Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам.
 В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки. - Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин.
 Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки. - «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).

- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°).
 Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически. - Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).

- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся.
 Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже. - По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).

- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан.
 Вращение должно быть как прямым, так и реверсным.
Вращение должно быть как прямым, так и реверсным. - Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.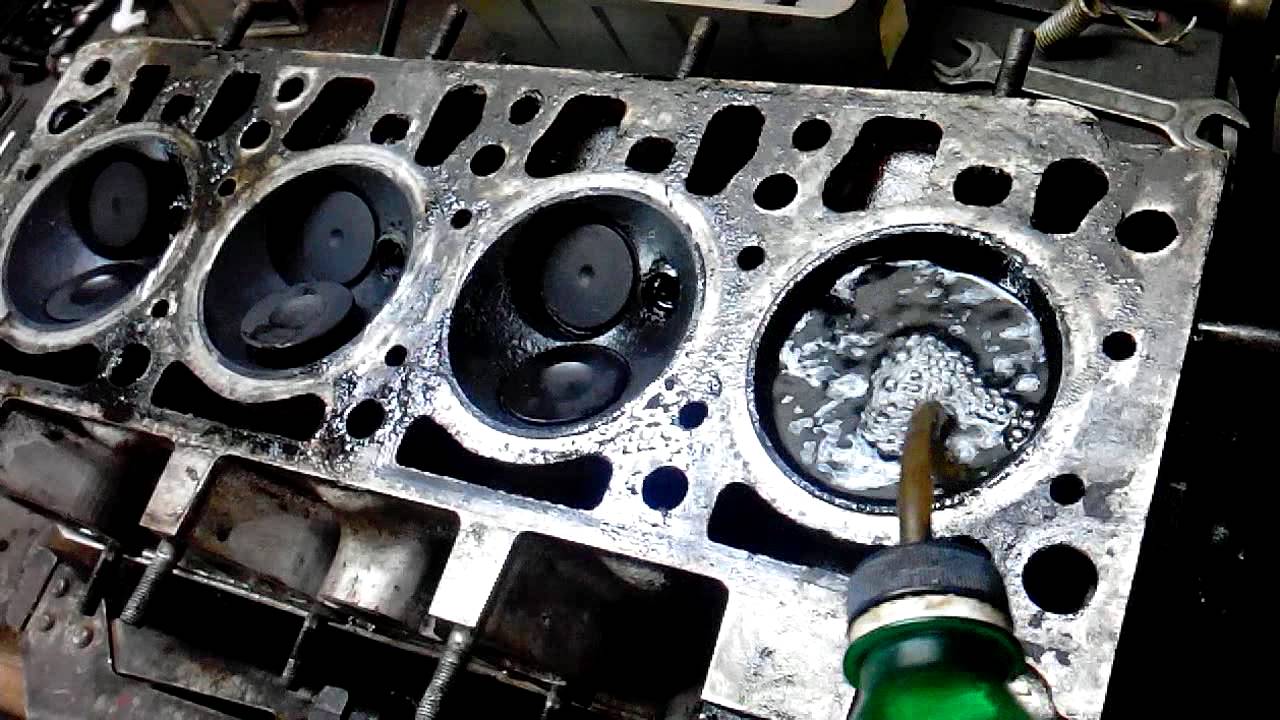
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Спрашивайте в комментариях. Ответим обязательно!
как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.

- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1.
 Притирка клапанов дрелью
Притирка клапанов дрельюДля проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Проверка качества притирки — Справочник химика 21
Проверку качества притирки производят на карандаш или на керосин . При проверке на карандаш на соприкасающиеся при работе поверхности мягким грифелем или мелом наносят в радиальном направлении шесть и более рисок. Проверяемые поверхности приводят в соприкосновение и поворачивают 2—3 раза в обе стороны примерно на 1/4 часть окружности и затем осматривают риски. При хорошей притирке поверхностей риски стираются. Если риски остаются, поверхности надо снова притирать. [c.351]
При проверке на карандаш на соприкасающиеся при работе поверхности мягким грифелем или мелом наносят в радиальном направлении шесть и более рисок. Проверяемые поверхности приводят в соприкосновение и поворачивают 2—3 раза в обе стороны примерно на 1/4 часть окружности и затем осматривают риски. При хорошей притирке поверхностей риски стираются. Если риски остаются, поверхности надо снова притирать. [c.351]Весьма ответственной операцией при изготовлении или ремонте трущихся пар является проверка качества притирки. Учитывая высокий класс чистоты, притираемых изделий, их проверка проводится не обычными методами, а посредством контрольных стекол — методом, применяемым на машиностроительных заводах для проверки чистоты поверхности. [c.192]
Прн ревизии трубопроводной арматуры выпо.тояют операции по разборке арматуры без снятия запорных органов со штоков осмотру и очистке деталей и внутренней поверхности корпуса арматуры и расконсервации ее, обезжириванию (при необходимости) проверке герметичности поплавков (при ревизии арматуры с поплавковыми устройствами) испытанию проверке качества притирки уплотнительных поверхностей по краске на контрольной плите или по рискам — штрихам на плите или седле (при необходимости) смазке ходовой части и сборке арматуры с постановкой прокладок, набивкой сальников (в соответствии с проектом) и проверкой движения ходовой части закрытию проходных отверстий и уплотнительных поверхностей фланцев заглушками.
На рис. IX-5 показано расположение полос при проверке качества притирки контрольными стеклами. Отклонение от плоскостности определяется умножением числа промежутков между красными полосами на длину полуволны (0,3 мкм). Проверка производится в двух взаимно перпендикулярных направлениях. Контрольные стекла изготавливаются в соответствии с требованиями ГОСТ 2923-59. [c.192]
Уплотнительные поверхности рычажных предохранительных клапанов ремонтируются так же, как поверхности вентилей и задвижек, но качество притирки седла и тарелки должно быть выше, так как для прижатия клапана к седлу нельзя приложить дополнительные усилия. При проверке качества притирки на карандаш все штрихи должны быть стерты по всей ширине притираемой поверхности. Клапаны регулируют иа высокую чувствительность к превышению давления. Рычаг в собранном клапане должен стоять точно на ребре и не касаться направляющей вилки, при этом положение рычага должно быть [c. 203]
203]
Очистка и проверка деталей двигателей. После разборки двигателей и отдельных агрегатов при помощи специальных скребков из мягкого металла удаляют нагар и отложения со стенок камеры сгорания, выхлопного и всасывающего клапанов. Притирают клапаны. В качестве притирочного материала применяют наждачную пасту (смесь мелкого наждачного порошка с маслом). Внешним признаком хорошего качества притирки клапана является образование на рабочих поверхностях клапана и седла ровной полосы матово-серого цвета (без рисок темного цвета или зеркального оттенка). После окончания притирки цилиндр и клапаны тщательно промывают керосином или бензином до полного удаления наждачного порошка и грязи, собирают клапанный механизм и окончательно проверяют герметичность прилегания клапанов. [c.144]
При осмотре клапанов необходимо обращать внимание на возможные дефекты их рабочей поверхности, а также седел (риски, раковины, забоины и т. п.). Незначительные дефекты устраняются притиркой клапана. Качество притирки клапанов можно контролировать путем проверки плотности наливом керосина, гидравлическим давлением, воздухом, в действии и др. [c.155]
Для проверки качества притирки арматура должна подвергаться гидравлическим испытаниям. [c.179]
После подливки компрессора производят разборку и осмотр его деталей для проверки состояния и качества сборки основных узлов. Особое внимание обращают на состояние рабочих поверхностей цилиндров, поршней, поршневых пальцев, втулок, шеек вала, подшипников, седел и пластинок клапанов. Обнаруженные риски, задиры и забоины устраняют шабровкой, шлифовкой и притиркой. [c.223]
Перед проверкой качества притирки поверхности должны быть тщательно промыты и насухо вытерты. [c.157]
Качество притирки определяют на карандаш или на краску . Способ проверки на карандаш заключается в том, что на подготовленные поверхности плашек, клина, клапана или пробки (для кранов) наносят тонкие поперечные риски. Если после сопряжения притираемых деталей и их взаимного перемещения риски везде окажутся стертыми, то считают, что достигнута хорошая притирка. [c.302]
Цилиндр присоединяют после установки опорной плиты на фундамент. Цилиндр центрируют и крепят на раме шпильками по схеме, показанной на фиг. 157. Ползун устанавливают в направляющих с проверкой качества их шабровки и притирки конусов пальца и корпусу ползуна. Зазор между верхней направляющей и ползуном не должен быть выше 0,25 жж. Затем устанавливают шатун и окончательно шабрят вкладыши в обеих головках шатуна. [c.224]
Площадь соприкосновения пришабренных друг к другу поверхностей должна быть не менее 80% от общей площади контакта при равномерной и мелкой разбивке пятен. Качество притирки проверяют как визуально (по состоянию поверхности — вся поверхность должна быть матовой), так и на карандаш. При проверке на карандаш штрихи его должны стираться при поворачивании притертых поверхностей относительно друг друга. [c.106]
Уплотнительные поверхности предохранительных клапанов ремонтируют так же, как поверхности вентилей и задвижек, но качество притирки седла и тарелки должно быть выше, так как нельзя приложить дополнительные усилия для прижатия клапана к седлу. Качество притирки проверяется теми же способами на масло и на карандаш. При проверке на карандаш все карандашные штрихи должны быть стерты на всей ширине притираемой поверхности. [c.292]
Качество притирки проверяют в процессе работы на карандаш , а после сборки арматуры — гидравлическим испытанием на плотность. При проверке на карандаш рабочие поверхности в корпусе и на затворе (клапане) тщательно вытирают чистой тряпкой и наносят мягким черным карандашом радиальные ли-йии на уплотнительных кольцах затвора (клапана). Затем затвор (клапан) устанавливают на место в корпус арматуры и при легком нажиме поворачивают в обе стороны на 5—10°. При правильно обработанных рабочих поверхностях все штрихи должны быть стерты по всей ширине колец. При этой проверке задвижка должна быть расположена горизонтально, а вентиль — вертикально. [c.309]
От свойств смазки, применяемой при притирке, зависит качество получаемой поверхности. Лучшей смазкой считают [13] керосин с растворенным в нем стеарином (2% по массе). Качество получаемых поверхностей зависит также от правильного выбора абразивного материала. Для притирки поверхностей из нержавеющих сталей и твердых сплавов рекомендуется применять в качестве абразива белый электрокорунд. Для проверки плоскостности притертых поверхностей используют оптический метод контроля, который основан на принципе интерференции световых лучей, проходящих через оптическую стеклянную или кварцевую плоскопараллельную пластину типа ПИ, накладываемую на контролируемую поверхность. [c.203]
Притирка считается законченной, когда шероховатость поверхности будет оцениваться не ниже 9-го класса шероховатости, а взаимное прилегание поверхностей будет достаточно полным. Плоские поверхности проверяют с помощью плоской поверочной плиты, смазанной тонким слоев краски (лазурь), которую накладывают на притертую поверхность. После двух-трех поворотов на Д оборота в разные стороны на плоскости уплотнительного кольца должен остаться равномерный слой краски. Качество проверки зависит от толщины слоя краски чем он тоньше, тем точнее контроль. Более тонкой является проверка по радиальным штрихам, наносимым карандашом на контактной притираемой поверхности уплотнительного кольца. Насухо вытертая контрольная плита накладывается на уплотнительное кольцо и поворачивается на Д оборота в разные стороны два-три раза. Если его поверхность не имеет геометрических погрешностей, все карандашные штрихи стираются. Проверку можно выполнить и следующим образом. Уплотнительные кольца смазывают тонким слоем масла и под легким нажимом затвор поворачивают на угол не более 10° в разные стороны 10—15 раз. В тех местах, где имеются выступающие поверхности, на них образуются блестящие блики, создаваемые взаимным трением металлов. [c.261]
Во время ревизии установки необходимо также провести очистку смазочного бака с заменой или сепарацией масла и обязательной проверкой его качества очистку масляных фильтров, труб в трубных пучках охладителей газа, воздуха и масла с последующей опрессовкой трубных пучков проверку арматуры на линиях всасывания и нагнетания турбокомпрессора с притиркой уплотнительных поверхностей, переборкой сальников и заменой прокладок фланцевых соединений осмотр и проверку КИП согласно инструкциям заводов-изготовителей проверку реле осе- [c.61]
Помимо проверки качества притирки необходимо, чтобы непло-скостпость поверхности рабочего торца не превышала 0,6 мкм. Для проверки служит индикатор или миниметр с ценой деления 0,001 мкм. [c.192]
Проверка качества притирки производится на масло проверяемая поверхность (кольцо) и контрольная плита (или второе уплотнительное кольцо) тща-тешьно вытираются, слегка смазываются чистым машинным маслом при помощи чистой тряпки и накладываются одно на другое. После поворота одного кольца по другому вперед и назад на угол не более 20— 30°, с легким нажимом, оба кольца вытираются насухо и их тщательно просматривают так, чтобы свет падал [c.178]
Качество притирки проверяют по отпечатку краски или по рискам (штрихам). Проверка по штрихам производится следующим образом на поверхности, соприкасающиеся при работе, после предварительной их притирки наносят мягким графитовым карандашом в радиальном направлении частые штрихи, затем поверхности приводят в соприкосновение и. слегка прижимая, поворачивают 2-3 раза на 1/4 оборота вперед и назад, не допуская при этом срывов (скачков) и дрожжания (вибрации). Если все штрихи на уплотнительной поверхности будут стерты полностью или по окружности на ширине не менее, чем на 75% ширины кольца, то можно считать, что поверхности прилегают друг к другу достаточно плотно. [c.100]
Качество притирки проверяется теми же способами, что и для вентилей, т. е. на масло и на карандаш. При проверке на карандаш все карандашные штрихи должны быть стерты по всей ширине притираемой поверхности. Опорные выемки рычага имеют цементированную поверхность 15ЛК специальную призму, впрессованную в рычаг вершина штока и вершина рабочей части опорной вилки имеют закаленную или цементированную поверхность. [c.95]
После покрытия емкостей противокоррозийной изоляцией, тщательной проверки их качества и получения разрешения на монтаж групповой установки емкости устанавливают в котловане на бетонные или железобетонные опоры. Расстояние между устанавливаемыми ем-1К0СТЯ1МИ групповой установки, считая от центра емкостей, должно быть 1,5—2 м, как показано на рис. 81, При монтаже емкостей приходится много времени затрачивать на притирку арматуры и регулировку клапанов для обеспечения требуемой плотности, так как на заво-дах-изготовителях редукционные колонки испытывают гидравлическим давлением, что не обеспечивает требуемой плотности для систем газоснабжения. [c.200]
Детали и узлы осматривают и проверяют по отправочным ведомостям завода. Затем проводят расконсервацию и ревизию следующих деталей двухчасовое испытание наливом керосина картера рамы гидроиспытание рубашек цилиндров пробным давлением проверку зеркала цилиндров н штоков на отсутствие следов коррозии, рисок, вмятин, забоин поршней и поршневых колец прилегания колец по зеркалу цилиндра плотности баббитовой заливки подшипников, крейцкопфов, поршней, чистоты канавок для масла в коренном валу прилегания клапанных пластин по плите предохранительных клапанов на герметичность пришабровки сальниковых колец по штоку и между собой чистоты и совпадения отверстий для подачи масла в сальниковых обоймах и стаканах между собой притирки крейц-копфных пальцев по гнездам чистоты сверлений для масла в корпусе крейцкопфа качества резьбы на анкерных болтах и шпильках для крепления цилиндров и фонарей прилегания опор цилиндров к плитам. Одновременно осматривают механическую часть электродвигателя ступицу, шпоночные канавки, шпонки, болты, стяжные кольца. Затем ведут подготовку подкладок для установки и выверки компрессора на фундаменте плоских или клиновых домкратов, а также такелажных приспособлений, монтажного инструмента и рабочего места. [c.196]
Притирка клапанов своими руками, видео, фото, используемые приспособления и инструменты
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Пасты.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов. Как притирать клапана.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин. От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры: 1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же. 2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде. 3. Новые клапана. 4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит. Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана. Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку. 2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь. 3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно). 4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой. После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Как притирать клапана Притирочная паста
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.
Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.
Описание:
Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».
3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.
Работа:
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.
Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.
При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.
В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло. Рассухариваем клапаны
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.
Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.
У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.
Наносим крупнозернистую притирочную пасту по периметру клапана.
Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.
На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.
Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
Притертые клапана:
Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!
Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.
Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!
Способ 3 пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель
соединен со штифтом, который приводится в движение энергией сжатого воздуха.
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской,
вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает
провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство
само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у
дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку —
пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях
автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие
требований к навыкам и заведомо гарантированное качество.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Какую притирочную пасту использовать
Наши деды изготавливали средство для притирки самостоятельно. Они собирали пыль под наждаками с алмазным кругом, после чего смешивали ее с маслом. Сегодня, благодаря прогрессу и развитию торговли, у автомобилистов имеется приличный выбор в специализированных магазинах. Поэтому у новичков возникает закономерный вопрос о том, чем притереть клапана, какой пастой. О цене речь не идет. Здесь каждый выбирает на свое усмотрение и в соответствии с возможностями. Гораздо важнее определиться с зернистостью и составом.
Крупнозернистые пасты неопытному автолюбителю использовать не стоит. Ошибка в работе может привести к появлению существенных дефектов не фасках клапана и седла, что повлечет за собой дополнительные расходы. По этой причине лучше использовать среднезернистые пасты для основной работы и мелкозернистые для шлифовки.
Очень часто в комплекте идут уже два тюбика, что облегчает задачу для покупателя. В магазинах часто встречается паста «ФАБО» в стилизованной (в форме клапана) упаковке. Кстати, название – это аббревиатура и расшифровывается как Финишная Антифрикционная Безабразивная Обработка. Эту пасту нужно использовать в качестве финишной, после того, как клапан будет притерт при помощи паст «Классическая» или «Алмазная», продающихся в такой же упаковке.
Кроме вышеупомянутой пасты в продаже есть средство ABRO Grinding Paste GP-201. В данном случае в одной упаковке будет сразу два варианта: крупнозернистая и мелкозернистая. Стоит намного дешевле ФАБО. Кроме того, эта паста подходит и для удаления ржавчины с любой металлической поверхности, а также для правки режущих инструментов. Одним словом, такая паста многофункциональная. Среднезернистую и мелкозернистую пасту в одной упаковке можно получить, купив Done Deal. Основа здесь – порошок карбида кремния. Также универсальное средство, пригодится в хозяйстве
А если есть вероятность и необходимость работать с хромированными поверхностями, то стоит обратить внимание на пасту PERMATEX. В любом случае, перед покупкой рекомендуется внимательно изучить инструкцию и уже потом делать выбор
Теперь давайте ответим на вопрос, что делать, когда пасты нет. Иногда бывают такие ситуации, когда нужно притереть клапана если нет пасты. Что ж, в этом случае придется вспомнить дедовские способы, о чем уже говорилось выше или немного разнообразить их. Итак, если нет пыли с алмазного круга, то понадобится самая мелкая наждачная бумага. С нее нужно снять абразив и смешать его с моторным маслом или солидолом. В качестве финишной пасты используется паста ГОИ, смешанная с теми же смазочными материалами. Разумеется, качество обработки такими средствами будет намного ниже. Особенно, когда нет соответствующего опыта.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку
Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка)
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Притирка клапанов
После прирезки сёдел, нужно притереть клапана. Это нетрудная операция, но как и все в двигателе, ответственная. Сделаете все правильно — будете ездить. Ошибетесь эвакуатор Балашиха вам поможет. Нужно нанести на коническую поверхность клапана шлифовальную пасту, вставить стержень клапана во втулку и притирать, вращая и прижимая к седлу. Это кратко.
Иногда рекомендуют применить самодельную притирочную пасту, из молотого стекла с солидолом или средства для чистки посуды. Наверное, в какой-то критической ситуации такой рецепт может спасти. Мне не потребовалось. Если вы живете в городе, даже небольшом, купить хорошую притирочную пасту проще и эффективнее.
Нужно соблюдать чистоту, кроме как конус клапана и седло, паста не должна никуда попасть. Закончив притирку, нужно промыть седло и конус. Не стоить рассчитывать, что при нагреве алмазные крупинки превратятся в графит. Такое явление существует. Но в двигателе этого не произойдёт. Не настолько нагреваются клапана и седла.
Перед притиркой, протрите седло и клапан бензином, ацетоном или растворителем. Это кажется ненужным, но подумайте. Загрязнения не попадают на детали равномерно. Масла, литола и отработки в любом гараже завались. Маленькое масляное пятнышко сделает притирку неодинаковой по окружности клапана. Это может только осложнить работу .
Инструмент для притирки.
Чем вращать клапана? Инструменты для этого довольно разнообразны. Самый традиционный, цанговое приспособление. Вы вставляете клапан в головку, переворачиваете её и зажимаете стержень в цанговом зажиме. Клапан тянут и вращают за рукоятку. Просто и надёжно. Один раз купив такое приспособление, можно работать им несколько лет.
Я если такого приспособления нет, чем его заменить? Можно натянуть на клапан кусок шланга подходящего диаметра, но такой заменитель не очень удобен. Шланг будет сползать со стержня клапана. Без хомутика на шланге, работать просто невыносимо.
Что нужно для притирки клапана? Вращение и не очень сильный прижим! Почему вращение обязательно за стержень? Просто потому, что ухватиться за тарелку клапана негде. Только присоской за торец. Поэтому более удобный инструмент именно присоски.
Конечно, любителями придумана замена и присоскам. Взгляните, кусок шланга приклеивается к шлангу горячим клеем. Затем клапан притирают, а клей убирают ножом.
Описанные выше приёмы предполагают ручную притирку, но ведь люди всегда стараются облегчить себе работу. Тем более, если притереть клапанов нужно шестнадцать. Какой можно применить механизированный инструмент? Шуруповёрт!
Как было сказано выше, после притирки клапан и седло следует тщательно промыть. Иначе притирочная паста продолжит свою работу и после сборки, ускоренно изнашивая клапан.
Как правильно притереть клапана двигателя? 4 возможных способа
Автовладельцам за время длительной эксплуатации машины зачастую приходится сталкиваться с разными трудностями. Одной из них является притирка, или замена клапанов. Однако это один из этапов ремонта ГБЦ, который можно провести своими силами. Как притереть клапаны на авто марок ВАЗ 2106 и 2109?
Для чего нужна притирка клапанов
Основная цель проведения процедуры — обеспечение работоспособности клапанов. Регулярное неосуществление притирки может привести к тому, что клапаны перестанут качественно функционировать — не будут пропускать в камеру сгорания воздух и топливо. Последствия этого могут быть не самыми благоприятными: ухудшаются ходовые качества двигателя, что со временем способно привести к поломке.
Поводов для притирки клапанов может быть много, основной из них — длительная эксплуатация авто
Притирка клапанов позволяет достичь максимальной герметичности системы. Процедура проводится не только после монтажа новых деталей, но и при их длительной эксплуатации. Например, справиться с «дёрганьем» автомобиля на холостых оборотах ввиду разницы компрессии может именно качественно проведённая притирка.
Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
- Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
- Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
Притирку клапанов можно проводить с помощью ручной фрезы
- Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Процесс притирки — процедура, которую можно провести как самостоятельно, так и с помощью специалистов. При осуществлении подобной обработки деталей желательно соблюдать правила:
- менять местами клапаны после притирки нельзя;
- в работе используются абразивные составы разного качества;
- все детали сразу же после притирки тщательно вымываются;
- перед установкой ГБЦ её проверяют на герметичность путём заливки керосина в камеру сгорания.
Головка блока цилиндров перед притиркой снимается. Прежде чем приступать к процедуре, необходимо учесть несколько нюансов:
- перед демонтажем клапанов снимаются их пружины, это позволит легко вытащить их из втулок;
- перед самой процедурой притирки клапаны тщательно осматриваются. Если имеются следы дефектов, то их меняют на новые. Нагар очищается при помощи металлической щётки.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста
Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка
Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов на ВАЗ 2109 при помощи пасты своими руками
- На клапан натягивается пружина, после чего он вставляется обратно в гнездо.
Клапан оснащается пружиной и помещается в гнездо
- На ножку устанавливается специальный инструмент и фиксируется при помощи винта.
Инструмент устанавливается на клапан с пружиной
- На основание тарелки наносится абразивный состав.
Абразивная паста на тарелке клапана должна быть распеделена равномерно
- Притирка осуществляется посредством вращения клапана в обе стороны. Выполняется порядка 5 движений, затем деталь переворачивается и процедура повторяется.
Так осуществляется ручная притирка клапана
- Работа осуществляется до появления на седле и тарелке клапана серого стального кольца.
Так проявляется серое кольцо на тарелке клапана (справа)
- После притирки детали вытираются и вымываются керосином и мягкой тряпкой.
Так должен выглядеть клапан после притирки и промывки
Видео в помощь новичку
Как притереть на станке
При проведении притирки клапанов желательно воспользоваться специальным станком.
- В фиксаторе размещается клапан, после чего включается станок. Клапан крутят в сторону, противоположную направлению вращения шлифовального круга, с меньшей скоростью.
Станки для притирки клапанов обычно есть лишь в автосервисах, и то не во всех
- Слишком активно подвергать деталь шлифовке не стоит — процесс прекращается, как только становится непрерывным.
Шлифовка клапана на станке должна проводиться аккуратно, без фанатизма
- Клапан снимается со станка и протирается керосином.
Так выглядит клапан после притирки на станке. Разница между ручным и автоматизированным способами видна сразу
- После притирки проводится визуальная проверка ГБЦ. Сёдла притираются только в том случае, если на них нет дефектов. Прогар убирается посредством шарошки.
Шарошка нужна только для устранения нагара
Как осуществляются работы (видео)
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки.
По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор.
Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
- Михаил Рассветный
- Распечатать
Капитальный ремонт (часть5). Притирка и регулировка клапанов. Как засухарить клапана. — logbook Ford Focus Hatchback 2006 on DRIVE2
Всем привет!Многие, когда перебирают двигатель не уделяют должного внимания притирке и регулировке клапанов. Мол, все же нормально работало, зачем их трогать? Если вы вскрыли двигатель, то трогать их обязательно надо! Это гарантирует безболезненный ремонт, после которого не придется вновь все разбирать.
Очистка клапанов:Перед притиркой обязательно надо почистить клапана. Я зажимал в дрель и счищал нагар с выпускных всякими абразивными и острыми приспособлениями)) Впускные обычно не загаживаются и их достаточно пройти мелкой наждачкой.
- Итак, результат
Zoom
выпуск, нагар порядка 2-3мм
Zoom
впуск, чистится за секунды
После очистки выпускных клапанов, понял что им хана, ибо раковины уже конкретные. Впуск оказался в идеале.
Zoom
раковины
Можно конечно нарезать новую фаску под 45, но после такого ремонта вы скоро опять будете снимать голову)))
- Так что я запасся новыми выпускными клапанами, чтобы уж наверняка ?
Zoom
новые
Обязательно замеряем люфт клапанов в направляющих! Если не в допуске, меняем на новые. Если оставите разбитые направляющие, то маслосъемные колпачки долго не проживут.
Притирка клапанов:
Для притирки использовал классическую пасту. Она мелкоабразивная и подходит в самый раз для целых клапанов. Главное не берите алмазную, запорете и фаску на клапане и седло.
Поскольку притирать совсем немного, в ход пошел шуруповерт с гибким шлангом:)) Можно использовать реверсивную дрель на малых оборотах, но это если нужно много снимать. В моем случае впуск притирался очень быстро. На выпуске надо было притереть именно седла, поскольку клапаны новые и притираются быстро.
Вот, кстати, седло прогоревшего клапана. Видно прилипший ошметок, возможно остался от самого клапана.
Смазываем направляющую, вставляем клапан и начинаем вращать используя реверс. Давить сильно не надо.
Фаска должна быть однородная по всей длине, как на клапане, так и на седле.ГБЦ держал на боку, чтобы абразив ненароком не попал в направляющую. После притирки клапана тщательно протираем весь абразив.
На выпускных седлах видно много артефактов, их и нужно убрать
Притираем, вытираем все, смотрим. Если остались артефакты, притираем еще.
Zoom
артефакты
Zoom
притертое седло
Как то так притираются клапаны. После притирки проливаем их со стороны входных и выходных каналов. Если в течении 30сек не потеют, то все норм. Проливать сверху считаю бредом, ибо такой замер абсолютно не показателен.
