Шлифовка ГБЦ своими руками, как отремонтировать ГБЦ своими руками, шлифовка головки блока цилиндров своими руками
Ваше текущее местоположение Отменить
Ваше текущее местоположение
Искривление головки блока цилиндров довольно частое явление. Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой — либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт.
Шлифовка является одной из самых востребованных процедур ремонта ГБЦ. Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Причины шлифовкиВажным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной. Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока. Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока. Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно. Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все. Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно. Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все. Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
Сняв головку с двигателя, первым делом появляется множество вопросов по поводу ровности головки, сколько нужно шлифовать её, каким образом, как проверить результат и тому подобное. Но не всё так страшно как кажется. В реальности всё намного проще. Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Но не всё так страшно как кажется. В реальности всё намного проще. Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Перед началом работы, следует очистить головку от прокладки. Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Вход или зарегистрируйтесь,
чтобы добавить запись в закладки чтобы добавить компанию в закладки чтобы оставить комментарий
Шлифовка головки блока цилиндров
Вопрос шлифовки головки блока цилиндров возникает в том случае, когда прогорела прокладка под головкой. Признак прогоревшей прокладки под головкой такой, двигатель кипит, идут пузыри в радиатор, а при очень сильном прогаре прокладки охлаждающая жидкость идет в блок двигателя, масло становиться серого цвета и увеличивается в объеме. Так как наш человек многое делает своими руками не доверяя мастерским и экономя деньги на ремонт, объясню, как отшлифовать головку блока дома, самому.
Сняли головку с двигателя, увидели прогоревшую прокладку, сразу возникает куча вопросов, ровная головка, сколько стоит отшлифовать головку, где шлифуют головки, как проверить ровность головки и т.д. Здесь все проще, чем мы думаем!
Чтобы снять эти вопросы и не морочить себе голову, нужно просто взять и самому притереть головку блока в домашних условиях без специальных станков. Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Для притирки головки понадобиться либо новый отрезной диск, либо новый точильный камень. Обычно даже сильные неровности в головки можно выровнять минут за двадцать, самостоятельно.
Можно конечно просто заменить прокладку под головкой блока цилиндров, но если в головке блока есть неровности, долго двигатель не будет работать, сперва будет кипеть так как через не плотность между прокладкой и головкой будут проскакивать газы, а потом снова прогорит прокладка под головкой. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки.
Ну уж если сняли головку то не поленитесь притереть клапана на всякий случай и заменить сальники клапанов, эта тема есть на сайте в другой статье, поэтому ее опускаю. Всегда лучше все делать один раз, чем после замены прокладки через какое-то время притирать прогоревший клапан или менять сальники клапанов. Клапана необязательно покупать новые, если клапана в хорошем состоянии то просто притрите рабочие. Уверен что после притирки и клапанов мощность двигателя возрастет, даже если на вид клапана выглядят идеально, все равно есть вероятность что в процессе работы особенно выпускных клапанов есть небольшая не плотность. Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Эта не плотность клапана и седла в дальнейшем приведет к прогару клапана.
Фото. Начало шлифовки головки блока ВАЗ.
Перед шлифовкой головки, головку очистите от прилипшей прокладки при помощи ножа. Положите новый отрезной диск как показано на фото, руками проведите несколько раз диском по всей длине головки. Вот после этого сразу будут видны все неровности головки, все неровности хорошо видны на фото.
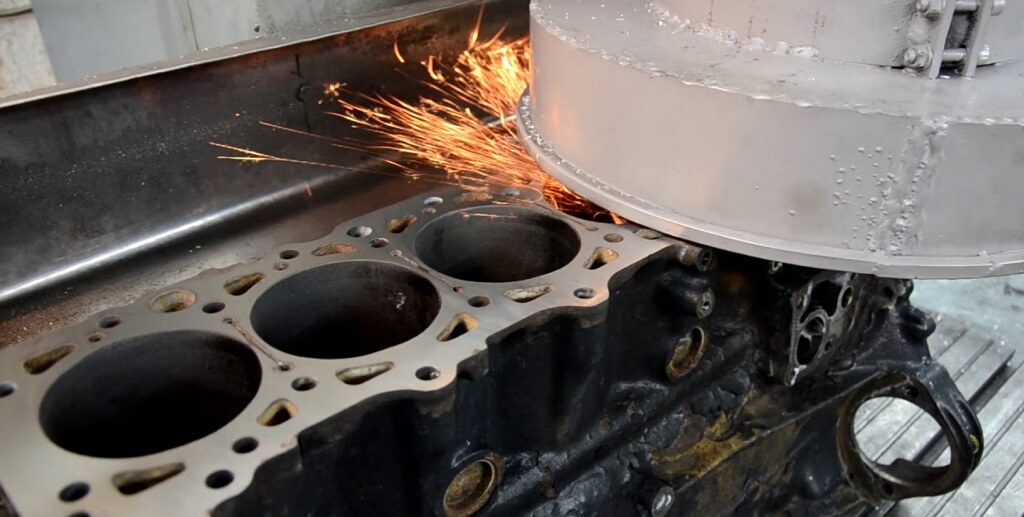
Фото. Отшлифованная головка блока ВАЗ.
Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Диск двигайте по всей длине головки до полной затирки всех неровностей. Хорошо отшлифованная головка видна на фото.
Совет, отрезным диском быстрей отшлифуете головку чем точильным камнем.
Шлифовка головки двигателя. Видео.
Горобинский С. В.
В.
Технический уголок: портирование и полировка ваших головок цилиндров
Марк Уильямс 0 Комментарии Головки цилиндров, характеристики двигателя, полировка, портирование, технический уголок
Портирование и полировка головок цилиндров — это то, что должен делать каждый производитель двигателей. Тем не менее, выполнение работы в механическом цехе может стоить больших денег. Не говоря уже о том, что вам нужно потратить время на поиск лучшего места для работы, чтобы вы знали, что деньги потрачены не зря. А если говорить о деньгах, то портирование и полировка ГБЦ может стоить
А как насчет того, чтобы сделать это самому?
Итак, давайте посмотрим, что это повлечет за собой. Что именно такое портирование и полировка? Как это делается? Что вам понадобится? Давайте рассмотрим вводный взгляд на то, как именно вы можете научить себя этому новому навыку.
Какие инструменты вам нужны?
Портирование и полировка головок цилиндров — одна из тех работ, выполнение которых сильно зависит от инструментов, к которым у вас есть доступ.
Во-первых, для выполнения этой задачи вам понадобится инструмент Dremel, а также необходимые биты и удлинители. Хорошая новость заключается в том, что вы можете приобрести наборы Dremel, в которых есть все необходимое для портирования и полировки головок, что является отличным способом начать работу. Но имейте в виду, что эти наборы обычно состоят из кусочков наждачной бумаги. Для работы с портом и для снятия тяжелых боров и следов литья инвестиции в твердосплавные и каменные биты значительно облегчат вашу жизнь. (Но пока не списывайте эти кусочки наждачной бумаги — они пригодятся позже.)
Если вы работаете только с битами, убедитесь, что у вас есть 3-дюймовые и 6-дюймовые хвостовики. Кроме того, удлинитель хлыста для вашего Dremel значительно облегчит доступ к труднодоступным местам. (Это не обязательно. Хотя, если вы намерены сделать этот процесс регулярным, то это достойное вложение.)
Кроме того, удлинитель хлыста для вашего Dremel значительно облегчит доступ к труднодоступным местам. (Это не обязательно. Хотя, если вы намерены сделать этот процесс регулярным, то это достойное вложение.)
Кроме того, вы шлифуете металл, поэтому не забывайте о защите глаз, ушей и респираторов. Безопасность превыше всего, дети.
Вам также потребуются соответствующие инструменты для снятия головки и ее повторной сборки, а именно, компрессор пружины клапана. Поскольку головка будет разобрана, и мелкие фрагменты металла могут попасть в седла и направляющие клапанов, вам понадобится способ должным образом очистить головки, когда вы закончите. Под рукой должна быть легкая масляная смазка, такая как WD-40. Также не помешает притереть клапана, когда закончите.
Портирование головок цилиндров
Портирование является более пугающим шагом при выполнении этой работы, так как вы работаете над физическим увеличением портов. На самом деле это то, что многие самодельщики оставляют позади, но на самом деле это довольно просто. Процесс начинается с крепления прокладки впускного коллектора к головке блока цилиндров и разметки отверстий. Затем снимите прокладку и постепенно откройте порт, чтобы соответствовать прокладке. Пока вы постепенно сужаете порт, чтобы он соответствовал голове, и не пытаетесь изменить его форму, вы ничего не можете повредить.
Процесс начинается с крепления прокладки впускного коллектора к головке блока цилиндров и разметки отверстий. Затем снимите прокладку и постепенно откройте порт, чтобы соответствовать прокладке. Пока вы постепенно сужаете порт, чтобы он соответствовал голове, и не пытаетесь изменить его форму, вы ничего не можете повредить.
То, чего вы пытаетесь достичь здесь, — это согласование входного отверстия с используемой прокладкой — не больше. Не торопитесь и работайте постепенно вокруг каждого края. Поскольку вы удаляете металл, самое время выломать твердосплавные насадки. Использование наконечника стрелы поможет сузить отверстие до остальной части порта внутри. После использования твердосплавного сверла вернитесь к работе с наждачной бумагой или камнем, чтобы вы могли сгладить любые шероховатости или заусенцы, которые могли остаться.
Одна вещь, которую многие люди предлагают, заключается в том, что после завершения этого шага вы должны придерживаться прокладки, под которую вы формируете порты. Я также определенно рекомендую это, потому что любые переменные могут изменить качество уплотнения и потока работы порта.
Я также определенно рекомендую это, потому что любые переменные могут изменить качество уплотнения и потока работы порта.
Кроме того, вы не захотите делать это для стороны выпуска, только для стороны впуска. Выхлопные коллекторы и коллекторы часто имеют порты на коллекторе или коллекторе, которые больше, чем головка, что создает ступеньку. Этот шаг работает для создания области низкого давления, которая помогает вытягивать воздух из цилиндров. Соответствие портов может привести к потере этой области низкого давления, что может отрицательно сказаться на мощности.
