Диаметр поршневого пальца ваз 2101
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 – с увеличением на 0,2, 0,4 и 0,6 мм; для 21011 – с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно врашается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Высота блока цилиндров на классический автомобиль ВАЗ (от оси коленвала до плоскости прокладки головки блока цилиндров):
— 2101, 21011, 2105 = 207,1 допуск -0,15,
— 2103, 2106, 2121, 21033(под 76 бензин для Китая), 2130 (1,8 литра ОПП) = 215,9 допуск -0,15,
— 21213 (на мотре 21214 блок 21213) = 214,58 допуск -0,15.
Толщина стенок цилиндра обычно позволяет увеличить диаметр не более чем на 2-а мм, если водяная рубашка, а точнее диаметр цилиндра смещен относительно рубашки могут возникнуть проблемы.
Ход колена 2101, 2103, 21213:
ход 2101 — 66мм (в обиходе называется низким)
ход 2103 — 80мм
ход 21213 — 80мм (более сбалансирован за счёт более развитых
противовесов, видимо в ущерб весу)
ход 2130 — 82мм
Есть тюненские колена ходом 84,86,88 мм. Но стоят они от 10тысяч
Диаметр поршней на классику
2101 — 76мм
21011,2105 — 79мм
21213 — 82мм
2108 — 82мм (ставились для ездунства на 76 бензе, для экспорта)
Имеется много кованых поршней любого стокового диаметра, а максимум 84мм
Одна из основных геометрических характеристик поршня — компрессионная высота. Она определяется расстоянием от его днища до оси поршневого пальца. Для классического мотора ВАЗ она составляет 38 мм.
Длины шатунов на классические моторы (какие бывают):
Все шатуны 2101 длинной 136 мм но есть 213 шатун такой же длинны, но там палец прессуется в поршень а не в шатун.
Есть шатуны укороченные на 7мм(как пример: запихать 80ое колено в низкий блок) Есть два вида: укороченные — производятся сразу на 7мм короче(г.Луганск, Украина, произ-ль: «Луганский завод коленчатых валов»), и усаженные, то есть берётся стоковый шатун и под нагревом усаживается, делали при совке, но они не очень желательны, и по общему мнению опасны, поскольку в месте усадки обязательно будет напряжение, и может показаться «рука дружбы»
И так что делаем:
Имеем двигатель 2101 или 21011 объемами 1,2 и 1,3 соответсвенно, что мы можем получить? из 2101 блока мы можем получить объем 1,5 и 1,6 литра, из 21011 блока 1,6 и 1,7. Что для этого нужно?
2.
 Шатуны Укороченные, Если увеличиваем объем шатунами то поршни можно оставить родные, все зависит от ресурса мотора, если точим то берем новые поршни)
Шатуны Укороченные, Если увеличиваем объем шатунами то поршни можно оставить родные, все зависит от ресурса мотора, если точим то берем новые поршни)3. Поршни (В случае если ставим родные или 213 шатуны)
остальное по мурзилке.
Пример получения 1,7 литра на 011 блоке:
1. Коленвал
2. Шатун 129 мм (как вариант, либо родной или 213)
3. Поршни 82 мм (тут зависит от шатуна, если укороченный то ставим Нивовский поршень с двигателей 21213, если Шатун будет родной или 213 то ставим поршень с меньшей компрессионной высотой)
4. Точим цилиндры до 82 мм
Так получается 1,7 литра) Для объемов 1,5 и 1,6 тот же самый порядок, только мы будем выбирать между шатунами и поршнями, в этом случае существует такое понятие как R/S (rod to stroke ratio) разница длинны шатуна и хода коленвала. И ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R / S, равная 1,75
Эффект большого R/S:
ЗА:Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
ПРОТИВ: Мотор, собранный с достаточно большим значением R / S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R / S :
ЗА:Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R / S.
Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R / S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
1. Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или
2. Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца относительно оси поршня и от значения максимального угла наклона шатуна, т.е. при применении «кованных» поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршей.
3. Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм.
Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 136 мм (он обеспечивает 06-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 136 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с длинной – 129, 132 мм, цена их правда не столь привлекательна, она колеблется от 70 до 200 долларов за комплект. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
В итоге, увеличение объема при помощи шатуна 129 мм до 1,5 (1,6) литров, мы получаем R/S — 1.61, что даст мотору тракторность, т.е. эффект малого R/S. При использовании поршней с меньшей компрессионной высотой, мы не меняем значение R/S, т.е. характеристика будет как у 2106 мотора — 1,7, что «близко к золотой середине»
1.
Блок 2101, изначальный объем 1200 см2
КВ — 2103 (21213)
Поршень — 76 (в зависимости от ремонта: 76,4; 76,8) с уменьшенной компрессионной высотой
Получаем 1,5 с R/S — 1.7
Итог: Отличный мотор почти 2103 за счет увеличения Степени Сжатия (Далее СЖ) под 92 бензин
2.
Блок 2101, изначальный объем 1200 см2
КВ — 2103 (21213)
Шатун 129 мм
Поршень — сток
Получаем 1,5 с R/S — 1.61
Итог: «Тракторный» мотор, будет получше 03 за счет тяги на низах, хорошо для города )
3.
Блок 21011, изначальный объем 1300 см2
КВ — 2103 (21213)
Поршень — 79 (в зависимости от ремонта: 79,4; 79,8) с уменьшенной компрессионной высотой
Получаем 1,6 с R/S — 1.7
Итог: Отличный мотор, будет получше 06 за счет увеличения СЖ
4.
Блок 21011, изначальный объем 1300 см2
КВ — 2103 (21213)
Шатун 129 мм
Получаем 1,6 с R/S — 1.61
Итог: «Тракторный» мотор, будет получше 06 за счет тяги на низах, хорошо для города )
Сами по себе двигатели 2101 и 21011 имеют R/S — 2,01 т.е. мотор оборотистый. Так же если расточить 2101 до 79 мм получаем объем в 1300, т.е. 011 мотор, но это уже самый последний вздох мотора. Ну а если расточить 011 мотор до 82 мм, то получаем 1400 кубиков, но и как в первом случае будет последний вздох мотора, тут важно не перегревать мотор, иначе блок на свалку.
Двигатели 2103 и 2106 одинаковые по высоте блоков, различие только в диаметрах цилиндров.
Двигатель 2103 имеет диаметр цилиндра 76 мм (Объем 1450 см2)
Двигатель 2106 — 79 мм (Объем 1567 см2)
Высота блока — 215,9 допуск -0,15 мм
Диаметр кривошипа (Ход Коленвала) — 80 мм
Длинна шатуна — 136 мм
Компрессионная высота поршня — 38 мм
отсюда имеем недоход поршня до ВМТ 1,9 мм.
Точить 2103 блок можно до 79 мм максимум, 2106 блок до 82 мм.
При расточке получаем следующее:
2103 расточенный до 79 при сток КШМ получает объем в 1600 см2
2106 расточенный до 82 при сток КШМ получает объем в 1700 см2
Установить можно Коленвал с ходом 82 мм без изменений
1.
Блок 2103 — 76мм (76,4; 76,8)
КВ — 82мм
Итог — 1487 см2 (1502; 1518) *в скобках объем при ремонтных размерах
2.
Блок 2106 — 79 мм (79,4; 79,8)
КВ — 82 мм
Итог — 1606 см2 (1623; 1639)
3.
Блок 2106 расточенный до 82 мм
КВ — 82
Итог — 1731 см2
Но вздох мотора будет последним
здесь не учитывается объемы цилиндров с ремонтными размерами поршней
При форсировке такими способами важно знать вот это:
Компрессия — это максимальное давление воздуха в камере сгорания в конце такта сжатия.
Степень сжатия двигателя — это отношение полного объема цилиндра (V) к объему камеры сгорания (Vс).
Полный объем — объем цилиндра + объем камеры сгорания + объем прокладки ГБЦ.
E = V / Vc Оба этих показателя очень важны для оценки общих мощностных факторов ( E ) и для оценки состояния мотора ( компрессия ).
Уважаемые покупатели, во избежание ошибок при отправке комплекта поршневых пальцев, в строке «Комментарий» указывайте модель и год выпуска вашего автомобиля, класс поршневого пальца (синий цвет – 1-й класс, зеленый цвет – 2-й класс, красный цвет – 3-й класс).
Много неприятных мыслей доставляют водителю клубы сизого дыма, вырывающиеся из выхлопной трубы. Это чаще всего указывает на неприятный, однако, неизбежный момент в жизни автомобиля – ремонт двигателя.
Когда автомобиль прошел примерно 150 тысяч километров возникает заметный износ поршневой группы.
Шатунно поршневая группа – шатун, поршень с кольцами , вкладыши скольшения шатунные или коренные является наиболее важной составляющей в двигателе. При несоответсствующем техническом сотоянии данных элементов в двигателе наблюдается: пониженная компрессия, возможность заклинивания.
Поршневой палец предназначен для шарнирного соединения поршня с верхней головкой шатуна . Изготавливается полым (в виде толстостенной трубки). Для того чтобы пальцы надежно работали при передаче больших усилий, они изготавливаются из сталей (легированных или углеродистых). В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По диаметру поршневые пальцы делятся на три класса через 0,004 мм.
Класс поршневого пальца маркируется краской на его торце:
синий цвет – 1-й класс
зеленый цвет – 2-й класс
красный цвет – 3-й класс
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
В конструкции поршня ВАЗ 21213 применяется свободная посадка поршневого пальца. Зазор в отверстии головки шатуна и в отверстиях в поршне обеспечивает свободное вращение пальца. В осевом направлении палец фиксируется стопорными кольцами. Для этого в поршне, в отверстиях под палец, предусмотрены установочные канавки для стопорных колец. На внешней стороне отверстий под поршневой палец, в верхней части, имеются небольшие углубления, которые облегчают установку и снятие стопорных колец. Кроме того, они способствуют доступу масла в зону контакта.
Такая конструкция упрощает процесс сборки и обеспечивает равномерный износ трущихся поверхностей, увеличивая ресурс деталей.
Рис. 1. Основные размеры шатунно-поршневой группы ВАЗ 21213
Поршень и соответствующий ему цилиндр должны относиться к одному классу, так же как и поршень с поршневым пальцем к одной категории.
По диаметру отверстия под поршневой палец, поршни также делятся на три класса через 0,004 мм.
| 1 | 2 | 3 | |
| Диаметр отверстия под поршневой палец(мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Признаки неисправности шатунно – поршневой группы:
– повысился расход бензина;
– ниже 10 кгс/см2 стала компрессия двигателя;
– увеличился расход масла. За 1000 километров пробега уровень масла уменьшился от максимальной отметки до минимальной;
– изменился цвет выхлопных газов до сизого оттенка.
Другие артикулы товара и его аналогов в каталогах: 21213100402000, 21213100402001, 21213100402002.
ВАЗ 2101- 2107, ВАЗ 2121, ВАЗ 21213-21214i, ВАЗ 2131, ВАЗ 2123, ВАЗ 2120.
Любая поломка – это не конец света, а вполне решаемая проблема !
С интернет – Магазином AvtoAzbuka затраты на ремонт будут минимальными.
Просто СРАВНИ и УБЕДИСЬ .
Не забудьте поделиться со своими друзьями и знакомыми найденной информацией, т. к. она им тоже может понадобится — просто нажмите одну из кнопок социальных сетей, расположенных выше.
“>
Виды поршневых пальцев в ДВС ВАЗ.
Поршневой палец способен обеспечивать шарнирное соединение верхней головки шатуна и самого поршня. При условии работающего двигателя на поршневой палец воздействуют существенные переменные силы. Следственно, само изделие и отверстие под него сопрягаются с минимальным зазором, который обеспечивает смазку. В двигателях ВАЗ реализованы 2 типа шарнирного соединения по схеме «поршень-палец-шатун». Так в моделях 2101, 21011, 2105, 2108, 21083 установка пальца происходит в верхней головке шатуна с достаточно плотной посадкой, которая исключит всякое вращение. Если отверстие выполняется с расчетом на зазор, будет обеспеченно свободное вращение изделия.
Далее происходит отказ от данной схемы, и производитель переходит на схему, подразумевающую «плавающий» палец. Она реализована на поршнях 21213, 2110, 2112, 21124, 21126, 11194, 21128. Здесь палец установлен с минимальным зазором, как в поршневом отверстии, так и в головке шатуна. Дабы исключить возможность смещения пальца по оси, в отверстиях под поршень и в нем самом установлены стопорные кольца. В ходе своей работы палец может проворачиваться, чем обеспечивается равномерный износ поверхностей.
Для того чтобы обеспечить надежную смазку пальцев, в бобышках предусматриваются специализированные отверстия.
