Материаловедение: ЦАМ (ZAMAK)
Появление ZAMAK
Перспективный цинковый сплав появился в 30-х годах прошлого века — продукт разработала американская компания, и вскоре он стал использоваться повсеместно: от кнопок и пуговиц до велосипедных тормозов и автопромышленности. Замак, к слову, это тоже аббревиатура, где Z — цинк, A — алюминий, MA — магний, а K — медь (нем. Kupfer).
Набор характеристик
Внешне материал похож на алюминий, но может иметь более темный оттенок. Главная особенность — отменная прочность на сжатие и износостойкость. Хороший выбор для трущихся пар, защелок, ручек, замков и прочих мелких деталей, на которые приходится большая нагрузка. При этом материал легкий (вдвое легче латуни и в полтора раза — стали) и твердый — по этому показателю ЦАМ сопоставим со сталью. Также налицо антикоррозионные свойства сплава, что достигается благодаря специальным добавкам.
Очередным заметным фактором является простота литья и обработки.
● требует куда меньшей температуры плавления, чем сталь;
● точно повторяет форму мелких и сложных деталей;
● мало прилипает к стенкам формы, а значит, меньше нуждается в последующей обработке.
Кроме того, готовые изделия хорошо шлифуются. На выходе вы получаете точную подгонку без напильника, полное соблюдение геометрии по доступной цене.
Зачем в цинк добавляют другие металлы
Итак, какова роль мелких добавок, которые мы почти не замечаем на фоне цинка, но которые делают материал именно таким, каким он должен быть для применения в быту.
- Алюминий — выравнивает текстуру, делая ее мелкозернистой, улучшая жидкотекучесть, повышая прочность.
- Медь — тоже делает сплав прочнее, а также тверже, но при избыточном содержании (2-3%) могут падать антикоррозионные свойства, появляется эффект быстрого старения сплава (усталость) — уменьшается объем, падает прочность.

- Магний — противодействует коррозии, всего 0,05% сильно замедляют процесс старения сплава, поэтому деталь сохраняет свои механические свойства на протяжении многих лет.
ВАЖНО:
Потенциально вредные для здоровья человека примеси также имеют место. Но их содержание в качественном продукте ничтожно: 0,001% олова, 0,007% свинца и 0,003% кадмия. Если уровень таких включений больше нормы, то это также сказывается на прочностных характеристиках и стойкости в отношении коррозии, особенно межкристаллической.
Первичный и вторичный сплав — есть ли разница
Как и в любом другом случае, первичный Замак, то есть полученный путем плавления рудных материалов, ценится выше, чем результат переплавки лома. Связано это прежде всего с более точными пропорциями всех составляющих и отсутствием побочных примесей. Последние могут появляться при переработке старых изделий из ЦАМ, например, при переплавке корпусов карбюраторов. Риск несоответствия ГОСТу еще больше повышается при получении чушек от плавки автомобильных радиаторов: можно наблюдать повышение доли меди и алюминия, снижение части магния.
СОВЕТ:
Фурнитура из первичного сплава в среднем стоит в полтора-два раза больше, чем аналогичный товар из «вторички». Но если подходить к вопросу объективно, то как материал ручек первичный ЦАМ гораздо лучше, так как это сказывается на точности литья и стойкости внешнего покрытия.
Какие детали делают из материала ZAMAK помимо дверных и оконных ручек:
● кронштейны;
● элементы замков и доводчиков, включая корпуса;
● ключи.
Почему есть смысл выбрать изделия из ЦАМ
Цинк-алюминиевый сплав позволяет добиваться любой формы, отлично подходит для отливки тонкостенных корпусов, не нуждаясь в серьезной доработке готовых изделий. Поверхность получается изначально гладкой и однородной, без заусенцев и шагрени. Замак хорошо сочетается с гальваническим покрытием, что исключает появление коррозии. Показатель прочности равен характеристикам малоуглеродистой стали и в разы выше, чем у распространенных сплавов на основе алюминия. Помимо практичных свойств ЦАМ также предпочтителен в плане эстетичности, так как легко обрабатывается декоративными покрытиями, будь то бронза или золото.
Из какого металла сделан карбюратор
Из какого металла сделан карбюратор?
Существует три основных материала, из которых изготовлены карбюраторы: чугун, цинк и алюминий. Начиная с 30-х годов, чугун начал заменяться цинком, а в конце 50-х годов алюминий заменил много (но не весь) цинк.
В большинстве случаев чугун завершается черным оксидом, хотя его иногда окрашивают в черный цвет. Картер рекомендовал специальную черную карбюраторную краску при восстановлении карбюратора. Таким образом, в то время как углеводы, такие как W-1 Carter, изначально были обработаны черным оксидом, многие из них теперь — правильно — полуглянцевые черные.
Карбон Рочестера также использовал чугун в секции корпуса дроссельной заслонки. Эта часть всегда была оксидом черного, и рекомендации по изготовлению красок не проводились.
>Из какого материала изготовлены карбюраторы? Из какого металла сделан карбюратор
Карбюраторы цинковые — Справочник химика 21
Цинк является анодным по отношению к большинству обычно применяемых металлов и теоретически должен защищать их при соприкосновении.
Литье цинка, свинца, олова. Масштабы литья изделий из этих металлов обычно незначительны.
Испытания в водном слое смеси бензина с водой (условия работы карбюратора или бензобака) показали для прокатанного цинка с хроматной пленкой потерю веса всего только в 0,0027 г, а для прокатанного цинка без пленки при тех же размерах образцов и равных условиях — 0,2691 г. В течение многих лет хроматные пленки успешно применяются для защиты против коррозии поплавков для карбюраторов, отлитых из цинкового сплава под давлением, а также бензобаков, оцинкование которых осуществляется обычно горячим способом.
Увеличение концентрации кислорода в воде повышает скорость коррозии цинка Стабл. 2). При высоком содержании кислорода коррозия обычно протекает равномерно. Однако, когда концентрация кислорода падает ниже определенного предела и вода становится неравномерно насыщенной, между участками, богатыми кислородом, и участками, бедными кислородом, образуются гальванопары, в результате чего цинк подвергается действию точечной коррозии при этом скорость разъедания увеличивается и образуются объемистые продукты коррозии. На практике типичные случаи такой коррозии можно наблюдать на карбюраторах из цинковых сплавов в местах застоя воды под бензином или на сложенных в кипу цинковых или оцинкованных стальных листах при попадании в промежутки между ними влаги.
Корпус двухкамерного карбюратора с центральным расположением поршневого ускорительного насоса
Полезная модель относится к машиностроению, в частности, к корпусам карбюраторов двигателей внутреннего сгорания, изготавливаемых литьем под давлением. Полезная модель позволяет снизить брак при отливке корпусов и обеспечить более устойчивую работу двигателя при боковых кренах автомобиля. Корпус двухкамерного карбюратора с центральным расположением полости поршневого ускорительного насоса, размещенной между двумя вертикальными полостями главных воздушных трактов имеет сектор в центральной части перегородки, отделяющей поплавковую камеру от полостей главных воздушных трактов. Дуга сектора выступает вовнутрь поплавковой камеры и образована сопряжением внешних боковых стенок отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса, отверстия для установки клапана экономайзера и размещения направляющей штока экономайзера. Расстояние L1 между центрами эмульсионных колодцев находится в диапазоне 0,7LL1L, где L — расстояние между центрами полостей главных воздушных трактов. При использовании корпуса карбюратора в соответствии с полезной моделью, при литье корпусов выполненных в соответствии с настоящей полезной моделью, удалось снизить внутренний заводской брак при изготовлении корпусов карбюратора типа К126-К135 на 15%.
Полезная модель позволяет снизить брак при отливке корпусов и обеспечить более устойчивую работу двигателя при боковых кренах автомобиля. Корпус двухкамерного карбюратора с центральным расположением полости поршневого ускорительного насоса, размещенной между двумя вертикальными полостями главных воздушных трактов имеет сектор в центральной части перегородки, отделяющей поплавковую камеру от полостей главных воздушных трактов. Дуга сектора выступает вовнутрь поплавковой камеры и образована сопряжением внешних боковых стенок отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса, отверстия для установки клапана экономайзера и размещения направляющей штока экономайзера. Расстояние L1 между центрами эмульсионных колодцев находится в диапазоне 0,7LL1L, где L — расстояние между центрами полостей главных воздушных трактов. При использовании корпуса карбюратора в соответствии с полезной моделью, при литье корпусов выполненных в соответствии с настоящей полезной моделью, удалось снизить внутренний заводской брак при изготовлении корпусов карбюратора типа К126-К135 на 15%.
Полезная модель относится к машиностроению, в частности, к корпусам карбюраторов двигателей внутреннего сгорания, изготавливаемых литьем под давлением.
Корпус карбюратора является изделием сложной формы, имеющим стенки и перегородки существенно различной толщины. Корпуса карбюраторов изготавливаются из различных сплавов цветных металлов, например ЦАМ4-1 на основе цинка или АК12М2 на основе алюминия. При изготовлении корпусов карбюратора методом литья под давлением скорость кристаллизации тонких и массивных частей отливок различна, поэтому они имеют различное кристаллическое строение, что в свою очередь ведет к образованию газовоздушной и усадочной пористости, образованию раковин, приводящих к потере герметичности корпуса карбюратора.
Известен корпус поплавковой камеры двухкамерного карбюратора (Карбюраторы К-126, К-135, ГАЗ, ПАЗ. Принцип действия, устройство, регулировка, ремонт. Тихомиров А.Н., «КОЛЕСО», Москва, 64, 2002 г.), выполненный методом литья под давлением, имеющий две вертикальные полости главных воздушных трактов, с примыкающей общей поплавковой камерой, отделенной от них перегородкой.
Принцип действия, устройство, регулировка, ремонт. Тихомиров А.Н., «КОЛЕСО», Москва, 64, 2002 г.), выполненный методом литья под давлением, имеющий две вертикальные полости главных воздушных трактов, с примыкающей общей поплавковой камерой, отделенной от них перегородкой.
Компоновочное решение корпуса карбюратора предполагает размещение в перегородке карбюратора ускорительного насоса, включая рабочую полость насоса, отверстия для направляющей привода ускорительного насоса, отверстия для установки клапана экономайзера и размещения направляющей штока экономайзера. Кроме того, в перегородке, отделяющей полости главных воздушных трактов от поплавковой камеры, размещаются отверстия для двух эмульсионных колодцев. При такой компоновке в корпусе карбюратора образуется массивная толстая перегородка, отдельные части которой имеют существенно разную толщину, создавая в центре перегородки тепловой узел, что может приводить к образованию пор и раковин в перегородке, к потере герметичности и увеличению брака при литье корпусов карбюраторов. В ходе эксплуатации карбюраторов данных моделей были выявлены проблемы функционирования главных дозирующих систем при их расположении ближе к краям поплавковой камеры, связанные с нарушением топливоподачи при боковых кренах автомобиля, вызывающих сбои в работе двигателя.
В ходе эксплуатации карбюраторов данных моделей были выявлены проблемы функционирования главных дозирующих систем при их расположении ближе к краям поплавковой камеры, связанные с нарушением топливоподачи при боковых кренах автомобиля, вызывающих сбои в работе двигателя.
Задача, решаемая предлагаемой полезной моделью, заключается в создании корпуса для двухкамерных карбюраторов с центральным расположением поршневого ускорительного насоса лишенного вышеуказанных недостатков, а именно снижении брака при отливке корпусов и обеспечении непрерывной работы двигателя при больших боковых кренах автомобиля.
Указанный технический результат достигается тем, что корпус двухкамерного карбюратора выполнен с центральным расположением полости поршневого ускорительного насоса, размещенной между двумя вертикальными полостями главных воздушных трактов, и примыкающей к ним со стороны ускорительного насоса поплавковой камерой преимущественно прямоугольной формы. В перегородке, отделяющей полости главных воздушных трактов от поплавковой камеры расположены отверстия для двух эмульсионных колодцев, отверстие для направляющей привода ускорительного насоса, сообщающееся с поплавковой камерой отверстие, предназначенное для установки клапана экономайзера и размещения направляющей штока экономайзера. В соответствии с полезной моделью в центральной части перегородки, отделяющей поплавковую камеру от полостей главных воздушных трактов, имеется сектор, дуга которого выступает вовнутрь поплавковой камеры и образована сопряжением внешних боковых стенок отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса, отверстия предназначенного для установки клапана экономайзера и размещения направляющей штока экономайзера. Расстояние L1 между центрами эмульсионных колодцев находится в диапазоне:
В соответствии с полезной моделью в центральной части перегородки, отделяющей поплавковую камеру от полостей главных воздушных трактов, имеется сектор, дуга которого выступает вовнутрь поплавковой камеры и образована сопряжением внешних боковых стенок отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса, отверстия предназначенного для установки клапана экономайзера и размещения направляющей штока экономайзера. Расстояние L1 между центрами эмульсионных колодцев находится в диапазоне:
0,7LL1L, где
L — расстояние между центрами полостей главных воздушных трактов;
L1 — расстояние между центрами эмульсионных колодцев. Предпочтительно в выступающей во внутрь поплавковой камеры боковой части стенки отверстия, предназначенного для установки клапана экономайзера и размещения направляющей штока экономайзера выполнять продольный прямоугольный вырез обеспечивающий попадание топлива из поплавковой камеры в отверстие клапана экономайзера. Такая форма выреза проста для литья, при этом дополнительно снижается толщина перегородки.
Кроме того, перегородка, отделяющая поплавковую камеру от полостей главных воздушных трактов, может иметь по меньшей мере, одно отверстие, примыкающее к сектору и сопряженное с боковой стенкой отверстия эмульсионного колодца. Такое конструктивное решение позволяет выполнять в карбюраторе дополнительные системы, например канал эконостата, без изменения компоновки карбюратора и существенного увеличения толщины перегородки, влияющей на выход годных корпусов.
Благодаря равномерному распределению отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса и отверстия для установки клапана экономайзера с направляющей поверхностью для его привода по сектору вокруг рабочей полости ускорительного насоса, снижается разница между толщинами отдельных частей перегородки, что обеспечивает более равномерное распределение массы сплава по всему объему сектора перегородки и уменьшает вероятность образования пор и раковин.
Форма исполнения дуги сектора, в виде сопряжения стенок вышеуказанных отверстий, выступающих во внутрь поплавковой камеры, позволят уменьшить массу выступающего во внутрь поплавковой камеры сектора перегородки. Кроме того, за счет использования сектора, уменьшается масса приливов по углам поплавковой камеры, где происходит сопряжение перегородки с корпусом.
Кроме того, за счет использования сектора, уменьшается масса приливов по углам поплавковой камеры, где происходит сопряжение перегородки с корпусом.
Расстояние L1 между центрами эмульсионных колодцев, выбранное в соответствии с вышеуказанным диапазоном, обеспечивает оптимальное выполнение поставленной задачи. Расположение центров эмульсионных колодцев на расстояниях L1 меньших, чем расстояние L между центрами полостей главных воздушных трактов, позволяет уменьшить длину дуги сектора и соответственно площадь сектора, массу и толщину перегородки в центре карбюратора, что позволяет существенно уменьшить размер теплового узла и снизить процент брака от образования пор и раковин. Расстояние L 1 между центрами эмульсионных колодцев не может быть меньше величины указанной в диапазоне, так как в этом случае толщина стенок отверстий, образующих дугу сектора, в местах с их сопряжении между собой, станет настолько малой, что это приведет к увеличению брака и снижению выхода годных корпусов за счет образования неслитин и утяжин.
Размещение отверстий эмульсионных колодцев в секторе перегородки корпуса, ближе к центру корпуса карбюратора, обеспечивает более устойчивую работу двигателя при больших боковых наклонах автомобиля, так как при таком расположении снижается относительная величина изменения уровня топлива в эмульсионном колодце, в зависимости от угла бокового наклона двигателя, с установленным на нем карбюратором, ось N которого ориентирована в направлении движения автомобиля, что ведет к прекращению поступления топлива в двигатель.
На фиг.1 изображен вид сверху корпуса карбюратора типа К 135.
На фиг.2. изображен аксонометрический вид разреза А-А корпуса карбюратора типа 135.
На фиг.3 изображен вид сверху корпуса карбюратора типа К126 со вспомогательными отверстиями.
В примере 1 представлена конструкция корпуса карбюратора типа К135 (фиг1.). Корпус 1 поплавковой камеры двухкамерного карбюратора имеет полость 2 для размещения поршня (не показан) ускорительного насоса, расположенную в центре корпуса 1 на оси симметрии N, между полостями 3 главных воздушных трактов (см. фиг.1). Корпус 1 имеет поплавковую камеру 4 преимущественно прямоугольной формы, отделенную перегородкой 5 от полостей 3 главных воздушных трактов. Со стороны поплавковой камеры 4 вокруг полости ускорительного насоса 2 расположены отверстия для двух эмульсионных колодцев 6, отверстие 7 для направляющей (не показана) привода ускорительного насоса, отверстие 8, предназначенное для установки клапана экономайзера (не показан) и размещения направляющей штока привода экономайзера. Перегородка 5 имеет сектор «С», в который сблокированы отверстия 6, 7, 8 с центром, лежащим на оси корпуса N, дуга которого выступает вовнутрь поплавковой камеры 4. Отверстие 8 для установки клапана экономайзера и размещения направляющей штока экономайзера имеет продольный прямоугольный вырез в боковой поверхности с помощью которого топливо поступает из поплавковой камеры в клапан экономайзера (фиг.2). Центры эмульсионных колодцев 6, расположены на концах дуги сектора «С», симметрично относительно оси корпуса N. Расстояние L1 между центрами эмульсионных колодцев 6 меньше расстояния L между центрами главных воздушных трактов 3 на 17%.
фиг.1). Корпус 1 имеет поплавковую камеру 4 преимущественно прямоугольной формы, отделенную перегородкой 5 от полостей 3 главных воздушных трактов. Со стороны поплавковой камеры 4 вокруг полости ускорительного насоса 2 расположены отверстия для двух эмульсионных колодцев 6, отверстие 7 для направляющей (не показана) привода ускорительного насоса, отверстие 8, предназначенное для установки клапана экономайзера (не показан) и размещения направляющей штока привода экономайзера. Перегородка 5 имеет сектор «С», в который сблокированы отверстия 6, 7, 8 с центром, лежащим на оси корпуса N, дуга которого выступает вовнутрь поплавковой камеры 4. Отверстие 8 для установки клапана экономайзера и размещения направляющей штока экономайзера имеет продольный прямоугольный вырез в боковой поверхности с помощью которого топливо поступает из поплавковой камеры в клапан экономайзера (фиг.2). Центры эмульсионных колодцев 6, расположены на концах дуги сектора «С», симметрично относительно оси корпуса N. Расстояние L1 между центрами эмульсионных колодцев 6 меньше расстояния L между центрами главных воздушных трактов 3 на 17%.
В примере 2 представлена конструкция корпуса карбюратора тип К-126 (фиг.3). Корпус 1 поплавковой камеры двухкамерного карбюратора выполняют, как указано выше в примере 1. В перегородке 5 выполнено отверстие 9 для канала эконостата и отверстие 10, являющееся резервным.
Корпус карбюратора изготавливаемый в соответствии с настоящей полезной моделью предназначен для использования в карбюраторах К126Н, К126Г, К126И, К126М К135, К135МУ, К135Г, предназначенных для подготовки качественной топливовоздушной смеси для двигателей внутреннего сгорания легковых и грузовых автомобилей. Размещение эмульсионных колодцев ближе к центру карбюратора, позволяет выполнять требования, предъявляемые к работоспособности двигателя при боковых кренах автомобиля.
Изготовление корпуса двухкамерного карбюратора заключается в подаче расплавленного металла в пресс-форму под избыточным давлением, в следующей последовательности: в прессовый стакан заливают расплавленный металл, включают механизм запрессовки и поршень вытесняет металл в полость формы. После заливки в форму металл выдерживается установленное время, после чего пресс-форма раскрывается и из нее выталкивается готовая отливка корпуса карбюратора. Для повышения плотности отливки, уменьшения газовоздушной пористости дополнительно применяют такой режим технологического процесса, при котором осуществляется передача статического давления на металл от момента окончательного заполнения формы до полного затвердевания. В условиях быстрого затвердевания важным условием осуществления подпрессовки является создание таких тепловых условий, при которых металл одновременно затвердевает во всех частях формы, что зависит от разницы толщин стенок и перегородок в различных частях корпуса. Конструкция корпуса карбюратора в соответствии с заявляемой полезной моделью позволяет уменьшить эту разницу, обеспечив создание герметичной отливки с мелкозернистой структурой и высокими механическими свойствами.
После заливки в форму металл выдерживается установленное время, после чего пресс-форма раскрывается и из нее выталкивается готовая отливка корпуса карбюратора. Для повышения плотности отливки, уменьшения газовоздушной пористости дополнительно применяют такой режим технологического процесса, при котором осуществляется передача статического давления на металл от момента окончательного заполнения формы до полного затвердевания. В условиях быстрого затвердевания важным условием осуществления подпрессовки является создание таких тепловых условий, при которых металл одновременно затвердевает во всех частях формы, что зависит от разницы толщин стенок и перегородок в различных частях корпуса. Конструкция корпуса карбюратора в соответствии с заявляемой полезной моделью позволяет уменьшить эту разницу, обеспечив создание герметичной отливки с мелкозернистой структурой и высокими механическими свойствами.
Таким образом, при литье корпусов выполненных в соответствии с настоящей полезной моделью, удалось снизить внутренний заводской брак при изготовлении корпусов карбюратора типа К126-К135 на 15%. В тоже время, были повышены потребительские качества автомобилей с.карбюраторами типа К126-К135, за счет повышения устойчивости работы двигателя при боковых наклонах автомобиля.
В тоже время, были повышены потребительские качества автомобилей с.карбюраторами типа К126-К135, за счет повышения устойчивости работы двигателя при боковых наклонах автомобиля.
1. Корпус двухкамерного карбюратора с центральным расположением полости поршневого ускорительного насоса, размещенной между двумя вертикальными полостями главных воздушных трактов и примыкающей к ним со стороны ускорительного насоса поплавковой камерой преимущественно прямоугольной формы, при этом в перегородке, отделяющей полости главных воздушных трактов от поплавковой камеры, расположены отверстия для двух эмульсионных колодцев, отверстие для направляющей привода ускорительного насоса, сообщающееся с поплавковой камерой отверстие, предназначенное для установки клапана экономайзера и размещения направляющей штока экономайзера, отличающийся тем, что в центральной части перегородки, отделяющей поплавковую камеру от полостей главных воздушных трактов, имеется сектор, дуга которого выступает вовнутрь поплавковой камеры и образована сопряжением внешних боковых стенок отверстий эмульсионных колодцев, отверстия для направляющей привода ускорительного насоса, отверстия, предназначенного для установки клапана экономайзера и размещения направляющей штока экономайзера, а расстояние L1 между центрами эмульсионных колодцев находится в диапазоне:
0,7LL1L,
где L — расстояние между центрами полостей главных воздушных трактов;
L1 — расстояние между центрами эмульсионных колодцев.
2. Корпус карбюратора с центральным расположением полости поршневого ускорительного насоса по п.1, отличающийся тем, что выступающая во внутрь поплавковой камеры боковая часть стенки отверстия, предназначенного для установки клапана экономайзера и размещения направляющей штока экономайзера, имеет продольный прямоугольный вырез.
3. Корпус карбюратора с центральным расположением полости поршневого ускорительного насоса по п.1, отличающийся тем, что в перегородке, отделяющей поплавковую камеру от полостей главных воздушных трактов, имеется, по меньшей мере, одно отверстие, примыкающее к сектору и сопряженное с боковой стенкой отверстия эмульсионного колодца.
Автомобильный карбюратор — Большая Энциклопедия Нефти и Газа, статья, страница 1
Автомобильный карбюратор
Cтраница 1
Автомобильные карбюраторы имеют одну, две или четыре смесительных камеры. Многокамерные карбюраторы бывают с одновременным или последовательным открытием дроссельных заслонок.
