Эксплуатация оборудования для расточки и хонингования цилиндров двигателя автомобиля (урок 16)
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
1. ПМ.01. Техническое обслуживание и ремонт автотранспорта МДК 03.04 Производственное оборудование Глава 1. Технологическое и
диагностическое оборудование, приспособления иинструмент для технического обслуживания и ремонта автомобилей
Тема 4. Эксплуатация оборудования для ремонта агрегатов автомобиля
Урок № 16
Особенности эксплуатации оборудования для расточки и хонингования цилиндров двигателя
Учебное пособие для студентов вузов
В.А. Першин, А.
 Н. Ременцов, Ю.Г. Сапронов, С.Г. Соловьев
Н. Ременцов, Ю.Г. Сапронов, С.Г. СоловьевТИПАЖ И ТЕХНИЧЕСКАЯ ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ АВТОСЕРВИСА
Глава 5. Техническая эксплуатация оборудования 279
https://avtorazborka77.ru/salon/honingovanie-tsilindrov-chto-eto-takoe.html
2. Хонингование цилиндров: что это такое?
3. Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для
шлифовки конусных ицилиндрических деталей. Данная операция удобна при изготовлении отверстий
4. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым
абразивным кругом.Только методом хонингования можно добиться нужного результата при работе с
блоком цилиндров
5. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой
6. Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в
пространстве шпинделя. Каждый из
Каждый изних имеет свое назначение в зависимости от проводимой работы. Хонинговальное
оборудование специализировано под узкий профиль. Изготовление универсальных станков
отошло в прошлое
7. В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной
шероховатостиповерхности и достижение необходимой точности размеров с помощью
хонинговального инструмента
8. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое
хонингование находит применение наряду сбакелитовым.
У полученных деталей минимизируются потери на трение при работе в сопряжении с
другими элементами конструкции
9. Различается несколько видов хонингования:
Сухое. При таком процессе
не участвует смазочная
жидкость.
Вибрационное. Это метод,
в котором дополнительную
помощь оказывает
вибрация.
Электрохимическое.
 В
Впроцессе не только
участвуют механические
силы, но и воздействует
электрохимический
фактор.
Экструзионное
хонингование.
Плосковершинное,
или платохонингование.
10. Платохонингование по сравнению с обычным имеет свои особенности. Применяется для обработки блока цилиндров. Между цилиндрами и
кольцами существует зазор, который заполняется маслом.Формируется он автоматически в первое время работы двигателя. Для этого с помощью
платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы
он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется
маслом
11. Главные плюсы Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
После проведения хонингования
поверхностный слой деталей
приобретает повышенную
прочность, что сказывается на
длительности их эксплуатации.
Значительно меньший процент
получения бракованных деталей.

Связано это с тем, что
хонинговальный инструмент не
создает большого давления на
поверхность изделия.
Широкий выбор зернистости
хонинговального инструмента. Это
позволяет легче выходить на
нужный уровень требований к
обрабатываемой детали.
С помощью хона есть возможность
устранения брака при сверлении
отверстий на станке.
Одновременно на оборудовании
совершается хонингование
нескольких отверстий, что
повышает скорость выполнения
работы.
12. Как выполняется процесс хонингования?
• Во время расточкиблока цилиндров
токарь оставляет
небольшой запас для
последующей, более
точной, обработки.
Далее блок цилиндров
перемещается на
хонинговальный станок,
где с помощью более
крупного, чернового,
абразива наносится
первичный хон
13. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается
расточить цилиндры с погрешностью до1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на
протяжении более долгого времени и позволит уменьшить продолжительность приработки
поршневых колец
14.
 В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которыеиспользуются даже в ручных
В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которыеиспользуются даже в ручныхдрелях для быстрого восстановления хона
15. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное
давление на стенкицилиндров и приспосабливаться к различным диаметрам цилиндров
16. После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого
двигатель можно собирать и начинать обкатку17. ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных
материалов используются
специальные бруски. Сами
бруски отличаются не
только геометрическими
параметрами, но и
степенью абразивности
материала,
износостойкостью.
Для профессиональной
обработки используется
хон, в котором набор
абразивных брусков
закреплен в металлической
оправке, а сами бруски
расположены равномерно
по периметру
хонинговальной головки.

Конструкция оправки
позволяет выставить
желаемый наружный
диаметр.
18. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм
движения хона19. Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
• гибкие хонинговальные щетки(бутылочный ершик).