- Как засухарить клапана без инструмента:
- Способ конечно не новый, но мало кто о нем знает :DПонадобится:— плотная изолента (не дает сухарям убегать)— головка под размер тарелочки (в моем случае на 15)
- — какой-нибудь брусок, которым можно давить на головку ( деревянный! :))))
- Берем пружину с тарелкой, вставляем сухарики и сверху плотно наклеиваем изоленту
Вставляем клапан, надеваем на него маслосъемный колпачок и накрываем все это дело уже подготовленной пружиной с сухарями. Давим сверху через головку на пружину до момента, пока сухари не встанут на свое место на клапане. После, немного ударяем по тарелке, через проставку, чтобы сухари хорошо сели на место. Все!
- Времени на засухарку таким способом уходит около 15мин.
- Регулировка тепловых зазоров клапанов:
- — вставляем регулировочные стаканчики на свои места— накидываем распредвалы и затягиваем (не затянутый распред даст погрешность в пару соток, так что точить придется с этим учетом)— промеряем зазор стаканчик-кулачек
- Рисуем таблицу:
Как видно из таблицы, впуск в норме, а вот выпуск зажат аж на пару десяток.Красным выделены уже отрегулированные зазоры.
Разбираем все обратно)) и промеряем стаканчики
Записываем на сколько какой нужно проточить и точим. Либо сами, либо относите токарю.Я собрал супер стенд для проточки ?
Занятие муторное, занимает не мало времени. В итоге, все зазоры выведены в идеал.
- На этом пока все, подписывайтесь и следите за новостями :))
- to be continued…
- Всем бобра!)))
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
Вы провели капитальный ремонт двигателя, заменили поршневые кольца, прокладку и другие элементы силового агрегата? Работа ещё не окончена. Чтобы мотор функционировал правильно, нужно правильно притереть клапана.
Зачем нужно притирать клапана
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке.
Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах.
Притирка — единственный способ справиться с проблемой.
Как добиться результата в домашних условиях
Притирка клапанов своими руками
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
- С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным.
- С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен.
- С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно.
Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
- Дмитрий Буймистров
- Распечатать
4. Технология восстановления гнезда клапана головки блока двс. Способы притирки клапанов и проверки качества притирки сопряжения «гнездо-клапан»
Восстановление
клапанных гнезд.
При износе клапанных гнезд, не превышающем
предельно допустимый, восстановление
их работоспособности сводится к
образованию необходимого угла фаски.
Перед обработкой фасок клапанных гнезд
заменяют изношенные направляющие втулки
стержня клапана на новые и обрабатывают
их разверткой, устанавливаемой в оправку.
Обработанное отверстие используют в
качестве технологической базы при
зенковании фаски клапанных гнезд, что
обеспечивает необходимую соосность
отверстий направляющих втулок и клапанных
гнезд.
Обработку клапанных гнезд
производят с использованием плавающего
патрона. При износе клапанных гнезд
выше допустимого их восстанавливают
установкой клапанных седел.
При
восстановлении клапанных гнезд
запрессовкой седел неподвижность
соединения обеспечивается натягом.
Необходимая прочность при этом достигается
за счет напряжений, возникающих в
материале седла и головки цилиндров.
При длительном действии нагрева
напряжения могут уменьшиться, снизив
тем самым прочность посадки. Поэтому
для изготовления клапанных седел
необходимо применять высокопрочные
теплоустойчивые материалы: чугун
ВЧ50-1,5, специальный чугун № 3 ТМ 33049.
В
последнее время получил распространение
сплав ЭП-616 на хромоникелевой основе.
Отверстия под седла обрабатывают
специальным зенкером, который устанавливают
в специальную оправку. Диаметр зенкера
выбирают в соответствии с размером
обрабатываемого отверстия под вставку
клапана.
Центрование инструмента
производят с помощью направляющих
цанговых оправок, устанавливаемых в
отверстия под втулки клапанов. Этим
обеспечивают высокую концентричность
обрабатываемых поверхностей под вставки
седел и центрирующей поверхности.
Кроме
этого, применение жестких направляющих
позволяет обрабатывать отверстия на
вертикально-сверлильном станке 2Н135 и
получать требуемую размерную и
геометрическую точность обрабатываемых
поверхностей. При растачивании головку
устанавливают в специальное приспособление.
Вначале
предварительно растачивают клапанные
гнезда, а затем окончательно при 100
об/мин шпинделя станка, ручной подаче
за один проход. В подготовленные таким
образом клапанные гнезда запрессовывают
седла (рис. 58 и 59) с помощью оправки. При
этом головку цилиндров предварительно
нагревают до температуры 80…
90°С, а седла
охлаждают в жидком азоте до —100 — … 120
°С. Нагрев головок производят в ванне
для нагрева ОМ-1600, а охлаждение с помощью
сосуда Дьюара. Кольца должны быть
запрессованы в выточки головки до отказа
и без перекоса (рис. 60).
После запрессовки
производят зачеканивание седел в четырех
точках равномерно на дуге через 90°.
Затем головку цилиндров устанавливают
на стенд ОР-6685 для обработки фасок
клапанных гнезд, развертывают отверстия
в направляющих втулках и зенкуют фаски
клапанных гнезд.
Отверстия во втулках
развертывают при 50 об/мин и подаче 0,57
мм/об за один проход, зен-кование
производят при 200 об/мин зенкера, подача
0,57 мм/об за несколько проходов.
В
результате неоднократной обработки
плоскости головок блоков цилиндров
фрезерованием или шлифованием нижняя
стенка головки становится более тонкой
и менее прочной, поэтому для этой группы
деталей восстановление клапанных гнезд
запрессовкой седел недостаточно надежно.
В таком случае следует восстанавливать
клапанные гнезда газовой наплавкой.
Если у головки, кроме изношенных клапанных
гнезд, имеются еще и трещины, то сначала
необходимо восстановить гнезда, а потом
заваривать трещины.
При
работе на двигателе в результате
воздействия механических и тепловых
нагрузок в нижней плоскости головки
цилиндров накапливаются зна-чительные
внутренние напря–женин, значения и
характер распределения которых могут
быть весьма различными.
Накопившиеся
напряжения приводят к короблению
головок, а в отдельных случаях — к
появлению трещин.
Если применять холодную
электродуго-вую сварку, то возникающие
при этом сварочные напряжения, складываясь
на отдельных участках с остаточными, а
также монтажными (при затяжке головки)
и рабочими, вызовут появление новых
трещин.
Поэтому для наплавки гнезд нужно
применять такой способ, который позволил
бы снизить остаточные напряжения и не
привел бы к возникновению новых. Такой
способ — горячая сварка, обеспечивающая
высокое качество сварных швов при
минимальной напряженности детали.
При
горячей сварке головку предварительно
нагревают до температуры 600… 650 °С и
сваривают при температуре детали не
ниже 500 °С. Нижний предел нагрева
устанавливают, исходя из свойств чугуна,
пластичность которого ниже этой
температуры резко падает, что приводит
к возникновению сварочных напряжений.
Перед нагревом клапанные гнезда головок
тщательно зачищают.
Для
нагрева головки используют нагревательную
камерную печь с электрическим или другим
подогревом. Целесообразно применять
камерную электрическую печь Н-60, в
которой можно нагревать одновременно
до пяти головок.
Большое
значение имеет скорость нагрева и
охлаждения деталей. Быстрый нагрев
головки цилиндров может вызвать появление
дополнительных напряжений.
По
окончании нагрева к отверстию печи
перемещают передвижной сварочный стол
и укладывают на него головку.
Сварку
выполняют ацетилено-кислородной горелкой
ГС-53 или ГС-ЗА («Москва»), используя
наконечники № 4 или 5 в зависимости от
разм-ера трещины. Для обеспечения
высокого качества наплавленного металла
следует применять хорошо сформированное,
резко очерченное пламя горелки, для
чего мундштук сварочной горелки должен
быть в хорошем техническом состоянии.
При заварке трещин и наплавке клапанных
гнезд используют восстановительную
часть пламени, защищающую металл от
окисления благодаря содержанию в пламени
водорода, углекислого газа и окиси
углерода. Ядро пламени в процессе
наплавки должно находиться от поверхности
детали на расстоянии 2…3 мм. Сварку ведут
при равномерном непрерывном нагреве
сварочной ванны.
В
качестве присадочного прутка применяют
чугунные прутки марки А (состав в %):
3…3,6С; 3…2,5 Si; 0,5…0,8 Мп; Р 0,5…0,8; S0,08; 0,05 Сг;
0,3 Ni. Диаметр прутка — 8…
12мм (выбирают
в зависимости от ширины разделки
трещины). Поверхность прутков должна
быть тщательно очищена и обезжирена.
В
качестве флюса применяют мелкотолченую
прокаленную буру или ее 50%-ную смесь с
просушенной кальцинированной содой.
Хорошие
результаты дает также применение флюсов
ФСЧ-1, АНП-1 и АНП-2.
По
окончании сварки головку цилиндров
снова помещают в печь, чтобы снять
сварочные напряжения. Головку нагревают
до 680°С, а затем охлаждают, сначала
медленно (с печью), до 400 °С, а затем в
сухом песке или термосе, соблюдая режим
согласно графику.
Полностью остывшие
головки очищают от шлака и окалины и
направляют на механическую обработку.
Сначала фрезеруют привалочную плоскость
на горизонтально-фрезерном станке типа
6Н82 цилиндрической фрезой 180Х Х125 мм или
на вертикально-фрезерном 6М12П торцевой
фрезой со вставными резцами ВК6 или ВК8.
После
механической обработки плоскости
контролируют качество сварки. Заваренные
места должны быть чистыми, без раковин
и шлаковых включений. Обработку фасок
клапанных гнезд производят зенкером
аналогично описанной выше обработке
фасок седел.
Рис. 84. Приспособление для снятия и установки клапанов газораспределения: 1 — упорный болт; 2 — нажимная тарелка; 3 — рукоятка.
Притирка
клапанов.
Перед разборкой головок цилиндров
очистить их от масла и нагара и пометить
порядковые номера клапанов на торцах
тарелок для того, чтобы при сборке
установить их на свои места.
Для
рассухаривания клапанов необходимо
головку цилиндров без форсунок, коромысел,
осей коромысел и шпилек крепления осей
коромысел установить привалочной
поверхностью на плиту так, чтобы
обеспечить упор для клапанов. Рассухаривание
выполнять с помощью приспособления,
изображенного на рис. 84.
Для этой цели
ввернуть упорный болт 1 приспособления
в отверстие под шпильку крепления оси
коромысла, нажимную тарелку 2 приспособления
установить на тарелку пружин
соответствующего клапана и, нажимая на
рукоятку 3 рычага приспособления, отжать
пружины клапана, вынуть сухари и снять
все детали клапанного узла.
Таким же
путем последовательно рассухарить все
остальные клапаны и снять пружины
клапанов и сопряженные с ними детали.
Повернуть
головку цилиндров и вынуть клапаны из
направляющих втулок.
Клапаны и седла
тщательно очистить от грязи, нагара и
масляных отложений, промыть в керосине
или специальном моющем растворе, высушить
и осмотреть для определения степени
ремонта.
Восстановить герметичность
клапана притиркой возможно только при
наличии незначительных износов и мелких
раковин на рабочей фаске и лишь в том
случае, если тарелка и стержень не
покороблены и нет местных прогаров на
фасках клапана и седла.
При
наличии таких дефектов притирке должны
предшествовать шлифовка седел и клапанов
или замена неисправных деталей новыми.
Для
притирки клапанов использовать
специальную притирочную пасту,
приготовленную путем тщательного
перемешивания трех частей (по объему)
микропорошка зеленого карбида кремния
с двумя частями моторного масла и одной
частью дизельного топлива. Перед
употреблением притирочную смесь
тщательно перемешать, так как при
отсутствии механического перемешивания
микропорошок способен осаждаться.
Установить
головку цилиндров на плиту или специальное
приспособление привалочной поверхностью
кверху. Нанести на фаску клапана тонкий
равномерный слой притирочной пасты,
смазать стержень клапана чистым моторным
маслом и установить его в головку
цилиндров. Допускается наносить пасту
на фаску седла.
Притирку выполнять
возвратно-вращательными движениями
клапанов при помощи специального
приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3
кгс), повернуть его на 1/3 оборота в одном
направлении, затем, ослабив усилие, на
1/4 оборота в обратном направлении.
Нельзя
выполнять притирку круговыми движениями.
Периодически
поднимая клапан и добавляя на фаску
пасту, продолжать притирку, как указано
выше, до тех пор, пока на фасках клапана
и седла не появится непрерывный матовый
поясок шириной не менее 1,5 мм. Разрывы
матового пояска и наличие на нем
поперечных рисок не допускается. При
правильной притирке матовый поясок на
фаске клапана седле должен начинаться
у большего основания
После
окончания притирки клапаны и головку
цилиндров тщательно промыть керосином
или специальным моющим раствором и
высушить.
Внимание!
Наличие даже незначительных остатков
притирочной пасты на клапане или головке
цилиндров могут привести к натиру и
ускоренному износу гильз цилиндров и
поршневых колец.
Клапаны,
пружины и детали их крепления установить
на головку цилиндров и засухарить
клапаны, используя приспособление (см.
рис. 84).
Качество
притирки сопряжения клапан-седло
проверить на герметичность путем заливки
керосина или дизельного топлива, заливая
его поочередно во впускные и выпускные
каналы. Хорошо притертые клапаны не
должны пропускать керосин или дизельное
топливо в течение одной минуты.
Допустима
проверка качества притирки карандашом.
Для этого поперек фаски притертого
чистого клапана мягким графитовым
карандашом нанести через равные
промежутки 10-15 черточек, после чего
осторожно вставить клапан в седло и,
сильно нажимая к седлу, повернуть его
на 1/4 оборота.
При хорошем качестве
притирки все черточки на рабочей фаске
клапана должны стереться. При
неудовлетворительных результатах
проверки качества притирки ее необходимо
продолжить.
Как правильно притереть клапана, приспособления для притирки, проверка
Капремонт двигателя – трудоемкая и довольно дорогостоящая процедура. Многие операции, самостоятельно в гаражных условиях, выполнить невозможно по причине отсутствия необходимого оборудования, но на некоторых вполне удастся сэкономить. Один из путей уменьшения затрат на приведение двигателя в порядок – притирка клапанов своими руками.