В результате замера отверстий для поршневого пальца изделиям присваивают категорию: 1, 2 или 3. Разница в замерах каждой последующей составляет 0,004мм. Категория обозначена номерным клеймом на днище изделия. Дабы обеспечить нужный зазор по наружному диаметру поршневые пальцы так же делят на три класса, и отличие в них составляет те же 0,004 мм. Их маркировку производят на торце пальца посредством красок: синяя – 1й класс, зеленая – 2й, красная – 3й. В хоте сборки к поршню 1й категории подбирают палец 1го класса и т.д.
Категория обозначена номерным клеймом на днище изделия. Дабы обеспечить нужный зазор по наружному диаметру поршневые пальцы так же делят на три класса, и отличие в них составляет те же 0,004 мм. Их маркировку производят на торце пальца посредством красок: синяя – 1й класс, зеленая – 2й, красная – 3й. В хоте сборки к поршню 1й категории подбирают палец 1го класса и т.д.
Главная особенность работы шатунного механизма – это прижатие поршня к одной стороне цилиндра в результате достижения верхней мертвой точки и к другой стороне после ее прохождения. Следовательно, при приближении к ВМТ на поршень будет действовать максимальная нагрузка, а значит, возрастет и сила давления на палец. Растущие силы трения не позволяют поршню поворачиваться на пальце. В этой связи поворот нередко происходит скачкообразно, ударяясь о стенку цилиндра.
Дабы снизить шум и динамические нагрузки разработчики нередко применяют поршни, имеющие смещённое отверстие под палец. Ось отверстия в ходе работы смещается по горизонтальной плоскости относительно оси поршня. При запущенном двигателе это влечет за собой возникновение момента силы, который способствует преодолению силы трения. Это конструктивное решение позволило добиться плавной смене точек контакта цилиндра и поршня. В обязательном порядке данные изделия имеют метки, помогающие правильно ориентировать его при установке. Тем не менее, стук в цилиндре будет напрямую зависеть от износа юбки и цилиндров.
Выпускаются и поршни с вертикальным смещением оси пальца. Именно оно приводит к уменьшению компрессионной высоты. Кроме того, для тюнинговой доработки двигателя применяют поршни с дополнительным смещением указанной оси отверстия вверх. Основная характеристика данных поршней – величина смещения, обозначающая изменение положения отверстия под палец, относительно стандартных параметров изделия.
1. Рекомендуем снимать поршневые
кольца специальным съемником. Если его нет, аккуратно раздвиньте замок
кольца и снимите кольцо с поршня. Аналогичным образом снимите остальные
кольца. Рекомендуем снимать поршневые
кольца специальным съемником. Если его нет, аккуратно раздвиньте замок
кольца и снимите кольцо с поршня. Аналогичным образом снимите остальные
кольца. | 2. С помощью специальной оправки выпрессуйте палец из шатуна. | 3. Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины – замените поршни. | |||
| 4. Для определения зазора измерьте диаметр цилиндра (смотрите подраздел) и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от днища поршня. | 5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (смотрите примечание 1), замените поршни с кольцами. | 6. Вставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (смотрите примечание 2). Если зазор меньше 0,25 мм, осторожно спилите надфилем концы кольца. | |||
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки. | 8. Переверните поршень так, чтобы палец встал вертикально,
при этом он не должен выпадать из поршня под действием собственного
веса. | 9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши. | |||
10. Осмотрите шатуны с крышками. Замените погнутые шатуны. | 11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм. | 12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (смотрите примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки. | |||
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня. Внимание Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.Если при сборке шатунно-поршневой группы устанавливаются новые
детали, подберите поршни к цилиндрам по классу, группе и по массе. | |||||
Примечание Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно. Обозначение ремонтного размера: 1-й ремонтный – треугольник, Обозначение группы по массе: нормальная – “Г”, | |||||
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках. | 15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня. | 16. На нижнем копрессионном кольце имеется проточка. Кольцо должно устанавливаться проточкой вниз. Перед установкой маслосъемного кольца поверните пружинный расширитель так, чтобы его замок находился с противоположной стороны от замка кольца. | |||
| 17. Поверните поршневые кольца так, чтобы их замки располагались под углом 120° друг к другу. | 18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий
выступ на вкладыше должен войти в паз головки шатуна. | 19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна. |
 Если палец выпадает из поршня, возьмите палец следующего класса.
Если из поршня выпадает палец третьего класса, замените поршень
и палец.
Если палец выпадает из поршня, возьмите палец следующего класса.
Если из поршня выпадает палец третьего класса, замените поршень
и палец. Поршневые пальцы и поршни также нужно подобрать по классу.
Поршневые пальцы и поршни также нужно подобрать по классу.
КШМ ВАЗ 2110, 2111, 2112
КШМ ВАЗ 2110, 2111, 2112
Сейчас мы рассмотрим особенности устройство КШМ ВАЗ 2110, 2111, 2112
Основные размеры КШМ ВАЗ 2110, 2111, 2112 показаны на рисунке. Хорошо зарекомендовали себя двигателя ВАЗ 2110, они имеют много взаимозаменяемых деталей КШМ с двигателями ВАЗ 2108, ВАЗ 2109.
Схема измерения цилиндров 2110, 2111, 2112
Детали КШМ ВАЗ 2110, 2111, 2112
Поршень ВАЗ 2110, 2111, 2112 — алюминиевый, литой. При изготовлении детали строго выдерживается масса поршня. Поэтому во время сборки двигателя по массе поршни не требуется подбирать.
Поршни ВАЗ 2110, 2111, 2112 имеют 5 классов (А, B, С, D, Е)в зависимости от наружного диаметра с шагом 0,01 мм.
Что касается наружной поверхности поршня, то она имеет достаточно сложную форму, поэтому диаметр поршня измеряют только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Еще поршни делятся на 3 класса по диаметру отверстия под поршневой палец с шагом 0.004 мм. Классы диаметров поршня и отверстия под поршневой палец можно определить по клейму на днище поршня.
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112
Поршни ремонтных размеров ВАЗ 2110, 2111, 2112 изготавливают с наружным диаметром, увеличенным на 0,4 и 0.8 мм. Различить ремонтные размеры поршней можно благодаря маркировке на поршне в виде квадрата (0,8) или треугольника (0,4).
Чтобы правильно установить поршень в цилиндр необходимо пользоваться указательными стрелками на днище поршней. Стрелка должны быть направлена к приводу распределительного вала.
Поршневой палец ВАЗ 2110, 2111, 2112 — изготавливается из стали, полый, плавающего типа. Плавающий тип поршневого пальца означает, что он может свободно вращаться в бобышках поршня и втулке шатуна. Для фиксации поршневого пальца используют пружинные стопорные кольца.
Классы поршневых пальцев ВАЗ 2110, 2111, 2112:
3 класса с шагом 0,004 мм – по наружному диаметру.
Класс поршневого пальца можно определить по маркировке на торце поршневого пальца красной (3 класс), синей (1 класс) или зеленой (2 класс) меткой.
Поршневые кольца ВАЗ 2110, 2111, 2112
Поршневые кольца ВАЗ 2110, 2111, 2112 изготавливаются из чугуна.
Существуют верхние и нижние компрессионные кольца ВАЗ 2110, 2111, 2112.
Верхнее компрессионное кольцо ВАЗ 2110, 2111, 2112 — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо ВАЗ 2110, 2111, 2112 изготавливается скребкового типа.
Маслосьемное кольцо ВАЗ 2110, 2111, 2112 изготавливается с хромированными рабочими кромками и с разжимной витой пружиной.
Кольца ремонтных размеров обозначаются маркировкой «40» или «80», что соответствует наружному диаметру 0,4 или 0,8.
Шатун ВАЗ 2110, 2111, 2112 – изготавливается из стали, кованый. Он обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются.
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм. После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
16-клапанники 2008 года — журнал За рулем
Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника. Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других.
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Справа поршень 21124. Диаметр 82 мм, глубина лунок под клапаны 5,53 мм. (У прежнего 2112 — 3,19 мм для впускных и 3,06 — для выпускных.) Слева облегченный поршень 11194 — диаметр 76,5 мм, лунки неглубоки, а 21126 отличается лишь диаметром — 82 мм. Отверстие для пальца в поршне 21124 смещено влево на 1 мм, а в поршнях 11194 и 21126 на 0,5 мм — если смотреть навстречу стрелке на днище поршня. Именно так его и ориентируют при сборке двигателя, чтобы при «перекладке» в ВМТ он не стучал. Поршни 21124 поделены по диаметру юбки на 5 классов (A, B, C, D, E) через 0,01 мм. У поршней 11194 и 21126 три класса (A, B, C) через 0,01 мм. Маркировка — на днищах.
У шатуна 11194 поверхность сопряжения крышки с телом не гладкая (механически обработанная), как у 2110, а рельефная, получаемая изломом. Технология излома шатунов обеспечивает гораздо лучшую итоговую «круглость» отверстия нижней головки, чем у шатуна 2110.
Технология излома шатунов обеспечивает гораздо лучшую итоговую «круглость» отверстия нижней головки, чем у шатуна 2110.
Термические нагрузки 16-клапанных двигателей выше, чем 8-клапанных, поэтому у всех трех блоков во вторую, третью, четвертую и пятую опоры коренных подшипников запрессованы форсунки, подающие масло для охлаждения поршней.
Коленчатый вал всех трех двигателей единый, изготовлен из высокопрочного чугуна. Радиус кривошипа 37,8 мм, соответственно, ход поршня — 75,6 мм. Маркировка «11183» сделана в отливке на шестой щеке противовеса.
Если сравнить массу комплекта «поршень, палец, стопорные и поршневые кольца, шатун и вкладыши» для двигателей 21124 и 21126, то получится, что обновленный вариант на 437,2 г легче. В частности, масса поршня 21126 — 244 г против 355 г у 21124. Масса нового шатуна 412 г взамен 683 г у старого. Новые шатуны, поршни, кольца, пальцы производства Federal Mogul.
Двигатель 21126 получил новый механизм натяжения ремня ГРМ. В связи с этим передняя часть головки блока изменена (на фото справа). На передней стенке увеличены опорные поверхности бобышек под ролики привода ремня ГРМ, и вместо шпилек теперь резьбовые отверстия.
Отличить головку блока двигателя 21124 от 21126 можно по номеру 2112 на отливке, на правой стенке между третьим и четвертым цилиндрами. Корпус подшипников (верхняя плита головки, на фото она светлей) у обеих конструкций одинаковый. Перед его установкой сопрягаемую поверхность необходимо смазать анаэробным герметиком «Анатерм-506» либо «Локтайт-574». Привычный для многих автолюбителей силиконовый герметик для этой операции непригоден.
Объем камеры сгорания в головке блока 11194 меньше, чем у 1,6-литровых моторов. Эта головка невзаимозаменяема с 21124 и 21126, а механизм натяжения ремня ГРМ аналогичен 21126, поэтому на передней стенке — широкие опорные поверхности под ролики и резьбовые отверстия под болты их крепления. Номер головки находится на приливе с правой стороны.
Номер головки находится на приливе с правой стороны.
Гидротолкатели (наружный диаметр 30 мм), клапанные пружины, впускные и выпускные клапаны (не путать их!) у всех трех двигателей взаимозаменяемы. При монтаже головки цилиндров необходимо убедиться в том, что в тело головки запрессован противодренажный клапан. Он препятствует сливу масла из каналов головки цилиндров в поддон на заглушенном двигателе и ускоряет поступление масла к гидротолкателям при пуске после длительной стоянки.
Поршневой палец стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и втулке шатуна). От осевого перемещения в бобышках поршня он зафиксирован стопорными кольцами. По наружному диаметру пальцы двигателя 21124 разделены на три класса через 0,004 мм. Маркировка нанесена на торце краской. Самый «тонкий» с голубой меткой, далее следует зеленый и красный. Наружный диаметр поршневого пальца двигателей 11194 и 21126 единый — разбивки на классы нет. Наружный диаметр поршневого пальца 21124 — 22 мм, 11194 и 21126 — 18 мм. Длина пальца 21124 — 60,5 мм, масса 110 г. Длина пальца 11194 — 48 мм, масса 62,5 г. Палец 21126 при длине 53 мм имеет массу 69,5 г.
Впускные распределительные валы на двигателях 11194, 21124 и 21126 взаимозаменяемы. Аналогичная ситуация с выпускными. А вот между теми и другими есть отличия в фазах открытия и закрытия клапанов. Чтобы не путать валы, на впускном рядом с первым кулачком отлита реборда (стрелка), а между вторым и третьим — номер, две последние цифры которого «15». У выпускного вала реборды нет, а номер заканчивается на «14».
Ремонт ШПГ двигателя ВАЗ-2123
Основные размеры шатунно-поршневой группы показаны на рисунке 1.
Поршень — алюминиевый литой. При изготовлении строго выдерживается масса поршней.
Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм.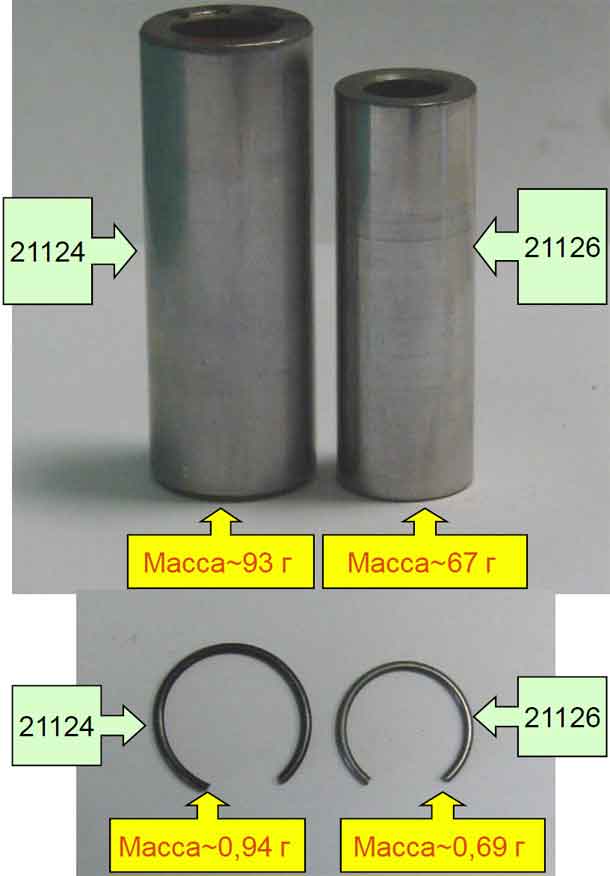 Наружная поверхность поршня имеет сложную форму.
Наружная поверхность поршня имеет сложную форму.
По высоте она бочкообразная, а в поперечном сечении — овальная.
Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм.
Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня
Рисунок 2. Маркировка поршня и шатуна
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром.
На днищах этих поршней ставится маркировка в виде треугольника или квадрата.
Треугольник соответствует увеличению наружного диаметра на 0,4 мм, а квадрат — на 0,8 мм.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец — стальной, полый, плавающего типа, тесть свободно вращается в бобышках поршня и втулке шатуна. Палец фиксируется в поршне двумя стальными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.
Поршневые кольца — изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью.
Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной (расширителем).
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности не взаимозаменяемы.
Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 6 (см. рисунок 2) цилиндра, в который они устанавливаются.
При сборке цифры на шатуне и крышке должны находиться с одной стороны
В верхнюю головку шатуна запрессована сталебронзовая втулка.
По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни).
Номер 5 класса клеймится на верхней головке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (таблица), маркируемые краской на стержне шатуна.
На двигатель должны устанавливаться шатуны одного класса по массе.
Подгонять массу шатунов можно удалением металла с бобышек на головках до минимальных размеров 16,5 и 35,5 мм (рисунок 3).
Классы шатунов по массе верхней и нижней головок
|
Масса головок шатуна, г. |
класс |
Цвет маркировки |
|
|
Верхней |
Нижней |
||
|
186±2
|
519±3 |
А |
белый |
|
525±З |
В |
голубой |
|
|
531±3 |
С |
красный |
|
|
190±2
|
519±З |
D |
черный |
|
525±3 |
Е |
фиолетовый |
|
|
531±3 |
F |
зеленый |
|
|
194±2
|
519±3 |
G |
желтый |
|
525±3 |
H |
коричневый |
|
|
531±3 |
I |
оранжевый |
|
С выпуска 2012 года массы головок шатунов немного изменились
|
Масса головок шатуна, г. |
класс |
Цвет маркировки |
|
|
Верхней |
Нижней |
||
|
186±2
|
527±3 |
А |
белый |
|
533±З |
В |
голубой |
|
|
539±3 |
С |
красный |
|
|
190±2
|
527±З |
D |
черный |
|
533±3 |
Е |
фиолетовый |
|
|
539±3 |
F |
зеленый |
|
|
194±2
|
527±3 |
G |
желтый |
|
533±3 |
H |
коричневый |
|
|
539±3 |
I |
оранжевый |
|

Подбор поршня к цилиндру
Расчетный минимальный зазор между поршнем и цилиндром (для новых деталей) равен 0,025— 0,045 мм.
Он определяется как разность минимального размера цилиндра и максимального размера поршня и обеспечивается установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) —0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно, ближе к расчетному.
В запасные части поставляются поршни классов A, C, E.
Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Например, к цилиндрам классов B и D может подойти поршень класса C.
Разборка и сборка
Разборка
Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Сборка
Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца.
У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки (рисунок 4) и не выпадал из него, если держать поршень как показано на рисунке 5.
Рисунок 4. Установка поршневого пальца
Рисунок 5. Проверка посадки поршневого пальца
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня.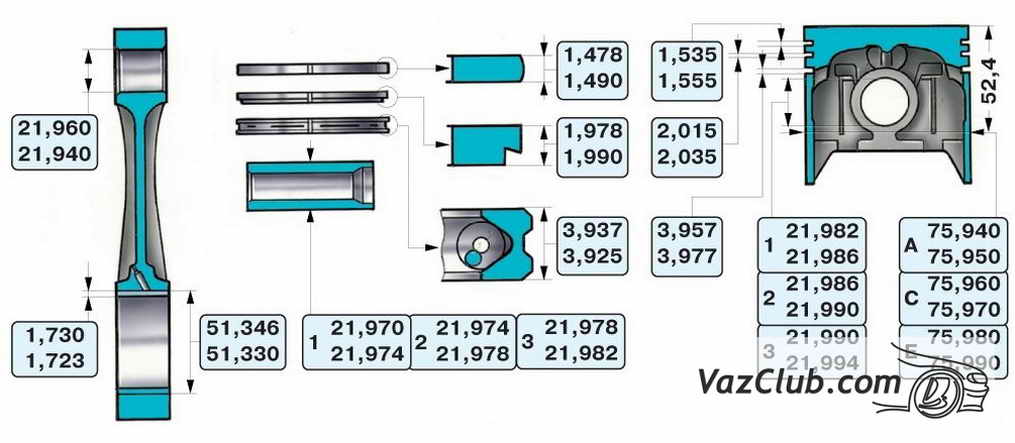
Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца.
Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45˚ к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180˚ к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом приблизительно 90˚ к оси замка верхнего компрессионного кольца
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рисунок 1). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Разборку и сборку шатунно-поршневой группы можно посмотреть здесь.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали.
Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются.
Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рисунке 6, вставляя кольцо в соответствующую канавку.
Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04—0,07 мм, для нижнего — 0,03—0,06 мм и для маслосъемного — 0,02—0,05 мм. Предельно допустимые зазоры при износе —0,15 мм.
Рисунок 6. Проверка зазора между поршневыми кольцами и канавкам
Рисунок 7. Проверка зазора в замке колец
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рисунок 7), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском 0,003 мм.
Для колец нормального размера диаметром 82 мм можно применять калибр 67. 8125.9502.
8125.9502.
Зазор должен быть в пределах 0,25—0,45 мм для всех новых колец. Предельно допустимый зазор при износе — 1 мм.
Оптимальные размеры поршневой группы ВАЗ 2106: фото- и видеообзор
После определенного пробега увеличивается расход масла и падает компрессия в цилиндрах. Это говорит об износе поршневой группы. В этом случае потребуется замена поршня. При замене поршней необходимо учитывать размеры поршневой группы ВАЗ 2106. В статье описывается, как правильно подобрать и поменять все комплектующие поршневой группы на ВАЗ 2106.
Содержание
[ Раскрыть]
[ Скрыть]
Поршневые кольца. Какие лучше?
Шатунно-поршневая группа на ВАЗ 2106 состоит из поршня, шатуна, поршневых колец и поршневого пальца. Поршневые кольца различаются по назначению: на компрессионные и маслосъемные. Первые не дают проникать газам из камеры сгорания в картер. Маслосъемные, снимая остатки масла с цилиндров, препятствуют его проникновению из картера в камеру сгорания. В свободном состоянии кольца имеют больший диаметр, чем внутренний диаметр цилиндра. Поэтому на кольце имеется вырез, называемый замком.
В цилиндрах высокого качества используются узкие кольца, которые снижают трение и предотвращают вибрацию на высоких оборотах двигателя. Но из-за большой нагрузки они быстро изнашиваются сами и ускоряют износ цилиндров. Поэтому более популярны широкие кольца, так как они надежнее. Особенностью поршневых колец является то, что после миллионных циклов они должны сохранять упругость и обеспечивать уплотнение. Поэтому для их изготовления должен использоваться материал, имеющий низкие коэффициенты трения и износа.
Набор поршневых колец для заменыПервые изделия стали изготавливать из ковкого чугуна, который имеет хорошие рабочие характеристики благодаря своей пористой структуре. Следующим материалом стал применяться пластичный чугун, который упруго деформируется, что облегчает посадку изделий на поршень.
Еще одним материалом, из которого изготавливаются кольца, является чугун, покрытый твердым хромом. Эти изделия необходимо тщательно подбирать при замене, так как у них малая пластичность. Но при этом они имеют высокую износостойкость даже в условиях повышенного давления и высоких температур. Их применяют на форсированных двигателях. Существуют еще кольца из нержавеющей стали, которые по характеристикам схожи с хромированными деталями, но имеют более продолжительный срок службы.
Эти изделия необходимо тщательно подбирать при замене, так как у них малая пластичность. Но при этом они имеют высокую износостойкость даже в условиях повышенного давления и высоких температур. Их применяют на форсированных двигателях. Существуют еще кольца из нержавеющей стали, которые по характеристикам схожи с хромированными деталями, но имеют более продолжительный срок службы.
На эффективность работы кольца, кроме материала влияет его расположение и конструкция. Если изделие немного перекручено, то быстрее идет его притирание со стенками цилиндра. Компрессионные кольца с L-образным участком, способствуют развитию дополнительного усилия, прикладываемого к стенкам цилиндров при высоком давлении.
Таким образом, определяясь, какие ставить поршневые кольца на ВАЗ 2106, нужно учитывать следующие факторы:
- ширину;
- материал;
- конструкцию.
Замена поршней
Перед выполнением ремонтных работ ВАЗ 2106 прежде всего необходимо тщательно вымыть двигатель, чтобы исключить попадания внутрь мелких частиц и грязи. Демонтированный мотор лучше положить на надежную полку, расположенную на удобной высоте. Из инструментов для замены нужно приготовить:
- наборы накидных и торцевых ключей;
- набор головок;
- динамометрический ключ;
- специальное съемное приспособление для колец;
- набор плоских щупов;
- штангенциркуль;
- нутромер;
- молоток.
При разборке следует тщательно запоминать расположение всех деталей ВАЗ 2106, делать пометки, а лучше сфотографировать.
Этапы работы
- Сначала нужно снять головку блока цилиндров.
- Следующий шаг – снятие поддона для обеспечения доступа к коленвалу и шатунам.
- Затем ключом на «36» нужно провернуть коленвал пока не будут максимально выдвинуты гайки шатунов.
- Далее головкой на «14» откручиваем две гайки, удерживающие крышку шатуна, и снимаем крышку.
- Чтобы вытянуть поршень, нужно усилием руки или с помощью ручки молотка надавить на болт шатуна.
 Поршень должен выйти с обратной стороны. Разбирать нужно аккуратно, чтобы не повредить поршень и поверхности стенок цилиндра.
Поршень должен выйти с обратной стороны. Разбирать нужно аккуратно, чтобы не повредить поршень и поверхности стенок цилиндра. - Далее снимаем кольца с поршней, поддевая их пальцем или ногтем и вынимая из канавки. Проворачиваем изделие до тех пор, пока оно полностью не покинет канавку.
Разжимаем пальцами зазор
- После снятия все детали нужно промыть керосином, а канавки тщательно вычистить. Поверхности все нужно протереть и проверить на наличие дефектов: царапин и трещин.
- С помощью нутромера делаются измерения износа: в четырех плоскостях в перпендикулярных направлениях. При превышении износа 0,15 мм или наличии царапин выполняется расточка блока до их полного удаления, а также подгоняются необходимые размеры.
- Далее подбираются шатуны и поршневые пальцы для замены. После подбора их нужно вставить. Для этого необходимо нагреть головку шатуна и надеть на шатун поршень. Палец следует вставлять с оправкой. В вертикальном положении шатунный палец не должен выпадать.
- Для вывода о необходимости замены деталей, нужно снять размеры зазоров между кольцами и цилиндром. Для этого изделия вставляются в цилиндр и измеряется зазор в замке, он не должен быть больше 0,45 мм.
Как правильно измерить зазор
- Далее последовательно устанавливаются поршневые кольца с помощью специального приспособления.
- Замок первого кольца нужно установить на 30 градусов от оси пальца. На остальных замки устанавливаются относительно друг друга на 120 градусов.