Приспособление представляет
собой насадку для ручной дрели
или шуруповерта, на конце которой
находится хонинговальный
«ершик». В качестве абразивных
материалов используются
шлифовальные камни,
закрепленные на пружинящих
ножках;
• 3-лапые приспособления для
ручной хонинговки. В качестве
абразивных материалов
используются шлифовальные
камни. Шток инструмента можно
зафиксировать в патроне
шуруповерта либо дрели.
20. Используемое оборудование
• С учётом перечисленныхтребований промышленность
выпускает специальные хоны,
применяемые для обработки
деталей двигателей внутреннего
сгорания.
 Подобные инструменты
Подобные инструментыимеют изменяемый диаметр,
используются в хонинговальных
станках и обладают ограниченным
ресурсом.
• Соответствие техническим
требованиям должно
подтверждаться сертификатом,
который получен в органах
стандартизации. Недопустимо
производить хонинговку с помощью
оборудования, не соответствующего
утверждённым стандартам. Это
может привести к нежелательным
последствиям.
21. Станки для хонингования
22. THE END
English Русский Правила
Доработка (расточка и хонингование) блока цилиндров своими руками » АвтоНоватор
Доработка блока цилиндров вам, как правило, может понадобиться лишь в двух случаях. Это если вы решили провести форсирование двигателя или пришло время ремонтировать блок цилиндров.
Как расточить цилиндр правильно
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Если хонингование цилиндров в некоторых случаях можно провести своими руками при помощи ручной хонинговальной головки и электродрели, то проточка цилиндров – это долгий и специальный технологический процесс.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.
Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.
В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
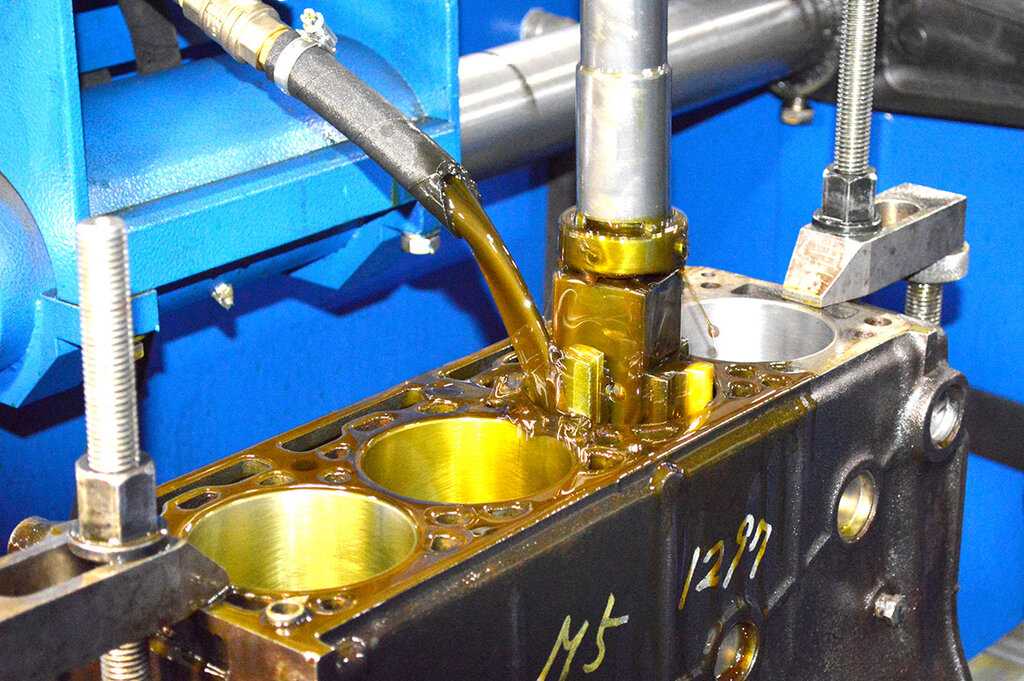
Хонинговка цилиндров после расточки
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.
Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.
Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.
И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров.
- Автор: Андрей
- Распечатать
Оцените статью:
(5 голосов, среднее: 3. 2 из 5)
2 из 5)
Поделитесь с друзьями!
Adblock
detector
Простой инструмент для заточки своими руками · Моя занятая жизнь на пенсии
К РэйК. | 8 апреля 2019 г.
Время чтения: 2 минуты
Самодельный простой точильный инструмент — это то, что вам может понадобиться время от времени. В моем случае на этот раз мне нужно было увеличить запасную часть пожирателя сорняков. Эта статья покажет вам, как сделать этот простой инструмент из материалов, которые у вас уже могут быть под рукой.
