Блок цилиндров: расточка или хонингование? / Ремонт двигателей
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем. Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно. ..
..
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм — это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая производительность, надежность, точность, простота управления, наличие автоматики.
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени.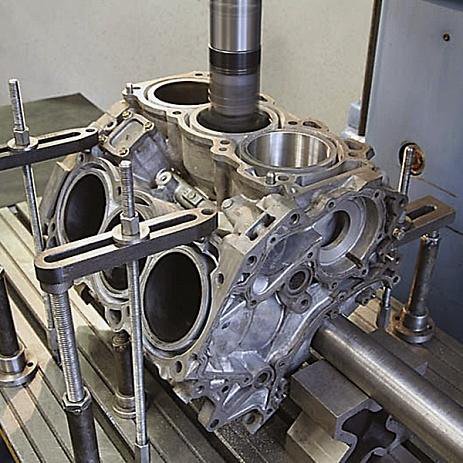 Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.
Расточка блока цилиндров
Блок цилиндров считается одной из самых важных частей двигателя автомобиля. От качества работы блока цилиндров будет зависеть эффективность работы всего ДВС. Однако, по мере износа двигателя Вашего автомобиля, внутренняя поверхность цилиндров может терять правильную цилиндрическую форму, что приводит к проблемам в работе ДВС и потере его мощности. Чаще всего эти проблемы связаны с деформацией и выводом из строя силовых агрегатов двигателя, вызванных чрезмерным внутренним напряжением. Нередко нарушения внутренней поверхности блока возникают при неравномерном износе цилиндра, например когда ось цилиндра не перпендикулярна оси коленвала. Это приводит к неравномерному движению поршня в блоке, в результате чего происходит повышенный износ двигателя. Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
В чём же заключается суть такой процедуры? Расточкой блока цилиндров называют устранение неровностей и дефектов (нередко заводских) путём снятия слоёв метала в тех местах блока, где имеется дефект, зазубрина, неровность или слишком узкий диаметр просвета. Также расточка позволяет выровнять оси цилиндров, и выправить нарушенную геометрию блока. Иногда расточку блока цилиндров проводят исключительно для того чтобы увеличить мощность двигателя автомобиля (под больший диаметр цилиндра). На первый взгляд процедура кажется до банальности простой. Но это не так. Здесь очень важна геометрическая точность работы, так как ошибка мастера может привести двигатель к поломке. В нашем автосервисе проводят работу по расточке блока цилиндров, состоящую из трёх основополагающих этапов – это дефектовка, собственно расточка и хонингование (шлифовка) блока.
Перед началом работ по расточке, квалифицированные специалисты проводят дефектовку блока цилиндров. Дефектовка позволяет определить ремонтопригодность цилиндра, а также причины и величину неисправности, способы её устранения. Дефектовка блока цилиндров проводится при помощи визуального осмотра двигателя и при помощи особых измерительных приборов, которые позволяют определить степень износа маховика, коленвала, блока цилиндров, а также выявить геометрические отклонения и дефекты блока и т.д. Без проведения дефектовки дальнейшая работа по ремонту бессмысленна. После проведения всех диагностических процедур и выявления деформаций и нарушений работы блока цилиндра, приступают к самой расточке.
Дефектовка позволяет определить ремонтопригодность цилиндра, а также причины и величину неисправности, способы её устранения. Дефектовка блока цилиндров проводится при помощи визуального осмотра двигателя и при помощи особых измерительных приборов, которые позволяют определить степень износа маховика, коленвала, блока цилиндров, а также выявить геометрические отклонения и дефекты блока и т.д. Без проведения дефектовки дальнейшая работа по ремонту бессмысленна. После проведения всех диагностических процедур и выявления деформаций и нарушений работы блока цилиндра, приступают к самой расточке.
Расточка блока цилиндров – очень точная и тонкая процедура, требующая от специалиста особых навыков и умений. Говоря простым языком, расточкой называют поэтапное снятие металла со стенок блока, при помощи специальных резцов. Во время проведения работы, двигатель фиксируется на столе расточного станка таким образом, чтобы его верхняя и нижняя части были параллельны друг другу. Это позволяет добиться постепенного выравнивания поверхности и равномерности диаметра цилиндра.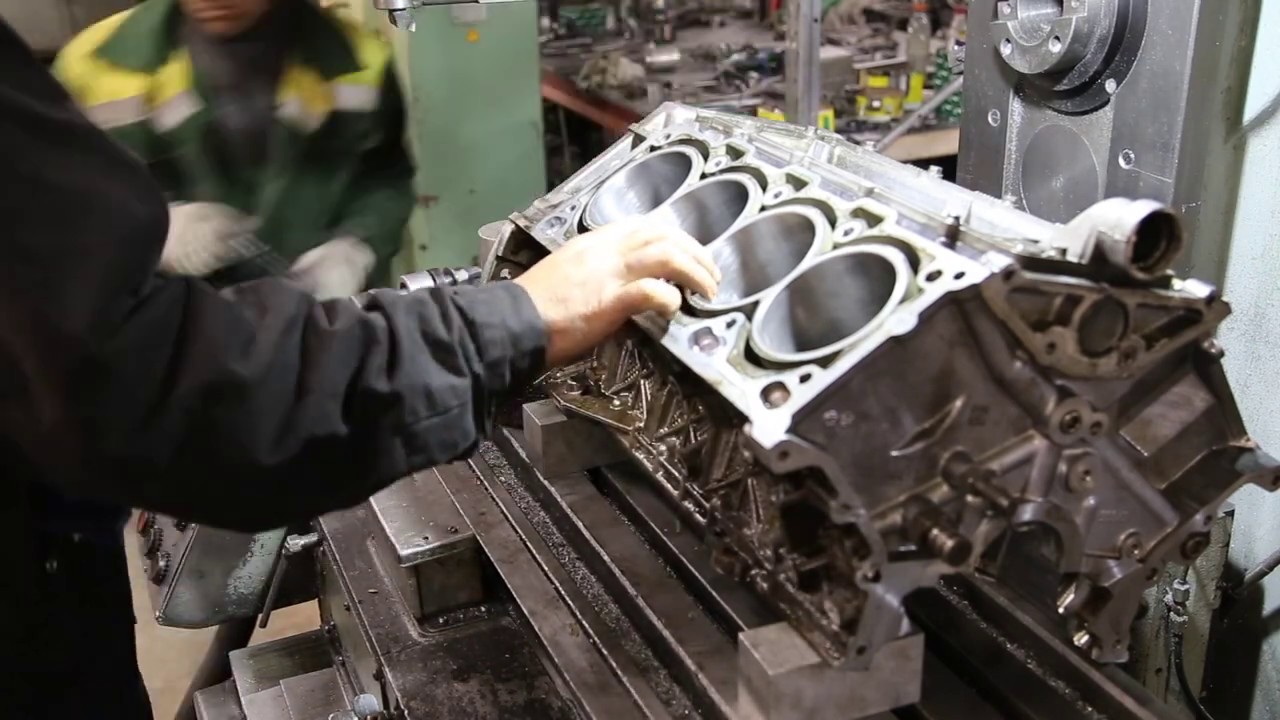 После этого каждый отдельно поршневой отсек растачивается при помощи специальных резцов. Качественно выполнить подобную процедуру могут лишь специалисты автосервиса, на профессиональном оборудовании. Все попытки дилетантов произвести расточку в домашних условиях, как правило, приводят к поломке или последующей некачественной работе двигателя.
После этого каждый отдельно поршневой отсек растачивается при помощи специальных резцов. Качественно выполнить подобную процедуру могут лишь специалисты автосервиса, на профессиональном оборудовании. Все попытки дилетантов произвести расточку в домашних условиях, как правило, приводят к поломке или последующей некачественной работе двигателя.
Заключительным этапом расточки является хонингование, или шлифовка блока цилиндров. Хонингование часто называют чистовой работой по расточке блока цилиндров, поскольку она позволяет добиться идеальной точности и гладкости обрабатываемой поверхности. Шлифование поверхности цилиндров проводится при помощи мелкозернистых абразивных блоков, которые возвратно-поступательными движениями опускаются в каждый из цилиндров. Во время проведения хонингования применяют смазку на керосине или керосиновой смеси веретённого масла. Некоторые дилетанты, считают этот этап работы необязательным, не имеющим особого значения. Наши специалисты с ними не согласны.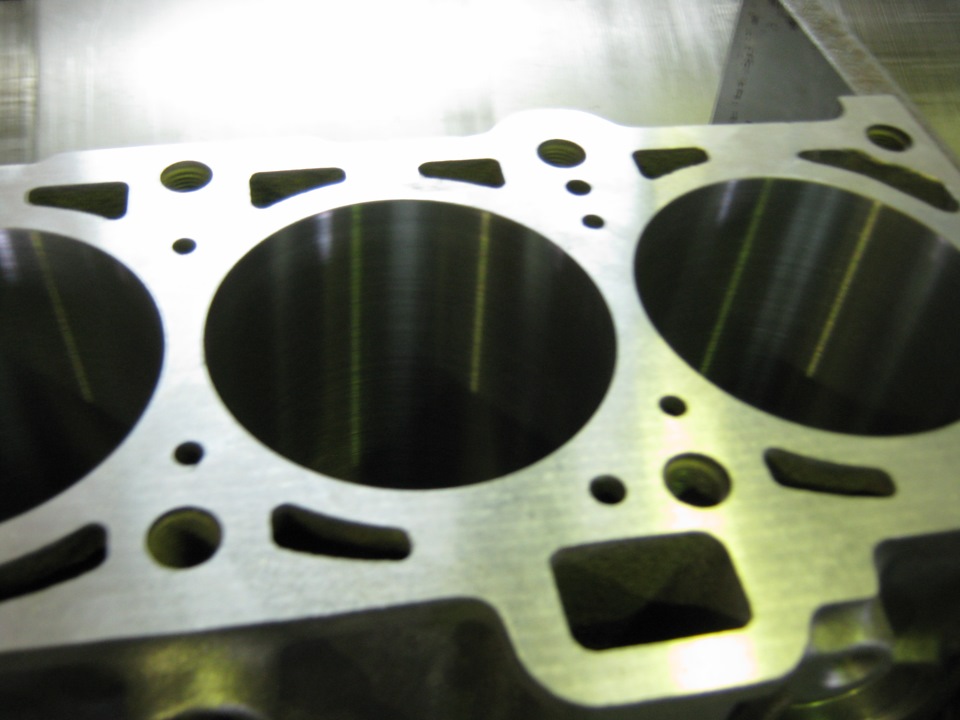 Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Ремонт блока цилиндров в Москве
Подробнее по телефону: 8 (495) 766-68-66
| Расточка двигателя и хонингование (расточка блока цилиндров цена) | ВАЗ 2101-2112, Таврия, ГАЗ-402, АЗЛК / «Ока» | 2500\1500 | |
| ВАЗ, Таврия / «Ока» ( через ремонт или переход с диаметра 76,0 на 79,0 мм ) | 3500\2500 | ||
| ВАЗ от оси коленвала («от постели») | 3000 | ||
| ГАЗ-406; ГАЗ-405; ГАЗ-409 | 2500 | ||
| ГАЗ -421; УАЗ (диаметр 100 мм) | 2500 | ||
| иномарка (в том числе через ремонт) | за 1 цилиндр | 1000 | |
| иномарка (алюсил) | за 1 цилиндр | 2150 | |
| двухтактного двигателя, диаметр до 45 мм | за 1 цилиндр | 1500 | |
| двухтактного двигателя, диаметр свыше 45 мм | за 1 цилиндр | 1500 | |
| Расточка двигателя и хонингование с ФГБЦ | ВАЗ 2101-2112 | 3500 | |
| Дохонинговка (восстановление сетки хона) | 50% | ||
| Гильзовка и хонингование блока цилиндров (без стоимости гильз) | ВАЗ, Таврия/ «Ока» | 7000\4000 | |
| ГАЗ 406; ГАЗ-405; ГАЗ-409 | 7000 | ||
| УАЗ (диаметр 100 мм) | 9000 | ||
| иномарка (чугун) | за 1 цилиндр | 3500 | |
| иномарка (алюминий) | за 1 цилиндр | 4000 | |
| иномарка V-образный (чугун) | за 1 цилиндр | 4500 | |
| иномарка V-образный (алюминий) | за 1 цилиндр | 4500 | |
| Работа по 1 цилиндру или съем более 1 мм | + 20% | ||
| Дополнительные услуги по блоку цилиндров | |||
| Замена вкладышей ВПМН: | ВАЗ 2101-2107 / ГАЗ 406 | 740/1200 | |
| иномарка | за 1 опору | 1200 | |
| Перепрессовка поршней | ВАЗ, ОКА | за единицу | 250 |
| иномарка | за единицу | 250 | |
| Шлифовка ВПМН (в ремонтный размер) | ВАЗ 2101-2107 | 250 | |
| ГАЗ-406 | 490 | ||
* на услуги, отсутствующие в прайс-листе и нестандартные операции, цены договорные
** грязные детали принимаются в работу только при условии заказа мойки
*** цены действительны на 01. 01.2018 и являются ознакомительными
01.2018 и являются ознакомительными
**** на срочные заказы +50%
Ремонт блоков цилиндров
Ремонт блока цилиндров двигателя может включать в себя как одну, так и несколько технологических операций. Основные виды ремонта блока цилиндров: мойка блока, опрессовка блока, расточка цилиндров, расточка блоков, хонингование блока, гильзовка блока, шлифовка блока, ремонт постели коленвала, сварка блока цилиндров. Далее немного подробнее рассмотрим каждую из них.