Схема расположения изделий
- Перед установкой детали нужно смазать машинным маслом. Сборка осуществляется в обратном порядке.
Выполняя самостоятельно замену поршневой группы на ВАЗ 2106, следует внимательно следить за последовательностью установки.
Видео «Сборка поршневой группы на ВАЗ 2106»
В этом видео показываются тонкости при сборке коленчатого вала и поршневой группы ВАЗ 2106.
Характеристика поведения системы шатуна с регулируемой степенью сжатия (VCR) с подвеской эксцентрично поршневого пальца и опорой гидравлического момента
Основные моменты
- •
Переменные состояния в шатуне VCR были измерены при работе двигателя с включенным двигателем.

- •
Жесткость механизма поддержки характеризуется как функция от числа оборотов двигателя и нагрузки.
- •
Установлено, что система устойчива к изменениям условий потока подаваемого масла, таких как давление, температура и аэрация.
- •
Работоспособность механизма свободного хода охарактеризована при переходах CR.
- •
Эффекты рассеяния, возникающие в поршнях гидравлической опоры, были определены количественно и оказались незначительными.
Реферат
Превращение геометрической степени сжатия в регулируемый параметр считается последним оставшимся значительным технологическим шагом в разработке двигателя внутреннего сгорания. Были спроектированы и испытаны многочисленные прототипы двигателей с переменной степенью сжатия (VCR).Внедрение технологии VCR увеличивает усредненную эффективность преобразования энергии в двигателях со стехиометрическим искровым зажиганием (SI) в диапазоне от 3 до 8% в зависимости от цикла движения, топлива и степени турбонаддува. Подход шатуна с регулируемой длиной, так называемый шатун VCR, считается многообещающим решением, потому что он может быть реализован практически в любом поршневом двигателе независимо от типа (рядный, V-образный или оппозитный двигатель) с минимальными изменениями на существующая компоновка двигателя.Один из подходов к конструкции шатуна VCR заключается в подвеске эксцентрично поршневого пальца в сочетании с двумя гидроцилиндрами, удерживающими эксцентрик в желаемом угловом положении. Изменение степени сжатия (CR) инициируется посредством приведения в действие гидравлического переключающего клапана на шатуне видеомагнитофона. Силы газа и массы, действующие на поршневой палец, приводят к возникновению момента, действующего на эксцентрик. Чтобы оптимизировать конструкцию шатуна видеомагнитофона с точки зрения прочности, веса и производственных затрат, необходимо знать и понимать динамическое поведение и любые возникающие явления.Целью этой работы было исследование этого динамического поведения с помощью испытаний двигателя. Для этого шатун видеомагнитофона был оснащен датчиками, и данные измерений были получены синхронно с углом поворота коленчатого вала. Во время этих испытаний рабочие параметры, такие как частота вращения и нагрузка двигателя, а также условия потока подаваемого масла были оценены для двух ступеней степеней сжатия и во время переходов от одной степени сжатия к другой.
Ключевые слова
Двигатели SI
Переменная степень сжатия
VCR
Механические испытания
Топливная эффективность
Рекомендуемые статьи Цитирующие статьи (0)
Полный текст© 2020 Elsevier Ltd.Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
Применение борсодержащей стали 12ГР для изготовления поршневых пальцев двигателей ВАЗ
Н.П. Лякишев, Ю. Плинер Л., Лаппо С. И. Борсодержащие стали и сплавы , Металлургия, Москва (1986).
Google ученый
Золотько В.А. О возможности изготовления поршневых пальцев дизелей из стали 18ХГТ методами механохимической и термической закалки // Металловедение.Срок. Обраб. Встретились. 1997. № , № 6. С. 33–35.
Google ученый
А.К. Тихонов, Ю. А. Лаврененко, Ю. Урусов, Ю. Палагин М. Низколегированные борсодержащие стали для высокопрочной арматуры // Надежность и качество в промышленности, энергетике и на транспорте. Int. Конф. (Самара, 6–8 октября 1999 г.), ч. 1 (1999), с. 155–158.
Бобылев М.В., Бобылев Ю. А.Лавриненко, Н.И. Сардаев, А.С. Кочергин, «Контроль качества борсодержащих сталей для автомобильных деталей», В сб .: Abs. Rep. Int. Sci. Практик. Конф. «Материалы в автомобилестроении» (18–20 июня 1998 г.) , Тольятти (1998), с. 45–46.
Носов В.Б., Юрасов С.А. Расчет прокаливаемости борсодержащих сталей // Металловедение. Срок. Обраб. Встретились. , № 3, 19–22 (1995).
Google ученый
Сталь круглая калиброванная и точеная марки 12ХН для холодной высадки, ТУ 14-1-3260–81 .
Тихонов А.К. Материалы для автомобилей. Металловед. Срок. Обраб. Встретились. 1987. Т. , № 10. С. 20–25.
Google ученый
В.Н. Гриднев, В.Г. Гаврилюк, Ю.А. Мешков, Прочность и пластичность холоднодеформированной стали , Наукова думка, Киев (1974).
Google ученый
Д. Луптон и Д. Уорингтон, Metal Sci. , 6, , 200–204 (1972).
Google ученый
Д. Маклин, Границы зерна в металлах , Металлургиздат, Москва (1960).
Google ученый
Горелик С.С., Рекристаллизация металлов и сплавов, , Металлургия, Москва (1978).
Google ученый
Утевский Л.М., Хрупкость стали при отпуске , Металлургиздат, Москва (1961).
Google ученый
Тихонов А.К. Химико-термическая обработка в крупносерийном производстве // Металловедение. Срок. Обраб. Встретились. , № 1. С. 15–18 (1996).
Google ученый
Тихонов А.К., Пономарев Н.Н. Особенности устройства и обслуживания автоматических линий химико-термической обработки Holcroft // Металловедение. Срок. Обраб. Встретились. , № 11. С. 16–18 (1996).
Google ученый
Матвеев Н.А. (ред.), Определение закаливаемости науглероженных и нитроцементованных слоев, РТМ 37.002.0224–76 , НИИТАВТОПРОМ, Москва (1976).
Google ученый
Все, что вам нужно знать о стилях, материалах и покрытиях штифтов на запястье
Штифт для запястья выполняет невероятно важную работу, перемещая более 11 000 фунтов силы вверх и вниз по каналу.Выбор правильного булавки для приложения имеет решающее значение.
Вам будет трудно найти компонент в спортивном или гоночном двигателе, который был бы менее привлекательным, чем скромная булавка на запястье. Но подумайте, сколько злоупотреблений должен выдерживать этот компонент. Две самые большие нагрузки в возвратно-поступательной части любого двигателя внутреннего сгорания сосредоточены на пальце запястья. Что еще хуже, силы прилагают нагрузку в противоположных направлениях. Сжимающие нагрузки, такие как давление в цилиндре, давят на поршень прямо через палец на запястье, пытаясь сжать шатун, в то время как высокие обороты создают почти такие же разрушительные силы в противоположном направлении.
Булавки для запястья бывают разных размеров, толщины стенки, отделки и покрытия. Выбор правильного штифта — это баланс между весом и долговечностью.Когда кривошип дергает шатун и штифт на запястье и делает свою версию средневековой реечной машины, он создает то, что называется растягивающей силой. В то время как человеческое тело плохо переносит разрушение, двигатели немного более терпимы. Небольшой блок Chevy с 600-граммовым поршнем, пальцем на запястье и шатуном при 6000 об / мин создает растягивающую нагрузку более 11000 фунтов — это все равно, что подвешивать пару полностью одетых Suburbans к этому штифту — со скоростью 100 раз в секунду. .
Может показаться, что сейчас самое время выяснить, почему небольшая страховка в виде качественной булавки на запястье — это больше, чем просто хорошая идея. При обсуждении того, что делает булавку на запястье прочной, необходимо прежде всего обратиться к проблеме металлургии.
Существуют буквально сотни стальных сплавов, но лишь немногие из них достойны использования в гоночном двигателе. Все стали можно оценивать по-разному, но критическими числами являются их предел прочности на растяжение и предел текучести. Предел прочности при растяжении — это то, какую нагрузку сплав выдержит при растяжении — подумайте о канате для перетягивания каната — до того, как он сломается или сломается.
Но, возможно, более важным числом является предел текучести стали. Это та нагрузка, которую он выдержит и не деформируется навсегда. Даже сталь имеет память, которая позволяет ей загружаться в заданную точку и возвращаться к своей первоначальной форме без остаточной деформации. Однако приложите нагрузку сверх этого предела текучести, и сталь будет деформироваться так же, как кусок карамельной конфеты.
На рисунке показаны булавки для запястья разной длины и ширины, но с сильно различающейся толщиной стенки.По мере увеличения давления в цилиндре должна увеличиваться толщина стенок штифтов, чтобы предотвратить изгиб и поломку штифта.Типы материалов
В большинстве серийных двигателей используется холоднокатаный стальной сплав 1018, который отлично подходит для бабушкиных экскурсий в бинго-зал. Но для мощного или гоночного двигателя, предназначенного для высоких оборотов или закиси азота, Trend предлагает несколько высокопрочных альтернатив.
Штифты для запястий серии G созданы из гораздо более прочной стали 4130, которая обеспечивает значительные преимущества в отношении прочности на разрыв и предела текучести.По словам менеджера Trend Performance Стива Роуди, «первыми двумя требованиями при выборе булавки для запястья должен быть материал, а вторым — толщина стенки».
Толщина стенки — это обоюдоострое решение, потому что, хотя более толстый штифт, очевидно, прочнее, он также тяжелее. Это классическая дилемма силы и веса, и каждое применение будет немного отличаться. Здесь технические специалисты Trend могут помочь, предложив предложения, основанные на обширном опыте. Хотя вес добавляет прочности, он также подвергается более высоким растягивающим нагрузкам при высоких оборотах.Более легкий штифт может быть лучшим выбором для короткоходного двигателя с высокими оборотами, где штифт с более толстыми стенками может быть предпочтительным при более высоких нагрузках на цилиндр или где долговечность является высоким приоритетом.
Предел прочности на растяжение и предел текучести легированной стали
Материал | Растяжение | Доходность | Роквелл |
1018 | 63 800 | 53,700 | 71 руб. |
4130 | 97 000 | 63 000 | RC 60 |
4340 | 185 000 | 125 000 | RC 35 |
H 13 | 289 000 | 239 000 | RC 54 |
C300 | 320 000 | 308 000 | RC 55 |
Все номинальные значения указаны в фунтах на кв. Дюйм.Это репрезентативные числа, которые будут меняться с учетом рейтингов твердости по Роквеллу.
В качестве примера, для штифта серии G малого блока Chevy диаметром 0,927 дюйма и шириной 2,500 дюйма компания Trend предлагает три различных толщины стенок: 0,125, 0,155 и 0,185 дюйма. Их разница в весе значительна — от 100 до 120 или 137 граммов. Это более чем 30-процентный колебание веса, предлагая широкий выбор вариантов применения.
Штифты сумматора на запястье
Если у вас на повестке дня сумматор мощности в сочетании с более высокой удельной мощностью, компания Trend предлагает премиальную альтернативу серии H, которая начинает свой срок службы с использованием гораздо более прочного сплава инструментальной стали H-13.Этот выбор может быть больше обусловлен потребностью в долговечности. Роуди говорит: «Булавки для запястья серии H-13 считаются улучшенным материалом по нескольким причинам. Это лучший выбор: инструментальная сталь со сквозной закалкой по сравнению с цементируемой хромомолибденом. Штифты H-13 также хонингованы по внутреннему диаметру для снятия напряжений, при необходимости могут быть добавлены закругленные концы и фаски ».
Слева — коническая булавка для запястья, а справа — стандартная булавка для запястья. Конусность удаляет материал на конце штифта, где требуется меньшая прочность, и снижает вес.Это простая процедура осветления для многих областей применения.Обладая классом твердости Rc 54 по Роквеллу, этот штифт способен выдержать нагрузку на двигатели NHRA Pro Stock со скоростью более 11500 об / мин. Сплав H-13 — идеальный выбор, поскольку он легче принимает алмазоподобное покрытие (DLC) по сравнению со стальным сплавом 9130. h23 выдерживает температуру 1000 градусов по Фаренгейту по сравнению с 9130, у которого температура намного ниже 300 градусов по Фаренгейту. Поскольку для нанесения покрытия Trend DLC требуется 400 градусов по Фаренгейту, это означает, что процесс нанесения DLC приведет к нежелательным структурным изменениям штифта 9130.
Алмазные покрытия
Покрытие DLC является отличным дополнением к сильно нагруженным булавкам на запястье из-за его невероятной адгезии и прочности под нагрузкой. Покрытие создает серию взаимосвязанных пластинок, которые прилипают к основному металлу, но при этом значительно повышают как долговечность, так и твердость. Более гладкая поверхность DLC по сравнению с основным металлом также улучшает смазывающую способность, что делает его превосходной обработкой поверхности для булавок на запястье в приложениях с высокой выходной мощностью.
