанием свойств. Здесь обсуждается номинальный химический состав сплавов коленчатого вала. Сплавы среднеуглеродистой стали состоят в основном из элемента железа и содержат небольшое процентное содержание углерода от 0,25% до 0,45%, описывается как «от 25 до 45 баллов» углерода, несколько Комбинация легирующих элементов, смесь которых была тщательно разработана для получения определенных свойств в целевом сплаве, включая твердость, твердость поверхности и сердцевины, предел прочности при растяжении, предел текучести, предел выносливости, усталостную прочность, пластичность, ударопрочность, коррозионную стойкость, стойкость к возгоранию при отпуске.
В этих углеродистых сталях обычно используются легирующие элементы: марганец, хром, молибден, никель, кремний, кобальт, ванадий, иногда алюминий и титан. Каждый из этих элементов придает определенные свойства данному материалу. Содержание углерода является основным фактором, определяющим предел прочности и твердость, до которых такие сплавы могут быть подвергнуты термообработке.
| Химия сплавов для коленчатых валов | ||||||||
| Материалы | AMS | C | Mn | Cr | Ni | Mo | Si | V |
| 4340 | 6414 | 0.4 | 0.75 | 0.82 | 1.85 | 0.25 | ||
| EN-30B | 0. 3 3 | 0.55 | 1.2 | 4.15 | 0.3 | 0.22 | ||
| 4330-M | 6427 | 0.3 | 0.85 | 0.9 | 1.8 | 0.45 | 0.3 | 0.07 |
| 32-CrMoV-13 | 6481 | 0.34 | 0.55 | 3 | <0.30 | 0.9 | 0.25 | 0.28 |
| 300 – M | 6419 | 0.43 | 0.75 | 0.82 | 1.85 | 0.4 | 1.7 | 0.7 |
Key :-
- C = Carbon
- Mn = Manganese
- Cr = Chromium
- Ni = Никель
- MO = Molybdenum
- SI = Силикон
- V = ванадия
- AMS = Самолетные.
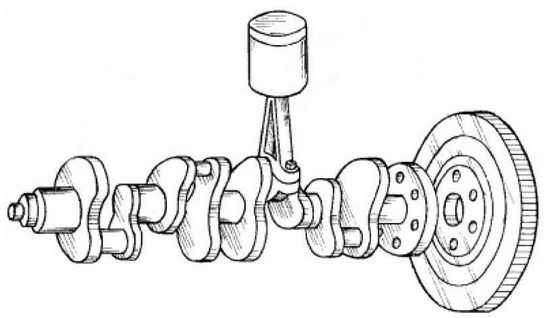 Спецификация
Спецификация - AMS = Самолетные. Спецификация
- AMS = Самолетные.0004 Читайте также: Что такое блок цилиндров? | Материалы блока цилиндров и гильзы | Конструкция блока цилиндров
Химия сплавов коленчатого вала
В дополнение к легирующим элементам высокопрочные стали тщательно очищаются для удаления как можно большего количества нежелательных примесей, таких как сера, фосфор, кальций и т. д. Определяет допустимую процентную долю легирующих элементов. Сталь самого высокого качества обычно указывается и заказывается по номеру AMS (спецификация аэрокосмических материалов). Эти стекла жестко ограничивают химию, и требуемой чистоты часто можно добиться только путем плавления в вакууме, а затем повторного плавления в вакууме для дальнейшего очищения металла. Типичными методами вакуумной обработки являются VIM и VaR.
Вакуумная индукционная плавка (VIM) представляет собой процесс производства сталей очень высокой чистоты путем плавления материала путем индукционного нагрева внутри камеры высокого вакуума.
 Вакуумно-дуговая переплавка (ВДП) — это процесс рафинирования, при котором сталь переплавляется внутри вакуумной камеры для уменьшения количества растворенных газов в металле. Нагрев происходит за счет электрической дуги между расходуемым электродом и слитком. Существуют и другие сверхвысокопрочные стали, не являющиеся углеродистыми.
Вакуумно-дуговая переплавка (ВДП) — это процесс рафинирования, при котором сталь переплавляется внутри вакуумной камеры для уменьшения количества растворенных газов в металле. Нагрев происходит за счет электрической дуги между расходуемым электродом и слитком. Существуют и другие сверхвысокопрочные стали, не являющиеся углеродистыми.Эти стали, известные как «сливающиеся» стали, рафинируются для удаления как можно большего количества углерода и содержат большое количество никеля (15%) в качестве побочного продукта их получающихся кристаллических структур. Развивать экстремальные прочностные и усталостные свойства. и выше) и кобальт (6% и выше). Эта сталь может достигать экстремальных уровней прочности и поддерживать отличные уровни сопротивления ударам.
Насколько я мог определить, мартенситностареющий сплав в настоящее время (2008 г.) не используется для гоночных коленчатых валов, но они использовались в некоторых экстремальных приложениях Conrads. В мире высокопроизводительных коленчатых валов никель-хром-молибденовый сплав SAE-4340 (AMS-6414) был фаворитом как для кованых изделий, так и для заготовок.
 Он используется из-за его очень высокой прочности и усталостных свойств в сочетании с хорошей пластичностью и ударопрочностью при высокой прочности. SAE-4340 имеет номинальную маркировку углерода 40 и часто описывается как «стандарт, с которым сравнивают другие сверхвысокопрочные сплавы».
Он используется из-за его очень высокой прочности и усталостных свойств в сочетании с хорошей пластичностью и ударопрочностью при высокой прочности. SAE-4340 имеет номинальную маркировку углерода 40 и часто описывается как «стандарт, с которым сравнивают другие сверхвысокопрочные сплавы».Имеются доказательства того, что более низкое содержание углерода обеспечивает лучшую ударопрочность (более низкую чувствительность к надрезам) в некоторых сплавах. Никель-хром-молибденовые сплавы с закалкой на воздухе EN-30B используются в некоторых высококачественных заготовках коленчатых валов как в коммерческих, так и в ВДП-формах. Эти сплавы содержат 30 баллов углерода и имеют содержание никеля более 4% (400 баллов). Он обладает хорошей ударопрочностью при высокой прочности и часто используется в оборудовании для бурения горных пород, а также в высоконагруженных зубчатых передачах и компонентах трансмиссии.
Дополнительным преимуществом является возможность закалки на воздухе для придания определенной жесткости сердцевине коленчатого вала, поскольку исключаются деформации и остаточные напряжения, возникающие в результате закалки в масле.
 Несколько производителей предлагают заготовки коленчатых валов из EN-30B.
Несколько производителей предлагают заготовки коленчатых валов из EN-30B.По крайней мере, один американский производитель коленчатых валов для тяжелых условий эксплуатации для Кубка NASCAR, Top Fuel, Pro-Stock, Early IRL и других мероприятий выбрал высокочистую низкоуглеродистую версию серии 43xx из никель-хром-молибденовой стали. является. Высококачественный вариант E-4330-M (AMS 6427). Эти материалы имеют номинальное содержание углерода 30 единиц и стали популярными для изготовления деталей для бурения нефтяных скважин и реактивных двигателей из-за их высокой твердости и ударопрочности при термообработке для повышения прочности.
Этот производитель использует незначительные изменения в химическом составе для различных применений, но не хочет обсуждать особенности этих изменений и то, как они влияют на желаемые свойства. Компания строго контролирует весь процесс, закупая конкретный химический состав у одного производителя высококачественной стали и выполняя ее термообработку, криогенную обработку, ионное азотирование и высокотехнологичный контроль.
 За процессом азотирования может следовать финишное шлифование с использованием ионного азотирования.
За процессом азотирования может следовать финишное шлифование с использованием ионного азотирования.Материал, который в настоящее время рассматривается как сверхпрочный сплав для коленчатого вала, представляет собой сталь французских производителей Aubert & Duval, известную как 32-CrMoV-13 или 32CDV13. Это сплав с глубоким азотированием, содержащий 300 точек хрома, разработанный в середине 90-х годов специально для аэрокосмических подшипников. Он доступен в трех классах. ГКХ – профессиональная чистота и химическая толерантность. GKH-W — это марка с высокой степенью чистоты (VAR) и строгой химической устойчивостью. GKH-YW — очень чистый сорт (VIM — VAR), и говорят, что он стоит в два раза дороже за фунт, чем сорт -W.
Согласно данным, предоставленным Aubert & Duvals, испытания на усталость марок -W и -YW с использованием образцов каждой марки, термообработанных до аналогичных значений конечной прочности на растяжение, постоянно показывают, что марка -YW является Достигаемой резкое улучшение (более 22%) усталостной прочности по сравнению с марками -W и, как утверждается, немного ниже предельного предела выносливости, что действительно удивительно.
 Мне сказали, что из-за экстремальных уровней нагрузки на коленчатый вал Формулы-1 большинство из них используют марки -YW, в то время как более низкие уровни натяжения кривошипа позволяют успешно использовать класс -W.
