Коленчатый вал 24-1005011-20 для двигателей ЗМЗ-402 и ЗМЗ-410
Схемы
grozi Оставить комментарий
Коленчатый вал 24-1005011-20 предназначен для установки на четырехцилиндровые бензиновые двигатели ЗМЗ-402.10, 4021.10, 4025.10, 4026.10, ЗМЗ-4104.10 и их модификации. Вал отлит из высокопрочного чугуна ВЧ50, который имеет высокие механические свойства, прочность при растяжении и пластичность.
По механическим свойствам чугун ВЧ50 приближается к сталям, сохраняя при этом хорошие литейные свойства, способность легко обрабатываться и гасить вибрации, обеспечивать высокую износостойкость.
Коленчатый вал 24-1005011-20, основные характеристики.
— радиус кривошипа : 46+-0,05 мм
— радиус противовесов :
два крайних : 85 мм
два средних : 82 мм
— диаметр коренных шеек : 64-0,02 мм
— диаметр шатунных шеек : 58-0,02 мм
— диаметр фланца коленвала : 122-0,028 мм
— длина коленчатого вала : 622,5 мм
— ширина шатунных шеек : 36+0,1 мм
— ширина коренных шеек :
первой : 38+0,05 мм
второй, третьей и четвертой : 40+0,3 мм
пятой : 36+0,3 мм
Чертеж коленвала 24-1005011-20 для двигателей семейства ЗМЗ-402, ЗМЗ-410 и их модификаций.

Коленчатые валы 24-1005011-20 производства ОАО ЗМЗ имеют следующую маркировку :
— На фланце штамп ОТК химическим методом и товарный знак ЗМЗ ударным способом.
— На щеке слева конструкторский номер детали в литье.
— На противовесе номер 24 в литье и штамп ОТК.
— На хвостовике штампы ОТК.
Конструктивные и технологические особенности коленчатого вала 24-1005011-20.
Коленчатый вал 24-1005011-20 имеет полноопорную конструкцию, с четырьмя противовесами, что снижает действие центробежных сил и изгибающих моментов на подшипники. В шатунных шейках имеются литейные бочкообразные пустоты, это уменьшает действие центробежных сил от шатунных шеек и повышает запас прочности вала.
Сверление маслоканалов выполнено в зоне наименьших касательных напряжений, грязь из масла, подаваемого к шейкам для смазки, отводится в бочкообразные пустоты. Защитные фаски маслоканалов полируются, на них отсутствуют острые кромки работающие как концентраторы напряжений.
Коленчатый вал 24-1005011-20 подвергается статической и динамической балансировке отдельно и в сборе с маховиком и сцеплением. Допустимый дисбаланс не более 35 гсм. За счет этого уменьшается вибрация двигателя, износ подшипников, увеличивается ресурс.
Допустимый дисбаланс не более 35 гсм. За счет этого уменьшается вибрация двигателя, износ подшипников, увеличивается ресурс.
Обработка рабочих поверхностей вала производится от обработанных с высокой точностью базовых поверхностей, что обеспечивает высокую точность расположения и формы шеек, геометрии, а также чистоту обработки трущихся поверхностей.
Для получения требуемой шероховатости коренных и шатунных шеек предусмотрена операция ленточного полирования, которая выполняется после операции шлифовки. Сопряжения щек выполнены с плавными переходами. Отверстия для крепления маховика во фланце несимметричны, что обеспечивается постоянное положение маховика.
Буханки Головастики Трофи ЭкспедицияДвигатели УАЗ и ГАЗСправочникУаз-3151Статьи о классических внедорожниках УАЗ, ГАЗ, автомобили повышенной проходимости, SUV, кроссоверы, вездеходы, эксплуатация, ремонт, запчасти
Разборка и дефектовка коленчатого вала ЗМЗ-402
Разборку двигателя мы рассмотрели в статье – «Разборка двигателя».
Там мы рассмотрели, как снять коленчатый вал.
Рассмотрим, как разобрать сам коленчатый вал и продефектировать.
Перед разборкой коленчатого вала нужно его промыть бензином и просушить.
Осмотреть коленчатый вал.
Если на нем имеются трещины или сильные задиры, то коленчатый вал ремонту не подлежит.
Разбираем коленчатый вал как для замены, так и для расточки.
Трехпалым съемником спрессовываем шестерню приводов вместе с упорной шайбой
На упорной шайбе имеется фаска, при сборке нужно, чтобы фаской шайба устанавливалась к противовесу коленчатого вала
Тонким зубилом выбиваем шпонку шестерни
Снимаем упорные шайбы ограничения осевого перемещения коленчатого вала
Переднюю шайбу удерживают от проворачивания два штифта.