Мойка блока цилиндров
В процессе эксплуатации детали двигателя получают достаточно сильные загрязнения, вызванные разными факторами. Чтобы удалить внешние и внутренние загрязнения используется мойка блока цилиндров. Существует несколько видов мойки: технологическая мойка блока, чистовая мойка блока, ультразвуковая мойка блока. Можно использовать их как по отдельности, так и в комплексе для получения максимального результата.
Опрессовка блока цилиндров
Для выявления микротрещин или возможных мест утечек жидкости / масла применяют опрессовку блока цилиндров. Для точного определения таких мест деталь предварительно разогревают до ее обычной рабочей температуры, а далее в каналы, которые необходимо проверить, подается избыточное давление.
Для точного определения таких мест деталь предварительно разогревают до ее обычной рабочей температуры, а далее в каналы, которые необходимо проверить, подается избыточное давление.
Расточка цилиндров и хонингование блока цилиндров
В процессе эксплуатации блока больше всего подвержены износу стенки цилиндров. Расточка блока цилиндров применяется для восстановления размеров цилиндра предусмотренных заводом изготовителем. Перед расточкой каждый блок обязательно промеряется для определения необходимых размеров поршневой группы. Для наиболее точного попадания в тепловой зазор блок цилиндров растачивается относительно поршня. После расточки все блоки обязательно хонингуются — на зеркало цилиндра наносится мелкоструктурная сетка, необходимая для удержания масляной пленки. Хонинговка блока цилиндров выполняется специальными мелкозернистыми камнями. Наличие такой пленки на стенках цилиндра в разы увеличивает ресурс работы блока цилиндров. Наша мастерская может расточить блок цилиндров в течении одного дня! Расточка блока цилиндров ВАЗ — 3 часа, при наличии необходимой поршневой группы!
Гильзовка блока цилиндров
Когда невозможно восстановить блок путем расточки цилиндров, производится гильзование блока цилиндров под номинальный размер поршневой группы. Суть данной операции заключается в расточке блока под ремонтную гильзу и ее установке. Далее гильза растачивается под необходимый размер поршня. Возможна гильзовка чугунных и алюминиевых блоков цилиндров. В нашей мастерской гильзовка двигателя выполняется в кротчайшие сроки.
Суть данной операции заключается в расточке блока под ремонтную гильзу и ее установке. Далее гильза растачивается под необходимый размер поршня. Возможна гильзовка чугунных и алюминиевых блоков цилиндров. В нашей мастерской гильзовка двигателя выполняется в кротчайшие сроки.
Шлифовка блока цилиндров
При сильном перегреве двигателя происходит деформация головки блока, а в ряде случаев и самого блока цилиндров. Для выравнивая привалочной плоскости ГБЦ применяется шлифовка блока цилиндров.
Ремонт постели коленвала
Во многих случаях задира шейки коленвала страдает не только коленчатый вал, но и постель коленвала в блоке цилиндров. Образуются задиры на крышках, а иногда нарушается геометрия постели. Для восстановления постели коленвала производят ее ремонт, который заключается в занижении крышек, установки их на блок с необходимым моментом затяжки и дальнейшей расточкой / хонингованием. Мы выполняем все виды работ по ремонту двигателей, чтобы главная деталь автомобиля прослужила долгие годы!
.
Услуги
Мы предоставляем следующие услуги:
1. БЛОК ЦИЛИНДРОВ (БЦ)
Мойка БЦ
Хонингование цилиндров (включая «плато» — хонингование)
Расточка цилиндров с хонингованием (включая «плато» — хонингование)
ГИЛЬЗОВКА (Установка «сухой» гильзы с хонингованием, включая «плато» — хонингование)
Ремонт постелей в БЦ
Замена втулки
Обработка плоскости разъема блока
Восстановление хон.риски
Съем форсунки
2. ГОЛОВКА БЛОКА ЦИЛИНДРОВ (ГБЦ)
Мойка Головки Блока Цилиндров (ГБЦ)
Разборка от коллектора
Разборка от осей и коромысел или от РВ
Разборка головки блока
Сборка головки блока
Обработка плоскости Головки Блока Цилиндров (ГБЦ)
Обработка плоскости коллекторов
Замена седла клапана ( без изготовления)
Изготовление седла клапана
Правка седла клапана
Расточка в чугунных головках под направляющие втулки
Замена направляющей втулки клапана с правкой седла (без изготовления)
Изготовление втулки напр. клапана
клапана
Притирка клапана
Ремонт направляющей втулки клапана
Замена маслосъемного колпачка
Шлифовка клапана
Снятие нагара с клапана
Ремонт постели Головки Блока Цилиндров (ГБЦ)
Замена форкамеры
Регулировка зазоров в КМ
Ремонт свечного отверстия на а/м
Ремонт направляющей втулки клапана в Головке Блока Цилиндров (ГБЦ)
3. КОЛЕНЧАТЫЙ ВАЛ
Мойка коленчатого вала
Шлифовка к/в
Полировка к/в
Восстановление хвостовика и шпоночного паза
Восстановление внутренней резьбы хвостовика
4. ШАТУН
Мойка шатунов
Проверка геометрии Нижней Головки Шатуна (НГШ)
Ремонт Нижней Головки Шатуна (НГШ)
Ремонт Верхней Головки Шатуна (ВГШ)
Перепрессовка поршня (горячепрессовая посадка):
Перепрессовка поршня (плавающий палец):
Подгонка по весу (шатун / поршень)
Заказ запчастей
Наша фирма проводит консультации по широкому кругу вопросов, включающий в себя ремонт двигателей, хонингование, расточка, тюнинг, итд. ..
..
Расточка блоков цилиндров
Расточка цилиндров. От 1 210 руб за цилиндр.Сроки выполнения расточк в 2019 году — 1 день! В наличии на складе большое количество поршней разных ремонтных размеров! Полностью модернизирован и расширен станочный парк! Новые расточные и хонинговальные станки. Максимальное качество, минимальные сроки- адекватные цены!
Компанией Центр «МОТОР» выполняется расточка любых блоков цилиндров: расточка чугунных блоков, расточка алюминиевых блоков, расточка V-образных и W-образных блоков, расточка блоков цилиндров Subaru.
При расточке блока, цилиндры обрабатываются под ремонтные поршни увеличенного диаметра: сначала растачиваются, а потом хонингуются. Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру.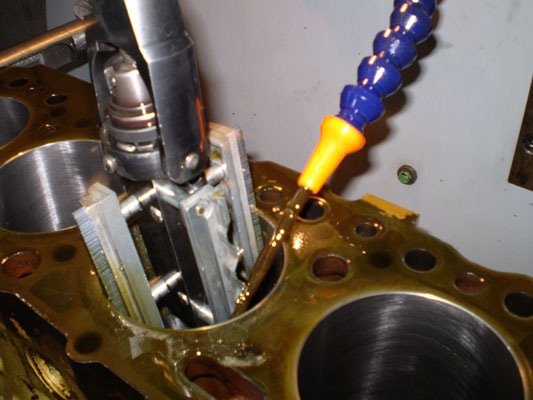 Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка — мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка — мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
В случаях, когда расточить блок цилиндров нет возможности (глубокие повреждения либо отсутствие ремонтных запчастей) мы всегда можем предложить
гильзовку блока либо гильзовку отдельных цилиндров.
Стоимость работ по расточке и хонингованию блока цилиндров:
| Отечественные автомобили | Цена за БЛОК |
| ВАЗ, ГАЗ | 3 388 |
| ВАЗ, ГАЗ через ремонт или с переходом на другой диаметр | 3 800 |
ГАЗ-421, УАЗ (диаметр 100 мм. ) )
|
4 000 |
| Иномарки | Цена за ЦИЛИНДР |
| Иномарка, в том числе через ремонт | 1 210 |
| «Субару» | 1 573 |
| Иномарка- алюсил | 2 420 |
| Двухтактного двигателя от | 1 000 |
| Подхонинговка (восстановление сетки хона) | 440 |
| Работа по одному цилиндру или съем более1 мм | +20% |
Расточка и хонингование блока цилиндров
- Расточка и хонингование блоков легковых и грузовых автомобилей
- Расточка и хонингование гильз
- Расточка и хонингование цилиндров мототехники (двух- и четырехтактных)
- Гильзовка и хонингование блоков V-образных конструкций
В процессе эксплуатации двигатель автомобиля испытывает серьёзные нагрузки. Неправильное обслуживание или некачественный ремонт силовой установки способны нанести непоправимый ущерб работоспособности мотора. Доверять «сердце» Вашего автомобиля нужно профессионалам, обладающим необходимым опытом работы.
Неправильное обслуживание или некачественный ремонт силовой установки способны нанести непоправимый ущерб работоспособности мотора. Доверять «сердце» Вашего автомобиля нужно профессионалам, обладающим необходимым опытом работы.