Мне сказали, что из-за экстремальных уровней нагрузки на коленчатый вал Формулы-1 большинство из них используют марки -YW, в то время как более низкие уровни натяжения кривошипа позволяют успешно использовать класс -W.Известный производитель (Chambon) разработал процесс, который позволяет производить более глубокий нитридный слой корпуса из этого сплава (глубиной около 1,0 мм по сравнению с более типичным слоем толщиной от 0,10 до 0,15 мм). Они заявляют, что этот глубокий корпус обеспечивает очень короткий резкий градиент твердости от >60 HRC поверхности до 40-45 HRC сердцевины, что улучшает усталостные и ударные свойства стали. В нем говорится, что его процесс с глубоким корпусом требует нескольких дней в печи для азотирования, но позволяет провести чистовую шлифовку после глубинного азотирования, используя очень сложный процесс для устранения искажений, возникающих во время азотирования.
Любое обсуждение высококлассных материалов для коленчатых валов было бы неполным без упоминания сверхвысокопрочного сплава, известного как 300M (AMS 6419).
 Этот сплав является модификацией оригинального химического состава 4340, к которому добавлено еще несколько единиц углерода (более высокая достижимая твердость и прочность), а также 170 единиц кремния и 7 единиц ванадия. Ванадий действует как измельчитель зерна, а кремний позволяет материалу иметь очень высокую прочность (285 ksi) и усталостные свойства, сохраняя при этом чрезвычайно хорошую ударопрочность и ударную вязкость.
Этот сплав является модификацией оригинального химического состава 4340, к которому добавлено еще несколько единиц углерода (более высокая достижимая твердость и прочность), а также 170 единиц кремния и 7 единиц ванадия. Ванадий действует как измельчитель зерна, а кремний позволяет материалу иметь очень высокую прочность (285 ksi) и усталостные свойства, сохраняя при этом чрезвычайно хорошую ударопрочность и ударную вязкость.Читайте также: Что такое гильза цилиндра? | Материал для гильзы цилиндра | Функция гильзы цилиндра | Типы гильзы цилиндра
Коленчатый вал Термическая обработка:
Типичный процесс термообработки для сплавов углеродистой стали сначала изменяет структуру грубо обработанной детали путем нагрева детали до полной температуры в печи, чтобы преобразовать ее в гранецентрированная кубическая кристаллическая структура аустенита («аустенитизация»). Деталь стабилизируется при температуре от 1550°F до 1650°F, в зависимости от конкретного материала.
 После этого деталь вынимают из нагревательной печи и быстро охлаждают («закаливают») для отвода тепла от деталей со скоростью, достаточной для превращения большого процента аустенитной композиции в мелкозернистый мартенсит.
После этого деталь вынимают из нагревательной печи и быстро охлаждают («закаливают») для отвода тепла от деталей со скоростью, достаточной для превращения большого процента аустенитной композиции в мелкозернистый мартенсит.Желаемой мартенситной кристаллической структурой стали после закалки является высокая прочность, высокая твердость, форма железоуглеродистых растворов. Скорость охлаждения, необходимая для достижения максимального изменения, зависит от твердости материала, которая определяется комбинацией легирующих элементов. Деформация и остаточное индуцированное напряжение являются двумя самыми большими проблемами, связанными с термической обработкой.
Методы менее жесткой закалки снижают остаточное напряжение и деформацию. Некоторые сплавы (например, ЭН-30Б и некоторые инструментальные стали) достигают полной твердости закалкой на воздухе. Другие сплавы с более низкой твердостью можно закаливать в ванне с расплавленной солью при температуре 400°F. Третьи требуют закалки на основе полимеров в масле, и, по крайней мере, твердые сплавы требуют закалки в воде.

Удар гашения водой часто бывает достаточно сильным, чтобы сломать деталь или вызвать серьезные остаточные напряжения и деформации. По мере уменьшения твердости материала твердость (а значит, и прочность) сильно варьируется от поверхности к сердцевине материала. Материалы с более высокой твердостью могут достигать более однородной твердости после закалки.
Как правило, твердость после ярости, приводящая к наилучшей пластичности и ударным свойствам, недостаточна для изнашиваемых поверхностей кривошипных магазинов. Кроме того, усталостная прочность материалов при такой твердости недостаточна для приемлемого срока службы. В настоящее время предпочтительным процессом, обеспечивающим резкое улучшение твердости поверхностей шеек и усталостной долговечности, является азотирование (не «нитрование» — нитраты представляют собой кислородсодержащие соединения азота).
Азотирование – это процесс диффузии элементарного азота на поверхность стали с образованием нитрида железа (FeNx).
 Результатом является более прочный и прочный корпус, а также остаточное поверхностное сжимающее напряжение. Деталь получает высокопрочную, высокотвердую поверхность с высокой износостойкостью и значительно улучшает усталостные характеристики благодаря как высокой прочности корпуса, так и остаточному сжимающему напряжению.
Результатом является более прочный и прочный корпус, а также остаточное поверхностное сжимающее напряжение. Деталь получает высокопрочную, высокотвердую поверхность с высокой износостойкостью и значительно улучшает усталостные характеристики благодаря как высокой прочности корпуса, так и остаточному сжимающему напряжению.Этот эффект достигается без необходимости закалки при температурах азотирования. Толщина гильзы обычно довольно тонкая (от 0,10 до 0,20 мм), хотя по крайней мере один производитель коленчатых валов разработал способ сделать толщину нитридного слоя до 1,0 мм. Существует три общих процесса азотирования: газовое азотирование (обычно аммиачное), азотирование в ванне с расплавленной солью (цианидные соли) и, точнее, плазменно-ионное азотирование.
Все три имеют примерно одинаковую температуру (925–1050 °F), которая, конечно же, становится конечной температурой деталей — эффективность азотирования зависит от химического состава стального сплава. Наилучший результат достигается, когда сплавы содержат один или несколько нитридообразующих элементов, включая хром, молибден и ванадий.

Читайте также: Что такое обработка коленчатого вала? | Обработка коленчатого вала | Способ обработки коленчатого вала | Детали обработки коленчатого вала
Кованые коленчатые валы из материалов:
Если один из них был изготовлен для ваших двигателей, чаще всего используется сталь 1038. Это в основном обычная старая чистая сталь с добавлением некоторого количества углерода для термообработки. Коленчатый вал из кованой стали, как правило, является хорошим выбором из-за его низкой стоимости и высокой мощности, особенно при покупке. Эти кованые коленчатые валы по-прежнему будут использоваться в более сложных условиях, чем литые коленчатые валы, но все же потребуют некоторой подготовки, прежде чем их можно будет использовать в двигателях.
Опять же, первое, что мы делаем, это убеждаемся, что не тратим время и деньги на треснувший коленчатый вал. Далее, мы снимаем концентратор напряжения с броска штанги и сверлим масляное отверстие крест-накрест.
 Другой вариант, особенно привлекательный для гонщиков на кольцевых трассах, — просверлить броски стержня параллельно оси кривошипа с помощью стержня или 7/8 отверстий.
Другой вариант, особенно привлекательный для гонщиков на кольцевых трассах, — просверлить броски стержня параллельно оси кривошипа с помощью стержня или 7/8 отверстий.Благодаря этому шейка шатуна полая и очень легкая, с минимальной потерей прочности, и ее можно сделать менее чем за 100 долларов. В конце концов, кованый коленчатый вал был расстрелян до того, как его удалось раскрутить. Это также снимает напряжение со стали и делает коленчатый вал более стабильным. Кованый коленчатый вал, спроектированный таким образом, выдержит любые условия гонок, кроме самых сложных. Гонщик может выбрать, какая степень коленчатого вала лучше всего подходит для его применения и бюджета.
В верхней части лестницы находятся коленчатые валы из кованой стали и заготовок. Это множество разных производителей и ценовых диапазонов. Так как же гонщик решает, куда ехать? Во-первых, я расскажу о наиболее распространенных доступных материалах. Есть 4130 и 4340 — эти цифры постоянно появляются в рекламе коленчатых валов, но знаем ли мы, что они означают? Я постараюсь дать быстрые объяснения.
 Последние два числа говорят нам, сколько сотых углерода содержится в материале. Углерод увеличивает твердость стали. У 4130 будет 30% углерода, у 4340 — 40% и так далее.
Последние два числа говорят нам, сколько сотых углерода содержится в материале. Углерод увеличивает твердость стали. У 4130 будет 30% углерода, у 4340 — 40% и так далее.И 4130, и 4340 начинаются с #4; это говорит нам о том, что сталь смешана с молибденом или молибденом. Это придает прочности стали. Больше молибдена означает более твердый коленчатый вал. 4130 содержит 20% молибдена, а 4340 — 25%. В дополнение к большему количеству углерода и молибдена, 4340 также легирован никелем; это отмечено второй цифрой в сплаве. Никель «3» обеспечивает глубокую и равномерную жесткость коленчатого вала.
Также прочтите: Что такое Bearing Crush? | Подшипник Крус | Проверка разрушения подшипника
Производители коленчатых валов
Ниже приведен список 10 компаний-производителей коленчатых валов .
- Корпорация Сумитомо.
- Бхарат Фордж Лимитед.
- Машиненфабрик Альфинг Кесслер Гмбх.
- Свяжитесь с Nvocc Ltda.

- Toyota Do Brasil Ltda.
- Lincoln Crankshaft & Machine Ltd.
- Hubei Zhenyu Goldsense Machinery.
- Тиссенкрупп Герлах Гмбх.
- Вентана Серра До Бразилия.
- Bifrangi Uk Ltd.
