Микротрещины в головке 405 на что влияет
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил).
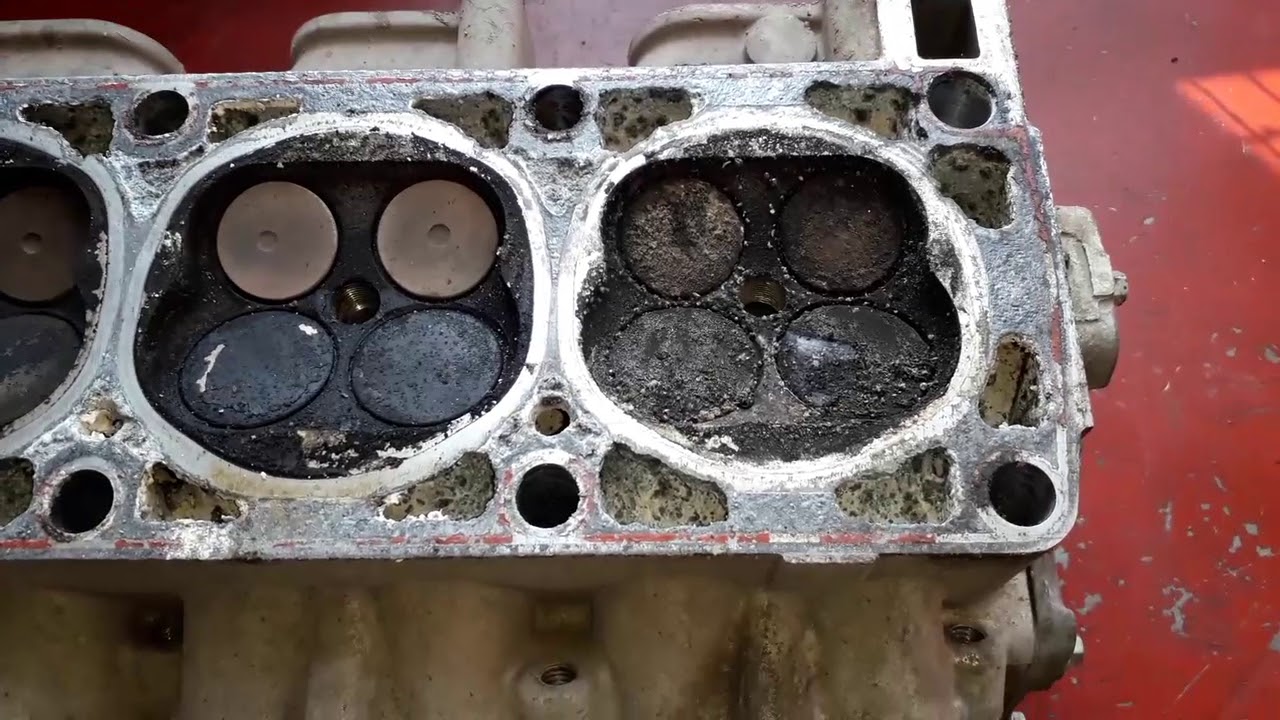
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
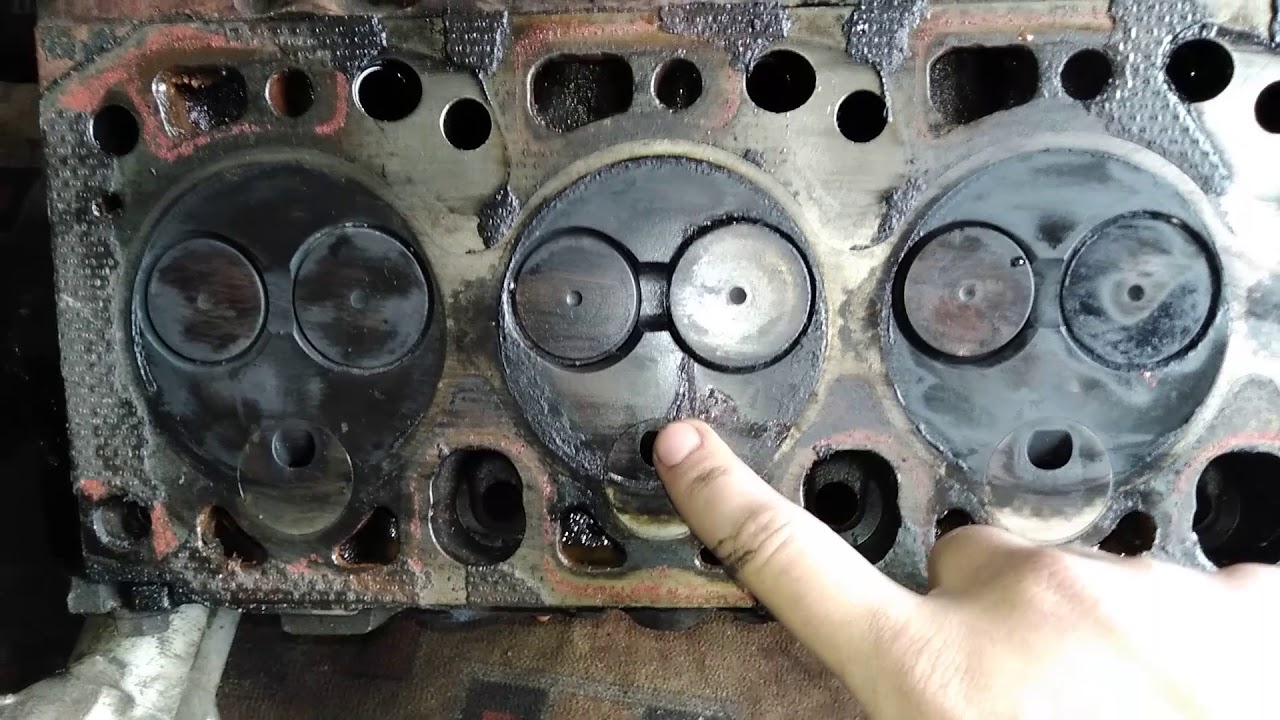
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол.
Микротрещина в цилиндре
Признаки такие что и микротрещина в головке, повторятся не буду, а сразу опешу способ ремонта такого цилиндра. Хорошо если можно визуально найти такую трещину, это может быть скол в цилиндре, но чаще ее не видать, а проявляется она когда двигатель работает и нагревается до рабочей температуры. Сталкивался с микротрещиной, когда двигатель работал долго, и вдруг проявлялась микротрещина, но где она, неизвестно.
Фото. Трещина в цилиндре, отмечена стрелкой.
На фото видите блок двигателя ВАЗ 2106 с трещиной в цилиндре. А все потому, что этот блок рассчитан под поршни 79мм, его расточили под поршни 82мм. и видать плохо обкатывали, что и привело к этой трещине, признаки были такие, шли постоянные пузыри в расширительный бачек.
Мне попадались несколько машин с расточкой блока ВАЗ 2106 под поршни 82мм. и в принципе нормально работали. Но не советую этого делать, так как гильза цилиндра становиться очень тонкой, и есть большая возможность образования такой трещины.