Один штифт установлен в блоке, а второй на крышке первого коренного подшипника
Прямоугольный выступ задней шайбы устанавливаем в паз с другой стороны крышки первого коренного подшипника
Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.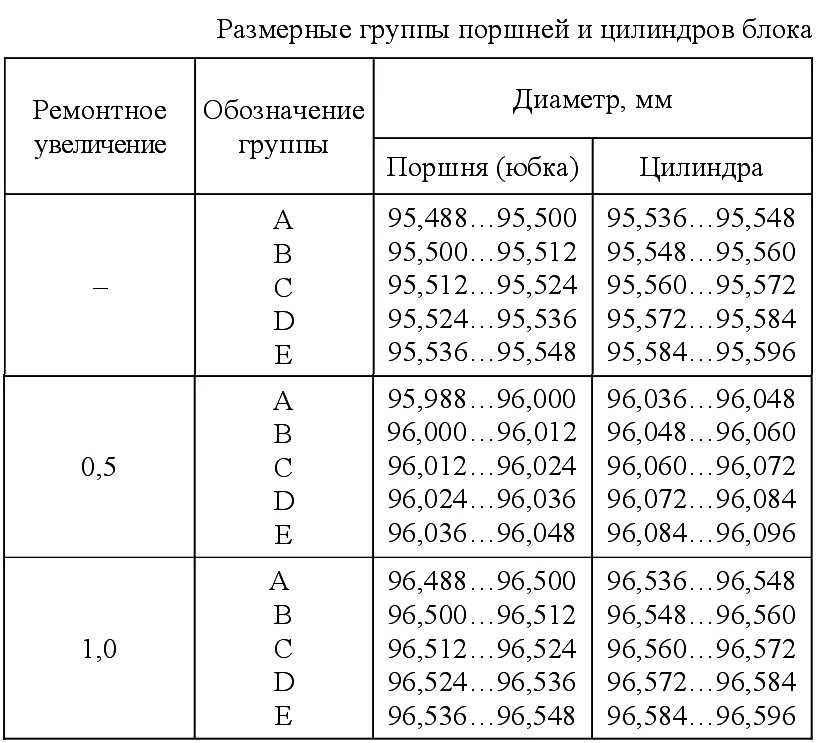
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
Ремонтные размеры шеек вала приведены в таблице.
Посадка сопрягаемых деталей коленчатого вала
|
Наименование детали
|
Зазор, мм |
Натяг, мм |
||
|---|---|---|---|---|
|
min |
max |
min |
max |
|
|
Коленчатый вал |
0,02 |
0,073 |
__ |
— |
|
1-й ремонтный размер 0,02 |
1-й ремонтный размер 0,073 |
1-й размер — |
1-й размер — |
|
|
2-й ремонтный размер 0,02 |
2-й ремонтный размер 0,073 |
2-й размер
__ |
2-й размер
__ |
|
|
3-й ремонтный размер 0,02 |
3-й ремонтный размер 0,073 |
3-й размер
__ |
3-й размер
__ |
|
|
Коленчатый вал
|
0,01 |
0,063 |
— |
— |
|
1-й ремонтный размер 0,01 |
1-й ремонтный размер 0,063 |
1-й размер
__ |
1-й размер
__ |
|
|
2-й ремонтный размер 0,01 |
2-й ремонтный размер 0,063 |
2-й размер
__ |
2-й размер
__ |
|
|
3-й ремонтный размер 0,01 |
3-й размер 0,063 |
3-й размер
__ |
3-й размер
__ |
|
|
Подшипник носка первичного вала КПП |
— |
— |
0,001
|
0,028
|
|
Маховик |
0 |
0,068 |
— |
— |
|
Маховик |
— |
— |
0,39 |
0,64 |
|
Коленчатый вал |
0,125 |
0,325 |
— |
— |
|
Коленчатый вал |
— |
0,04 |
— |
0,004 |
|
Шкив коленвала |
0 |
0,12 |
— |
— |
|
Коленвал |
— |
0,018 |
— |
0,027 |
|
Коленвал |
0,053 |
0,241 |
— |
— |
После расточки выворачиваем заглушки каналов коленчатого вала.
Промываем каналы дизельным топливом или керосином и продуваем сжатым воздухом.
Заворачиваем пробки и затягиваем моментом 38–42 Нм (3,8–4,2 кгс·м)
Бородком раскерниваем кромки заглушек
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
Осмотреть вкладыши коренных подшипников.
Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
Осмотреть маховик.
Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить.
Если на маховике есть трещины, его также нужно заменить.
Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм (Выполняем в том случае если на двигателе стоит набивка, если сальник эту операцию выполнять не надо, нужно заменить сальник).