Процессы производства коленчатых валов:
#1. Двухплоскостная необработанная ковка коленчатого вала V8
Многие высокопроизводительные коленчатые валы изготавливаются методом ковки, при котором заготовка подходящего размера нагревается до подходящей температуры ковки, обычно в диапазоне 1950–2250 °F, и затем последовательно сжимаются и растягиваются до нужного размера. Или запрессовывается между парами, заготовка умирает под очень высоким давлением.
Эти наборы штампов имеют вогнутую негативную форму желаемой внешней формы. Для формирования сложных форм и/или чрезмерных деформаций часто требуется более одного набора штампов. Первоначально двухплоскостные кривошипы V8 были выкованы в одной плоскости, затем коренные шейки номер два и четыре были повторно нагреты и повернуты на 90 °, чтобы переместить шатунные шейки номер два и три в вертикальной плоскости.
 Более поздние разработки в технологии ковки позволили ковать прямые двухплоскостные «незакручивающиеся» кривошипы.
Более поздние разработки в технологии ковки позволили ковать прямые двухплоскостные «незакручивающиеся» кривошипы.#2. Обработка коленчатого вала заготовки
Предоставлено Bryant Racing:- Коленчатые валы верхней части спектра автоспорта изготавливаются из заготовок из высококачественных легированных сталей. Заготовки коленчатых валов полностью вытачиваются из круглого прутка («заготовки») из выбранного материала. Этот метод производства обеспечивает исключительную гибкость конструкции и позволяет быстро вносить изменения в конструкцию в поисках оптимальных рабочих характеристик.
В дополнение к полностью обработанным поверхностям процесс заготовки позволяет легко разместить противовес и стенку цапфы именно там, где это необходимо конструктору. Процесс включает в себя сложные операции механической обработки, особенно в отношении формирования противовеса и подрезки, нарезки-сверления основных и шатунных шеек, а также сверления каналов для смазки.

Наличие многоосевого, высокоскоростного, высокоточного обрабатывающего оборудования с ЧПУ сделало метод от заготовки к заготовке значительно рентабельным и обеспечило чрезвычайно точное изготовление в сочетании с точными методологиями проектирования 3D-CAD и FEA. Коленчатые валы часто не нуждаются в массаже последних для балансировки.
№3. Созданный радиальный кривошип двигателя
Существует старый аргумент, что кованые кривошипы лучше кривошипов из заготовок из-за предположительно гладкого потока зерна, который может быть достигнут в процессе ковки. Это может быть верно для некоторых компонентов, но в отношении коленчатого вала этот аргумент не работает из-за больших смещений в материале, которые необходимы для перемещения материала шатунной шейки и противовеса от центров кованых заготовок к внешнему краю детали. .
Полученная в результате структура зерна в типичных поковках кривошипа V8 демонстрирует свойства фрагментированного зерна, аналогичные свойствам обработанных заготовок.
 Многие производители коленчатых валов говорили мне, что невозможно пережить ковку из обычно используемого стального сплава SAE-4340 (AMS-6414) в одном из современных двигателей с чашками. Несколько лет назад компания Cosworth попыталась изготовить коленчатый вал Формулы-1, собрав вместе различные части, включая шейки, перемычки и противовесы.
Многие производители коленчатых валов говорили мне, что невозможно пережить ковку из обычно используемого стального сплава SAE-4340 (AMS-6414) в одном из современных двигателей с чашками. Несколько лет назад компания Cosworth попыталась изготовить коленчатый вал Формулы-1, собрав вместе различные части, включая шейки, перемычки и противовесы.Предполагаемое намерение состояло в том, чтобы иметь возможность лучше формировать и разрезать различные компоненты, тем самым уменьшая MMOI при достижении равной или лучшей жесткости. Хотя никто не пожелал подробно рассказать об этих усилиях, ходят слухи, что они были проведены один или два раза, а затем заброшены из-за высокой стоимости и сложности по сравнению с измеримыми преимуществами.
В некоторых случаях они являются преимуществом использования составного коленчатого вала. Из-за механизма «мастер-шток», необходимого для реализации радиально-поршневого двигателя, который приводил в движение большинство самолетов до конца 20-го века, конфигурация коленчатого вала с болтовым соединением использовалась почти исключительно.
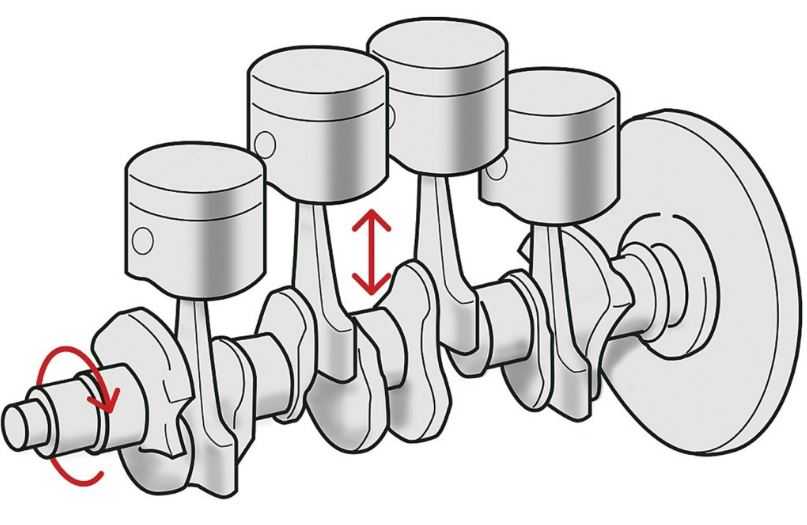 Свободные противовесы будут рассмотрены далее в этих статьях.
Свободные противовесы будут рассмотрены далее в этих статьях.Также прочтите: Батарея бесключевого дистанционного управления разряжена | Когда замена батареи брелока замена? | Как заменить батарею пульта без ключа
Часто задаваемые вопросы (FAQ)
Производители коленчатых валов
Компании-производители коленчатых валов приведены ниже.
- Корпорация Сумитомо.
- Бхарат Фордж Лимитед.
- Машиненфабрик Альфинг Кесслер Гмбх.
- Свяжитесь с Nvocc Ltda.
- Toyota Do Brasil Ltda.
- Lincoln Crankshaft & Machine Ltd.
- Hubei Zhenyu Goldsense Machinery.
- Тиссенкрупп Герлах Гмбх.
- Вентана Серра До Бразилия.
- Bifrangi Uk Ltd.
Коленчатый вал
Коленчатый вал является основой двигателя внутреннего сгорания. Коленчатый вал отвечает за правильную работу двигателя и преобразование прямолинейного движения во вращательное.
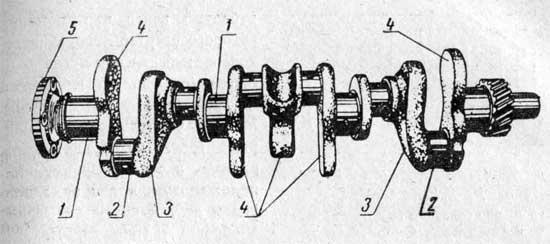 Коленчатые валы должны иметь очень высокую усталостную прочность и износостойкость для обеспечения длительного срока службы.
Коленчатые валы должны иметь очень высокую усталостную прочность и износостойкость для обеспечения длительного срока службы.Процессы изготовления коленчатых валов
В основном для изготовления коленчатых валов из металлов используются три процесса: ковка, литье и механическая обработка. Ковка — это не что иное, как придание металлу пластической деформации.
Типы, функции и примеры — StudiousGuy
Коленчатый вал — это механическая деталь, которая используется для преобразования возвратно-поступательного движения поршня во вращательное движение. Это вращательное движение далее достигает маховика и создает необходимый крутящий момент, необходимый для его работы. Он соединен с поршнем с помощью шатуна. Коленчатый вал является важной частью системы передачи мощности двигателя и в основном используется для привода различных частей машины, таких как распределительный вал, вентилятор радиатора и т. д. Коленчатый вал отвечает за передачу движения на распределительный вал, который в очередь управляет открытием и закрытием впускных и выпускных клапанов двигателя.
 Коленчатый механизм обычно состоит из кривошипа и шатунов, прикрепленных к шатунам. Коленчатый вал вращается с высокой скоростью; следовательно, на него действует центробежная сила. Кроме того, поршень и шатун оказывают значительное воздействие на его поверхность.
Коленчатый механизм обычно состоит из кривошипа и шатунов, прикрепленных к шатунам. Коленчатый вал вращается с высокой скоростью; следовательно, на него действует центробежная сила. Кроме того, поршень и шатун оказывают значительное воздействие на его поверхность.Указатель статей (щелкните, чтобы перейти)
Конструкция коленчатого валаКоленчатый вал обычно изготавливается из чугуна. Обычно процесс литья используется для изготовления рамы коленчатого вала. Коленчатый вал должен быть легким и обладать высокой прочностью на растяжение, поэтому некоторые коленчатые валы также изготавливаются методом штамповки стали. Для этого стальной блок нагревают до красна. Позже эту кованую сталь выдерживают под высоким давлением, чтобы придать ей желаемую форму. Коленчатые валы также подвергаются поверхностной закалке и термообработке для повышения прочности и снижения скорости износа. Наиболее предпочтительные процессы термической обработки включают азотирование, науглероживание, хромирование и т.
Детали коленчатого вала д. Азотированная сталь, хромованадиевая сталь, никелевая сталь, никель-хромовая сталь, никельхромованадиевая сталь или другая легированная сталь являются материалами, которые обычно предпочтительны для изготовления. коленчатый вал.