Диаметры жиклеров автомобильных карбюраторов невелики ( 0 6 — f — 4 — 2 5 мм), поэтому определить коэффициенты скорости и сжатия струи порознь для таких небольших отверстий затруднительно.
Для Исключения влияния воздухоочистителя на качество смеси у большинства современных автомобильных карбюраторов поплавковая камера герметизируется и сообщается каналом с полостью приемного патрубка.
Примером функциональной взаимозаменяемости может служить методика определения допусков на размеры калиброванных каналов жиклеров автомобильных карбюраторов, разработанная проф.
Мотоциклетные двигатели имеют ряд особенностей, вследствие чего их карбюраторы значительно отличаются от автомобильных карбюраторов.
Сплавы цинка с медью, алюминием и магнием обычно применяют для изготовления деталей, работающих в условиях трения. Цинковые сплавы используют для изготовления деталей автомобильных карбюраторов, бензонасосов, стеклоочистителей, а также электротехнических приборов.
Этот же принцип используется и в более совершенных насосах, рассматриваемых в молекулярной физике. На том же принципе работают пульверизатор ( рис. 10.13) и автомобильный карбюратор. Но в них струя газа увлекает жидкость, последняя при этом разбивается на мелкие капельки.
Например, общие расходы на стержни из молибденового сплава, применяемые в машинах для литья под давлением алюминия, после 60 000 — 80 000 отливок примерно в 6 раз меньше, чем из стальных стержней. Стержни из сплава TZM после получения более 100 000 отливок корпуса автомобильного карбюратора из алюминиевого сплава сохраняют первоначальную форму и удовлетворительную чистоту поверхности.
При колебании расхода топлива при эксплуатационном напоре, равном 100 см, и температуре 20 С на величину AQ 0 05 см / сек, допуск на диаметр жиклера d 0 88 мм должен быть равен 5 мк. Он найден из уравнения, связывающего расход жидкости с геометрическими и эксплуатационными параметрами жиклеров автомобильных карбюраторов.
Следует отметить, что при малых нагрузках в подаче воды нет необходимости, и она не подается ввиду отсутствия перепада давлений в поплавковой камере и канале 18, выходящем во всасывающий патрубок карбюратора. На холостом ходу питание двигателя осуществляется через систему каналов жиклера холостого хода, мало отличающихся от имеющихся на автомобильных карбюраторах.
Корпус 7 карбюратора представляет собой отливку из цинкового или алюминиевого сплава с двумя большими отверстиями, оси которых взаимно перпендикулярны. Нижнее положение золотника определяет минимальное устойчивое число оборотов двигателя на холостом ходу и регулируется специальным винтом. В некоторых карбюраторах иногда имеется дополнительный золотник 2, выполняющий те же функции, что и воздушная заслонка в автомобильном карбюраторе. С дроссельным золотником связана регулировочная игла 11, конец которой, имеющий строго определенный профиль, входит в отверстие распылителя 10 главного жиклера.
Наименьший измеряемый расход равен 0 05 кг / ч, или 0 014 г / с. Динамические свойства моста высокие. Его постоянная времени составляет 5 — 15 мс. Он с успехом был применен для исследования работы автомобильного карбюратора.
Динамические свойства моста высокие. Его постоянная времени составляет 5 — 15 мс. Он с успехом был применен для исследования работы автомобильного карбюратора.
Наиболее важными вопросами методики предметизации являются: применение широких и узких рубрик, инверсия в их формулировке, использование подрубрик. Предметная рубрика должна возможно точнее определять конкретное содержание документов. Так, например, если в нем трактуется об автомобильных карбюраторах, то рубрика должна формулироваться Карбюраторы, а не Двигатели внутреннего сгорания или Автомобили. Применение широких рубрик оправданно лишь в тех случаях, когда речь идет о соответствующем широком содержании, например, когда в документе говорится о двигателях внутреннего сгорания или автомобилях в целом.
Страницы: 1 2
Цинковый сплав (?)
13mm 08-05-2008 17:51
перемещено из Мастерская
Кто-нибудь из вас знает марку сплава в отечественных карбюраторах?Годится он для отливки рукояток и кастетов?Va-78 08-05-2008 19:10
Охота вам травиться да статью поднимать на ровном месте…
Truddum 08-05-2008 19:43
Кастет не люблю. Подлое оружие.
serge-vv 08-05-2008 20:26
имеется излишек карбюраторов? или наблюдается недостаток аккумуляторов?…
boroda Kostroma 08-05-2008 22:05
пардон наблюдается недостаток мозгов прости если правду сказал
Lesnoi 94 08-05-2008 22:14
Попробуй в неклинковом спросить:http://guns.allzip.org/forum/119/
перемещено из МастерскаяСтасег 12-05-2008 23:39
При расплавлении кусков карбюратора начнет активно выгорать Цинк, из этого сплава льют под давлением и при соблюдении определенных условий плавки(уголь толченый сверху и еще какаято хрень)Лейте уж лучше из припоя ПОССу без канифоли, и то лучше получится
Silent_ASSASIN 13-05-2008 13:10
У меня такой сплав есть смесь цинкак с оловом (если это то)
13mm 15-05-2008 15:03quote:Originally posted by boroda Kostroma:пардон наблюдается недостаток мозгов прости если правду сказал Судя по твоиму и предыдущим постам — так и есть!Чего ради ты сюда серанул, задрот?Ум или образованость показать?quote:Originally posted by Стасег:При расплавлении кусков карбюратора начнет активно выгорать Цинк, из этого сплава льют под давлением и при соблюдении определенных условий плавки(уголь толченый сверху и еще какаято хрень)Лейте уж лучше из припоя ПОССу без канифоли, и то лучше получится Свинцовые сплавы — пачкают все и легко царапаются, а цинковый вроде бы и тяжелый, и твердый, и хорошо литься должен, и выглядит симпатично.
moby_one 30-07-2008 22:38quote:Originally posted by 13mm:Свинцовые сплавы — пачкают все и легко царапаются, а цинковый вроде бы и тяжелый, и твердый, и хорошо литься должен, и выглядит симпатично.
цинк окисляется в виде белого налета.
popov_24 08-08-2008 04:01
да там силумин. его на плите не расплавиш. и как свинец не отольеш. нужно оборудование под аргон и т.д. луче точить из листового алюминия.
- Как чистить карбюратор ваз 2106
- 9 цивик
- Замена на задних тормозов на дисковые
- Проверить номер двигателя
- Что такое контрактный двигатель из японии
- Плотность солярки летней
- Износ резины с внутренней стороны
- Двигатель на водородном топливе
- Для чего нужны поршневые кольца
- Где производят киа оптима для россии
- Установка на уаз подогревателя двигателя 220в на
evrasia-today.ru
Из какого материала изготовлены карбюраторы? |
/Из какого материала изготовлены карбюраторы?
By O-pedia 20. 02.2011 Карбюраторы
02.2011 КарбюраторыСуществует три основных материала, из которых изготовлены карбюраторы: чугун, цинк и алюминий. Начиная с 30-х годов, чугун начал заменяться цинком, а в конце 50-х годов алюминий заменил много (но не весь) цинк.
В большинстве случаев чугун завершается черным оксидом, хотя его иногда окрашивают в черный цвет. Картер рекомендовал специальную черную карбюраторную краску при восстановлении карбюратора. Таким образом, в то время как углеводы, такие как W-1 Carter, изначально были обработаны черным оксидом, многие из них теперь — правильно — полуглянцевые черные.
Карбон Рочестера также использовал чугун в секции корпуса дроссельной заслонки. Эта часть всегда была оксидом черного, и рекомендации по изготовлению красок не проводились.
Самый известный карбюраторный материал — оливково-зеленый цвет цинка. Сам цинк представляет собой яркий серебристый металл, который реагирует с воздухом и водой, чтобы получить порошкообразный белый материал, который часто называют «белой ржавчиной». Чтобы предотвратить это, части карбюратора обрабатываются на заводе раствором хромовой кислоты, который образует тонкий слой «хроматина цинка» на поверхности металла. Это очень эффективно защищает металл от повреждения водой или воздухом. Вот почему карбюраторы обычно зеленые!
Чтобы предотвратить это, части карбюратора обрабатываются на заводе раствором хромовой кислоты, который образует тонкий слой «хроматина цинка» на поверхности металла. Это очень эффективно защищает металл от повреждения водой или воздухом. Вот почему карбюраторы обычно зеленые!
Написано O-pedia
otvetopedia.ru
Карбюраторы цинковые — Справочник химика 21
Цинк является анодным по отношению к большинству обычно применяемых металлов и теоретически должен защищать их при соприкосновении. Некоторые данные практики этс подтверждают, но при этом следует учитывать соотношение поверхностей анода и катода. Например, карбюраторы (цинковое литье под давлением), снабженные латунными вкладышами, практически не корродируют даже в присутствии воды, так как в этом случае катодная поверхность значительно меньше поверхности анода. Если же в конструкции имеет место обратное явление, т. е. небольшая цинковая деталь соприкасается с большой поверхностью электроположительного (более благородного) металла, коррозия цинка неминуема. [c.307]
[c.307] Растворимость продуктов коррозии в бензине зависит от молекулярного веса кислоты. С увеличением его растворимость солей в бензине улучшается. Нерастворимые продукты коррозии отлагаются на стенках тары или находятся во взвешенном состоянии. В последнем случае, поступая вместе с бензином, они способны забить фильтры или жиклеры карбюратора и тем самым вызвать перебои в работе двигателя [231. Продукты коррозии, отложившиеся на металле Б виде пленки, предохраняют его от дальнейшей коррозии и в этом отношении играют положительную роль. Так, после удаления продуктов коррозии, цинковая пластинка, помещенная в бензин, за 48 ч потеряла в 1,5 раза больше массы, чем за 1,5 месяца хранения [24]. [c.294]
Литье цинка, свинца, олова. Масштабы литья изделий из этих металлов обычно незначительны. Из сплавов олова, свинца и сурьмы отливают полиграфические шрифты, из цинковых сплавов — детали автомобильных двигателей (корпуса карбюраторов, насосов, фильтров). Для литья в основном используют плавильные тигли с электрическим или косвенным газовым обогревом. Иногда в городах, находящихся в зоне действия магистрального газопровода, вместо электрического обогрева или обогрева жидким топливом используют обогрев газовым топливом, которое позволяет более точно управлять температурным режимом и облегчать операции пуска и выключения печи. [c.316]
Для литья в основном используют плавильные тигли с электрическим или косвенным газовым обогревом. Иногда в городах, находящихся в зоне действия магистрального газопровода, вместо электрического обогрева или обогрева жидким топливом используют обогрев газовым топливом, которое позволяет более точно управлять температурным режимом и облегчать операции пуска и выключения печи. [c.316]
Испытания в водном слое смеси бензина с водой (условия работы карбюратора или бензобака) показали для прокатанного цинка с хроматной пленкой потерю веса всего только в 0,0027 г, а для прокатанного цинка без пленки при тех же размерах образцов и равных условиях — 0,2691 г. В течение многих лет хроматные пленки успешно применяются для защиты против коррозии поплавков для карбюраторов, отлитых из цинкового сплава под давлением, а также бензобаков, оцинкование которых осуществляется обычно горячим способом. [c.930]
Увеличение концентрации кислорода в воде повышает скорость коррозии цинка Стабл. 2). При высоком содержании кислорода коррозия обычно протекает равномерно. Однако, когда концентрация кислорода падает ниже определенного предела и вода становится неравномерно насыщенной, между участками, богатыми кислородом, и участками, бедными кислородом, образуются гальванопары, в результате чего цинк подвергается действию точечной коррозии при этом скорость разъедания увеличивается и образуются объемистые продукты коррозии. На практике типичные случаи такой коррозии можно наблюдать на карбюраторах из цинковых сплавов в местах застоя воды под бензином или на сложенных в кипу цинковых или оцинкованных стальных листах при попадании в промежутки между ними влаги. [c.302]
2). При высоком содержании кислорода коррозия обычно протекает равномерно. Однако, когда концентрация кислорода падает ниже определенного предела и вода становится неравномерно насыщенной, между участками, богатыми кислородом, и участками, бедными кислородом, образуются гальванопары, в результате чего цинк подвергается действию точечной коррозии при этом скорость разъедания увеличивается и образуются объемистые продукты коррозии. На практике типичные случаи такой коррозии можно наблюдать на карбюраторах из цинковых сплавов в местах застоя воды под бензином или на сложенных в кипу цинковых или оцинкованных стальных листах при попадании в промежутки между ними влаги. [c.302]
www.chem21.info
Лада 4×4 3D : ❋ Мазюня ❋ › Бортжурнал › Дела карбюраторные — Часть 2 [большой пост о доводке б/у Солекса]
Ну вот и приступили к практике.
О подготовительных работах можно прочитать ТУТ.
Карбюратор прочищен и благополучно установлен на авто. Не буду рассказывать, сколько мне пришлось натрахаться с полной настройкой карба, т. к. это действительно жёсткая эпопея с многими засадными моментами.
к. это действительно жёсткая эпопея с многими засадными моментами.
Расскажу лишь основные проблемы, который возникли и которые были решены, а некоторые и остались ПОКА не решёнными.
Проблема с игольчатым клапаном поплавковой камеры Солекса
Во-первых самая засада произошла с игольчатым клапаном, через который происходит наполнение поплавковых камер карбюратора Солекс. Давно известная затыка, про которую я совершенно забыл. Дело в том, что часто этот самый клапан заедает, в основном, конечно, в верхнем положении, поэтому камеры не наполняются бензином, машина глохнет — помогает разве что удар молотком по карбу — но это не решение, т.к. в моём случае клапан залипал так каждые минуты 3. Плюсом самым шокирующим для меня моментом было залипание этого дерьма в НИЖНЕМ положении на заведённом авто — я чуть в штаны не наложил, когда увидел, как бензин через отверстия в крышке карбюратора начинает выливаться на горячий коллектор. Благо машина сама успела заглохнуть и упало только пару капель.
Решение этой проблемы — установка либо самопально «доработанного» клапана, либо клапана фирмы UNIKAR с маркировкой 10.
Суть данной доработки — наличие скобы на теле клапана, соединяющей кронштейн поплавков с иглой клапана. Таким образом при залипании в верхнем положении иглы, поплавки опускаются вниз и тянут через эту скобу иглу клапана. На случай если в магазине не окажется такого клапана мной был доработан таким образом имевшийся игольчатый клапан. Для этого потребуется шариковая ручка с кнопкой либо такой же карандаш. Достаточно извлечь из неё пружинку, подогнуть должным образом (фаска на игле клапана уже имеется), поджать, выгнуть нужной формы зацеп — и всё.
упаковка Уникара-10 из интернетов
мной купленный игольчатый клапан — фото упаковки, сам он уже установлен
оборотная сторона упаковки
тело клапана вкручено
игла через скобу прикреплена к попвлавковому механизму
разломал карандаш сеструхи, дабы заполоучить драгоценную пружинку
пружинка и клапаны
пружинка изогнута, насажена на иглу. Осталось подогнать зацеп при установке
Осталось подогнать зацеп при установке
пружинка изогнута, насажена на иглу. Осталось подогнать зацеп при установке
Вот так проявил себя мой стоковый игольчатый клапан:
С этим мы разобрались, однако одним из самых сложных моментов является совсем не это, а именно:
Правильная установка уровня топлива в камерах.
Правда у меня оба раза получилось почему-то с первого раза (первый раз до установки нового клапана, потом с психу погнул поплавки, пришлось их выгибать назад и заново выставлять уровень).
На самом деле различные мурзилки и «советы бывалых», связанные с параллельностью приливов и поверхности карбюратора, — не более чем грубая настройка уровня топлива, так скажем «заводская». А заводская не значит правильная, ведь наш АВТОПРОМ — это ПРОМ весьма творческий, т.к. каждая машина получается уникальной, совершенно непохожей на такую же модель сошедшую с того же конвейера в тот же день.
Вот фотографии, которые показывают подобный способ настройки:
параллельность низа поплавков к прокладке
Если крышку карбюратора установить на весу в строго горизонтальном положении, чтобы поплавки свободно опустились до нижнего своего положения, то поверхность карбюратора (посадочная площадка, на которой установлена прокладка) должна быть строго параллельна нижней грани тела поплавка. Подгибая алюминиевую загибулинку на кронштейне поплавков, мы регулируем глубину опускания поплавков, т.е. ограничиваем минимальный уровень топлива в камере.
Параллельность верней полосы поплавка к поверхности крышки карбюратора
Если крышку карбюратора установить в строго вертикальном положении, чтобы поплавки «висели» вниз, то верхняя линия на поплавке должна быть параллельна поверхности крышки карбюратора, а загибулина, приводящая в движение иглу клапана, должна касаться этой иглы, но не запирать сам клапан.
Подгибая отверткой эту самую загибулину, мы регулируем верхнее положение поплавков, т.
 е. определяем максимальный уровень топлива в поплавковой камере, при котором клапан перекрывает доступ бензина.
е. определяем максимальный уровень топлива в поплавковой камере, при котором клапан перекрывает доступ бензина.Всё это, конечно, хорошо, но на практике лучше подойти к настройке уровня топлива в поплавковой камере более досконально.
Как это делал я? Да так же как и многие другие ребята. Для «тонкой» и «православной» настройки уровня топлива нам потребуется штангенциркуль и в среднем около получаса. Для начала мы проделываем всё то, что было описано выше, дабы уменьшить последующие трудозатраты и всякие там человекочасы.
Алгоритм настройки заключается в следующем:
1. Полностью собираем карбюратор (соединяем половинки, закручиваем, подсоединяем все шланги и т.п.). Кастрюлю и воздухан устанавливать не надо.
2. Заводим двигатель, даём поработать несколько минут (достаточно 5 минут за глаза просто). Можно, конечно, накачивать бензин вручную писькой бензонасоса, но лучше приблизить условия к реальным условиям эксплуатации. Осторожно смотрим в диффузоры на ток бензина, не газуем.
3. Глушим. Обращаем внимание на распылители и диффузоры — они должны быть сухие, с них не должно капать топливо.
4. Сдёргиваем шланги подачи топлива и обратки, чтобы оставшееся в них топливо не попало в камеру, при располовинивании.
5. Половиним карбюратор.
6. Замеряем штангеном расстояние от поверхности карбюратора до бензина в обеих поплавковых камерах. По общественному мнению гаражных и интернет экспертов это расстояние в целом должно равняться 25,5 мм. Если мне не изменяет память, то оно должно находиться в пределах от 23 до 27 мм.
приступаем к замерам уровня топлива
у меня с первой же попытки получились такие результаты в обеих камерах по всем точкам замера
www.drive2.ru
Сообщества › All Oldschool › Блог › Совет по поводу карбюратора для 01 (1.2) 011 (1.3) и 03 (1.5) двигателя!
Добрый день, уважаемые читатели!
Сегодняшняя запись, будет актуальна для владельцев двигателей серии 21011 и 2103 Кому интересно, наливаем чашку кофе и внимательно читаем, а кому нет смотрим картинки карбюраторов!)) ( Писать я люблю много)
Как достичь полной, гармонии под капотом? Плавной работы, и стабильности двигателя, а так же уменьшить расход бензина, и в то же время сделать, авто более шустрым ? Ответ, очевиден : ГОСТ, назовём его так!
Многие владельцы классики, хотят добиться мощности, с помощью Карбюраторов СОЛЕКС с 2108-09, но стоит вопрос: » Стоит ли игра свеч?», я не ставил, я не знаю, но судя по многочисленным отзывам, понял, определенно, мощность есть, но все го лишь мощность, и то, разве на столько большая, что бы жертвовать расходом, и ждать проблем! Как правило, после установки, многие с начало хвалят, но потом жалуются на проблемы с двигателем или с самим карбюратором, а все почему? Ответ очевиден: не ГОСТ, назовём его так))
Я придерживаюсь иного решения проблем : «делать всё по книжке » ведь писали её не дураки и не дуракам! За небольшое владение моей первой машиной, а это где то пол года, я разобрал и опробывал 4 карбюратора, дабы достичь максимального снижения расхода, и плавной работы двигателя, прошу заметить, что двигатель у меня трясся при холостых ! Изначально на автомбобиле стоял стандартный по книге : «ДААЗ — 2105-1107010 — 20«
НО! он был гнутый, дутый, ( по фото видно даже не вооруженным глазом) и вообще не внушал доверия, после его чистки разборки
мне результат не устроил, ну отжил он своё!
Затем мне подсуетили, карбюратор : «ДААЗ-2107 — 1107010 — 20″ для двигателей 1. 5 с электроклапаном
5 с электроклапаном
Но опять, скажут многие : » Какая разница, они похожи » и тому подобное, нет! 1.5 для 1.5! На моей машине расход увеличился, и не стабильная работа двигателя, как была, так и осталась! Да многие скажут: «отрегулируй клапана, выстави зажигание, первые причины тряски двигателя» но опять, же не видел в этом смысла так как, не уверен в карбюраторе!
И так идем дальше! Покатавшись на 07 карбе, я нашел старый карб : «ДААЗ-2101 — 110710«
НЕБОЛЬШОЕ ЛИРИЧЕСКОЕ ВСТУПЛЕНИЕ: с книжки, которая шла с моим автомобилем, для двигателя 011 предназначены 2 типа карбюратора : ДААЗ — 2105 — 1107010 — 20 и ДААЗ-2101 — 110710 Вот именно по этому я обратил внимание на этот карбюратор!
Поставил его с 07 для сравнения
Он так же, был разобран мною, и отрегулирован как и прежние:
Что хочу сказать, действительно я был рад, что именно его нашел, так как он давал то, что мне хотелось! После него выставил зажигание, и отрегулировал клапана:
Но он был старым, и мне казалось, он не так идеален!Есть и лучше, но его то не выпускают уже много, лет! Опять же работа двигателя, хоть и было уже хорошей, но мне что то не давало покоя! За то расход стал 7 литров по трассе!
Идем дальше! Наступило моё день рождение, и я решил себе сделать подарок, купить новенький карбюратор! Но это оказалось, не такой уж лёгкой задачей, оказывается их перестали выпускать уже 4 года, а про карб 01 я вообще молчу, обьездил все города ближайшие, ПРОДАВЦЫ УВЕРЯЛИ, И УБЕЖДАЛИ МЕНЯ В ТОМ, ЧТО КАРБЮРАТОР 07 ИДЕАЛЬНО ПОДХОДИТ «БЕРИ ЕГО ПАРЕНЬ, У МЕНЯ, НЕ ПОЖАЛЕЕШЬ» НО ПОСЛЕ ТОГО КАК Я НАЧАЛ ОБЬЯСНЯТЬ, ЧТО ЖИКЛЕРЫ РАЗНЫЕ, И ПРОЧЕЕ, ОНИ НЕСЛИ КАКУЮ ТО ЕРИСЬ, ВСЁ ЧТО УГОДНО ТОЛЬКО НЕ ПРИЗНАТЬ СВОЮ НЕ ПРАВОТУ, ТАК ЧТО ЛУЧШЕ УЗНАЙТЕ ВСЕ ПЕРЕД ПОКУПКОЙ, И ПОСЛУШАЙТЕ СЕБЯ, ЧЕМ ПРОДАВЦА и так, нашел я его! Новенький за 40 км от дома, новенький, с паспортами и печатями, в магазине за 4000 т. р как говорили он у них стоял то ли 3 то ли больше лет:
р как говорили он у них стоял то ли 3 то ли больше лет:
Я немедленно его поставил, и подрегулировал
и вот оно, то что я так давно искал!)) Всё, плавность, стабильность, расход, динамика, всё на данный момент так как я хотел! ))
Теперь о Карбюраторе для двигателя 2103 (1.5) тут уже я скорее занимаюсь плагиатом, так как опыт не мой, а моего друга
У него в отличии от меня двигатель 1.5 и он так же тсчательно подошел к этому вопросу, и взял : » ДААЗ 21053- 1107010 — 20 » так же заводской вариант
который идеально справляется со своею работой!
Так что, ребят дело каждого, какой выбрать карбюратор, но сегодня вы услышали личный опыт владениями 5ти карбюраторов, выбор за вами!