1 — оправка для обжатия набивки, 2 — болты крепления держателя набивки, 3 — гайки крепления крышки коренного подшипника, 4 — держатель набивкиОбжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
На рисунке размеры оправки для обжатия набивки коленчатого вала.
Заменить резиновые уплотнители 1 (флажки).
1 — подшипник первичного вала коробки передач, 2 — задняя часть коленчатого валаВ отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленчатого вала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленчатом вале.
Коленчатый вал ЗМЗ-402 ГАЗ-2705
Снятие и установка коленчатого вала ЗМЗ-402 автомобиля ГАЗ-2705
Снять масляный картер и прокладку картера.
Снимите масляный насос.
Снимите ремень привода вентилятора.
Снимите ремень привода генератора.
Снимите крышку звездочки.
Установить поршень 1-го цилиндра в ВМТ. такт сжатия.
С помощью съемника спрессуйте звездочку 1 с конца коленчатого вала. Снимите упорную шайбу 2.
Отверните четыре гайки 1, предварительно отогнув края стопорных пластин 2, и снимите маховик 3, вынув его из нижней части картера сцепления.
Если не нужно снимать поршни с цилиндров, можно не снимать головку блока цилиндров, достаточно отвернуть гайки шатунных болтов, снять крышки шатунов и осторожно вдвинуть поршни в цилиндры.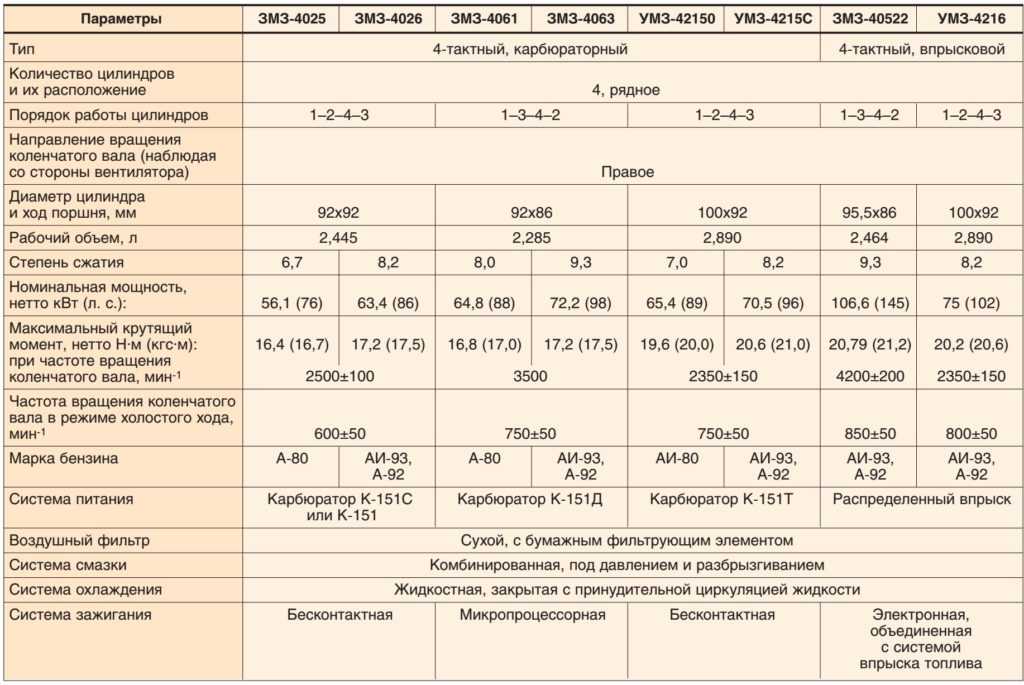
Отверните гайки 1 и болты 2 и снимите крышки коренных подшипников.
Поскольку крышки тугие, сбейте их легкими ударами молотка.
Снимите коленчатый вал 3 с коренных подшипников. Снимите вторую упорную шайбу с конца коленчатого вала.
Снимите вкладыши коренных подшипников с фундаментов и крышек коренных подшипников. Вставки легче снять, если сдвинуть их отверткой так, чтобы конец вставки выступал за край станины.
Поиск и устранение неисправностей и ремонт
Промойте все детали бензином и высушите.
Осмотрите коленчатый вал. Если на нем есть трещины, его необходимо заменить.
Вывернуть пробки, прочистить, промыть бензином и продуть сжатым воздухом масляные каналы коленчатого вала. Наверните пробки и затяните их моментом 38–42 Н·м (3,8–4,2 кгс·м).