Компания «Ремонт центр» готова выполнить работы любого уровня сложности, касающиеся силовой установки автомобиля. Накопленный 15-летний опыт работы и уникальная техническая база позволяют все операции выполнять максимально качественно и в установленные сроки.
Так, большой популярностью у наших клиентов пользуются расточка и хонингование блока цилиндров, позволяющие увеличить эксплуатационные характеристики двигателя и продлить срок его службы. Работы выполняются с использованием профессионального инструмента и промышленного станочного оборудования. Наши специалисты обладают необходимым опытом работы и каждый год проходят повышение квалификации.
Расточка блока цилиндровРасточка блока цилиндров представляет собой процесс механической обработки стенок цилиндров двигателя для придания правильной геометрической формы в заданный размер. Для выполнения таких сложных операций применяется специальное оборудование. Расточка блока цилиндров требуется при осуществлении капитального ремонта двигателя или с целью увеличения мощности.
Для выполнения таких сложных операций применяется специальное оборудование. Расточка блока цилиндров требуется при осуществлении капитального ремонта двигателя или с целью увеличения мощности.
При интенсивном использовании транспортного средства метал стенок блока цилиндров испытывает серьёзные нагрузки и со временем утрачивает свою изначальную форму. Это приводит к потере мощности мотора, повышенному расходу топлива, масла и появлению сизого дыма (симптом, сигнализирующий о том, что топливно-воздушная смесь полностью не сгорает). Восстановить прежние эксплуатационные характеристики двигателя можно после расточки блока цилиндров в компании «Ремонт центр».
Хонингование цилиндровХонингование блока цилиндров выполняется с целью снижения дефектов стенок цилиндров и нанесения микропрофиля — хонинговальной сетки, обеспечивающей правильную смазку паре трения поршень-цилиндр. Подобная технология требует тонкой настройки оборудования и опытных специалистов.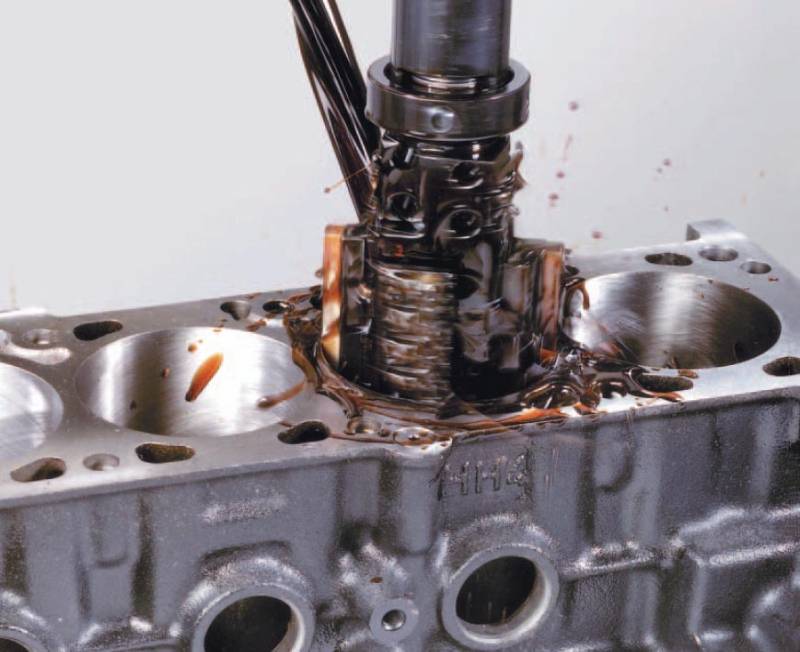 Наша компания выполняет хонингование цилиндров легкового, грузового и спец транспорта с соблюдением строгих норм и высоким уровнем качества.
Наша компания выполняет хонингование цилиндров легкового, грузового и спец транспорта с соблюдением строгих норм и высоким уровнем качества.
Расточка и хонингование блока цилиндров представляют собой высокоточные операции, последовательность которых четко соблюдается. Первоначально выполняется расточка, после — хонингование.
Почему клиенты выбирают компанию «Ремонт центр»?Наша компания строго следит за соблюдением технологии расточки и хонингования блока цилиндров, а работа выполняется на профессиональном оборудовании. Каждый клиент получает индивидуальный подход и возможность воспользоваться уникальным сервисом.
Наши преимущества- Оборудование высокой точности
- Опытные специалисты и большой опыт работы
- Доступные цены
- Выгодные условия сотрудничества для постоянных клиентов
Мы предлагаем воспользоваться нашими услугами физическим и юридическим лицам на взаимовыгодных условиях сотрудничества на постоянной основе.
Рекомендуем также посетить разделы Гильзовка блока цилиндров
Перейти к разделу Ремонт ГБЦ
Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей — это большой интерес для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, так как механики в этих мастерских имеют квалифицированное обучение и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный.Это особенно важно, когда дело касается расточки, хонингования и балансировки двигателя.
Расточка Растачивание двигателя предполагает использование машин для расширения и сужения цилиндров. С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на то, сколько топлива потребляет цилиндр для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за один оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя, а также его экономии топлива. В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем — это лишь один из факторов, влияющих на мощность вашего двигателя. Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Другие факторы включают подачу топлива, расположение клапанного механизма, принудительную индукцию и системы зажигания. В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание производится также при ремонте двигателей механиками. За годы эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы использования.
Растачивание двигателя лучше доверить профессиональным механикам, поскольку неудачная работа может привести к серьезным проблемам.Если отверстие не выполнено правильно, это может привести к детонации двигателя.
Пуск двигателя — еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя.Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Увеличивая расстояние, на которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя.Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Хонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется в самых разных сферах, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент с абразивом для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы.Хонингование проводится после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Очень важно правильно отточить. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков для воспроизведения отделки цилиндра OEM. В некоторых регионах страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
БалансировкаБалансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, включая:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью. Многие люди не осознают, что их автомобили приводятся в действие за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Многие люди не осознают, что их автомобили приводятся в действие за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных деталей. Механики должны уравнять вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем оцениваются вращающиеся и совершающие возвратно-поступательное движение грузы изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузы, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться перебалансировать коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работу по балансировке выполнял квалифицированный специалист с соответствующими инструментами, чтобы обеспечить очень точную работу по балансировке двигателя, особенно если вы проводите повышение производительности своего автомобиля.
Быстро развивающийся рынок запасных частей для автомобилейРемонт двигателей и другие послепродажные работы — это быстро развивающаяся отрасль в США. Американцы любят свои автомобили, и они любят персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем работает более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые упорные мастера работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
Выбирая механический цех для ремонта или модернизации двигателя, обязательно задайте следующие вопросы:
Является ли этот магазин надежным поставщиком необходимого мне ремонта или модернизации двигателя? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение.Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть сложно это оценить. Возможно, стоит поговорить с магазином, который вы собираетесь использовать, чтобы узнать, какие инструменты они используют, а затем провести небольшое исследование.
Персонал заинтересован в его работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто делают работу.Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингом, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим.Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Искусство и наука хонингования цилиндров
Вся идея создания двигателя состоит в том, чтобы захватить как можно больше воздуха и надлежащего соотношения топлива в пространстве сгорания, сжать его, зажечь и использовать сгорание для создания давления и мощности. Один из лучших способов оптимизировать это давление — не дать ему просочиться через кольца. Для этого нужен не только круглый цилиндр, но и цилиндр, обеспечивающий надлежащую подготовку стены с точки зрения штриховки и текстуры.
Один из лучших способов оптимизировать это давление — не дать ему просочиться через кольца. Для этого нужен не только круглый цилиндр, но и цилиндр, обеспечивающий надлежащую подготовку стены с точки зрения штриховки и текстуры.
Хотя это звучит просто, выполнение процесса требует серьезного внимания к деталям. Нет смысла вкладывать тысячи долларов в хитрые поршни, кольца, головки цилиндров, клапанный механизм и индукцию только для того, чтобы сэкономить на подготовке стенок цилиндров.В этом выпуске серии EngineLabs Blueprint Series будут представлены некоторые текущие идеи, которые следует серьезно рассмотреть при следующей сборке движка производительности.
Хонингованная кромка В качестве общего определения цель законченного хонингованного цилиндра состоит в том, чтобы получить идеально круглое отверстие, размер которого обеспечивает надлежащий зазор между поршнем и стенкой, с заданным рисунком штриховки и шероховатостью. Цилиндр должен быть не только идеально круглым, но и абсолютно прямым по отношению к коленчатому валу.
QMP предпочитает использовать торсионные пластины собственной разработки. Обратите внимание на фитинги на этих пластинах, которые при соединении могут циркулировать нагретое масло для резки через пластину, когда блок хонингован при температуре. Мы не выбрали эту функцию, поскольку она почти в четыре раза увеличивает стоимость хонингования.
В процессе хонингования используется хонинговальный камень определенной зернистости, применяемый с точным давлением и скоростью для создания желаемого рисунка штриховки. Рисунок на стенке цилиндра позволяет кольцам уплотняться после короткого периода обкатки, сохраняя при этом достаточно масла для правильной смазки поршня и пакета колец.
Выполнить точную шлифовку труднее, чем может показаться. Когда гонщики впервые начали экспериментировать с отделкой отверстий цилиндров, их первые усилия были направлены на создание почти полированной поверхности. Это оказалось менее чем желательно.
Более поздние эксперименты показали, что более оптимальная отделка поверхности имеет несколько микроскопических пиков в сочетании с более глубокими впадинами. Это дает возможность накопить достаточное количество масла в впадинах для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Это дает возможность накопить достаточное количество масла в впадинах для смазки колец, при этом обеспечивая достаточно гладкую поверхность для уплотнения колец в отверстии.
Этот подход привел к тому, что еще в 1980-х годах впервые было названо финиш на плато. Идея заключалась в том, чтобы создать поверхность, сначала используя грубые камни для создания более глубоких впадин, а затем постепенно более мелкие камни в сочетании с уменьшенной нагрузкой на камни, чтобы сгладить неровные вершины поверхности, сохраняя при этом достаточную глубину впадин для смазки кольца.
Это станок Sunnen SV-10 компании QMP, который используется для обработки нашего железного блока Dart Sportsman. В более старых камнях используются четыре камня.В SV-10 QMP используется восемь алмазных огранщиков, в отличие от более традиционных абразивных камней.
Все прямо Некоторые из самых ранних достижений в области кольцевых уплотнений произошли, когда производители двигателей обнаружили, что цилиндр становится значительно отклоняющимся от формы, когда головка прикручивается к блоку. Чтобы воссоздать это искажение в процессе хонингования, к блоку прикручиваются толстые упорные пластины. В этих пластинах есть отверстия, позволяющие точку получить доступ к отверстиям.
Чтобы воссоздать это искажение в процессе хонингования, к блоку прикручиваются толстые упорные пластины. В этих пластинах есть отверстия, позволяющие точку получить доступ к отверстиям.
Следующим логическим шагом в процессе разработки была циркуляция горячей охлаждающей жидкости и / или масла через блок и крутящие пластины, чтобы довести блок до рабочей температуры, что имитирует тепловую деформацию блока в реальном мире. Мы сохраним точные данные о том, сколько стоит этот процесс, для следующей истории, но улучшения будут значительными.