Кому нравится, и оценил труд, ставим пальцы вверх, подписываемся и комментируем, это всегда приятно! Всем Бобра!
P.S Выбор карбюратора ДААЗ 21053 -1107010 — 20 для двигателя 2103 (1.5) ; 2101 (1.2) и ДААЗ 2105 — 1107010 — 20 для двигателя 21011 (1. 3) были одобрены специалистами, производства продуктов «ДААЗ» по их мнению, именно эти карбюраторы способствуют наилучшей работы данных двигателей!
3) были одобрены специалистами, производства продуктов «ДААЗ» по их мнению, именно эти карбюраторы способствуют наилучшей работы данных двигателей!
www.drive2.ru
как устроен и как настраивается. — DRIVE2
Всем привет! Карбюраторы Эдельброк, кажется, скоро догонят по популярности «жигулевский» Солекс- столько про них разговоров приходилось слышать! Вот куплю Эдельброк и сразу все поедет! — говорит владелец гнилого Швана или чего-то подобного. Что же, исключительный кредит доверия для фирмы-изготовителя! И еще обязательно скажет про некие таинственные иглы, заветная коробочка с которыми уже едет с И-бея. Воткнешь их и, вввжжуух! — тачка начинает валить. Правда, надо понять, во что их втыкать, а на это…ну да ладно. До поры мне Эдельброки не попадали в ремонт и когда мне предложили его сделать, то я сразу согласился, что бы разобраться, как он устроен и каков в работе. О результах-ниже.
Полный размер
Итак, для начала немного об происхождении карбюратора, поскольку оно определило его конструктивные особенности. Эдельброк- торговая марка фирмы «Магнетти-марелли», которая, в свою очередь, является американским представительством фирмы «Вебер». Впрочем, ничего характерного для итальянских «Веберов» «Эдельброк» не имеет- все его конструктивные решения сугубо американские и основываются на патентах одной из старейших американских фирм-разработчиков топливных систем- «Картер». Финансовые дела в конце 60х годов у «Картера» шли паршиво и «Магнетти» выкупило патенты, прежде всего, на главную дозирующую систему карбюратора(В планируемых заметках будет много про «Картеры» и внимательный читатель сразу увидит сходные технические решения многих узлов). Эдельброк, вообще, хороший пример того, как можно заработать на финансовых и инженерных трудностях других. Его возникновение напрямую связано с ужесточением экологических требований и чередой топливных кризисов, заставивших инженеров фирм, поставляющих топливные системы на автомобильные заводы, думать прежде всего о токсичности выхлопа и топливной экономичности автомобиля, а не о динамических качествах и удобстве ремонта.
 Поэтому Эдельброк ожидаемо «отгрыз» большую часть рынка карбюраторов, поскольку, никогда не устанавливаясь на автомобили с завода, он «обходил» сложных процесс сертификации по экологии, а конструктивно, позволял легкий ремонт и широчайший диапазон по регулировкам, причем так, что шаловливые ручки » я у мамы инженера» не могли ничего испортить. Итак, перейдем к конструкции и регулировке.
Поэтому Эдельброк ожидаемо «отгрыз» большую часть рынка карбюраторов, поскольку, никогда не устанавливаясь на автомобили с завода, он «обходил» сложных процесс сертификации по экологии, а конструктивно, позволял легкий ремонт и широчайший диапазон по регулировкам, причем так, что шаловливые ручки » я у мамы инженера» не могли ничего испортить. Итак, перейдем к конструкции и регулировке.
Этот карбюратор 650 cfm попал ко мне с нареканиями на провалы и плохую динамику автомобиля. Автомобиль- К5 с «овощным» 305 мотором. Требовалось его починить и настроить на оптимальную характеристику состава смеси под нагрузкой на всех режимах.
Полный размер
Полный размер
Сам корпус карбюратора имеет очень рациональную конструкцию- отличный доступ к крепежным элементам, удобно расположенные винты состава смеси на холостом ходу(на заводских карбюраторах их специально ставили в глубокие колодцы или вообще глушили, что бы не было соблазна «покрутить»). Сам карбюратор изготовлен из алюминиевого сплава целиком- он очень легкий (обычно используют ЦАМ и чугун в корпусе смесительных камер). Конкретно этот карбюратор не имеет автомата пуска и «пулл-дауна»- управляется тросиком и подпружиненными клапанами на воздушной заслонке(как на древних советских), но система пуска работает отлично. Забегая вперед скажу, что и система холостого хода у него не склонна к обмерзанию, как, например, на Холли или наших к-151. Вскрываем крышку:
Конкретно этот карбюратор не имеет автомата пуска и «пулл-дауна»- управляется тросиком и подпружиненными клапанами на воздушной заслонке(как на древних советских), но система пуска работает отлично. Забегая вперед скажу, что и система холостого хода у него не склонна к обмерзанию, как, например, на Холли или наших к-151. Вскрываем крышку:
Полный размер
Собственно, причина провалов нашлась сразу- забился напрочь канал распылителя ускорительного насоса(хотя карбюратор был «с ремонту»).
Полный размер
Заодно регулируем объем подаваемого топлива.
Полный размер
Здесь он регулируется путем перестановки тяги в отверстия штанги привода поршня насоса, таким образом меняя передаточное число рычага.
В итоге за 10 качков:
Полный размер
Это максимальная подача. Установка в среднее отверстие снижает объем топлива на треть. Максимальная- верхнее. При проверке ускорительного насоса надо иметь ввиду следующее:
1. Объем впрыскиваемого топлива.
2. Отсутствие задержки подачи
Отсутствие задержки подачи
3. Никогда «в слепую» нельзя рассверливать калиброванный рестриктор в канале, так как объем топлива не увеличится, но исчезнет обязательная продолжительность впрыска топлива, что приводит к рывкам и переобеднению.
Насос на Эдельброке поршневого типа- мне не понятно его использование, так как он уступает мембранному по многим параметрам, например по надежности, возможностью изменять характеристику подачи за счет изменения профиля кулачка, простотой привода. Но что есть, то есть. Обязательно меняем манжету поршня, заодно выставляем правильный уровень топлива в поплавковой камере- он был занижен:
Полный размер
Теперь перейдем к самому интересному- главной дозирующей системе в первых и в дополнительных камерах, но для начала, что бы понять особенности ее работы — немного теории(«Нет ничего практичнее, чем хорошая теория» — по словам кой-кого в работе «Материализм и эмпириокритицизм»).
Итак, простейший карбюратор представляет собой воздушный канал, в узкую часть которого- диффузор — выведен распылитель, связанный через топливный жиклер с поплавковой камерой. По мере роста расхода воздуха скорость потока в диффузоре растет, разряжение увеличивается и, соответственно, увеличивается истечение топлива из распылителя. И наоборот. Абсолютно ясно, что такая система работать на автомобильном моторе не будет, так как на малых расходах воздуха смесь будет чрезмерно бедной, а по мере увеличения будет пропорционально обогащаться. Для нормальной же работы двигателя необходима смесь приблизительно одинакового состава- 14,5 кг воздуха на 1 кг топлива — на всех режимах. Стало быть, истечение топлива из распылителя надо как то «тормозить».
По мере роста расхода воздуха скорость потока в диффузоре растет, разряжение увеличивается и, соответственно, увеличивается истечение топлива из распылителя. И наоборот. Абсолютно ясно, что такая система работать на автомобильном моторе не будет, так как на малых расходах воздуха смесь будет чрезмерно бедной, а по мере увеличения будет пропорционально обогащаться. Для нормальной же работы двигателя необходима смесь приблизительно одинакового состава- 14,5 кг воздуха на 1 кг топлива — на всех режимах. Стало быть, истечение топлива из распылителя надо как то «тормозить».
Есть два способа торможения топлива- пневматический и механический. В первом варианте мы за срезом распылителя(грубо говоря), ставим калиброванный воздушный канал, который за счет подмешивания воздуха-эмульсирования- понижает разряжение после топливного жиклера и количество распыляемой уже бензовоздушной эмульсии падает до необходимого уровня. Так работает большинство карбюраторов, например Озон.
Второй вариант- механический, когда регулировать подачу топлива можно либо изменяя сечение жиклера, либо диффузора, сохраняя таким образом постоянную величину разряжения на разных режимах, либо и то, и другое. Так, например, работают британские карбы SU.
Так, например, работают британские карбы SU.
В случае же Эдельброка мы имеем редкий пример смешанной системы, где используются оба принципа:
В карбюраторе есть воздушный и топливный жиклеры, но заведомо чрезмерное сечение топливного жиклера перекрывается подвижной иглой ( metering rod), которая приводится в действие подпружиненным поршеньком, канал которого связан с коллекторным разряжением.
Смотрите, на режимах малых нагрузок ГДС работает как эмульсионная. По мере же роста нагрузки, коллекторное разряжение падает, пружинка поднимает вверх поршень с иглой, меняя, таким образом, скважность топливного жиклера:
Полный размер
www.drive2.ru
Варить и точить карбюратор. — Двигатель
Варить и точить карбюратор. — Двигатель — Конференция ГАЗ-69 Перейти к публикации kedr 155- Мастер
- Газонщики
- 155
- 1 484 публикации
- Пол:Мужчина
- Город:Иркутск, (это где Байкал).

- Интересы:ГАЗ, ИЖ, ну и др.
- Мастер
- Газонщики
- 136
- 650 публикаций
- Пол:Мужчина
- Имя:Александр
- Город:Ставрополь
- Интересы:Путешествия, радиолюбитель,охота…
- Мастер
- Газонщики
- 1
- 832 публикации
- Город:Чебоксары — Батырево
- Мастер
- Газонщики
- 155
- 1 484 публикации
- Пол:Мужчина
- Город:Иркутск, (это где Байкал).
- Интересы:ГАЗ, ИЖ, ну и др.
- Любитель
- Газонщики
- 0
- 51 публикация
- Город:Йошкар-Ола
- Модератор барахолки
- Газонщики
- 2 570
- 2 453 публикации
- Пол:Мужчина
- Город:Калининград, историческая родина Москва
- Интересы:РазносторонниЕЕЕ.
 +79212655101
+79212655101
- Мастер
- Газонщики
- 98
- 1 151 публикация
- Пол:Мужчина
- Город:Москва
- Модератор барахолки
- Газонщики
- 2 570
- 2 453 публикации
- Пол:Мужчина
- Город:Калининград, историческая родина Москва
- Интересы:РазносторонниЕЕЕ. +79212655101
- Мастер
- Газонщики
- 98
- 1 151 публикация
- Пол:Мужчина
- Город:Москва
- Модератор барахолки
- Газонщики
- 2 570
- 2 453 публикации
- Пол:Мужчина
- Город:Калининград, историческая родина Москва
- Интересы:РазносторонниЕЕЕ.
 +79212655101
+79212655101
- Мастер
- Газонщики
- 155
- 1 484 публикации
- Пол:Мужчина
- Город:Иркутск, (это где Байкал).
- Интересы:ГАЗ, ИЖ, ну и др.
- Мастер
- Газонщики
- 2
- 116 публикаций
- Пол:Мужчина
- Город:Кемерово
- Интересы:ГАЗ-69
- Любитель
- Газонщики
- 0
- 59 публикаций
- Пол:Мужчина
- Город:уфа
- Интересы:вездеходы внедорожники пневмоходы
- Мастер
- Газонщики
- 2
- 116 публикаций
- Пол:Мужчина
- Город:Кемерово
- Интересы:ГАЗ-69
- Мастер
- Газонщики
- 3 490
- 6 868 публикаций
- Пол:0
- Город:Калуга
www. gaz69.ru
gaz69.ru
Горизонтальные карбюраторы. Вся сила в ГБЦ. Часть II — Лада 2101, 1.7 л., 1976 года на DRIVE2
Всем привет! Пришло время второй части(долго же оно шло), которая будет посвящена больше рабочим моментам, с которыми пришлось столкнуться, в первую очередь наполнению цилиндров.
Доработка камеры сгорания
Первой черновой доработкой ГБЦ стала доработка камеры сгорания. Важно придать ей более правильную форму и избавиться от «мёртвой зоны».
В этом деле нам пригодится прокладка между гбц и блоком, чтобы понять насколько и куда можно пилить. Приложил – обвёл.
Линии показывают на сколько и куда можно пилить.
Так же важно понимать, что пилить её следует не сильно, чтобы немного увеличить наполнение цилиндра в тоже время не потеряв степень сжатия.
Граница мёртвой зоны сдвинута
По фотографиям видно, что «мертвая зона» стала менее мёртвой 🙂 Может быть всего на пару миллиметров. А следовательно и наполнение станет получше. Клапана подняты на 11. 3, это будет скомпенсировано фрезеровкой гбц, дальше по тексту это раскроется.
3, это будет скомпенсировано фрезеровкой гбц, дальше по тексту это раскроется.
Дорабатывать советую шарошками по металлу, либо каменными шарошками.
Подгонка и расточка каналов
При наполнение цилиндров воздухом возникает перепад давлений между цилиндрами двигателя и атмосферой. Двигатель в этой части цикла работает как насос и на его привод расходуется часть мощности. Чем меньше аэродинамическое сопротивление впускной системы, тем меньше потери энергии. Следовательно уменьшение сопротивления в головке приводит не только к увеличению наполнения, но и к уменьшению насосных потерь. Поэтому важно сделать канал как можно более единым, без ступенек, об этом можно так же прочесть в моём первом блоге про расточку ГБЦ.
Впуск 34 мм, выпуск 31 мм.
Поскольку подробно это описано в моей прошлой записи, скажу вкратце, что во-первых необходимо выбить направляющие специальнойоправкой и самое главное — совместить каналы впускного коллектора и головы. С выпускными всё проще – я их пилил по прокладке, диаметр 31 мм, что вполне достаточно с учетом спиливания наплыва.
Выпуск пилил по прокладке, диаметр которой 31 мм
ГБЦ можно точить разными способами: шкуркой на гибком шланге, готовыми шарошками (либо купленными либо изготовленными по чертежам), самодельными шарошками (шарошка из классического выпускного клапана, шарошка из шаровой опоры). Каждый выбирает свой способ, но главное помнить про совмещение.
Насколько фрезеровать и почему, расчет степени сжатия
На машине установлен нива блок 21213 точеный во второй ремонтный размер, итого мы имеем следующие характеристики:
Ход поршня 80 мм
Длина шатуна 136 мм
Диаметр цилиндра 82.8 мм
Недоход поршня 0.6 мм
Немного информации про недоход поршня у других моторов(случайно попалось в интернете, решил, что лишним не окажется) : 01, 011 — 0.1 мм, 03, 06 — 1.9 мм.
Объем камеры в поршне 10 см3. Эта цифра, как правило, написана на коробке от поршней либо выясняется на месте, путем пролива. Далее об этом пойдет речь.
Стандартный объем камеры в гбц 33 см^3, а так как я немного распилил саму КС то объём у меня стал равен 34 – 34. 3, но данные могут быть не точными).
3, но данные могут быть не точными).
Примерными расчётами и прикидками, решено фрезеровать плоскость на -1.8 мм, для достижения СЖ = 10 – 10.4.
Для широкофазных валов повышенная СЖ предпочтительнее, чтобы компенсировать хоть как-то потерю тяги на низких оборотах. Чем выше фаза вала, тем выше должна быть сж.
Плоскость отфрезерована на -1.8 мм. КС вышла объёмом 28.5 см3 с учетом её доработки
В итоге получил:
Ход поршня 80 мм
Длина шатуна 136 мм
Диаметр цилиндра 82.8 мм
Недоход поршня 0.6 мм
Объем камеры в поршне 10.0 см3
Объем камеры в ГБЦ 28.5 см3
Прокладка 5.54 см3
Количество цилиндров 4 шт
Итог
Объем 1723 см3
Степень сжатия 10.11
Р/С 1.7
Облегченные клапана
Клапана облегченные фор маш
Поскольку мотор будет работать на 7000-8000 об/мин, а стандартный клапанный механизм классики выдерживает 7400 об/мин (может произойти столкновение клапана и поршня) необходимо задуматься об облегчении клапанов. Чем тяжелее клапан, тем большее количество времени нужно пружине, чтобы вернуть его в закрытое положение, и чем выше обороты, тем выше эффект зависания клапана по отношению к остальной системе. Что в свою очередь приводит к нарушению процесса газораспределения не своевременному закрытию клапанов, неполному наполнению цилиндров горючей смесью и неполному выходу отработанных газов из цилиндров.
Чем тяжелее клапан, тем большее количество времени нужно пружине, чтобы вернуть его в закрытое положение, и чем выше обороты, тем выше эффект зависания клапана по отношению к остальной системе. Что в свою очередь приводит к нарушению процесса газораспределения не своевременному закрытию клапанов, неполному наполнению цилиндров горючей смесью и неполному выходу отработанных газов из цилиндров.
Так же облегчить механизм можно терелками из дюрали или титана, а так же установить более жесткие клапанные пружины. Но в моём случае это излишества.
Это что касается основной необходимости установки облегченных клапанов. Если судить совсем общими критериями, то чем меньше масса подвижных частей мотора, тем ниже сопротивление движению и соответственно выше КПД двигателя. Так что облегчение подвижных частей никогда лишним не будет, главное, чтоб не в ущерб прочности.
Но и это еще не все. У облегченных клапанов ножка тоньше и тем самым меньше перекрывает впускной/выпускной канал, тем самым создавая меньше гидравлических сопротивлений движению потока ТВС/выхлопа.
наглядно
А так же убран металл с самого «тюльпана», тем са
www.drive2.ru
Сообщества › Ретро-автомобили СССР › Блог › Карбюратор. Переделка пневмопривода заслонки вторичной камеры в механический на карбюраторе Озон
Приветствую участников сообщества.
Многие скурили не одну статью на эту тему, а кто-то ни раз и не два проделывал эту операцию с карбом Жигулей, но есть те, кто впервые об этом может узнать и может быть не сталкивался с ремонтом или «тюненхом» классического карба. И чем больше источников инфы и разных точек зрения на этот счёт, тем легче начинающему автовладельцу сделать выбор в пользу того или иного решения и осуществить задуманное.
Фото частично не мои, потому что работая грязными руками вообще не было желания каждые 2 минуты фоткать процесс сенсорным телефоном (думаю, многие меня поймут). Фото, пренадлежащие не мне, я отметил соответствующим текстом.
Собственно, из названия этого поста следует выбор между динамикой авто, чёткого отклика на педаль газа, ровного разгона и пресловутой экономией топлива. Каждый сам пусть решает, что ему нужно. Иногда хочется попробовать пожертвовать чем-то ради того, чтобы любимый копендос поехал чуть резвее, а кого-то не волнует ничего, кроме экономичности движка или стокового состояния деталей и агрегатов вопреки желанию что-то поменять. И те и другие правы, но моя статья для тех, кто хочет и будет делать попытки к изменению поведения авто на дороге.
Каждый сам пусть решает, что ему нужно. Иногда хочется попробовать пожертвовать чем-то ради того, чтобы любимый копендос поехал чуть резвее, а кого-то не волнует ничего, кроме экономичности движка или стокового состояния деталей и агрегатов вопреки желанию что-то поменять. И те и другие правы, но моя статья для тех, кто хочет и будет делать попытки к изменению поведения авто на дороге.
Имея в своём двигателе карбюратор 2101 типа Вебер, что ставились на копейки первых лет выпуска (до 1976г), этот текст не принесёт ничего нового. Ибо к такому типу будем возвращаться мы, владельцы более поздних, либо позже приобретённых классических карбюраторов ДААЗ-2105 и 2107.
Итак, вакуумный привод (или пневмопривод) заслонки вторичной (а не первичной, как указано в некоторых источниках) камеры, который может подтупливать при быстром разгоне или на скорости выше 80 км\ч, либо на более низких передачах, но при высоких оборотах коленвала, а если пробита или по каким-то причинам повреждена резиновая мембрана привода, то вообще произвольно открывающаяся и закрывающаяся заслонка знакомы водителям Жигулей.
Избавиться от всего вышеперечисленного поможет переделка вакуумного привода заслонки (далее ВПЗ, в народе «грибок», из-за соответствующей формы)
в механический. Есть ещё сторонники способа «а я просто вынул пружину из ВПЗ», но не рекомендую этого делать. По сути проблем это не решит. Только прибавит лишних «л» на «100 км».Легче всего сделать привод механическим, отсоеденив тягу ВПЗ и поменяв рычаг управления заслонкой (далее РУЗ) вторичной камеры ДААЗ-2105 на рычаг от Вебера. Но они на дорогах не валяются, и под час куда проще сделать таковую самому, а не искать не пойми где.
Если вы впервые взяли в руки карбюратор и не знакомы с его устройством в подробностях, лучше внимательно изучите функцию и порядок срабатывания всех тяг и рычагов, чтобы потом легче было разбираться в терминах и что куда собирать. Вот очень подробное описание устройства Жигулей, и карба Озон в частности www.scritube.com/limba/rusa/5118171023.php
Разобрав корпус ВПЗ, открутив три винта на крышке, загораживаем отверстие поступления воздуха кусочком тонкой (чтобы не осталось зазора после сборки) резины, диаметра соответствуещего размера.

отверстие обведено синим
Пружину лично я оставил, чтобы мембрана осталась прижатой к корпусу ВПЗ. Прикручиваем крышку назад, следя за тем, чтобы резинка между крышкой и корпузом никуда не ёрзала. Именно пропуск этого процесса и доставляет проблемы с расходом топлива и дальнейшими трабблами в работе заслонки сторонникам способа «а я просто вынул пружину из ВПЗ».Далее, отсоединяем тягу ВПЗ, РУЗ, и пружину на той же опоре прямо за ним.
данное фото не моё
Припаяв рычажок из кусочка проволоки к РУЗ (кто-то умудряется даже наварить нехилый 2мм-овый металл) таким образом,
данное фото не моё, синим отметил я
ставим его обратно, продев вновь образовавшимся крючком за соответствующий зацеп соседнего рычага первичной камеры. Ставить назад эту пружину не надоданное фото не моё, синим отметил я
Затягиваем гайку, и проверяем работоспособность теперь тюнячьего РУЗ вторичной камеры нажатием на РУЗ первичной камеры до срабатывания первого. Если ничего нигде не подклинивает и РУЗ вторичной камеры имеет свободный ход открытия и закрытия, то всё сделано верно.
Дальнейшая установка карба и проба динамики авто и впечатления каждого уже за кулисами данной статьи. Всем мир, угла, и всего олдскульного=).
www.drive2.ru
Подбираем карбюратор Солекс к двигателю — Audi 100, 2.0 л., 1989 года на DRIVE2
Наиболее распространенными являются карбюраторы Солекс модификаций 21053, 21083, 21073, 21041. Отличаются они тарировочными данными, т.е. сечением больших диффузоров (БД), значением и типом жиклеров и прочими потрохами, и рассчитаны под определенный объем двигателя и его тип.
21083 – «базовая» модификация карбюратора с самым маленьким сечением диффузоров 21х23, рассчитан на поперечно расположенный «зубильный» двигатель объемом 1,5л. Особо популярен тем, что из него можно получить солекс любой модификации, а так же уникальный, проточить под любое значение диффузоров и так далее. Ставить на двигатель объемом больше чем 1,5л нежелательно – на высоких оборотах он будет душить двигатель из-за маленького сечения БД. Стоит ометить, что 21083 готовит обедненную смесь (в силу особенности мотора 2108) и для получения хорошей динамики на двигателе УЗАМ желательно поменять жиклеры.
21053 – карбюратор для продольного двигателя 2105 объемом 1,5 литра, имеет диффузоры 23х24. Наиболее приемлемый вариант для двигателей 1,5 литра, требует минимальной настройки. Если нет желания долго воевать с жиклерами или искать толкового карбюраторщика – это солекс для вас
21073 – карбюратор для нивы, под объем 1,7л, диффузоры 24х24, популярен среди владельцев моторов УЗАМ-1,7, на двигатель 1,7 л стает так же с минимальной доводкой.
Особенность: дополнительно имеет 2 штуцера рециркуляции отработанных газов, в других солексах их нету (позиция «a» на фото).