При наличии незначительных потертостей на коренных и шатунных шейках, царапин, потертостей или овальности шеек более 0,01 мм шейки подлежат шлифовке до ремонтного размера.
После шлифовки шейки необходимо отполировать. Острые кромки фасок масляных каналов следует затупить абразивным конусом.
После шлифовки промойте вал и продуйте масляные каналы сжатым воздухом.
После шлифовки шеек коленчатого вала необходимо установить вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
Осмотрите вкладыши коренных подшипников. При наличии на них следов, потертостей, царапин, расслоений, вкраплений твердых частиц и т. п. замените вкладыши.
Осмотрите маховик. При повреждении зубьев венца маховика, наличии потертостей, царапин и т. п. на поверхности, прилегающей к диску сцепления, замените маховик.
Если маховик треснул, его тоже следует заменить.
В отверстие коленчатого вала со стороны маховика запрессован носовой подшипник первичного вала, закрытого типа. , выпрессуйте его из коленчатого вала с помощью съемника.
Запрессовать новый подшипник заподлицо с нижней кромкой фаски отверстия в коленчатом валу.
Осмотрите сальник коленчатого вала в крышке распределительного вала.
При повреждении сальника (надрывы, надрывы, сильный износ рабочей кромки и т.п.) его необходимо снять с крышки и запрессовать новый.
Если автомобиль имеет большой пробег, рекомендуется заменить сальник.
Замените набивку заднего сальника коленчатого вала в коренной опоре и в держателе.
Удалите старую прокладку и вставьте новую длиной около 120 мм.
Обрежьте концы набивки так, чтобы она выступала на 0,5–1,0 мм над плоскостью станины и держателя.
Спрессуйте набивку, для этого вставьте оправку 1 в станину подшипника, установите обойму 4 и крышку коренного подшипника и затяните гайки 3 и болты 2
Размеры оправки указаны на рисунке
Проверить состояние резиновых уплотнений 1 в держателе набивки. Если они потеряли свою эластичность, потрескались, порвались и т. д., уплотнители подлежат замене.
установка
Перед установкой смажьте коренные и шатунные шейки коленчатого вала, вкладыши коренных подшипников и упорные шайбы моторным маслом и наденьте заднюю упорную шайбу на передний конец коленчатого вала антифрикционным слоем против полотно коленчатого вала.
При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
Установить переднюю упорную шайбу 2 на шпильки 1, антифрикционный слой лицом наружу.
Прокладка между шестерней коленчатого вала и передней упорной шайбой устанавливается фаской в отверстие в сторону упорной шайбы.
После установки шестерни коленчатого вала измерьте ее осевой зазор, который должен быть в пределах 0,125 — 0,325 мм.
Зазор измеряется между торцом задней упорной шайбы и щекой коленчатого вала, при этом вал должен быть прижат до упора к маховику.
Затянуть гайки крышек коренных подшипников моментом 100–110 Н·м (10–11 кгс·м), нанеся на резьбу гаек герметик Унигерм-9.
Затяните гайки крепления маховика моментом 76–83 Н·м (7,6–8,3 кгс·м) и законтрите, загнув край стопорной пластины на торец гайки.
Провернуть коленчатый вал перед подсоединением шатунов. Он должен вращаться легко, без заеданий.
Блок цилиндров и коленчатый вал — Aerosport Engineering
Блок цилиндров и коленчатый вал
Блок цилиндров и коленчатый вал являются основными компонентами двигателя, а также одной из основных причин, по которым мы выбрали базовый двигатель BMW. Большая часть тяжелой работы и нагрузки приходится на коленчатый вал и блок цилиндров, поэтому нам нужно было убедиться, что эти две конкретные детали имеют наилучшее качество, которое мы могли бы получить. Очевидно, что вы не сможете произвести серьезные изменения в блоке и коленчатом вале так же легко, как с шатунами или поршнями. Во-первых, как вы, наверное, знаете, разнообразие и марки двигателей V12 довольно быстро сужаются. У вас нет такой же возможности выбора среди высококачественных инженерных и мастерских единиц, как у крупносерийных производственных единиц с меньшим количеством цилиндров. Когда это сказано, большинство недавних проектов двигателей V12, построенных на заводе, уделяют особое внимание качеству, производительности и новейшим доступным технологиям двигателей. Очень часто автомобиль с двигателем V12 представляет собой высший уровень бренда. Кто-то «никогда» не слышит о поломке V12, верно? Это будет считаться тише, тише!
Очень часто автомобиль с двигателем V12 представляет собой высший уровень бренда. Кто-то «никогда» не слышит о поломке V12, верно? Это будет считаться тише, тише!