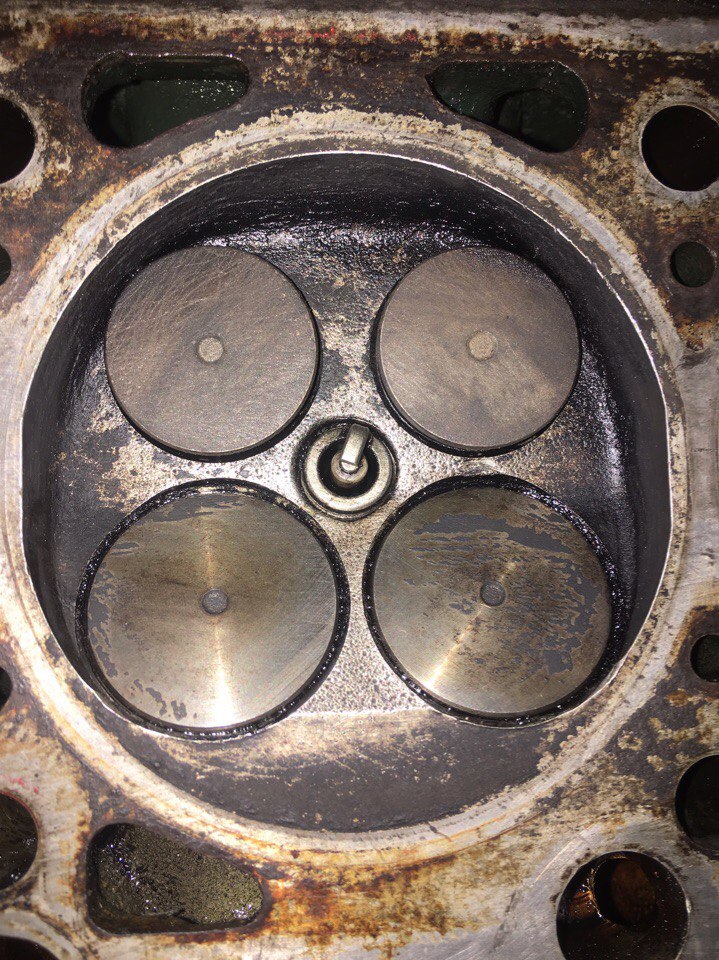
Фото. Головка с тремя трещинами, обратите внимание, эту головку фрезеровали на станке, но такая фрезеровка недопустима, так как остаются очень глубокие неровности, они сразу прожимаются металлической частью прокладки, что способствует быстрому прогоранию прокладки. Головка при фрезеровании должна быть абсолютно гладкая.
Пришлось гильзовать этот блок, и ставить поршни 79мм. двигатель заработал как новый.
Всегда хозяина машины предупреждаю после того как снимаю головку и не нахожу прогара в прокладке и трещины в головке или блоке, что может быть две причины, и даю ему выбор с чего начнем первого, замены головки или будем гильзовать блок.
Главное чтобы расточник что растачивает цилиндры и гильзует блок был профессионал своего дела. Хороший расточник может отлично загильзовать даже явную трещину в цилиндре. Поэтому сразу предупредите расточника что в каком-то цилиндре микротрещина, (не знаю тонкости как гильзуют цилиндры) но несколько таких блоков двигателей после гильзовки ходят уже несколько лет и все нормально.
Хороший расточник может отлично загильзовать даже явную трещину в цилиндре. Поэтому сразу предупредите расточника что в каком-то цилиндре микротрещина, (не знаю тонкости как гильзуют цилиндры) но несколько таких блоков двигателей после гильзовки ходят уже несколько лет и все нормально.
Обычно хозяин машины выбирает начинать с загильзовки блока, а если не поможет, тогда конечно придется менять головку.
Знаю одну девяносто девятую, которая ездит с такой микротрещиной, водитель просто слегка накручивает пробку на расширительный бачек чтобы его не раздувало, и она не кипит.
В чём причина образования постоянных воздушных пробок в двигателе ВАЗ инжектор?
Это происходит так, завели двигатель, работает нормально, но через какое-то время начинает течь охлаждающая жидкость из под пробки расширительного бачка. Можно подумать что причина в микротрещине в прокладке, головке, или цилиндре двигателя, но пузырей во время прогрева в расширительном бачке нет. Обычно виновата в этом пробка расширительного бачка, в ней не держит давление клапан, стоит ее заменить новой как все прекращается.
Что интересно, видел машины которые ездили даже без пробок в расширительном бачке, но не кипели, а другие начинают закипать и образовывать воздушные пробки из-за плохого клапана в крышке расширительного бачка. Это для меня загадка.
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.
Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус. Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака).
Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Диагностика проблемы
Перед тем, как приступить к ремонтным работам, необходимо быть на все сто процентов уверенным, что проблема действительно в трещинах. Для того чтобы в этом убедиться, мы предложим вам несколько способов диагностики.
С помощью жидкости
В этом случае используется специальная красящая жидкость.- Итак, в первую очередь, необходимо максимально качественно вымыть поверхность головки (применяя при этом ацетон или иную соответствующую жидкость).
- Далее жидкость нужно нанести непосредственно на поверхность.
- По истечению нескольких минут остатки жидкости нужно смыть при использовании чистой тряпки.
Магнитно-порошковая проверка
Данный способ считается одним из самых быстрых в обнаружении трещин. Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).

Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать повреждённые места
Обнаружили трещину в блоке цилиндра? Что делать? Сейчас мы вам подробно расскажем, как можно быстро избавиться от подобной проблемы.
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Заделка трещин
Изначально необходимо нагреть обрабатываемую автомобильную комплектующую до температуры не менее 200 градусов Цельсия. Используйте для выполнения этой цели ацетиленовую горелку. Трещина заделывается посредством постоянного тока. Подбирать диаметр электрода стоит исходя из толщины, а также ширины обрабатываемой стенки.
Приварка заплаты
Чтобы выполнить данную операцию, необходимо подобрать кусок металла, соответствующий размеру трещины. Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Далее нужно приварить подобранный материал. Следующий этап – это шлифовка и покрытие специальной пастой обрабатываемой местности.
Ну что же, теперь вам известно, что такое трещина головки блока цилиндров, а также как бороться с этой проблемой. В любом случае лучше предостеречь поломку, нежели бороться с ней.
Лучшие цены и условия на покупку новых авто
Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Превышение допустимой разности температур
«Рукотворное» механическое воздействие
Типичные места образования трещин в ГБЦ
Признаки наличия трещин
Как можно проверить?
Диагностика при помощи жидкости
Ремонт повреждений своими руками
В каких случаях нужна замена?
Подготовка головки для сварки
Сварка головки блока цилиндров
Эпоксидная паста и заплатка из стеклоткани
Видео «Ремонт трещин ГБЦ своими руками»
Комментарии и Отзывы
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
- Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
- Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
- Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита. Есть вероятность покупки обмедненных деталей.
- После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
- В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
- Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.

- Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Масляная система
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ.
Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость. Из-за этого поршни силового агрегата будут отмыты практически до блеска.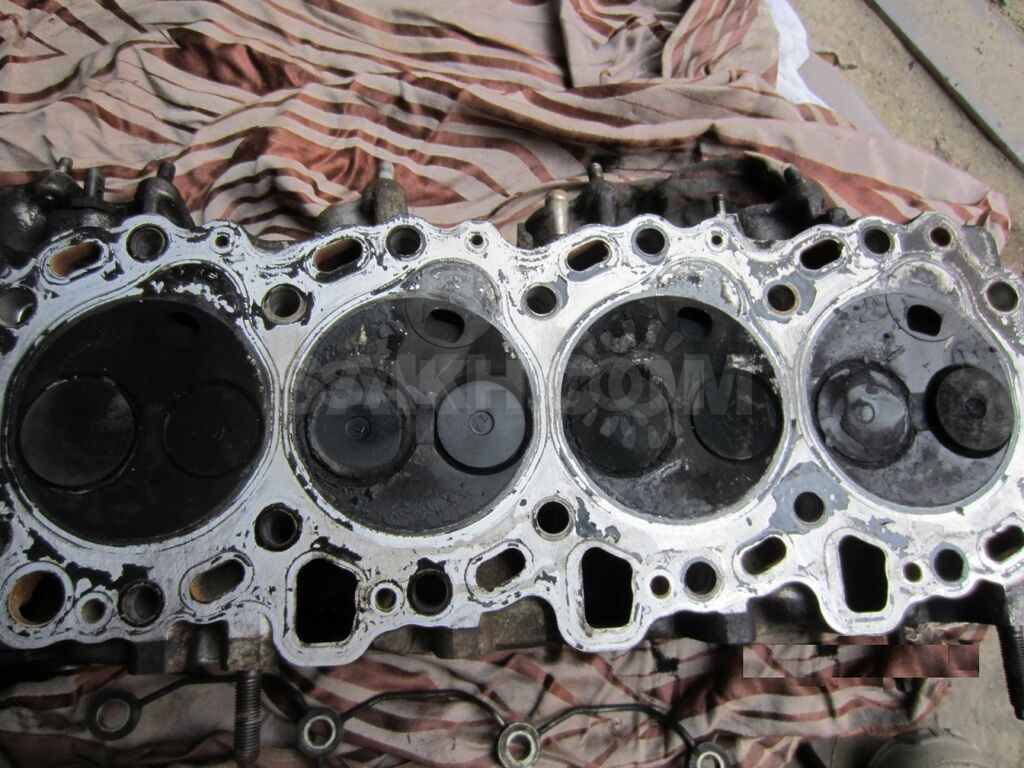 Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Канал выпуска
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Камера сгорания
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов.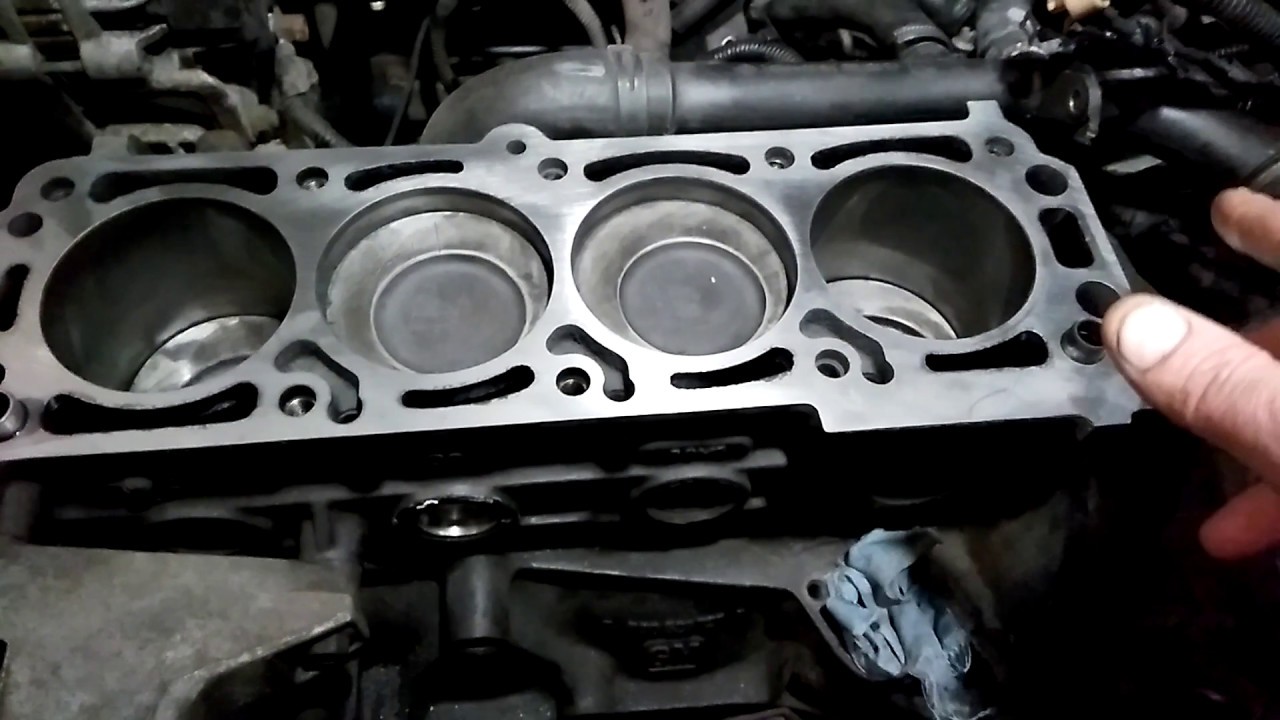 Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.

- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть.
 Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин. - После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Ремонт повреждений своими руками
Появление дефектов на головке блока цилиндров двигателя — серьезная проблема. Но ее можно решить, если повреждения незначительные.
В каких случаях нужна замена?
Менять головку блока цилиндров необходимо в случае серьезных повреждений. Если трещины большие и их не удается ликвидировать, то ГБЦ подлежит замене. Но прежде чем сделать это, устройство можно попробовать отремонтировать.
Подготовка головки для сварки
Зачистка поверхности для ремонта ГБЦ силового агрегата
Перед выполнением сварки дефект надо разделять.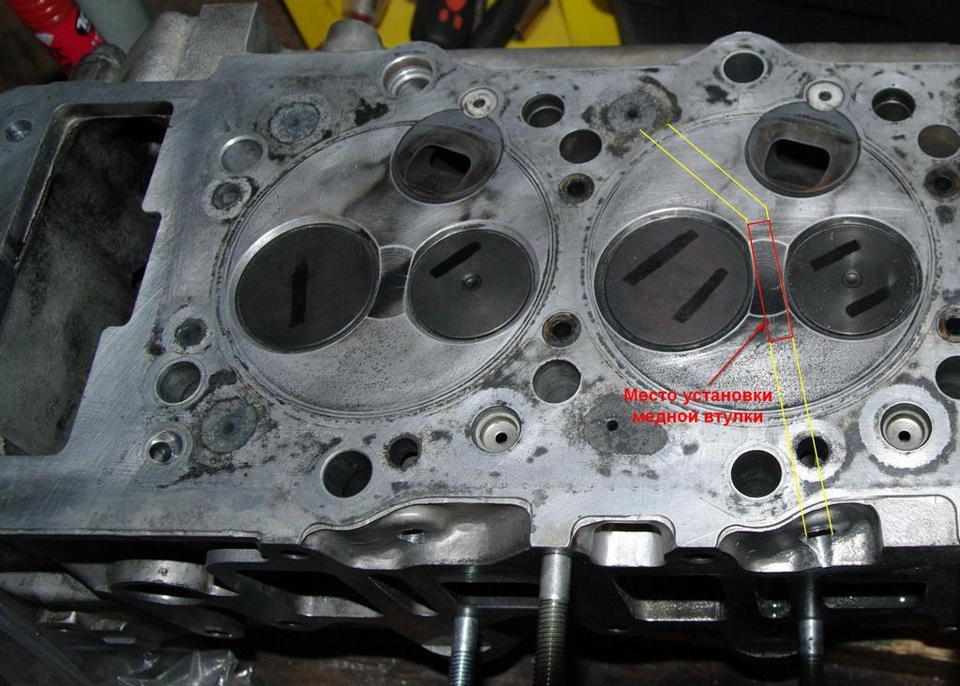 Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Используя фрезерную машинку, металл на конструкции головки блока цилиндров высверливается по длине повреждения. В итоге должна получиться канавка, глубина которой составит 6-8 мм. Приблизительно такой же обязана быть ее ширина. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее проварить металл. Чтобы произвести разделку трещин между седел, их надо демонтировать и после этого разделывать.