Материалы для простого хонинговального инструмента своими руками
Для чего он нужен Хонингование обычно выполняется на металлических цилиндрах. Но при необходимости его можно использовать и на других материалах. В процессе хонингования вращающийся инструмент использует абразивы для удаления материала с внутренней поверхности отверстия или цилиндра. Хонинговальный инструмент предназначен для удаления/сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Хонинговальный инструмент предназначен для удаления/сглаживания мелких царапин. Он не предназначен для удаления большого количества материала.
Как сделать точилку очень просто. Вам понадобится три детали, чтобы сделать простой точильный инструмент своими руками.
- Клейкая лента (можно заменить малярной лентой, но предпочтительнее клейкая лента)
- Сверло размером с отверстие, с которым вы работаете (маленькое отверстие, очень маленькое сверло/большое отверстие, большое сверло)
- Наждачная бумага или наждачная ткань (предпочтительно влажная/сухая) размер зерна определяется тем, насколько быстро вы хотите удалить материал. Но для начинающих пользователей используйте более мелкое зерно для лучшего контроля процесса.
Отрежьте короткий кусок клейкой ленты, достаточный для того, чтобы обернуть сверло и оставить небольшой участок ленты с обеих сторон наждачной бумаги/наждачной бумаги. Отрежьте полоску наждачной бумаги/наждачной бумаги так, чтобы ее ширина простиралась от конца сверла, чтобы покрыть большую часть сверла.
Отрежьте полоску наждачной бумаги/наждачной бумаги так, чтобы ее ширина простиралась от конца сверла, чтобы покрыть большую часть сверла.
- Совместите клейкую ленту и наждачную бумагу/наждачную шкурку так, чтобы половина ленты была на зернистой стороне.
- Поместите сверло на клейкую ленту
- зернистой стороной вниз и клейкой стороной вверх с левой стороны.0011 (см. фото ниже) .
- Оберните клейкой лентой сверло и прижмите к обратной стороне наждачной бумаги.
- Проведите наждачной бумагой/наждачной бумагой против часовой стрелки по сверлу так, чтобы сверло было покрыто несколькими витками наждачной бумаги.
- Проверьте, войдет ли обернутое сверло в цилиндр/отверстие, требующее хонингования.
- Если он не подходит из-за большого количества витков наждачной бумаги. Удалите наждачную бумагу/наждачную шкурку и проверьте еще раз. Повторяйте процедуру до тех пор, пока он не войдет в цилиндр/отверстие.

- Когда он подойдет, прикрепите сверло к дрели.
Познакомьтесь с Alexa на Amazon.com Alexa — это мозг Amazon Echo и других устройств Alexa.
Как пользоваться простым хонинговальным инструментом «сделай сам»Надежно удерживайте деталь, которую необходимо затачивать, и начинайте сверлить с хонинговальным инструментом в цилиндре/отверстии. Всегда держите хонинговальный инструмент внутри цилиндра. Перемещайте заточку вверх и вниз и двигайте ее так, чтобы во время вращения она касалась края отверстия как можно более параллельно. Переместите биту так, чтобы она касалась всей окружности отверстия. Проверьте отверстие на соответствие и, если необходимо, удалите последние 1/4 дюйма наждачной бумаги / наждачной бумаги, поскольку они изнашиваются или забиваются, чтобы придать точилу новую абразивную поверхность.
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife. com, все права защищены)
com, все права защищены)
| Магазин Amazon.com |
(Mybusyretiredlife.com, все права защищены)
(Mybusyretiredlife.com, все права защищены)
Попробуйте 30-дневную бесплатную пробную версию Amazon Prime | Присоединяйтесь к Prime Student БЕСПЛАТНАЯ двухдневная доставка для студентов колледжа |
(Mybusyretiredlife.com Все права защищены)
Понравилось это сообщение? Вам могут понравиться эти:- Автор
- Последние сообщения
RayC.
Редактор сайта Mybusyretiredlife.com
Имеет образование в области механики. Я работал над всем, что связано с домом, от замены лампочки до переноса несущей стены. Что касается рецептов, то они появились после того, как я не смогла найти то, что искала, и рецепты, которые за всю жизнь я полюбила и хочу поделиться с миром.