Полировка головок цилиндров
Полировка — это простой шаг в этом процессе, но он требует много времени. Когда головки цилиндров отливаются, многие из них проскальзывают как есть с грубой обработкой портов и некоторыми следами литья или заусенцами. Ваша цель здесь состоит в том, чтобы получить и отполировать эти недостатки до гладкой поверхности. (Здесь вы поблагодарите себя за то, что взяли в руки длинные насадки и даже хлыстовую насадку для инструмента Dremel. )
)
Когда вы начнете процедуру полировки, вам, возможно, захочется держать под рукой эти твердосплавные насадки. Начните с поиска заусенцев и тяжелых следов литья, так как это первое, что вам нужно решить. Если вы потратите время, чтобы сбить их, это не только ускорит процесс, но и избавит вас от необходимости менять изношенные биты.
Вы хотите не торопиться и постепенно работать над этими отметками. Биты наждачной бумаги и кусочки камня будут съедены в этом процессе довольно быстро, поэтому наличие свежих наборов для замены сделает вашу жизнь намного проще.
Вы обнаружите, что многие люди любят работать вокруг портов своих головок цилиндров вращательным движением снаружи внутрь к клапану. Это связано с тем, что следы естественного износа, как полагают, вызывают завихрение воздуха при его движении в двигатель. Это удобно для тех, кто хочет улучшить смешивание воздуха и топлива перед подачей в двигатель. В любом случае вам нужно отполировать каждую часть впускного отверстия на расстоянии примерно полдюйма от седла клапана.
Это удобно для тех, кто хочет улучшить смешивание воздуха и топлива перед подачей в двигатель. В любом случае вам нужно отполировать каждую часть впускного отверстия на расстоянии примерно полдюйма от седла клапана.
Отделка поверхности
Теперь вернемся к уровню полировки, которого вы пытаетесь достичь. Так много людей взад и вперед по зеркальной отделке. Хорошее эмпирическое правило, которое я обнаружил, заключается в том, что зеркальная полировка хороша для двигателей с непосредственным впрыском, а полушероховатая полировка хороша для карбюраторных двигателей или двигателей с впрыском через дроссельную заслонку. Это связано с тем, что более грубая обработка хороша для распыления топливной смеси до того, как она попадет в камеру сгорания. Однако, если на стороне впуска нет топлива до того, как оно достигнет цилиндров, вы можете также сделать поверхность как можно более гладкой, чтобы ускорить процесс.
Также не могу не упомянуть камеру сгорания. Вы не хотите уменьшать материал здесь, так как вы можете уменьшить сжатие. Тем не менее, вы все равно хотите сгладить острые края и удалить следы литья или заусенцы. Эти области могут поглощать тепло и вызывать преждевременное воспламенение смеси во время работы двигателя. Идея полировки этой области состоит в том, чтобы помочь потоку воздуха из впускного отверстия в камеру сгорания. Поскольку вы работаете близко к седлу клапана, вы можете захотеть бросить мусорные клапаны в головку, чтобы уменьшить вероятность повреждения седла. Кроме того, вы не захотите использовать здесь свои твердосплавные биты, так как они слишком агрессивны.
Вы не хотите уменьшать материал здесь, так как вы можете уменьшить сжатие. Тем не менее, вы все равно хотите сгладить острые края и удалить следы литья или заусенцы. Эти области могут поглощать тепло и вызывать преждевременное воспламенение смеси во время работы двигателя. Идея полировки этой области состоит в том, чтобы помочь потоку воздуха из впускного отверстия в камеру сгорания. Поскольку вы работаете близко к седлу клапана, вы можете захотеть бросить мусорные клапаны в головку, чтобы уменьшить вероятность повреждения седла. Кроме того, вы не захотите использовать здесь свои твердосплавные биты, так как они слишком агрессивны.
Существует множество методов смешивания и полировки камеры сгорания, и мы действительно можем погрузиться в еще одну кроличью нору, чтобы узнать, что работает, а что нет. Но чтобы не сбиться с пути, ваша цель — просто сгладить острые углы, а не удалять материал.
Почему мы снова это делаем??