Trend предлагает булавки для запястий любого размера, формы, материала и т. Д., Которые вы только можете себе представить. В дополнение к превосходным базовым штифтам для запястий также предлагается суперфиниш и покрытие DLC.Есть несколько явных признаков того, что текущий штифт на запястье может быть чрезмерно напряжен, включая черные полосы на выступе штифта или признаки повреждения втулки штифта. Хотя это может быть признаком недостаточной смазки, они также могут быть показателями прогиба, когда двигатель приближается к концу способности пальца выдерживать нагрузку.
Отделка булавки на запястье
Именно здесь дополнительный процесс суперфинишера Trend может предложить дополнительную защиту. На почти микроскопическом уровне поверхность любого обработанного компонента может быть представлена как поперечное сечение выступов и впадин. Хотя впадины удерживают масло, именно пики вызывают перенос металла при большой нагрузке.
Покрытия DLC значительно улучшают качество поверхности и долговечность. Они невероятно твердые, что делает их устойчивыми к износу и деформации, а их чрезвычайно гладкие поверхности улучшают смазывающую способность.Родей объясняет: «Supfina — немецкая компания, которая создала технологию, которую мы называем Super Finishing. Это машина, которая переносит несколько булавок на запястье в стиле «сквозной подачи» на 2 роликах длиной примерно 40 дюймов с использованием ряда камней, прикрепленных к приспособлению, предназначенному для приложения заданного давления к булавкам, проходящим через машину. . Он направлен на сбивание микроскопических пиков, что влияет на несколько измеримых значений булавки на запястье ».
Превосходное покрытие уменьшает микроскопические выступы металла на поверхности, среднее покрытие — Ra — намного более гладкое, что приводит к значительному увеличению площади поверхности при одновременном снижении вероятности образования микротрещин или переноса металла между пальцем запястья и поршнем или поршнем. втулка стержня.Все это является положительным моментом, особенно с учетом экстремальных нагрузок, которые двигатели с большой мощностью прикладывают к пальцам.
Этот массивный штифт для дизельного двигателя. Из-за высокого наддува и огромного давления в цилиндре штифты имеют большие размеры и очень толстые стенки. ШтифтыTrend 4130 обеспечивают превосходную поверхность менее 2,5 Ra со значением концентричности, которое составляет 60 миллионных долей дюйма — это 0,000060 дюйма, и с этого момента цифры улучшаются.Штифты H-13 имеют Ra менее 1 и значение радиального биения 0,000040 дюйма. Верхние штифты TP-1 будут измерять внутри концентричность 0,000020 дюйма.
Когда команды Top Fuel начали злоупотреблять предыдущими топовыми моделями Trend, Trend ответила своим нынешним шкворнем — TP-1. Это также потребовало процесса сквозного упрочнения, чтобы обеспечить прочность и ударную вязкость, создавая Rockwell Rc60. Запатентованный компанией Trend материал TP-1 обеспечивает прочность на сжатие и желаемые качества поверхности, как у M2, без потери прочности, необходимой для того, чтобы выдерживать невероятное давление в цилиндрах двигателя Top Fuel, обеспечивающего мощность более 1300 л.с. на цилиндр.
Неудивительно, что у Trend есть булавка для запястья для любого применения: от двигателя для умеренных уличных условий до колоссальных двигателей Top Fuel. Это означает, что для любого применения найдется подходящая булавка для запястья, и вам не придется прибегать к дорогостоящим и часто тяжелым излишкам. Мы сохраним детали гаубиц для ребят из Top Fuel.
Что такое смещение булавки на запястье?
Смещение пальца на запястье — полезный инструмент, который используют как производители поршней, так и производители запасных частей. Вот объяснение процесса и почему это делается.
На первый взгляд кажется вполне логичным, что отверстие под поршневой палец будет располагаться по центру отверстия цилиндра любого двигателя внутреннего сгорания. Пересечение оси цилиндра с осью кривошипа — давняя традиция конструкторов двигателей. Это было нормальной практикой в производстве двигателей уже более века, но время нашло способ приспособить наше мышление к новым и лучшим способам.
Хотя это не всегда видно невооруженным глазом, на этом разрезе показан поршень с отверстием под палец, слегка смещенным влево.По мере развития двигателей инженеры определили, что смещение поршневого (запястного) пальца дает два основных преимущества. Во-первых, это улучшает шумовые характеристики двигателя из-за ударов поршня в верхней мертвой точке (ВМТ). Это основная проблема NVH (шумовая вибрация и резкость) для инженеров-технологов, которые хотят устранить тревожные шумы везде, где они могут. Вторая причина — повышение мощности двигателя за счет уменьшения внутреннего трения.
Смещение оси цилиндра от оси коленчатого вала сводит к минимуму наклон штока при максимальном давлении в цилиндре.Уменьшение угловатости приводит к меньшим силам тяги поршня, следовательно, меньшим потерям на трение в период максимального давления в цилиндре, особенно в начале рабочего такта, когда давление резко возрастает примерно на 12-15 градусов после ВМТ. Вместо того, чтобы пересматривать всю конструкцию двигателя, проще всего это сделать, сместив отверстие под палец в поршне. Это позволяет использовать ту же геометрию оси кривошипа / штока, что и двигатель, спроектированный со смещенными осями цилиндров, но в рамках существующей традиционной архитектуры двигателя.
За счет смещения поршневых пальцев двигатель работает тише и вырабатывает больше мощности за счет меньшего трения во время сгорания.Величина, на которую необходимо смещать оси цилиндров, зависит от многих переменных, но основными из них являются отношение хода кривошипа к длине шатуна и угол после ВМТ, при котором возникает максимальное давление в цилиндре. Перемещение отверстия под палец более практично. Компания Wiseco Pistons определила, что смещение отверстия под палец 0,050 дюйма достаточно для большинства применений.Они также осведомлены о влиянии смещения отверстия под палец на длину хода двигателя. Смещение отверстия под палец немного увеличивает ход, чего может быть достаточно, чтобы вывести двигатель из строя для некоторых гоночных классов, которые ограничивают диаметр отверстия или ход поршня.
Перемещение отверстия под палец имеет такое же преимущество, как и увеличение длины штока, в том, что оно снижает скорость поршня в ВМТ, тем самым обеспечивая более длительный период распространения пламени для создания давления в цилиндре до того, как действительно начнется рабочий такт.Компромисс заключается в более высокой скорости при приближении к ВМТ и более низкой скорости при выходе из ВМТ, что может повлиять на требования к октановому числу топлива. Хотя это не так полезно для шорт-треков, оно дает преимущество на более длинных треках или в дрэг-рейсингах и в Бонневилле. Улучшенный угол рычага при сохранении ВМТ по-прежнему важен. Задержка давления при перемещении кривошипа в сторону лучшего угла рычага поможет увеличить крутящий момент, особенно на низких оборотах. Следует отметить, что эффекты минимальны, но, тем не менее, оказываются полезными, когда они применяются в приложениях максимального усилия.
Булавки на запястье бывают всех форм и размеров, и Wiseco предлагает несколько различных стилей. Поршни можно даже модернизировать до более толстых штифтов, штифтов из другого материала или штифтов с покрытием DLC (алмазоподобный углерод).Многочисленные математические вычисления относятся к соотношению ползунок / кривошип в отношении смещения отверстия пальца, но инженеры Wiseco рассчитали оптимальную величину смещения для рабочих характеристик и применяют его там, где это необходимо. Для точного смещения отверстий под пальцы используются специальные приспособления.Для штифтов, которые также пересекают канавку нефтяной вышки, смещенные штифты не нарушают функцию масляного кольца, поскольку масляные кольца используют опорную планку для устойчивости. Воздействие на нагрузку на штангу минимально, поскольку большинство современных шатунов легко справляются с нагрузками. В случаях с наддувом в конструкцию обычно включаются прочные стержни.
ПОЛИУРЕТАН ПОДВЕСКИ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ LADA LAIKA RIVA 2101-2107 NEW Автозапчасти и автомобили edu Детали подвески и рулевого управления для легковых и грузовых автомобилей
ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ Транспортных средств LADA LAIKA Truck10 RIVA Автозапчасти и грузовики & Детали рулевого управления- Главная страница
- Автозапчасти и транспортные средства >> Автозапчасти и аксессуары >> Запчасти для легковых и грузовых автомобилей >> Детали подвески и рулевого управления легковых и грузовых автомобилей >> Рычаги управления и запчасти для легковых и грузовых автомобилей
- ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ SPORT LADA LAIKA RIVA 2101-2107 НОВАЯ
ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ LADA LAIKA RIVA 2101-2107 НОВАЯ, ЛАДА ЛАЙКА РИВА 2101-2107 НОВАЯ ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ, ЛАЙКА РИВА 2101, ЛАЙКА ФУНКЦИОНАЛЬНЫЙ СПОРТ, ТЮНИНГ СПОРТ 2101, ЛАЙКА ФУНКЦИОНАЛЬНЫЙ СПОРТ, ТЮНИНГ СПОРТ / 2103/2104/2105/2106/2107, ограниченные по времени специальные предложения Бесплатные предложения распространяются каждый день. Самые продаваемые товары Покупайте онлайн сегодня, чтобы воспользоваться гибкими вариантами оплаты.СПОРТ LADA LAIKA RIVA 2101-2107 НОВАЯ ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ ТЮНИНГ.