д. Азотированная сталь, хромованадиевая сталь, никелевая сталь, никель-хромовая сталь, никельхромованадиевая сталь или другая легированная сталь являются материалами, которые обычно предпочтительны для изготовления. коленчатый вал.Коленчатый вал состоит из восьми важных частей, как указано ниже:
1. Коренные шейки
Шейки — это часть коленчатого вала, которая удерживает его прикрепленным к блоку двигателя. Шейки коленчатого вала расположены по прямой, т. е. расположены линейно друг к другу.
2. Шатун
Шатуны или шатуны — это часть коленчатого вала, которая помогает шатуну оставаться прочно прикрепленным к коленчатому валу. Шатун имеет цилиндрическую форму. Основная цель шатунной шейки — передать вращающее усилие на больший конец шатуна с максимальной эффективностью.
3. Кривошип
Кривошип также известен как перемычка или перемычка кривошипа. Шестерня кривошипа является одной из наиболее важных частей коленчатого вала.
 Основная цель кривошипа или щеки кривошипа — соединить коленчатый вал с коренными шейками подшипников. Перемычка кривошипа расположена напротив шейки кривошипа.
Основная цель кривошипа или щеки кривошипа — соединить коленчатый вал с коренными шейками подшипников. Перемычка кривошипа расположена напротив шейки кривошипа.4. Груз кривошипа
Другое название веса кривошипа — балансировочный груз. Как следует из названия, он используется для балансировки коленчатого вала. Грузы кривошипа установлены на щеке кривошипа. Они имеют тенденцию прикладывать силу равной величины в противоположном направлении, чтобы нейтрализовать или уравновесить приложенную вращающую силу. Грузы кривошипа обычно улучшают стабильность системы, тем самым обеспечивая плавную работу системы при высоких оборотах в минуту (об/мин).
5. Масляный канал
Маслопровод коленчатого вала пропускает масло от коренных шеек к шатунным подшипникам для надлежащей смазки. Для смазки в шейке кривошипа просверлены отверстия. Когда шатунная шейка движется вверх, шатуны имеют тенденцию двигаться вниз, что позволяет маслу попасть между шейкой и подшипником.
6.
 Упорные шайбы
Упорные шайбыУпорные шайбы используются для предотвращения смещения коленчатого вала по длине. Они необходимы для сохранения зазора между двумя частями коленчатого вала и устанавливаются между шейкой и седлом коленчатого вала. Ранее в коленчатом механизме использовались упорные шайбы отдельно; однако в современных двигателях используются распределительные валы, в которых упорные шайбы встроены как часть основного подшипника.
7. Фланец крепления маховика
Коленчатый вал крепится к маховику с помощью фланцев. Диаметр коленчатого вала со стороны маховика больше, чем на другом конце, что позволяет легко устанавливать маховик на фланец.
8. Сальники
Масло, заливаемое в отверстия, просверленные в шейке кривошипа, разливается или вытекает из обоих концов картера. Чтобы предотвратить эту утечку с торцов, используются сальники. К переднему и заднему концам шатуна прикреплены два сальника, указанные ниже:
1. Передний сальник
Передний сальник устанавливается за шкивом и распределительным механизмом.
 Выход из строя передних масляных уплотнений является сравнительно менее разрушительным и его легко отследить.
Выход из строя передних масляных уплотнений является сравнительно менее разрушительным и его легко отследить.2. Задний сальник
Задний сальник устанавливается внутри коренных шеек и маховиков. Сальники удерживаются на месте с помощью крышки, плотно удерживаемой между коленчатым валом с помощью пружины, известной как стягивающая пружина. Разрушения, вызванные выходом из строя заднего сальника, труднодоступны и ремонтируемы.
Работа коленчатого валаПередний конец коленчатого вала прикреплен к шестерне, звездочке, шкиву и гасителю колебаний. Шестерня или звездочка используются для привода распределительного вала. Шкив, прикрепленный к поверхности коленчатого вала, отвечает за приведение в действие водяного насоса, вентилятора двигателя или генератора переменного тока. Назначение гасителя вибрации, соединенного с коленчатым валом, состоит в том, чтобы ослабить ненужный поворот кривошипа и подавить вибрации в двигателе. К заднему концу коленчатого вала крепится маховик и сальник.
Типы коленчатого вала Маховик помогает коленчатому валу постоянно вращаться с постоянной скоростью, а сальник предотвращает проливание и утечку масла. Чтобы избежать дальнейших вибраций в системе, коленчатый вал и маховик необходимо отбалансировать по отдельности. Это помогает улучшить и поддерживать исправность машины и снизить риск повреждения или отказа двигателя.
Маховик помогает коленчатому валу постоянно вращаться с постоянной скоростью, а сальник предотвращает проливание и утечку масла. Чтобы избежать дальнейших вибраций в системе, коленчатый вал и маховик необходимо отбалансировать по отдельности. Это помогает улучшить и поддерживать исправность машины и снизить риск повреждения или отказа двигателя.1. Цельный коленчатый вал
Как следует из самого названия, цельный коленчатый вал состоит из цельного куска материала. Эти типы коленчатых валов обычно используются в многоцилиндровых двигателях и совместимы с двигателями, работающими как на умеренных, так и на высоких оборотах. Конец шатуна цельного коленчатого вала состоит из двух частей. Цельные коленчатые валы способны выдерживать нагрузки при обжиге и цилиндрические напряжения, возникающие в основном из-за перекоса коренных подшипников или из-за осевых и крутильных колебаний.
2. Сборный коленчатый вал
В сборном коленчатом валу все компоненты коленчатого вала изготавливаются и изготавливаются отдельно с помощью нескольких отдельных частей материалов.
 Например, шейки кривошипа, шатунные шейки и шейки обрабатываются отдельно. Затем эти детали нагревают и искусственно соединяют вместе. Поскольку подогнанные детали имеют тенденцию остывать, они уменьшаются в размерах и образуют плотное сцепление друг с другом. Большой конец шатуна составного коленчатого вала выполнен из цельного куска элемента.
Например, шейки кривошипа, шатунные шейки и шейки обрабатываются отдельно. Затем эти детали нагревают и искусственно соединяют вместе. Поскольку подогнанные детали имеют тенденцию остывать, они уменьшаются в размерах и образуют плотное сцепление друг с другом. Большой конец шатуна составного коленчатого вала выполнен из цельного куска элемента.3. Полуфабрикаты коленчатых валов
В сборных коленчатых валах все части коленчатого вала не собираются вместе, вместо этого некоторые детали выкованы и сконструированы как единое целое. Например, шейка коленчатого вала и общие подшипники коленчатого вала выкованы, имеют форму и полностью собраны вместе. Эти типы коленчатых валов обычно используются в дизельных двигателях, используемых в качестве главного двигателя корабля.
4. Кованые коленчатые валы
Кованые коленчатые валы производятся с помощью процесса ковки. Здесь выковывается цельный кусок или блок металла, которому придается форма коленчатого вала.
 Сборка частей коленчатого вала с помощью таких процессов, как сварка, не требуется. Кованые распределительные валы обычно используются для двигателей, работающих на средних оборотах, таких как генератор. Для тяжелых и громоздких двигателей, таких как двухтактный двигатель, ковочный процесс изготовления коленчатых валов не является предпочтительным. Кованые коленчатые валы сравнительно прочнее литых коленчатых валов. Для повышения прочности кованых коленчатых валов используется процесс индукционной закалки.
Сборка частей коленчатого вала с помощью таких процессов, как сварка, не требуется. Кованые распределительные валы обычно используются для двигателей, работающих на средних оборотах, таких как генератор. Для тяжелых и громоздких двигателей, таких как двухтактный двигатель, ковочный процесс изготовления коленчатых валов не является предпочтительным. Кованые коленчатые валы сравнительно прочнее литых коленчатых валов. Для повышения прочности кованых коленчатых валов используется процесс индукционной закалки.5. Сварные коленчатые валы
В сварных коленчатых валах все части коленчатого вала, такие как щека кривошипа, шейки и т. д., изготавливаются отдельно, а затем свариваются вместе. Сварные коленчатые валы прочнее по сравнению с другими типами коленчатых валов, но стоимость производства довольно высока, поэтому эти типы коленчатых валов не являются предпочтительными для общего применения.
6. Литые коленчатые валы
Литые коленчатые валы изготавливаются литьем из ковкого чугуна. Литые коленчатые валы наиболее часто используются в дизельных и бензиновых двигателях, поскольку они просты в изготовлении и дешевле других типов коленчатых валов. Литой коленчатый вал часто подвергают термической обработке для повышения его прочности на растяжение и снижения скорости износа, тем самым увеличивая срок службы двигателя.
7. Заготовки коленчатых валов
Заготовки коленчатых валов изготовлены из легированной стали 4340, которая обычно состоит из никеля, хрома, алюминия и молибдена. Заготовочные коленчатые валы выгодны тем, что они имеют наименьшее время обработки и способны передавать максимальную мощность на нагрузку. Также такие типы коленчатых валов требуют минимальной балансировки.