Пожалуй, наиболее значительным достижением производителя двигателей для уличных двигателей является интеграция компьютерного числового управления (ЧПУ) в хонинговальные станки.Наш недавний опыт работы с машиной Sunnen V-10 в нашем местном механическом цехе показал, насколько сложным стал этот процесс. Эти передовые цифровые станки теперь могут измерять фактическую концентричность и прямолинейность цилиндра ВО ВРЕМЯ процесса хонингования.
Лагман построил приспособление для крепления профилометра Mitutoyo к блоку. Таким образом, профилометр каждый раз помещается в одно и то же место, чтобы сделать измерения более последовательными. Это простое на вид устройство передает на компьютер микродюймовые показания, но оно стоит более 2300 долларов.
Один из аспектов хонингования цилиндров, который часто упускается из виду, — это то, насколько сильно деформируется отверстие цилиндра — только под действием самого хонинговального инструмента. Обычно прямолинейность канала ствола демонстрируется с помощью индикатора с круговой шкалой на разной глубине внутри канала. Хотя эти измерения точны, они не показывают, является ли отверстие вертикально прямым, потому что каждое измерение выполняется в одной точке.
Пачка десятицентовиков другого типа Примером этого является наша фотография стопки монет.Предположим на мгновение, что эта стопка представляет собой цилиндр заданной глубины, и каждая из этих десятицентовиков имеет точно такой же диаметр до 0,0001 дюйма. Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но в действительности он будет ближе к S-образной форме.
Предположим также, что измерение диаметра шкалы выполняется для каждой отдельной монеты. Если штабель смещен, как показано на фотографии, отверстие будет иметь правильный размер в каждой конкретной точке измерения, но в действительности он будет ближе к S-образной форме.
Представьте, что эта стопка десятицентовиков представляет собой преувеличенный вид стенки цилиндра. Если мы используем прибор с круговой шкалой для измерения отверстия в точке, представленной одной десятицентовой монетой, и все десять центов имеют одинаковый диаметр, отверстие может показаться прямым.Но этот набор указывает на то, что канал ствола не является «прямым».
Новейшие цифровые хонинговальные станки Sunnen, Rottler и др. Будут отображать прямолинейность отверстия во время работы хонинговального станка. Наблюдение за этим может немного сбить с толку, поскольку вы видите, сколько действительно существует искажений. Они выражаются в формах, таких как треугольник (слишком маленький вверху или слишком большой внизу), бочка (слишком широкий в середине) или вариации, такие как песочные часы или параллелограмм.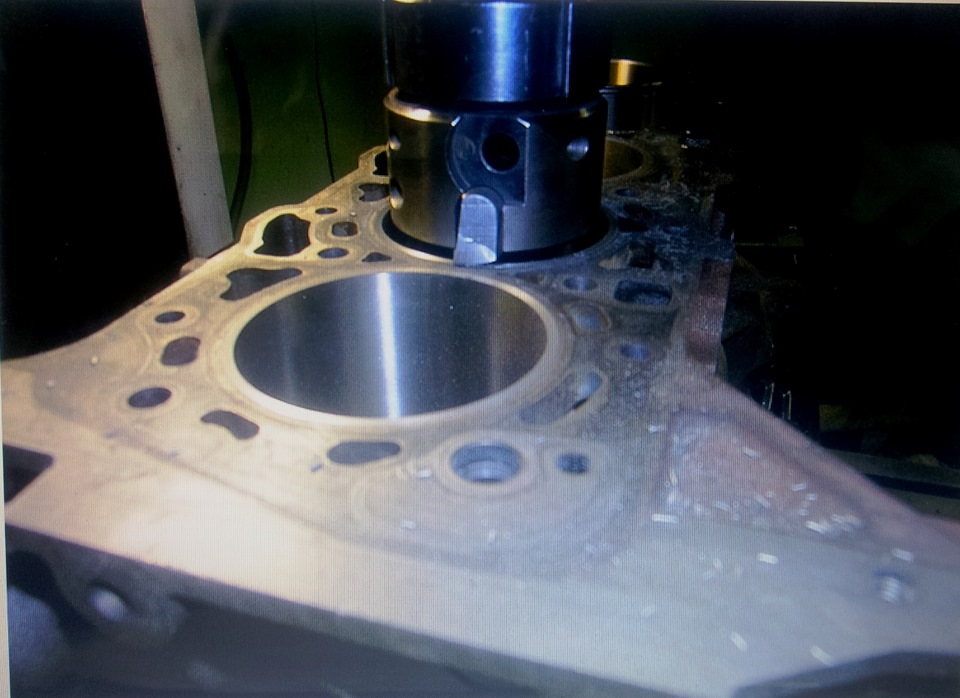 Задача машиниста — свести к минимуму эти искажения для создания действительно «прямого» канала ствола.
Задача машиниста — свести к минимуму эти искажения для создания действительно «прямого» канала ствола.
Это также может быть хорошим местом, чтобы упомянуть, что большая часть того, что мы здесь обсудим, нацелена на двигатели с более высокими характеристиками. Это не означает, что механические цеха, использующие старые ручные хонинговальные станки, не могут выполнять качественную работу. Часто эти цеха укомплектованы машинистами, имеющими многолетний опыт хонингования блоков, которые могут доставить высококачественный шлифованный блок, который является настолько прямым и круглым, насколько они могут его сделать, и с отличной отделкой.
Цифровой шлифовальный станок SV-10 QMP позволяет отображать форму отверстия в реальном времени.Это один цилиндр в нашем блоке, на котором отображены три отдельные полосы, диаметр отверстия которых не был концентрическим. Машина автоматически компенсирует нагрузку и положение, чтобы обеспечить соосность отверстия сверху вниз. Наблюдать, как это происходит, действительно впечатляет.
Если пойти дальше вышеуказанных концепций, то нет возможности измерить результаты процесса хонингования, выходящие за рамки только размера отверстия и прямолинейности. Среди наиболее значительных достижений в области хонингования цилиндров — высокоспециализированный инструмент, называемый профилометром.
Это прецизионное измерительное устройство, которое может быстро оценить шероховатость поверхности штриховки. Инструмент точно измеряет текстуру поверхности отверстия, и теперь конечный пользователь может с высокой точностью оценить процесс хонингования цилиндра. Итак, давайте вкратце объясним эти оценки.
Эти описания взяты из Американского общества инженеров-механиков (ASME), но вместо того, чтобы увязнуть в математике «патока зимой», мы дадим вам сокращенную версию этих оценок Cliff’s Notes .Измерения, с которыми мы будем работать чаще всего, — это Ra, Rk, Rpk, Rvk и средняя линия.
Это экран отчета профилометра Mitutoyo компании QMP после завершения хонингования. Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложно — вы правы!
Зубчатая линия в верхнем левом углу — это общий профиль, на котором видны пики (Rpk) и впадины (Rvk). В нижнем левом углу находится числовой отчет. Если вам кажется, что это выглядит сложно — вы правы!
Micro-Millions: Измерение шероховатости поверхности
Все числа, используемые в этих описаниях, выражены в микродюймах (сокращенно «мкдюйм»), что составляет одну миллионную часть дюйма (0.000001 дюйм). Например, если Ra для стенки цилиндра составляет 15 микродюймов, его можно выразить как 15 микродюймов (0,000015 дюйма).
Есть несколько других значений, по которым экспресс-лифт идет дальше по кроличьей норе, чем мы предпочитаем идти, поэтому мы ограничимся обсуждением четырех значений, вращающихся вокруг средней линии. Кейт Джонс из Total Seal помог нам с этими описаниями, чтобы убедиться, что мы сделали все правильно. «Ra» используется для описания общей средней шероховатости стенки цилиндра.Ra настолько универсален, что не имеет практического применения для стенок цилиндров. Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Более полезным является число «Rk», которое представляет собой внутреннюю шероховатость поверхности над так называемой «линией M». Линия M — это среднее значение или арифметически созданная средняя линия между пиками и впадинами, которая используется в качестве базовой линии для измерения всех следующих описаний.
Rk, или глубина шероховатости сердцевины, — это описание поверхности, которая будет выдерживать большую часть нагрузки. Думайте об этом как о шероховатости основания стенки цилиндра, по которой будет скользить кольцо.
На этом рисунке показано отношение Ra, Rvk и Rpk к M-линии на заданном линейном расстоянии (L).
«Rpk» — это уменьшенная средняя шероховатость выступов, созданных в процессе хонингования. Числа Rpk выступают над поверхностью сердечника Rk. Это число указывает средние высоты пиков, которые будут изнашиваться при скольжении колец вверх и вниз по отверстию во время периода обкатки. Большее число указывает на более высокие пики, а меньшее — на более короткие.
Как вы, вероятно, догадались, число «Rvk» представляет собой уменьшенную среднюю глубину впадины в пределах заданного бокового расстояния.Эти долины простираются ниже поверхности Rk. Более высокое число Rvk — также выраженное в микродюймах — эквивалентно более глубоким впадинам, где будет находиться больше нефти. Хороший машинист будет использовать профилометр для измерения текстуры поверхности стенки своего цилиндра и регулировки шероховатости хонинговальных брусков, скорости своего станка и нагрузки, прикладываемой к камням, для достижения желаемой чистоты поверхности.
Рекомендации по хонингованию полного уплотнения
| Общего назначения | Высокий уровень | Большой Boost | |
| Rpk | 8-12 | 7-10 | 10-15 |
| Rk | 30-35 | 18-22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
* Все числа выражены в мкдюймах
От теории к практике Ничто из этой информации ничего не значит, если мы не можем предложить несколько примеров. На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
На желаемые числа влияют несколько переменных, начиная с твердости стенки цилиндра. Блоки более поздних моделей, такие как двигатели GM LS и большинство блоков вторичного рынка, отлиты из гораздо более твердого железа, чем блоки двигателей 1960-х годов.
Еще одна важная переменная — это то, как будет использоваться двигатель. Total Seal выбрала три основных категории производительности. Уличные двигатели, скорее всего, подпадут под класс Total Seal «общего назначения». Следующим шагом будет классификация Total Seal «High-End», охватывающая безнаддувные двигатели для соревнований.Верхний уровень — это приложения с закисью и наддувом, которые Total Seal называет приложениями «Big Boost».
Мы предложим несколько простых чисел для данного уличного паровоза. Мы перечислили рекомендации Total Seal по доводке в прилагаемой таблице, используя три вышеуказанные категории. Возможно, лучшее, что можно извлечь из этого, — это то, что создание правильных номеров хонингования для соответствующих колец во многом зависит от того, как будет использоваться двигатель. Один размер, или в данном случае один план хонингования, не подходит для всех.
Один размер, или в данном случае один план хонингования, не подходит для всех.
Что касается обкатки двигателя, то более качественные кольца, такие как кольца Advanced Profile (AP) Total Seal, притерты до оптимальной поверхности и, следовательно, буквально уже сломаны. Благодаря этому можно уменьшить Rpk стенок цилиндров. потому что более высокие пики не требуются для посадки колец. К моменту запуска двигателя и его работы на несколько мгновений кольца «обкатываются»,
Недавно мы доставили железный блок Chevy Dart Sportsman Брэду Лагману на завод Quarter-Mile Performance (QMP) в Чатсуорте, Калифорния, чтобы он применил окончательное точение для предстоящего кольцевого испытания Total Seal.Поскольку тестирование будет включать в себя набор ультратонких колец AP с покрытием CrN, Лагман установил наш блок на своем алмазном шлифовальном станке Sunnen SV-10 для обработки стенок цилиндров.