Изучив доступные варианты на рынке, я должен признать, что большая часть немецкой инженерии и мастерства в сегменте V12 имеет высокий уровень качества. Нам очень нравится, как думают инженеры BMW. Интересно наблюдать, как они решают задачи проектирования и производства, чтобы обеспечить превосходное качество своей силовой установки. Эта мощная силовая установка обеспечила BMW безупречную репутацию и сделала их предпочтительным поставщиком представительских автомобилей для глав государств. Сегодня, два десятилетия спустя, та же силовая установка используется в хот-родах, сильно форсированных трамваях, а теперь, возможно, снова в самолетах! На этот раз в конфигурации с углом развала цилиндров 60°, а не радиальным двигателем! Подробнее о возможностях «нижних» двигателей вы узнаете далее на этой странице.
Как упоминалось ранее во введении к силовой установке, или как читатель, возможно, уже знает, эти 60-градусные блоки цилиндров изготовлены с завода из сплава AluSil. AluSil представляет собой заэвтектический алюминиево-силиконовый сплав, который содержит приблизительно 78 % алюминия и 17 % силикона. Алюминиевый сплав AluSil обычно используется для изготовления блоков цилиндров двигателя из алюминиевого сплава без гильз. Двигатель M73-B54 V12 не является исключением, в этом блоке также используется AluSil в качестве базового компаунда, и эти двигатели также не имеют отдельных стальных гильз цилиндров. Вы также можете прочитать о том, как мы обработали наши цилиндры слоем NicaSil на вкладке «Покрытие NicaSil».
Скручивание и снятие напряжения Есть одна особенность взаимодействия блока цилиндров и коленчатого вала, которую я хотел бы объяснить. Он обычно не используется другими производителями двигателей, и я думаю, что это довольно интересно. Как вы можете видеть на рисунках справа, крышки коренных подшипников имеют четыре крепежных болта каждая, два основных болта на 10 мм, которые затянуты к вертикальной оси коленчатого вала, и два болта на 8 мм дальше друг от друга под углом 60 градусов. , чтобы увеличить общую прочность между крышкой коренного подшипника и блоком. Также можно заметить два «устройства» с совершенно разной резьбой, привинченные к нижней стороне крышки коренного подшипника под тем же углом, что и внешние 8-миллиметровые прижимные болты. Честно говоря, я не знаю правильного названия этого устройства, но назовем их «Втулки стабилизатора блока» или устройство БСБ.
Как вы можете видеть на рисунках справа, крышки коренных подшипников имеют четыре крепежных болта каждая, два основных болта на 10 мм, которые затянуты к вертикальной оси коленчатого вала, и два болта на 8 мм дальше друг от друга под углом 60 градусов. , чтобы увеличить общую прочность между крышкой коренного подшипника и блоком. Также можно заметить два «устройства» с совершенно разной резьбой, привинченные к нижней стороне крышки коренного подшипника под тем же углом, что и внешние 8-миллиметровые прижимные болты. Честно говоря, я не знаю правильного названия этого устройства, но назовем их «Втулки стабилизатора блока» или устройство БСБ.
Когда коленчатый вал помещается в блок двигателя во время окончательной сборки и до того, как начинается затяжка крышек коренных подшипников, эти «втулки стабилизатора блока» ввинчиваются в крышки коренных подшипников с нижней стороны, пока они не упрется в хвостовик. вставлен в устройство BSB. Устройство BSB имеет отверстие под шестигранник, что облегчает его регулировку и затяжку. После того, как крышки коренных подшипников установлены на коленчатый вал, два основных 10-миллиметровых болта крепятся и затягиваются в соответствии со спецификацией для каждой крышки коренных подшипников. Теперь пришло время отрегулировать втулки стабилизатора блока вниз и вплотную к изогнутой поверхности блока и затянуть их с усилием 10 Нм или чуть меньше 7,5 футо-фунтов. Это обеспечивает равномерный контакт и одинаковую нагрузку под каждой стороной крышки коренного подшипника. Когда внешние 8-миллиметровые болты затянуты в соответствии со спецификацией, этот метод предотвратит скручивающие и изгибающие усилия по всему блоку. Я считаю, что инженеры BMW сочли этот метод особенно полезным для двигателей с более длинными блоками и коленчатыми валами. Может быть и другая причина, по которой фабрика использует этот метод. Когда блоки выходят из литейного цеха, у них, скорее всего, не будет достаточно времени, чтобы «устояться» до того, как они будут обработаны, что означает, что могут быть крошечные дефекты в отношении прямолинейности и искривления блока.