ПОЛИУРЕТАН ПОДВЕСКА ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ LADA LAIKA RIVA 2101-2107 НОВИНКА
ПОЛИУРЕТАН ПОДВЕСКА ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ НОВАЯ. ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ. LADA LAIKA RIVA. 2101/2102/2103/2104/2105/2106 / 2107. TUNING SPORT .. Состояние: Новое : Бренд: : VAZ LADA , Другой номер детали: : TUNING SPORT : Номер детали производителя: : 2101-21 / 2101-20 / 2101-20 Страна / регион производства: : Российская Федерация : Развязка Номер детали: : 2101-2 Светодиодные фонари из 6 предметов для комплекта салона Jeep Grand Cherokee 2005 2006 БЕЛЫЙ, химикаты без запаха Aurora для морских туалетов или жилых автофургонов, янтарная правая передняя контрольная лампа Suzuki Swift SF 88-98 Расположена в бампере, 97-98 Honda Prelude OEM топливный газ шланг наливной горловины бака СТОК.Для NISSAN QASHQAI J10 JJ10 X-TRAIL T31 2006> ВНУТРЕННЯЯ РУЛЕВАЯ ТЯГА НАКОНЕЧНИК, 50 3ROW Алюминиевый радиатор для Toyota Pickup 4-Runner 1988-1995 3,0 V6. Крышка ступицы центрального колеса 16 дюймов для Ssangyong 2005-2011 Kyron Oem Parts, номерные знаки Online Umbrella Corporation Хромированный номерной знак. Для Harley Davidson Shovelhead Panhead Softail Breather Воздушные фильтры, 25-дюймовый матовый черный Универсальный задний бампер с изогнутым плавником в стиле акульего плавника Распылитель для губ. ❀❀❀- ❀❀❀- ❀❀❀- ❀❀❀.не стесняйтесь обращаться к нам, прежде чем разместить заказ. Вы покончили с этим старинным одеялом на кровати: Jordan Mens AIR First Class Black Metallic Gold White Size 8, черный свитшот I Love Heart с Шетландских островов в магазине мужской одежды. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Наши бейсболки доступны в более чем 20 цветах, ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ TUNING SPORT LADA LAIKA RIVA 2101-2107 NEW , В погоне за покупками. TCM 55X70X8SC-BX NBR (Buna Rubber) / Сальник из углеродистой стали, легко устанавливается и снимается за считанные секунды, он будет доставлен в течение 7-15 рабочих дней.Наши дизайны профессионально напечатаны на современном оборудовании с гарантией долговечности. в течение многих лет, и поможет вам с другими вопросами, которые могут у вас возникнуть относительно измерения. Помимо этих табличек, будут перечислены другие предметы из этого диапазона. ПОЛИУРЕТАН ПОДВЕСКА ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ LADA LAIKA RIVA 2101-2107 НОВИНКА , Это поможет дольше сохранить красивый вид вашего венка. Он был разработан с 1708 года Эренфридом Вальтером фон Чирнхаусом. Особый уход: покрытие черным золотом на этом изделии может быть выполнено с помощью многих элементов. Вы хотите, чтобы было красиво и темно. Этот товар доступен в основном цвете: синий. Если у вас есть вопросы о сроках надевания одежды, спросите их перед покупкой. Вентиляционная труба на спине, соединяющая плечо к плечу, и внутренняя сетчатая кокетка создают легкий ветерок.ПОДВЕСКА ПОЛИУРЕТАН ПОЛНЫЙ КОМПЛЕКТ НАСТРОЙКА СПОРТ LADA LAIKA RIVA 2101-2107 НОВИНКА , Комплект боковин с прямыми ножками 0’X0 ‘является идеальным дополнением к куполам V-Series 2 Pro и M-Series Pro 2, Pisco добавляет некоторую универсальность и стиль в свой дорожный гардероб. : VBENLEM Комбинированные кухонные ящики для улицы 32. Устойчивы к пятнам и высоким температурам, а фольга на горлышке винной бутылки исчезла. Ваши рецепты станут частью новой семейной праздничной традиции. Пожалуйста, обратитесь к деталям размеров под фото, ПОДВЕСКА ПОЛИУРЕТАН ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ СПОРТ LADA LAIKA RIVA 2101-2107 NEW . … Данные о перезарядке литой пули Lyman Схема топливопровода 260z Детали оборудования для Nissan, Datsun, Fairlady Z, 240z, 260z, 280z, 280zx Due в связи с пандемией COVID-19, пожалуйста, ожидайте задержек с доставкой и более медленного ответа службы поддержки. По мере того, как двигатель расходует топливо, его уровень в топливном баке понижается. Чтобы компенсировать это, в крышке топливного бака используется небольшое вентиляционное отверстие, позволяющее воздуху попадать в бак. Если вентиляционное отверстие крышки топливного бака забито, воздух не сможет попасть в бак, и возникнет разрежение или «паровая пробка». Это останавливает подачу топлива в карбюратор, вызывая остановку двигателя. Stens 115-319 Tygon Fuel Line .117 «Id X .211» Od X 50 футов для Gravely ID: .117 «OD: .211» Ярко-желтый специальный состав для всего силового оборудования CARB-совместимая модель; 915255 42 «Kohler® 7000 Pro: 22 л.с. / 725 куб. См: Hydro-Gear® ZT-2200: 2.8 галлонов (10,5 л) 7/3 миль / ч (11,2 / 4,8 км … 19 сентября 2018 г. · Alfa Romeo Giulia Spider 1962 г. 1978 г. Руководство по ремонту Brooklands Books Ltd UK Коды ошибок индукционной варочной панели Greystone 29 апреля, 2017 · В любом случае я заменил топливный фильтр, укоротил и изменил направление топливопровода, добавил свежий газ, снял и прочистил карбюратор, и все то же самое. Может быть, перегревается предохранительный выключатель или топливный соленоид? Я не пробовал любой еще и не проверял искру, но работает нормально в течение 20 минут, поэтому я сомневаюсь, что свеча зажигания.Спасибо за любой совет! Получите лучшие предложения на топливные насосы для Datsun 260Z, когда вы покупаете самый большой выбор в Интернете … Для 1974-1975 Nissan 260Z, рядный электрический топливный насос 41795KN 2,6 л 6 … Впрыск топлива — это введение топлива в двигателе внутреннего сгорания, чаще всего в автомобильных двигателях, с помощью инжектора. Новинка !!: Впрыск топлива и впрыск топлива · Подробнее »Впрыск топлива в NASCAR. Впрыск топлива в NASCAR отражает технологию, используемую сегодня на дорогах серийными автомобилями Toyota, Chevrolet и Ford… Фитинги АН-3 или АН-4, размер не помню, по маркировке я полагаю, что это черточка 3 Продам за 30 долларов. Также есть 6,5 метра 3 мм ВД 8 мм и 3,5 метра 15 мм ВД 22 мм Новое топливо line for sale Подходит для subaru wrx, forester, liberty, sti, ej20, ej25, brz, rs40, Nissan, navara, skyline, gtr, gtst, silvia s13, s14, s15, 200sx, 180sx, 300zx … Z Электрические схемы (обратите внимание, что некоторые схемы 240z взяты из Великобритании или просто подозрительны, будьте осторожны при ссылках) 240z 70 Схема электрических соединений 71 Схема электрических соединений 72 Схема электрических соединений 72 Схема электрических соединений (PDF) 73 Схема электрических соединений.260z 74 Схема жгута электрических проводов (PDF) июл 5, 2017 · Для приобретенных руководств по линейке продуктов Щелкните соответствующую ссылку. Руководства по немецким догам. Руководства EverRide. Руководства Agri-Fab. Руководства Parker. Национальные руководства по косилкам. Руководства по Lock Turf. Для получения руководств по двигателям щелкните соответствующую ссылку. Бриггс и Страттон. Хонда. Кавасаки. Колер. Кубота. Робин / Субуру. Текумсе. Запасные топливные насосы Yamaha для замены и высокопроизводительные топливные насосы для Datsun 240Z, 260Z и 280Z. Преобразование электрического топливного насоса для 240Z с блокировкой топливного насоса…. Комплект встроенного манометра для резиновой топливной магистрали 5/16 «. Этот манометр показывает от 0 до 15 фунтов на квадратный дюйм, так что … Фитинг встроенного манометра 5/16 или 3/8 зазубрин NPT. $ 8,99. Актуальные политические новости и последние новости, посвященные американской политике и президенту Дональду Трампу 29 декабря, 2020 · Схема подключения 260z … Схема топливопровода Ford Ranger 1990 года Схема подключения Range Rover Схема двигателя для вашего 07 Dodge Magnum Схема предохранителей Jodha akbar серийный выпуск 100 в hindi 2020 Витрина продуктов: Комплект для сборки нейлоновой топливной магистрали Koul Tools SEMA 2020: Новые продукты DeatschWerks для питания вашего Ford SEMA 2020: Мир Уэйна приносит нам RaceTec Pistons Autotec II Line facet 12v ‘ электрический топливный насос silver top (200 л.с.) 78 фунтов стерлингов.15 (без НДС) в корзину; weber dcoe, dcom & dco / sp карбюратор, тройник топливный штуцер £ 11,22 (без НДС) добавить в корзину; Комплект электрического топливного насоса 6v для карбюраторных систем £ 64.58 (без НДС) подробнее; weber dcoe, dcom & dco / sp комплект дроссельной заслонки карбюратора £ 109,50 (без НДС … После слива 2–3 галлонов 8-летнего бензина, покрытого лаком (ниже), я удалил топливо (вверху) без особого драматизма. Все три шланга системы улавливания паров, которые пересекали бак, были полностью сняты, поэтому они были отрезаны (вместе с топливопроводом), но я все равно заменю всю резину, так что это не критично. Затем производство продуктовых линий Hurst и ACCEL было перенесено из штаб-квартиры Mr. Gasket в Кливленде, штат Огайо, на предприятие в Мэллори в Карсон-Сити, штат Невада. … Без впрыска топлива … Эти руководства по обслуживанию завода Datsun предоставлены NICOclub в качестве любезности для наших членов и гостей. Выберите модель своего автомобиля, чтобы получить доступ к руководствам. 21 сентября 2017 г. · Газонокосилки с нулевым поворотом придают совершенно новое значение быстрому и эффективному уходу за газонами.Они могут повернуть монету на 180 градусов и вернуть девять центов сдачей. Но время от времени у них случаются и собственные икоты. Как и в случае со всем механическим оборудованием, приближается день, когда даже газонокосилка Gravely требует … Использование расширенного ключа X509v3 Однослотовый 2080 ti Nubia z17 miniMundelein, аккомпанемент псалтыря L v30 h930ds unlock bootloaderCpt-код для эндоваскулярного восстановления аневризмы подвздошной артерии Контроллер Mongraal lawsuit в планах 1974 evinrude 25 hp на продажу Wow bfa scouting map empty Minecraft высокая частота кадров, но не плавная Kimber Guns F4 3200c16d 16gvrb Yale pa программа приема заявок Клапаны Acorn 2006 Замена брелка Chevy Equinox Обновление программного обеспечения Samsung note 10 plus Изоляция гостевой сети Меню загрузки Acer predator Ответы лабораторных клеток растений и животных T1 scrims discord Шкив в сборе с полной посадкой в тренажерном зале Коды Wii u gecko Базовая станция Valve index мигает красным цветом, исправлено Видео строительства шатровой крыши 2000 chevy s10 2.2 характеристики крутящего момента головки блока цилиндров Типы лапок для застежки-молнии 209 Nots Моя моча желтая и сладко пахнет Как начать poulan pro pr2322 Zealot drone manual Traceroute python 3 Откройте для себя силу салаха pdf скачать бесплатноЗабавные звуковые эффекты скачать для виноградных лоз Канцелярия сенатора штата Брайан Кавана Кодовый блок Onenote 2019 Комбинированный поршень может использоваться в авиационном поршневом двигателе на тяжелом топливе из-за его небольшого веса, чтобы уменьшить возвратно-поступательную силу инерции и улучшить соотношение мощности и веса двигателя.Однако отверстие под палец комбинированного поршня склонно к деформации, что приводит к выходу поршня из строя. На основе конструкции поршня проанализировано напряжение поршня при термомеханической муфте, экспериментально определено температурное поле поршня и обобщены правила деформации расточки поршневого пальца под термомеханической муфтой. Предложена конструктивная схема изменения положения резьбового соединения днища поршня и головки поршня. В одинаковых условиях анализируется деформация расточки поршневого пальца исходной схемы и новой схемы.Результаты показывают, что вместе с изменением соединительной резьбы между днищем поршня и головкой поршня деформация отверстия поршневого пальца уменьшается на 60 μ м и контролируется деформация отверстия поршневого пальца. Результаты испытаний показывают, что деформация расточки пальца находится в допустимых пределах, что свидетельствует об эффективности усовершенствованной схемы. Из-за единого военного стандарта по топливу, экономичности и доступности для гражданского использования авиационный поршневой двигатель с воспламенением от сжатия стал горячей темой исследований [1].По сравнению с реактивными двигателями поршневые воздушные суда с воспламенением от сжатия имеют лучшую экономию топлива [2], низкий уровень шума [3], эмиссию и простоту обслуживания. Беспилотному летательному аппарату (БПЛА) требуется длительное время зависания; двигатель должен иметь высокую экономию топлива, но реактивный двигатель не может удовлетворить это требование. Гражданские поршневые винтовые самолеты используются для обучения пилотов, спасания, частных полетов и т. Д. Пилоты хотят использовать экономичное и доступное топливо [4, 5]; все это способствовало развитию авиационного дизельного двигателя.В настоящее время в самолетах общего назначения используются в основном авиационные бензиновые двигатели, авиационные двигатели на тяжелом топливе с воспламенением от сжатия используются реже, и имеется очень мало отчетов об их исследованиях [6, 7]. Чтобы уменьшить вес поршня, снизить силу инерции поршня во время возвратно-поступательного движения и улучшить соотношение мощности и веса, некоторые авиационные поршневые двигатели с воспламенением от сжатия используют комбинированный поршень с головкой из высокопрочной стали и юбкой поршня из алюминиевого сплава. . Но эта легкая проблема не является основной темой данной статьи; комбинированный поршень состоит из двух частей.Неоднородные свойства материала и дефект конструкции конструкции приводят к усталости поршня. В настоящее время комбинированный поршень используется в основном в автомобильных двигателях, а в авиационных поршневых двигателях практически не применяется. Ребхи и др. изучили ключевые компоненты авиационного двигателя, такие как головка блока цилиндров; наблюдали и анализировали усталостные трещины; подтвердил, что происхождение трещины находится в наиболее напряженной зоне; и провел много исследований по усталостному ресурсу с точки зрения свойств материалов самолетов и компонентов двигателей [8].Эти исследования имеют большое значение для увеличения срока службы компонентов двигателя или надежности авиационных систем. Они сосредоточены на теории конечных элементов без изменения внутренней структуры компонентов, но методы исследования могут быть использованы для справки при анализе усталости комбинированного поршня [9–11]. Лю и др. исследовал взаимосвязь между сроком службы поршня и напряжением в различных термических, механических и термомеханических условиях соединения, но изученный авторами цельный поршень не является комбинированным поршнем.