Проверка головки блока цилиндров в Москве
Перейти к основному содержаниюПроверка блока цилиндров ГБЦ дизельных моторов — гарантия долговечности двигателя.
Обращайтесь в нашу компанию, если вам понадобилась срочная проверка блока цилиндров в Москве. В наш техцентр «ОЕМ Сервис» приезжают со всей Московской области, а числе наших клиентов транспортные организации.
Блоки цилиндров дизельных моторов нередко работают с различными дефектами. За их состоянием необходимо постоянно следить. Своевременное выявление и устранение неполадок продлевает срок службы рабочего состояния головки блока с цилиндрами.
Проверка блока цилиндров важный нюанс который позволяет выявить множество проблем двигателя. «ОЕМ Сервис» осуществляет различные диагностические мероприятия позволяющие выяснить причины неполадок.
- проверка блока головки цилиндров на микротрещины;
- проверка блока цилиндров на плоскость;
- проверка блока цилиндров на эллипсность;
- проверка головки блока цилиндров на герметичность;
- проверка плоскости блока цилиндров;
- проверка головки блока цилиндров на плоскость;
- проверка и подтяжка креплений головки блока цилиндров и другие виды выявления дефектов.


полный перечень работ по ремонту ГБЦ
- Первый этап – промывка и очистка;
- Затем с посадочных поверхностей ГБЦ, масляного поддона и других компонентов следует удалить остатки старых прокладок;
- Визуальный осмотр. Важно, чтобы на поверхности не было царапин;
- Процедуры, направленные на обезжиривание поверхностей;
- Осмотр резьбовых отверстий;
- Проверка коробления посадочной поверхности головки блока цилиндров.
Основные причины неисправностей головки
Ремонт блока цилиндров может потребоваться вам по следующим причинам:
- Водитель транспортного средства на постоянной основе нарушает температурный режим, который был рекомендован производителем;
- Закипание охладительной жидкости. В этом случае тепловые нагрузки будут очень серьезными;
- Подгорание клапанов.
В общем и целом, ремонт головки блока цилиндров чаще всего требуется именно из-за перегрева двигателя.
Цены на прверку и ремонт ГБЦ, а также заказанные операции обязательно вам понравятся. Мы делаем все возможное для того, чтобы наши услуги были доступны для людей с самыми разными финансовыми возможностями.
Проверка блока цилиндров всегда зависит от конкретных условий. Какой-то универсальной съемы в данном случае просто нет. Когда-то достаточно визуального осмотра, а когда-то – более тщательной диагностики с применением компьютерного оборудования.
В рамках первой консультации с нашими мастерами от вас потребуется максимально точное описание всех имеющихся симптомов. В этом случае мы сможем яснее понять, что именно происходит с вашим транспортным средством еще до диагностических процедур. Звоните нам в любой момент. Мы всегда готовы к сотрудничеству! Принимаем грузовые дизельные машины для техобслуживания.
Copyright © 2020. All rights reserved
Шлифовка головки блока цилиндров — когда лучше выполнять?