После того, как крышки коренных подшипников установлены на коленчатый вал, два основных 10-миллиметровых болта крепятся и затягиваются в соответствии со спецификацией для каждой крышки коренных подшипников. Теперь пришло время отрегулировать втулки стабилизатора блока вниз и вплотную к изогнутой поверхности блока и затянуть их с усилием 10 Нм или чуть меньше 7,5 футо-фунтов. Это обеспечивает равномерный контакт и одинаковую нагрузку под каждой стороной крышки коренного подшипника. Когда внешние 8-миллиметровые болты затянуты в соответствии со спецификацией, этот метод предотвратит скручивающие и изгибающие усилия по всему блоку. Я считаю, что инженеры BMW сочли этот метод особенно полезным для двигателей с более длинными блоками и коленчатыми валами. Может быть и другая причина, по которой фабрика использует этот метод. Когда блоки выходят из литейного цеха, у них, скорее всего, не будет достаточно времени, чтобы «устояться» до того, как они будут обработаны, что означает, что могут быть крошечные дефекты в отношении прямолинейности и искривления блока. Эта система и метод исправят эту проблему, так что допуски могут быть сохранены во время сборки.
Эта система и метод исправят эту проблему, так что допуски могут быть сохранены во время сборки.
Крышка коренного подшипника № 7 также удерживает опорные подшипники коленчатого вала. Вы можете заметить замок одного из опорных подшипников, выступающий между коленчатым валом и крышкой коренного подшипника. Втулка стабилизатора блока регулируется и слегка прижимается к поверхности блока, чтобы стабилизировать структуру блока и обеспечить свободное вращение коленчатого вала.
Слабое место BMW
Резьба
Не только BMW известна проблемной резьбой болтов головки блока цилиндров в блоке. Проблема в том, что BMW печально известна этим! Головки цилиндров можно затянуть один раз, а может и два, но после этого вы действительно начинаете испытать удачу. Если по какой-либо причине головка блока цилиндров должна оторваться, следует сразу же рассмотреть возможность обновления резьбы в блоке, в противном случае, и, скорее всего, можно столкнуться с тем, что головка в конечном итоге должна оторваться снова. Затем, когда ущерб будет нанесен, не поддавайтесь искушению отремонтировать именно этот один обрыв резьбы. Обращайтесь с резьбой каждого болта головки блока цилиндров так, как если бы она была повреждена, и меняйте их все.
Затем, когда ущерб будет нанесен, не поддавайтесь искушению отремонтировать именно этот один обрыв резьбы. Обращайтесь с резьбой каждого болта головки блока цилиндров так, как если бы она была повреждена, и меняйте их все.
BMW использует компаунд AluSil во всех блоках. Однако, кроме того, мы получили помощь от Millenium Technonlogies, чтобы обработать все цилиндры тонким слоем NicaSil. Диаметр цилиндра составляет 85 мм или 3346 дюймов.
Половинки подшипников устанавливаются в блок, можно монтировать коленчатый вал. Механически обработанная наклонная поверхность с обеих сторон блока является точками крепления наружных 8-миллиметровых болтов крышек коренных подшипников, но это также область, на которую опираются втулки стабилизатора блока.
На этом рисунке показана крышка коренного подшипника в перевернутом виде, чтобы была видна плоская нижняя сторона втулки блока стабилизатора.
Крышка коренного подшипника с болтом 8 мм и втулкой стабилизатора блока немного выступает. BSB регулируется вниз по направлению к поверхности блока, расположенной под углом 30 градусов, с отверстием под шестигранник.
Time-Sert Блоки цилиндров BMW V12 не являются исключением, они страдают точно такой же проблемой, и ее необходимо решать, чтобы избежать проблем в будущем. На данный момент мы отремонтировали 6 блоков. Для каждого двигателя предусмотрено 28 отверстий под болты, что в сумме дает 168 отверстий. При ремонте первого блока мы выяснили, что компаунд AluSil представляет собой настоящую враждебную среду для метчика резьбы. Метчик затупился быстрее, чем ожидалось, и нам пришлось трижды менять метчик на новый в течение 28 отверстий, которые необходимо было восстановить. Мы нашли лучший способ решить проблему ремонта 5 других блоков. Наши друзья из Dynatec SMV AS www. dynatec.no/dynatec-smv изготовили приспособление для поддержки блока на одном из своих фрезерных станков. Все резьбовые отверстия OEM были расточены, а затем нарезаны резьба для новой резьбы Time-Sert. Мы также сделали нити немного длиннее. Вместо 25,0 мм или чуть меньше 1000 дюймов, как стандартная резьба OEM, мы установили резьбу 30,0 мм или 1181 дюйм. Еще одним преимуществом этой системы является то, что общий внешний диаметр увеличится с 10,0 мм или 0,39 мм.4 дюйма до 12,0 мм или 0,472 дюйма. Это, очевидно, дает значительно большую площадь контакта по внешней окружности вставки и, следовательно, большую удерживающую способность, при сохранении того же внутреннего диаметра OEM 10,0 мм или 0,394 дюйма. Преимущество этого заключается в том, что можно использовать стандартные болты от BMW или, при необходимости, перейти на болты ARP.