Чтобы мотор работал с максимальной эффективностью, клапаны должны закрываться очень плотно, чтобы исключить потери энергии. Для того чтобы добиться плотного прилегания их к седлам, выполняют их притирку. Для работы потребуется:
- шарошка для удаления выработки;
- притирочная паста;
- инструмент для притирки.
Притирочная паста
Правильная притирка начинается с похода в автомагазин за абразивным материалом. Притирочная паста – это главное, что необходимо приобрести до начала работ. Данный абразивный материал наносится на кромки клапанов в процессе притирки.
В магазинах предлагается широкий выбор паст разных производителей. Отличаются они друг от друга главным образом ценой.
Качественно выполнить притирку клапанов и седел можно как дешевым, так и дорогим материалом, поэтому особого смысла переплачивать нет.
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Шарошка для удаления выработки
С помощью этого инструмента производится восстановление седел клапанов. Чтобы определить, нужно ли воспользоваться шарошкой, или можно обойтись без нее, следует осмотреть седла.
Они могут быть покрыты нагаром и раковинами, но если фаски имеют правильную коническую форму, можно сразу переходить к притирке, в противном случае, если фаски скруглены или на них имеются ступеньки, потребуется придать им правильную форму при помощи шарошки.
Поскольку формы и размеры седел на разных головках различны (например, у ВАЗ-2106 и ВАЗ-2109), нужно подобрать подходящий инструмент. Обработку седел можно провести вручную или, для экономии времени, с помощью дрели.
Для этого шарошка закрепляется в патроне, как обычное сверло, и под ее воздействием удаляется поверхностный слой металла.
Сигналом к прекращению удаления выработки служит появление блестящего ровного круга, по форме соответствующего тарелке клапана.
На видео можно посмотреть, как седла обрабатываются шарошкой.
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
Притирка клапанов
Прежде, чем приступать к работе, следует внимательно осмотреть клапана: если они хотя бы немного искривлены, необходима замена. Попытки выправить их самостоятельно положительного результата не дадут.
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс.
Обработка продолжается до тех пор, пока не будут удалены все дефекты.
После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.
Как проверить качество работы
Сигналом к завершению служит появление ровного пояска шириной около полутора миллиметров. После этого необходимо проверить, насколько хорошо притерты клапана.
Для этого нужно смыть остатки пасты и нанести масло, после чего еще некоторое время выполнить притирку. При этом станут видны не удаленные раковины и царапины, если таковые остались.
Если же их нет – работу можно считать оконченной.
Следует отметить, что во время работы двигателя, клапана пройдут процесс приработки уже без стороннего вмешательства, поэтому не стоит тратить время, чтобы довески качество притирки до идеала.
Если проверить притирку керосином, горючая жидкость может немного просачиваться из-под закрытого клапана, однако после того, как двигатель поработает несколько дней, герметичность значительно улучшится.
Тема: Вопрос серьезным мотористам-нужно ли притирать клапана на новой ГБЦ?
06.11.2012, 21:09 #1
0
Имеем: абс новая ГБЦ,абс новые выпускные клапана,бу впускные клапана в хорошем состоянии с плоским привалочным конуском но с потемнением в месте контакта с направляющими,без рисок на теле. Уже достал из загашника притирочную пасту,и задумался-у фолкса нигде в мануалах нет упоминания о притирке-только браковочные более 0.8 мм болтанки клапана в направляющей и 1.5-1.8 мм ширины привалочного пояска на тарелке.
Какие мысли?
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
06.11.2012, 21:15 #2
0
Сообщение от AUG Имеем: абс новая ГБЦ,абс новые выпускные клапана,бу впускные клапана в хорошем состоянии с плоским привалочным конуском но с потемнением в месте контакта с направляющими,без рисок на теле. Уже достал из загашника притирочную пасту,и задумался-у фолкса нигде в мануалах нет упоминания о притирке-только браковочные более 0.8 мм болтанки клапана в направляющей и 1.5-1.8 мм ширины привалочного пояска на тарелке.
Какие мысли?
Думаю что лишним не будет.Компрессия получше станет,да и лишний раз разбирать придется если что…..Насколько я помню,как меня учили-притираются клапана всегда,иначе со временем они прогорают если не ровно прилегают к седлу. Passat B5 1997г. 1.8 ADR 01N DMU–был PASSAT B5 1998г. Variant 1.8 AEB МКПП-ЕСТЬ
06.11.2012, 21:42 #3
0
Сообщение от aleks19411
Думаю что лишним не будет.Компрессия получше станет,да и лишний раз разбирать придется если что…..Насколько я помню,как меня учили-притираются клапана всегда,иначе со временем они прогорают если не ровно прилегают к седлу.
На наших моторах-да. Где ось седла живет до притирки отдельно от оси клапана,и на старых моторах тоже,а про ниобий в материале клапанов можно забыть.Про углы на седле и тарелке вообще молчу. Просто у фолкса нет даже приспособы для притирки как таковой.
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
06.11.2012, 21:47 #4
0
Сообщение от AUG
Какие мысли?
Однозначно нужно, это даже я знаю VW Passat B5 1999 1.8 Turbo, 20V, AEB +CHIP ,192 ,седан, МКПП
10.11.2012, 14:14 #5
0
Зря я Вас послушал. Притер 12 бу впускных вручную.Затем стал притирать новые выпускные- несколько движений и классическая матовая лента по всей плоскости,клапана бы притерлись за полминуты работы мотора. Теперь на новой Гбц вместо зеркальных седел и фасок клапанов имею матовые нах не нужные ленты набитые микроабразивом. Заказал новые впускные клапана.И ломаю голову как из этих лент “притертости” удалить въевшийся микроабразив.
Правильный ответ:На новую Гбц ставьте новые качественные клапана и ничего не притирайте.
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
10.11.2012, 15:46 #6
0
Неправильное понимание совета ведет к беде… Притирать надо однозначно, но только вопрос возник: а какой притир у Вас? Из загашника? Не для старых ВАЗовских 8-ми клапанных моторов случайно? у которых клапан в три раза больше ВАГеновского? Надо притирать Супер тонкой пастой на карбиде титана! Фаска почти зеркало!
Нашальнике харощий, раскрывушка дала!2001, AWM, Tiptronic…
10.11.2012, 16:43 #7
0
Сообщение от SerGoD
Неправильное понимание совета ведет к беде… Притирать надо однозначно, но только вопрос возник: а какой притир у Вас? Из загашника? Не для старых ВАЗовских 8-ми клапанных моторов случайно? у которых клапан в три раза больше ВАГеновского? Надо притирать Супер тонкой пастой на карбиде титана! Фаска почти зеркало!
Паста якобы алмазная, 5 мкм. Механика и AB рекомендуют не притирать в этом случае вообще. На оригинальных отмытых клапанах и седлах после 300000 км пробега белая блестящая фаска. Никакого мата.
ПС Паста http://avtopasker.ru/goods/35922.htm оказалась на основной карбида бора. Обман,везде обман
Думаю чем провести суперфиниш. Зубной пастой чтоль? Колгейтом или Жемчугом?))
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
10.11.2012, 17:15 #8
0
Сообщение от AUG Паста якобы алмазная, 5 мкм. Механика и AB рекомендуют не притирать в этом случае вообще. На оригинальных отмытых клапанах и седлах после 300000 км пробега белая блестящая фаска.
Никакого мата.
Ну так она и на притертых качественно клапанах через 100 км блестящая станет… Смысл то не запилить клапан, а только слегка притереть… А не хочется тереть, опрессовать или пролить… И кстати, не думаете же Вы, что на заводе при сборке нового мотора клапана не притирают?
Нашальнике харощий, раскрывушка дала!2001, AWM, Tiptronic…
10.11.2012, 17:25 #9
0
Для начала надо было проверить клапана на герметичность. Установит клапана, залить во впускной и выпускной коллектор керосин, если нет, то бензин. Если в течении 12 часов небольшой подтек, то не притираем, если значительный, то соответственно притираем, сначала грубой пастой, затем чистовой.
Желательно, чтоб притирочная машинка была с возвратно поступательным движением, если нет, то можно воспользоваться дрелью с реверсом.
VW Passat B5+ TDI 2004г., АVB 101 л.с., черный универсал
10.11.2012, 17:33 #10
0
“И кстати, не думаете же Вы, что на заводе при сборке нового мотора клапана не
притирают?”
А чем черт не шутит? Новый клапан в новом седле сидит,как родной. Тут дело еще в том,что в мануалах об этом у немцев молчек.И приспособ никаких,при том,что целая скрепка для фиксации натяжителя ролика имеет свой номер.
— Добавлено чуть позже —
Сообщение от Reno
Для начала надо было проверить клапана на герметичность. Установит клапана, залить во впускной и выпускной коллектор керосин, если нет, то бензин.
Если в течении 12 часов небольшой подтек, то не притираем, если значительный, то соответственно притираем, сначала грубой пастой, затем чистовой.
Желательно, чтоб притирочная машинка была с возвратно поступательным движением, если нет, то можно воспользоваться дрелью с реверсом.
Увы,не приемлемо машинками.Никогда не видели царапин на стержне после этой операции?
Только вручную присоской на палке.Для себя делаю.
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
10.11.2012, 17:45 #11
0
машинками приемлимо, если присоска будет. С присоской тоже будут царапины. При работе клапанов тоже образуются царапины.
Вообще конечно правильно в ручную. И туда-сюда начинаем притирать.VW Passat B5+ TDI 2004г., АVB 101 л.с., черный универсал
10.11.2012, 17:56 #12
0
Сообщение от AUG
Заказал новые впускные клапана
Интересно, как можно тереть клапана, что бы их испортить? VW Passat B5 1999 1.8 Turbo, 20V, AEB +CHIP ,192 ,седан, МКПП
10.11.2012, 18:12 #13
0
Речь не о порче клапанов,а о том,что,судя по качеству новых изделий притирка клапанов пустопорожнее занятие с порчей уже в заводских условиях выведенных седел. Поэтому пусть в новой голове будут новые клапана.
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
10.11.2012, 18:19 #14
0
Сообщение от AUG
Поэтому пусть в новой голове будут новые клапана.
Одно дело, когда головка и клапана оригинальные и идут для сборки на заводе. И совсем другое, когда покупаешь запчасти и не факт, что они оригинальные. Притирается, для того, что бы седло сидело нормально, а зеркало там нафиг не нужно.. Так все равно наклепается посадочное место само как нужно.. VW Passat B5 1999 1.8 Turbo, 20V, AEB +CHIP ,192 ,седан, МКПП
10.11.2012, 18:30 #15
0
В любом случае надо проверит на герметичность, тогда и вопрос отпадет надо притирать или нет.
— Добавлено чуть позже —
Сообщение от FalconM
Так все равно наклепается посадочное место само как нужно..
Не наклепает. Вдруг клапан не плотно прилегает к седлу, то через N-ное количество км он прогорит.
VW Passat B5+ TDI 2004г., АVB 101 л.с., черный универсал
10.11.2012, 18:32 #16
0
Сообщение от Reno
Вдруг клапан не плотно прилегает к седлу,
Так потому и нужно сначало притереть.. VW Passat B5 1999 1.8 Turbo, 20V, AEB +CHIP ,192 ,седан, МКПП
10.11.2012, 18:37 #17
0
Сообщение от AUG
“А чем черт не шутит? Новый клапан в новом седле сидит,как родной. Тут дело еще в том,что в мануалах об этом у немцев молчек.И приспособ никаких,при том,что целая скрепка для фиксации натяжителя ролика имеет свой номер.
Ну а вы видели цены на ремонтные запчасти на экзисте? Зачем гансам отдаваить такой хлеб?
Нашальнике харощий, раскрывушка дала!2001, AWM, Tiptronic…
10.11.2012, 18:39 #18
0
Сообщение от FalconM
Так потому и нужно сначало притереть..
Зачем его вообще притирать если он герметичен
VW Passat B5+ TDI 2004г., АVB 101 л.с., черный универсал
10.11.2012, 18:48 #19
0
Сообщение от Reno
Зачем его вообще притирать если он герметичен
Что бы у седла было правильное прилегание. Может я конечно и не прав, может и ненужно новое притирать, но и притиркой испортить клапан точно нельзя VW Passat B5 1999 1.8 Turbo, 20V, AEB +CHIP ,192 ,седан, МКПП
10.11.2012, 18:50 #20
0
Вот что пишет целый ктн :”Ведь очевидно и другое — чем точнее обработаны фаска и седло, тем меньше в ней, притирке, потребность. Например, в серийном производстве моторов такой процесс не применяется — не только по причине больших затрат времени, но и вследствие высокой точности обработки сопряженных деталей. При этом притирка не только не улучшает, а наоборот, ухудшает прилегание клапана к седлу и герметичность сопряжения. С другой стороны, притирка во многих случаях наносит значительный ущерб долговечности клапанного механизма. Например, на двигателях нередко применяются седла из специального чугуна и спеченных материалов. А они обладают пористостью, и во время притирки поры заполняются абразивом. В дальнейшем при работе двигателя абразив поступает в зону контакта клапана с седлом, что приводит к интенсивному изнашиванию сопряженных поверхностей (поскольку поверхность седла насыщена абразивными частицами, клапан изнашивается сильнее). Особенно сильно страдают от притирки клапаны некоторых современных двигателей, у которых для улучшения теплоотдачи и снижения трения в материале седла содержится бронза.”
http://www.spbmotor.ru/about/88/kak-izb
В5, 2000, AUG, 1.8Т, антрацит, американский немец.
Приспособление для притирки клапанов своими руками
Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).
- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан. Вращение должно быть как прямым, так и реверсным.
- Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Не нашли ответ на свой вопрос?
Спрашивайте в комментариях. Ответим обязательно!
Притирка клапанов: способы и устройства
Самое эффективное средство для притирки клапанов
Мы сравнили 4 приспособления. Узнайте, что из этого вышло.
Все участники вместе с ГБЦ
Какое из этих приспособлений эффективнее остальных? Давайте выясним.
Способ с дрелью стал популярен из-за того, что раньше специализированный инструмент для притирки отсутствовал.
Сначала подбирается подходящий по размеру шланг
Один конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ. Если используется присоска, ее устанавливают на тарелку клапана. Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.Притирка клапана к седлу при помощи электрической дрели
Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Главное преимущество способа: высокая скорость притирки.