Если мы сравним числа, полученные с помощью профилометра QMP на этом блоке, с числами Total Seal для современной машины SV-10 Sunnen, мы увидим, что Lagman проделал действительно большую работу с блоком. Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Наши числа Rpk немного более гладкие, чем числа общего назначения Total Seal, в то время как значения Rvk немного хуже чисел общего назначения.
Окончательные результаты шлифования блока дротиков QMP
| микродюймы | |
| Rpk | 5,6 |
| Rk | 26 |
| Rvk | 48 |
Это поместит немного больше масла в впадины, что должно обеспечить отличную смазку колец, не создавая ситуации, при которой использование масла может стать проблемой. Показатели Rk находятся почти на полпути между значениями Total Seal «General Purpose» и «High End».
Если посмотреть на числа Rk более внимательно, то наше окончательное число ниже, что делает его немного более гладким, чем числа общего назначения. Это должно улучшить кольцевое уплотнение и помочь минимизировать трение.
По этой теме гораздо больше, чем вводная часть, которую мы здесь рассмотрели, и мы сохраним некоторую информацию для более глубокого рассказа. В будущем мы рассмотрим конкретные методы хонингования и другие увлекательные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
В будущем мы рассмотрим конкретные методы хонингования и другие увлекательные аспекты процесса, например, что происходит с отверстием цилиндра при нагревании блока.
Всем известно, что кольцевое уплотнение имеет важное значение, но эти узкоспециализированные измерения профилометром становятся все более важными для правильного прилегания колец к стенке цилиндра в высокопроизводительных системах с высоким давлением в цилиндре. Все это является частью того, что нужно, чтобы правильно отточить блок для производительного двигателя.
Старые станки, такие как аналоговый хонинговальный станок Sunnen CV-616, могут по-прежнему давать отличные результаты в руках квалифицированного и опытного оператора.
Расточка блока и настил , наплавка головки | |||
Расточка и настил блока VB-160 позволяет нам спроектировать блок двигателя, растачивая цилиндры и настил за один раз.
| |||
Хонингование блока Эта машина затачивает цилиндры до нужного зазора для поршней и колец, сохраняя прямые стенки цилиндров и придавая рекомендуемую отделку используемых поршневых колец. | | ||
Расточка и хонингование Вот где все начинается — после того, как блок очищен и аттестован, он проверяется на предмет надлежащего размера и совмещения основных отверстий.Даже новые блоки проверяются на соответствие размера журналов и обычно требуют хонингования для исправления. Здесь также производится установка новых стальных колпачков для вторичного рынка, для чего сначала требуется расточка, а затем хонингование до окончательного размера. | | ||
Установленные гильзы подъемника Вертикально-фрезерная обработка Acer — это место, где мы можем выполнять точные отверстия подъемника и устанавливать втулки с помощью подъемника BHJ true. После фрезерования отверстий подъемника устанавливаются бронзовые втулки, которые затем оттачиваются до нужного размера. Преимущество этого заключается в том, что он устанавливает все, кулачки, подъемники и толкатели, в правильное положение, сохраняя эти части «счастливыми» и уменьшая любой случайный износ. | | ||
Работа клапана для соревнований Здесь мы можем выполнять точные работы с многоугольными клапанами, работу с направляющими клапана и аккуратную обрезку материала для получения затвердевших седел выхлопных газов. Это обеспечивает правильную «посадку» клапанов для наилучшей работы. Камеры также могут быть «открытыми» для улучшения воздушного потока. | | ||
Балансировка DCB-750 балансирует вращающиеся узлы для двигателей с внешней или внутренней балансировкой. Сначала выравниваются поршни и штоки, затем их вес, а также вес колец и подшипников складываются, чтобы получить «грузоподъемный груз». | | ||
Восстановление штанги Здесь мы можем отремонтировать шатуны, отточив их до нужного размера для правильного сжатия подшипников. Сначала на колпачке и штанге болгарки вырезаются обе половинки.Затем устанавливаются новые болты штока и затягиваются перед изменением размера. Втулки пальцев также устанавливаются, а затем шлифуются по размеру на этом станке. | | ||
 Он оснащен считывающим устройством XYZ, которое позволяет оператору выполнять точные настройки. Гильзы также устанавливаются с правильной запрессовкой после расточки цилиндра на ВБ. На этой машине головки цилиндров имеют поверхность, которая придает им надлежащую отделку, рекомендованную современными производителями прокладок. Головки могут иметь плоскую поверхность или поверхность под углом для сжатия по мере необходимости и корректировать поверхность впуска.
Он оснащен считывающим устройством XYZ, которое позволяет оператору выполнять точные настройки. Гильзы также устанавливаются с правильной запрессовкой после расточки цилиндра на ВБ. На этой машине головки цилиндров имеют поверхность, которая придает им надлежащую отделку, рекомендованную современными производителями прокладок. Головки могут иметь плоскую поверхность или поверхность под углом для сжатия по мере необходимости и корректировать поверхность впуска. Используя несколько различных наборов инструментов, мы можем увеличивать размеры отверстий от 2 до 5 дюймов. Также можно использовать пластины крутящего момента, и они настоятельно рекомендуются для применения с высокими эксплуатационными характеристиками, чтобы обеспечить круглое и истинное отверстие. Задача торсионной пластины — имитировать нахождение головки блока цилиндров на блоке на протяжении всего процесса хонингования, тем самым обеспечивая сохранение всех напряжений после установки фактических головок.
Используя несколько различных наборов инструментов, мы можем увеличивать размеры отверстий от 2 до 5 дюймов. Также можно использовать пластины крутящего момента, и они настоятельно рекомендуются для применения с высокими эксплуатационными характеристиками, чтобы обеспечить круглое и истинное отверстие. Задача торсионной пластины — имитировать нахождение головки блока цилиндров на блоке на протяжении всего процесса хонингования, тем самым обеспечивая сохранение всех напряжений после установки фактических головок. Шлифовальный станок для крышек и стержней используется для обрезки основных крышек перед их затяжкой с использованием новых основных болтов или шпилек. Процесс хонингования линии важен по нескольким причинам. Все остальные размеры блока начинаются с этого момента, и когда главные шейки находятся в правильном положении и имеют правильный зазор подшипника и зазор, это гарантирует, что коленчатый вал может вращаться как можно более свободно для достижения оптимальной мощности.
Шлифовальный станок для крышек и стержней используется для обрезки основных крышек перед их затяжкой с использованием новых основных болтов или шпилек. Процесс хонингования линии важен по нескольким причинам. Все остальные размеры блока начинаются с этого момента, и когда главные шейки находятся в правильном положении и имеют правильный зазор подшипника и зазор, это гарантирует, что коленчатый вал может вращаться как можно более свободно для достижения оптимальной мощности. Мы также можем выполнять различные работы с Acer.
Мы также можем выполнять различные работы с Acer. Затем они устанавливаются на коленчатый вал, который вращается, и компьютер определяет, где материал необходимо удалить или добавить.На этой машине также можно балансировать маховики и гармонические балансиры. Балансировка имеет решающее значение для бесперебойной работы двигателя, особенно в высокопроизводительных приложениях.
Затем они устанавливаются на коленчатый вал, который вращается, и компьютер определяет, где материал необходимо удалить или добавить.На этой машине также можно балансировать маховики и гармонические балансиры. Балансировка имеет решающее значение для бесперебойной работы двигателя, особенно в высокопроизводительных приложениях. Обработка 101: Блоки двигателя
Двигатель в сборе можно разделить на блок, вращающийся узел и головку блока цилиндров. Хотя все три элемента важны, блок вмещает два других и имеет первостепенное значение для успешного восстановления двигателя.Таким образом, в первой части из трех частей серии Successful Farming о найме машинного цеха по ремонту двигателей будут рассмотрены надлежащие процедуры обслуживания блоков. В этом отношении шаги, которые любой механический цех должен выполнить на блоке для любого восстанавливаемого двигателя, должны включать:
Хотя все три элемента важны, блок вмещает два других и имеет первостепенное значение для успешного восстановления двигателя.Таким образом, в первой части из трех частей серии Successful Farming о найме машинного цеха по ремонту двигателей будут рассмотрены надлежащие процедуры обслуживания блоков. В этом отношении шаги, которые любой механический цех должен выполнить на блоке для любого восстанавливаемого двигателя, должны включать:
- Загнать (очистить) резьбу во всех резьбовых отверстиях.
- Удалить все заусенцы и литейный шлак из внутренней части блока.
- Постучите по основным галереям в передней части блока, чтобы можно было установить заглушки.
- Выровняйте хонингование или выровняйте отверстие основных крышек и седла.
- Обтачивайте деку для получения ровности и надлежащей обработки поверхности.
- Заточить отверстия подъемника.
- Диаметр цилиндров.
- Отшлифуйте стенки цилиндра, чтобы получить надлежащую поверхность для используемого набора колец.

- Очистить в машине для струйной мойки.
- Краска для наружной защиты от ржавчины.
Очистка всех отверстий для креплений
Все резьбовые отверстия в блоке необходимо проточить или очистить подходящим метчиком для забивки, чтобы устранить любые заусенцы и грязь, которые могут исказить показания динамометрического ключа и, таким образом, повлиять на окончательное качество восстановления.Многие двигатели выходили из строя из-за неправильного крутящего момента из-за нечистой резьбы.
Область вокруг отверстий для болтов должна быть проверена на «натяжение резьбы». Если есть, натяжение резьбы может быть исправлено напильником, снятием фаски или растачиванием. Этот шаг часто игнорируется механическими цехами и может означать разницу между прокладкой, служащей для всего срока службы двигателя, или преждевременным отказом.
Удаление заусенцев
Заусенцы и шлак отливок с внутренней стороны блока следует удалить высокоскоростной шлифовальной машиной. Это помогает удалить частицы песка или отливки, которые могут расшататься, когда двигатель снова работает, что приведет к повреждению. Хотя шлак должен был быть там с того дня, как был построен блок, годы термоциклирования и обращения с ним во время восстановления часто приводят к тому, что он отрывается от швартовки.
Это помогает удалить частицы песка или отливки, которые могут расшататься, когда двигатель снова работает, что приведет к повреждению. Хотя шлак должен был быть там с того дня, как был построен блок, годы термоциклирования и обращения с ним во время восстановления часто приводят к тому, что он отрывается от швартовки.
Заглушки масляной галереи
В некоторых двигателях в масляных каналах используются заглушки из мягкого металла. Часто высококлассные производители двигателей любят заменять их резьбовыми заглушками. Это обеспечивает герметичную посадку, поскольку мягкая пробка может не герметично закрывать двигатель, который подвергался многолетней эксплуатации и термическим циклам.Если в галерее протекает утечка, давление масла в двигателе будет низким, что может привести к поломке или, по крайней мере, серьезному ремонту.