dynatec.no/dynatec-smv изготовили приспособление для поддержки блока на одном из своих фрезерных станков. Все резьбовые отверстия OEM были расточены, а затем нарезаны резьба для новой резьбы Time-Sert. Мы также сделали нити немного длиннее. Вместо 25,0 мм или чуть меньше 1000 дюймов, как стандартная резьба OEM, мы установили резьбу 30,0 мм или 1181 дюйм. Еще одним преимуществом этой системы является то, что общий внешний диаметр увеличится с 10,0 мм или 0,39 мм.4 дюйма до 12,0 мм или 0,472 дюйма. Это, очевидно, дает значительно большую площадь контакта по внешней окружности вставки и, следовательно, большую удерживающую способность, при сохранении того же внутреннего диаметра OEM 10,0 мм или 0,394 дюйма. Преимущество этого заключается в том, что можно использовать стандартные болты от BMW или, при необходимости, перейти на болты ARP.
Коленчатый вал
Характеристики коленчатого вала 120 градусов. Коленчатый вал имеет семь коренных подшипников размером 75,0 мм или 2,9 мм. 53 дюйма в диаметре. Как указано, два шатуна имеют общую шатунную шейку коленчатого вала диаметром 45,0 мм или 1772 дюйма. Из-за относительно большой коренной шейки и короткого хода это дает перекрытие шатунной шейки 20,5 мм или 0,807 дюйма. Ширина щек составляет 13,3 мм или 0,524 дюйма. Коленчатый вал полностью уравновешен с обеих сторон шатунных шеек, а его вес составляет 24,6 кг или 54,23 фунта. На большой картинке выше видно, что BMW отбалансировал коленчатый вал после ковки и механической обработки.
53 дюйма в диаметре. Как указано, два шатуна имеют общую шатунную шейку коленчатого вала диаметром 45,0 мм или 1772 дюйма. Из-за относительно большой коренной шейки и короткого хода это дает перекрытие шатунной шейки 20,5 мм или 0,807 дюйма. Ширина щек составляет 13,3 мм или 0,524 дюйма. Коленчатый вал полностью уравновешен с обеих сторон шатунных шеек, а его вес составляет 24,6 кг или 54,23 фунта. На большой картинке выше видно, что BMW отбалансировал коленчатый вал после ковки и механической обработки.
Фланец крепления маховика включает центрирующую втулку диаметром 42 мм или 1654 дюйма. Сам маховик крепится к коленчатому валу с помощью 9 шт. 12 болтов X 1 мм на круге болтов 80 мм или 3150 мм. Кроме того, имеется один штифт 14,5 мм или 0,570 дюйма для фиксации и выравнивания маховика.
Г-н Эрик Рингстад, которому на этом снимке 12 лет, скорее всего, не так увлечен, как его отец, двигателями V12, шестернями и силовыми установками. Но он помогает, когда это необходимо.
Жил-был человек. Довольно необычный человек, если честно. Его звали Пер Кристиан Харильдстад, и он родился высоко в диких и красивых горах Винстра, Гудбрандсдален, в самом сердце норвежского культурного наследия. Ферма Харильдстад и одноименная семья существуют с двенадцатого века и до сих пор являются ее владельцами! И бедные, и богатые, даже короли, с боями пробивались вверх по извилистому пути в Харильдстад и далее через горы.
Если вы думаете, что это вступление звучит как начало сказки, уверяю вас, это не так. Harildstad так же реален, как смартфон на вашей ладони. Сегодня, спустя более 800 лет после поселения первых предков, Пер Кристиан и его родители по-прежнему зарабатывают на жизнь обработкой земли на ферме. Это дает представление о значении честности, не так ли! Семья Харильдстад не единственная в этом регионе, имеющая давние традиции, на самом деле, это довольно типично для норвежского фермера, по всей нашей стране. Неудивительно, что я горжусь тем, что я настоящий норвежец. Как бы то ни было, быть фермером в Харилдстаде было непросто. Некоторые из сельскохозяйственных угодий, которыми они владеют, круты и трудны для обработки, на самом деле просто опасно работать с трактором или комбайном. Некоторые говорят; поля настолько круты, что вы можете засеять почву с обеих сторон. Пер Кристиан не обращает внимания на такую чепуху. На протяжении сотен лет Харильдстад зарабатывал на жизнь молочным животноводством и выращиванием ячменя, пшеницы и овса. Сегодня ферма Harildstad немного изменила свою продукцию на молочных коров, что также означает, что им нужны все обрабатываемые земли для выращивания травы. Когда наступает весна, коров и телок уводят на летние горные пастбища, чтобы провести весь сезон в этом прекрасном пейзаже. О, я забыл упомянуть, что вместе с девушками идет только один счастливчик.