Многие из вас уже знают, почему портирование и полировка головок блока цилиндров является выгодным приемом.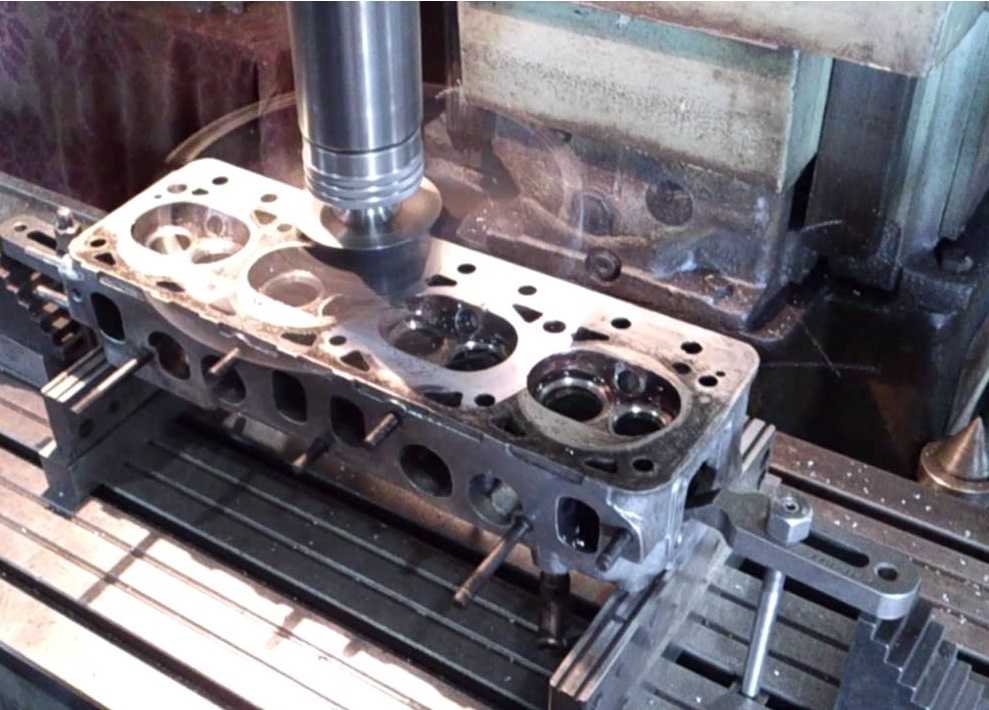 Поэтому, чтобы сэкономить время, я положил мясо и картошку вперед. Но для тех из вас, кто не знает, портирование и полировка головок положительно влияет на мощность и эффективность двигателя. Во многих случаях из-за увеличенного CFM головок до 30 лошадиных сил типично при хорошей работе портов.
Поэтому, чтобы сэкономить время, я положил мясо и картошку вперед. Но для тех из вас, кто не знает, портирование и полировка головок положительно влияет на мощность и эффективность двигателя. Во многих случаях из-за увеличенного CFM головок до 30 лошадиных сил типично при хорошей работе портов.
Просто помните, это не бесплатно. Это медленная работа — некоторые люди тратят в общей сложности до 20 часов на совершенствование своих головок цилиндров. Хотя вы, возможно, и не вкладываете в такие временные затраты, как в , вы все равно рассчитываете на несколько часов работы. Но тем не менее это вознаграждающая работа, и у вас остается ценный навык в вашем арсенале DIY.
Не забудьте впускной коллектор
Чтобы закрыть, если вы хотите получить максимальную отдачу от портирования и полировки головок цилиндров, не упускайте впускной коллектор. Еще до того, как вы зайдете так далеко, я бы согласовал воздухозаборник с головками в механическом цеху, чтобы обеспечить идеальное соответствие между сопрягаемыми поверхностями. Затем вы следуете очень похожему процессу согласования портов и полировки поверхностей внутри. Выполняя это в сочетании с полировкой головок, вы получите еще больше мощности и эффективности от вашего двигателя.
Еще до того, как вы зайдете так далеко, я бы согласовал воздухозаборник с головками в механическом цеху, чтобы обеспечить идеальное соответствие между сопрягаемыми поверхностями. Затем вы следуете очень похожему процессу согласования портов и полировки поверхностей внутри. Выполняя это в сочетании с полировкой головок, вы получите еще больше мощности и эффективности от вашего двигателя.
Нравится:
Нравится Загрузка…
Как портировать и полировать головки блока цилиндров вашего автомобиля
Как портировать и полировать головки блока цилиндров автомобиля | Совет вашего механикаЗадайте вопрос, получите ответ как можно скорее!
ЗАПРОСИТЬ ЦЕНУ
Стоимость замены датчика температуры головки цилиндров
Место обслуживания
$116,57 — $566,13
Диапазон цен для всех автомобилей
Один из самых простых способов увеличить мощность на 20–30 л. Движку понравится обновление, но вашему кошельку может не понравиться. Сегодняшние головки цилиндров вторичного рынка имеют высокую цену.
Сегодняшние головки цилиндров вторичного рынка имеют высокую цену.
Чтобы немного облегчить финансовое бремя, вы можете отправить головку блока цилиндров в механическую мастерскую для портирования и полировки, но это будет дорого. Лучший способ сэкономить как можно больше денег и получить те же преимущества в производительности — это потратить свое личное время на портирование и полировку головки блока цилиндров самостоятельно.
Процесс портирования и полировки в целом одинаков для всех головок цилиндров. Ниже мы предоставим простое руководство по правильному, безопасному и эффективному портированию и полировке головок цилиндров. Однако имейте в виду, что все, что предлагается в этой статье, выполняется на ваш страх и риск. Очень легко сошлифовать слишком много металла, что необратимо и, скорее всего, приведет к непригодности головки блока цилиндров.
- Примечание : Если у вас практически нет опыта работы с Dremel, рекомендуется сначала потренироваться на запасной головке блока цилиндров.
 Старые запасные головки цилиндров можно купить на свалке или в магазине вам могут предоставить старую головку бесплатно.
Старые запасные головки цилиндров можно купить на свалке или в магазине вам могут предоставить старую головку бесплатно.
Часть 1 из 6: Подготовка к работе
Необходимые материалы
Шаг 1: Снимите головку блока цилиндров . Этот процесс будет варьироваться от двигателя к двигателю, поэтому вам следует обратиться к руководству для получения подробной информации.