Примеры коленчатого вала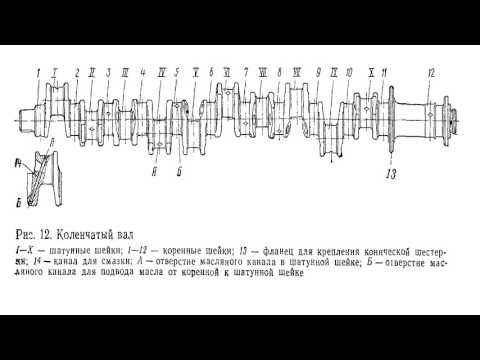
1. Дизельные двигатели
Коленчатый вал дизельного двигателя обычно изготавливается ковкой из легированной стали. Для этого сталь сначала нагревают до достаточно высокой температуры и формуют с помощью ковочного штампа. Дизельные двигатели обычно имеют более длинный ход, чем диаметр отверстия, поэтому коленчатые валы, используемые в дизельных двигателях, сравнительно больше. Коленчатые валы из заготовок также можно использовать для улучшения характеристик дизельного двигателя, поскольку они прочнее других типов коленчатых валов.
2. Электрические генераторы
Электрические генераторы — еще один пример машин, используемых в повседневной жизни, в которых используется коленчатый вал. Возвратно-поступательное движение поршней преобразуется во вращательное с помощью коленчатого вала. Вращательное движение также используется для привода маховика. Полученная мощность затем используется для перемещения генератора переменного тока по круговой траектории, что позволяет преобразовывать механическую энергию в электрическую.
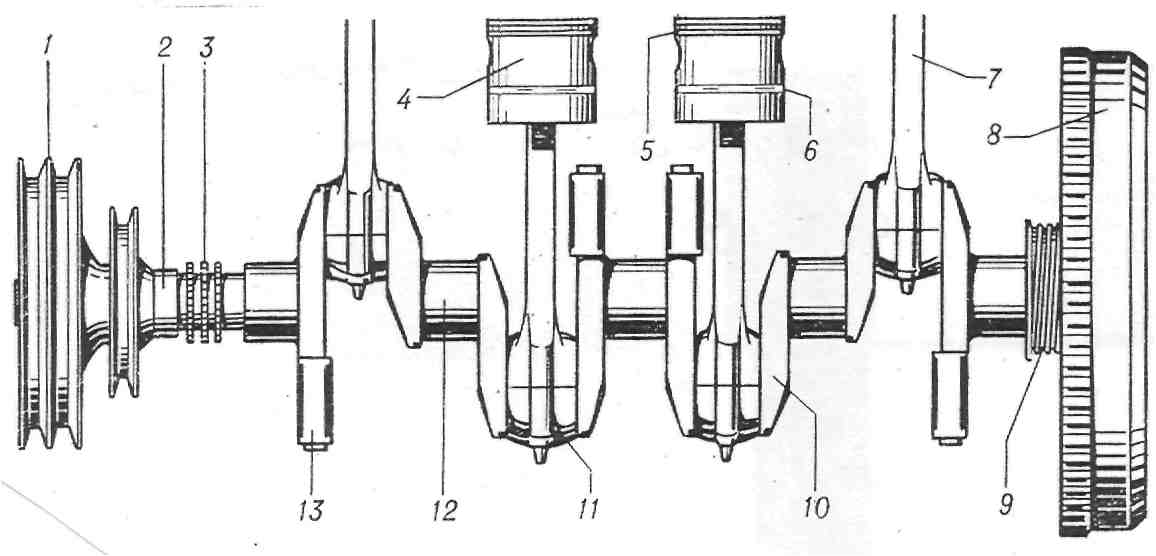 Генерируемая выходная энергия может храниться или использоваться для привода различных электроприборов.
Генерируемая выходная энергия может храниться или использоваться для привода различных электроприборов.3. Двигатели внутреннего сгорания
Коленчатый вал является основой работы двигателей внутреннего сгорания. Он установлен в блоке двигателя. Коленчатый вал соединен с поршнями при помощи шатунов. Основная цель коленчатого вала в двигателях внутреннего сгорания — преобразовать прямолинейное движение поршня во вращательное движение, тем самым обеспечивая прямую связь мощности с высокими динамическими нагрузками.
4. Ведущие распределительные валы
Одним из основных применений коленчатого вала является привод распределительного вала. Коленчатый вал используется для передачи энергии распределительному валу с помощью механизма цепной передачи или механизма ременной передачи. Механические части распределительного вала и коленчатого вала обычно используются в комбинации. Скорость системы, содержащей как распределительный вал, так и коленчатый вал, поддерживается таким образом, что распределительный вал вращается один раз за каждые два оборота коленчатого вала.
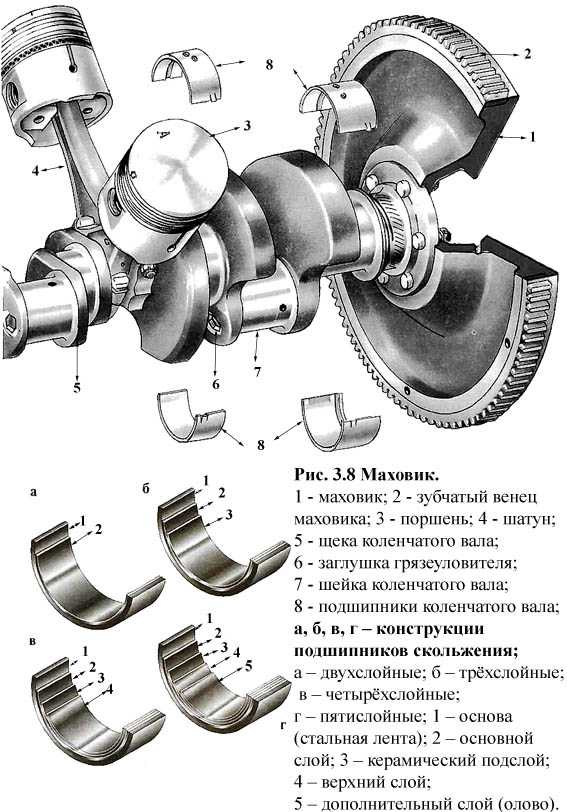
5. Передача мощности на части двигателя
Коленчатый вал в основном предназначен для передачи мощности на различные части системы двигателя, такие как синхронизация клапанов, компрессор кондиционера, топливный насос, водяной насос, генератор переменного тока и многие другие.
6. Мотоциклы
Коленчатый вал является важной частью двигателя мотоцикла. Он используется для обеспечения движущей силы, необходимой для перемещения различных частей двигателя, а также для контроля и минимизации вибраций двигателя. Коленчатый вал, используемый в мотоциклах, может быть литым или кованым. Для гоночных велосипедов коленчатый вал изготавливается из легких материалов, таких как алюминий, титан, сплав алюминия и стали и т. д. Материал, используемый для изготовления коленчатого вала мотоцикла, должен иметь плотную массу и должен превосходить по качеству уменьшить вибрации.
Коленчатые валы — кованые
Во всех аспектах двигателя прочность является очень важным фактором, определяющим срок службы и уровень производительности, которых он может достичь.
 В частности, одним из мест, где прочность является наиболее важным фактором, является коленчатый вал. Если мы остановимся, чтобы рассмотреть экстремальные силы, которые воздействуют на него с каждым оборотом двигателя, быстро становится очевидным, что работа, которую ему поручили, не является простым подвигом. Обеспечение того, чтобы у вас был лучший материал и дизайн для данного приложения, может быть разницей между получением результатов, к которым вы стремитесь, или столкновением с кучей горя.
В частности, одним из мест, где прочность является наиболее важным фактором, является коленчатый вал. Если мы остановимся, чтобы рассмотреть экстремальные силы, которые воздействуют на него с каждым оборотом двигателя, быстро становится очевидным, что работа, которую ему поручили, не является простым подвигом. Обеспечение того, чтобы у вас был лучший материал и дизайн для данного приложения, может быть разницей между получением результатов, к которым вы стремитесь, или столкновением с кучей горя.Нажмите здесь, чтобы узнать больше
Металлургия и процессы
Мы начнем обсуждение с изучения различных прочностных характеристик материалов, из которых изготавливаются кривошипы, а также различий в производственном процессе. Изготовление литого кривошипа включает заливку расплавленного металла в форму для получения сырой отливки. Отливка выходит из формы, очень напоминая свою окончательную форму, и поэтому не требует такой тщательной чистовой обработки по сравнению с ковкой.

Поковки изготавливаются путем помещения нагретого куска заготовки в многотонные прессы, которые затем сжимают ее до нужной формы с помощью ковочных штампов. Однако, в отличие от литья, ковка требует большего количества операций механической обработки и отделки, что в сочетании с затратами на материалы приводит к удорожанию изготовления детали.
Чугунные кривошипы достигают предела прочности при растяжении 70 000–80 000 фунтов на квадратный дюйм, а за счет добавления в железо дополнительного углерода мы получаем чугун с шаровидным графитом, предел прочности которого немного выше — около 95 000 фунтов на квадратный дюйм. Ряд производителей послепродажного обслуживания производят коленчатые валы из литой стали, которые имеют еще большее содержание углерода и рассчитаны на растяжение около 105 000–110 000, что делает их более надежными для более высокой производительности и ударного механизма. Большинство этих шатунов будут иметь рекомендуемый производителем потолок мощности около 450-500 л.