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра.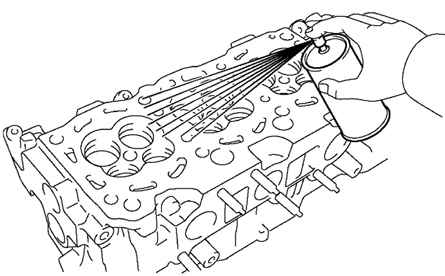 Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
- Когда нужна шлифовка ГБЦ
- Подготовка головки блока к шлифочным работам
- Процесс шлифовки ГБЦ
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ. Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала. Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.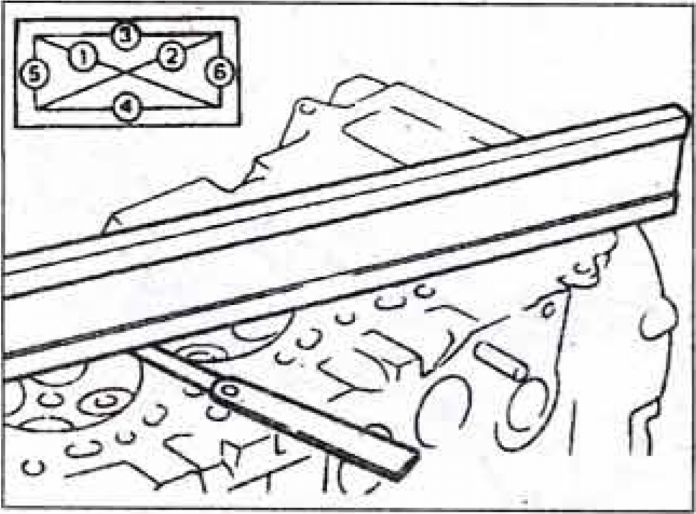
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки. После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Как проверить головку цилиндров на коробление
Крис Стивенсон
Jupiterimages/Photos.com/Getty Images
Головка цилиндра нагревается до самой высокой температуры среди всех компонентов двигателя, часто до тысяч градусов. Водяные рубашки должны быть встроены в головки цилиндров, чтобы охлаждать их, чтобы они полностью не деформировали и не прогорели прокладки головок. Чугун и алюминий, используемые в головках цилиндров, постоянно изгибаются под воздействием высоких температур и давлений, и это разрешено с определенными ограничениями. Однако иногда жар может стать настолько чрезмерным, что головы выпячиваются и деформируются сверх этих пределов. В этом случае необходимо разобрать двигатель и измерить указанные допуски.
Водяные рубашки должны быть встроены в головки цилиндров, чтобы охлаждать их, чтобы они полностью не деформировали и не прогорели прокладки головок. Чугун и алюминий, используемые в головках цилиндров, постоянно изгибаются под воздействием высоких температур и давлений, и это разрешено с определенными ограничениями. Однако иногда жар может стать настолько чрезмерным, что головы выпячиваются и деформируются сверх этих пределов. В этом случае необходимо разобрать двигатель и измерить указанные допуски.
Шаг 1
Обратитесь к руководству по ремонту вашего автомобиля, чтобы узнать, как правильно снимать головку (или головки) с вашего автомобиля. Используйте необходимые инструменты и попросите помощника помочь вам с подъемом и транспортировкой головки на ровную, чистую поверхность стола. Имейте руководство по техническому ремонту, к которому можно обратиться.
Шаг 2
Используйте проволочную щетку и очиститель карбюратора, чтобы полностью очистить нижнюю, боковые и верхнюю часть головки. В камерах сгорания ГБЦ и на плоской части привалочной поверхности не должно быть нагара. Когда вы закончите, у вас должна получиться блестящая металлическая поверхность.
В камерах сгорания ГБЦ и на плоской части привалочной поверхности не должно быть нагара. Когда вы закончите, у вас должна получиться блестящая металлическая поверхность.
Шаг 3
Установите головку камерой сгорания вверх. Закрепите его в тисках с широкими губками или поддержите головку деревянными брусками, чтобы она оставалась устойчивой. Возьмите новую стальную линейку с прямым краем и разместите ее вдоль внешнего края, от одного конца головы к другому. Поместите щуп в зазор между нижней частью линейки и поверхностью головки. Начните с самого маленького щупа.
Шаг 4
Проведите щупом вдоль головки, пока щуп не войдет внутрь. Измените толщину лезвия щупа, чтобы найти максимально допустимую толщину щупа, который будет входить в зазор. Измерьте длину головки вверх и вниз и запишите самое толстое лезвие щупа, прошедшее через зазор. Запишите это число. Точно такую же процедуру проделайте с другой стороны головы. Запишите измерение самого толстого лезвия, прошедшего под поверочной линейкой.
Шаг 5
Поместите линейку вдоль сечения головы от одного угла к противоположному. Вы сделаете то же самое с другим углом, который сформирует узор «X» через голову, разделив ее пополам посередине. Запишите самое толстое лезвие, проходящее под одним углом. Запишите число. Переключитесь на другие углы и сделайте такие же измерения. Запишите самое толстое лезвие, прошедшее под линейкой.