Как правило, вам необходимо снять с головки все детали, мешающие снятию, а также открутить гайки и болты, крепящие головку.
Шаг 2: Снимите распределительный вал, коромысла, пружины клапанов, фиксаторы, клапаны и толкатели . Вы должны обратиться к своему руководству за подробностями по их удалению, поскольку каждый автомобиль очень отличается.
- Совет : каждый удаленный компонент следует установить точно в том же положении, из которого он был удален. При разборке упорядочивайте снятые компоненты таким образом, чтобы можно было легко отследить исходное положение.

Этап 3: Тщательно очистите головку блока цилиндров от масла и мусора с помощью средства для чистки тормозов . Потрите проволочной щеткой с золотым ворсом или подушечкой Scotch-Brite, чтобы удалить стойкие отложения.
- Совет : Если в головке блока цилиндров обнаружена трещина, головку блока цилиндров необходимо заменить.
Шаг 5: Очистите место соединения . Используйте губку Scotch-Brite или наждачную бумагу с зернистостью 80, чтобы очистить область, где головка блока цилиндров сопрягается с прокладкой впускного коллектора, до голого металла.
Часть 2 из 6: увеличение воздушного потока
- Dykem Machinist
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Притирочный инструмент
- Притирочная паста
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Небольшая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
- Стяжки
Шаг 1: Подгоните впускные каналы к впускным прокладкам . Прижав прокладку впускного коллектора к головке блока цилиндров, вы можете увидеть, сколько металла можно удалить, чтобы увеличить поток воздуха.
Прижав прокладку впускного коллектора к головке блока цилиндров, вы можете увидеть, сколько металла можно удалить, чтобы увеличить поток воздуха.
Впускной патрубок можно значительно расширить, чтобы он соответствовал окружности впускной прокладки.
Шаг 2: Окрасьте периметр впускного патрубка краской Machinist красного или синего цвета . После высыхания краски соедините прокладку впускного коллектора с головкой блока цилиндров.
Используйте болт или ленту впускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Обведите впускной патрубок . Используйте маленькую отвертку или аналогичный острый предмет, чтобы начертить или обвести области вокруг впускного канала, где видна краска.
Шаг 4: Удалите материал внутри разметки . Используйте каменную насадку со стрелой, чтобы умеренно удалить материал внутри меток.
Надгробие со стрелкой оставит шероховатую поверхность, поэтому будьте предельно осторожны, чтобы не слишком увеличить порт или по ошибке не зашлифовать область, которая входит в зону покрытия прокладки впускного коллектора.
Равномерно и равномерно увеличить впускной патрубок. Не нужно слишком глубоко заходить внутрь бегуна. Необходимо всего лишь вставить от дюйма до полутора дюймов во впускной патрубок.
Держите скорость Dremel на уровне около 10 000 об/мин, иначе биты изнашиваются быстрее. Примите во внимание заводские обороты Dremel, которые вы используете, чтобы определить, насколько быстрее или медленнее должны быть отрегулированы обороты, чтобы достичь диапазона 10 000.
Например, если Dremel, который вы используете, имеет заводскую скорость вращения 11 000 об/мин, можно с уверенностью сказать, что вы можете запустить его на полную мощность, не выжигая биты. С другой стороны, если у Dremel заводские обороты в минуту 20 000, то удерживайте дроссельную заслонку примерно наполовину до точки, где Dremel работает примерно на половине скорости.
- Предупреждение : Не удаляйте металл, выступающий в зону покрытия прокладки, иначе может возникнуть утечка.

Совет : По возможности сошлифуйте все острые изгибы, щели, впадины, шероховатости и выступы внутри впускного канала. На следующем изображении показан пример отливки неровностей и острых краев.
Совет : Убедитесь, что порт равномерно и равномерно увеличен. Как только первый бегунок будет увеличен, используйте вешалку из обрезанной проволоки, чтобы оценить процесс увеличения. Отрежьте подвеску по длине, соответствующей ширине первого выпускного патрубка с отверстиями. Таким образом, вы можете использовать вырезанную подвеску в качестве шаблона, чтобы получить лучшее представление о том, насколько должны быть увеличены другие полозья. Каждое расширение впускного канала должно быть примерно равным друг другу, чтобы они могли пропускать одинаковый объем. Это же правило относится и к выхлопным направляющим.
Шаг 4: Выровняйте новый участок поверхности . Как только входное отверстие будет увеличено, используйте менее грубые картриджные ролики, чтобы сгладить новую площадь поверхности.
Используйте картридж с зернистостью 40, чтобы выполнить большую часть шлифовки, затем используйте картридж с зернистостью 80, чтобы получить хорошую гладкую поверхность.
Шаг 5: Осмотрите впускные направляющие . Поверните головку блока цилиндров нижней стороной вверх и осмотрите внутреннюю часть впускных направляющих через отверстия клапанов.
Шаг 6: Удалите все очевидные неровности . Сошлифуйте любые острые повороты, щели, впадины, грубую отливку и неровности отливки с помощью картриджей.