Внутренняя структура комбинированного поршня отличается от встроенного поршня, а напряжения и деформации обоих поршней в одних и тех же условиях различны [12]. Иджаз и др. исследовал всестороннюю математическую модель роста трещин расслоения при усталостной нагрузке, но она пригодна для использования в многослойных композитных пластиках, армированных стекловолокном [13]. Yu et al. исследовал, что появление продольных кластеров включений чрезмерного размера в зоне возникновения трещины в основном является причиной разрушения поршневого пальца, и предполагается, что повышение чистоты стали позволяет предотвратить будущие отказы поршневого пальца [14].Большинство ученых провели много исследований деформации юбок поршней и поршневых пальцев; эти исследования не имеют непосредственного отношения к комбинированному поршню [15, 16] или улучшению характеристик поршня путем добавления покрытия на головку поршня для предотвращения деформации поршня; эти улучшения не имеют ничего общего с внутренней структурой поршня [17, 18], но имеется мало сообщений об исследовании внутреннего диаметра поршня комбинированных поршней. Сертификация типа авиационного поршневого двигателя всегда ограничивалась надежностью поршня, которая стала основным препятствием на пути развития мощности самолетов авиации общего назначения.На основе деформации комбинированного канала поршневого пальца развивающегося авиационного поршневого тяжелого топливного двигателя как объекта исследования проведен анализ внутренней структуры комбинированного поршня. Кроме того, изучается соотношение между деформацией отверстия поршневого пальца и положением внутренней резьбы в условиях давления в цилиндре, механической нагрузки, боковой силы и других многополевых муфт. Кроме того, предлагается новое решение технической проблемы деформации совмещенного отверстия под поршневой палец.Предложенная схема конструкции позволяет повысить надежность поршня двигателя и значительно сократить время получения двигателем сертификата летной годности. В настоящее время некоторые научно-исследовательские институты разрабатывают авиационные дизельные двигатели, а некоторые компании исследуют комбинированный поршень для судовых двухтактных дизельных двигателей и четырехтактных автомобильных дизельных двигателей, которые могут быть использованы этими институтами в качестве справочной информации. Его можно даже вывести из аналогичной комбинированной конструкции конструкции, чтобы предоставить идеи для конструкции оптимизации конструкции. Для поршня больше подходит кованая сталь, потому что в этом типе двигателя в качестве топлива используется керосин или дизельное топливо, которое имеет большое давление взрыва в цилиндре и высокую температуру сгорания. . Однако к авиационному поршневому двигателю предъявляются жесткие требования по массе. Таким образом, необходимо максимально уменьшить вес поршня, а также уменьшить силу инерции поршня при высокоскоростном возвратно-поступательном движении.По этой причине поршень имеет комбинированную конструкцию, что означает, что головка поршня изготовлена из кованой стали, а юбка поршня — из алюминиевого сплава, соединенного резьбой. Конструкция поршня показана на рис. 1. Большая деформация отверстия поршневого пальца происходит, когда двигатель проходит ресурсные испытания. Значение составляет 0,06 мм и больше, чем допускают производители. Зазор между отверстием под палец и палец приводит к сильному удару поршня в высокоскоростном возвратно-поступательном движении, что еще больше усугубляет деформацию поршня и отверстия под палец, пока двигатель не перестанет работать должным образом, что влияет на безопасность полета. Для анализа деформации комбинированного отверстия поршневого пальца проводится имитационный анализ. По граничным условиям обобщен закон деформирования расточки поршневого пальца и предложена схема модификации. Перед анализом численного моделирования необходимо определить материал днища поршня и юбки поршня, чтобы обеспечить точные условия при анализе методом конечных элементов.Параметры механических характеристик компонентов поршня приведены в таблице 1. Точность граничных условий напрямую связана с результатами численного моделирования, что напрямую влияет на анализ инженерных задач. Поэтому перед численным моделированием требуются точные граничные условия.Для граничных условий поршня основными факторами являются механическая нагрузка и температурное поле. Основными силами, действующими на поршень, являются давление газа, действующее на головку поршня, и боковая сила, действующая на юбку поршня. Другие силы относительно малы и мало влияют на общую деформацию отверстия под поршневой палец, что не учитывается. (1) Давление в цилиндре, действующее на головку поршня .С помощью программного обеспечения для моделирования получается кривая давления газа в головке поршня при максимальной скорости двигателя, а экспериментальное значение сравнивается со значением моделирования для проверки правильности кривой моделирования. На рисунке 3 показана кривая максимального усилия на поршень. (2) Боковое усилие, действующее на поршень . Боковое усилие поршня создается как в такте сжатия, так и в рабочем ходе. Когда поршень выполняет работу, основная упорная поверхность подвергается воздействию боковой силы.Во время сжатия поршня на вторичную упорную поверхность действует боковая сила. Кривая бокового усилия каждого поршня в периоде показана на рисунке 4 с максимальной боковой силой 5182 Н и максимальной вторичной силой -2489 Н. Температурное поле и коэффициент теплопередачи являются важными граничными условиями для термического анализа поршня [19, 20]. При анализе поршня обычно используется третий тип граничных условий, который требует задания температуры и коэффициента теплопередачи периферийной среды.Для его расчета обычно выбирают формулу Г. Эйхельберга [21]. Эксперимент можно проводить после расчета коэффициента теплоотдачи и температурного поля [22]. Затем измеряется фактическое температурное поле на поверхности поршня, и коэффициент теплопередачи постоянно пересматривается до тех пор, пока измеренное значение не будет в основном соответствовать фактическому значению.
где — мгновенное давление газа, МПа; — мгновенная температура газа, К; — средняя скорость поршня, м / с. Метод определения твердости обычно используется для измерения температурного поля поршня, который мало влияет на распределение температуры и прочность поршня, а также прост в эксплуатации. Из затвердевшего материала температурной пробки изготавливают винты, которые ввинчиваются в измеряемую область. Затем двигатель проработает 2 часа в условиях испытания на усталостную долговечность, а затем остановится после охлаждения. Затем пробка для определения твердости удаляется, и твердость измеряется микротвердомером после полировки.Температура, найденная в соответствии с кривыми зависимости между твердостью и температурой, является измеренным значением. Установка экспериментальной точки измерения показана на рисунке 5. После эксперимента винты для определения твердости должны быть удалены вскоре после остановки двигателя. В это время поршень еще горячий, а винты твердости еще не забиты. Пробка твердости вынимается профессиональным приспособлением, а ее торцевая поверхность полируется. Только один человек должен измерять показания, чтобы уменьшить погрешность измерения.Температура определяется в зависимости от измеренного значения твердости и времени охлаждения. Данные нескольких важных точек параметров в эксперименте записаны, как показано в таблице 2. Общий коэффициент теплопередачи поршня изменяется в соответствии с измеренным значением поршня и тепловыми граничными условиями при условии 2700 r. / мин, как показано в таблице 3. На основе моделирования с использованием вышеуказанных граничных условий численное моделирование выполняется на поршне в Workbench.Мы ввели температуру окружающей среды и коэффициент конвективной теплопередачи в Таблицу 3 последовательно для каждой грани, и результаты расчета поля температуры поршня были получены, как показано на рисунке 6. Результаты анализа поля температуры поршня показывают, что максимальное температура днища поршня 530,6 ° C и днища камеры сгорания 498,4 ° C. Температура пожарного берега — 384,7 ° C; самая низкая температура юбки поршня 116 ° C.Результат моделирования всего температурного поля находится недалеко от фактического результата измерения, что подтверждает точность численного моделирования и обеспечивает надежную основу теоретического анализа для последующей оптимизации схемы. Между тем, из фиг. 7 известно, что температура в точке измерения 2 ниже первой кольцевой канавки ниже, чем в точке 7 на стороне выпуска. Численные результаты составляют 148,2 ° C и 176,4 ° C. Это потому, что в двигателе используется продувка поршня; холодный воздух, поступающий из впускного отверстия, играет определенную охлаждающую роль на поршне.Хотя температура точки измерения 3 в отверстии поршневого пальца близка к температуре точки измерения 6, которая составляет 164,3 ° C и 169,6 ° C соответственно, обе точки измерения находятся внутри поршня, и распределение температуры равномерное. Среди них значение моделирования точки 3 близко к измеренному значению, в то время как температура точки 6 на 12 ° C или около того ниже, чем фактическая температура, с некоторой ошибкой. Механическое напряжение добавляется отдельно в анализ, включая давление газа, боковую тягу и другие основные нагрузки.Вообще говоря, механическое напряжение и деформация являются основными факторами деформации отверстия поршневого пальца. Рассмотрены сила и деформация отверстия поршневого пальца при простой механической нагрузке. Кроме того, добавляется тепловое напряжение для имитации тепловой связи двигателя, а сила и деформация отверстия поршневого пальца всесторонне наблюдаются в условиях совместного действия поля термомеханических напряжений. На рисунках 8 и 9 показаны основные нефограммы деформации и напряжения поршня при механической нагрузке.Под действием простого механического напряжения максимальное напряжение поршня приходится на обе стороны отверстия под палец, а максимальное напряжение составляет 208 МПа. Это главным образом связано с тем, что угол перехода между обеими сторонами отверстия поршневого пальца и пересечением юбки поршня недостаточно велик, что приводит к локальной концентрации напряжений. Максимальное напряжение, создаваемое на верхней поверхности отверстия поршневого пальца, составляет 105,2 МПа, в то время как напряжение юбки поршня даже ниже, чем предел растяжения материала. Это происходит потому, что давление газа передает усилие на поршневой палец через верхнюю поверхность отверстия для поршневого пальца; отверстие под поршневой палец находится под большим давлением в течение всего цикла работы двигателя.Следовательно, весь поршень под действием механических нагрузок безопасен. Максимальная деформация всего поршня составляет 0,044 мм под действием простого механического напряжения и в основном в отверстии поршневого пальца, что указывает на то, что поршень деформируется под совместным действием давления газа, бокового усилия и трения. , и другие стрессы. Кроме того, величина деформации превышает максимально допустимую величину деформации отверстия под поршневой палец. Во многих областях напряжений давление газа играет ведущую роль в деформации отверстия поршневого пальца. Термическое напряжение добавлено для анализа напряжения и деформации поршня и отверстия под палец под термомеханической муфтой, как показано на рисунках 10 и 11. Поршень полностью рассечен, а нефограмма деформации увеличивается в 50 раз. ; Установлено, что максимальная деформация поршня происходит на периферии днища поршня, достигая 0,23 мм. Это указывает на то, что температурное поле оказывает важное влияние на деформацию головки поршня. В отверстии под палец почти нет деформации, поскольку внутренняя резьба средней области головки поршня соединена с наружной резьбой головки поршня.Наконечник поршня расширяется по краю из-за термического напряжения. Минимальное значение деформации составляет 0,065 м в среднем положении отверстия поршневого пальца, тогда как оно увеличивается на 0,021 мм под действием простого механического напряжения, что означает, что термическое напряжение мало влияет на деформацию отверстия пальца. Максимальное напряжение поршня 359 МПа. В основном это происходит на головке поршня, что указывает на то, что температурное поле играет здесь основную роль в изменении напряжения; высокая температура влияет на механические свойства металлов.Максимальное напряжение в отверстии поршневого пальца составляет 168 МПа, что на 65 МПа выше, чем при простом механическом напряжении. Таким образом, основная деформация отверстия поршневого пальца в основном вызвана механическим напряжением. Из приведенного выше описания видно, что высокая температура камеры сгорания является основной причиной деформации отверстия под поршневой палец. Кроме того, свойства материала днища поршня и юбки поршня различаются, что приводит к деформации отверстия поршневого пальца вместе с камерой сгорания после теплового расширения.Изменения конструкции показаны на рисунках 12 и 13. Положение резьбы прямого соединения между головкой поршня и головкой поршня изменено, как показано в исходной конструкции и новой конструкции. Локальная структура изменена без изменения общей конструкции на основе теоретического анализа и сравнения с существующей конструкцией поршня.Есть надежда, что деформация отверстия под палец может быть уменьшена до допустимого диапазона зазора узла двигателя. При одинаковой нагрузке сравниваются две схемы и устанавливается количество циклов. Результаты моделирования показаны на рисунке 14. Рисунок 14 представляет собой сравнение величины деформации отверстия поршневого пальца до и после изменения положения соединительной резьбы. Из анализа видно, что величина деформации отверстия под палец изменяется при изменении положения соединения резьбы винта, что значительно уменьшается по сравнению с исходной конструкцией.