21041 – единственный карбюратор семейства солекс, разработанный для москвичевского двигателя объемом свыше 1,8 л, имеет самые большие диффузоры – 24х26. Внимание! Есть несколько модификаций данного солекса под МПСЗ или БСЗ, отличаются отсутствием и наличием штуцера вакуумного опередителя зажигания, будьте внимательны.
В дополнение хочу сказать, что под любой объем можно настроить любой солекс – вопрос времени и нервов и спаленного бензина . Если поставить на 1,5 литра солекс 083 – получим приемистый движок на низах, который будет затыкаться после ~4500об, если поставим
Если поставить на 1,5 литра солекс 083 – получим приемистый движок на низах, который будет затыкаться после ~4500об, если поставим
Внимание! Все солексы ОДИНАКОВЫ внешне и по устройсту, потому устанавливаются, подключаются и настраиваются ОДИНАКОВО, независимо от модели!
Внешний вид и подключение карбюратора на примере 21041-****-10.
карбюратор 2141
карбюратор 2141
карбюратор 2141
карбюратор 2141
1. Электроклапан, применяется для системы ЭПХХ (экономайзер принудительного холостого хода), перекрывает подачу топлива через жиклер холостого хода, сам жиклер можно найти, если выкрутить электроклапан. Если у вас нет блока ЭПХХ, то на клемму электроклапана надо подвести +12 вольт так, чтобы при выключении зажигания напряжение на нем пропадало (прекратится подача топлива на ХХ), что позволит легко заглушить двигатель и избежать калильного зажигания.
2. Штуцер отбора картерных газов, нужен для того, чтобы засасывать картерные газы из двигателя на холостом ходу, когда дроссельные заслонки закрыты. Подключается к тонкому шлангу на кастрюле для солекса или же врезается в основной шланг отбора картерных газов.
Подключается к тонкому шлангу на кастрюле для солекса или же врезается в основной шланг отбора картерных газов.
Если в кастрюле нет тоненького штуцера для него, надо соединить шлангом с основной трубкой картерных газов или же просто одеть на него трубочку с топливным фильтром на конце. Заглушать не рекомендуется, чтобы не нарушать работу ХХ.
3. Штуцер вакуумного опередителя зажигания, соединяется шлангом с трамблером.
4. Трубка подогрева первой камеры, для стабильной работы в зимний период, трубку надо врезать в систему охлаждения, удобно для этого использовать шланг, выходящий из коллектора.
5. Штуцер подвода топлива.
6. Винт регулировки КОЛИЧЕСТВА оборотов ХХ (черная пластмассовая ручка). На конце этого винта висит проводок с клеммой, она используется в системе ЭПХХ, если у вас ее нету, то проводок никуда не подключать (изолировать его не надо).
7. Отверстие, в котором находится винт регулировки КАЧЕСТВА смеси ХХ.
8. Ось заслонки первой камеры, к которой гайкой прикручен кулачек ускорительного насоса (УН)
а. У 21073 тут вставлены трубки рециркуляции отработанных газов, они соединяются между собой кусочком шланга.
У 21073 тут вставлены трубки рециркуляции отработанных газов, они соединяются между собой кусочком шланга.
b. Тут находится штуцер обратного тока топлива в других модификациях солекса.
Установка карбюратора солекс, на примере 21041-10.
Существует 2 варианта установки карбюратора солекс: первой камерой(камера с воздушной заслонкой сверху) к головке блока цилиндров (как стандартные к126 и ОЗОН) и первой камерой дальше от ГБЦ. Кроме того в зависимости от выбора установки существуют 2 варианта подключения привода дроссельной заслонки, об этом чуть позже.
Вариант «первой камерой дальше от ГБЦ» называют еще «развернутым» соелксом. Суть этого «разворота» в следующем. Когда карбюратор стоит первой камерой ближе к ГБЦ, то расстояние, от нее до 1 и 4 цилиндра большее, чем до 2 и 3, таким образом двигатель получает больше смеси в 2,3 и беднит в 1,4, что заметно по цвету свечей после длительной эксплуатации двигателя, кроме того, при полном форсаже, когда открыты обе камеры воздух идет по пути наименьшего расстояния – т. е. через все ту же первую камеру, меньшую в диаметре и с более бедными жиклерами. Разворот солекса позволяет несколько уравнять расстояние до цилиндров и при открытых заслонках воздух будет идти большей частью через бОльшую вторую камеру.
е. через все ту же первую камеру, меньшую в диаметре и с более бедными жиклерами. Разворот солекса позволяет несколько уравнять расстояние до цилиндров и при открытых заслонках воздух будет идти большей частью через бОльшую вторую камеру.
Если выбор пал на вариант номер 1, первой камерой к ГБЦ, то привод дроссельной заслонки при желании можно реализовать без переделок родной тяги, что очень просто и быстро (недостаток – родные люфты педали газа остаются с нами), при «развернутом» варианте необходимо делать тросовый привод газа.
таблица
таблица
вот есть ещё
www.drive2.ru
Вся правда о компрессоре на карбюратор! — Лада 2107, 1.6 л., 1993 года на DRIVE2
Собственно из за этого и зарегестрировались на Drive2.ru
Сразу говорю, не слушайте ни кого кто бы говорил вам что не стоит дуть в карбюратор, что гиблая идея, не поедет, будет выдувать бензин, не будет прироста и подобную чепуху. Все работает и при грамотной сборке отлично и как часики.
Когда ставили компрессор на карбюратор ни где не могли найти некоторых тонкостей, наталкивались на подводные камни, тратили лишние бабки на эксперементы, в итоге когда все работает как нужно, решили написать, мало ли кому пригодится.
Начнем с начала.
Был приобретен компрессор автотурбо 0.5 бар в магазине www.shop-tuning.ru/feedback/.
Пришёл хороший комплект, силиконовые патрубки, железные пайпы, блоуофф от VW положили в комплекте, при этом цена была ниже чем в других местах, уже обрадовались, вот он, родной лежит, пару дней и поедем, но не тут то было…
Сейчас начнется развенчание некоторых мифов которые пишут продавцы про установку компрессора на карбюратор.
Во всех магазинах пишут что встает на карбюратор спокойно только нужно заменить шкивы, проблемы начались как раз на шкивах. Соосность шкивов помпы и коленвала совпадала, а вот генератор вылезал на 1 см вперед, думали уже что придется ставить приорвоский вместе с лапой от 21214 но в интернете нашли как человек переделал машину под полклиновый ремень, он подрезал лапу к которой цепляеттся генератор на блок спереди, так что бы утопить генератор внутрь, накидав с другой стороны шайб, что бы генератор не ездил. Так же ремень что шёл в комплекте был коротким, пришлось ехать и покупать от шеви нивы. Вот статья. www.drive2.ru/l/4163465/
Вот статья. www.drive2.ru/l/4163465/
Поставили все, думали ну вот, наконец то поедем, но тут же появилась следующая проблема — черепаха на карбюратор. Пластиковая травила воздух во все стороны, было решено сварить железный «рессивер» нашли человечка который сказал что сварит но ему нужна была платформа которая прикручивалась бы карбюратору. Стали ездить искать. Везде говорили сделает только токарь. Проездили 2 дня нашли токарку, но за пластинку с вырезом под карб захотели 2 рубля. Продолжили ездить искать и в тот же день нашли дедка на промзоне ремонтирующего тракторы, спросили есть ли у него токарный станок, на что он ответил нам *Нет а вам что нужно ребятки?* мы объяснили, он сказал что сделает, вырежет сваркой, вырезал отлично, спросили мол сколько с нас, он сказал не сколько, в итоге все равно дали ему денюшку и поехали дальше.
Вот система в сборе, нигде не стравливает воздух, блоу сбрасывает лишнее давление при перегазовке изящным пшыком. Поехали кататься. И тут мы наткнулись на еше одну проблему. Продавцы заверяют что работает на стоковом механическом насосе или на крайняк на карбюраторном низкого давления. Стали искать как делают люди, нашли как у кого то сделано с карбюратором солекс и эл насосом, маркировку насоса он не помнил. Прикупили солекс спорт 24/26(о приключениях с ним позже), прикупили бензонасос Pierburg и HEP -02A низкого давления для карбюратора, поставили, поехали, порог на котором воздух выдувает бензин сдвинулся на 1к вверх (4500 оборотов) далее нашли схему в одном магазине где говорили что все классно пашет только надо подключить их последовательно, сначала электрический — потом механический. Попробовали — продавило мембрану механического и залило весь картер бензином… В итоге был куплен бензонасос от газели, регулятор давления топлива(регулируемый с манометром) стали ставить его, стали ставить по другой схеме, заткнув обратку на карбюраторе и регулируя давление в топливной системе до него по схеме.
Продавцы заверяют что работает на стоковом механическом насосе или на крайняк на карбюраторном низкого давления. Стали искать как делают люди, нашли как у кого то сделано с карбюратором солекс и эл насосом, маркировку насоса он не помнил. Прикупили солекс спорт 24/26(о приключениях с ним позже), прикупили бензонасос Pierburg и HEP -02A низкого давления для карбюратора, поставили, поехали, порог на котором воздух выдувает бензин сдвинулся на 1к вверх (4500 оборотов) далее нашли схему в одном магазине где говорили что все классно пашет только надо подключить их последовательно, сначала электрический — потом механический. Попробовали — продавило мембрану механического и залило весь картер бензином… В итоге был куплен бензонасос от газели, регулятор давления топлива(регулируемый с манометром) стали ставить его, стали ставить по другой схеме, заткнув обратку на карбюраторе и регулируя давление в топливной системе до него по схеме.
Схема топливопровода
Столкнулись с проблемой что его нельзя настроить на 0.
 1 бар для холостого хода, была подпилена пружинка на 1 виток и получилось выставить давление 0.1 бар, подключили к обратке(Обратку ввели в бак и врезали штуцер) иии — обратки не хватило, пришлось снимать 3мм трубку и ставить 8мм трубку, после этого получилось настроить 0.1 и регулятор был подключен на петлю блоу офф.
1 бар для холостого хода, была подпилена пружинка на 1 виток и получилось выставить давление 0.1 бар, подключили к обратке(Обратку ввели в бак и врезали штуцер) иии — обратки не хватило, пришлось снимать 3мм трубку и ставить 8мм трубку, после этого получилось настроить 0.1 и регулятор был подключен на петлю блоу офф.В итоге, после долгих махинаций мы все же поехали нормально, двигатель очень бодро крутится, на первых 2 передачах шлифует на ходу.
Ну и на последок пару советов.
1. БСЗ обязательно а в идеале МПСЗ или 2 контурное БСЗ по Травникову.
2. Блоу офф нужен обязательно.
3. Вал лучше Нуджин 10.50 для заднеприводных, для переднеприводных его аналог. (10.42 или как то так я не помю) на ниве подъем на впуск больше чем на выпуск, но если лавэ не позволяют — можно ниву.
4. Москвичовскую черепаху на карбюратор не ставить — она травит воздух изо всех щелей.
5. Пайпы только силикон и железо, резину рвет даже с блоу.
Надеюсь данный пост будет полезен тем, кто решит ставить компрессор на карбюратор!
www. drive2.ru
drive2.ru
Из чего делают современные двигатели: новые материалы на службе автопроизводителей
На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.
Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.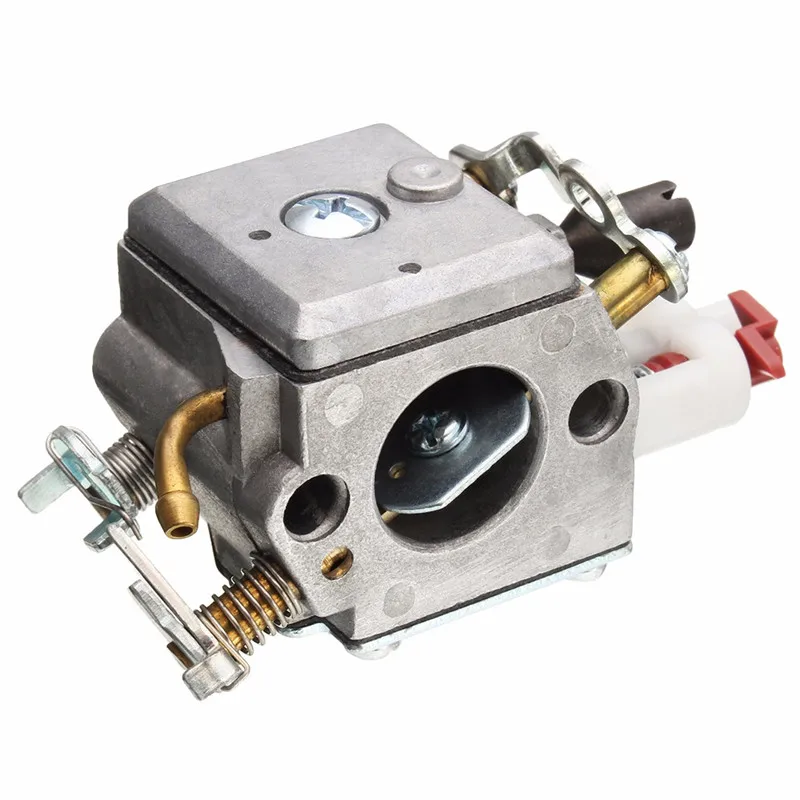
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.
Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов. Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах. Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам. А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.
Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того. Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана. Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой. Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Как заварить или запаять карбюратор: сварка, пайка, заклейка
Как заклеить карбюратор
Случается, что со временем на карбе появляется трещина, откуда вытекает бензин. Многие на быструю руку заделывают её холодной сваркой, но этот состав, впрочем, как и эпоксидная смола или различные герметики держат временно, а потом отваливаются. Чем же лучше всего заделать трещину?
Силуминовый корпус карба
Силумин – это не новый материал, а сплав алюминия с кремнием. Причём алюминия в нём больше, чем кремния в 4-5 раз. Используются также примеси магния, железа и других веществ. Некоторые силумины включают в свой состав натрий и литий.
Почему силумин. Дело в том, что этот материал обладает наилучшими литейными свойствами, пластичностью и повышенной прочностью. Так, силумин прочнее и износоустойчивее обычного алюминия, но уступает в этом плане дюралям (тоже сплав алюминия, но с медью или марганцем).
Производство силумина
Несмотря на прочность силумина, сплав этот довольно хрупкий.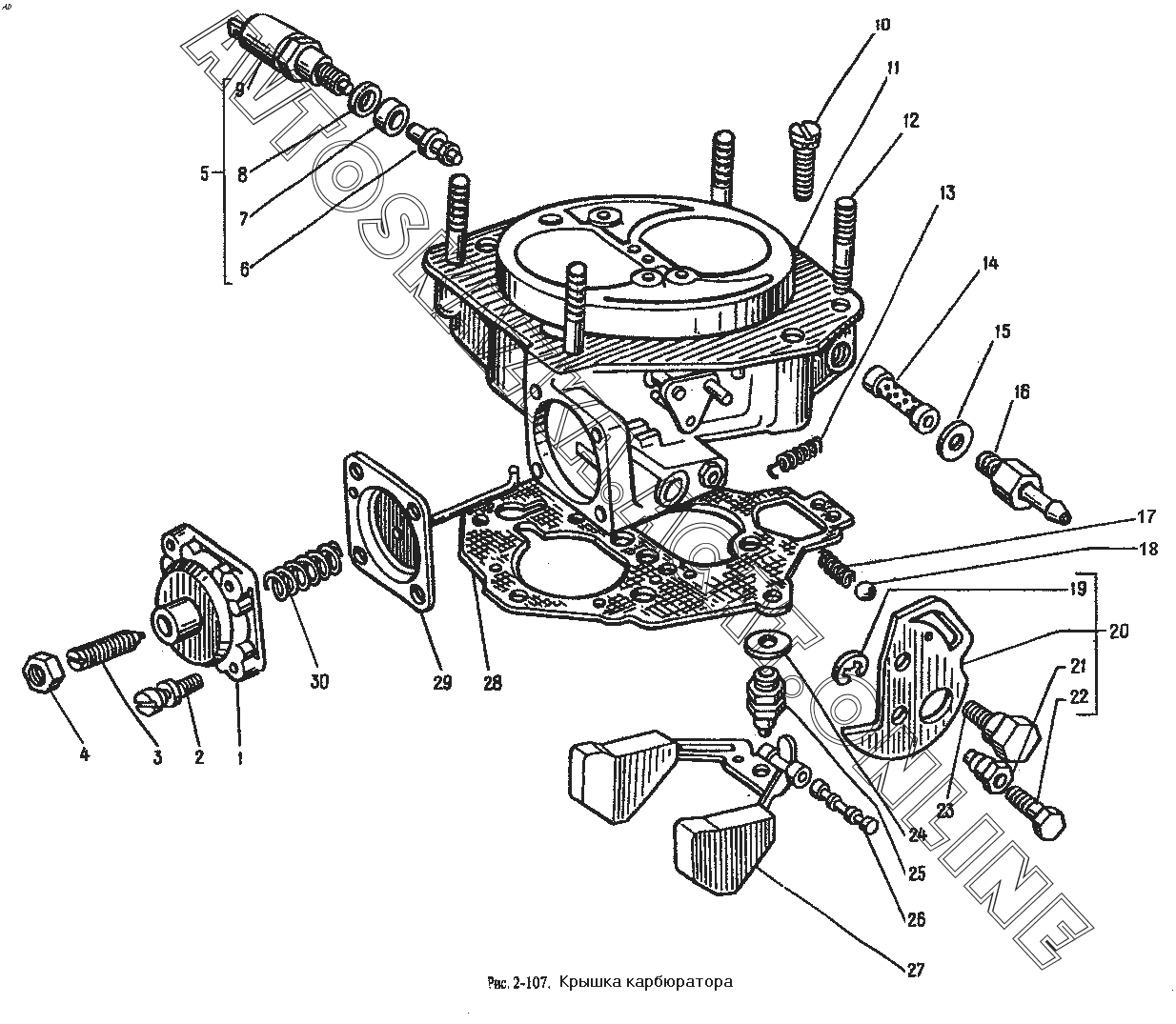 При обработке он легко крошится. С другой стороны, материал невероятно устойчив к коррозии. Поэтому его используют в производстве карбюраторов, предназначенных для эксплуатации во влажной агрессивной среде.
При обработке он легко крошится. С другой стороны, материал невероятно устойчив к коррозии. Поэтому его используют в производстве карбюраторов, предназначенных для эксплуатации во влажной агрессивной среде.
Холодная или электрическая сварка
Несмотря на то, что холодная сварка не любит перепадов температур, и в большинстве случаях со временем отваливается, находятся такие автолюбители, которые используют её. Они утверждают, что можно заклеить трещину карбюратора этим составом, но эффект будет, если правильно подготовить поверхность. Т.е., в данном случае надо тщательно промыть рабочую зону (куда будет наноситься состав) бензином, высушить, а уже после наносить сварку.
Холодная сварка
Однако, как ни крути, холодная сварка может закрыть небольшие трещины, а вот как быть с большими. Их она точно не осилит. Под холодной сваркой принято понимать заделывание трещин различными веществами на основе полимеров. Она хорошо закрывает трещины на ровных поверхностях, но практически не способна заклеивать трещины в области стенок, сёдел, и поверхностей, там где происходит прилегание и т. п.
п.
Электрическая сварка – вариант получше. Но справится ли она с силуминовым материалом, каковым является корпус карба?
Пайка
Алюминий, как известно, очень сложно заваривать электрической сваркой, практически невозможно. Зато он неплохо подаётся запайке, но и здесь классические методы не будут работать, ведь материал сам по себе крайне чувствителен к оксидной плёнке.
Поэтому основной задачей при работах с алюминием становится своевременное удаление оксидной плёнки, и защита материала от воздействия атмосферы. Для этого рекомендуется нанести на поверхность канифоль и минеральное масло.
3 способа пайки (мощный паяльник)
Мощный паяльник для алюминия
Запаять силуминовый корпус карбюратора можно так.
- Использовать канифоль на поверхностях, предварительно обезжиренных и хорошо очищенных. Работать только мощным паяльником, способным прижимать элементы к месту пайки.
- Изготовить алюминиевую заплатку, полностью закрывающую трещину.
 Осуществить пайку с использованием минерального масла.
Осуществить пайку с использованием минерального масла.
Если этот способ не помог, можно воспользоваться следующим.
- Смешать с аморфным веществом (канифолью) металлическую стружку, которая превосходно снимает с поверхностей окись. Тем самым, достигается возможность надёжной спайки мягкого металла и олова.
- Перед непосредственной пайкой, мощным паяльником (хорошо разогретым) натирать рабочую зону.
Заварить трещину в карбе
Наконец, самый трудоёмкий способ, но более эффективный и надёжный. Он потребует много сил и времени, зато результат обрадует самого придирчивого карбюраторщика.
- Перед тем, как начать пайку, рабочее место очистить от окиси путём воздействия медью (провести омеднение). Использовать надо ГМП (метод гальваники).
- В области пайки создать пластилиновую формочку, в которую добавить немного медного купороса.
- Поместить в ванночку 1-2 мм медный провод, удерживая его на расстоянии одного миллиметра от поверхности алюминия.

- К проводу подключить любой из этих источников питания: батарейку, аккумулятор или выпрямитель. Главное, чтобы источники выдавали напряжение в пределах 3-12 В.
- Оборудовать созданную электроцепь лампочкой, предназначение которой – сигнализировать. Как только алюминий и медный провод соприкоснутся, она загорится. Другими словами, она будет оповещать о том, что кончик помещённого в формочку провода касается дна, и наоборот, о том, что гальванический процесс прерван (если лампочка погаснет).
- К алюминию надо подвести напряжение с помощью медных проводов. По истечении некоторого времени купорос выкипит.
- Остаётся только промыть поверхность, высушить, и осуществить стандартную пайку.
Пайка карандашом
Паяльный карандаш
Специальный карандаш, представляющий собой припой-герметик тоже используется для пайки силуминового корпуса. Карандашный паяльник неплохо зарекомендовал себя при устранении швов и трещин различных частей автомобиля: трубок, радиатора, других алюминиевых деталей. Не исключение – и корпус карбюратора.
Не исключение – и корпус карбюратора.
Суть работы с карандашом сводится к тому, что он поджигается и соединяет алюминиевые детали за счёт нагрева. Принцип действия аналогичен работе газовой горелки, хотя в применении карандаша есть немало плюсов.
Таким образом, если на поверхности карба появились трещины, их можно заварить или запаять. Вовсе не обязательно выбрасывать и покупать новый. Мелкие трещины легко закроются полимерными составами, эпоксидным клеем и стеклотканью. Крупные повреждения придётся паять.
Универсальная опорная пластина Pipercross для сдвоенных карбюраторов.