Неудивительно, что я горжусь тем, что я настоящий норвежец. Как бы то ни было, быть фермером в Харилдстаде было непросто. Некоторые из сельскохозяйственных угодий, которыми они владеют, круты и трудны для обработки, на самом деле просто опасно работать с трактором или комбайном. Некоторые говорят; поля настолько круты, что вы можете засеять почву с обеих сторон. Пер Кристиан не обращает внимания на такую чепуху. На протяжении сотен лет Харильдстад зарабатывал на жизнь молочным животноводством и выращиванием ячменя, пшеницы и овса. Сегодня ферма Harildstad немного изменила свою продукцию на молочных коров, что также означает, что им нужны все обрабатываемые земли для выращивания травы. Когда наступает весна, коров и телок уводят на летние горные пастбища, чтобы провести весь сезон в этом прекрасном пейзаже. О, я забыл упомянуть, что вместе с девушками идет только один счастливчик.
Возможно, не так очевидна связь между мистером Харилдстадом и Aerosport Engineering AS.
Вам может быть интересно, как мистер Харильдстад узнал о двигателях BMW V12, живущих даже за окраиной, как и он? Я тоже, и мне просто нужно было спросить его. На самом деле он купил BMW 850 Csi в середине 1990-х годов. Пер Кристиан вспоминает, что был в восторге от этого прекрасного спортивного автомобиля и мощного двигателя V12, которым он был оснащен. Вот тогда все и началось. Не говорите ему, что я вам сказал, но я думаю, что он помешался на этих двигателях! Он раздобыл еще один V12 и впихнул его в старый BMW E30. Уверяю вас, это очень плотная посадка. Он начал экспериментировать с закисью азота на стандартном нетронутом двигателе V12, который проехал 250 000 км или 156 000 миль.
В первом примере двигатель взят от BMW 750 i, на котором предыдущие владельцы проехали примерно 250 000 км или 156 000 миль. Ни одна из возвратно-поступательных частей не была изменена, коленчатый вал, шатуны и поршни OEM. Головки стандартные, без отверстий, но оснащены уплотнительными кольцами для удержания давления в цилиндре внутри камеры сгорания. Степень сжатия 10,2 : 1, одна большая турбина с интеркулером, а с спирт в качестве топлива, эта комбинация производит 1098 л. с. при 6300 об / мин и 1395 Нм / 1029 фут-фунтов крутящего момента при 4760 об / мин, с давлением наддува 1,73 бар / 25 фунтов на квадратный дюйм. И чтобы вы знали, это на ступицах колес!
с. при 6300 об / мин и 1395 Нм / 1029 фут-фунтов крутящего момента при 4760 об / мин, с давлением наддува 1,73 бар / 25 фунтов на квадратный дюйм. И чтобы вы знали, это на ступицах колес!
Во втором примере Пер Кристиан использовал аналогичный двигатель, но модернизировал поршневые части в блоке. Он заменил штатные шатуны на двутавровые и установил кованые поршни с более низкой степенью сжатия. Коленчатый вал остался родным. Он использовал те же головки с уплотнительными кольцами, все еще без каких-либо других модификаций, степень сжатия 8,2: 1, ту же систему турбонагнетателя и интеркулера, и с
Приведенные выше примеры можно легко оправдать крайностью и тем, что любая силовая установка, подобная этой, не имеет никакого отношения к самолету. Многие из нас согласились бы с таким утверждением. Такой двигатель в самолете, вероятно, долго не продержится и вскоре начнет выбрасывать внутренние детали. Прочность, скорее всего, будет близка к нулю. Двигатель, установленный в белом BMW 850 i на картинке выше, не обслуживался 9 лет.0003 девять / 9 лет! В последний раз Пер Кристиан собирал этот конкретный двигатель в 2012 году. Он объясняет, что он «довольно бережно и легко обращается с оборудованием», и что переключение передач обычно не происходит выше 7000 об / мин. Пер Кристиан рассказал мне, что с тех пор каждый сезон он участвовал в гонках с одним и тем же двигателем и ни разу не проводил на нем капитального ремонта в те годы. Это довольно впечатляюще, если вы спросите меня.
Если вам интересно посмотреть на одно из его творений, нажмите на ссылку YouTube ниже.