 с. или около того, хотя они были выдвинуты за эту отметку из-за использования в определенных местах соревнований, где правила требуют литых шатунов (об этом мы поговорим подробнее). потом).
с. или около того, хотя они были выдвинуты за эту отметку из-за использования в определенных местах соревнований, где правила требуют литых шатунов (об этом мы поговорим подробнее). потом).Поковки изготавливаются путем помещения нагретого куска заготовки в многотонные прессы, которые затем сжимают ее до нужной формы с помощью ковочных штампов. Именно сжимающее действие делает конечный продукт более прочным, чем отливка, за счет достижения более последовательной или однородной зернистой структуры (обычно называемой потоком зерен) материала.
Однако, в отличие от литья, ковка требует большего количества операций механической обработки и чистовой обработки, что в сочетании с затратами на материалы приводит к удорожанию изготовления детали. Кованые коленчатые валы производятся во многих различных диапазонах прочности в зависимости от материала. Заводские кованые кривошипы изготавливаются из таких сталей, как 1010, 1045 и 1053, которые имеют предел прочности при растяжении 100 000–110 000 фунтов на квадратный дюйм.
 Показатели прочности на растяжение аналогичны литой стали, но показатель удлинения более чем в три раза. Это делает поковку менее хрупкой.
Показатели прочности на растяжение аналогичны литой стали, но показатель удлинения более чем в три раза. Это делает поковку менее хрупкой.Стальные шатуны вторичного рынка изготавливаются из сплавов 5140, 4130, 4140 и 4340. Основной сорт стали для вторичного рынка — 5140 с пределом прочности при растяжении около 115 000 фунтов на квадратный дюйм. Этот материал может быть экономически выгодным для бюджетных сборок, но он используется не так часто из-за растущей доступности кривошипов из более прочного сплава, которые становятся все более доступными. К ним относятся поковки из стали 4130, 4140 и 4340, предел прочности при растяжении которых составляет приблизительно 120 000–125 000 фунтов на квадратный дюйм и до 140 000–145 000 фунтов на квадратный дюйм для 4340.
Основное различие между этими сплавами заключается в количестве хрома, углерода и молибдена, используемых в их композициях, с добавлением никеля к 4340. Еще одно изменение (буквально) поковок заключается в том, что кривошип изготавливается с помощью скрученного или нескрученного процесса.
 Поскольку кованые кривошипы прижимаются к штампу, для этого используются два разных метода. Самый простой способ — выковать по одному броску кривошипа за раз в плоском ковочном штампе. Затем рукоятка крутится, и штамп выковывает следующий бросок.
Поскольку кованые кривошипы прижимаются к штампу, для этого используются два разных метода. Самый простой способ — выковать по одному броску кривошипа за раз в плоском ковочном штампе. Затем рукоятка крутится, и штамп выковывает следующий бросок.Основная цель при выборе кривошипа должна основываться на требованиях вашего применения, которые необходимы для достижения максимально возможного срока службы.
При ковке без кручения все четыре броска куются одновременно, что исключает процедуру кручения, но для этого метода требуется более сложный штамп. Большинство производителей заявляют, что нескрученные поковки уменьшают внутренние напряжения коленчатого вала с помощью этого процесса, потому что меньше нарушается внутренняя зернистая структура материала. Существуют разные теории по этому поводу, но очень немногие производители высокопроизводительных шатунов используют процесс скручивания из-за имеющихся в наличии инструментов.
Теперь займемся кривошипами. Этот тип кривошипа изготавливается из цельного стержня из высокопрочного стального сплава, а не сжимается в форму с помощью прессов и штампов.
 Материалы, используемые для этих кривошипов, обычно 4330M, EN30B и 4330V. Прочность на растяжение находится в диапазоне 160 000–165 000 фунтов на квадратный дюйм. Учитывая все остальные факторы, единственным реальным недостатком заготовки является стоимость. Хотя они дороже, чем поковки, есть преимущества, которые можно получить, используя заготовку. Поскольку форма и все другие размеры подвергаются механической обработке, заготовки позволяют изготавливать кривошип с размерами шейки, конструкцией противовеса и длиной хода, которые могут быть недоступны в поковке.
Материалы, используемые для этих кривошипов, обычно 4330M, EN30B и 4330V. Прочность на растяжение находится в диапазоне 160 000–165 000 фунтов на квадратный дюйм. Учитывая все остальные факторы, единственным реальным недостатком заготовки является стоимость. Хотя они дороже, чем поковки, есть преимущества, которые можно получить, используя заготовку. Поскольку форма и все другие размеры подвергаются механической обработке, заготовки позволяют изготавливать кривошип с размерами шейки, конструкцией противовеса и длиной хода, которые могут быть недоступны в поковке.Нет никаких сомнений в том, что заготовка обладает прочностью, и они используются во многих областях, где важна усталостная долговечность кривошипа. Поскольку мы коснулись аспекта усталостной долговечности, мы будем использовать его как вход в тему пластичности.
Все кривошипы изгибаются под воздействием огромной нагрузки. Пластичность — это способность коленчатого вала изгибаться без образования трещин и возвращаться к своей нормальной форме без необратимых изменений.
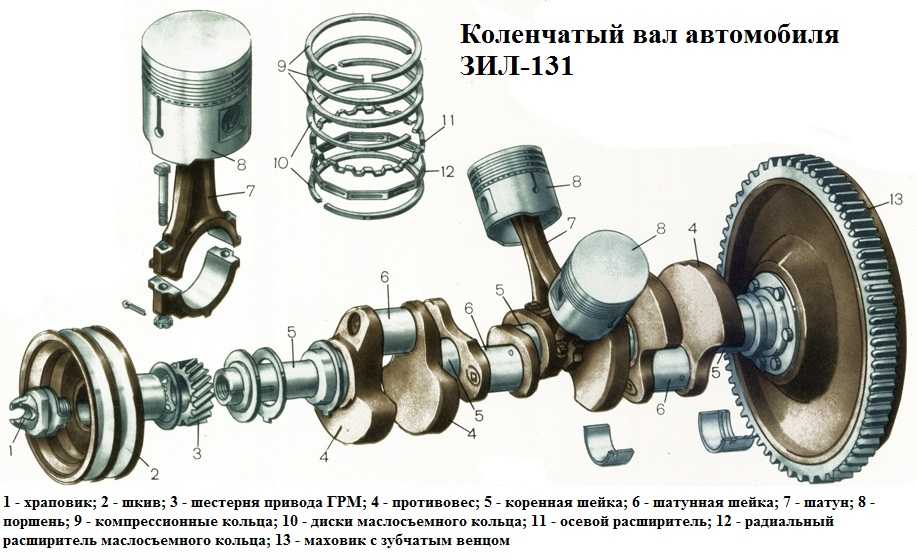 Давление сгорания, скорость поршня и общий вес компонентов, прикрепленных к кривошипу, работают на создание этих нагрузок. Если мы рассмотрим физическую работу двигателя с точки зрения коленчатого вала, мы увидим, что он перемещает компоненты от нуля до максимальных оборотов и обратно до нуля дважды за каждый оборот. Учтите при этом давление, добавленное от сгорания, и инерционные факторы скорости поршня (вес компонентов, умноженный на ускорение), и мы увидим, насколько важно иметь коленчатый вал, который обеспечивает наилучшее сочетание прочности и пластичности для данного применения. Это, однако, еще одна область, где в отрасли существуют разногласия по вопросу о прочности поковки/заготовки.
Давление сгорания, скорость поршня и общий вес компонентов, прикрепленных к кривошипу, работают на создание этих нагрузок. Если мы рассмотрим физическую работу двигателя с точки зрения коленчатого вала, мы увидим, что он перемещает компоненты от нуля до максимальных оборотов и обратно до нуля дважды за каждый оборот. Учтите при этом давление, добавленное от сгорания, и инерционные факторы скорости поршня (вес компонентов, умноженный на ускорение), и мы увидим, насколько важно иметь коленчатый вал, который обеспечивает наилучшее сочетание прочности и пластичности для данного применения. Это, однако, еще одна область, где в отрасли существуют разногласия по вопросу о прочности поковки/заготовки.Масло под давлением от коренных подшипников подается через каналы, просверленные в коленчатом валу, к шатунным шейкам для смазки шатунных подшипников.
Одни специалисты утверждают, что поковка будет прочнее заготовки, другие считают наоборот. Существуют различные аргументы в поддержку каждого направления мысли, но, на мой взгляд, заготовка обладает большей прочностью.
 Независимо от того, к какому лагерю вы относитесь, главная цель при выборе кривошипа должна основываться на требованиях вашего приложения, которые необходимы для достижения максимально возможного срока службы.
Независимо от того, к какому лагерю вы относитесь, главная цель при выборе кривошипа должна основываться на требованиях вашего приложения, которые необходимы для достижения максимально возможного срока службы.Конструкция коленчатого вала
Форма и расположение противовеса влияют на основные нагрузки на подшипники и балансировку кривошипа. Нагрузка на подшипник не требует пояснений, но балансировка является областью переменных. Производители коленчатых валов отлично справляются со своей работой, предлагая продукты, которые обычно можно довольно легко сбалансировать вокруг определенного целевого веса. Я использую слово «обычно» из-за огромного количества компонентов, из которых состоят вращающиеся узлы. Размер поршня, размеры колец, тип шатуна и конструкция шатунного вкладыша определяют грузоподъемность, до которой кривошип должен быть сбалансирован.