Когда процесс подготовки будет завершен, ГБЦ силового агрегата подвергается нагреву до температуры около 230 градусов, но не более 250. В противном случае устройство может повести. Нагрев выполняется для снижения напряжения в стали, которое появляется во время сварки. Для выполнения этой задачи желательно использовать печь либо горелку. Применение паяльной лампы не допускается, поскольку она быстро перегреет конструкцию.
Сварка головки блока цилиндров
Процесс сварки выполняется так:
- Подготавливается металлический кусок, соответствующий габаритам повреждения головки блока.

- Процедура сварки осуществляется с применением газовой установки. На руках у вас должны быть и присадочные материалы. Практика показывает, что лучший эффект дает аргонно-дуговая сварка. К конструкции устройства подключите массу. Надо обеспечить горение дуги между ГБЦ и электродом, здесь же подложите вырезанный металлический кусок, использующийся для заделки дефекта. Подробно процесс сварки головки блока силового агрегата путем сварки описан на видео (автор — канал Ютуб Ютубный).
После завершения процесса рабочая поверхность подлежит зачистке и опрессовке. При отсутствии повреждений на плоскости, которая будет прилегать к ГБЦ, надо произвести фрезеровку. Нужно добиться того, чтобы поверхность получилась максимально ровной.
Альтернативные методы
Есть альтернативные методы, позволяющие отремонтировать головку блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого способа ГБЦ подлежит зачистке с обеих сторон. Для этого применяется металлическая щетка. В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
В месте повреждений надо просверлить отверстия диаметром 3-4 мм. В них нарезается резьба. Заподлицо ввертываются заглушки, выполненные из меди либо алюминия. Повреждение подлежит обработке по всему периметру с помощью зубила либо абразивного круга. Инструмент используется под углом от 60 до 90 градусов, глубина должна составить не более 70% от толщины стенки.
- Вокруг повреждения выполняются насечки с применением зубила. Они делаются зубилом на расстоянии до 3 см, это позволит обеспечить шероховатость поверхности. Плоскость обезжиривается, для этого применяется топливо или ацетон.
- Подготавливается эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу же второй, толщина каждого должна составить не меньше 2 мм.
После этого подождите сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно подогреть до 100 градусов. Тогда на затвердевание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплатка из стеклоткани
Толщина заплаты составляет 3 мм. Процесс подготовки выполняется так же, как в вышеописанном методе. Разница в том, что на каждый слой вещества надо наложить стеклотканевую заплатку. Заранее она пропитывается пастой, для лучшей фиксации прикатывается роликом. Общее расстояние от крайней части заплатки до края повреждения иди дефекта должно составить не меньше 15 мм. После фиксации происходит установка следующего слоя. Он должен перекрыть заплатку, установленную до этого, на 10 мм минимум с каждой стороны. Допускается использование не более чем восьми слоев. После установки последнего поверхность покрывается пастой.
Постановка штифтов
- Для их установки по концам повреждения на головке блока цилиндров силового агрегата просверливаются отверстия диаметром 4-5 мм. На каждой стороне дефекта.
- Сверлом аналогичного диаметра просверливаются отверстия по полной длине повреждения.
 Расстояние между ними составит 7-8 мм.
Расстояние между ними составит 7-8 мм. - Нарезается резьба и устанавливаются медные пруты. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После монтажа прутики следует обрезать ножовкой. Оставляются концы на 2 мм над плоскостью головки блока.
- На следующем этапе просверливаются отверстия между вмонтированными штифтами. Они должны перекрыть предыдущие на 1/4 диаметра.
- Выполняется резьба, устанавливаются прутики и обрезаются. В итоге вы получаете полосу из штифтов, ввернутых друг в друга.
- Молотком вбиваются концы прутиков, удары не сильные. Это расчеканит штифты и сделает большой шов. Для надежности поверхность покрывается эпоксидной смолой.
- По завершении ремонта выполняется опрессовка головки блока цилиндров.
Фотогалерея
Фото микротрещин приведены ниже.
Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года выпуска ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и обнародован каналом Русская Смекалка l Russian Savvy).
Как отремонтировать головку блока цилиндров двигателя ЗМЗ-405, ЗМЗ-406
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ.
Очень важно сделать ремонт головки после того, как перегрели мотор.
Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Хорошо отремонтированная головка – это 50% хорошей работы двигателя.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки блока цилиндров».
Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
3. Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
4. Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки.
5. Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем.
Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.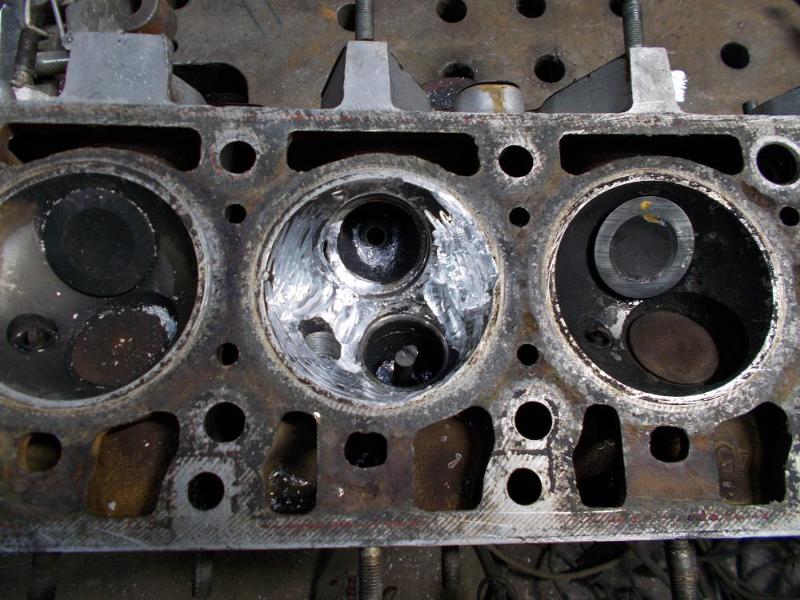
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок…
Подцепляем отверткой и вынимаем опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов
Осмотр, дефектовка и ремонт
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
2. Осмотреть головку блока.
Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить. 4. Проверить зазоры в подшипниках распределительных валов.
5. Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм.
Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.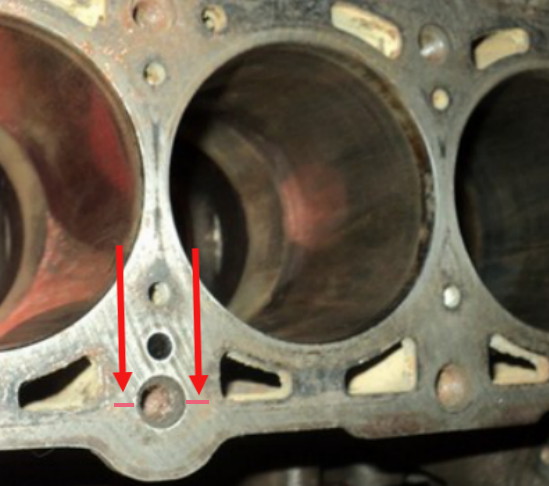
6. Осмотреть клапаны.
При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
— вставить клапан в головку блока;
— надеть на стержень клапана приспособление для притирки клапанов;
— нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
— поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин.
Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
7. Проверить состояние пружин клапанов.
Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
8. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой. При шлифовке выдержать размеры седла, указанные на рис.
Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.

Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
9. Проверить зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров.
Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем прошлифовать седла клапанов, как было указано выше.
10. Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений.
Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом.
Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые
Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой
Также должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Собираем головку блока цилиндров в обратной последовательности.
Авторская статья «Держи головку блока ровной» на сайте инженерной-технологической компании Механика
В нынешний век «безремонтного» мышления мы склонны дожидаться поломки, а не обращать внимания на предшествующие неисправности симптомы. Так можно обращаться с тостерами или кофейниками, которые вы можете купить в любом универмаге за умеренную цену. Но когда дело касается перегретого автомобильного двигателя, итог может быть крайне дорогим.
Какой ущерб вы причинили на самом деле? Это только изжога или сердечный приступ? И то, и другое вызывает опасение, но последнее намного страшнее.
В течение многих лет двигатели развивались в таком направлении, что головка блока цилиндров (ГБЦ) стала главным фактором прибавки мощности и эффективности двигателя, и она, следовательно, становилась все сложнее и сложнее. Просто подумайте, что сегодня представляет собой блок цилиндров … по сути – компрессор, сжимающий воздух, и основа для сборки двигателя. Конечно, без этого не обойдешься, но мы должны оценивать вещи по тому, чем они являются на самом деле, а ГБЦ – дирижер оркестра, образно говоря, если рассматривать механическую сторону моторного «уравнения».
Стало общепринятым, что головка не только включает типичные для ГБЦ компоненты – вроде клапанов и клапанных пружин, но и больше самых разных управляющих устройств и механизмов. В подавляющем большинстве головок теперь есть по паре распредвалов, устройства регулировки фаз, клапана регулировки давления и направления потоков масла, а в последнее время – и обработанные с высокой точностью посадочные места для форсунок непосредственного впрыска.
Если двигатель очень сильно перегрет, то это становится проверкой третьего закона Ньютона: «Действие равное противодействию».
Существенное повышение температуры воздействует как на физические компоненты, так и на смазку. Так, скажем, тепловое расширение отливки может превысить конструктивные ограничения для данного изделия, что неизбежно приведет к поломке двигателя.
Вот некоторые из видов поломок, связанных с серьезным перегревом:
- Деформация ГБЦ
- «Скручивание» корпус распредвала
- Трещины в отливке
- Несоосность отверстий
- Изменения физических качеств отливок, клапанов, седел и пружин
Если в вашу мастерскую принесли ГБЦ, и вы согласились ее ремонтировать, то вы обязательно должны учитывать указанные выше пункты, предлагая какие-либо работы. В большинстве случаев недостаточно сделать привалочную плоскость плоской и гладкой, чтобы ГБЦ смогла работать дальше. Вы должны учесть и то, что случилось с этой отливкой, когда произошла поломка. Так как температура росла, головка блока расширялась по всем направлениям больше, чем принято при нормальных условиях эксплуатации, а масло «горело» и становилось менее эффективным именно в те моменты, когда в нем была наибольшая потребность. Любой из этих аспектов может стать пагубным для ГБЦ, а тут они происходят сразу все вместе.
Вы должны учесть и то, что случилось с этой отливкой, когда произошла поломка. Так как температура росла, головка блока расширялась по всем направлениям больше, чем принято при нормальных условиях эксплуатации, а масло «горело» и становилось менее эффективным именно в те моменты, когда в нем была наибольшая потребность. Любой из этих аспектов может стать пагубным для ГБЦ, а тут они происходят сразу все вместе.
Как эта информация изменит ваш подход? Если головка деформирована, как вообще что-либо в ней может сохранить соосность? Какие последствия эта несоосность будет иметь в принципе?
Наиболее частая теряют соосность отверстия под шейки распредвалов. Мы знаем, что их можно расточить вновь (или отремонтировать иным способом), с восстановлением правильной соосности. Но сначала надо проявить должную осмотрительность, проверить отливку и убедиться, что перегрева не привел к появлению трещин.
Говорят, что для выявления трещин достаточно опрессовки.
Это, конечно, хорошо, но это еще не все. Поскольку привалочная поверхность под прокладку тоже искривлена, то вполне могли образоваться и внутренние трещины – в водяной рубашке, которые обнаружить труднее, чем наружные. С помощью проникающего красителя (например – окрашенного керосина) вы можете обнаружить и эти трещины. Помните, что даже при правильном затягивании болтов крепления создаются огромные усилия.
Трещины, оставшиеся незамеченными, неизбежно раскроются и приведут к повторным поломкам, вроде течей масла или охлаждающей жидкости. На приведенном фото показаны места, возможного образования трещин, по причине выгиба привалочной плоскости ГБЦ. Стоит также отметить, что некоторые наружные трещины в отливке головки поддаются ремонту, например – с помощью сварки. Однако, это не всегда возможно, поэтому подобное решение надо принимать в каждом конкретном случае отдельно.
Фото 1. Потенциальные области образования трещин
Убедившись, что в ГБЦ нет трещин, мы должны далее «выпрямить» отливку. Существует много эффективных методов «спрямления»: от установки ГБЦ на специальной оправке и последующей нормализации в печи до местного нагрева, с помощью газовой горелки, установочной плиты и керамических «одеял». Независимо от метода, головка должна иметь разумный остаточный прогиб.
Существует много эффективных методов «спрямления»: от установки ГБЦ на специальной оправке и последующей нормализации в печи до местного нагрева, с помощью газовой горелки, установочной плиты и керамических «одеял». Независимо от метода, головка должна иметь разумный остаточный прогиб.
Хорошее практическое правило: допуск в 0,025 мм на одну камеру сгорания. То есть – для ГБЦ двигателя V6 (трехцилиндровая) допустимый прогиб 0,07…0,08 мм, для ГБЦ V8 (четырехцилиндровой) – 0,10 мм и т. д.
Почему так важно «спрямить» ГБЦ перед фрезерованием или расточкой соосных отверстий?
- Расточка соосных отверстий в деформированной ГБЦ может привести к тому, что они потеряют соосность, при установке ГБЦ на блок цилиндров. Обычно, при выполнении подобной работы, при установке ГБЦ на стол станка, не обтягивают ее согласно спецификации (как при сборке двигателя), а крепят лишь так, чтобы удержать ГБЦ от вибрации и/или смещения при обработке.
 Соответственно, усилия при этом существенно отличаются от расчетных.