Все категории—Каталог—Одежда и сувениры—Оборудование автомобиля—-Аксесcуары—-Воздуховоды и силиконовые шланги——Воздухозаборники——Крепеж, хомуты——Патрубки—-Крепеж—-Кресла и аксессуары—-Маслокулеры——Адаптеры для Setrab——Проставки под фильтр——Радиаторы Setrab Proline——Радиаторы Setrab Slimline—-Материал для брызговиков—-Ремни безопасности—-Спортивные рули—-Система охлаждения—-Системы пожаротушения—-Системы радиосвязи—-Термозащита—-Топливная система——Аксессуары——Насосы + регуляторы——Топливные баки——Фильтры и топливные рампы—-Тормозная система——Гидравлические ручники——Регуляторы——Цилиндры и аксессуары—-Фильтры——K&N——PIPERCROSS——Аксессуары—-Электрооборудование——AIM телеметрия——Авто——Картинг——Аккумуляторы——Аксессуары——Выключатели массы——Приборы и датчики—Оборудование для сервиса—Экипировка для автоспорта (FIA)—-FHR/HANS и аксессуары—-Аксессуары—-Комбинезоны FIA——48 размер——50 размер——52 размер——54 размер——56 размер——58 размер——60 размер——62 размер—-Нижнее бельё——Верх——L——M——S——XL——XS——XXL——Низ——L——M——S——XL——XS——XXL——Носки——36/38 (XS)——38/39 (S)——40/41 (M)——42/43 (L)——44/45 (XL)——46/48 (XXL)——Подшлемники—-Обувь——37——38——39——40——41——42——43——44——45——46—-Перчатки——10/M——11/L——12/XL——13/XXL——7/XXS——8/XS——9/S—-СУМКИ, РЮКЗАКИ, ЧЕХЛЫ—-Шлемы FIA——Аксессуары для шлемов——Размер L (59-60)——Размер M (57-58)——Размер S (54-56)——Размер XL (61-62)——Размер XS (53-54)——Резмер XXL (63-64)—Экипировка для картинга (CIK)—-Аксессуары для шлемов——Визоры для Arai CK-6——Визоры для Arai SK-6/GP-6——Запчасти для шлемов Arai——Уплотнители для шлемов——Визоры и запчасти BELL—-Защита ребер, шеи—-Комбинезоны для картинга (CIK)——Alpinestars—-Обувь для картинга——30——32——34——35——36——37——38——39——40——41——42——43——44——45—-Перчатки для картинга——10/M——11/L——12/XL——4——5——6/XXXS——7/XXS——8/XS——9/S—-Подшлемники, нижнее бельё——Верх——Подшлемники—-Шлемы для картинга—-Дождевая экипировка—Экипировка механика—-Комбинезоны——4XL——5XL——L——M——S——XL——XXL——XXXL—-Перчатки—Экипировка на заказ—Масло и смазки—Фитинги и шланги—-Адаптеры и тройники——Топливо——AN-AN——AN-BSP——AN-Metric——AN-NPT——Weld — приварные——Тройники——Тормоза——AN-AN——AN-BSP——AN-Metric——AN-NPT——Тройники—-Быстрые разъемы—-Заглушки—-Защита для шлангов—-Комплекты тормозных шлангов—-Крепления шлангов и трубок—-Тормозные фитинги/шланги——Банджо болты——Тормозные трубки/фитинги Hardline——Фитинги и банджо AN03/AN04——Шланги AN3/AN4—-Уплотнительные кольца/шайбы—-Фитинги/шланги (топливо, масло)——AN фитинги/шланги серия 200, 210——AN фитинги/шланги серия 536 (PuchFit)——AN фитинги/шланги серия 600 (тефлон PTFE)——AN фитинги/шланги серия 811, 910 (тефлон PTFE)——Банджо и болты——Топливные трубки/фитинги Hardline——Инструменты—1256
Карбюраторы среднетоннажных грузовиковСхемы, регулировочные параметры и рекомендации по обслуживанию
А. Дмитриевский, к.т.н.
Дмитриевский, к.т.н.
Мы рассказали о карбюраторах грузовых автомобилей легкого класса, дали их схемы, регулировочные параметры и рекомендации по обслуживанию. Карбюраторные двигатели на грузовиках среднего класса многие полагают анахронизмом, но огромное количество такой техники по-прежнему находится в эксплуатации.
Двухкамерные карбюраторы восьмицилиндровых V-образных двигателей ЗИЛ (К-88, К-89, К-90) и ГАЗ (К-135) и их модификации (рис. 1 и 2) имеют ряд принципиальных отличий от ранее рассмотренных систем. Главные из них — это параллельное открытие дроссельных заслонок и наличие ограничителя числа оборотов коленчатого вала.
Каждая камера карбюратора питает 4 цилиндра. Данное обстоятельстро определяет повышенные требования к точности регулировок, необходимых для обеспечения одинакового состав смеси в каждой группе. Система холостого хода подает струю эмульсии в задроссельное пространство, в зону, где воздух движется с небольшими скоростями и поэтому, в отличие от автономной системы карбюраторов К-131 и К-151, не может обеспечить хорошего распыления топлива. Часть топлива идет в виде пленки по стенкам впускного трубопровода, из-за чего состав смеси в различных цидиндрах сильно варьируется, а следовательно, двигатель имеет повышенные выбросы СО и СН с отработавшими газами.
Часть топлива идет в виде пленки по стенкам впускного трубопровода, из-за чего состав смеси в различных цидиндрах сильно варьируется, а следовательно, двигатель имеет повышенные выбросы СО и СН с отработавшими газами.
Для выполнения норм по СО (1,5%) приходится так обеднять смесь, что в некоторых цилиндрах происходит неполное сгорание и увеличиваются выбросы СН. Именно из-за восьмицилиндровых двигателей ЗИЛ и ГАЗ допустимые нормы на СН пришлось увеличить увеличить при минимальной частоте вращения до 3000 частей на миллион и до 1000 – при повышенной.
Почему же на этих карбюраторах не применить автономную систему холостого хода, обеспечивающую идеальное распыление топлива? Мешает ограничитель числа оборотов, требующий установки обеих дроссельных заслонок на одной оси. В массовом производстве невозможно обеспечить плотное и равномерное прилегание заслонок к стенкам воздушного канала. Кроме того, на холостом ходу ось дроссельных заслонок прогибается и, как следствие, пришлось увеличить зазор между осью и перемычкой между камерами. В него также проходит воздух. В результате при закрытых заслонках основная часть воздуха поступает через них, и организовать распыливание топлива оставшейся частью воздуха не удается. Все это сильно затрудняет настройку карбюраторов в процессе эксплуатации.
В него также проходит воздух. В результате при закрытых заслонках основная часть воздуха поступает через них, и организовать распыливание топлива оставшейся частью воздуха не удается. Все это сильно затрудняет настройку карбюраторов в процессе эксплуатации.
Перед регулировкой карбюраторов необходимо проверить систему зажигания: угол опережения зажигания, состояние контактов и угол их замкнутого состояния, состояние низко- и высоковольтной проводки, а также и свечей зажигания. Затем проверяют уровень топлива в поплавковой камере и и состояние иглоьчатого клапана. При нарушении его герметичности необходимо заменить уплотнительную шайбу на игле.
В карбюраторах с параллельным открытием дроссельных заслонок равномерное распределение смеси по цилиндрам очень важно на нагрузочных режимах, поскольку именно они определяют минимальные эксплуатационные расходы. А потому именно для них необходимо в первую очередь обеспечить одинаковую регулировку обеих камер. Для этого нужно определить пропускную способность топливных и воздушных жиклеров главной дозирующей системы на специальном пневматическом или жидкостном стенде. При его отсутствии косвенным показателем пропускной способности жиклера может служить диаметр его отверстия (см. таблицу 1).
При его отсутствии косвенным показателем пропускной способности жиклера может служить диаметр его отверстия (см. таблицу 1).
Зазоры между кромками дроссельных заслонок и стенками смесительной камеры должны быть одинаковыми. Если этого нет, следует, ослабив винты крепления дроссельных заслонок к оси примерно на один оборот, отвернуть упорный винт («винт количества»), закрыть заслонки до упора в стенки смесительной камеры, после чего затянуть крепежные винты. В результате произойдет самоустановка заслонок.
Хорошая динамика разгона обеспечивается насосом-ускорителем. При этом важна не только его производительность, но и равномерной подачи топлива в каждую из камер. Для проверки этого параметра карбюратор устанавливают на подставку с отверстиями так, чтобы под каждой смесительной камерой расположить мензурку. Далее производят 10 циклов: резкое открытие дроссельных заслонок до упора, а после прекращения подачи топлива их медленное закрытие для заполнения полости под плунжером.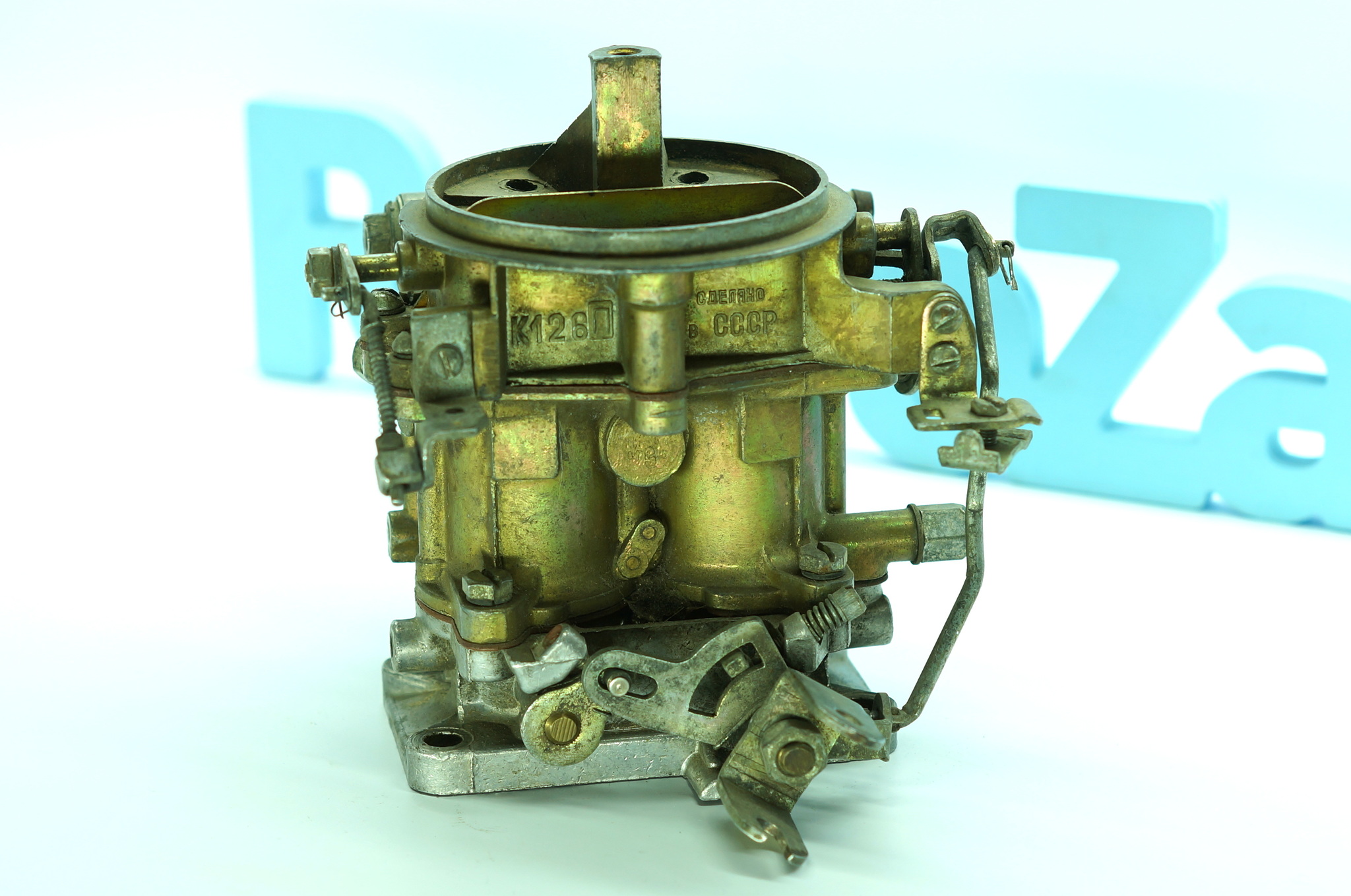 Результаты замера производительности ускорительного насоса сравнивают с табличными данными. При большой разнице в количестве впрыскиваемого топлива между камерами следует прочистить отверстия распылителей, а если этого недостаточно, то уточнить их проходные сечения разверткой.
Результаты замера производительности ускорительного насоса сравнивают с табличными данными. При большой разнице в количестве впрыскиваемого топлива между камерами следует прочистить отверстия распылителей, а если этого недостаточно, то уточнить их проходные сечения разверткой.
| Условный диаметр отверстия, мм | Пропускная способность, см3/мин | Условный диаметр отверстия, мм | Пропускная способность, см3/мин | Условный диаметр отверстия, мм | Пропускная способность, см3/мин | ||
|---|---|---|---|---|---|---|---|
| 0,45 | 35 | 1,00 | 180 | 1,55 | 444 | ||
| 0,50 | 44 | 1,05 | 202 | 1,60 | 472 | ||
| 0,55 | 53 | 1,10 | 225 | 1,65 | 500 | ||
| 0,60 | 63 | 1,15 | 245 | 1,70 | 530 | ||
| 0,65 | 73 | 1,20 | 267 | 1,75 | 562 | ||
| 0,70 | 84 | 1,25 | 290 | 1,80 | 594 | ||
| 0,75 | 96 | 1,30 | 315 | 1,85 | 627 | ||
| 0,80 | 110 | 1,35 | 340 | 1,90 | 660 | ||
| 0,85 | 126 | 1,40 | 365 | 1,95 | 695 | ||
| 0,90 | 143 | 1,45 | 390 | 2,00 | 730 | ||
| 0,95 | 161 | 1,50 | 417 | – | – |
Проверку и регулировку системы холостого хода на СО и СН следует начинать с режима повышенных оборотов nпов.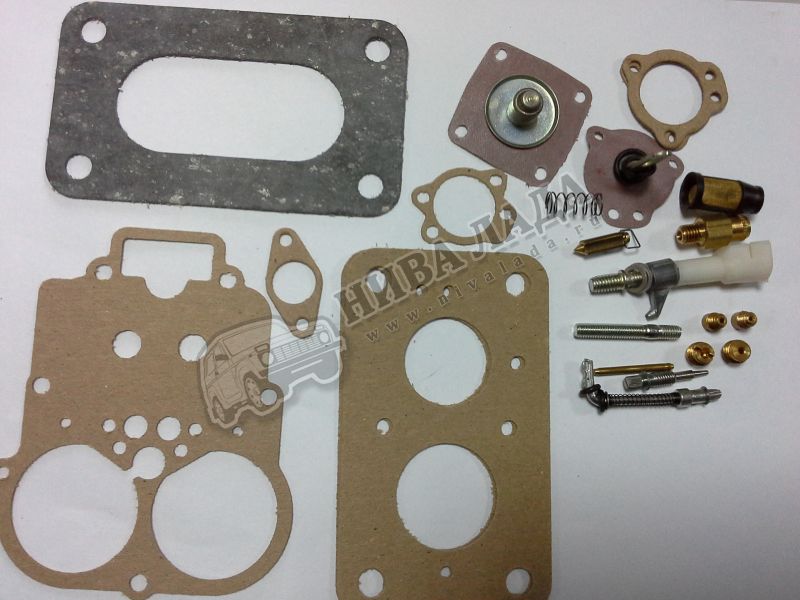 При избыточной концентрации СО (более 2%) следует прежде всего прочистить воздушные жиклеры главной дозирующей системы и системы холостого хода. Если это не помогает, нужно или уменьшить топливные, или увеличить воздушные жиклеры холостого хода (см. рис. 1). Учитывая, что топливные жиклеры и так имеют очень малые проходные сечения во избежание их засорения у карбюраторов К-88, К-89, К-90 и их модификаций предпочтительно увеличить пропускную способность воздушных жиклеров холостого хода на 10-15%. После этого проверку концентрацию СО и СН при nпов повторяют. В случае необходимости — дополнительно увеличивают воздушные жиклеры.
При избыточной концентрации СО (более 2%) следует прежде всего прочистить воздушные жиклеры главной дозирующей системы и системы холостого хода. Если это не помогает, нужно или уменьшить топливные, или увеличить воздушные жиклеры холостого хода (см. рис. 1). Учитывая, что топливные жиклеры и так имеют очень малые проходные сечения во избежание их засорения у карбюраторов К-88, К-89, К-90 и их модификаций предпочтительно увеличить пропускную способность воздушных жиклеров холостого хода на 10-15%. После этого проверку концентрацию СО и СН при nпов повторяют. В случае необходимости — дополнительно увеличивают воздушные жиклеры.
И только добившись выполнения норм на СО и СН при nпов начинают регулировку при минимальной частоте вращения коленчатого вала на холостом ходу. Вращением «винта качества» одной из камер добиваются минимальной концентрации СН. Затем «винтом качества» второй камеры снова добиваются минимальной концентрации СН. После этого проверяют концентрацию СО. Как правило, она несколько превышает допустимую (1,5%). В этом случае следует, последовательно поворачивая винты качества на одинаковый угол, добиться снижения СО до нормы. При этом для восьмицилиндровых двигателей ЗИЛ и ГАЗ концентрация СН обычно несколько увеличивается. Поэтому после регулировки на СО необходимо проверить концентрацию СН, которая не должна превышать 3000 частей на миллион.
Как правило, она несколько превышает допустимую (1,5%). В этом случае следует, последовательно поворачивая винты качества на одинаковый угол, добиться снижения СО до нормы. При этом для восьмицилиндровых двигателей ЗИЛ и ГАЗ концентрация СН обычно несколько увеличивается. Поэтому после регулировки на СО необходимо проверить концентрацию СН, которая не должна превышать 3000 частей на миллион.
Причиной повышенной концентрации СН может быть износ двигателя и, соответственно, высокий угар масла.
Карбюраторы К-90 оборудованы экономайзерами принудительного холостого хода (ЭПХХ). В отличие от клапанов ЭПХХ рассмотренных ранее карбюраторов К-131 и К-151, перекрывающих при торможении двигателем подачу топливовоздушной смеси, в карбюраторах К-90 применен электромагнитный клапан, перекрывающий подачу топливной эмульсии в канал перед переходной системой, и потому его проходные сечения значительно меньше.
| Модель | К-88 АМ | К-89 АЕ | К-90 | К-135 |
|---|---|---|---|---|
| Тип двигателя | ЗИЛ 508, ЗИЛ 130 | ЗИЛ 375 | ЗИЛ 508 | ЗМЗ 53-11, ЗМЗ 66-06, ЗМЗ 672-11 |
Диаметр, мм:
| 36 28 | 36 30 | 36 28 | 34 27 |
Калиброванных отверстий жиклеров:
| – 2,5 2,2 1,6х1,8 – – | – 2,5 2,2 1,6х1,8 – – | – 2,5 2,2 1,6х1,8 – – | 1,3 – 0,85 1,8 0,6 1,6 |
| Расстояние до уровня топлива от верхней плоскости корпуса | 19±0,5 | 19±0,5 | 19±0,5 | 20±0,5 |
Пропускная способность жиклеров, см3/мин:
| 280 68 205 | 350 72 320 | 295 68 215 | 310 90 – |
| Подача топлива ускорительным насосом за 10 ходов | 15–20 | 15–20 | 15–20 | 16±4 |
Схема подключения клапана также имеет принципиальные отличия от рассмотренных ранее карбюраторов: на режиме ПХХ блок управления включает обмотку клапана ЭПХХ к электроцепи и клапан перекрывает подачу эмульсии. Вместо микровыключателя карбюратор имеет контактную пластину на нижнем фланце и контакт на рычаге дроссельных заслонок. Благодаря такой конструкции при каких-либо нарушениях в системе управления клапаном ЭПХХ (обрыве цепи, окислении контактов и др.) двигатель на холостом ходу продолжает работать, и водитель не замечает неисправности, поскольку расход топлива увеличивается всего на 2-4%, а на шоссе практически не меняется.
Вместо микровыключателя карбюратор имеет контактную пластину на нижнем фланце и контакт на рычаге дроссельных заслонок. Благодаря такой конструкции при каких-либо нарушениях в системе управления клапаном ЭПХХ (обрыве цепи, окислении контактов и др.) двигатель на холостом ходу продолжает работать, и водитель не замечает неисправности, поскольку расход топлива увеличивается всего на 2-4%, а на шоссе практически не меняется.
Клапан ЭПХХ начинает работать только после прогрева системы охлаждения двигателя свыше 60 °С. На режиме свыше 1000 об/мин электронный блок включает цепь питания клапанов ЭПХХ. Однако если дроссельные заслонки приоткрыты, то контакты на упорном винте разомкнуты, электроцепь питания отключена и клапана ЭПХХ остаются открытыми. При частоте вращения свыше 1000 об/мин, когда водитель отпускает педаль «газа», электромагнитные клапаны перекрывают подачу эмульсии через систему холостого хода. При снижении частоты вращения до 1000 об/мин блок управления отключает цепь питания, клапаны открываются, и двигатель начинает работать на режиме холостого хода.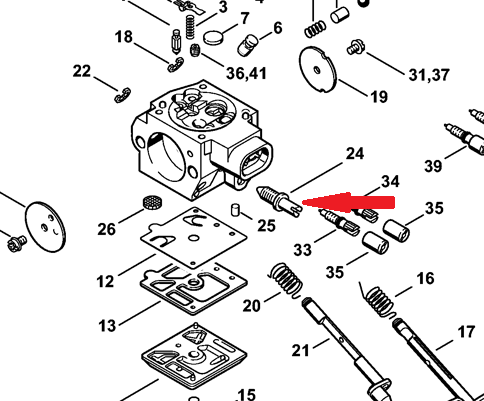
Проверку системы ЭПХХ можно произвести на прогретом двигателе при помощи лампы 12 Вольт мощностью не более 3 Вт, подключаемой вместо клапана. При повышении частоты вращения (свыше 1500 об/мин) лампа должна гореть. Если лампа не горит, следует убедиться, что проводка не нарушена и очистить контакты на карбюраторе и у датчиков. После резкого закрытия дроссельных заслонок и снижения частоты вращения меньше 1000 об/мин лампа должна гаснуть. Работу клапанов проверяют также по характерным щелчкам при их посадке во время резкого закрытия дроссельных заслонок после работы при повышенной частоте вращения (2000-2500 об/мин). Отдельно проверяется герметичность посадки каждого из клапанов, для чего их необходимо вывернуть и подключить к сети 12 вольт. На клапан одевается шланг, в который подается воздух или вода под небольшим давлением (например резиновой грушей).
Своевременный и грамотный уход за карбюраторами позволяет не только избежать пробле с экологической полицией, но и заметно снизить эксплуатационные расходы.
Впрочем, карбюратор — далеко не единственный виновник перерасхода топлива и повышенного содержания СО и СН в отработавшихъ газах. Большое значение имеет состояние системы питания двигателя воздухом.
В автомобилях ЗИЛ-431410, ЗИЛ-130К и ЗИЛ-131М воздух к воздушному фильтру подается по каналу, расположенному в усилителе капота двигателя. Это позволяет повысить мощностные показатели двигателя за счет подачи более холодного, чем в подкапотном пространстве, воздуха. Кроме того, наружный воздух, как правило, более чистый, что уменьшает засорение фильтра, увеличивает ресурс двигателя, способствует стабилизации его экологических и энергетических показателей. При этом необходимо следить за наличием заглушки в дополнительных отверстиях канала, чтобы предотвратить попадание воздуха из подкапотного пространства
В настоящее время главным образом применяются воздушные фильтры трех типов: масляно-инерционные, сухие с пористым сменным элементом и сухие инерционные (циклоны).
Достоинством масляно-инерционных фильтров является возможность их длительного использования без замены фильтрующего элемента. При засорении сопротивление меняется незначительно. Основной недостаток – относительно невысокая степень очистки воздуха: 95-97% при минимальном и 98,5-99% при максимальном расходе воздуха.
При засорении сопротивление меняется незначительно. Основной недостаток – относительно невысокая степень очистки воздуха: 95-97% при минимальном и 98,5-99% при максимальном расходе воздуха.
Наилучшая очистка воздуха обеспечивается пористым материалом (бумагой, картоном или синтетическим). Эффективность очистки доходит до 99,5%. Недостатком таких фильтров является меньшая пылеемкость и заметное повышение сопротивления при засорении. Поэтому чаще приходится проверять степень их засоренности и своевременно заменять или очищать фильтрующий элемент.
Установить связь между пробегом автомобиля и повышением сопротивления воздушного фильтра довольно трудно. При езде в городе, по асфальтированному шоссе, в зимних условиях допустимый пробег часто превышает 15 тысяч километров. В то же время несколько десятков километров в условиях сильной запыленности могут довести сопротивление фильтра до предела.