Последние сообщения RayC. (смотреть все)
Категория: Советы инструменты Теги: процедура хонингования цилиндров, методы хонингования цилиндров, советы по хонингованию цилиндров, удаление глазури с цилиндра вручную, хонингование цилиндров своими руками, дремель своими руками, шлифовальный блок своими руками, самодельный инструмент для хонингования цилиндров, самодельные инструменты, самодельные инструменты и оборудование, хонинговать, хонинговать цилиндр с помощью рука, отточить, отточить, хонингование цилиндров с кривошипом, хонингование цилиндров с поршнями, хонингование, хонинговальный инструмент, сколько можно отточить цилиндр, как отточить цилиндр наждачной бумагой, как отточить мотоциклетный цилиндр, как использовать хонинговальную сталь, как использовать хонинговальный инструмент, линейный хонинг, значение хонингования, прецизионное хонингование, хонинговать, хонинговать, какую зернистость использовать для цилиндрического хонингования You are Here:Главная » Простой инструмент для заточки своими руками
Поиск статей на Mybusyretiredlife. com
com
Поиск:
Поиск в Интернете с помощью Google
Карта сайта для Mybusyretiredlife.com
Последние публикации
- Устранение засорения пылесоса 27 октября 2020 г.
- Замена столба забора 27 июля 2020 г.
- Лечение устойчивых к хлору водорослей 24 июня 2020 г.
- BiFold Door Mod (уже) 26 мая 2020 г.
- Безопасное вождение Управление перекрестком 3 мая 2020 г.
Пять самых просматриваемых сообщений
Категории
КатегорииВыбрать категориюБытовая техника (2)Автомобили (30)Мобильные телефоны (5)уборка (28)Электротехника (1)Электроника (1)Экономный образ жизни (34)Здоровье (9))Дом (58)Домашние животные (6)Сантехника (10)Rants and Raves (47)Рецепты (28)Реконструкция (36)Отзывы (18)Безопасность (1)Бассейн (33)Советы (193)инструменты (48)Путешествия ( 26)Овощеводство (8)Что нового (5)WordPress (16)Двор (28)Малый хонинговальный инструмент | Главная Модель Форум машинистов двигателей
Криске
Известный член
- #1
Привет, ребята,
Где я могу получить небольшие хонинговальные инструменты и готов отправить их в Европу (Бельгия). Я думал о 3/4 дюйма и даже меньше. Они нужны мне для финишной обработки цилиндров двигателя Стирлинга. Или, может быть, есть кто-то, кто пользуется самодельными хонинговальными инструментами, и готов поделиться своей идеей..?
Заранее спасибо
Крис
Когси
Известный член
- #2
Я только что получил отточенный тормозной цилиндр с двумя камнями на ebay примерно за 22 доллара США, включая доставку в Австралию из США. Предполагается, что это будет от 11/16″ до 2-1/2″. Я использовал его для диаметра отверстия 7/8 дюйма, и он отлично работал.
Предполагается, что это будет от 11/16″ до 2-1/2″. Я использовал его для диаметра отверстия 7/8 дюйма, и он отлично работал.
Если вы выполните поиск «тормозной цилиндр», вы должны его найти, но точное название листинга на ebay было: Lisle Brake Cylinder Hone 11/16 «до 2 1/2» # 10500
Эбби
Известный член
- #3
Google flex Hone, на Ebay их несколько.
гусь
Известный член
- #4
Вы можете сделать свой собственный точильный инструмент.
Моя дешевая цилиндрическая заточка своими руками была сделана из материала из мусорного бака. Только что закончил хонинговать внутренний диаметр 21 мм. гильза цилиндра для 7,5 куб.см. Двигатель со свечами накаливания, который я сейчас строю.
Я получил экспертный совет от участников форума, которые используют самодельный хонинговальный инструмент для заточки гильз цилиндров,
См. фото.
Рикхан
Известный член
- #5
Я сам делаю. Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Джейсон
Даффер с собакой
- #6
Я использовал гибкие хонеры на своих двигателях Стирлинга… и они сработали. КЭД.
Не ожидайте, что они сделают отверстия параллельными, это больше касается обработки поверхности.
http://www.brushresearch.com/
гусь
Известный член
- #7
Джейсон сказал:
Я использовал гибкие хонеры на своих двигателях Стирлинга… и они сработали. КЭД.
Не ожидайте, что они сделают отверстия параллельными, это больше похоже на отделку поверхности.http://www.brushresearch.com/
Нажмите, чтобы развернуть…
Использовал коммерческий хонинговальный инструмент с тремя брусками, приводимый в движение на низкой скорости
.
перед установкой новых поршневых колец просверлить цилиндр компрессора.