Материалы, из которых изготовлены эти детали, также различаются по весу: алюминиевый шток намного легче стального, заэвтектические и кованые поршни имеют разный вес, как и другие части, из которых состоит вращающийся узел.

В качестве примера давайте рассмотрим пару малоблочных двигателей Chevy, в которых будет использоваться коленчатый вал с ходом 3,480. Допустим, первый двигатель строится для автомобиля 305 sprint. Поршни имеют диаметр отверстия 3,796, комплект тонких колец, двутавровые шатуны и шатунные подшипники со скошенными кромками. В зависимости от марки, эта комбинация должна иметь вес около 159 бобов.От 0 до 1610. Второй двигатель представляет собой 377-кубовый шатун для улицы с поршнями диаметром 4,155 дюйма, более толстым пакетом колец, шатунами с двутавровой балкой и подшипниками со скошенными кромками. Опять же, в зависимости от используемых марок, эта комбинация должна иметь бобовит в диапазоне от 1760 до 1780. Оба двигателя будут использовать один и тот же номер детали на коленчатом валу, но с разницей в бобышках почти 200 граммов, мы можем видеть, что они для каждого требуется свой подход к балансировке.
Облегченный коленчатый вал Magnum.
Этот пример показывает, как в одном и том же коленчатом вале может быть просто снято некоторое количество материала с противовесов одного путем сверления, тогда как для другого двигателя может потребоваться добавление куска маллори для достижения правильного баланса.
 Еще одна область при работе с коваными кривошипами вторичного рынка — это больший гладкий радиус между шатунными шейками и противовесами, который используется для дополнительной прочности в этом месте. Для кривошипов с этой конструктивной особенностью потребуются шатунные подшипники со скошенными (или суженными) кромками, которые упоминались в примере балансировочных комбинаций.
Еще одна область при работе с коваными кривошипами вторичного рынка — это больший гладкий радиус между шатунными шейками и противовесами, который используется для дополнительной прочности в этом месте. Для кривошипов с этой конструктивной особенностью потребуются шатунные подшипники со скошенными (или суженными) кромками, которые упоминались в примере балансировочных комбинаций.Форма противовеса также влияет на сопротивление воздуха в масляном поддоне. В прошлые годы производители обрабатывали так называемую «кромку ножа» на передней кромке противовесов, но с тех пор перешли к более округлой или «бычьей» форме после того, как обнаружили, что острые углы будут отклонять масло, а не наоборот. чтобы он мог обтекать противовес.
Однако на задней кромке противовеса можно использовать более острую кромку, чтобы создать более аэродинамическую форму. Дополнительные противовесы, добавленные к центру коленчатого вала, также могут помочь в более мощных двигателях и двигателях для соревнований, уменьшая величину отклонения кривошипа на высоких оборотах и в приложениях с принудительной индукцией.
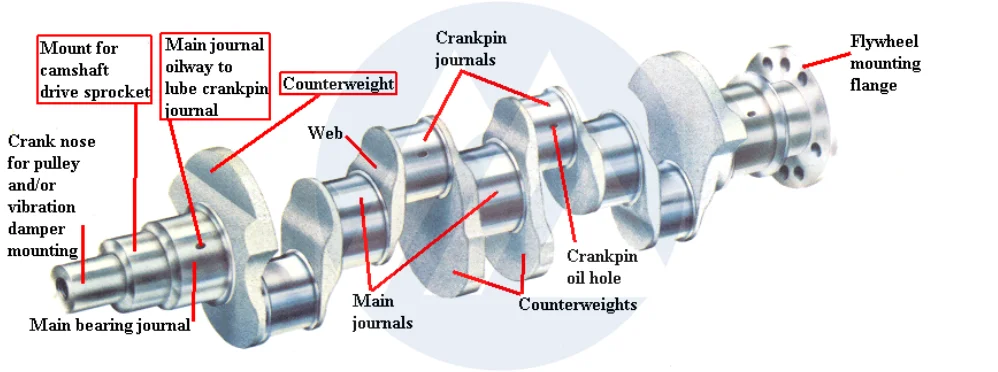 Хотя это также увеличивает общий вес кривошипа, стоит пойти на компромисс ради долговечности, потому что жесткость важнее веса.
Хотя это также увеличивает общий вес кривошипа, стоит пойти на компромисс ради долговечности, потому что жесткость важнее веса.Это пример перекрытия контактов.
Продолжая думать о долговечности, мы подходим к вопросу о перекрытии журналов. Это величина, на которую коренные и шатунные шейки кривошипа перекрывают друг друга. Чем больше нахлест присутствует в кривошипе, тем прочнее он будет. По мере увеличения длины хода шейки стержней отодвигаются дальше от главной оси, тем самым уменьшая перекрытие, а также часть прочности. Другой пример, который может уменьшить перекрытие, — это приложения, в которых используются коренные и шатунные шейки меньшего диаметра для снижения скорости подшипника и / или обеспечения дополнительного зазора за счет возможности использования шатуна меньшего размера.
Смазывание маслом и термическая обработка
Существует ряд обработок, которые могут быть выполнены для снятия напряжения, а также для повышения уровня прочности коленчатого вала.
 Они могут быть химическими, вибрационными, криогенными, нагретыми и т. д., но мы обсудим два наиболее широко используемых в настоящее время — индукционную закалку и азотирование.
Они могут быть химическими, вибрационными, криогенными, нагретыми и т. д., но мы обсудим два наиболее широко используемых в настоящее время — индукционную закалку и азотирование.Азотирование осуществляется путем нагрева кривошипа в печи с присутствием азота и других газов. Ионизированный азот наносится в вакууме на поверхность коленчатого вала, который проникает в металл во время этого контролируемого процесса нагрева и увеличивает твердость и усталостную долговечность кривошипа.
Дополнительные противовесы в центре коленчатого вала могут быть полезны для двигателей для соревнований с более высокой мощностью за счет уменьшения отклонения кривошипа.
Индукционная закалка выполняется путем быстрого нагрева кривошипа с помощью высокочастотного переменного магнитного поля, которое обеспечивает проникновение в поверхность, необходимое для укрепления кривошипа.
Завершим наше обсуждение смазыванием каналов кривошипа. Масло под давлением от коренных подшипников подается через каналы, просверленные в коленчатом валу, к шатунным шейкам для смазки шатунных подшипников.
 Это еще одна область, в которой с годами произошли изменения, поскольку двигатели постоянно модернизировались за счет технологических достижений и повышения уровня мощности.
Это еще одна область, в которой с годами произошли изменения, поскольку двигатели постоянно модернизировались за счет технологических достижений и повышения уровня мощности.Когда-то многие высокопроизводительные кривошипы были просверлены на всем протяжении основных мест, чтобы выровнять поток масла к подшипникам. Хотя это может быть приемлемым для двигателя, который будет работать на более низком уровне оборотов, отраслевой опыт доказал, что это имеет противоположный эффект на более высоких оборотах двигателя, фактически вытягивая масло из отверстий на шатунные шейки под действием центробежной силы.
Крышки коренных шатунов LS
Кривошипные шатуны для вторичного рынка теперь изготавливаются с масляными каналами, просверленными под определенным углом от коренных шеек к шатунным шейкам, чтобы обеспечить более равномерное смазывание и больше не использовать поперечное сверление в основных местах. Отверстия смазочных отверстий в каждой шейке также имеют большую фаску, что способствует повышению эффективности смазки и устранению любых острых краев.

Основное руководство по выбору коленчатого вала Chevy
Коленчатый вал является основой любой мыши или крысы.
Без хорошего, прочного коленчатого вала , ваш высокопроизводительный двигатель Chevy (или любой другой двигатель, если уж на то пошло) рискует получить катастрофическую травму. Независимо от того, строите ли вы небольшой или большой блок с нуля или вносите серьезные изменения в существующую мельницу, важно, чтобы коленчатый вал соответствовал вашим требованиям и ожиданиям по производительности. Именно поэтому мы обратились к экспертам в Summit Racing Технический отдел для подробностей о том, как выбрать правильный коленчатый вал Chevy. Подбор коленчатого вала к двигателю
Кубические дюймы Ход
(дюймы)Отверстие
(дюймы)302 3.  000
0004.000 327 3,250 4,000 346 3,620 3,900 350 3,480 4,000 364 3,620 4,000 377 3,480 4,155 383 3.800 4.000 383 3,750 4,030 396 3,760 4,096 402 3,760 4,125 427 3,760 4,250 454 4.000 4.250 502 4.000 4.466 540 4.250 4.500 632 4,750 4,600 В то время как стандартные конфигурации двигателей болтаются вместе с заводскими спецификациями, для комбинаций штока часто требуются специальные меры, чтобы гарантировать, что комбинация коленчатого вала и шатуна помещается в заданное пространство.
 Это может означать нестандартную длину штока, ход коленчатого вала и дополнительный зазор двигателя.
Это может означать нестандартную длину штока, ход коленчатого вала и дополнительный зазор двигателя.Это тема для отдельного поста.
А пока давайте сосредоточимся на поиске подходящего коленчатого вала для вашего двигателя Chevrolet в стандартной конфигурации.