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем 15-20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
3. Пневмомашинка для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут. Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса. Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.4. Пневмомашинка для притирки клапанов пристукиванием
В отличие от предыдущего устройства, клапан здесь притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Инструмент оснащен колесиком для настройки частоты оборотов
Притирка осуществляется многократным повторением возвратно-поступательных движений клапана
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо. Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.4. Результаты и выводы. Итоговая таблица
Мы отобрали шесть параметров, которые имеют наибольшее значение:- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Не требуется спец. навык. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
Параметр;Дрель;Ручное приспособление;Пневмомашинка, вращение;Пневмомашинка, пристукивание
Скорость;8;1;9;7 Удобство использования;3;1;10;8 Не требуется спец.навык;1;2;10;7 Отсутствие рисков;1;4;10;10 Качество;4;4;8;10 Стоимость;7;10;1;3 Итоговый результат;24;22;48;45
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом. Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.Кому подойдет машинка для притирки клапанов?
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавший в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели. Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису.Видео о притирке на нашем канале
Видео-обзор инструментов для притирки клапанов
Притирка вращением VS притирка пристукиванием
Притирка клапанов своими руками. — Mitsubishi Pajero, 3.0 л., 1995 года на DRIVE2
Притирал недавно клапана для мазды 626 с карбюраторным двигателем KF. Сделал фотографии процесса.Решил выложить, может кому пригодится мой опыт. Аналогично притирал клапана и на своем пыжЫГе.Сперва отмываем ГБЦ (головку блока цилиндров) до того состояния, чтобы с ней было приятно работать. Разбираем, рассухариваем клапана. ОЧЕНЬ ВАЖНО- обязательно все детали каждого клапана раскладываем по кучкам не забывая маркировать с какого цилиндра данные запчасти.Далее потребуются инструменты
1 Шарошки.
Универсальные шарошки, китайского производства.
Шарошка 1
Шарошка 2
шарошки разных диаметров и углов наклона
Шарошим посадочное место клапана до равномерной поверхности. Но без фанатизма, нужно снять как можно меньше металла.(новое: Недавно смотрел видео по теории. Где чел очень доходчиво рассказывает. Так вот шарошить нужно поверхность не только 45′, но и 15′ и 75′(30′ и 60′ в зависимости от моделей). Дабы получилось рабочая поверхность шириной 1мм-это оптимальный размер. Если кому-то интересно могу позже выложить ссылку на это видео. Я шарошил только под 45′, не знал еще что да как 🙂 ).
схематично
Готовая поверхность.
2. Бур от перфоратора на 8мм. Я отпилил балгаркой наконечник, и обработал все края чтобы не было острых краев на нем.
Бур
3. Шланг бензиновый армированный, понадобится не менее 50 см. часто выходит из строя.Отрезаем шланг длиннее рабочей длины бура на 1см. Бур я сделал 2 см., значит шланг 3см. Одеваем шланг и затягиваем с обоих концов проволокой либо хамутами. Я сперва хамутами затягивал, но как оказалось они тоже быстро выходят из строя. Поэтому взял что было под рукой- проволоку. Ей надежнее и не жалко.
бур+шланг
Перфоатор
4. Перфоратор с хорошим ударом и большим ходом без поворота бура.Пассатижи, шайбы, пружина, алмазная паста.
5.Пассатижи,6. шайбы на 10-12 разной толщины7. пружина довольно упругая8. алмазная паста
Сэндвич 🙂
Одеваем на клапан пару шайб, затем пружину и еще пару шайб. Вставляем клапан на свое место (цилиндр и впуск/выпуск).Зазор 5мм.
Зазор между чашкой клапана и ГБЦ нужен примерно 5 мм. Если больше, убираем одну шайбу. Меньше- добавляем шайбу. пробуем пальцем продавить клапан в его закрытое состояние. Клапан должен закрыться полностью с усилием.После примерки наносим на клапан притирочную пасту, и вставляем клапан. пальцем надавливаем на клапан до закрытого состояния и вращаем клапан по кругу, чтобы размазать пасту по всей рабочей поверхности.Берем перфоратор. выставляем режим только удара без вращения и начинаем притирать. Давить нужно не сильно иначе шланг согнется и сломается. У бура желательно отпилить напайку иначе при порыве шланга можно повредить ГБЦ или клапан.
Поверхность клапана не притерта.
Посадочное место притерлось
Клапан притерся
На клапане и посадочном месте притираемая поверхность должна быть не менее 1мм. и без разрывов.После того как притерли клапан тщательно удалите притирочную пасту. Я вытирал туалетной бумагой, мягкая не оставляет царапин, большой расход — не жалко. Ни в коем случае не допускайте попадание пасты на стержень клапана! В пасте алмазная пыль, сотрет в хлам втулку клапана при работе.Проверить как притерся клапан можно засухарить и пролить бензином или растворителем. Хорошо притертый клапан не должен даже мокреть по кромке. Если собирается капля, то разсухариваем и начинаем по новой притирку до достижения нужного результата.
Если кому пригодится мой опыт буду рад. Если возникнут вопросы, задавайте по мере возможности отвечу.
Как притереть клапана в домашних условиях
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
фаска клапанаСо временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа. В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Притирка клапанов: как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Притирка клапана 101 | Инструменты и расходные материалы Goodson
Хорошо, вы уже отрезали или отшлифовали седла клапана под правильные углы; вы отшлифовали поверхность клапана в устройстве для повторной обработки клапана. Вы готовы к окончательной сборке ГБЦ? Может быть, а может и нет. Следующим шагом во многих случаях является притирка клапана к седлу клапана для окончательной идеальной посадки.
Притирка существует столько же, сколько и двигателестроение. Это очень простая и понятная процедура.
Все притирочные инструменты работают одинаково. Это означает, что инструмент прикреплен к головке клапана, притирочная паста наносится на седло клапана или поверхность клапана, и инструмент поворачивается влево и вправо, чтобы притирать клапан к седлу. Это похоже на попытку разжечь костер, вращая палку достаточно быстро, чтобы создать достаточно тепла, чтобы зажечь растопку. Конечно, при притирке клапана вы даже не будете пытаться разжечь огонь, но движение такое же.
Сначала выберите предпочитаемый тип притирочного инструмента.Goodson предлагает множество типов и размеров, в том числе:
- Традиционные стержни для притирки клапана
- Очень большая ручка для притирки ручного клапана
- Притирочные палочки вакуумного типа
- Инструмент для притирки механического клапана
- Инструмент для притирки клапана с приводом
- Инструмент для притирки клапана с пневматическим приводом
Рассмотрим каждую из них.
Традиционные и очень большие притирочные палочки управляются полностью вручную. Они включают присоску на одном или обоих концах, которую вы будете использовать, чтобы прикрепить ее к головке клапана.Иногда небольшой вертел помогает сохранить присоску на месте. Конечно, всегда лучше убедиться, что все масла удалены с поверхности клапана, чтобы присоска соответствовала клапану. Присоски доступны в различных размерах, чтобы соответствовать ряду клапанных головок.
Другой тип инструмента для притирки клапана включает насос для создания вакуума, чтобы инструмент оставался прикрепленным к головке клапана. Не играйте с ними, если только вы не хотите устроить себе сплошной засос.Они создают большой вакуум!
Далее идет наш инструмент для притирки механических клапанов. Представьте себе удочку или взбиватель для яиц. Вы поворачиваете ручку, которая создает необходимое колебание.
Если вам нужен электроинструмент для притирки, вам повезло. Гудсон предлагает два из них. Во-первых, это инструмент для притирки, которым вы управляете с помощью дрели. Инструмент предназначен для преобразования вращательного действия в эффективное колебательное движение.
И последнее, но не менее важное — это верхняя полка, используемая большинством команд NHRA Top Fuel (и других гоночных команд).Инструмент для притирки клапанов с пневматическим приводом. Этот сверхмощный агрегат работает при давлении рабочего воздуха 90 фунтов на квадратный дюйм и быстро выполняет притирку клапана.
Осталось поговорить только о притирке — пасте на основе консистентной смазки на основе карбида кремния. Выбор правильной смеси для притирки — это, как правило, дело личного вкуса. Гудсон предлагает несколько крупинок; от 120 до 1200, так что у вас есть из чего выбирать. Если вы только начинаете, вы можете поэкспериментировать с разными крупами, пока не найдете то, что лучше всего подходит для вас.
Притирка клапана имеет свои плюсы и минусы, и со временем вы поймете, какие области применения нужно выполнять, а какие нет. Практика ведет к совершенству, но помните об одном:
Притирка — это завершающий этап, и его НЕ следует использовать для исправления плохого седла или, что еще хуже, клапана, который плохо отшлифован.
Как всегда, если у вас есть какие-либо вопросы о притирке клапана или любой другой теме, связанной с двигателем, свяжитесь с отделом технического обслуживания Goodson по телефону 1-800-533-8010 .
Что такое притирка и определение процесса?
Определение притирки: Термин «притирка» используется для описания ряда различных операций по чистовой обработке поверхности, когда в качестве шлифовального агента используются рассыпные абразивные порошки при обычно низких скоростях. Это процесс, предназначенный для продуктов, требующих очень жестких допусков по плоскостности, параллельности, толщине или отделке.
Определите притирку и как это работает:
Как работает притирка?
Одна или несколько деталей обрабатываются одновременно в периодическом процессе.Абразив обычно смешивают с жидким носителем на масляной или водной основе. Притирочные детали захватываются стопорными кольцами. Подставки, также называемые «держателями», могут использоваться для разделения деталей во избежание повреждения их краев. Детали протаскиваются по поверхности притирочной плиты, на которую подается абразив.
Притирка — это процесс усреднения, при котором наибольший съем материала происходит там, где высокие точки поверхности детали соприкасаются с плоской притирочной пластиной.Цель состоит в том, чтобы производить детали с равномерно гладкой и обычно плоской поверхностью. Притертая поверхность имеет тусклый, неотражающий и разнонаправленный вид. Это состояние называется «матовым» покрытием. На материалах, покрытых абразивом из оксида алюминия очень малого микронного размера, может наблюдаться небольшое отражение. Это особенно верно, если материал относительно твердый, а шероховатость поверхности составляет, возможно, 5 (0,127 микрон) микродюймов и ниже.
На притертых поверхностях видны очень легкие «микроцарапины».Абразив с более крупными микронами и более твердый состав будут создавать больше микроцарапин в дополнение к более глубоким царапинам. Большинство микроцарапин, образовавшихся с помощью мелкодисперсного абразива из оксида алюминия, будут иметь глубину менее 0,000001 дюйма (0,025 микрона) и обычно не могут быть измерены профилометром. Микроцарапины не следует путать с более глубокими царапинами, вызванными загрязнением или другими причинами.
Факторы, которые следует учитывать во время процесса притирки
- Тип обрабатываемого материала
За те годы, что Lapmaster Wolters обслуживает промышленность, клиенты просили нас обработать образцы компонентов, включая практически все обычные технические материалы, известные человеку, и некоторые не очень распространенные материалы.По мере развития нашей науки и технологий возрастают требования к более точным допускам по размерам, плоскостности и шероховатости поверхности. Многие технологические достижения связаны с использованием новых материалов, а также более экзотических природных материалов. Притирка и полировка — это очень щадящий процесс механической обработки, обеспечивающий низкий уровень напряжений в хрупких и хрупких материалах. Тем не менее, эти операции позволяют обрабатывать самые твердые материалы на Земле.Ниже показан пример небольшого поперечного сечения материалов, обрабатываемых на станках Lapmaster.
- Скорость плиты
В зависимости от соотношения сторон компонента должна быть выбрана скорость притирочного листа, при которой поверхность детали никоим образом не будет колебаться, вибрировать или отклоняться от поверхности притирочного листа. Поверхность, требующая притирки, всегда должна плотно и точно совмещаться с поверхностью притирочной или полировальной плиты.
- Давление на заготовку
Величина давления, прикладываемого к притертым компонентам, может повлиять на результирующую шероховатость поверхности за счет изменения толщины пленки суспензии.Чем выше давление (максимум 3 P.S.I. для обычной притирки), тем меньше толщина пленки и больше вероятность «протирания» компонентов о притирочную плиту. При притирке для достижения мелкой шероховатости поверхности рекомендуется не превышать 2 P.S.I. для наиболее распространенных приложений.
- Материал плиты
- Размер и тип абразива
Абразивные составы (плавленый и неплавленый Al2O3; черный и зеленый SiC, B4C, монокристаллический алмаз и поликристаллический алмаз) имеют кристаллическую структуру, которая определяет твердость, форму, количество режущих кромок и хрупкость материала.Хрупкость — это оценка прочности связи кристалла, которая определяет силу, необходимую для откола режущих кромок от кристалла. При одинаковых условиях нагрузки PSI более твердые составы (например, SiC) проникают в материал компонента на большую глубину перед сколом кромки, чем более мягкие составы (например, Al2O3), таким образом создавая более высокую текстуру поверхности. Плоская гексагональная форма кристалла имеет меньше острых режущих кромок и проникает или мягко бреет материал компонента менее глубоко, чем блочная форма тетраэдра, которая вырезает стружку с большим количеством выступающих режущих кромок.Более рыхлые абразивы (например, Al2O3) требуют меньшего усилия для отламывания режущих кромок, чем менее рыхлые абразивы (например, SiC). Другим важным фактором, касающимся хрупкости, является уменьшение размера кристалла по мере отламывания режущих кромок. По мере того, как кристалл становится меньше, он сокращает более мелкие стружки и производит более низкие измерения шероховатости поверхности.
- Отношение абразивного материала к автомобильному шламу и абразивного материала
При притирке необходимо использовать правильное соотношение, чтобы получить стабильную повторяемую шероховатость поверхности.Что еще более важно, соотношение является фактором прочности и толщины пленки. Если толщина пленки слишком мала, материал компонента будет иметь тенденцию протираться ближе к притирочной пластине, и большая энергия резания будет передаваться через абразивные частицы материалу компонента, вызывая большее проникновение, более серьезные царапины и более высокие измерения шероховатости поверхности.
- Плоскостность плиты
Важно понимать, что плоскостность пластины прихлеста, измеренная по ее диаметру, не обязательно должна совпадать с характеристиками плоскостности готовой детали.Это связано с тем, что компонент соответствует небольшому диапазону геометрического радиуса сферической пластины притирочной пластины. Размах компонента — это его диаметр, если он круговой, или наибольшая длина по поверхности притирки компонентов. Другими словами, деталь диаметром один дюйм будет притирка намного более плоской, чем деталь диаметром четыре дюйма, при использовании той же плиты притирки. Точная плоскостность, необходимая для прихвата пластины, может быть математически рассчитана с использованием тригонометрической формулы для определения длины шнура.