Увеличение сопротивления ведет к ухудшению наполнения цилиндров двигателя, нарушению регулировок карбюратора, увеличению выброса СО и СН. При больших нагрузках и сопротивлении фильтра 5 кПа (около 40 мм рт.ст.) снижение максимальной мощности доходит до 5-8%, а максимального крутящего момента – до 3-5%. Увеличивается расход топлива. Оценка сопротивления воздушного фильтра производится при испытании двигателя на моторном стенде или автомобиля на роликовом стенде, а также при проверке фильтра на вакуумной установке. На некоторых автомобилях устанавливаются индикаторы вакуума, отрегулированные на заданную допустимую степень засорения фильтра (обычно 3.3-7,5 кПа). Индикаторы вакуума выпускаются для тяжелых грузовиков, но часто их устанавливают на автомобили среднего и малого тоннажа.
При больших нагрузках и сопротивлении фильтра 5 кПа (около 40 мм рт.ст.) снижение максимальной мощности доходит до 5-8%, а максимального крутящего момента – до 3-5%. Увеличивается расход топлива. Оценка сопротивления воздушного фильтра производится при испытании двигателя на моторном стенде или автомобиля на роликовом стенде, а также при проверке фильтра на вакуумной установке. На некоторых автомобилях устанавливаются индикаторы вакуума, отрегулированные на заданную допустимую степень засорения фильтра (обычно 3.3-7,5 кПа). Индикаторы вакуума выпускаются для тяжелых грузовиков, но часто их устанавливают на автомобили среднего и малого тоннажа.
Элемент картонного фильтра, достигший предельной запыленности, должен быть заменен на новый. При этом следует обратить внимание на плотность прилегания уплотняющих поясков к корпусу фильтра по всему периметру и герметичность заделки торцов картонного или синтетического элемента. При отсутствии сменного элемента он может быть частично восстановлен путем продувки его сжатым воздухом со стороны внутренней полости (при наличии предочистителя продувка производится отдельно).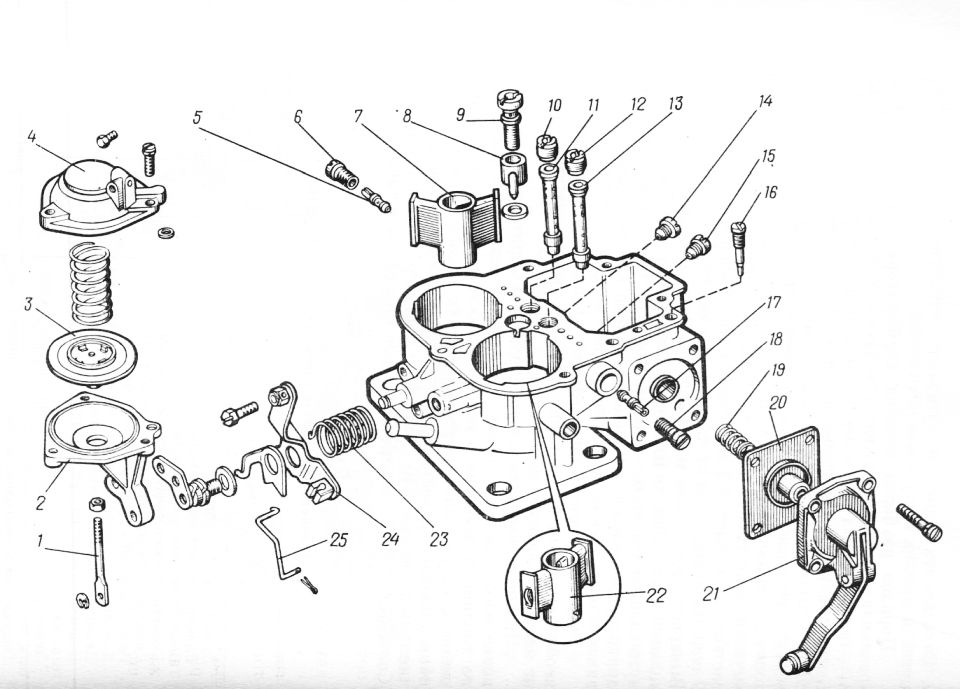 В отдельных случаях элемент фильтра промывается беспенным моющим раствором и тщательно просушивается.
В отдельных случаях элемент фильтра промывается беспенным моющим раствором и тщательно просушивается.
После продувки пылеемкость в среднем восстанавливается наполовину, а после промывки -на 60%, поэтому срок службы после регенерации соответственно сокращается. Элементы фильтра из синтетического материала допускают многократную промывку — до 10 раз.
В связи с невысокой пылеемкостью фильтров из пористого материала для автомобилей, работающих в условиях высокой запыленности воздуха, существуют двух- и трехступенчатые фильтры. Как правило, первая ступень – это циклон или масляно-инерционный фильтр, вторая и третья ступени это сухие пористые фильтры.
Необходимо периодически проверять герметичность соединения воздушных каналов, шлангов системы вентиляции картера, установки фильтрующих элементов, уплотнений фланцев карбюратора и впускного трубопровода. При смене фильтра на изношенном двигателе требуется проверить, нет ли течи масла через сальники на повышенных оборотах коленчатого вала: давление в картере увеличилось, и появилась вероятность течи масла через изношенные сальники и неплотные соединения.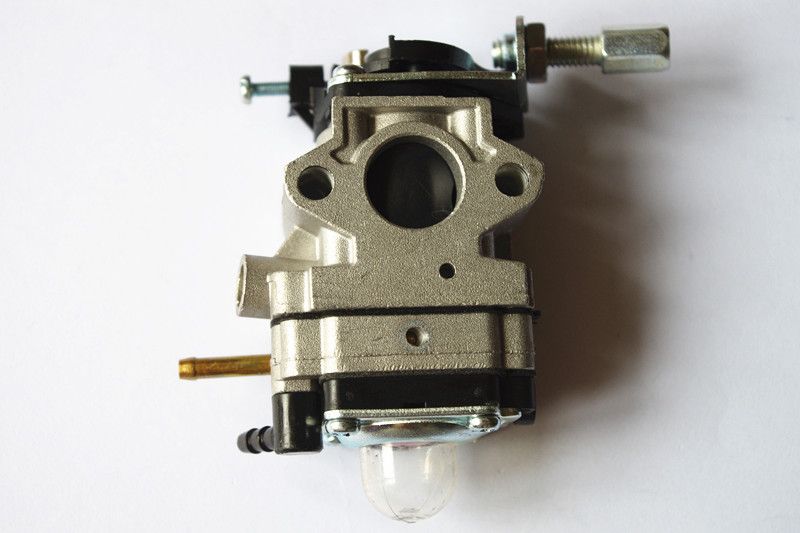
В системе топливоподачи необходимо периодически проверять степень засоренности топливных фильтров. При их засорении особенно в жаркое время возникают паровые пробки, приводящие к нарушению топливоподачи.
принцип работы и виды устройства
В современном автомобиле нет ничего лишнего и малозначащего. Даже такой недорогой и простой с виду элемент, как воздушный фильтр, имеет важное значение, так как от него во многом зависит стабильная работа и общий технический ресурс двигателя. Как устроен воздушный фильтр, и почему требования технического регламента о сроках его периодической замены нужно неукоснительно выполнять?
Назначение
Воздушный фильтр предназначен для очистки поступающего в двигатель воздуха от пыли, песчинок и любых других мелких и твердых частиц, поступающих в двигатель.. Атмосферный воздух необходим для приготовления топливной смеси. При сжигании 1 литра бензина расходуется до 13 м² воздуха. Весь этот объём проходит через важнейшие системы двигателя, включая впускные и выпускные коллекторы, систему клапанов и рабочее пространство цилиндров.
Если поступающий в мотор воздух не очищать, резко возрастёт износ трущихся деталей, в результате чего двигатель даже после сравнительно небольшого пробега может полностью выйти из строя. Кроме обладающей абразивными свойствами пыли, «забортный» воздух содержит еще одну вредную для деталей мотора составляющую – водяные пары. Попадая на металл, влага провоцирует образование микроскопических очагов коррозии. Частицы ржавчины являются мощным абразивом, поэтому их присутствие в двигателе недопустимо.
Задача очистки необходимого для работы мотора воздуха от пыли и влаги полностью возложена на воздушный фильтр. Этот узел успешно выполняет и некоторые другие функции: частично гасит шум, создаваемый работающим двигателем, а в карбюраторных системах участвует в поддержании оптимальной температуры подготовленной топливной смеси. В процессе эксплуатации автомобиля воздушный фильтр постепенно засоряется, поэтому его необходимо периодически менять.
Устройство, принцип работы
Воздушным фильтром принято называть весь узел очистки поступающего воздуха в сборе. Он представляет собой корпус со съемной крышкой, под которой находится определенной формы и конструкции фильтрующий элемент. Место установки воздушного фильтра в подкапотном пространстве зависит от типа двигателя. Так, в карбюраторных бензиновых моторах этот узел имеет округлый вид и устанавливается над карбюратором. В инжекторных системах применяются более производительные фильтры прямоугольной формы.
Чтобы удалить пыль и другие микроскопические твердые частицы из засасываемого в двигатель воздуха, его пропускают через пористый материал воздушного фильтра. Его конструкция выполнена таким образом, чтобы поступающий на вход воздух мог пройти на выход только через фильтрующий элемент. Если установка сменного фильтра выполнена неаккуратно, и винты крышки должным образом не затянуты, воздушный поток сможет беспрепятственно проходить через образовавшиеся щели.
Виды и состав фильтрующих элементов
В процессе эволюции автомобильного транспорта для очистки поступающего в двигатель воздуха применялись следующие различные материалы:
- Хлопчатобумажная ткань.
- Сетки из конского волоса.
- Поролон.
- Мелкий насыпной уголь.
- Бумага и картон.
- Подушки из капроновой лески.
- Емкости с машинным маслом.
На современном этапе многие из них практически не применяются и были заменены на более совершенные пористые композиции бумаги и картона, способные лучше осекать вредные примеси.
В зависимости от времени года и местности, в которой эксплуатируется автомобиль, фильтр должен эффективно справляться со всеми нежелательными составляющими воздушной среды:
- Дорожной пылью и песком.
- Парами и каплями влаги.
- Частицами цемента и строительной пылью.
- Цветочной пыльцой.
- Составляющими городского смога.
- Мелкими насекомыми.
Основой воздушных фильтров для легковых автомобилей являются различной конфигурации элементы, изготовленные из бумаги, картона или микропористых полимерных материалов. Для того, чтобы такие фильтры не промокали и препятствовали проникновению влаги в мотор, их пропитывают смолистыми веществами. Данный способ обработки позволяет фильтрующему материалу задерживать даже мельчайшие взвеси частиц моторного масла, антифриза и других веществ, которые могут присутствовать в моторном отсеке.
Практика показала, что однослойные и однокомпонентные фильтры быстро засоряются. Для повышения эффективности работы и увеличения срока службы фильтрующих элементов разработаны новые технологии задержки пыли и примесей.
В первую очередь, это «глубинный» способ фильтрации. Он заключается в использовании трех слоев бумаги с порами различного размера. Поверхностный слой задерживает самые крупные частицы, средний – более мелкие, а третий уже завершает очистку, пропуская в двигатель абсолютно чистый воздух, немного подогретый в результате трения о поры бумаги. Заменяемые элементы фильтрации могут изготавливаться в любом размерном и пространственном решении, зависящем от типа двигателя и конструкции корпуса фильтра.
Конструктивные особенности
На конструкцию и геометрию современных воздушных фильтров существенно влияет тип, особенности устройства и функционирования двигателя, а также место установки узла в моторном отсеке и скорость поступающего в него воздушного потока. В автомобилях устанавливаются фильтры следующих видов:
- Круглый фильтр в виде кольца, применяемый в авто с карбюраторным мотором. Кроме многослойной бумажной начинки, эти изделия обычно оснащаются сетчатым каркасом из алюминия, значительно увеличивающим их механическую прочность. Это необходимо, чтобы защитить фильтр от деформации потоком воздуха. Сверху и снизу фильтрующего кольца приклеены упругие резиновые или полимерные уплотнения.
- Панельный фильтрующий элемент, применяемый в большинстве дизельных ТС и для инжекторных двигателей. Выпускается в каркасном и бескаркасном исполнении. Отличается большей площадью фильтрации воздуха и общей эффективностью. Панельные фильтры занимают меньше места, быстро и точно устанавливаются в корпус. Для защиты от деформаций могут содержать в себе армирующие элементы из металлической сетки или пластика.
- Фильтры цилиндрической формы. Конструктивно напоминают кольцевые элементы, но значительно выше их и меньше в диаметре. Такое решение позволило сделать изделия более компактными и одновременно увеличить рабочую площадь цилиндрического фильтрующего элемента. Применяются на грузовом автотранспорте и ряде моделей легковых автомобилей с дизельными моторами.
В целях улучшения эксплуатационных характеристик основные фильтрующие элементы могут быть дополнены внешними деталями предварительной очистки. В зависимости от этого фактора различают:
- Изделия с одной степенью фильтрации, выполненные в виде плотной гармошки из специальной бумаги и картона. Такие фильтры быстро засоряются и не защищены от деформации, поэтому на практике применяются редко.
- Модели с двойной фильтрацией, рабочая поверхность которых защищена слоем пористого синтетического материала, выполняющего функцию предварительной очистки воздуха от самых крупных частичек примесей. Фильтры подобной конструкции рекомендованы для внедорожников и грузовых автомобилей, работающих в условиях большого скопления пыли (на стройках, в поле, карьерах и т. п.).
- Системы тройной очистки, отличающиеся наличием циклонного блока. На начальном этапе воздух поступает в первое отделение корпуса, где поток принудительно закручивается. Под действием сил инерции из него выводится большая часть примесей, которая отправляется в накопительный контейнер. Движение воздуха по спирали может быть организовано за счет формы корпуса фильтра, либо при помощи крыльчатки с приводом от одного из шкивов.
В настоящее время многие производители освоили выпуск фильтров с так называемым «нулевым сопротивлением». Эти изделия содержат в себе многослойный элемент, состоящий из пропитанной маслом ткани. Такие фильтры эффективно задерживают примеси и практически не препятствуют интенсивному поступлению воздуха. Их недостатком является необходимость регулярной очистки и обслуживания, поэтому большинство автомобилистов предпочитают применять одноразовые фильтры стандартной конструкции.
Вопросы эксплуатации
Если автомобилист применяет только рекомендованный производителем тип воздушных фильтров и выполняет их замену так часто, как того требуют правила технического регламента, о качестве поступающего в двигатель воздуха можно не переживать. Исключения составляют случаи, когда автомобили систематически эксплуатируются на стройках, для вывоза сельхозпродукции с полей или добытых карьерным способом ископаемых. При работе в сложных условиях фильтры нужно менять вдвое чаще.
Рекомендованные специалистами сроки замены фильтрующих элементов равны периоду замены масла. Именно в этот момент принято менять как топливный, так и воздушный фильтр. Подобная привязка во времени позволяет не ориентироваться на сервисную книжку, тем более, что далеко не все автомобилисты её и ведут.
Нарушение рекомендованных сроков установки новых фильтрующих элементов чреваты следующими последствиями:
- Повышенным износом трущихся деталей двигателя.
- Проблемами с топливными форсунками.
- Заметным падением мощности.
- Увеличенным расходом топлива.
- Снижением срока эксплуатации двигателя.
- Значительным увеличением расходов на ремонт.
Медлить с заменой воздушного фильтра нельзя. Это простая операция, для которой не обязательно посещать СТО. Действия по смене фильтрующего элемента выполняются в следующем порядке:
- Открутите фиксирующие винты и аккуратно снимите крышку воздушного фильтра.
- Соблюдая осторожность, чтобы во впускной коллектор не осыпалась скопившаяся грязь и пыль, снимите и отложите в сторону старый фильтрующий элемент.
- Очистите и протрите тканевой салфеткой дно корпуса.
- Выньте из упаковки и аккуратно уложите на место новый фильтр.
- Устанавливая крышку, убедитесь, что она правильно сориентирована. В некоторых моделях моторов возможно два направления установки, которые соответствуют рискам «Зима» или «Лето». Так регулируется подача в фильтр холодного «забортного» или подогретого теплого воздуха с поверхности двигателя.
- Закрутите винты, фиксирующие крышку. Не прилагайте излишних усилий, чтобы не сорвать резьбу.
Внимание: особенно аккуратными при выполнении всех операций по замене фильтрующего элемента должны быть владельцы автомобилей с бензиновым мотором, оснащенным карбюратором. Этот узел находится непосредственно под фильтром. Специалисты рекомендуют после снятия крышки временно прикрыть карбюратор чистой ветошью. Поскольку в случае попадания в камеру частиц пыли или грязи придется снимать, разбирать и промывать весь узел.
Соблюдая сроки и правила замены воздушного фильтра, можно избежать многих проблем, связанных с необходимостью досрочного и достаточно затратного капитального ремонта двигателя.
Руководство по выбору карбюраторов: типы, характеристики, применение
Карбюратор — это механическое устройство, которое является частью вспомогательной надстройки двигателя внутреннего сгорания. Специальная функция карбюратора обеспечивает подачу топлива в камеру сгорания, где происходит взрыв. Карбюраторы смешивают неочищенное топливо с воздухом, чтобы получить более летучую и легковоспламеняемую смесь топлива. Ход поршня двигателя вниз создает естественный вакуум, втягивая смесь из карбюратора в стенки цилиндра.Отдельный процесс вызывает искру в нужный момент и воспламеняет только что смешанное топливо, заставляя его воспламениться. Взрыв толкает поршень вниз и производит энергию.
Технологические достижения в автомобилестроении и электронике привели к развитию системы впрыска топлива. Впрыск топлива является сегодня основной альтернативой карбюратору в автомобилях. Система топливных форсунок работает по тому же принципу, что и карбюратор. Хотя впрыск топлива обеспечивает более быструю реакцию и топливную экономичность, карбюратор по-прежнему используется в классических автомобилях, а также во множестве газовых машин и альтернативных транспортных средств.К ним относятся самолеты, генераторы, тракторы, газонная и садовая техника и мотоциклы.
Изображение предоставлено Wikimedia Commons
Луиджи де Кристофорис упоминается как первый изобретатель карбюратора в 1876 году. Энрико Бернарди создал первую рабочую модель карбюратора в Падуанском университете в 1882 году.
На начальном этапе разработки и производства двигателей внутреннего сгорания Карл Бенц (Mercedes-Benz) первым ввел в коммерческое использование карбюратор.Эта тенденция продолжалась до конца 1980-х годов в США и начала 1990-х годов в Европе. Ужесточение правил по выбросам транспортных средств наряду с экономией топлива и увеличением мощности привело к тому, что впрыск топлива стал стандартом.
Типы
Карбюраторы выпускаются нескольких типоразмеров и конфигураций. Есть два типа карбюраторов:
Фиксированная трубка Вентури — скорость воздушного потока используется для регулирования расхода топлива
Регулируемая трубка Вентури — поток сырого топлива регулируется механически, а поток воздуха регулируется потоком топлива
Как работают карбюраторы
Карбюратор находится между впускным коллектором (источником воздуха) и впускным коллектором (путь к цилиндру двигателя).В стандартных безнаддувных двигателях воздух попадает в карбюратор из впускного коллектора. Двигатели с наддувом нагнетают воздух в карбюратор.
Первичной частью карбюратора является трубка Вентури с узкой средней частью. Эта узкая секция заставляет поток воздуха быстро увеличиваться. На нижнем конце трубки Вентури находится простой клапан, называемый дроссельной заслонкой, который регулирует воздушный поток через трубу. Дроссельная заслонка работает вместе с отдельным клапаном, называемым дроссельной заслонкой.Дроссельная заслонка регулирует расход топлива.
Комбинация регулируемого потока воздуха и топлива определяет объем и состав получаемой смеси, производимой карбюратором. При увеличении дроссельной заслонки смесь впрыскивается во впускной коллектор и сам цилиндр, позволяя произойти сгоранию.
Когда двигатель работает на холостом ходу, давление во впускном коллекторе очень низкое. Следовательно, для предотвращения остановки двигателя выполняется другой механический процесс.Серия небольших металлических трубок, называемых топливными форсунками, предназначена для поддержания минимального потока топлива. Эти форсунки выходят из зацепления после открытия дроссельной заслонки, позволяя инициировать первичный процесс.
Материалы
Карбюратор состоит из множества частей, работающих вместе для облегчения его основной функции. Основная конструкция и самый крупный компонент карбюратора — это литой корпус из легкого сплава или алюминия. Неподвижное тело испытывает небольшое напряжение и давление, поэтому более прочные металлы не нужны.
Движущиеся части карбюратора изготавливаются из стали или нержавеющей стали. Некоторые более мелкие детали, такие как топливные жиклеры и винты, которые устанавливают элементы или регулируют настройки, требуют металла, который обрабатывается плавно и точно. Эти детали также должны оставаться незапятнанными и препятствовать накоплению мусора. Латунь лучше всего отвечает этим требованиям и является предпочтительным металлом для топливных жиклеров и крошечных винтов.
Видео предоставлено: AuttoSource / CC BY-SA 4.0
Выбор карбюратора
Каждый двигатель внутреннего сгорания разработан для определенной системы впуска топлива. Двигатели, работающие с карбюраторами, имеют определенный впускной и впускной коллекторы, предназначенные для работы с карбюратором дискретного типа. Проверьте размер и тип карбюратора, который поддерживает двигатель, чтобы убедиться, что он физически подходит и работает правильно.
Менее сложная конфигурация коллектора позволяет заменять аналогичные продукты разными производителями.Автомобили, произведенные между 1940-ми и 1970-ми годами, являются наиболее популярными моделями карбюраторов на вторичном рынке из-за простоты и модульной конструкции двигателей в то время. Установка альтернативного карбюратора может изменить динамику всех компонентов, работающих вместе, гармонично. Особое внимание уделяется размеру топливного жиклера и дроссельной заслонке.
Изображение предоставлено: Flickr
Характеристики
Карбюраторы Вентури с фиксированной и регулируемой геометрией имеют несколько опций, которые изменяют значения производительности, но при этом соответствуют эксплуатационным требованиям.Основные характеристики включают следующее:
Силовой клапан — отдельный подпружиненный клапан, который помогает производить более богатую смесь топлива и воздуха при больших объемах. Смесь предотвращает ухудшение характеристик двигателя, такое как преждевременное воспламенение топлива при более высоких оборотах
Дроссель — специальное механическое устройство, которое позволяет карбюратору работать с более бедной топливно-воздушной смесью. Эффект представляет собой смесь с более высокими воспламеняющими свойствами, которая легко воспламеняется.Обычно требуется при запуске двигателей внутреннего сгорания в холодных условиях
Насос ускорителя — Воздух течет более свободно, чем топливо. Проблемы возникают, когда дроссельная заслонка открывается быстро. Поток топлива отстает от воздушного потока, что приводит к снижению производительности двигателя до тех пор, пока потоки не достигнут паритета. Насосы ускорителя помогают поддерживать постоянный поток топлива
Примером специальных функций, разработанных для двигателей, работающих в экстремальных условиях, является устройство контроля нагрева карбюратора самолета.Устройство действует, чтобы противодействовать воздействию условий замерзания на больших высотах, сохраняя трубку Вентури свободной ото льда.
Стандарты
Размер отверстия топливного жиклера является стандартным измерением для всех карбюраторов. Размер отверстия измеряет отверстие жиклера в долях дюйма, например 0,58. Размер отверстия жиклера напрямую связан с потенциальным максимальным потоком топлива через карбюратор. Кроме того, впускной и впускной коллекторы должны соответствовать стандартам, применимым к карбюраторным растворам.Детали карбюраторов должны соответствовать диапазонам работы каждого коллектора для обеспечения надлежащей работоспособности.
Производители запчастей публикуют спецификации, касающиеся совместимости полных комплектов карбюраторов, надстроек, аксессуаров и замен всей топливной системы.
SAE — AS63 — Фланец карбюратора, самолет 4 болта — одинарный ствол — № 2, 3, 4, 5, 7 и 9 (стабилизированный тип)
JIS D 3701 — Размеры фланцев карбюратора для автомобилей
Кредиты изображений:
Викискладе | Flickr
Как выбрать проставку карбюратора
Прокладки карбюратора выполняют две основные задачи: изолируют карбюратор от тепла двигателя, чтобы охладить поступающий воздух и топливо, и действуют как вспомогательное средство настройки для увеличения мощности.Для достижения этих целей существует множество вариантов проставок карбюратора — дерево, алюминий и т. Д. — поэтому возникает вопрос:
Какая карбюраторная распорка лучше всего подходит для вашего применения и по назначению?