Соответственно, усилия при этом существенно отличаются от расчетных. - Вы должны «выпрямить» головку как можно лучше, чтобы при фрезеровании привалочной плоскости объемы камер сгорания изменялись как можно меньше. Также часто встает вопрос о минимально допустимой толщине головки, так как это влияет на правильную сборку механизма привода клапанов или установку впускного коллектора.
Чтобы прояснить вопрос про объем камер сгорания, надо сказать следующее. Что мы проверяем, собирая двигатель? Обычно измеряем заглубление/выступание поршня, высоту клапана, клапанные и монтажные зазоры и т. д., но редко измеряем объем камер сгорания, чтобы увидеть, насколько они различаются по этому параметру.
Почему так?
Обычно мы проверяем, то что легко измерить или то что очень важно? Времена больших камер сгорания – объемом по 100 см3 – ушли в прошлое.
Раньше, когда камеры сгорания были «громадными», а степень сжатия относительно низкой, разница в объемах камер сгорания, между отдельными цилиндрами, были несущественной.
Сегодня почти все массовые двигатели сконструированы по гоночным канонам прежних лет: с высокой степенью сжатия, облегченными компонентами, меньшим сопротивлением, более высокими оборотами и т. д. Именно поэтому мы должны быть уверенными, что каждый цилиндр имеет один и тот же объем. Из-за того, что нынешние системы управления двигателем не способны корректировать разницу в объемах цилиндров. Эта разница оказывает неизбежное влияние на объем и температуру сжатого в цилиндре воздуха, максимальное давление в цилиндре, и, в итоге, на – мощность и эффективность двигателя.
Фото 2. Соосная расточка отверстий постелей распредвала в ГБЦ.
Вот пара примеров последствий фрезерования привалочной плоскости ГБЦ:
- Двигатель Форд Мустанг 1990 года, объем 5,0 литров, степень сжатия 8,4:1 – фрезерование ГБЦ на 0,25 мм увеличивает степень сжатия до 8,55:1
- Двигатель Форд Мустанг 2014 года, объем 5,0 литров, степень сжатия 11,0:1 – фрезерование ГБЦ на 0,25 мм увеличивает степень сжатия до 11,28:1
В первом примере изменение степени сжатия на 0,15 вполне приемлемо, но во втором примере увеличение на 0,28 – ведет к преждевременному воспламенению и/или детонации. И система управления не сможет скорректировать разницу в степени сжатия по цилиндрам, выходящую за пределы допуска. И, следовательно, один или два «неправильных» цилиндра могут вывести из строя весь двигатель.
И система управления не сможет скорректировать разницу в степени сжатия по цилиндрам, выходящую за пределы допуска. И, следовательно, один или два «неправильных» цилиндра могут вывести из строя весь двигатель.
Фото 3. Комплект фирмы Goodson для измерения объема камер сгорания в ГБЦ (в кубических сантиметрах) – хороший инструмент, но любой любознательный моторист может заменить его большим медицинским шприцом.
Значит ли это, что вы должны измерять объем любой камеры сгорания заливая ее маслом? Нет, это значит, что лучшая практика состоит в том, чтобы головка была максимально «спрямлена» перед фрезерованием, и тогда вы можете полагаться на величину минимальной толщины ГБЦ.
Возможно, с массовым распространением двигателей с переменной степенью сжатия, мы не станем придавать значение некоторым допускам. Однако пока мы должны делать все возможное, чтобы понять изделия, которые мы обслуживаем, а также – и причины и следствия работ, выполняемых нами. А это можно сделать, лишь поделившись знаниями с коллегами.
А это можно сделать, лишь поделившись знаниями с коллегами.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Микротрещина в ГБЦ, причины и устранение
Головка блока цилиндров считается очень важной составляющей любого двигателя внутреннего сгорания. Практически весь кривошипно-шатунный механизм располагается в блоке цилиндров, а ГБЦ служит своеобразным плацдармом для размещения отдельных элементов ГРМ. В ней также проходят каналы для смазочной и охлаждающей жидкостей, поэтому любая микротрещина в ГБЦ может привести к печальным последствиям. Ну а микротрещины могут возникать по различным причинам, а наиболее распространенная – это перегрев.
Если срок службы ГБЦ солидный и именно это и явилось причиной выхода ее из строя, то можно попытаться произвести ремонт ГБЦ. Но можно и не мучиться, а купить сразу новую головку, либо подобрать подержанную, в более-менее рабочем состоянии.
Если же микротрещины или другие неприятности образовались после перегрева, то первое, что нужно проверить, это плоскость ГБЦ – после перегрева практически всегда она деформируется, это относится почти к 80-ти процентам отечественных и иностранных автомобилей. Деформированную головку, пусть даже там и не обнаружено микротрещин, ставить категорически запрещается. Впрочем, даже если Вы ее и поставите, то далеко на таком двигателе не уедете – прижать как следует прокладку она не сможет, так что из-под ГБЦ будут постоянно сочиться охлаждающая жидкость и масло, а по прошествии некоторое время она и вовсе прогорит, так что выхлопные газы будут выходить не из трубы, а под капот автомобиля.
Еще одна распространенная проблема, возникающая вследствие перегрева и влекущая необходимость ремонта двигателя, это образование микротрещин. Но это больше относится к дизельным двигателям. Микротрещина в ГБЦ возникает обычно между клапанами, либо между отверстием для форсунки и клапанным гнездом. Зачастую такую микротрещину при визуальном осмотре обнаружить не удается, поэтому во время проверки головки эти места нужно тщательно осмотреть, предварительно как следует очистив поверхность от нагара. Можно провести по поверхности ГБЦ ногтем – если там имеется трещина, то ноготь за нее зацепится, пусть даже ее и не будет видно.
Зачастую такую микротрещину при визуальном осмотре обнаружить не удается, поэтому во время проверки головки эти места нужно тщательно осмотреть, предварительно как следует очистив поверхность от нагара. Можно провести по поверхности ГБЦ ногтем – если там имеется трещина, то ноготь за нее зацепится, пусть даже ее и не будет видно.
Еще один признак того, что в наличии имеется микротрещина в ГБЦ, можно обнаружить во время работы двигателя. Нужно просто открыть крышку радиатора и посмотреть внутрь – если микротрещина есть, то в радиаторе будут видны пузырьки воздуха. Находящиеся в камере сгорания газы в момент сжатия подвергаются огромному давлению, так что просачиваются через микротрещину и попадают в магистраль охлаждающей жидкости, ну а уже оттуда в радиатор. Казалось бы, страшного в этом ничего нет, но если газов будет слишком много, то это может повлиять на качество охлаждения и в результате двигатель все равно перегреется.
Но есть и хороший момент – любые микротрещины подлежат ремонту, так что отчаиваться не стоит. Главное – это вовремя обнаружить ее, пока процесс не зашел слишком далеко, после чего сразу же отправиться на станцию техобслуживания.
Главное – это вовремя обнаружить ее, пока процесс не зашел слишком далеко, после чего сразу же отправиться на станцию техобслуживания.
Смотрите также:
Все статьи >>
Актуальность микротрещин | Журнал Concrete Construction
Вопрос: Что такое микротрещины? Должен ли я, как мелкий подрядчик, беспокоиться об этом?