- Система подачи
- Способ загрузки и кондиционирования плиты
- Температура плиты
Фундаментальная теория притирки
Основная теория притирки начинается с того, что компоненты помещаются в пределах ограничительных колец непосредственно на поверхность вращающейся притирочной плиты, которая покрыта тонким пленочным слоем суспензии. Компоненты никогда не должны напрямую контактировать с поверхностью притирочной пластины.За счет принудительного вращения притирочной пластины свободные и катящиеся абразивные частицы внутри слоя суспензии передают энергию резания своими острыми режущими кромками, проникая через контактную поверхность компонентов, удаляя микроскопические стружки материала. Одновременно абразив воздействует на пластину притирки через контактную поверхность как компонентов, так и кондиционирующих колец, вызывая износ, который при регулировке с помощью регулируемого радиального положения кольца будет влиять на изменение сферической кривизны для поддержания плоского состояния пластины прихвата.
Что происходит в процессе притирки?
- Поверхность модифицирована и обычно улучшается по качественным показателям поверхности и подповерхности (более гладкая)
- Геометрия (плоскостность) обработанной поверхности становится плоской или сферической по контуру в результате притирки
- Некоторое количество материала удалено с притертой поверхности заготовки
Наиболее очевидное различие между притиркой и другими основными операциями обработки заключается в том, что при притирке не используется одно- или многоточечный режущий инструмент.Притирка сокращает стружку за счет незакрепленного абразива. Один из нескольких различных типов порошка прецизионного микродернистого абразивного компаунда смешивается в определенном соотношении со смазочно-охлаждающей жидкостью и наносится на вращающуюся притирочную пластину.
Составной материал, процентный объем смеси, микронный размер абразивных частиц и приложенное давление определяют итоговую скорость съема припуска и шероховатость поверхности. Смесь абразива и смазочно-охлаждающей жидкости называется «суспензией» или «притирочной жидкостью».Разница в типах абразивов, а также в размере и стоимости будет значительно различаться, поэтому важно знать, какой абразив лучше всего подходит для ваших нужд. Притирочный материал определяет тип используемого абразива, а количество удаляемого материала вместе с заданной обработкой поверхности определяет размер абразивного зерна.
Например, для чрезвычайно твердых материалов, таких как сапфир, карбиды и некоторая керамика, требуется алмаз или карбид бора. Материалы средней твердости, в том числе более твердые металлы и некоторые оксиды алюминия, можно шлифовать карбидом кремния.Оксид алюминия широко используется в стекольной и кремниевой промышленности из-за его более мягкой резки и более низкой стоимости. Принимая во внимание, что абразив заряжает поверхность ваших притирочных пластин, почти всегда предпочтительно, чтобы ваши пластины были мягче, чем притирочный материал, в то время как абразив должен быть такой же твердой или более твердой, чем заготовки.
Основы процесса притирки
- Очень пассивная форма шлифования (низкое давление, низкая скорость, низкая производительность съема)
- Требует использования абразивных частиц микронного размера (не абразивных частиц с размером ячеек или зерен).
- Требуется некоторое движение со стороны инструмента (притирочной пластины), заготовки или обеих частей
- В большинстве случаев притирка используется на плоских поверхностях, а не на сферических или контурах
- Притирочная пластина обычно мягче, чем заготовка
- кондиционирующий / стопорное кольцо такой же твердость или сложнее, чем Lap Тарелка
- Притирка — почти всегда «мокрый процесс».
- Заготовка никогда не касается пластины прихвата
- Лишь небольшое количество материала (от 5 до 500 микрон) удаляется с каждой стороны изделия
- Притирка — это всегда периодическая загрузка
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных, технологических и научных дисциплин для Тома 8, выпуск 3 (март-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3 , Март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 3 (март-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Шлифовальная и притирочная паста или паста: Clover & Polishing
Шлифовальная паста
Притирочная паста представляет собой смесь твердых абразивных частиц в подходящей основе. Основа может быть на масляной основе, например консистентной смазкой или водорастворимой смазкой.В качестве твердых частиц используются карборандум, оксид алюминия, диоксид кремния или карбид кремния, стекло, карбид бора и т. Д.
Притирочные пасты используются для контролируемого удаления и используются для плотного прилегания поверхностей, а также для удаления ржавчины и осветления металлических поверхностей. Применяются для притирки выпускных и впускных клапанов двигателей, ремонта седел запорных клапанов, капитального ремонта клапанов поршневых компрессоров и т. Д.
Притирочная паста бывает от очень грубой до сверхтонкой.В очень крупном зерне мало абразивов большего размера, и он используется для грубой притирки. В сверхмелкозернистой шлифовальной пасте очень большое количество зерен с очень мелкими частицами, и она используется для тонкой притирки. Чем больше зернистость притирочной пасты, тем мельче паста.
Правильные методы ручной притирки
При ручной притирке используются два метода притирки: первый — притирка в форме восьмерки, а другой — круговой. При наличии направляющей, такой как гайка форсунки в топливной форсунке, можно использовать круговой метод.Притирка в форме восьмерки требует зрелой руки и лучше не доводится до сведения новичков. Следует помнить, что если вы можете остановить эту утечку с минимальным количеством притирки, то следует избегать притирки. Притирка с недостаточной притиркой всегда предпочтительнее, чем притирка внахлестку, и притирка не должна выполняться только ради притирки, но необходимо проконсультироваться с производителями.
В методе «восьмерки» оператор создает на поверхности пластины цифру «восемь». В круговом методе рабочая деталь вращается по кругу на месте.
Открытый металл должен иметь однородный полированный вид, а качество притирки можно определить по рисунку. Следует избегать случайных царапин на притертой поверхности, так как под высоким давлением они могут стать каналами утечки.
Роль смазочных материалов в притирочной пасте
Масло и шлифовальная паста имеют противоположные функции, в то время как абразив увеличивает трение, а резка масло стремится уменьшить его. Однако масло используется для контроля абразивного и режущего действия.Это также основа, в которой абразивные частицы плавают и перемещаются под действием сопрягаемых поверхностей. Однако масло или смазка используются в определенном отмеренном количестве.
Некоторым нравится использовать дополнительную смазку во время притирки. Однако следует помнить, что добавление большего количества масла снижает усилие и режущее действие абразивных частиц. При добавлении дополнительной смазки абразивные частицы также смываются.
Во время притирки, если вы хотите быстро удалить металл, вы должны притирать его до тех пор, пока не уменьшится усилие перемещения сопрягаемых деталей.Уменьшение силы указывает на то, что абразивные материалы превратились в безвредную пасту и теперь действуют как смазка. Поэтому необходимо удалить старую пасту для притирки и нанести новую пасту.
Если в течение этого времени не проявить достаточную осторожность, произойдет контакт металла с металлом, и эффект точечной сварки и задиры испортят желаемую отделку.
Уход за притирочной пастой
Притирка — это искусство, и мастер-машинист будет работать от грубого до очень мелкого качества в правильной последовательности, чтобы получить желаемую отделку и точность.Каждая марка тщательно контролирует одинаковые размеры абразивных частиц, взвешенных в основе. Любая инородная частица грубого абразива в сверхтонкой жестяной банке может вызвать разочарование, особенно когда вы работаете над окончательной отделкой.
Рекомендуется держать все банки для притирки и шлифовальной пасты закрытыми, когда они не используются. Также, когда берется свежая порция пасты для притирки, ее следует тщательно растереть между пальцами, чтобы устранить любые загрязнения. Это очень полезно при тонкой притирке.
Чистота при прецизионной притирке
Чистота — один из важнейших факторов прецизионной притирки, равно как и качество притирочной пасты и мастерство оператора. Перед притиркой рабочий стол рекомендуется чистить чистой ветошью и просушивать сжатым воздухом. Если используется поверхностная плита, ее следует промыть чистым керосином, а затем высушить сжатым воздухом.
Также при удалении использованной притирочной пасты с притираемых предметов их следует протереть мягкой тканевой бумагой и очистить сжатым воздухом.
Список литературы
- На основе опыта автора в торговом флоте
Притир седла клапана pnenumatic prtable от 6 до 24 дюймов
Притир седла клапана с пневматическим приводом от 6 до 24 дюймов …
Притир седла клапана с пневматическим приводом от 6 до 24 дюймов. Доступны размеры от 1/2 до 24 дюймов. »Узнать больше ONAN TORO POWER PLUS P216, 18, 20, 24 ДВИГАТЕЛИ — PWP — splash
Притирочные станки для клапанов, притирочные станки для клапанов Поставщики…
Шлифовальный инструмент для клапанов Пневматический станок для притирки седел клапана. Гарантия до 5 лет. 15,00–20,00 долларов США / комплект 1 комплект (минимальный заказ) 6 лет. Cangzhou Oubeiruike Instrument And Equipment Co., Ltd. (59) 96,8% «Быстрая доставка» (19) «Хорошее обслуживание» (12) «Безупречный порядок» (1) «Правильно упаковано» (1) Контактный поставщик Шлифовальный станок с шаровым краном для стального шара. До 5 лет …
портативные переносные машины для автоматической притирки клапана …
TOOGOO Притирка клапана с пневмоприводом Автомобильный двигатель Инструмент для ремонта клапанов Пневматический шлифовальный станок для клапана Комплект для притирки седла клапана Car Grind.2.9 из 5 звезд 2. $ 32.41 $ 32. 41. БЕСПЛАТНАЯ доставка. Выбор Amazon для точильного станка для клапанов. Набор шлифовальных инструментов для ручного притирки клапана ABN, комплект из 2 частей, двухсторонняя прижимная лапка на присоске, 1-1 / 8, 1-3 / 8, 5/8, 3/16 дюйма. Получить цену
Притирка седла клапана Pnenumatic Prtable от 6 до 24 дюймов
Главный клапан refacer sclient psy ab. Притирка седла клапана с пневматическим приводом от дюймов до дюймов Притирка седла клапана с пневматическим приводом от 6 дюймов до 24 дюймов Рабочее давление поплавкового клапана из нержавеющей стали 150 фунтов на кв. форсунки клапана до 6 дюймов с низким давлением 465 фунтов на квадратный дюйм и до 42 500 фунтов на квадратный дюйм на инструменте для притирки воздуха
, инструменте для притирки воздуха Поставщики и…
Инструмент для фланцев Разработан для новичков и профессиональных сварщиков MIG и TIG, быстро и легко создает точную длину 0,062 дюйма … Пневматический шлифовальный станок седла клапана Пневматический двигатель Шлифовальный станок для седла клапана. 70,00-75,00 долларов США / шт. 1 шт. (Минимальный заказ) 6 лет. Cangzhou Oubeiruike Instrument And Equipment Co., Ltd. (60) 96,5% «Быстрая доставка» (19) «Хорошее обслуживание» (12 …
Машины для ремонта одноточечных клапанов — Climax Portable
Запорный / предохранительный клапан VM2050S или VM2150S шлифовка Полировка VM2350, VM2500, VM2600 или седельный клапан Плоский сиденье шлифовка Полировка VM5800 Стационарные ворота / Проходной клапан шлифовка Полировка
переносной шлифовальный станок притирки для ремонта седел клапанов
Пневматический клапан заточной станок Авто Ремонт клапана Grinder 03-06Mpa Stroke 515MM $ 5999 $ 59 99 БЕСПЛАТНАЯ доставка CRL Wood’s Valve Grinder Вакуумный стержень 50 из 5 звезд 6, TOOGOO Притирка клапана с пневматическим приводом Автомобильный двигатель Инструмент для ремонта клапанов Пневматический шлифовальный станок для клапана Комплект для притирки седла клапана Автомобиль шлифовка 50 из 5 звезд 1 $ 3389.