Шаг 6
Измерьте прямо поперек концов головки блока цилиндров и запишите самое толстое лезвие щупа, которое пройдет под зазором. Выполните такое же измерение с другой стороны. У вас должно получиться шесть мерок. Обратитесь к своему руководству по техническому ремонту, чтобы узнать максимально допустимые допуски на отклонение от плоскости, которые будут измеряться в тысячных долях дюйма. Допуски на алюминиевые головки не будут такими же, как на чугунные, поэтому убедитесь, что у вас правильные номера головок, а также конфигурация двигателя.
Шаг 7
Сравните ваши числа с максимально допустимыми для вашего двигателя. Например, двигатель V-6 не должен иметь большее число, чем 0,003 дюйма. Любое число, превышающее 0,004 дюйма для четырехцилиндрового двигателя или головки V-8, будет выходить за рамки спецификаций. Прямые шестицилиндровые головки могут иметь не более 0,006 дюйма.
Например, двигатель V-6 не должен иметь большее число, чем 0,003 дюйма. Любое число, превышающее 0,004 дюйма для четырехцилиндрового двигателя или головки V-8, будет выходить за рамки спецификаций. Прямые шестицилиндровые головки могут иметь не более 0,006 дюйма.
Каталожные номера
- Автомобиль AA1: Восстановление поверхности головки блока цилиндров
- Автомобиль AA1: Ремонт головки блока цилиндров с верхним распредвалом (OHC)
Вещи, которые вам понадобится
- Руководство по ремонту технологий
- Руководство по ремонту владельца
- Скамья вице-вице (если применимо)
- Деревянные блоки
- Carburetor Cleaner
- Стальная крайняя руль (24-в-дюйм
- Стальная крайняя край (24-дюймовая)
- Стальная края. Щупы
- Блокнот и карандаш
Writer Bio
Крис Стивенсон пишет с 1988 года. Его автомобильная профессия насчитывает более 35 лет, и в 1919 году он написал руководство по ремонту автомобилей «Автомошенничество и мошенничество при ремонте автомобилей». 90. Стивенсон имеет сертификат PDS Toyota, сертификат тормозов ASE, сертификат Закона о чистом воздухе и лицензию на смог в Калифорнии.
90. Стивенсон имеет сертификат PDS Toyota, сертификат тормозов ASE, сертификат Закона о чистом воздухе и лицензию на смог в Калифорнии.
Другие статьи
Как очистить сопрягаемую поверхность головки цилиндров
Необходимая подготовительная работа
Наиболее динамичное и ответственное уплотнение двигателя, прокладка головки блока цилиндров должна выдерживать высокие температуры и движения отливки, чтобы обеспечить идеальное и надежное уплотнение. Он не только должен выдерживать экстремальные давления в цилиндрах, возникающие в процессе сгорания, но также должен герметизировать масло под высоким давлением, сливные патрубки и охлаждающую жидкость двигателя. Существует ряд переменных, влияющих как на горизонтальное, так и на вертикальное движение, происходящее между головкой блока цилиндров и блоком двигателя (площадью платформы).