Выравнивание основных крышек
Если отверстия коренных подшипников (где находится коленчатый вал) не выровнены, это можно исправить, свернув седла до совмещения. Деформация основных колпачков и седла происходит медленно в течение многих лет эксплуатации и циклов нагрева и охлаждения. Это заставляет блок деформироваться и искажаться. В результате происходит перекос туннеля коренного подшипника.
Деформация основных колпачков и седла происходит медленно в течение многих лет эксплуатации и циклов нагрева и охлаждения. Это заставляет блок деформироваться и искажаться. В результате происходит перекос туннеля коренного подшипника.
Деформация блока двигателя происходит со временем. Оригинальные коренные подшипники и коленчатый вал компенсируют это неравномерным износом. Если переточить коленчатый вал и установить новые подшипники в блок без корректировки, произойдет быстрый износ и вскоре после этого двигатель выйдет из строя.
Другая проблема — растяжение крышки коренного подшипника из-за высоких нагрузок на двигатель и перетягивания. Это тоже происходит с течением времени, и оригинальные детали, сформированные с несовпадением, и новые компоненты вызывают заедание.Если основная крышка (и) когда-либо заменяется, блок должен быть выровнен и расточен.
Хонингование с выравниванием — это та же теория, что и растачивание с центровкой, но удаляет меньше материала, если коробление не слишком велико. В то время как в центрирующем отверстии используется режущая коронка, в хонинговальном станке используются камни на оправке для удаления материала.
В то время как в центрирующем отверстии используется режущая коронка, в хонинговальном станке используются камни на оправке для удаления материала.
Каждый ремонт двигателя может не требовать центрирования отверстия, но центрирующее хонингование является важным этапом надлежащего восстановления.
На сопрягаемой поверхности могут образоваться неровности, которые могут вызвать сжатие и утечку охлаждающей жидкости.Плоскостность блока можно проверить с помощью линейки и щупа. Хорошее правило для большинства двигателей — максимальная деформация не может превышать 0,004 дюйма.
Профнастил для герметичного уплотнения головки
Decking также обеспечивает надлежащую поверхность, на которой будет выходить уплотнение головки блока цилиндров. Считывается в RMS (среднеквадратичное значение). Каждый поставщик определяет качество поверхности, чтобы прокладка головки работала должным образом. Колода не должна быть идеально гладкой, даже если она должна быть прямой. Промышленным стандартом обработки поверхности является микродюйм. Один микродюйм равен одной миллионной дюйма.
Промышленным стандартом обработки поверхности является микродюйм. Один микродюйм равен одной миллионной дюйма.
Ни одна поверхность не может быть идеально гладкой при измерении в микродюймах. Обработанная поверхность имеет тысячи мельчайших канавок разной глубины. Инструмент, называемый профилометром, используется для измерения этих канавок и присваивает считываемое значение среднеквадратичное значение.
Чем выше RMS, тем грубее (шероховатее) поверхность. Например, гладкое остекление на стенке цилиндра может иметь среднеквадратичное значение от 5 до 7.Большинство производителей поршневых колец рекомендуют 25–30 RMS для чугунных колец и 20–25 RMS для хромированных колец. Для колец Moly требуется очень гладкая поверхность со среднеквадратичным отклонением от 10 до 15. В то время как надлежащая поверхность деки для уплотнения прокладки головки может потребовать поверхности 30 RMS или выше.
Каждый производитель предоставляет среднеквадратичное значение площади деки для прокладки головки, чтобы обеспечить надлежащее уплотнение и рассчитанный срок службы. К сожалению, большинство производителей двигателей не знают об этом и не имеют профилометра для проверки.
К сожалению, большинство производителей двигателей не знают об этом и не имеют профилометра для проверки.
Есть еще одна причина для декорирования блока. Многие инструменты для растачивания цилиндров, известные как расточные оправки, требуют, чтобы дека была прямой, поскольку они прикреплены к ней. Если дека снята, то при растачивании цилиндры будут искривлены. Лучшее расточное оборудование, известное как расточный центр, а не расточная оправка, использует ссылки из шейки коренного подшипника (коленчатого вала), чтобы сохранить правильность соотношения.
Почти каждый двигатель, который ремонтируется, требует расточки цилиндров. Эта процедура удаляет металл со стенки цилиндра, делая ее больше, поэтому любой конус или некруглость можно исправить и использовать новые поршни увеличенного размера.Если двигатель оснащен съемными гильзами цилиндров, вместо расточки и хонингования обычно заменяют саму гильзу.
Хонингование выполняется камнями и используется для создания окончательного размера и установки соответствующей штриховки на поверхности стенки для уплотнения поршневого кольца и увеличения срока его службы. Перекрестие читается в RMS. Само по себе хонингование не может удалить достаточно материала, чтобы исправить коробление или потерю концентричности в отверстии. За редким исключением цилиндр можно только затачивать, а не растачивать и затачивать. Некачественный ремонт приведет только к заточению цилиндра.
Перекрестие читается в RMS. Само по себе хонингование не может удалить достаточно материала, чтобы исправить коробление или потерю концентричности в отверстии. За редким исключением цилиндр можно только затачивать, а не растачивать и затачивать. Некачественный ремонт приведет только к заточению цилиндра.
Обязательно избавьтесь от камня
В высококачественной мастерской будет использоваться жесткий хонинговальный камень на специальном автоматическом хонинговальном станке. За этим может последовать щеточное хонингование для определенной обработки поверхности в соответствии со спецификациями производителей поршневых колец. Им не следует использовать большую ручную дрель. Так что прогуляйтесь по магазину и попросите их объяснить и показать вам каждую часть блочного оборудования, прежде чем вы решите потратить там свои деньги.
Те, кто знаком с гоночными двигателями, признают, что расточка и хонингование цилиндра является обычным делом с установленной пластиной для упора или крутящего момента. Это имитирует внутреннее искажение отверстия при прикреплении головки блока цилиндров и затяжке болтов. Пластины крутящего момента по большей части зависят от конкретного применения и недоступны для двигателей, которые можно найти на ферме.
Это имитирует внутреннее искажение отверстия при прикреплении головки блока цилиндров и затяжке болтов. Пластины крутящего момента по большей части зависят от конкретного применения и недоступны для двигателей, которые можно найти на ферме.
Отверстие, в котором крепится толкатель клапана или толкатель, является предметом, на который чаще всего не обращают внимания при обслуживании блоков. Стену необходимо очистить и измерить по количеству использованных новых литров. Любая ржавчина, глазурь, заусенцы или выступы вызовут задиров и возможную поломку. Если отверстие подъемника чрезмерно изношено, его можно отшлифовать до следующего размера диаметра подъемника, или он может быть оснащен втулкой, если износ чрезмерный.
Стирка имеет решающее значение
Магазин высокого качества, скорее всего, помоет блок несколько раз перед его сборкой. По крайней мере, он будет вымыт при разборке, а затем перед сборкой. Самый эффективный метод очистки — это использование специальной машины (иногда называемой машиной для струйной мойки), которая работает с нагревом и давлением.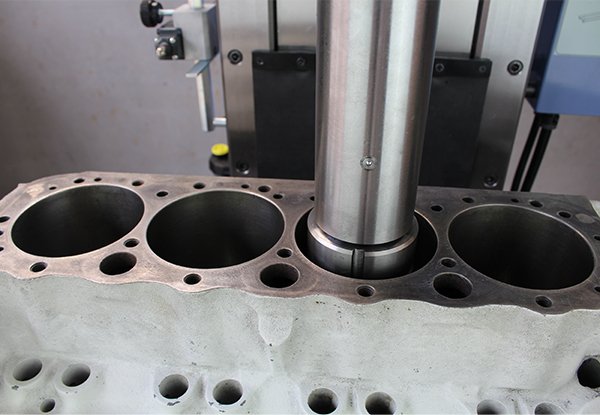 Можно хорошо промыть водой с мылом и специальными щетками. Но этот метод оставляет слишком много места для ошибок.
Можно хорошо промыть водой с мылом и специальными щетками. Но этот метод оставляет слишком много места для ошибок.
HT Howard — Хонингование цилиндров для легковых автомобилей и фургонов | HT Howard
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Хонингование цилиндровВо время расточки в отверстии цилиндра остается небольшое количество материала для хонингования. Операция хонингования обеспечивает как окончательную чистоту поверхности, так и точный размер, необходимый для правильного зазора между поршнем и цилиндром.Удаление этого материала достигается с помощью абразивных камней, установленных в специальном держателе, который вращается внутри цилиндра, при этом на стенку цилиндра оказывается давление.
Правильный размер отверстия очень важен, так как точные зазоры необходимы для достижения тихой работы без чрезмерного натяжения поршня, что могло бы привести к заеданию. Кроме того, окончательный диаметр отверстия определяет установленный кольцевой зазор, который, если он слишком плотный, также может привести к заклиниванию и последующему отказу двигателя, а если слишком ослаблен, может привести к чрезмерному расходу масла и / или плохой компрессии и снижению производительности.
Кроме того, окончательный диаметр отверстия определяет установленный кольцевой зазор, который, если он слишком плотный, также может привести к заклиниванию и последующему отказу двигателя, а если слишком ослаблен, может привести к чрезмерному расходу масла и / или плохой компрессии и снижению производительности.
Правильная обработка поверхности имеет решающее значение для герметизации поршневых колец и чрезвычайно важна в процессе ремонта двигателя. В результате сверления остается поверхность, которая под микроскопом выглядела бы рваной и потрескавшейся. Операция хонингования сглаживает эту шероховатость, создавая поверхность «поперечной штриховки», которая способствует удержанию как кольцевого уплотнения, так и масляной пленки. Когда хонинговальная головка вращается внутри цилиндра, одновременно протягиваясь вверх и вниз по длине отверстия, на поверхности создается серия пересекающихся линий.Отношение между скоростью вращения и ходом определяет угол пересечения этих линий. Угол примерно 45 градусов является оптимальным для работы поршневого кольца.
Более крутой угол способствует стеканию масла по отверстию, что приводит к слишком тонкой масляной пленке, что может привести к задиранию колец и цилиндров, тогда как более плоский угол перекрестной штриховки удерживает излишки масла и вызывает более толстые масляные пленки, которые поршневые кольца будут преодолевать, вызывая увеличить расход масла.
Шероховатость цилиндра также имеет решающее значение для правильного уплотнения поршневых колец. Для достижения оптимальной чистоты уплотнения кольца необходимо использовать абразивные камни правильного сорта и процедуру хонингования, чтобы добиться максимально благоприятного воздействия на кольцо.
Благоприятная для колец поверхность — это покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительной приработки. Лучший способ добиться этого — хонингование на плато.
- Оптимальный поперечный угол люка для хорошей работы поршневого кольца
- Хонингованная гильза цилиндра с отделкой поперечного люка
Хонингование плато
Даже только что отточенный цилиндр будет иметь множество микроскопических выступов и впадин на поверхности. Желоба врезаются в стенку цилиндра абразивом в процессе хонингования. Пики — это высокие точки, которые, если их оставить на поверхности, будут соприкасаться с кольцами. Большие острые пики будут постепенно стираться кольцами по мере работы двигателя. По мере износа шероховатости сглаживаются, создавая эффект «плато». Это действие увеличивает площадь поверхности для движения колец и делает более плавным скольжение колец по поверхности на масляной пленке, которая остается в впадинах.