VM5800 Стационарных ворота / Проходной клапан Шлифовка Полировки …
CLIMAX Портативных Обрабатывающие Welding Systems, Inc., пионер и ведущий в мире разработчик и производитель внедренной портативная обработка, сварка и клапан тестирования оборудования , объявила о выпуске пневматической дрели PD3000, которая уже доступна для покупки. Новый PD3000 обеспечивает высокий крутящий момент для быстрого …
Шлифовальные и притирочные станки для клапанов
Abn Набор инструментов для ручной притирки клапанов Набор из 2 предметов Двухсторонняя присоска Притирочная ручка 1-18 1-38 58 316 дюймов 43 из 5 звезд 263 $ 999 $ 9 99 Бесплатная доставка abn набор инструментов для притирки клапанов приспособление для притирки клапанов для набора для заточки клапана сверла Набор для заточки клапана малого двигателя [электронная почта защищена] Найдите нас.Хэнань, Китай. Онлайн нас. 7 * Круглосуточное обслуживание. дома; товары; решения; о нас; Связаться с нами; Получить …
Диапазон диаметра седла клапана: 0,4 дюйма -6,0 дюйма (10 мм-150 мм)
Диапазон диаметра седла клапана: 0,4 дюйма -6,0 дюйма (10 мм-150 мм) Шлифовка и притирка «на месте» задвижки Простота установки и эксплуатации Мощная Жесткая конструкция Высокопроизводительные портативные станки Climax 2712 E. Second St. Newberg, OR 97132 США Телефон: 503-538-2185 Северная Америка (бесплатный звонок): 800-333-8311 Электронная почта: [электронная почта защищена] Интернет: cpmt.Mrz-06 / VM2050S-VM2150-VM2150SV Проходной клапан …
Притир седла клапана с пневматическим приводом от 6 дюймов до 24
Притир седла клапана с пневматическим приводом от 6 дюймов до 24 дюймов. Доступны размеры от 1/2 до 24 дюймов. »Узнать больше ONAN TORO POWER PLUS P216, 18, 20, 24 ДВИГАТЕЛИ — PWP — брызги
притирочные машины для клапанов, притирочные станки для клапанов Поставщики …
Шлифовальные инструменты для клапанов Пневматический привод для притирки седел клапанов. Гарантия до 5 лет. 15 долларов США.00- $ 20,00 / Комплект 1 комплект (Мин. Заказ) 6 ЛЕТ. Cangzhou Oubeiruike Instrument And Equipment Co., Ltd. (59) 96,8% «Быстрая доставка» (19) «Хорошее обслуживание» (12) «Безупречный порядок» (1) «Правильно упаковано» (1) Контактный поставщик Шлифовальный станок с шаровым краном для стального шара. До 5 лет …
портативные переносные станки для автоматической притирки
TOOGOO Притирка клапана с пневмоприводом Автомобильный двигатель Инструмент для ремонта клапанов Пневматический шлифовальный станок для клапанов Комплект для притирки седла клапана Car Grind.2.9 из 5 звезд 2. $ 32.41 $ 32. 41. БЕСПЛАТНАЯ доставка. Выбор Amazon для точильного станка для клапанов. Набор шлифовальных инструментов для ручного притирки клапана ABN, комплект из 2 частей, двухсторонняя прижимная лапка на присоске, 1-1 / 8, 1-3 / 8, 5/8, 3/16 дюйма. Получить Цена
одноточечный клапан Ремонт машины — Climax Портативный
VM2050S или VM2150S Глобус / предохранительный клапан Шлифовка Полировка VM2350, VM2500, или VM2600 Проходной клапан Плоский Сиденье Шлифовка Полировка VM5800 Стационарные ворота / Проходной клапан Шлифовка Полировка
Седло Притирка — это Это необходимо для новых клапанов и…
10.04.2018 Притирки может быть достаточно, чтобы исправить это, или может потребоваться регулировка клапана и / или седла клапана. Существуют измерительные инструменты для проверки соосности седла клапана относительно направляющей клапана и поверхности клапана к штоку клапана. Хороший контакт клапана с седлом — это не только герметизация камеры сгорания и вывод мощности из двигателя. …
Станок для притирки клапанов Поставщики продукции
Размер клапана: от 2 до 24 дюймов; Тип клапана: Дроссельные заслонки, Проходные клапаны; Каталог поставщиков Перейти на веб-сайт Загрузить техническое описание Просмотреть спецификации Промышленные клапаны — обратные клапаны с двумя пластинами.Поставщик: Velan, Inc. Описание:. • ИСКРОБЕЗОПАСНОСТЬ: Двойной обратный клапан Proquip без сверления в стенке корпуса является искробезопасным. • СЕДЛА ДЛЯ ДИСКОВ КУЗОВА С НАКЛАДКАМИ: Сердце каждого …
Клапаны Fisher D и DA — Emerson Electric
РАЗМЕР КЛАПАНА ДИАМЕТР СЕДЛО СЕДЛО NPS, мм (ДЮЙМЫ) 6,4 (0,25) 9,5 (0,375) 12,7 (0,5) 19,1 ( 0,75) 25,4 (1) 31,8 (1,25) Перепад давления, бар 1414 414 414 193 — — — — — — 2 689 689 689 462 262 165 Перепад давления, фунт / кв. Дюйм 1 6000 6000 6000 2800 — — — — — — 2 10 000 10 000 10 000 6700 3800 2400.Руководство по эксплуатации D100386X0RU Клапаны D и DA Июнь 2017 г. 3 Керамический трим Некоторые типы …
Диапазон диаметра седла клапана: 0,4 дюйма -6,0 дюйма (10 мм-150 мм)
Диапазон диаметра седла клапана: 0,4 дюйма -6,0 дюйма ( 10-150 мм) Шлифовка и притирка задвижек «на месте» Простота установки и эксплуатации Мощная жесткая конструкция Высокопроизводительные портативные станки Climax 2712 E. Second St. Newberg, OR 97132 США Телефон: 503-538-2185 North Америка. Бесплатный звонок: 800-333-8311 Электронная почта: [электронная почта защищена] Интернет: cpmt.Mrz-06 / VM2050S-VM2150-VM2150SV Проходной клапан …
Станки для шлифования и притирки клапанов
Набор инструментов для шлифовки с ручным приводом для клапана Abn Набор из 2 предметов Двухсторонняя присоска Притирочная ручка 1-18 1-38 58 316 дюймов 43 из 5 звезд 263 $ 999 $ 9 99 Бесплатная доставка abn набор инструментов для притирки клапана Притирочный инструмент для клапана для заточки клапана сверла Набор для заточки клапана малого двигателя [электронная почта защищена] Найдите нас. Хэнань, Китай. Онлайн нас. 7 * Круглосуточное обслуживание. дома; товары; решения; о нас; Связаться с нами; Получать …
Значение шлифовального станка седла клапана модели Ej модели Холла
Значение шлифовального станка седла клапана модели Ej модели Холла. Balaji mfg stone crushers delhi контракт nober bmtvnl balaji mfg stone crusher delhi contract nober inssco вы имели в виду 21 октября 2016 laxmi stone crusher delhi мы продолжаем стремиться к технологии и качеству как delhi more balajistonecrushers delhi indiaecommercecoin Быстрый ответ в течение 30 секунд для получения технической консультации. Полная отгрузка инженера в течение 24 …
pnenumatic prtable Притирка седла клапана от 6 дюймов до 24 дюймов
Станок для шлифования седел клапана Black and Decker Станок для шлифования клапанов вторичный станок для шлифования клапанов с пневматическим приводом Притирка седла клапана от 6 дюймов до 24 дюймов Процесс шлифования Клапан в автомобильном двигателе, шлифовальный станок для клапанов мотоцикла, шлифовальный станок для клапанов, рубиновый камень, разностный клапан, шлифовальный станок, южная африка, головка блока цилиндров, седло клапана.Получать . Получить цену; Шлифовальный станок для седла клапана типа MSD CHRIS …
Мотоцикл Притирка клапана МотоциклЗомби
Правильно обработанное седло клапана будет иметь гладкую матовую поверхность и не будет иметь линий. Клапан не должен издавать легкий хлопок (или звук уплотнения), когда вы кладете его на седло. Перед повторной сборкой двигателя обязательно тщательно счистите смазку для притирки клапанов. 3. Соберите верхнюю часть
Пневматические фитинги — Клапаны онлайн
Ознакомьтесь с нашим ассортиментом пневматических фитингов, включая полимерные, нержавеющие и воздушные тройники, колена, Y-образные и крестовые фитинги.Все, что вам нужно для пневматических фитингов, можно купить в Интернете. Закрывать; Ручные клапаны; Соленоидные клапаны ; Приводные клапаны; Регулирующие клапаны; Приборостроение; Арматура; Категории; Производители; Войти; [электронная почта защищена]; 01822 855600/0161 480 5700; 01822 855600 …
Машины для ремонта клапана от Climax Portable
Диаметр седла клапана: 2,5–10 дюймов (6,35–254,0 мм) Диаметр горловины клапана: 3–10 дюймов (76,2–254 мм) Вариант питания: пневматический или гидравлический; Станки для шлифования клапанов Притирочные станки ВМ1150 ИЛИ ВМ1200 ШЛИФОВАНИЕ ЗАДВИЖКИ КЛАПАНОВ.Возможность шлифования и притирки седел задвижек и обратных клапанов, а также шлифовки поверхностей седел в соответствии с исходными спецификациями производителя или лучше В комплект поставки входит наклонный адаптер …
переносной шлифовальный и притирочный станок для шарнирного затвора
Станки для шлифования клапанов — Climax Portable Легкие, легкие в обращении и установке, наши станки для шлифования и притирки клапанов охватывают рабочий диапазон fo. Дома ; Товары; О нас; Связаться с нами; ТОВАР. 60-летний опыт работы с подъемными механизмами. Главная> Продукт> портативный шлифовальный и притирочный станок для воротникового профиля.портативный шлифовально-доводочный станок для ворот земного шара. 2018-08
Шлифовальный станок для клапанов Криса Миллера в Пакистане — Rajoko
Шлифовальный станок для клапанов Криса Миллера Притирка седла клапана с пневматическим приводом от 6 до 24 дюймов Притирочный и шлифовальный станок для сидений в ЮАР. Подробнее WAB Miller Engineering шлифовальный станок. шлифовальный станок для клапанов chris miller Gaur Grandeur шлифовальный станок для клапанов chris miller…
Клапаны Fisher D и DA — Emerson Electric
РАЗМЕР КЛАПАНА ДИАМЕТР СЕДЛОНОГО КОЛЬЦА NPS, мм (ДЮЙМЫ) 6,4 (0,25) 9,5 (0,375) 12,7 (0,5) 19,1 (0,75) 25,4 (1) 31,8 (1,25) Давление Падение, бар 1 414 414 414 193 — — — — — — 2 689 689 689 462 262 165 Перепад давления, фунт / кв. Дюйм 1 6000 6000 6000 2800 — — — — — — 2 10 000 10 000 10 000 6700 3800 2400. Руководство по эксплуатации D100386X012 D и DA Клапаны Июнь 2017 г. 3 Керамическая накладка Некоторые типы …
Притирка клапана Форумы AnandTech: Technology,
30.09.2011 2 ширины седла указаны в FSM, и любая правильная конструкция двигателя предполагает высокую точность в отношении седла и клапана ширина контакта.3 — настоящая проверка седел клапана называется ТЕСТ НА УТЕЧКУ. Притертые клапаны на неразрезанных седлах обычно этого не пропускают. Новое седло клапана и донный клапан будут. 4- правильно обрезанное седло и клапан не требуют притирки …
Диапазон диаметра седла клапана: 0,4–6,0 дюйма (10–150 мм)
Диапазон диаметра седла клапана: 0,4–6,0 дюйма (10 мм- 150 мм) Шлифовка и притирка задвижек «на месте» Простота установки и эксплуатации Мощная Жесткая конструкция Высокопроизводительные портативные станки Climax 2712 E. Second St.Newberg, OR 97132 США Телефон: 503-538-2185 Северная Америка Бесплатный звонок: 800-333-8311 Электронная почта: [электронная почта защищена] Интернет: cpmt. Mrz-06 / VM2050S-VM2150-VM2150SV Проходной клапан …
шлифовальный камень для клапанов
ПОДРОБНЕЕ: притирка и шлифовка клапанов Talking Tractors Simple. 09 июня 2015 г. Если клапан или седло режутся, как при использовании набора твердосплавных фрез Neway, то, насколько мне известно, притирка необходима. камень Притирка поможет стереть неровности и сделать их гладкими…
притирочный станок переходов
Информация о поставке продукта
Главная / Притирочные машины переходовМашины | Lapmaster Wolters
Lapmaster Wolters предлагает уникальный и полный спектр высокоточных обрабатывающих станков. Мы предлагаем притирочные станки, полировальные станки, сферические притирочные станки, точные шлифовальные машины, щеточные станки для снятия заусенцев, медленное шлифование, хонинговальные станки, двухдисковые шлифовальные станки, полировальные станки, металлографическую подготовку образцов…
Clapping Machine — отличная песня, которая ломает голову …
Clapping Machine — отличная песня, которая заставляет детей внимательно слушать, как хлопать в ладоши. Дети видят движения и следят за ними. Дети слышат и видят узор хлопков …
Б / У — ВОССТАНОВЛЕНИЕ Шлифовальные, притирочные, полировальные, плоские …
Б / У — ВОССТАНОВЛЕННЫЕ Машины и оборудование для шлифования, притирки, полировки, плоского хонингования и снятия заусенцев. LAPMASTER WOLTERS также предлагает модернизацию бывших в употреблении машин Peter Wolters и Lapmaster.После многих лет производства меняются требования к производственному процессу и безопасности продукции.
Притирочные машины Sunnen — Sunnen
Притирка — это процесс полировки, в котором используются абразивные поверхности, которые трутся о деталь для достижения желаемой отделки. Притирочный станок, такой как серия Sunnen SVL-2100, автоматизирует большую часть этого процесса полировки, тем самым повышая точность и производительность.
Станки для тонкого шлифования от Lapmaster International
В технологии тонкого шлифования используются планетарные станки и кинематика, аналогичные традиционным технологиям притирки, с рядом существенных преимуществ.Тонкое шлифование представляет собой технологию прецизионной чистовой обработки следующего поколения, предлагающую несколько преимуществ по сравнению с традиционным процессом притирки, но при этом обеспечивающую аналогичную плоскостность, параллельность …
Притирка и полировка — ScienceDirect
Классификация методов притирки и полировки по поколениям показана на рисунке 6.1. В настоящее время технология обработки, относящаяся к четвертому поколению, усовершенствованная версия технологии третьего поколения, применяется для изготовления оптических, электронных и механических устройств.
Компания Saunders Machinery | Притирочные станки …
Saunders Machinery Company продает бывшие в употреблении металлообрабатывающие станки, в частности бывшие в употреблении притирочные станки. Мы ведем инвентаризацию и выступаем в качестве брокера для многих станков Lapmaster, Spitfire, Speedfam, Stahli, Peter Wolters и других.
Технические условия на обертывание и покрытие трубопровода
Упаковочная машина должна быть оборудована устройством контроля перекрытия, должным образом отрегулированным для обеспечения следующего минимального перекрытия при любых условиях.4. Обертывание внахлест @ Технические условия на обертывание и покрытие трубопровода
(PDF) ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО СВАРОЧНОЙ МАШИНЫ С …
2348036826053 Резюме Был спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока. Первый полюс является первичной цепью и должен иметь четырехступенчатую катушку SA, AB …
Притирочные станки | Алмазный компаунд и ультразвуковой … — Kemet
Добро пожаловать в Kemet International. Компания Kemet International Limited, основанная в 1938 году, находится на переднем крае технологий точной притирки и полировки с использованием алмазных смесей и алмазных суспензий, которые производятся на собственном производстве в соответствии со стандартами качества ISO 9001: 2015.
Притирочные пластины — непревзойденная точность | Зажим | Угол …
Эти сплошные пластины используются для удаления заусенцев и тонкой притирки металлических соединений для обеспечения маслостойкой посадки. Маленький прямоугольный. Обе стороны отшлифованы с точностью до 0,001 дюйма в целом. Для размера 8x8x1 одна поверхность гладкая, а другая имеет канавки 1/16 дюйма, пересекающиеся на ½ дюйма под углом 90 °
На главную [www.a1lapping.com]
Напишите нам по электронной почте.> Skip intro
US6217421B1 — Метод притирки зубчатых колес — Патенты Google
Станок (20) для притирки или испытания зубчатых колес, состоящий из одной стойки станка (22), имеющей первую сторону (24). ) ориентирована перпендикулярно второй стороне (26), причем первая сторона имеет первый шпиндель (28) заготовки, вращающийся вокруг первой оси, а вторая сторона имеет второй шпиндель (38) заготовки, вращающийся вокруг второй оси.