Fel-Pro® использует множество новейших технологий герметизации, доступных для разработки прокладок головок, которые соответствуют и компенсируют незначительные дефекты поверхности, при этом будучи достаточно плотными, чтобы поддерживать равномерную нагрузку между головкой цилиндров и блоком.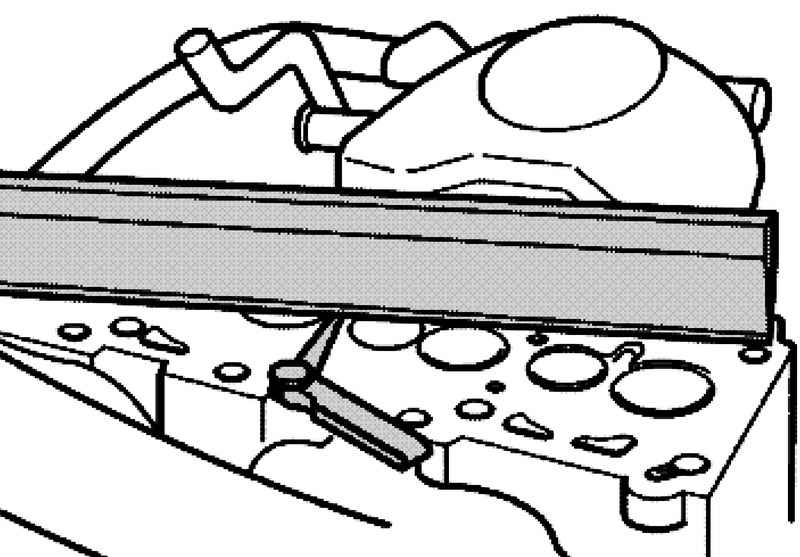 Однако даже самая лучшая прокладка головки блока цилиндров не может герметизировать плохо подготовленную поверхность. Перед установкой новой прокладки головки блока цилиндров необходимо проверить состояние поверхности блока цилиндров и головки цилиндров и отполировать их, если они не соответствуют техническим требованиям.
Однако даже самая лучшая прокладка головки блока цилиндров не может герметизировать плохо подготовленную поверхность. Перед установкой новой прокладки головки блока цилиндров необходимо проверить состояние поверхности блока цилиндров и головки цилиндров и отполировать их, если они не соответствуют техническим требованиям.
Определение надлежащей отделки
Для определения надлежащей обработки поверхности учитывайте металлургию отливок головки и блока, а также материал и конструкцию прокладки головки, используемой при установке. Различные прокладки требуют разной обработки поверхности, поэтому обработка поверхности должна соответствовать типу прокладки, который требуется для конкретного применения. Чтобы определить требования к чистоте поверхности, обратитесь к руководству по ремонту OEM.
Невозможно переоценить важность получения надлежащей обработки поверхности, соответствующей стилю используемой прокладки головки блока цилиндров. Каждый тип прокладки головки Fel-Pro — будь то PermaTorque® MLS, PermaTorque, сплошной или перфорированный сердечник, однослойная рельефная сталь или другие типы — предъявляет особые требования к чистоте поверхности. Если поверхность слишком гладкая, прокладка будет иметь меньше сцепления и может протекать; если поверхность слишком шероховатая, прокладке будет трудно приспособиться к дефектам поверхности, и она также может протекать. Чистоту поверхности можно проверить с помощью компаратора чистоты поверхности или профилометра. Проверка чистоты и плоскостности поверхности головки блока цилиндров является важным шагом перед установкой прокладки головки блока цилиндров.
Каждый тип прокладки головки Fel-Pro — будь то PermaTorque® MLS, PermaTorque, сплошной или перфорированный сердечник, однослойная рельефная сталь или другие типы — предъявляет особые требования к чистоте поверхности. Если поверхность слишком гладкая, прокладка будет иметь меньше сцепления и может протекать; если поверхность слишком шероховатая, прокладке будет трудно приспособиться к дефектам поверхности, и она также может протекать. Чистоту поверхности можно проверить с помощью компаратора чистоты поверхности или профилометра. Проверка чистоты и плоскостности поверхности головки блока цилиндров является важным шагом перед установкой прокладки головки блока цилиндров.