Желоба врезаются в стенку цилиндра абразивом в процессе хонингования. Пики — это высокие точки, которые, если их оставить на поверхности, будут соприкасаться с кольцами. Большие острые пики будут постепенно стираться кольцами по мере работы двигателя. По мере износа шероховатости сглаживаются, создавая эффект «плато». Это действие увеличивает площадь поверхности для движения колец и делает более плавным скольжение колец по поверхности на масляной пленке, которая остается в впадинах.
После обкатки двигателя и полной посадки колец в отверстии износ практически исключается, поскольку в этом случае кольца поддерживаются тонкой пленкой масла и в результате фактически не соприкасаются со стенкой цилиндра.
Поршневые кольца в конечном итоге обеспечивают оптимальную поверхность плато во время обслуживания, поэтому чем ближе мы сможем подойти к нему во время процедуры хонингования, тем меньше будут изнашиваться кольца и цилиндры в процессе обкатки. Правильная обработка плато позволит кольцам быстрее формировать уплотнение и поможет им дольше служить.
Таким образом, идеальная поверхность отверстия цилиндра должна воспроизводить это. Используя правильный процесс хонингования, можно добиться финишной обработки, которая позволяет кольцам быстро ложиться с минимальным износом и удерживает необходимое количество масла, чтобы кольца были должным образом смазаны.
Чтобы уменьшить образование выступов на поверхности, отверстия обработаны брусками с относительно мелким зерном. Чем мельче зернистость, тем ровнее поверхность.
Окончательный эффект плато достигается с помощью гибкой кисти, известной как flex hone.Эта щетка используется для сглаживания мельчайших выступов, оставшихся на поверхности отверстия после операции хонингования. Flex Hones доступны в различных размерах, чтобы соответствовать широкому диапазону диаметров отверстий.
- Гибкие хонинговальные щетки
- Гибкая хонинговальная щетка
После операции хонингования блок цилиндров промывается с помощью нашей ротационной машины, которая обеспечивает удаление всего абразивного материала со стенок цилиндра перед сборкой.
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Как обрабатывать блок цилиндров для ремонта двигателя Ford
Измерение критических размеров блока позволит определить, остается ли он в пределах допусков, рекомендованных производителем. Если отверстия цилиндра остаются концентрическими и не имеют чрезмерной конусности, возможно, вам удастся просто отточить их.Но имейте в виду, что в процессе хонингования материал удаляется со стенок цилиндра, что может привести к выходу отверстия за пределы допуска. Другими словами, если сомневаетесь, сделайте растачивание цилиндров. Любой двигатель с большим пробегом значительно выиграет от расточки, так как процесс вернет цилиндрам концентрическую форму и улучшит их соосность относительно друг друга.
Этот технический совет взят из полной книги
КАК ВОССТАНОВИТЬ ДВИГАТЕЛИ FORD С БОЛЬШИМИ БЛОКАМИ. Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
Подробное руководство по этой теме вы можете найти по этой ссылке: УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этим сообщением в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www.diyford.com/machine-cylinder-block-big-block-ford-engine-rebuild/
После того, как вы решили расточить блок, вы должны решить, на сколько. Как правило, вы хотите, чтобы цилиндры растачивались как можно меньшего размера. Для большинства двигателей легко получить поршни и поршневые кольца размером от 0,020 до 0,060 дюйма. Но в случае с двигателями Lima и некоторых других серий Ford ваши возможности могут быть более ограниченными.Механические мастерские часто рекомендуют растачивать ваши цилиндры до следующего увеличенного диаметра, который ближе всего к, скажем, размеру отверстия Chevrolet, тем самым увеличивая доступность и снижая стоимость поршневых колец. Поршни — совсем другое дело, так как необходимо учитывать ряд факторов, помимо увеличения размера. Я расскажу об этом более подробно чуть позже в этой главе.
Поршни — совсем другое дело, так как необходимо учитывать ряд факторов, помимо увеличения размера. Я расскажу об этом более подробно чуть позже в этой главе.
Блок цилиндров, шаг за шагом
Шаг-1: Настройка блока цилиндров при работе расточного станка
После измерения, очистки и магнафлюксинга блок устанавливается в сверлильный станок.Мы решили расточить наш блок размером 0,030 дюйма из-за износа из-за большого пробега и ржавчины в цилиндрах из-за того, что двигатель не эксплуатировался в течение нескольких лет.
Шаг 2: Расточка цилиндров
Расточная оправка устраняет конусность и снова делает каждый цилиндр концентричным при подготовке к чистовому хонингованию. Фактический процесс растачивания удаляет из цилиндра примерно на две-три тысячных меньше материала, чем общий запланированный размер, что позволяет в процессе хонингования довести цилиндр до размера, необходимого для поршня.
Шаг 3: Заточка цилиндров
После расточки блок устанавливается в хонинговальный цилиндр для чистовой обработки. В станке используются камни с двумя разными зернами, при этом смазочно-охлаждающая жидкость вводится для достижения надлежащей отделки в каждом отверстии цилиндра.
В станке используются камни с двумя разными зернами, при этом смазочно-охлаждающая жидкость вводится для достижения надлежащей отделки в каждом отверстии цилиндра.
Шаг 4: Используйте High Plateau Hone (если применимо)
Мы используем хонку High Plateau для облегчения уплотнения поршневых колец из Moly.Гил Джордан рекомендует от 15 до 20 ходов в каждом отверстии с хонингованием, прикрепленным к двигателю сверла диаметром 1/2 дюйма.
Шаг 5: Используйте образец штриховки
Желаемая отделка стенок цилиндра — это мелкая штриховка под углом примерно 30 градусов. Это позволяет поршневым кольцам быстро и тщательно прилегать и герметизировать.
Шаг 6: Очистка отверстий подъемника
Для очистки отверстий подъемника используйте шлифовальную головку. Хотя в отверстиях подъемника редко возникают проблемы, они могут быть повреждены из-за отказа подъемника во время высокопроизводительных операций или изъедены из-за ржавчины. В этих случаях отверстия подъемника можно наложить втулки и отточить до заводской спецификации, чтобы сохранить в остальном хороший блок цилиндров. Шариковые шлифовальные головки большего диаметра иногда используются для очистки отверстий цилиндров, которые не подвергаются полной обработке.
В этих случаях отверстия подъемника можно наложить втулки и отточить до заводской спецификации, чтобы сохранить в остальном хороший блок цилиндров. Шариковые шлифовальные головки большего диаметра иногда используются для очистки отверстий цилиндров, которые не подвергаются полной обработке.
Шаг 7: Замена подшипников кулачка
Подшипники кулачка необходимо заменять каждый раз, когда блок подвергается химическому обезжириванию.Мы выбрали эти высокоэффективные подшипники Dura-Bond для работы.
Шаг 8: Установите подшипники кулачка
Для установки кулачковых подшипников в блок требуется специальный инструмент и некоторый опыт. В то время как двигатели Ford серии Lima используют кулачковые подшипники только одного размера в каждой шейке, другие имеют специальные подшипники для определенных шейек (уменьшающиеся при движении назад от передней шейки, где нагрузки наиболее высоки). Использование единого размера для всех кулачковых подшипников считается одним из немногих недостатков двигателей серии Lima, так как они иногда имеют склонность к раскручиванию кулачковых подшипников из-за недостаточной смазки или зазора.В результате важно убедиться, что отверстия для подачи масла между подшипниками кулачка и блоком цилиндров правильно выровнены и что распределительный вал свободно вращается при установке. Производители рекомендуют размер отступа (от лицевой стороны блока) для кулачкового подшипника №1 (переднего). Самым важным является правильное выравнивание подшипника и масляных каналов, которые питают их от каналов в блоке.
Использование единого размера для всех кулачковых подшипников считается одним из немногих недостатков двигателей серии Lima, так как они иногда имеют склонность к раскручиванию кулачковых подшипников из-за недостаточной смазки или зазора.В результате важно убедиться, что отверстия для подачи масла между подшипниками кулачка и блоком цилиндров правильно выровнены и что распределительный вал свободно вращается при установке. Производители рекомендуют размер отступа (от лицевой стороны блока) для кулачкового подшипника №1 (переднего). Самым важным является правильное выравнивание подшипника и масляных каналов, которые питают их от каналов в блоке.
Наконечник для профессиональных механиков
Блок серии Lima, в котором повреждены подшипники с вращающимся кулачком, не обязательно обречён на свалку.Ваш механический цех может спасти блок, просверлив отверстия подшипников и используя кулачковые подшипники для двигателей Ford серии FE, которые имеют те же шейки кулачков с внутренним диаметром 2,124 дюйма, что и у серии Lima, но постепенно увеличиваются по внешнему диаметру, перемещаясь спереди назад. блок.
блок.
Шаг 9: Изменение системы смазки — необязательно (Совет по производительности)
Существует несколько простых модификаций системы смазки, которые значительно улучшат поток масла и продлят срок службы вашего двигателя. Масляный канал, расположенный в месте крепления масляного фильтра к блоку, увеличен, скошен и скошен с помощью высокоскоростной шлифовальной машины для облегчения потока масла.
Шаг-10: Масляный канал для снятия фаски (дополнительно)
Используя прокладку, которая устанавливается между масляным насосом и блоком цилиндров, в качестве шаблона, совместите и сделайте фаску с этим каналом с помощью высокоскоростной шлифовальной машины.
Шаг 11: Совместите масляный канал с подшипником
Установка верхней половины вкладыша коренного подшипника в седло в блоке обычно выявляет серьезное несоответствие между масляным каналом в стенке коренного подшипника и канавкой в подшипнике, которая переносит важнейшую охлаждающую и смазывающую жидкость к подшипнику. кривошип.Ручная шлифовальная машина легко исправит эту ситуацию, совместив масляный канал с подшипником. На двигателях серии Lima это несоответствие чаще всего встречается в передней (номер 1) главной магистрали.
Шаг 12: переходы со скошенными кромками
Масляные каналы в шейке шатуна коленчатого вала скошены и сглажены, что обеспечивает достаточный поток живительного масла к подшипнику.Только тонкий слой масла смазывает и охлаждает поверхности трения между подшипниками и вращающимся узлом, а правильная подача масла имеет первостепенное значение для долговечности двигателя.
Коленчатый вал, поршни и шатуны, шаг за шагом
Шаг-1: Шатуны
Двигатели Ford серии Lima вышли с завода с довольно мощными шатунами, так что есть вероятность, что, если ваш двигатель не потерпел катастрофический отказ, вы сможете повторно использовать стандартные стержни.Даже в тех случаях, когда двигатель не подвергался неправильной эксплуатации, вы должны учитывать износ и давление, оказываемое на шатуны. Их необходимо проверить, чтобы убедиться, что шатуны (конец шейки коленчатого вала) остаются концентрическими. Это достигается на шатунной машине Sunnen. Колпачок надевается обратно на стержень и затягивается с правильным крутящим моментом, прежде чем машина измерит диаметр.
Их необходимо проверить, чтобы убедиться, что шатуны (конец шейки коленчатого вала) остаются концентрическими. Это достигается на шатунной машине Sunnen. Колпачок надевается обратно на стержень и затягивается с правильным крутящим моментом, прежде чем машина измерит диаметр.