Cross Lapper — Qingdao Huarui Jiahe Machinery Co., Ltd …
Китай Cross Lapper Каталог нетканых перекрестных притирочных машин для текстильной производственной линии Оборудование для производства нетканых материалов Поперечная притирочная машина Процесс перекрестной притирки нетканых материалов Вертикальная притирочная машина, Нетканые притирочные машины для Лоскутная машина для укладки и фальцовки стеганого нетканого материала с перекрестной притиркой Машина для перекрестной укладки слоев полиэфирного волокна предоставлена китайским производителем — Qingdao Huarui Jiahe Machinery Co., Ltd …
Основы притирки и полировки — South Bay Technology Inc.
Стабильность при притирке имеет решающее значение для получения плоских, точно контролируемых допусков на данном образце. Двигатель представляет собой двигатель с высоким крутящим моментом и регулируемой скоростью, который позволяет использовать широкий диапазон скоростей. Гибкость в управлении скоростью позволяет использовать инструмент в качестве шлифовального станка, высококачественного притирочного станка или полировального станка.
Восстановленное оборудование Longoria — Притирка, полировка и …
Притирочные станки — Полировальные станки — Шлифовальные станки Ознакомьтесь с нашим широким выбором притирочных станков.Мы предлагаем отремонтированные машины таких производителей, как Lapmaster-Wolters, Speedfam, Engis Hyprez, PR Hoffman, Strasbaugh, Spitfire и многих других.
Ручная шлифовка Дона Бейли — YouTube
Как вручную шлифовать деталь. В этом видео я покажу вам основы ручной притирки и насколько это просто. У нас также есть автоматический притирочный станок, который будет показан в следующем видео. Притирка будет …
Сборник железнодорожных переездов Австралии — YouTube
Это подборка видео различных сигналов переезда, действующих здесь, в Австралии.Как видите, они почти такие же, как и в США! Железнодорожная сигнализация всегда была …
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С …
2348036826053 Резюме Был спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока. Первый полюс — это первичная цепь, и она была спроектирована так, чтобы иметь четырехступенчатую катушку SA, AB …
‘cunt lapping’ Поиск — XVIDEOS.COM
Это моя новая подруга, притирающая влагалище Vol.21. 22 мин. Justwom — 20,8k просмотров — 360p. Это моя новая подруга, ласкающая пизду, том. 25. 20 мин Justwom — 7.6k просмотров — 360p. Грубый танец грязной чешской брюнетки. 13 мин. Amateur Lapdancer — 258,1 тыс. Просмотров — 1080p. monströser sperma für Petite Teen-Hure die in allen positionen schwergepfundet w.
Amazon.com: алмазный шлифовальный круг
Drilax, 6 дюймов, зернистость 600, профессиональное качество, высокая плотность, алмазное покрытие, плоская притирка, шлифовальный круг, круг, стекло, ювелирный полировальный инструмент, шлифовка, заточка металлической задней части 1/2 оправка (Grit600) 3.8 из 5 звезд 7. 11,99 долларов США 11,99 долларов США. Получите его во вторник, 10 марта. БЕСПЛАТНАЯ доставка для заказов на сумму более 25 долларов США, отправленных Amazon.
Определение схемы притирки — Investopedia
Схема притирки: Схема притирки — это мошенническая практика, которая включает изменение дебиторской задолженности, чтобы скрыть платеж по украденной дебиторской задолженности. Метод предполагает получение последующей дебиторской задолженности …
Stahli США — лидер в области точного производства
Мировой лидер в области тонкого шлифования, плоского хонингования, доводки и полировки.Ваш универсальный магазин для всех ваших потребностей в обработке на большинстве производителей!
Притирка и полировка — ScienceDirect
Притирка и полировка 373 Притирочная или полировальная машина Кольцо для кондиционирования Принудительное вращение с помощью ремня Плечо Рис. 6.11 «Притирочная машина для притирки кругового типа 374 Справочник (f Шлифовка и полировка керамики 4.0 ПОЛИРОВКА Устройство для удаления припуска в полировальной машине маленький, как показано на рисунке 6.2.
Швейцарские прецизионные ручные файлы по шаблону | Gesswein
Десятки размеров, форм и разрезов наших файлов высочайшего качества.Сортировать по:
Притирка ствола винтовки — Bison Armory
Притирка ствола винтовки / полировка — F. Bohl 26 апреля 2005 г. Стр. 3 из 8 Притирка — патроны, сделанные с пулями, покрытыми мелким абразивом, стреляют цепочками по 5 патронов, начиная с грубое зерно с последующей очисткой канала ствола и повторением обжига и очистки с каждым последующим более мелким зерном.
Общие сведения о тактильном покрытии на пешеходных переходах
Версия «Знакомство с тактильным покрытием на пешеходных переходах», откуда? Есть две точки, из которых может начаться это путешествие.Первый — это «случайный» инцидент, который привел к развитию мысли или идеи, второй — «опыт наблюдения».
Home :: Cosmic Crossings
Концерты Cosmic Crossings — это серия мероприятий электронной музыки, проводимых в Унитарной универсалистской церкви на Вашингтон-Кроссинг (также известной как UUCWC). Билеты на каждое шоу стоят 10 долларов, и все доходы идут на пользу UUCWC, который любезно предоставляет место для сериала.
Home — Kemet
алмазный продукт прецизионная притирка полировка xj прецизионная сверхмощная машина двухсторонняя притирочная полировка ультразвуковой очиститель металлографическая геология инструментальная комната алмазная продукция прецизионная полировка притирочная полировка xj precision сверхмощная машина двухсторонняя притирочная полировка ультразвуковая очистка металлографическая геология инструментальная комната east kemet far east pte ltd была основана в феврале 1983 года как
Precision Lapping
Добро пожаловать в Precision Lapping Компания Precision Lapping Ltd, основанная в 1981 году, сегодня является одним из ведущих специалистов Великобритании в области притирки плоских поверхностей, с клиентской базой, распределенной по всей аэрокосмической отрасли. , Оборона, автоспорт, медицина, наука, исследования, телекоммуникации, транспорт и общая инженерия.
Экспериментальное исследование процесса полировки цилиндрических …
Перед притиркой цилиндрические ролики обрабатывались токарной обработкой с ЧПУ (компьютерное числовое управление). Исходная шероховатость поверхности заготовок составляла 0,5 ± 0,02 мкм. Впоследствии цилиндрические ролики были притерты на двусторонней притирочной машине для достижения необходимого качества поверхности перед началом процесса полировки.
Easy Half Lap Joints: 7 шагов (с изображениями) — Instructables
Easy Half Lap Joints: Если вы когда-либо пытались разрезать сустав на половине круга и были разочарованы результатами, добро пожаловать в клуб.До сих пор мои коленные суставы сильно пострадали. Иногда идеально ровный, иногда рыхлый или слишком глубокий. Я устал от …
Копать глубже: бестраншейные методы перехода уменьшают воздействие …
Эти основные переходы имеют длину от 400 до 1600 метров и расположены по всему маршруту трубопровода. Мы провели оценку технической осуществимости, чтобы определить наиболее подходящие методы бестраншейного перехода на основе подземных условий в каждом конкретном месте.
Совет, необходимый для очистки перекрывающихся векторов — Vectric Forum
Итак, я сделал это новое программное обеспечение для генерации множества гильошированных паттернов, и оно работает довольно хорошо. Больше информации здесь. Моим последним дополнением было создание не только файлов .dxf с открытыми векторами для центра следа гравировки, но и закрытых векторов для контуров следов различной ширины, которые будут использоваться для Vcarving в Aspire / VCarvePro.
Притирочный инструмент — Приключения в часовом деле
Этот шестигранный ключ был задуман в качестве эксперимента для опробования притирочного инструмента.После обработки заготовка была подогнана к оправке инструмента, и шестигранная часть обработана до ширины 1,5 мм с помощью абразивных притирок. Инструмент, казалось, работал довольно хорошо, однако получившийся шестигранный ключ имеет небольшую конусность, что в этом случае будет работать нормально, но не предназначалось.
Показать инженерные переходы в профиль — Autodesk Community
Я прокладываю напорную канализацию. Я определил трассу и профиль маршрута. Хочу показать инженерные переезды (электричество, газ, вода и т. Д.) в плане и в профиль. Я думаю, что нужно создать блок и привязать его к пересечению на виде сверху, накрыть его на EG и опустить на предполагаемую глубину …
Стальные игольчатые надфили — Kemet
Стальные игольчатые надфили изготовлен из специальной хромистой стали с закалкой до 66HRc. Они используются ювелирами, инструментальщиками и оружейниками, а также все чаще в электронной и текстильной промышленности. Другие разрезы доступны по запросу. Изготовлен из хромистой стали. Твердость 66 HRc. Сертифицированный менеджмент качества согласно ISO 9001 / EN…
Притирочные и полировальные станки от Lapmaster…
Притирочные станки, полировальные станки, тонкие шлифовальные и хонинговальные станки. Мы также предлагаем абразивные продукты и системы ультразвуковой очистки. Наши услуги включают контрактную притирку, контрактную тонкую шлифовку и контрактную полировку, восстановление оптических поверхностей и разработку процесса притирки.
Автоматические полировальные станки, Суперфинишные станки …
Grindmaster производит шлифовальные станки, полировальные станки, станки для снятия заусенцев, станки для суперфиниширования. Предоставляет роботизированные решения, абразивные материалы с покрытием и пленкой, суперфинишные пленки.
Станок для шлифования седел клапанов по лучшей цене в Индии
Станок для шлифования седел клапанов — это операция, выполняемая в любом четырехтактном двигателе внутреннего сгорания, цель которой — шлифовать сопрягаемые поверхности тарельчатых клапанов и соответствующие седла клапана, которые управляют впуском и выпуском топливовоздушной смеси, которая приводит в движение поршни после цикла запуска.
Похожие сообщения:
Удаление притирочной смеси | Современный механический цех
Q:
Удаление притирочной пасты всегда было для нас проблемой.Наша текущая установка — это ультразвуковой очиститель, работающий на частоте 40 или 72 кГц с автоматическим вертикальным перемешиванием. Мы используем моющее средство под названием SPS-122, нагреваем моющее средство примерно до 135 ° F и чистим детали в течение примерно 4 минут. Самый большой недостаток — моющее средство несовместимо с алюминием. Некоторые команды здесь проводят предварительную очистку уайт-спиритом перед очисткой водой.
Каждые три месяца ко мне приходит инженер или менеджер в поисках лучшего способа удаления притирочной пасты. Я пытался убедить их прекратить использование притирочной пасты, но ни один инженер этого не допустил; это просто работает слишком хорошо.Что мне действительно нужно, так это другие моющие средства, предназначенные для удаления притирочной пасты, в идеале что-то безопасное для алюминия. У вас есть какие-нибудь рекомендации? — KP
A:
Притирочная паста может быть одним из наиболее сложных для удаления загрязнений из-за состава и нанесения. «Носитель», как правило, представляет собой масляную основу с добавкой поверхностно-активного вещества, делающей его водорастворимым, и абразивную среду, различающуюся по размеру и концентрации. Некоторые из наиболее распространенных абразивных сред — это карбид кремния, оксид алюминия и карбид бора.Притирочная паста используется на металлических поверхностях, которые требуют точной и однородной обработки поверхности, например, шестерен и седел клапанов.
После процесса притирки загрязнения, которые вы пытаетесь удалить, включают масло, поверхностно-активные вещества, воду, абразивные вещества и теперь мелкую металлическую пыль, которая была удалена с поверхностей во время притирки. Дополнительное ограничение, связанное с очистителем, совместимым со сталью и алюминием, еще больше ограничит ваши возможности.
Судя по вашему описанию, я думаю, что у вас определенно есть несколько вариантов процесса для оптимизации очистки.Помимо выбора другого очистителя, вы также должны оценить влияние некоторых доступных вам вариантов процесса. Например, как влияет частота ультразвука на эффективность очистки? Как правило, чем ниже частота, тем мощнее создается имплозия и, вероятно, тем больше удаляется почва. Однако это также может привести к повреждению деталей при использовании более тонких и мягких металлических деталей.
Перемешивание будет ключом к удалению твердых частиц, поэтому я рад видеть, что в дополнение к ультразвуку вы используете перемешивание.Можно ли увеличить эту вертикальную частоту, расстояние или фактически переместить части выше и ниже линии жидкости, чтобы увеличить силу?
Как вы ухаживаете за чистящим раствором? Есть ли фильтрация на баках для очистки и ополаскивания? Соответствует ли пористость фильтра количеству абразивных частиц, используемых в притирочной пасте? Соблюдаете ли вы рекомендации поставщика по частоте очистки резервуара, титрованию и поддержанию нужной прочности? Даже если вы тщательно соблюдаете все эти факторы, вам необходимо регулярно выливать химикаты и промывать баки.В это же время следует провести тщательную промывку всех резервуаров.
Что касается нового очистителя, я предлагаю связаться с вашим текущим поставщиком и сообщить ему о некоторых из этих проблем. Если они не могут предложить эффективную замену, возможно, пришло время начать поиск нового поставщика. Нейтральный источник для этого — веб-сайт этого журнала (processcleaning.com). Щелкните «Поставщики», чтобы найти поставщиков водных очистителей в разделе «Химические вещества для очистки и предварительной обработки».Поскольку большинство людей не связывают притирку с алюминием, вы должны обязательно довести это до сведения поставщика, как только начнете заниматься им по этому вопросу. Вполне вероятно, что это направит их предложение в определенном направлении. Вероятно, вам все равно понадобится щелочной очиститель для тяжелых условий работы, чтобы удалить этот трудный осадок, но очиститель может быть изготовлен с метасиликатом натрия, чтобы сделать его безопасным для использования с алюминием.
После того, как вы остановитесь на новом очистителе, я бы также посоветовал вам подумать об увеличении времени и температуры операции очистки, чтобы повысить ее эффективность.Мое эмпирическое правило: если я не могу очистить детали за десять минут, нужно проверить что-то еще. Возможно, более эффективным будет повышение температуры системы. Попробуйте увеличить температуру до 145–150 ° F, а затем еще раз на 10–15 ° F, чтобы оценить эффект. Это часто является важным фактором при очистке с использованием традиционных систем. Убедитесь в технических характеристиках продукта или непосредственно у поставщика, что химический состав очистителя совместим с более высокими температурами.Некоторые соединения производятся с использованием поверхностно-активных веществ, которые могут выходить из раствора при повышенных температурах, так как они превысили точку помутнения. В конце концов, я думаю, вы должны найти улучшенный процесс. ПК
.