Без этой процедуры кольца не приработаются, не будет достигнута хорошая герметизация и произойдет перекачка масла.
гус
Известный член
- #8
Рикхан сказал:
Я делаю свой собственный. Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости. Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Нажмите, чтобы развернуть…
Ты мой Гуру.
Мне сказали, что Rolls Royce практически полуавтоматически вручную затачивает гильзы цилиндров, чтобы получить идеальное или почти идеальное параллельное отверстие.
Оловянный сокол
Известный член
- #9
http://www.americanlap.com/Barrel%20Laps.htm
или посмотрите здесь.
Олово
Криске
Известный член
- #10
Спасибо, ребята,
за всю информацию, которую вы разместили до сих пор.
Я нашел один из своих, этот кажется немного грубоватым. Кто-то использовал его с хорошим результатом…? Дай мне знать, пожалуйста.
Это тот, о котором говорил Джейсон.
@ gus:
Мне кажется довольно легко сделать. Не могли бы вы предоставить дополнительную информацию, пожалуйста.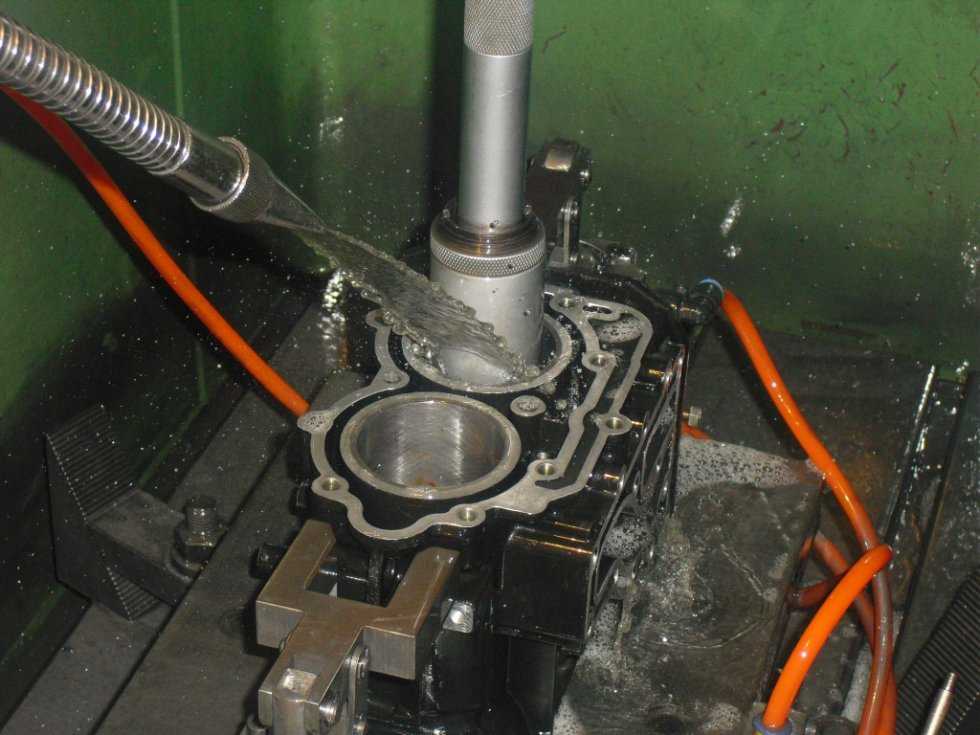 Что я хочу знать, так это то, как вам удается расширять (открывать) этот хонинговальный инструмент, не заканчивая конической формой.
Что я хочу знать, так это то, как вам удается расширять (открывать) этот хонинговальный инструмент, не заканчивая конической формой.
@ rickhann, несколько хорошо сделанных хонинговальных инструментов, тот же вопрос, что и у Гаса, насколько точно вы открываете этот хонинговальный инструмент..?
@ Tin Falcon
Я полагаю, эти от компании Americanlap можно открыть с большой точностью.?
Другая информация, которую я получил с другого форума, это сообщение:
Для такого применения притирка намного проще, чем (настоящая) заточка. Доступны небольшие хонинговальные инструменты, но по цене, которая загоняет воду в глаза!!! Гугл пемамо.
Притирочный инструмент можно сделать даже из твердых пород дерева, а китайские алмазные пасты дешевые.
Чтобы внести ясность, у меня есть много карборунда, ожидающего на большой полке, всех зернистостей, начиная с №80 до №1200. У меня даже есть оксид церия, размер зерна 2-3 микрона. Я покупаю их для шлифовки и полировки стеклянных дисков (для использования в оптике телескопа)
Еще раз спасибо, ребята. ..