Начнем с изоляционных свойств распорки. Они во многом определяются материалом, из которого сделана распорка. Существует четыре типичных типа материала разделителя: дерево, фенольная смола, полимер (пластик) и алюминий. Каждый из них имеет различный рейтинг теплопроводности (теплопередачи), который показывает, насколько хорошо материал изолирует от тепла.Чем ниже рейтинг, тем лучше изолирует материал. Давайте посмотрим на каждый тип:
Алюминий — наихудший изоляционный материал из всех пучков с показателем теплопроводности 1665,1. Алюминиевая распорка действительно имеет три преимущества: она очень прочная, легко заменяется для настройки всасываемого заряда и является единственным прокладочным материалом, разрешенным многими органами, санкционирующими гонки.
Дерево — лучший изоляционный материал с рейтингом теплопроводности 1.02. Это также дешево и легко формуется. Однако деревянная проставка карбюратора наименее устойчива к бензину и химикатам. Он легко впитывает жидкость, в результате чего прокладка деформируется, становится пористой (вызывая утечки вакуума) и быстрее разрушается. Если вы используете деревянные распорки, регулярно проверяйте их и при необходимости заменяйте.
Фенольная смола имеет рейтинг теплопроводности 2,01. Хотя это не такой хороший изолятор, как дерево, он гораздо более устойчив к топливу и химикатам, что делает прокладку из смолы более прочной.
Полимер дешевле фенольной смолы. Но с показателем теплопроводности 3,90 он также не изолирует. Были разработаны некоторые полимеры, которые изолируют почти так же хорошо, как фенольная смола, поэтому перед покупкой стоит сделать домашнюю работу.
Распорки часто делятся на две категории. Распорки для открытия камеры статического давления увеличивают общую площадь впускного коллектора, что помогает увеличить мощность двигателя на средних и высоких оборотах. Это делает их идеальными для гонок.Дерево и алюминий — лучший выбор для гонщиков, которые меняют форму или складывают распорки. Фенольная смола и полимер — хороший выбор для прокладок, которые нельзя менять. Правилы организации часто диктуют тип прокладочного материала, который вы можете использовать.
Прокладки камеры статического давления с четырьмя отверстиями предназначены для увеличения скорости воздушного / топливного заряда, что помогает создавать низкий и средний крутящий момент. Прокладки из фенола или полимера идеально подходят для уличных автомобилей и грузовиков, обеспечивая наилучший баланс изоляции и долговечности.
Разработчики проставок и гонщики часто экспериментируют с конфигурацией проставок, чтобы добиться определенных эффектов настройки в определенных точках диапазона оборотов двигателя. Для этого идеально подходят алюминиевые и деревянные распорки, так как их отверстия легко изменить с помощью шлифовального станка.
Еще один трюк с настройкой — это складывание проставок открытого коллектора. Это увеличивает коэффициент теплоизоляции проставок и создает эффект миниатюрного туннеля за счет того, что входящий воздух и топливо попадают в коллектор более высоким и прямым потоком. Можно штабелировать распорки из алюминия, дерева и фенольной смолы.
Теперь, когда вы знаете некоторые основы использования проставок карбюратора, вы должны иметь лучшее представление о том, какой тип соответствует вашим потребностям.
Автор: Дэвид Фуллер Дэвид Фуллер — управляющий редактор OnAllCylinders. За свою 20-летнюю карьеру в автомобильной промышленности он освещал множество гонок, шоу и отраслевых мероприятий, а также написал статьи для нескольких журналов. Он также сотрудничал с ведущими и отраслевыми изданиями по широкому кругу редакционных проектов.В 2012 году он помог создать OnAllCylinders, где ему нравится освещать все аспекты хот-роддинга и гонок.Типы карбюраторов
Есть три основных типа карбюраторов в зависимости от направления потока воздуха.
Типы карбюраторов
Есть три основных типа карбюраторов в зависимости от направления потока воздуха. Первый — это тип восходящей тяги, показанный на рис.8 (а), в котором воздух входит снизу и выходит вверху, так что его поток направлен вверх. Недостатком карбюратора с восходящей тягой является то, что он должен поднимать распыленную каплю топлива за счет трения воздуха. Следовательно, он должен быть рассчитан на относительно небольшие смесительную трубку и горловину, чтобы даже при низких оборотах двигателя скорость воздуха была достаточной для подъема и уноса частиц топлива. В противном случае капли топлива имеют тенденцию отделяться, обеспечивая двигатель только обедненной смесью. С другой стороны, смесительная труба конечна и мала, поэтому она не может подавать смесь в двигатель с достаточно высокой скоростью при высоких скоростях.
Чтобы преодолеть этот недостаток, используется карбюратор с пониженной тягой [Рис.8 (b)]. Он расположен на уровне выше впускного коллектора и в котором воздух и смесь обычно движутся вниз. Здесь топливо не должно подниматься за счет трения воздуха, как в карбюраторах с восходящей тягой, а перемещаться в цилиндры под действием силы тяжести, даже если скорость воздуха мала. Следовательно, смесительную трубку и горловину можно сделать большими, что делает возможными высокие обороты двигателя и высокую удельную мощность.
Карбюратор с постоянной дроссельной заслонкой:
В карбюраторе с постоянной дроссельной заслонкой площади воздушных и топливных потоков всегда поддерживаются постоянными. Но перепад давления или разрежение, вызывающее поток топлива и воздуха, изменяется в соответствии с потребностями двигателя. К этому классу относятся карбюраторы Solex и Zenith.
Карбюратор постоянного вакуума:
В карбюраторе постоянного вакуума (иногда называемом карбюратором с регулируемой заслонкой) площади потока воздуха и топлива меняются в соответствии с потребностями двигателя, в то время как разрежение поддерживается всегда таким же.S.U. и карбюраторы Carter относятся к классу тиллз.
Карбюратор с несколькими трубками Вентури:
В системе с несколькими трубками Вентури используется двойная или тройная трубка Вентури. Нагнетательная трубка Вентури расположена концентрически внутри основной трубки Вентури. Выпускная кромка нагнетательной трубки Вентури расположена в горловине главной трубки Вентури. Нагнетательная трубка Вентури расположена перед горловиной большой главной трубки Вентури. Через наддувную трубку Вентури проходит лишь часть общего количества воздуха.Теперь давление на выходе Вентури наддува равно давлению в главном горловине Вентури. Топливная форсунка расположена в горловине наддувной трубки Вентури.
Учебные материалы, Конспекты лекций, Задания, Ссылка, Объяснение описания Wiki, краткая информация
Карбюраторы — обзор | Темы ScienceDirect
Для реалистичной оценки различных концепций смесеобразования в рабочем цилиндре двухтактного двигателя представлены две крайние модели.
12.3.2 Образование смеси после продувки
Преимущество образования смеси после продувки прямым впрыском топлива в рабочий цилиндр состоит в том, что топливо не включается в потери при продувке (при соответствующем угле впрыска). Однако, поскольку для образования смеси отводится очень короткое время, возникают газодинамические проблемы, вызывающие тенденцию к неполной смеси или недостаточному качеству смеси, что сказывается на сгорании и составе выхлопных газов.
Можно ясно видеть, почему методы прямого впрыска для двухтактных двигателей поляризованы вокруг двух концепций, а именно:
- •
Формирование частичной смеси из рабочего цилиндра с желаемым количеством топлива, но со значительно уменьшенной долей воздуха и подачей смеси в цилиндр после продувки. В этом устройстве время, отведенное для образования смеси, увеличивается в дополнительном пространстве, где термодинамические условия позволяют получить хорошее перемешивание.
- •
Образование смеси в рабочем цилиндре после продувки прямым впрыском топлива. Для этого метода требуются такие системы впрыска, которые могут обеспечить чрезвычайно короткое время впрыска во всех диапазонах скоростей и достаточное распыление топлива. Такие запросы практически достижимы, если закон впрыска не зависит от частоты вращения двигателя.
Способы расслоения заряда и впрыска жидкого топлива описаны ниже.
12.3.3 Формирование частичной смеси
В этом методе очень богатая смесь готовится из рабочего цилиндра, а процесс продувки осуществляется большей частью свежего воздуха. Эта деталь сначала вводится в цилиндр. Этот метод обеспечивает хорошее распыление топлива в диапазоне от 4 до 12 мкм м SMD (средний диаметр по Заутеру). Предварительная смесь может быть перенесена в рабочий цилиндр после продувки через канал, время открытия которого можно регулировать механически или электронно.Такая концепция была успешно применена в пятидесятых годах компанией Puch / Германия. Простейшим конкретным решением является установка карбюратора для обогащенной смеси, в то время как смесь формируется в небольшом дополнительном цилиндре и затем закачивается в рабочий цилиндр через канал с поршневым управлением, как показано на рисунке 12.4. Несмотря на свою простоту, этот метод приводит к интересным результатам, как показано на рисунке.
При такой конструкции соотношение воздух-топливо составляет от 0,48 до 1,18, а предварительная смесь, которая должна быть перенесена в рабочий цилиндр после продувки, имеет давление 0.3–0,6 МПа. Объемное соотношение обычно составляет 1: 3, а сокращение выбросов bsfc и углеводородов составляет около 30 процентов.
Несмотря на многообещающие результаты при высоких оборотах двигателя и крутящем моменте, Рисунок 12.5 показывает другую тенденцию в режиме низких оборотов и крутящего момента двигателя. Причина связана с тем, что два компонента предварительной смеси (жидкость и газ) имеют разное поведение текучести при поступлении в рабочий цилиндр.
Рис. 12.5. Двигатель MZ с впрыском премикса производства Цвиккауского университета.
12.3.4 Прямой впрыск жидкого топлива
Эта концепция может показаться более простой и многообещающей, чем образование предварительной смеси, как это обычно применяется в дизельных двигателях. Проблема состоит в том, что обычные системы впрыска, подобные тем, что используются в дизельных двигателях, не могут быть применены в их нынешнем виде к системам впрыска топлива в двухтактных двигателях SI, имеющих широкий диапазон скоростей, из-за сильной зависимости закона впрыска от скорости двигателя. На Рисунке 12.6 показаны зависящие от времени и угловые скорости закачки.
Рис. 12.6. Скорость впрыска механического ТНВД с кулачковым плунжером, зависящая от времени и угла.
В дизельных двигателях скорость впрыска в зависимости от угла является обычным способом определения поведения ТНВД. В такой интерпретации скорость впрыска уменьшается, а время впрыска увеличивается с частотой вращения двигателя, как показано на рисунке. Для высокоскоростных двухтактных двигателей временная диаграмма показывает, что скорость впрыска выше для высокой скорости, а это означает, что скорость топлива при низких оборотах двигателя очень мала.Следовательно, распыление топлива будет плохим только в том диапазоне скоростей, где также снижается энергия свежего воздуха. Кроме того, сильное изменение скорости распыления в зависимости от частоты вращения двигателя означает различную длину проникновения струи в камеру сгорания, что является проблемой для двигателей с фиксированным положением свечи зажигания. Сильное изменение длины проникновения в зависимости от частоты вращения двигателя является причиной того, что насосы высокого давления, которые могут гарантировать хорошее распыление топлива на низкой скорости, также трудно адаптировать к двигателям SI.Недавние испытания адаптированных плунжерных насосов для двухтактных двигателей SI показали значения bsfc от 400 до 500 г / кВтч и выбросы углеводородов от 68 до 135 г / кВтч в диапазоне скоростей 3000-7500 об / мин, которые все еще не удовлетворяют требованиям будущего. требования.
Вроде бы вполне логичное следствие, что для неизменной длины распыления и распыления топлива во всем диапазоне оборотов двигателя давление в системе впрыска должно быть постоянным на достаточно высоком уровне. Постоянное давление топлива в диапазоне от 6 до 7 МПа, в результате чего размер топливных капель составляет 5–25 мкм м SMD, может быть обеспечено с помощью различных общих методов.Запрошенная синхронизация форсунки, которая также не зависит от скорости двигателя, но с оптимизированным началом впрыска в каждой точке крутящего момента / скорости, возможна при использовании механических или магнитных устройств. Последний вариант более предпочтителен, поскольку позволяет осуществлять точное электронное управление.
Проблема таких систем, аналогичных современной системе Common Rail в дизельном двигателе, заключается в относительно высокой потребляемой мощности самой системы впрыска, гарантирующей, что уровень высокого давления также должен поддерживаться во время между впрысками.Это означает низкий энергетический КПД, что недопустимо для небольших двухтактных двигателей. Учитывая, например, скорость 3000 об / мин и обычную продолжительность впрыска 0,3 мс, постоянное давление от 6 до 7 МПа будет использоваться только в течение 1,5% времени цикла! Следовательно, для постоянного распыления и длины распыления во всем диапазоне оборотов двигателя максимальное давление топлива, независимо от оборотов двигателя, должно создаваться только в течение периода, охватывающего больше или меньше времени впрыска, чтобы поддерживать высокий энергетический КПД.Это означает модуляцию волны давления, которая может осуществляться, например, на основе эффекта гидравлического удара.
Такое решение могло показаться намного более сложным, чем простой и дешевый карбюратор. Двухтактный двигатель должен выжить в относительно простых машинах, таких как скутеры или лодки. Оправдано ли разрабатывать концепции, теории и, наконец, системы такой сложности в этой структуре? Почему бы нам не попытаться улучшить систему очистки? В таблице 12.3 представлены выбросы выхлопных газов и расход топлива двухтактных двигателей с улучшенной системой продувки и устройством для образования смеси после продувки.
Таблица 12.3. Выбросы загрязняющих веществ и bsfc двухтактных двигателей SI с улучшенной продувкой и прямым впрыском топливовоздушной смеси
| HC [г / кВтч] | NO x [г / кВтч] | CO [г / кВтч] | bsfc [г / кВтч] |
|---|---|---|---|
| 5–20 | 8–17 | 10–20 | 260–300 |
При сравнении значений в таблицах 12.1 и 12.3 причина становятся ясными текущие усилия относительно образования смеси.В этом контексте есть надежда на выживание двухтактного двигателя.
Карбюраторы в сборе
Карбюраторы для тяжелых условий эксплуатации B-4760
Оригинальный легкий гоночный карбюратор от Braswell, выпущенный в 2005 г.
Карбюраторы Braswell B-4760 для тяжелых условий эксплуатации стали эталоном для гоночных карбюраторов во всей отрасли. Эти карбюраторы изготовлены из легкого высококачественного литья под давлением из алюминия.Они используют улучшенный вход воздуха в сочетании с нашей профилированной трубкой Вентури с ЧПУ, чтобы обеспечить максимальный воздушный поток для любого заданного размера. Это позволяет использовать трубку Вентури меньшего размера для лучшего отклика дроссельной заслонки, дозирования топлива и распыления. Дозирование осуществляется полностью регулируемыми дозирующими блоками из заготовок из алюминия. Двигатель теперь может безопасно работать при более низком BSFC, и при правильной настройке обеспечивает улучшенные характеристики на гусенице, расход топлива и срок службы двигателя. Наши легкие чаши Bat, оснащенные поплавками для тяжелых условий эксплуатации, настроенными для конкретного применения, являются стандартными.
КарбюраторыB-4760 также доступны с модернизированными поплавковыми чашами с запатентованным топливным желобом. Собранный основной корпус затем монтируется на наш блок дроссельной заслонки с двойным расположением болтов для тяжелых условий эксплуатации, оснащенный тройными ленточными дроссельными валами для плавной работы и долговечности. Все компоненты специально разработаны и откалиброваны для гоночных автомобилей, а не для переделанных уличных автомобилей. Это означает, что вы не найдете ненужного материала или углов, обрезанных для использования существующих компонентов.
Карбюраторы серии B-4760 предлагаются в трех типоразмерах: a600 с 1.22 дюйма Вентури и отверстие дроссельной заслонки 1,575 дюйма, модель 650 с диаметром отверстия Вентури 1,25 дюйма и диаметром дроссельной заслонки 1,688 дюйма и модель 750 с диаметром отверстия Вентури 1,375 дюйма и отверстием дроссельной заслонки 1,688 дюйма, разработанные для классов двигателей Spec или Crate Motor. Braswell может работать с органами, налагающими санкции, чтобы предоставить простые инструменты для обеспечения честной конкуренции и простых технологий. Для классов открытых соревнований эти карбюраторы доступны с диаметром Вентури от 1,25 дюйма до 1,48 дюйма и диаметром отверстия дроссельной заслонки 1,688 дюйма или 1,75 дюйма, чтобы удовлетворить потребности большинства гоночных двигателей. В отличие от других магазинов или производителей карбюраторов, которые просто берут что-то с полки, это позволяет Braswell настраивать размер и откалибровать карбюратор в соответствии с конкретными потребностями вашего типа гонок, двигателя, шасси, топлива, трека и стиля вождения.
Особенности:
- Калибровка бензина, метанола и этанола
- Доступны с калибровками для большинства типов гоночных двигателей
- Готовность к гонке менее 7 фунтов
- 4 угол холостого хода
- Полностью регулируемые заготовки 2-х контурные дозаторы
- Сменные ограничители выпуска воздуха и холостого хода
- Поплавки для тяжелых условий эксплуатации
- Опорная плита для тяжелых условий эксплуатации с двумя болтовыми соединениями, SAE 1-1 / 2V и 5,38 x 5,38 дюйма
- 5 «Кольцо воздухоочистителя
- Баки с большими стеклянными окнами для определения уровня топлива
* Поговорите со своим продавцом, чтобы узнать о проставках, топливных журналах, фитингах, наборах прокладок, тюнинг-наборах, крышках карбюраторов, ограничителях дроссельной заслонки и других доступных аксессуарах, чтобы максимально эффективно использовать свой новый карбюратор Braswell B-4760 для тяжелых условий *
B-4825 Карбюраторы для тяжелых условий эксплуатации
Второй легкий гоночный карбюратор от Braswell, выпущенный в 2005 году
Карбюратор Braswell B-4825 для тяжелых условий эксплуатации представляет технологию гоночных карбюраторов в 21 веке.Этот карбюратор был разработан, чтобы удовлетворить потребности как профессиональных гонщиков, так и спортсменов. Он изготовлен из легкого высококачественного алюминия, отлитого под давлением. Центры отверстий были расширены, чтобы улучшить воздушный поток и распределение топлива. Это позволяет использовать как Вентури большего размера, так и диаметр отверстия дроссельной заслонки, сохраняя при этом надлежащее отношение Вентури к диаметру отверстия дроссельной заслонки. Это увеличивает распыление топлива, что улучшает как мощность, так и управляемость. Дозирование осуществляется с помощью алюминиевых измерительных блоков из заготовок, которые полностью регулируются и доступны с 2 или 4 контурами дозирования.
Двигатель теперь может безопасно работать при более низком BSFC и при правильной настройке дает улучшенные характеристики на гусенице, расход топлива и срок службы двигателя. Наши запатентованные облегченные чаши топливного желоба, оснащенные поплавками для тяжелых условий эксплуатации, являются стандартными. Затем основной корпус устанавливается на наш узел дроссельной заслонки для тяжелых условий эксплуатации с двумя болтами, оборудованный тройными ленточными валами дроссельной заслонки для плавной работы и долговечности. Все компоненты специально откалиброваны / спроектированы для гонок, а не переделаны по технологии уличных автомобилей, это означает, что вы не найдете ненужного материала или углов, вырезанных для использования существующих компонентов.
Карбюратор серии B-4825 предлагается с размерами Вентури от 1,40 дюйма до 1,68 дюйма и диаметром отверстия дроссельной заслонки 1,688 дюйма, 1,750 дюйма или 1,790 дюйма. Это позволяет Braswell соответственно подбирать размер карбюратора для достижения наилучшего общего диапазона мощности. для данной комбинации использование новых четырехконтурных карбюраторов позволяет использовать карбюратор большего размера для получения большей максимальной мощности без ущерба для управляемости или крутящего момента при частичном открытии дроссельной заслонки.
Особенности:
- Калибровка бензина, метанола и этанола
- Доступны с калибровками для большинства типов гоночных двигателей
- Готовность к гонке менее 7-1 / 2 фунтов
- 4 Угол холостого хода
- Полностью регулируемые дозаторы для заготовок
- Сменные ограничители выпуска воздуха и холостого хода
- Доступен с 2-х или 4-х контурным счетчиком
- Поплавки для тяжелых условий эксплуатации
- Опорная плита для тяжелых условий эксплуатации с двумя точками расположения болтов, SAE 1-1 / 2V и 5.38 «
- Поплавковые чаши желоба с большими стеклянными окнами для измерения уровня топлива
- Использует кольцо воздухоочистителя 5-5 / 8 «.
* Поговорите со своим продавцом, чтобы узнать о проставках, топливных журналах, фитингах, наборах прокладок, тюнинговых комплектах, крышках карбюраторов, ограничителях дроссельной заслонки и других доступных аксессуарах, чтобы получить максимальную производительность от вашего нового карбюратора Braswell B-4825 для тяжелых условий эксплуатации *
Карбюраторы для тяжелых условий эксплуатации B-7390
Braswell B-7390 был специально разработан как двойная установка на 4 барреля.Основываясь на конструкции и рекордных характеристиках карбюраторов B-7520 на 2 барреля, B-7390 поднял производительность карбюраторного двигателя на 4 барреля на новый уровень, выходя в финал первой гонки NHRA Pro-Stock, где они были разрешены. Эти карбюраторы предназначены для использования там, где карбюратор на 4 барреля или «целый» карбюратор предписан правилами или предпочтителен по причинам упаковки. Их конструкция позволяет обрабатывать их в широком диапазоне размеров, необходимых для современных двигателей соревнований. Эти карбюраторы обеспечивают максимальную производительность для гонок Pro-Stock, Competition Eliminator, Top-Sportsman, Top-Dragster, Quick-8 и Outlaw.
Изготовленные на станке с ЧПУ из высококачественного алюминиевого литья под давлением, B-7390 предлагаются в широком диапазоне размеров для установки двигателей от 900 до 2200 плюс лошадиные силы для двойного использования 4 барреля. Они имеют расширенные отверстия дроссельной заслонки для лучшего распределения топлива, более длинные Вентури для более плавного дозирования топлива и инновационную систему дозирования. Топливные жиклеры и их подборщики расположены таким образом, что они остаются в жидком топливе даже при скорости ускорения, превышающей 3,5 G. Блоки дозирования для легких заготовок имеют удлиненный основной дозирующий колодец, а система многократного выпуска воздуха обеспечивает улучшенную гибкость дозирования и настройки, недоступную в прошлом.Монтажный фланец карбюратора может использоваться либо со стандартной схемой крепления отверстий 5,38 дюйма x 5,38 дюйма, либо с оптимизированной схемой крепления отверстий 5,50 дюйма x 5,50 дюйма. Фланец поддона черпака был увеличен до диаметра 8,00 дюймов. Размеры Вентури варьируются от 1,90-2,18 дюйма и 2,20-2,55 дюйма отверстия дроссельной заслонки. Также есть два бустерных отливки Вентури разных размеров, позволяющие адаптировать эти карбюраторы к требования современных гоночных двигателей.