Материалы коленчатого валаПервое, на что следует обратить внимание, это материал коленчатого вала и его отношение к вашему конкретному применению. Существует четыре основных типа материала, используемого для изготовления коленчатого вала: чугун с шаровидным графитом, литая сталь, кованая сталь и заготовка. Коленчатые валы
из литого и чугуна с шаровидным графитом обычно поставляются производителем оригинального оборудования. Большинство чугунных коленчатых валов имеют предел прочности при растяжении в диапазоне 65 000–80 000 фунтов на квадратный дюйм. Некоторые компании, в том числе Scat, будет смешиваться с графитом с его чугунными кривошипами для повышения сопротивления усталости.
 Коленчатые валы из чугуна с шаровидным графитом немного приподнимают планку, предлагая прочность на растяжение, близкую к диапазону 100 000 фунтов на квадратный дюйм.
Коленчатые валы из чугуна с шаровидным графитом немного приподнимают планку, предлагая прочность на растяжение, близкую к диапазону 100 000 фунтов на квадратный дюйм.Если у вас есть стандартные или слегка модифицированные дорожные шатуны, литые шатуны или шатуны из чугуна с шаровидным графитом являются доступным вариантом. По словам Карла Приттса, консультанта технического отдела Summit Racing, эти коленчатые валы обычно надежно рассчитаны на мощность от 300 до 400 лошадиных сил и могут выдерживать периодическое использование на трассе выходного дня.
Коленчатый вал из литой стали от Manley.
Коленчатые валы из литой стали — следующий шаг по сравнению с чугунными. Литая сталь начинает жизнь в виде жидкости, а затем перед охлаждением разливается в форму. Это относительно недорогой производственный процесс, но стальная конструкция делает эти коленчатые валы намного прочнее, чем оригинальные конструкции. По словам Приттса, коленчатые валы из литой стали идеально подходят для двигателей мощностью до 500 лошадиных сил.

«Литые коленчатые валы идеально подходят для уличного применения при работе с газовым насосом при хороших манерах вождения», — сказал Приттс.
Приттс говорит, что эти шатуны лучше всего использовать с двигателями объемом от 327 до 383 кубических дюймов со степенью сжатия от 8,5: 1 до 10: 1, мягким кулачком и, возможно, мягким усилителем мощности, таким как закись азота низкой мощности. Для более крупных кубических двигателей со сжатием от 11:1 до 14:1 и серьезными модернизациями — алюминиевыми головками с большими отверстиями, большим распределительным валом, большими коллекторами и даже дополнительным усилителем — он рекомендует использовать кованый коленчатый вал.
Коленчатый вал из кованой стали от Scat.
Коленчатые валы из кованой стали идеально подходят для модифицированных двигателей и большинства гоночных автомобилей. В процессе ковки отдельный кусок расплавленной стали сжимается и, по существу, сжимается до конечного состояния с помощью мощных прессов и штампов.
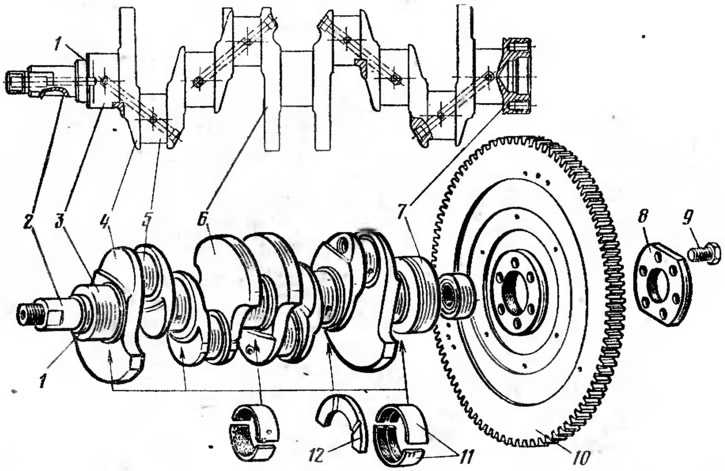 Этот производственный процесс, наряду с типом используемой стали, делает кованые коленчатые валы очень прочными при правильной установке.
Этот производственный процесс, наряду с типом используемой стали, делает кованые коленчатые валы очень прочными при правильной установке.Коленчатые валы обычно изготавливаются из одной из следующих высокопрочных сталей:
- 1053: углеродистая сталь с пределом прочности при растяжении около 110 000 фунтов на квадратный дюйм
- 5140: хромистая сталь с пределом прочности при растяжении около 115 000 фунтов на квадратный дюйм
- 4130/4140: хромомолибденовая сталь с пределом прочности при растяжении около 120 000–125 000 фунтов на квадратный дюйм
- 4340: хромомолибденовый никель с пределом прочности при растяжении около 140 000 фунтов на квадратный дюйм
Существует также два типа процессов ковки: скручивание и без скручивания. В более простом методе скручивания штампы располагаются в одной плоскости, но необработанную поковку необходимо скрутить, чтобы создать смещенные шейки коленчатого вала. Процесс ковки без кручения, который в настоящее время используется большинством производителей коленчатых валов вторичного рынка, использует более сложные штампы для одновременной ковки всех четырех коленчатых валов.
 Теоретически это вызывает меньшие внутренние напряжения в ковке, чем метод кручения.
Теоретически это вызывает меньшие внутренние напряжения в ковке, чем метод кручения.По словам Приттса, в зависимости от типа стали и производственного процесса кованые коленчатые валы могут надежно выдерживать от 600 до 1000 лошадиных сил.
На самом верху пищевой цепочки находятся стальные коленчатые валы. Эти кривошипы начинаются как сплошной стержень из высококачественной стали, а затем вырезаются и обрабатываются до окончательной формы коленчатого вала. Из-за процесса обработки многие считают их самыми прочными коленчатыми валами, и для них часто не устанавливаются ограничения номинальной мощности. Однако тот же самый процесс обработки также делает коленчатые валы из заготовок самыми дорогими. Обычно они используются в более дорогих гоночных автомобилях сверхвысокой мощности.
Внутренняя и внешняя балансировкаПо словам Приттса, одной из наиболее распространенных ошибок является неправильная балансировка коленчатого вала. Все коленчатые валы должны быть сбалансированы в соответствии с вашей комбинацией поршня и шатуна, и обычно производитель коленчатого вала указывает, как должен быть сбалансирован его продукт.
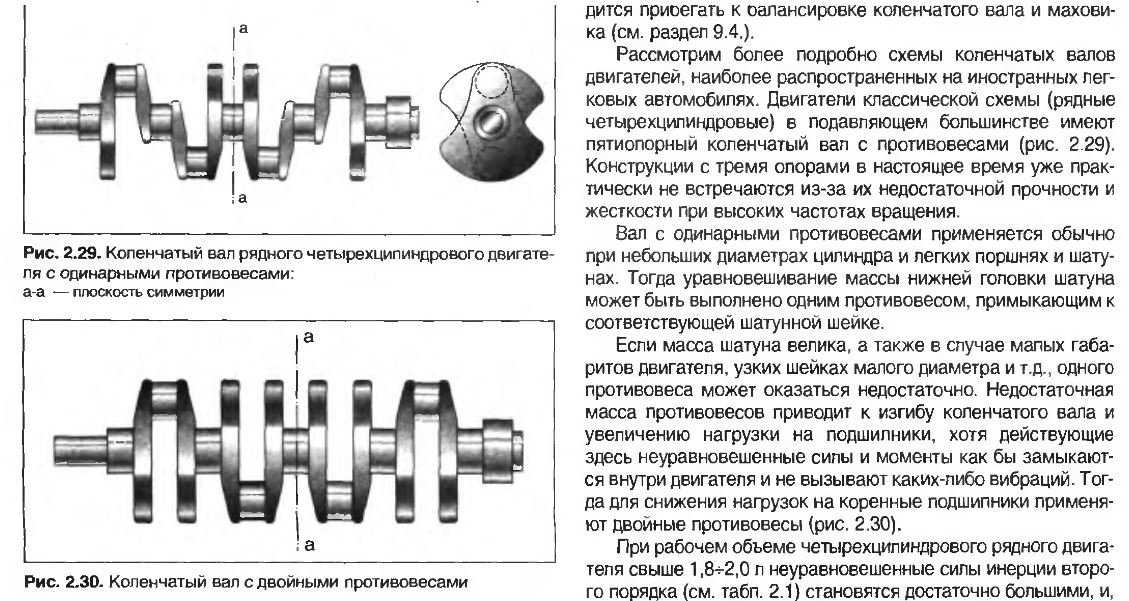
Коленчатые валы с внутренней балансировкой могут использовать только противовесы для балансировки коленчатого вала. Внешне сбалансированные кривошипы часто требуют надлежащей балансировки внешних элементов. Его можно добавить к гармоническому демпферу и/или маховику. Согласно Eagle Specialties, Двигатели Chevy 305 и 350 обычно имеют внутреннюю балансировку. Chevy 400 и 454 часто внешне сбалансированы.
Несмотря на это, вы всегда должны отправлять свой вращающийся узел в должным образом оборудованный механический цех для окончательной балансировки.
Прочие соображенияЗакругленная галтель журнала (изображение предоставлено darkside.ca).
Коленчатые валы могут быть изготовлены с использованием различных дополнительных технологий для повышения сопротивления усталости или уменьшения общей массы. Например, многие стальные коленчатые валы могут быть подвергнуты индукционной закалке, дробеструйной обработке или криогенной обработке для повышения прочности.