Используйте картридж зернистостью 40, чтобы равномерно распределить каналы впускного канала. Акцентируйте внимание на устранении любых недостатков. Затем используйте картридж с зернистостью 80, чтобы еще больше сгладить область отверстий.
- Совет : При шлифовке будьте предельно осторожны, чтобы не шлифовать какие-либо области, где клапан официально соприкасается с головкой цилиндра, также известной как седло клапана, иначе результатом будет новая работа клапана.

Шаг 7: Установите другие направляющие . После окончания первого впускного канала переходите ко второму впускному каналу, третьему и так далее.
Часть 3 из 6: Установка отверстий для выхлопа
Без установки отверстий для стороны выпуска двигатель не будет иметь достаточного рабочего объема, чтобы обеспечить эффективный выход увеличенного объема воздуха. Для переноса выхлопной стороны двигателя шаги очень похожи.
- Дайкем Машинист
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Небольшая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
Шаг 1: Очистите место сопряжения . Используйте салфетку Scotch-Brite, чтобы очистить область, где головка блока цилиндров соединяется с прокладкой выхлопной трубы, до голого металла.
Шаг 2: Покрасьте периметр выпускного патрубка краской Machinist красного или синего цвета . После высыхания краски соедините прокладку выпускного коллектора с головкой блока цилиндров.
Используйте болт или ленту выпускного коллектора, чтобы удерживать прокладку на месте.
Шаг 3: Наметьте области, где видна краска, с помощью очень маленькой отвертки или аналогичного остроконечного предмета . При необходимости используйте изображения на шаге 9 в качестве ссылок.
Сошлифуйте любые шероховатости отливки или неровности отливки, поскольку нагар может легко скапливаться в неконтролируемых местах и вызывать турбулентность.
Шаг 4: Увеличьте отверстие порта, чтобы оно совпадало с метками . Используйте насадку для камня Arrowhead, чтобы сделать большую часть шлифовки.
- Примечание : каменная насадка со стрелой оставит шероховатую поверхность, поэтому пока она может выглядеть не так, как вы ожидаете.
- Совет : обязательно увеличивайте порт равномерно и равномерно. Как только первая ветвь увеличена, используйте упомянутую выше технику подвески из перерезанной проволоки, чтобы оценить процесс увеличения.
Этап 5: Установите расширение выпускного патрубка с помощью картриджей . Это даст вам красивую гладкую поверхность.
Начните с картриджа с зернистостью 40, чтобы выполнить большую часть кондиционирования. После тщательной обработки поверхности картриджем с зернистостью 40 используйте картридж с зернистостью 80, чтобы получить гладкую поверхность без ряби.
Шаг 6: Продолжайте работу с оставшимися направляющими . После того, как первый выпускной патрубок правильно подключен, повторите эти шаги для остальных выпускных патрубков.
Шаг 7: Осмотрите выпускные направляющие . Поместите головку блока цилиндров нижней стороной вверх и осмотрите внутреннюю часть выпускных направляющих через отверстия для клапанов на наличие дефектов.
Шаг 8: Удалите шероховатости и дефекты . Зашлифуйте все острые повороты, щели, впадины, грубую отливку и неровности отливки.
Используйте картридж зернистостью 40, чтобы равномерно распределить каналы выпускного патрубка. Акцентируйте внимание на устранении любых дефектов, затем используйте картридж с зернистостью 80, чтобы еще больше сгладить область с отверстиями.
Предупреждение : Как указывалось ранее, будьте очень осторожны, чтобы по ошибке не зашлифовать какую-либо из областей, где клапан официально соприкасается с головкой цилиндра, также известной как седло клапана, иначе может произойти серьезное необратимое повреждение.
Совет : после использования твердосплавной насадки переключитесь на менее грубый патронный валик, чтобы еще больше сгладить поверхность там, где это необходимо
Шаг 9: Повторить для остальных направляющих . После того, как конец первой выхлопной направляющей будет правильно установлен, повторите процедуру для остальных выхлопных направляющих.
После того, как конец первой выхлопной направляющей будет правильно установлен, повторите процедуру для остальных выхлопных направляющих.
Часть 4 из 6: полировка
- Dykem Machinist
- Проволочная щетка с золотым ворсом
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Небольшая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
Шаг 1: Отполируйте внутреннюю часть направляющей . Используйте заслонку из комплекта для портирования и полировки, чтобы отполировать внутреннюю часть бегунка.
Вы должны увидеть увеличение и блеск при перемещении заслонки по поверхности. Необходимо только отполировать внутреннюю часть впускного патрубка примерно на дюйм-полтора. Равномерно отполируйте впускной канал, прежде чем переходить к следующему буферу.
- Совет : Не забудьте поддерживать скорость Dremel на уровне около 10000 об/мин, чтобы максимально увеличить срок службы бит.
Шаг 2: Используйте шлифовальный круг средней зернистости . Повторите тот же процесс, что и выше, но используйте поперечный буфер средней зернистости вместо заслонки.
Шаг 3: Используйте мелкозернистый поперечный буфер . Повторите тот же процесс еще раз, но используйте мелкозернистый шлифовальный круг для окончательной отделки.
Рекомендуется опрыскивать буфер и направляющую небольшими порциями WD-40, чтобы придать поверхности блеск и мерцание.