Ответ: Термин микротрещины относится к очень маленьким трещинам, которые образуются в бетоне, но не видны невооруженным глазом. Некоторые микротрещины возникают как естественная часть процесса гидратации цемента, но также возникают при приложении сжимающих нагрузок. Трещины от склеивания образуются там, где встречаются крупный заполнитель и цемент.Эти трещины распространяются по окружающему строительному раствору как трещины строительного раствора.
Согласно ACI 224R-01, «Контроль трещин в бетонных конструкциях», исследования 1970-х и 1980-х годов показали, что также образуются значительно меньшие микротрещины, позволяющие бетону сжиматься. Это не всегда такой жесткий материал, как мы думали ранее, потому что цемент и растворная паста являются «нелинейными размягчающими материалами».
Это не всегда такой жесткий материал, как мы думали ранее, потому что цемент и растворная паста являются «нелинейными размягчающими материалами».
Вы должны кое-что понимать о микротрещинах по двум причинам. Во-первых, насколько водонепроницаемая бетонная конструкция может зависеть от степени микротрещин.Очевидно, что вода, движущаяся по этим небольшим каналам, идет медленно, но чем больше микротрещин, тем менее водонепроницаем бетонный элемент. Это особенно важно там, где ионы хлора в воде могут попасть в арматурную сталь, встроенную в бетон, и вызвать проблемы с коррозией.
Другая причина знать об этом явлении заключается в том, что микротрещины могут выступать в качестве отправной точки для развития более крупных трещин. Если у вас разовьется глубокое любопытство к этой теме, подробное объяснение можно найти в ACI 446.1Р-91, «Механика разрушения бетона». Но главное, что перегрузка или снос могут привести к образованию микротрещин при сжатии в бетоне. Это облегчает образование более крупных трещин и отказ от ремонта.
ACI 546R-04, «Руководство по ремонту бетона», описывает локальные микротрещины, которые могут возникнуть в результате работ по удалению бетона. «Удаление бетона с помощью ударных инструментов может привести к мелким микротрещинам (так называемым синякам) на поверхности бетона, оставшейся на месте.Если этот поврежденный слой не будет удален, в основном бетоне может образоваться ослабленная плоскость ниже линии соединения ремонтного материала ». Если это так, то отказ ремонта будет лишь вопросом времени — не из-за отделения от основного материала, а из-за повреждения основного материала.
В руководстве по ремонту поясняется, что, когда для удаления бетона перед ремонтом используются «агрессивные методы удара», такие как установленный на стреле отбойный молоток, «бетон, оставшийся на месте, должен быть подготовлен с использованием вторичного метода, такого как скалывание, абразивоструйная очистка или струя воды под высоким давлением для удаления остатков поврежденного поверхностного материала. «Также отмечается, что пропил вокруг удаляемой области бетона может ограничить образование микротрещин из-за операций по удалению. В Разделе 2.7 дается объяснение различных методов удаления бетона и приводится таблица, в которой сравниваются характеристики, особенности и ограничения каждого из них.
«Также отмечается, что пропил вокруг удаляемой области бетона может ограничить образование микротрещин из-за операций по удалению. В Разделе 2.7 дается объяснение различных методов удаления бетона и приводится таблица, в которой сравниваются характеристики, особенности и ограничения каждого из них.
Микротрещины также вызывают беспокойство при сверлении затвердевшего бетона, например, для дюбелей или анкеров. В комментарии к ACI 318-08 «Требования строительных норм и правил для конструкционного бетона» особо отмечается, что «сверление отверстий для установленных анкеров может вызвать микротрещины», поясняя, что это фактор в требованиях к минимальному краевому расстоянию для установки анкеров.
микротрещин в породах: обзор
Абстрактные
В последнее десятилетие резко увеличилось количество исследований микротрещин в горных породах. В этом обзоре последних работ микротрещины в горных породах рассматриваются как отдельные объекты, при этом особое внимание уделяется морфогенезу микротрещин, кинематике, динамике, статистике населения и методам наблюдений. Трещины образуются, когда местное напряжение превышает местную прочность.Локальное напряжение может быть увеличено за счет взаимодействия двойных ламелей, полос перегиба и деформационных ламелей, концентраций напряжений в контактах границ зерен и вокруг внутрикристаллических полостей. Местная прочность может снижаться вдоль плоскостей спайности, вдоль границ зерен и вдоль любой внутренней поверхности в результате коррозии химически активными жидкостями. Дислокации, по-видимому, не являются существенным фактором для зарождения трещин при температуре ниже 500 ° C в силикатах. Пространственные и временные изменения температуры также могут вызывать микротрещины в результате различного теплового расширения между зернами с разными модулями термоупругости и теплопроводностью.Количество кварца в породе оказывает значительное влияние на термически индуцированные микротрещины из-за его большого и переменного теплового расширения. Приложение гидростатического давления от 100 до 200 МПа эффективно закрывает большинство трещин, но закрытие может быть неоднородным, если существуют неровности стенок трещины.
Трещины образуются, когда местное напряжение превышает местную прочность.Локальное напряжение может быть увеличено за счет взаимодействия двойных ламелей, полос перегиба и деформационных ламелей, концентраций напряжений в контактах границ зерен и вокруг внутрикристаллических полостей. Местная прочность может снижаться вдоль плоскостей спайности, вдоль границ зерен и вдоль любой внутренней поверхности в результате коррозии химически активными жидкостями. Дислокации, по-видимому, не являются существенным фактором для зарождения трещин при температуре ниже 500 ° C в силикатах. Пространственные и временные изменения температуры также могут вызывать микротрещины в результате различного теплового расширения между зернами с разными модулями термоупругости и теплопроводностью.Количество кварца в породе оказывает значительное влияние на термически индуцированные микротрещины из-за его большого и переменного теплового расширения. Приложение гидростатического давления от 100 до 200 МПа эффективно закрывает большинство трещин, но закрытие может быть неоднородным, если существуют неровности стенок трещины. Гидростатическое давление стабилизирует трещины и затрудняет их рост. Количество и средний размер микротрещин, вызванных механическим воздействием, больше в горных породах, деформируемых при более высоких давлениях.Применение поля девиаторных напряжений на границах массива горных пород приводит в микроскопическом масштабе к очень сложной системе напряжений, которая сильно влияет на пути зарождения и распространения. Относительное количество внутрикристаллитных и межкристаллитных трещин, по-видимому, зависит от минералогии, типа породы и напряженного состояния. Подавляющее большинство микротрещин в горных породах, вызванных напряжением, по-видимому, имеют растяжение. Статистически они преимущественно ориентированы в пределах 30 ° от направления максимального макроскопического напряжения.Плотность трещин увеличивается, когда макроскопическое девиаторное напряжение превышает пороговый уровень. Распределение размеров трещин может быть логнормальным или экспоненциальным. Разрушение горных пород при сжимающих граничных нагрузках является результатом слияния множества микротрещин, а не роста отдельной трещины.