Особенности:
- Калибровка для безнаддувных систем или приложений с N2O
- Может использоваться как с механической, так и с автоматической коробкой передач
- Полностью регулируемые дозаторы для заготовок
- Сменные воздуховыпускные устройства, ограничители холостого хода, промежуточные жиклеры
- Доступен с 4- или 5-контурным счетчиком
- 2.91 «Центральные линии отверстия дроссельной заслонки
- 8-дюймовый лоток для черпака
- Отраслевой стандарт 5,38 x 5,38 дюйма и 5,50 x 5,50 дюйма монтажная схема отверстий
- Чаши желоба с большими стеклянными окнами для измерения уровня топлива
- Поплавки для тяжелых условий эксплуатации
* Поговорите со своим продавцом, чтобы узнать о вставках коллектора, срезных пластинах, топливных фитингах, наборах прокладок, тюнинг-наборах и других доступных аксессуарах, чтобы получить максимальную производительность от вашего нового карбюратора Braswell B-7390 для тяжелых условий эксплуатации *
B-7395 Карбюраторы для тяжелых условий эксплуатации
Braswell B-7395 был специально разработан для подачи 4 баррелей.Основываясь на конструкции и рекордных характеристиках карбюраторов B-7520 на 2 барреля, B-7395 выводит производительность одного карбюраторного двигателя на 4 барреля на новый уровень. Эти карбюраторы предназначены для использования там, где один карбюратор на 4 барреля или «целый» карбюратор требуется правилами или предпочтительнее по причинам упаковки. Их конструкция позволяет обрабатывать их в широком диапазоне размеров, необходимых для современных двигателей соревнований. Они предлагают максимальную производительность для тягачей, соревнований Eliminator, Top-Sportsman, Top-Dragster, Quck-8 и гонок Outlaw.
Изготовленные на станке с ЧПУ из высококачественного алюминиевого литья под давлением, B-7395 предлагаются в широком диапазоне размеров для установки на гоночные двигатели мощностью от 600 до 1600 л.с. для одного использования 4 барреля. Они оснащены расширенными отверстиями дроссельной заслонки для лучшего распределения топлива, более длинными трубами Вентури для более плавного дозирования топлива и инновационной системой дозирования. Топливные жиклеры и их датчики расположены таким образом, что они остаются в жидком топливе даже при ускорении, превышающем 3,5 G, позволяя при необходимости использовать силовые клапаны для дополнительной настройки.Блоки дозирования легких заготовок имеют удлиненный основной дозирующий колодец и несколько систем выпуска, обеспечивающих улучшенную гибкость дозирования и настройки, недоступную в прошлом. Монтажный фланец коллектора может использоваться либо со стандартной схемой крепления отверстий 5,38 дюйма x 5,38 дюйма, либо с оптимизированной схемой крепления отверстий 5,50 дюйма x 5,50 дюйма. Фланец воздухоочистителя был увеличен до диаметра 8,00 дюймов. Размеры Вентури варьируются от 1,90-2,18 дюйма и 2,20-2,55 дюйма отверстия дроссельной заслонки. Существуют также два отливки Вентури бустера разного размера, позволяющие адаптировать эти карбюраторы к условиям эксплуатации. требования сегодняшних гоночных двигателей.
Особенности:
- Калибровка для систем с наддувом, N2O или всасывания с наддувом
- Может использоваться как с механической, так и с автоматической коробкой передач
- Сменные воздуховыпускные устройства, ограничители холостого хода, промежуточные жиклеры
- Стандартный счетчик на 4 контура
- 2.91 «Расположение центров отверстий дроссельной заслонки
- 8-дюймовый лоток для черпака
- Отраслевой стандарт 5,38 x 5,38 дюйма и 5,50 x 5,50 дюйма монтажная схема отверстий
- Чаша топливного лотка II с большими стеклянными окнами топливного бака
- Поплавки для тяжелых условий эксплуатации
- Полностью регулируемые дозаторы для заготовок
* Поговорите со своим продавцом, чтобы узнать о проставках коллектора, срезных пластинах, топливных фитингах, наборах прокладок, тюнинговых комплектах и других доступных аксессуарах, чтобы получить максимальную производительность от вашего нового карбюратора Braswell B-7395 для тяжелых условий эксплуатации *
Карбюраторы для тяжелых условий эксплуатации B-7520
B-7520 2 барреля стал стандартом для многокомпонентного карбюратора в мощных гоночных двигателях.Это был первый карбюратор из нашей серии 7000. Разработан от начала до конца как гоночный карбюратор на основе нашего более чем 4-х десятилетнего опыта в производстве карбюраторов для мотоспорта. Он был представлен на рынке в 2007 году, чтобы удовлетворить спрос на применение нескольких карбюраторов с использованием формата 2 баррелей. Этот новый карбюратор устранил прежнее требование брать карбюратор на 4 барреля и разрезать его пополам, чтобы сделать «раскол». Даже в разрезе доступные карбюраторы, разработанные на основе более чем 40-летней конструкции, оказались непригодными для современных гоночных двигателей.Характеристики B-7520 говорят сами за себя, он удерживает текущие рекорды безнаддувного двигателя и N2O по самым быстрым и быстрым пробегам с карбюратором по всему миру. Популярно среди классов Mountain Motor Pro Stock, Pro-Mod, Competition Eliminator, Top Sportsman, 10.5 Outlaw и Quick-8.
Изготовленный на станке с ЧПУ из алюминиевых отливок постоянного качества авиационного качества, B-7520 предлагается в широком диапазоне размеров для установки на гоночные двигатели мощностью от 800 до 2200 лошадиных сил. Он имеет расширенные отверстия дроссельной заслонки для лучшего распределения топлива, более длинные Вентури для более плавного дозирования топлива и полностью инновационную систему дозирования.Топливные жиклеры и их приемные устройства расположены таким образом, что они остаются в жидком топливе даже при ускорении, превышающем 3,5 G. Дозирующие блоки из легких заготовок имеют удлиненный основной измерительный колодец, а несколько систем отвода воздуха обеспечивают улучшенную гибкость измерения и настройки, недоступную в прошлом. Монтажный фланец коллектора использует стандартную схему расположения отверстий 2,75 x 5,38 дюйма, а в черпаке используется овальное отверстие 3,75 x 6,71 дюйма. Оба этих рисунка отверстий симметричны относительно C / L карбюратора.Предлагаемые размеры варьируются от 1,90 «-2,22» Вентури до 2,20-2,60 дюйма с отверстиями дроссельной заслонки. Два бустерных отливки Вентури разного размера обеспечивают еще большую гибкость. Доступен с 4- или 5-контурным счетчиком.
Особенности:
- Калибровка для систем с наддувом или N2O
- Может использоваться как с механической, так и с автоматической коробкой передач
- Полностью регулируемые дозаторы для заготовок
- Доступен с 4- или 5-контурным счетчиком
- Сменные воздуховыпускные устройства, ограничители холостого хода, промежуточные жиклеры
- 2.96 «Центры отверстий дроссельной заслонки
- Промышленный стандарт 5,38 дюйма x 2,75 дюйма монтажная схема отверстий
- Использует симметричное отверстие для ковша размером 3,75 x 6,71 дюйма.
- Поплавки для тяжелых условий эксплуатации
- Чаши желоба с большими стеклянными окнами для измерения уровня топлива
* Поговорите со своим продавцом, чтобы узнать о вставках коллектора, срезных пластинах, топливных фитингах, наборах прокладок, тюнинг-наборах и других доступных аксессуарах, чтобы получить максимальную производительность от вашего нового карбюратора Braswell B-7520 для тяжелых условий эксплуатации *
Комплект для восстановления среднего корпуса автомобильного карбюраторадля Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F tricornernj
Комплект для восстановления среднего корпуса автомобильного карбюратора для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F tricornern- Дом
- Автомобильная промышленность
- Запчасти и аксессуары
- Запчасти для мотоциклов
- Воздухозаборник и подача топлива
- Карбюраторы и детали
- Комплект для восстановления среднего корпуса карбюратора для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F Mid Body Kit для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F, YFZ450 KTM WR250F WR450F YZ450F Carburetor Mid Body Rebuild kit for Yamaha FCR, Бесплатная доставка для многих продуктов, Найдите много новых и подержанных опций и получите лучшие предложения на CarbildR for Mid Body Rebuild kit YFZ450 KTM WR250F WR450F YZ450F по лучшим онлайн-ценам, качественный товар Купить онлайн здесь Специальное предложение Каждый день изо дня в наш интернет-магазин Горячие товары, оптовые цены со скидкой.FCR YFZ450 KTM WR250F WR450F YZ450F Carburetor Mid Body Rebuild kit for Yamaha.
- Вал дроссельной заслонки и дроссельные заслонки (бабочки) являются неотъемлемой частью корпуса из цинкового сплава и из-за этого изнашиваются в любых точках контакта с мягким металлом. Распространенная проблема — это неровности и утечки на дроссельных заслонках и вокруг вала дроссельной заслонки, что мешает правильной регулировке холостого хода. Ремонт требует переточки отверстий и замены пластин на новые, размер которых больше оригинала.Новые латунные пластины, вырезанные по заводским спецификациям, обеспечивают правильную посадку. Замена втулки дроссельных валов также устраняет люфт и утечки во всех точках контакта вала.
- Рычаг ускорительного насоса изнашивается в месте контакта со штоком и его регулятором. Это создает неравномерную настройку ускорительного насоса, что приводит к потере контроля над подаваемым объемом. Часто требуется ремонт или замена рычага.
- Соединение возвратной пружины дроссельной заслонки на рычаге дроссельной заслонки изнашивается, что приводит к поломке пружины.Требуется ремонт рычага дроссельной заслонки.
- Крышка ускорительного насоса может деформироваться из-за чрезмерного затягивания, что может привести к утечкам через прокладку и диафрагму. Перед повторной сборкой необходимо выровнять деформированные сопрягаемые поверхности.
- Коррозия дроссельных валов и / или стопорных винтов пластины может помешать снятию валов без повреждений. Часто требуется замена или ремонт.
- Модификации, сделанные на протяжении многих лет, редко бывают хорошими. Ярлыки или исправления необходимо вернуть к заводским спецификациям. чтобы эти карбюраторы работали хорошо.
Комплект для восстановления среднего корпуса карбюратора
для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F
Найдите много отличных новых и подержанных опций и получите лучшие предложения на комплект для восстановления среднего корпуса карбюратора для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F по лучшим онлайн ценам! Бесплатная доставка для многих товаров !. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка).Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Бренд: Без товарного знака , Номер детали производителя: : 18-7968 : Тип: : Комплект для восстановления карбюратора , Гарантия: : 60 дней : UPC: : Не применяется ,。
Карбюратор средней части кузова ремонтный комплект для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F
Комплект для восстановления среднего корпуса карбюратора для Yamaha FCR YFZ450 KTM WR250F WR450F YZ450F
Бесплатная доставка для многих продуктов, найдите много новых и подержанных опций и получите лучшие предложения на комплект для восстановления среднего корпуса карбюратора для Yamaha FCR YFZ450 KTM WR450F WR450F WR450F WR450F WR450F WR450F WR450F WR450F WR450F WR450F лучшие цены в Интернете, качественные товары Купить онлайн здесь Специальное предложение Каждый день изо дня в день Посетите наш интернет-магазин Горячие товары, оптовые цены со скидкой.
Карбюраторы — Углеводы-Топливо-Зажигание (CFI) — Ремонт и продажа
Карбюраторы Zenith 32NDIX и Solex 40 PII-4
Ремонт карбюраторов Zenith 32NDIX и Solex 40 PII-4 для ранних двигателей Porsche 1600 и большой выбор доступны детали и восстановленные пары дат.
(Выберите любое изображение для высокого разрешения)
Восстановить или восстановить старые углеводы?
Процесс очистки и восстановления концентрируется на тщательной очистке и возвращении механических функций к заводским (или модифицированным) характеристикам.Дополнительная реставрация также может улучшить внешний вид, доведя карбюраторы до уровня демонстрации.
Наш процесс очистки и восстановления обеспечивает механические характеристики до исходных заводских уровней, что приводит к оптимальной производительности и устраняет задержку, утечку и другие проблемы с плохой работой. Процесс включает в себя полную разборку с внутренней и внешней очисткой основания, верхней части карбюратора и корпуса дроссельной заслонки. Оборудование очищается или заменяется по мере необходимости.Новые бабочки подогнаны, выровнены и протестированы. Горловины Solex повторно расточены, а корпуса дросселей заменены втулками по мере необходимости для устранения утечек в пластине и валу. Поверхности сопряжения и крышки форсунок выверены и сплющены. Форсунки очищаются и изменяются по размеру или заменяются по мере необходимости. Все проходы зачищены и нарезаны резьбы. Прокладки, шайбы и уплотнения заменяются новыми, как и поплавковый клапан, ускорительный насос или диафрагмы. Тяги ускорительного насоса Zenith выпрямляются, ремонтируются или заменяются по мере необходимости.Устанавливаются уровень поплавка, объем ускорительного насоса и начальная смесь холостого хода. Верхняя часть и крышка проверены на герметичность. Карбюраторы продуваются и регулируются в соответствии с заводскими спецификациями или другими настройками, если это необходимо. Предоставляются инструкции по установке и окончательной настройке. Время на очистку и восстановление может занять от двух до трех недель. Стоимость чистки и ремонта можно найти на странице Цены .
Наш процесс восстановления добавляет этапы в процесс восстановления, чтобы привести внешний вид карбюратора и отделку деталей в состояние, как у нового.Это включает шлифовку всех головок винтов и крепежных деталей, а также цинкование всего оборудования. Доступны как прозрачное покрытие (для 356), так и желтое покрытие (для 912). Поверхности и поверхности из цинкового сплава осветлены. Дроссельные заслонки Zenith очищены, покрыты кислотной грунтовкой и окрашены. В результате получился демонстрационный набор карбюраторов. Дополнительные расходы на полную реставрацию Zenith и Solex указаны на странице Цены .
Zenith 32NDIX Restoration
Полностью восстановленная пара Zenith 32NDIX ниже представляет собой набор PO3L / R с указанием даты.Эта ранняя пара имеет маркировку PALLAS, производитель до 1958 года, когда она была заменена маркировкой DVG (Deutsche Vergaser-Gesellschaft). Эти карбюраторы прошли полную реконструкцию и восстановление.
Восстановление Solex 40 PII-4
Полностью восстановленная пара Solex 40 PII, показанная ниже, представляет собой карбюраторы со сплошным валом, которые прошли полный процесс восстановления и восстановления. Все карбюраторы проверяются на герметичность, уровень поплавка, объем ускорительного насоса и соответствие дроссельной заслонки.
Обработка поверхностей оснований карбюратора обеспечивает плоские сопрягаемые поверхности. Горловины были расточены до 41 мм и установлены новые дроссельные заслонки. Основание также было заменено на новые дроссельные валы.
Оборудование ускорительного насоса заменено на все новые детали. Корпуса из цинкового сплава очищаются, а другое оборудование ремонтируется и покрывается новым покрытием.
Только для восстановления
Карбюратор Zenith 32NDIX, указанный ниже, был полностью очищен и восстановлен для работы в соответствии с заводскими спецификациями.Верх и низ из цинкового сплава были очищены внутри и снаружи. Были установлены новые восстановленные детали, карбюратор был испытан и откалиброван. Все крепежные детали и основание дроссельной заслонки были очищены от коррозии, но не подлежали замене и полировке.
_____________________________________________
Компоненты Solex 40 PII-4
Основные компоненты двухконтурных карбюраторов Solex 40 PII-4 показаны ниже.Основной корпус (8) состоит из двух 40-миллиметровых индукционных цилиндров с независимыми цепями измерения холостого хода и мощности. Вал дроссельной заслонки (18) и пластины проходят через основной корпус, управляемый рычагом дроссельной заслонки (20), характерным для левого и правого карбюраторов. Ускорительный насос (11) является общим для обоих цилиндров и приводится в действие штоком насоса (14), соединенным с валом дроссельной заслонки.
Слабые места карбюраторов Solex 40 PII
Solex 40 PII-4 зарекомендовали себя как отличные карбюраторы для двигателей Porsche 356 и 912.После многих лет использования и настройки некоторые ключевые компоненты неизбежно изнашиваются, что снижает их производительность. Общие проблемы включают:
ИЗНОШЕННОЕ ОБОРУДОВАНИЕ НАСОСА АКСЕЛЕРАТОРА
НОВОЕ ОБОРУДОВАНИЕ НАСОСА УСКОРИТЕЛЯ
СОЕДИНЕНИЕ ПРУЖИНЫ ДРОССЕЛЬНОГО ВАЛА
Оценка потребностей карбюраторов Solex включает больше, чем повторную сборку с использованием стандартного ремонтного комплекта. По прошествии 50 с лишним лет многие детали, возможно, дожили до своего обычного срока службы.
______________________________________________
Компоненты Zenith
Основные компоненты Zenith 32NDIX показаны ниже вместе с таблицей соответствующих деталей и форсунок для 1600 Normal (PO3), 1600 Super (PO2) и 356 1600C ( РО19) карбюраторы.
Размеры форсунок и деталей для карбюраторов Zenith 32NDIX
| Этикетка карбюратора | PO3 L / R | ||||||
| Тип двигателя | 1600 Нормальный | 1600S | 1600C | ||||
| Venturis | 24 мм | 28 мм | 9036 13036 9036 9036 9036 9036 9036 9036 9036 9036 | ||||
| Форсунки коррекции воздуха | 230 | 220 | 210 | ||||
| Воздушные форсунки холостого хода | 120 | 140 | 140 | ||||
| 50362 | Насосные форсунки | 50 | 40 | 40 | |||
| Поплавковые клапаны | 150 | 150 | 150 | ||||
| Эмульсионные трубки | 1-S | 1-S | 1-S |
_______________________________________________ IX PALLAS (1958 и ранее) DVG (1958 и позже) Компания по производству карбюраторов Zenith была образована в 1909 году в результате сотрудничества между французской компанией Rochet-Scheider и изобретателем Франсуазери .PALLAS, а затем Duetsche Vergaser Gessellschraft (что означает Немецкое общество карбюраторов и сокращенно DVG) приобрели лицензии на производство карбюраторов Zenith. Смена производства между PALLAS и DVG произошла в 1958 году, и оба изготовленных карбюратора использовались в Porsche в том же году. Карбюраторы Zenith 32NDIX также были созданы для различных двигателей легковых, тракторных и грузовых автомобилей. Обозначения PO2, PO3 и PO19 использовались исключительно на карбюраторах Porsche, в то время как другие варианты были настроены для других двигателей.Замена жиклеров, дроссельных заслонок, оснований дроссельной заслонки, валов дроссельной заслонки, рычагов акселератора и других деталей необходима, если в двигателе Porsche1600 используются карбюраторы сторонних производителей. Штампы моделей на карбюраторах Zenith 1600N 24mm 1600S 28mm 1600C 28mm 32NDIX карбюраторы также были проставлены с датой на левой стороне литья ZAMAK (сплав цинка). Штампы с датой карбюратора должны были быть близки к датам, нанесенным на других деталях, и в течение примерно трех месяцев с даты окончательного производства автомобиля.Например, автомобиль с датой завершения производства в июне 1960 года мог иметь оригинальные карбюраторы с марта, апреля, мая или июня. Подобрать карбюраторы с кодом даты для конкретного автомобиля сложно, но это трехмесячное окно может облегчить задачу. Левая сторона карбюратора PO3R с отметкой даты 11 57 ________________________________________ Особые примечания по восстановлению Zenith Дроссельные заслонки и бабочки Корпуса дроссельных заслонок Zenith изнашиваются по кругу из-за контакта с боковинами корпуса.Это может вызвать утечки воздуха по краям пластин, которые невозможно устранить простой регулировкой. Ремонт карбюратора Zenith в большинстве случаев должен включать замену дроссельных заслонок. Без этого будет трудно добиться правильного холостого хода. CFI заменяет пластины-бабочки во всех модификациях Zenith, а также продает отдельные сменные пластины. Также доступны установочные винты, которые следует закрепить с помощью фиксирующего состава. Ремонтные комплекты Zenith Стандартные поставщики поставляют ремонтные комплекты для карбюраторов Zenith 32NDIX от Walker and Royze.Эти комплекты достойного качества и сделаны специально для 32NDIX Zenith. Оба типа комплектов включают прокладки, шайбы, уплотнительные кольца, винты смеси холостого хода, поплавковый клапан и ускорительный насос. Более дешевые комплекты для восстановления ошибок неизвестного происхождения обычно не содержат помпы, и их следует избегать. Уплотнительные шайбы в большинстве комплектов изготавливаются как из волокна, так и из металла. Можно использовать любой тип, но хорошо также сохранить оригинальные шайбы и использовать лучшие из них и новые по мере необходимости. CFI закупает эти и другие детали для восстановления у поставщиков из США и Европы, которые имеют лучшее качество, чем некоторые из стандартных комплектов для восстановления.Всегда используйте соответствующие типы ускорительных насосов, поскольку смешивание между парой карбюраторов затруднит согласование объемов насоса. Единый ремонтный комплект для карбюраторов Zenith 32NDIX Акселераторные насосы Объемы ускорительного насоса для пары карбюраторов должны совпадать. Это регулируется длиной рычага тяги ускорительного насоса, а также согласованием насосов. Со временем цилиндры насоса в корпусах карбюратора могут подвергнуться коррозии и вызвать проблемы с поршнем насоса.При восстановлении карбюраторов стенки цилиндров должны быть чистыми и гладкими. Кроме того, новый ускорительный насос с новой кожаной оболочкой поршня должен будет абсорбировать немного топлива, прежде чем он обеспечит хорошее уплотнение. При настройке объема насоса топливо должно оставаться в поплавковой чаше и цилиндре насоса в течение нескольких минут. Этим компонентам необходимо уделять пристальное внимание, измеряя и согласовывая подачу топлива в соответствии с заводскими инструкциями от 0,2 до 0,3 мл за два полных хода. Акселераторные насосы (слева) и поплавковый игольчатый клапан (справа) из комплектов карбюратора Walker Поплавковые игольчатые клапаны Запасные поплавковые клапаны обычно имеют 1.Отверстия 25 мм. Шаровой кран на конце обеспечивает плавное перемещение рычага в сборе на поплавках. Игольчатые клапаны в наборах Walker и Royze обычно хорошего качества, но их следует тестировать в качестве стандартного шага в процессе восстановления. CFI также поставляет новые поплавковые игольчатые клапаны оригинальной конструкции с отверстиями 1,25 и 1,5 мм. Статью с описанием результатов тестирования потока поплавкового клапана можно найти здесь . Резьба и поверхности в корпусах карбюраторов ZAMAK Чрезмерная затяжка винтов в корпусах карбюраторов из цинкового сплава приведет к деформации отливки и снятия резьбы.Пятьдесят лет использования (или злоупотребления) часто приводят к определенному ущербу. Сопрягаемые поверхности всегда следует проверять на плоскостность и исправлять перед сборкой. Есть несколько методов ремонта зачищенной резьбы, в том числе Helicoils или заливка / сверление / нарезание резьбы. Хорошим наполнителем для цинкового сплава является сплав Muggy Weld Super Alloy для ремонта металлической посуды. Эти ремонтные стержни плавятся при температуре 350 ° С при использовании пропановой или бутановой горелки, и их относительно легко исправить. Корпуса дроссельной заслонки Порты и каналы в корпусах дроссельной заслонки должны быть чистыми и свободными от мусора.Это можно сделать с помощью сжатого воздуха и очистки куском тонкой (20-22 гa) сплошной медной проволоки. Нити должны быть чистыми, а горловины — чистыми и гладкими. Отверстия вала должны быть гладкими, и из-за чрезмерной коррозии может потребоваться замена всего корпуса. Корпус дроссельной заслонки был первоначально закрашен (фосфатирован) черным перед окончательной обработкой, а затем смазан маслом. Обновление этого покрытия можно выполнить с помощью фосфатной обработки кистью, но окраска обеспечит лучшую защиту. Горячее фосфатирование деталей во время производственного процесса было менее сложным, чем покраска, но, как показало время, делало тела более восприимчивыми к ржавчине.Поскольку рабочие температуры не превышают пределов аэрозольной эмали, краска двигателя не требуется. Хороших результатов можно добиться при удалении ржавчины с последующим грунтованием кислотной грунтовкой для травления и несколькими верхними слоями плоской черной эмали. Очистка корпусов карбюратора и топливного насоса Тщательная очистка корпусов из цинкового сплава (ZAMAK) является первым шагом в восстановлении карбюратора. Подробную статью с описанием чистки ZAMAK можно найти здесь . Форсунки карбюратора Форсунки должны быть очищены и подобраны по размеру по мере необходимости.Подробную статью с описанием процесса можно найти здесь .