Измерение шероховатости с помощью компаратора шероховатости поверхности
Средняя шероховатость (Ra) — это среднее микродюймовое измерение высоты шероховатости плоской поверхности от пика до впадины. Чем ниже число Ra, тем более гладкой является поверхность. Fel-Pro рекомендует покрытие от 60 до 80 Ra для головок и блоков цилиндров из чугуна и от 50 до 60 Ra для алюминия.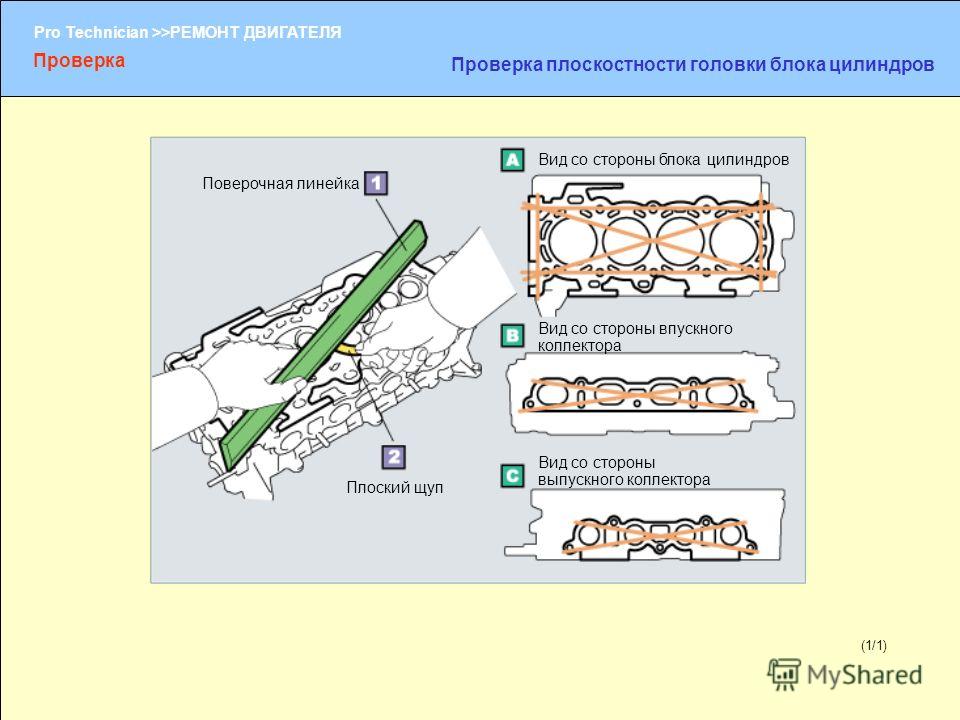
Fel-Pro использует запатентованные покрытия прокладок головки и облицовочные материалы, предназначенные для заполнения незначительных дефектов поверхности и обеспечения улучшенной герметизации неровных поверхностей, возникающих при ремонте. Прокладки OEM MLS хорошо работают на новых, плоских, чистых отливках, поскольку они требуют очень гладкой поверхности, обычно 20-30 Ra или меньше.
Прокладки головок PermaTorque MLS от Fel-Pro разработаны специально для ремонтных работ и имеют специальное покрытие, позволяющее выдерживать шероховатость до 80 Ra. Плоскостность поверхности в равной степени важна для чистоты поверхности, поэтому всегда проверяйте компоненты, чтобы убедиться, что они не деформированы и не деформированы. Чтобы поддерживать постоянный контакт между прокладкой головки блока цилиндров и сопрягаемыми поверхностями, все поверхности деки должны быть изначально плоскими и оставаться плоскими после затяжки в соответствии со спецификацией. Хорошее правило плоскостности заключается в том, что плоскостность поверхности, измеренная в тысячных долях дюйма, никогда не должна превышать количество цилиндров на каждом ряду по длине блока.
Например, ни один блок или головка цилиндра не должны превышать 0,003 дюйма при выходе из строя, если имеется 3 цилиндра, как это было бы в двигателе с рядным 3 или V6. В двигателях с рядным 4 и V8 никогда не должно превышать 0,004 «вне квартиры» и так далее. Ни один блок или головка не должны выступать из плоскости более чем на 0,002 дюйма по ширине поверхности.
Загрузить бюллетень
Узнайте больше о качественных прокладках Fel-Pro, разработанных для ремонта, найдите свою автомобильную деталь , или найдите, где купить автозапчасть уже сегодня.0005
Информация, содержащаяся в этой статье, предназначена только для информационных целей и не должна использоваться вместо обращения за профессиональной консультацией к сертифицированному технику или механику. Мы рекомендуем вам проконсультироваться с сертифицированным техническим специалистом или механиком, если у вас есть конкретные вопросы или проблемы, связанные с любой из тем, затронутых в этом документе.