Гидростатическое давление стабилизирует трещины и затрудняет их рост. Количество и средний размер микротрещин, вызванных механическим воздействием, больше в горных породах, деформируемых при более высоких давлениях.Применение поля девиаторных напряжений на границах массива горных пород приводит в микроскопическом масштабе к очень сложной системе напряжений, которая сильно влияет на пути зарождения и распространения. Относительное количество внутрикристаллитных и межкристаллитных трещин, по-видимому, зависит от минералогии, типа породы и напряженного состояния. Подавляющее большинство микротрещин в горных породах, вызванных напряжением, по-видимому, имеют растяжение. Статистически они преимущественно ориентированы в пределах 30 ° от направления максимального макроскопического напряжения.Плотность трещин увеличивается, когда макроскопическое девиаторное напряжение превышает пороговый уровень. Распределение размеров трещин может быть логнормальным или экспоненциальным. Разрушение горных пород при сжимающих граничных нагрузках является результатом слияния множества микротрещин, а не роста отдельной трещины. Некоторые конфигурации трещин более благоприятны для слияния, чем другие. По мере увеличения девиаторного напряжения и приближения к разрушению горных пород популяция микротрещин изменяется в пространстве от случайных до локально интенсивных зон растрескивания.Вдали от разлома плотность трещин быстро спадает до фонового уровня в нескольких зернах. При меньших девиаторных напряжениях может происходить медленный докритический рост микротрещин в результате коррозии под напряжением на вершине трещины. Механизмом, регулирующим скорость, может быть скорость химической реакции или скорость, с которой вода может попасть в вершину трещины. Важные детали еще предстоит проработать.
Некоторые конфигурации трещин более благоприятны для слияния, чем другие. По мере увеличения девиаторного напряжения и приближения к разрушению горных пород популяция микротрещин изменяется в пространстве от случайных до локально интенсивных зон растрескивания.Вдали от разлома плотность трещин быстро спадает до фонового уровня в нескольких зернах. При меньших девиаторных напряжениях может происходить медленный докритический рост микротрещин в результате коррозии под напряжением на вершине трещины. Механизмом, регулирующим скорость, может быть скорость химической реакции или скорость, с которой вода может попасть в вершину трещины. Важные детали еще предстоит проработать.
Гарри ван Ленте — Отдел биомеханики (BMe)
LIRIAS153635
описание
Назначение: Использование остеоинтегрированных зубных имплантатов — предсказуемый и успешный метод лечения функционального восстановления беззубого пациента. Удовлетворительный клинический результат зависит от первичной стабильности при немедленной нагрузке. Хотя геометрический дизайн имплантата способствует механической стабильности, природа самой поверхности имплантата имеет решающее значение для достижения прочной остеоинтеграции. Биомеханическая оценка и оценка времени остеоинтеграции имплантата с помощью микроКТ и КТ проводилась для сравнения альтернативных структурных, химических, биохимических и / или фармацевтических методов обработки поверхности с использованием идентичной установленной конструкции имплантата.Материалы и методы. Зубные имплантаты с той же геометрией, но с шестью различными способами обработки поверхности были протестированы in vivo на модели овцы (таз). Плотность кости вокруг имплантата и момент удаления сравнивали через 2, 4 и 8 недель после имплантации. Испытываемые поверхности имплантатов включали: Ti, подвергнутый пескоструйной очистке и кислотному травлению, Ti, подвергнутый пескоструйной очистке и травлению, Ti, покрытый фосфатом кальция (CaP), Ti с модифицированной поверхностью анодным плазмохимическим методом (APC), Ti с иммобилизованным бисфосфонатом и Ti, покрытый коллагеном (содержащий хондроитинсульфат).
Удовлетворительный клинический результат зависит от первичной стабильности при немедленной нагрузке. Хотя геометрический дизайн имплантата способствует механической стабильности, природа самой поверхности имплантата имеет решающее значение для достижения прочной остеоинтеграции. Биомеханическая оценка и оценка времени остеоинтеграции имплантата с помощью микроКТ и КТ проводилась для сравнения альтернативных структурных, химических, биохимических и / или фармацевтических методов обработки поверхности с использованием идентичной установленной конструкции имплантата.Материалы и методы. Зубные имплантаты с той же геометрией, но с шестью различными способами обработки поверхности были протестированы in vivo на модели овцы (таз). Плотность кости вокруг имплантата и момент удаления сравнивали через 2, 4 и 8 недель после имплантации. Испытываемые поверхности имплантатов включали: Ti, подвергнутый пескоструйной очистке и кислотному травлению, Ti, подвергнутый пескоструйной очистке и травлению, Ti, покрытый фосфатом кальция (CaP), Ti с модифицированной поверхностью анодным плазмохимическим методом (APC), Ti с иммобилизованным бисфосфонатом и Ti, покрытый коллагеном (содержащий хондроитинсульфат).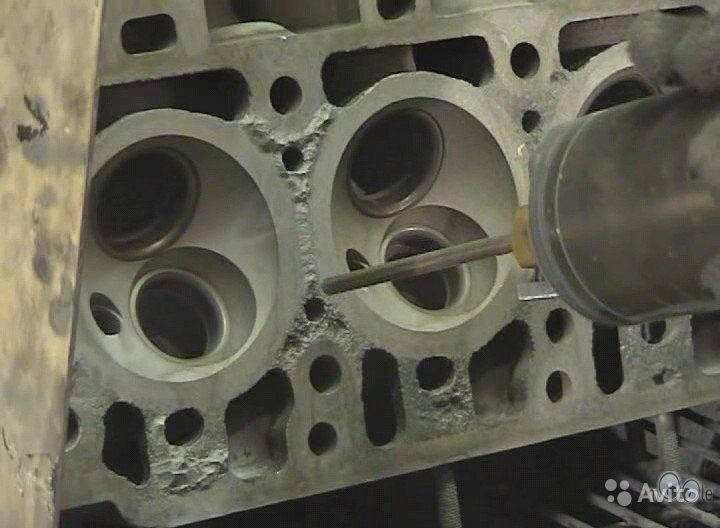 Результаты: Все зубные имплантаты были хорошо интегрированы во время умерщвления. Не наблюдалось значительных различий в плотности кости вокруг имплантата между группами имплантатов. После 8 недель заживления значения момента удаления для Ti, (Ti + CaP), (Ti + Bisphos) и (Ti + Collagen + CS) были значительно выше, чем для диоксида циркония и (Ti + APC). После 2 недель заживления наблюдалась тенденция к увеличению крутящего момента удаления для (Ti + Bisphos) и (Ti + Collagen + CS). Выводы: несмотря на то, что пескоструйный и травленый Ti-имплантат все еще может считаться эталонной стандартной поверхностью для дентальных имплантатов, функциональные модификации поверхности, такие как иммобилизация бисфосфонатом или покрытие коллагеном, по-видимому, улучшают раннее формирование кости вокруг имплантата и требуют дальнейшего изучения.
Результаты: Все зубные имплантаты были хорошо интегрированы во время умерщвления. Не наблюдалось значительных различий в плотности кости вокруг имплантата между группами имплантатов. После 8 недель заживления значения момента удаления для Ti, (Ti + CaP), (Ti + Bisphos) и (Ti + Collagen + CS) были значительно выше, чем для диоксида циркония и (Ti + APC). После 2 недель заживления наблюдалась тенденция к увеличению крутящего момента удаления для (Ti + Bisphos) и (Ti + Collagen + CS). Выводы: несмотря на то, что пескоструйный и травленый Ti-имплантат все еще может считаться эталонной стандартной поверхностью для дентальных имплантатов, функциональные модификации поверхности, такие как иммобилизация бисфосфонатом или покрытие коллагеном, по-видимому, улучшают раннее формирование кости вокруг имплантата и требуют дальнейшего изучения.
Издатель: Quintessence Pub. Co.
Опубликовано