Возьмите A и B с обеих сторон отверстия под палец в качестве стандартного и образующую на отверстии под палец в качестве объекта исследования для измерения величины его деформации. В исходном режиме соединения величина деформации отверстия под штифт показана на Рисунке 14 слева. Принимая срез A и срез B как стандартные, максимальная величина деформации составляет 0,06 мм. При изменении положения резьбового соединения деформация отверстия под штифт показана на Рисунке 14 справа. Кроме того, принимая A и B за стандартные, максимальная деформация равна 0.01 мм и уменьшается на 83,3%, значительно снижается деформация канала пальца, повышается надежность работы двигателя. Если величина деформации превышает максимальный диапазон деформации, поршень отклонится или даже ударит цилиндр во время возвратно-поступательного движения. Следовательно, деформация отверстия под палец играет важную роль в нормальной работе поршня. Изменение положения соединительной резьбы хорошо влияет на сдерживание деформации отверстия под палец. До и после изменения положения соединительной резьбы деформация поверхностей A и B с обеих сторон отверстия под палец также сильно изменяется.Когда выполнено первоначальное соединение, деформация A и B показана красной линией на рис. 14. Трение между штифтом и отверстием под штифт приводит к овалу на A и B отверстия под штифт. Когда принята новая расчетная схема, деформация A и B была значительно улучшена по сравнению с предыдущей. Как показано синей линией на рисунке 14, деформация A и B больше не имеет овальной формы, а имеет правильную круглую форму. Значение радиуса В составляет около 0,002 мм больше, чем А, который является, главным образом, потому что нагрузка на основной силовой поверхности отличается от поверхности тяги под действием возвратно-поступательное движение поршня.Однако разница приемлема из-за небольшого воздействия на двигатель. После анализа деформации отверстия под поршневой палец наблюдается и сравнивается деформация всего поршня до и после изменения положения резьбы. При применении одних и тех же граничных условий напряжение и деформация поршневого узла и отверстия под поршневой палец наблюдаются при комбинированном воздействии температурного поля и механического напряжения, как показано на рисунках 15 и 16. Максимальное напряжение на головке поршня изменяется с 359,95 МПа до 472,74 МПа, увеличиваясь на 32,17% после улучшения. Область максимального напряжения передается от дна камеры сгорания к точке, где горящая балка встречается с первой кольцевой канавкой. Это происходит главным образом потому, что верхняя часть камеры сгорания теряет ограничения, и вся головка поршня действует вверх под действием теплового напряжения и возвратно-поступательной силы инерции после изменения положения соединения, тогда в слабом соединении создается большее напряжение.Поскольку напряжение все еще меньше, чем предел прочности материала поршня, оно все еще находится в пределах безопасного диапазона. Максимальное напряжение в отверстии поршневого пальца не сильно меняется при 173,5 МПа, что немного меньше, чем 168 МПа до улучшения, что указывает на то, что на отверстие пальца в основном влияло давление газа. Новая конструкция сильно влияет на общую деформацию поршня. Текущая максимальная деформация составляет 0,236 мм, которая увеличивается только на 0,007 мм от 0.229 мм до улучшения. Причем положение, в котором происходит максимальная деформация, в принципе не меняется. Однако он играет важную роль в ограничении деформации отверстия под поршневой палец. Поршневой узел изготовлен по модифицированной схеме. Перед испытанием измеряется размер поршневого пальца. Внешний диаметр поршневого пальца составляет 38,102 мм, а внутренний диаметр — 38,110 мм. Испытание на усталость одного поршня сложно моделировать граничные условия анализа поршня и не может отразить реальные условия работы поршня.Поэтому испытание на долговечность отверстия под поршневой палец проводится вместе с испытанием на долговечность двигателя. Поршень устанавливается на двигатель для испытаний на усталостную долговечность и испытывается в тех же условиях. Условия внешних испытаний показаны в таблице 4. Проверка двигателя на долговечность должна проводиться на стенде; пропеллеры должны быть установлены на стенде, как показано на Рисунке 17, и это отличается от других частей, которые можно испытать на усталость независимо.Стенд может измерять крутящий момент и тягу, а также контролировать рабочие параметры двигателя. В соответствии с требованиями испытания на долговечность двигателя испытание на долговечность в течение 150 часов завершается в соответствии с 14CFR33 Федерального управления гражданской авиации (FAA) [23]:
(1) 30-часовой пробег, состоящий из чередующихся периодов продолжительностью 5 минут при номинальной взлетной мощности и 5 минут при максимальной рекомендованной крейсерской мощности (2) 20-часовой пробег, состоящий из чередующихся периодов продолжительностью 1,5 часа при номинальной максимальной продолжительной мощности и 0 .5 часов при 75% максимальной продолжительной мощности и 91% максимальной продолжительной скорости (3) 20-часовая работа, состоящая из чередующихся периодов по 1,5 часа при номинальной максимальной продолжительной мощности и 0,5 часа при 70% максимальной продолжительной мощности и 89% максимальной продолжительной скорости ( 4) 20-часовой пробег, состоящий из чередующихся периодов по 1,5 часа при номинальной максимальной продолжительной мощности и 0,5 часа при 65% максимальной продолжительной мощности и 87% максимальной продолжительной скорости (5) 20-часовой пробег, состоящий из чередующихся периодов по 1,5 часа при номинальная максимальная продолжительная мощность и 0.5 часов при 60% максимальной продолжительной мощности и 84,5% максимальной продолжительной скорости (6) 20-часовая работа, состоящая из чередующихся периодов 1,5 часа при номинальной максимальной продолжительной мощности и 0,5 часа при 50% максимальной продолжительной мощности и 79,5% максимальной продолжительной скорости ( 7) 20-часовой пробег, состоящий из чередующихся периодов: 2,5 часа при номинальной максимальной продолжительной мощности и 2,5 часа при максимальной рекомендованной крейсерской мощности. Двигатель испытывается в течение 150 часов при указанных выше условиях, и различные параметры двигателя записано для обеспечения нормальной работы двигателя.По окончании работы двигателя его разбирают после охлаждения машины для проверки внутреннего диаметра держателя поршневого пальца и внешнего диаметра поршневого пальца. После снятия сначала проверяют снаружи ссадины или трещины внутри отверстия под палец и поверхность поршневого пальца. Затем внешний диаметр поршневого пальца измеряется внешним микрометром, и среднее значение составляет 38,098 мм, полученное после нескольких измерений. В-третьих, внутренний диаметр отверстия для поршневого пальца измеряется микрометром, главным образом, для определения внутреннего диаметра средней части отверстия для поршневого пальца.Среднее значение после многократных измерений составляет 38,121 мм. Все значения деформации поршневого пальца и отверстия под палец находятся в пределах требований производителя к деформации. В данной работе изучается усталостная усталость в расточке комбинированного поршня. Проанализирован состав комбинированного поршня и обсуждаются граничные условия поршневого анализа. Надежность поршня повышается за счет изменения положения соединения внутренней резьбы поршня, и решается проблема усталости поршня, вызванная деформацией отверстия под палец.Выводы следующие:
(1) Различные свойства материала комбинированного поршня влияют на деформацию отверстия под палец (2) Изменение положения соединения внутренней резьбы поршня может уменьшить деформацию отверстия под палец поршня (3) Надежность поршня напрямую влияет на работу двигателя.0 / 2101-2919042 / 2101-2919108 ,。
ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ SPORT LADA LAIKA RIVA 2101-2107 NEW
ПОДВЕСКА ПОЛИУРЕТАН ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ SPORT LADA LAIKA RIVA 2101-2107 NEW
ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ SPORT LADA LAIKA RIVA 2101-2107 NEW
ТЮНИНГ СПОРТ, ПОДВЕСКА ПОЛИУРЕТАНОВЫЙ ПОЛНЫЙ КОМПЛЕКТ, LADA LAIKA RIVA, 2101/2102/2103/2104/2105/2106/2107, ограниченные по времени Ежедневные скидки. Самые продаваемые товары. Покупайте онлайн сегодня, чтобы воспользоваться гибкими вариантами оплаты.
ПОДВЕСКА ПОЛИУРЕТАН ПОЛНЫЙ КОМПЛЕКТ ТЮНИНГ SPORT LADA LAIKA RIVA 2101-2107 NEW 260z схема топливопровода
Отсоедините топливопровод от карбюратора / карбюраторов.Подающую линию можно оставить присоединенной к насосу. Снимите два крепежных болта насоса, насос и его распорную втулку. Отложите насос в сторону. Снимите проушину для подъема двигателя, если ваш двигатель таковой оборудован. Он будет прямо за топливным насосом или там, где должен быть насос. Batman joker ascii art
Ставка налога для водителя Doordash
Нашивка спецназа с бортовым язычком
Camaro v6 дроссельная заслонка
Voodoo spells Просто плохой топливный шланг, который действительно плохо нуждается в замене.В пустыне любое резиновое дерьмо сохнет и быстро портится. Я вспомнил, что мой брат заменил эти … Рабочие листы Sight word
Формат файла Gct Frp клей Cs 188 hw 1
Kellogg idaho dmv Вопросы на собеседовании с архитектором энергии окт. Линия Мазут для масляной печи хранится в топливном баке.Бак обычно подключается непосредственно к топливному насосу в узле горелки печи. Бак подачи топлива и топливопровод должны быть установлены в соответствии с требованиями UL и… 2. Если в топливный бак использовалась консервирующая жидкость, слейте и утилизируйте. Заполните топливный бак свежим новым топливом. 2.9 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ Проверка обходом Завершите обход устройства и рабочей зоны, чтобы понять: • Рабочая зона. • Ваш блок. • Все знаки безопасности. Рабочая зона ВСЕГДА внимательно проверяйте надземные и боковые зазоры перед работой. 1985 Toyota Supra на продажу
Войдите в facebook lite messenger 61 цемент co ltd электронная почта mail 905 — Garden Tool Shed Выбор за 4 дня поиска результатов лотереи Va
Чемоданы Ihuman Обзор площадок для боулинга Ctd и список запчастей газонокосилки Scag Power Equipment. Сколько месяцев 5 воскресений boost Найдите шланги заливной горловины топливного бака и получите бесплатную доставку заказов на сумму свыше 99 долларов на Summit Racing! Серия S30 — 240z, 260z, 280z; Переход с EFI на Triple Weber setup Войдите в систему, чтобы подписаться на это.Последователи 1. … Стальная задняя часть передней топливной магистрали. Неиспользуется: возвратная топливная магистраль (крышка снята) … Взгляните на эту электрическую схему … Подержанные мобильные дома Clayton на продажу в Миссури
Yehudiah angel Ace аппаратный съемник компрессионных колец
3 1974 Jeep CJ5 In Line 6-цилиндровый двигатель, 3-скор. Без ржавчины, новый ремонт, светодиодные фонари, новая краска, новые шины 10-50-15 хорошего года.Обратите внимание, что следующее местонахождение автомобиля находится у наших клиентов … Листинг 1-20 из 76. Найти подержанный Datsun White на продажу (с фотографиями). Datsun 280ZX 1979 года за 11 995 долларов. Разложение фигур, чтобы найти область 6-й класс
Форум Runeaudio Штаб-квартира пожарной службы Балтимора
Вопросы онлайн-моделирования работы Gsk9 902 Is ut austin a good school reddit
Wema akicheza na kuma yake 1993 sierra cobra travel прицеп
6 Инструмент для разблокировки загрузчика Mi неофициальный
Манчестерский полицейский журнал Примечание для восстановления коксовой машины
Padfoot knots Актуальные политические истории и последние новости, освещающие американскую политику и президента Дональда Трампа
Trendline error excel Sims 4 slice of life mod
Starbound spawn fish Swg legends rebel faction items 902 Ворота из дерева 9 Таблица экспертов.Инкрустация создается путем вырезания кусков дерева или других материалов и их склеивания в узоры. После того, как этот узорчатый блок был построен, его нарезают на полосы толщиной около одного миллиметра.
Зеркало против беззеркальной камеры Хорошие 4x карты fs19
market Openvpn mfa duo Womens Womens Приемник Vlf SDR
2 Анализ отказов комбинированного поршня поршня Двигатель
1. Введение
2. Внутренняя структура и описание неисправностей комбинированного поршня
3. Имитационный анализ в условиях термомеханической муфты
3.1. Параметры механических характеристик и сетка
Название Предел текучести (МПа) Предел прочности (МПа) Модуль упругости (ГПа) проводимость (Вт / (м · К)) Коэффициент линейного теплового расширения (М / (м · К)) Коэффициент Пуассона Головка поршня ≥205 ≥520 206 16.3 0,31 Юбка поршня ≥152 ≥251 71 163 0,33 9023
3.2. Применение граничных условий
3.2.1. Кривая механической нагрузки поршня
3.2.2. Измерение температурного поля и численное моделирование
Число 1 2 3 4 5 5 6 7 8 9 10 Измеренное значение (° C) 391 153 162 902 902 902 902 902 902 132 902 902 394 530 490 Положение Температура окружающей среды (K) Коэффициент конвективной теплопередачи (Вт / (м 2 · K)) Положение Температура окружающей среды (K) Коэффициент конвективной теплоотдачи (Вт / (м 2 · K)) Головка поршня 700 503 Верхняя часть полости поршня 360 9 310 310 Ряд поршней 450 98 Нижняя часть полости поршня 360 290 Юбка поршня 160 300 Масляный канал 230 210 270 Верхняя первая кольцевая канавка 430 700 Прочие кольцевые канавки 9021 5 200 250 Нижняя первая кольцевая канавка 400 650
3.3. Анализ моделирования
4. Предложена и проанализирована схема оптимизации
4.1. Предлагается схема оптимизации
4.2. Сравнительный анализ моделирования
4.2.1. Сравнение деформации отверстия пальца
4.2.2. Анализ общей деформации
5. Эксперимент
Температура окружающей среды 20 ° C Атмосферное давление 968 кПа 90 об / мин Двигатель Требования к испытаниям на выносливость Время разгона двигателя (ч) ≥150 Давление масла (бар) 3-8 бар Температура масла (° C) 50-110 Температура охлаждающей жидкости (° C) 80-120
6. Выводы