Шаг 4: Завершите для оставшихся бегунов . После того, как первый впускной канал будет успешно отполирован, переходите ко второму впускному каналу, третьему и так далее.
Этап 5: Отполируйте выпускные направляющие . Когда все впускные направляющие отполированы, приступайте к полировке выпускных направляющих.
Отполируйте каждую выхлопную трубу, используя точно такие же рекомендации и буферную последовательность, как описано выше.
Шаг 6: Полируйте выходы направляющих . Поместите головку блока цилиндров нижней стороной вверх, чтобы мы могли отполировать выпускные отверстия впускных и выпускных каналов.
Шаг 7: Примените ту же последовательность буферов . Для полировки выпускных отверстий как впускного, так и выпускного каналов применяйте ту же последовательность буферов, которая использовалась ранее. №
Используйте затвор для первого этапа полировки, затем шлифовальный круг средней зернистости для второго этапа и шлифовальный круг мелкозернистого материала для окончательной полировки. В некоторых случаях заслонка может не входить в узкие места. Если это так, используйте поперечный буфер средней зернистости, чтобы закрыть области, недоступные заслонке.
- Совет : Не забывайте распылять WD-40 небольшими порциями, используя мелкозернистый поперечный буфер, чтобы усилить блеск.

Шаг 8: Сосредоточьтесь на нижней части головки блока цилиндров . Теперь давайте сосредоточимся на портировании и полировке нижней части головки блока цилиндров.
Цель состоит в том, чтобы устранить шероховатую поверхность, которая может привести к преждевременному воспламенению, и очистить от нагара. Поместите клапаны на их исходные места, чтобы защитить седла клапанов во время портирования.
Часть 4 из 6: полировка платформы и камеры цилиндра
- Dykem Machinist
- Высокоскоростной Dremel (свыше 10 000 об/мин)
- Проникающее масло
- Набор для портирования и полировки
- Защитные очки
- Небольшая отвертка или другой металлический остроконечный инструмент
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
- Стяжки
Шаг 1. Используйте ролики картриджа, чтобы сгладить область, где патронник соединяется с декой . Привяжите стяжки вокруг штока клапана, чтобы закрепить клапаны на месте.
Привяжите стяжки вокруг штока клапана, чтобы закрепить клапаны на месте.
Картриджа с зернистостью 80 должно быть достаточно для этого этапа портирования. Выполните этот шаг на каждой платформе и камере цилиндра.
Шаг 2: Полируйте платформу цилиндров . После того, как каждая дека цилиндра будет портирована, мы отполируем их, используя почти те же методы, что и раньше.
В этот раз полировать только с использованием мелкозернистого поперечного шлифовального круга. В этот момент вы должны действительно начать видеть мерцание головки блока цилиндров. Чтобы головка блока цилиндров действительно сияла ярко, как алмаз, используйте мелкозернистый поперечный буфер, чтобы добиться окончательного блеска.
Часть 6 из 6: Полная притирка клапанов
- Dykem Machinist
- Притирочный инструмент
- Притирочная паста
- Хирургические маски или другие средства защиты органов дыхания
- Рабочие перчатки
Затем мы безопасно восстановим ваши седла клапанов. Этот процесс восстановления известен как притирка клапана.
Этот процесс восстановления известен как притирка клапана.
Шаг 1: Окрасьте края седел клапанов краской Machinist blue red или blue . Краска поможет визуализировать рисунок притирки и указать, когда притирка завершена.
Шаг 2: Нанесите состав . Нанесите притирочный состав на основание клапана.
Шаг 3: Примените притирочный инструмент . Верните клапан в исходное положение и примените притирочный инструмент.
С небольшим усилием вращайте притирочный инструмент между руками в быстром темпе, как будто вы согреваете руки или пытаетесь разжечь огонь.
Шаг 4: Проверьте образец . Через несколько секунд вытащите клапан из седла и осмотрите полученный рисунок.
Если на клапане и седле образовалось блестящее кольцо, ваша работа выполнена, и вы можете перейти к следующему клапану и седлу клапана. Если нет, есть большая вероятность, что у вас погнутый клапан, который необходимо заменить.
Шаг 5: Переустановите все компоненты, которые вы удалили . Установите на место распределительный вал, коромысла, клапанные пружины, фиксаторы и толкатели.
Шаг 6: Установите на место головку блока цилиндров . Когда закончите, дважды проверьте время перед запуском автомобиля.
Время, потраченное на полировку, полировку, шлифовку и притирку, окупилось. Чтобы проверить результаты работы, отнесите головку блока цилиндров в механический цех и протестируйте ее на стенде. Тест выявит любые утечки и позволит вам увидеть объем воздушного потока, проходящего через полозья. Вы хотите, чтобы объем, проходящий через каждый впускной канал, был очень похожим. Если у вас есть какие-либо вопросы о процессе, обратитесь к механику за быстрым и полезным советом и обязательно замените датчик температуры головки цилиндров, если это необходимо.