Шаг 2: Установите болты стержня
Перед изменением размеров мы установили на наши шатуны болты ARP.Я обнаружил, что установка нового оригинального оборудования или качественных болтов стержня послепродажного обслуживания — недорогой способ избежать преждевременного выхода из строя восстановленного двигателя. Специальное примечание: ARP рекомендует соблюдать определенные процедуры при использовании болтов шатуна, в одной из которых описывается использование датчика растяжения для получения надлежащего крутящего момента. Если у вас нет датчика растяжения, они рекомендуют использовать смазку ARP Moly Assembly Lube на болтах и выполнить три цикла затяжки по 50 фут-фунт на болтах для достижения надлежащего растяжения. Также обратите внимание, что болты стержня ARP имеют другие характеристики крутящего момента, чем болты OE.
Также обратите внимание, что болты стержня ARP имеют другие характеристики крутящего момента, чем болты OE.
Написано Чарльзом Р. Моррисом и переиздано с разрешения CarTech Inc
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
СКУЧЕНИЕ И ОТДЕЛЕНИЕ В ЦИФРОВОМ ВЕКЕ — КАК ТОЧНОСТЬ
По словам Дэвида Бианки из Rottler Manufacturing в Сиэтле, когда дело доходит до качественной обработки, расточные и хонинговальные станки «соединены на уровне бедра».«Высокоскоростные расточные станки с новейшими технологиями изготовления пластин оставляют чистую поверхность без вытягиваемого материала и готовы к хонингованию, создавая основу для качественной обработки после хонингования».
Расточка цилиндров — критически важная работа, поскольку она возвращает к жизни блок цилиндров двигателя с прямыми и круглыми отверстиями. Истинно концентрическое отверстие минимизирует изгиб кольца при движении поршня вверх и вниз и выровнен под прямым углом к центру отверстия и коленчатого вала. Диаметр отверстия также должен быть точным по размеру, чтобы соответствовать поршню с надлежащими боковыми зазорами.
Истинно концентрическое отверстие минимизирует изгиб кольца при движении поршня вверх и вниз и выровнен под прямым углом к центру отверстия и коленчатого вала. Диаметр отверстия также должен быть точным по размеру, чтобы соответствовать поршню с надлежащими боковыми зазорами.
Сколько материала нужно удалить? При растачивании это зависит от того, какой негабаритный размер вы хотите использовать, но обычно производители двигателей берут от 0,020˝ до 0,100˝ при растачивании. «Мы всегда рекомендуем оставлять минимум 0,003˝ диаметра для затачивания», — отмечает Эд Киблер из Rottler. «Это гарантирует, что вы доберетесь до основного металла после растачивания».
Изготовители двигателей имеют столько же предпочтений в отношении способа обработки и сборки двигателей, сколько у пекарей при приготовлении теста.Однако лучшие рецепты отделки поверхности сводятся к пикам и впадинам, а также к тому, как вы уравновешиваете необходимость удержания масла с трением. «С сегодняшним топливом, давлением и температурой в цилиндрах молибденовые кольца больше не будут оплачивать счета», — говорит Киблер. «Мы видим все больше колец из инструментальной стали в областях применения. Производители колец говорят, что они больше не обращают внимания на чистоту поверхности в отношении состава кольца, а на отделку стенок цилиндра для конкретных применений. Обычно производители колец требуют более высоких значений RvK (средняя глубина впадины), когда речь идет о сумматорах мощности, таких как закись азота, двигатели с наддувом или с турбонаддувом.”
«Мы видим все больше колец из инструментальной стали в областях применения. Производители колец говорят, что они больше не обращают внимания на чистоту поверхности в отношении состава кольца, а на отделку стенок цилиндра для конкретных применений. Обычно производители колец требуют более высоких значений RvK (средняя глубина впадины), когда речь идет о сумматорах мощности, таких как закись азота, двигатели с наддувом или с турбонаддувом.”
Большинство производителей двигателей и даже многие производители двигателей используют торсионные пластины при хонинге блоков, чтобы обеспечить наилучшее качество обработки. Правильная геометрия отверстия улучшает кольцевое уплотнение, обеспечивая максимальную мощность, сводя к минимуму продувку, потери на сжатие, выбросы и расход масла.
Помимо неравномерных нагрузок зажима от болтов головки, Киблер говорит, что одной из основных причин деформации отверстия является давление, оказываемое на стенку цилиндра во время расточки или хонингования. «Использование расточной пластины с меньшим радиусом переднего зуба для снижения давления резания во время процесса растачивания может снизить напряжения.
«Использование расточной пластины с меньшим радиусом переднего зуба для снижения давления резания во время процесса растачивания может снизить напряжения.
«На хонинговальном станке очень важно поддерживать равномерное давление на стенку цилиндра. Более новые хонинговальные станки могут устанавливать давление хонингования в процентах от нагрузки. В зависимости от типа блока или производителя блока некоторые блоки могут выдерживать большее давление и при этом имеют круглые цилиндры. Другие блоки имеют различную толщину стенок цилиндра и требуют меньшего давления хонингования для поддержания круглых цилиндров. Другой способ уменьшить деформацию отверстия во время процесса хонингования — использовать хонинговальную головку с большим количеством камней.Поэтому в тонкостенном цилиндре, который хочет деформироваться, точильная головка с шестью камнями подойдет лучше, чем четырехкаменная ».
Насколько велика деформация отверстия? Киблер говорит, что это зависит от области применения, но для многих бензиновых двигателей поздних моделей с относительно малым зазором между поршнем и стенкой цилиндра «отклонение всего лишь на 0,0005˝ может быть слишком большим». Но на более старом малоблочном бюджетном моторе Chevy, с более высокими натяжными кольцами и большими зазорами поршней «вы можете обойтись примерно до.005˝ деформации отверстия ».
Но на более старом малоблочном бюджетном моторе Chevy, с более высокими натяжными кольцами и большими зазорами поршней «вы можете обойтись примерно до.005˝ деформации отверстия ».
У цехов с одним или двумя людьми нет тех же потребностей, что и у завода по восстановлению производственных двигателей (PER) со 100 сотрудниками. Небольшие магазины часто не могут оправдать покупку первоклассного расточного или хонинговального станка со всеми последними приборами.
Мэтт Наполитано из RMC Engine Rebuilding Equipment в Сагино, штат Мичиган, говорит, что небольшие магазины находятся на распутье и не готовы покупать новое оборудование с ЧПУ. «К сожалению, часть того, что входит в уравнение доступности нового ЧПУ, — это ваше местоположение.”
Он говорит, что старым, небольшим магазинам в малонаселенных районах будет трудно оправдать расходы на новое оборудование, если у них нет объема работы, чтобы окупить его. «В конце концов, с многоцелевым ЧПУ, которое может выполнять множество операций, включая растачивание цилиндров и линий, вы получите довольно приличный платеж».
По словам Киблера, самая большая проблема сегодня — найти хороших людей, которые будут работать. «Трудно найти людей, которые придут, захотят учиться и будут придерживаться этого.Я говорю владельцам магазинов: вы можете потратить больше на машину, которая сделает всю работу за вас, всегда будет появляться, никогда не болеть и никогда не просить повышения. Или вы можете купить что-то, что может быть дешевле при первоначальной покупке, а затем попытаться найти кого-нибудь, чтобы запустить это, чтобы вы могли обработать достаточно работы, чтобы заплатить за это ».
Сегодняшние станки позволяют небольшому цеху удвоить выпуск продукции при том же количестве людей. «Нет никаких причин, по которым вы не можете хонинговать, растачивать или делать что-то еще — например, резку седел клапанов или балансировку, в то время как обрабатывающий центр с ЧПУ растачивает все восемь цилиндров и автоматически разгружает эти цилиндры для хонингования», — отмечает Киблер.«И точилка движется вниз по ряду цилиндров, пока вы делаете что-то еще».
Хотя многоцелевой ЧПУ может быть значительным авансом, если вы все сложите, это будет примерно столько же или меньше, чем покупка четырех отдельных ручных станков. «Если я пойду и куплю фрезерный станок и сверлильно-расточной станок, фрезу Бриджпорт и сверлильный станок, то сразу получится четыре станка. Если сложить все это, вы потратите больше, чем ЧПУ, и все равно будете иметь ограниченные возможности », — говорит Наполитано.
SONY DSCПо словам Наполитано, многие люди в этой индустрии стареют, некоторым уже за 60 и даже больше. «Некоторые из этих ребят купили свое оборудование 20 или более лет назад. Сейчас все оплачено, и это все еще работает, поэтому они не хотят платить за новое оборудование ». Он говорит, что, если у магазина нет плана по передаче права собственности, многие из этих небольших магазинов довольствуются тем, что продолжают делать то же самое, пока не смогут.
Магазины, которые хотят остаться в игре и работать над новыми двигателями, могут быть «разжалованы», потому что ближайший магазин купит ЧПУ и заберет большую часть бизнеса, говорит Наполитано. Для некоторых магазинов такое вложение — серьезное решение, но оно также может принести больше, чем предполагал владелец, потому что теперь у вас будет возможность выходить далеко за рамки стандартной работы.
Для некоторых магазинов такое вложение — серьезное решение, но оно также может принести больше, чем предполагал владелец, потому что теперь у вас будет возможность выходить далеко за рамки стандартной работы.
«Ранее в том же году я продал станок одному парню из Австралии, и у него было много работы, чтобы ее можно было выполнять на ЧПУ. У него были ребята, которые могли дождаться, пока он получит станок, и пройти обучение, чтобы закончить свою работу с новым ЧПУ. Он говорит, что сегодня у него вдвое больше работы ».
Хотя принципы растачивания не сильно изменились за прошедшие годы, инструменты и оборудование действительно эволюционировали, чтобы идти в ногу как с достижениями производителей оригинального оборудования, так и с требованиями гонок и новыми материалами.
Киблер говорит, что потребности небольшого магазина хорошо сочетаются с таким оборудованием, как расточная оправка F9A и хонингование цилиндра H85A. «У F9A есть линейка с дополнительной расточной оправкой от 1,5˝ до 5,0˝, а наш H85A можно модернизировать по мере роста бизнеса до более автоматизированного процесса».
Современные хонинговальные станки с ЧПУ будут переходить от отверстия к отверстию и даже автоматически прокатывать блок V8 и затачивать противоположный ряд. С новыми хонинговальными инструментами, которые будут работать автоматически и затачивать каждый цилиндр внутри.0002˝ по размеру и прямо.
Киблер считает, что хон теперь должен быть первым приобретаемым оборудованием. «Хонингование — безусловно, самая важная операция для уплотнительных колец и затяжки. У вас может быть идеальное отверстие перпендикулярно коленчатому валу и ровно под углом 90 градусов от другого берега, но если вы не закроете кольца, все готово ».
Бьянки говорит, что с новыми достижениями в области хонингования производители двигателей могут пойти дальше и создать различную отделку поверхности в разных местах цилиндра.«Для производителя высокопроизводительных двигателей это явное достижение. Например, наш последний хонинговальный станок может производить более грубую поверхность на верхней части цилиндра и более гладкую поверхность на нижней части для двигателей, использующих сумматоры мощности ».