..
Крис
Рикхан
Известный член
- #11
Крис, У сделанных мною хонингов есть две части в форме полумесяца. Один из них имеет резьбу, а пара установочных винтов используется для расширения хона. Чем тоньше нить, тем тоньше регулировка. Насколько расширять заточку между зарядками, вам придется делать это наощупь. Для меня хонингование — это не только искусство, но и точная обработка. Вы поймете, когда у вас будет хорошая скважина, по ощущению заточки. то есть гладкой от одного конца до другого. Вы можете почувствовать, как заточка попала в «высокие точки». Будьте осторожны, когда вы находитесь рядом с концами, чтобы не расколоть отверстие. Удлинение заточки поможет решить эту проблему. У меня не было проблем с конической формой заточки, потому что она немного коническая от одного конца до другого. когда вы проводите заточку через отверстие, он удаляет материал только на большем конце заточки, и вы снова можете это почувствовать. Вот и весь мой опыт оттачивания. Удачи Рик
Удлинение заточки поможет решить эту проблему. У меня не было проблем с конической формой заточки, потому что она немного коническая от одного конца до другого. когда вы проводите заточку через отверстие, он удаляет материал только на большем конце заточки, и вы снова можете это почувствовать. Вот и весь мой опыт оттачивания. Удачи Рик
dcflysrc
Участник
- #12
Рикхан сказал:
Я делаю свой собственный. Прилагаю фото сделанных мной. Я ни в коем случае не эксперт по хонингованию, но я бы не рекомендовал хонинговать тормозной цилиндр из-за его гибкости.
Вместо того, чтобы исправлять любую незначительную непараллельность или некруглость, он просто сгладит поверхность, а не исправит неровности.
Нажмите, чтобы развернуть…
Привет, Рикханн
Мне нравятся камни, которые вы показываете. Не могли бы вы показать нам, как вы их делаете, и разницу между хонингами на ваших фотографиях? Информация о материале заточки и составе, который вы используете для заточки. Фотографии вместе с описаниями были бы очень полезны всем нам, не знакомым с процессом.
СПАСИБО DCFLYSRC
Jasonb
Победитель проекта месяца!!!
- №13
Почитайте эту ветку Рамона, он описывает два типа притирки, оба параллельные, а также показывает, как их использовать, а затем притирать поршень к цилиндру. Я использовал алюминиевую пасту и аналогичную притирочную пасту на моем Firefly, и она работает очень хорошо.
Я использовал алюминиевую пасту и аналогичную притирочную пасту на моем Firefly, и она работает очень хорошо.
Дж
Рикхан
Известный член
- №14
Точилки, которые я сделал, такие же, как те, что описаны в теме Рамона, за исключением того, что качество изготовления его заточек намного лучше, чем у меня. Притирочная паста, которую я использую, называется «Timesaver Lapping Compound». Я купил комплект у McMaster-Carr, который содержит 4 различных сплава для притирки мягких металлов и 4 сплава для притирки твердых металлов. Я очень рекомендую это. Единственное, что я могу добавить, это то, что материал, используемый для притирки, должен быть мягче притираемого материала. Таким образом, абразив застревает в коленях, а не в цилиндре.
Таким образом, абразив застревает в коленях, а не в цилиндре.
Рик
dcflysrc
Участник
- №15
Джейсонб сказал:
Прочтите эту тему Рамона, он описывает два типа притирки, оба параллельные, а также показывает, как их использовать, а затем притирать поршень к цилиндру. Я использовал алюминиевую пасту и аналогичную притирочную пасту на моем Firefly, и она работает очень хорошо.
Дж
Нажмите, чтобы развернуть…
Спасибо, Джейсон, за ссылку на ветку Рамона на коленях. Я прочитаю всю ветку сборки после того, как увижу двигатели. ЕЩЕ РАЗ СПАСИБО ДОН
Я прочитаю всю ветку сборки после того, как увижу двигатели. ЕЩЕ РАЗ СПАСИБО ДОН
dcflysrc
Участник
- №16
Рикхан сказал:
Точилки, которые я сделал, такие же, как те, что описаны в теме Рамона, за исключением того, что качество изготовления его точил намного лучше, чем у меня. Притирочная паста, которую я использую, называется «Timesaver Lapping Compound». Я купил комплект у McMaster-Carr, который содержит 4 различных сплава для притирки мягких металлов и 4 сплава для притирки твердых металлов.