Следующий шаг
График замены датчика температуры головки цилиндров
Самая популярная услуга, которую заказывают читатели этой статьи, — замена датчика температуры головки блока цилиндров. Технические специалисты YourMechanic доставят вам услуги дилера, выполняя эту работу у вас дома или в офисе 7 дней в неделю с 7:00 до 21:00. В настоящее время мы охватываем более 2000 городов и имеем более 100 тысяч 5-звездочных отзывов…
УЧИТЬ БОЛЬШЕ
Технические специалисты YourMechanic доставят вам услуги дилера, выполняя эту работу у вас дома или в офисе 7 дней в неделю с 7:00 до 21:00. В настоящее время мы охватываем более 2000 городов и имеем более 100 тысяч 5-звездочных отзывов…
УЧИТЬ БОЛЬШЕ
СМ. ЦЕНЫ И РАСПИСАНИЕ
Уборка
Цилиндры
Заявления, приведенные выше, предназначены только для информационных целей и требуют независимой проверки. Пожалуйста, смотрите наш условия обслуживания для более подробной информации
Отличные оценки авторемонта.
4.2 Средняя оценка
Часы работы
7:00–21:00
7 дней в неделю
Номер телефона
1 (855) 347-2779
Часы работы телефона
с понедельника по пятницу / с 6:00 до 17:00 по тихоокеанскому времени
сб — вс / с 7:00 до 16:00 по тихоокеанскому стандартному времени
Адрес
Мы приедем к вам без дополнительной оплаты
Гарантия
Гарантия 12 месяцев/12 000 миль
Наши сертифицированные выездные механики выполняют более 600 услуг, включая диагностику, тормоза, замену масла, плановые ТО, и приедут к вам со всеми необходимыми запчастями и инструментами.
Получите честное и прозрачное предложение прямо перед бронированием.
Отлично
Сводка оценок
ПОСМОТРЕТЬ ОТЗЫВЫ РЯДОМ
Джонатан
22 года опыта
304 Обзоры
Запрос Джонатана
Джонатан
22 года опыта
Запрос Джонатан
от Ebenezer
Mercury Sable V6-3.5L -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -Cyl -CYL -COLIND -COLIND -COLIND -COLIND. Колорадо
Работать с Джонатаном было очень приятно! Моему автомобилю требовался новый датчик температуры головки блока цилиндров (работа от среднего до профессионального уровня). Он был как раз вовремя для встречи, он немного поделился своим опытом работы, а затем приступил к работе. Я проверял каждые 30-40 минут, и он терпеливо объяснял, что именно он делает и как это влияет на машину. Я никогда не чувствовал такого уровня комфорта ни с одним магазином или другим механиком. Как только он закончил ремонт, он все почистил, и моя машина была готова. Он был профессиональным, дружелюбным, высококвалифицированным и своевременным. От механики большего и не ждешь. Я бы с удовольствием отдал ему свой бизнес снова!
Как только он закончил ремонт, он все почистил, и моя машина была готова. Он был профессиональным, дружелюбным, высококвалифицированным и своевременным. От механики большего и не ждешь. Я бы с удовольствием отдал ему свой бизнес снова!
Chris
18 -летний опыт
491 Обзоры
Запрос Chris
Chris
18 -летний опыт
Запрос Chris
от Martricia
Ford Fusion L4-2.3L — Цилиндр. Техас
Отличная работа!!!
Мэтью
12 лет опыта
183 отзыва
Запрос Мэтью
Мэтью
12 лет опыта
Запрос Мэтью
от Romeo
Ford Focus L4-2.0L — Датчик температуры головки цилиндров — Индианаполис, Индиана
Он отличный механик, очень хорошо разбирающийся в автомобилях, дружелюбный и своевременный. Является искренним и честным.
EFRAIN
20 лет опыта
81 Обзоры
Запрос Efrain
Efrain
20 лет опыта
Запрос Efrain
от Anthony
BMW 328i L4-2. 01111102 Tampsist SENTSOR
01111102 Tampsist SENTSOR
BMW 328I L4-2.0L -COLIND -COLIND -COLIND -SENTSOR
BMW 328I L4-2.0L -COLIND -SENCIR -SENTOR
BMW 328I L4-2.0L. Хаятсвилл, Мэриленд
Отлично поработал! Явился раньше и выполнил задание.
Нужна помощь с вашим автомобилем?
Наши сертифицированные мобильные механики выезжают на дом в более чем 2000 городов США. Быстрые, бесплатные онлайн-расценки на ремонт вашего автомобиля.
ПОЛУЧИТЬ ЦЕНУ
ПОЛУЧИТЬ ЦЕНУ
Статьи по Теме
Как удалить пятна от воды на автомобиле
Сложно удалить после высыхания вода может оставить неприглядные пятна на кузове автомобиля. Однако есть несколько способов удалить эти пятна, включая использование белого уксуса или смеси соляной и плавиковой кислот после мойки автомобиля. Несмотря ни на что…
Как сохранить великолепный вид салона кабриолета
Салон кабриолета нуждается в защите от непогоды. Держите верх поднятым и используйте солнцезащитный козырек для максимальной защиты салона автомобиля.
Держите верх поднятым и используйте солнцезащитный козырек для максимальной защиты салона автомобиля.
10 Лучшие подушки и чехлы для автомобильных сидений
Автомобильные подушки и чехлы для сидений обеспечивают комфорт, защиту и отводят влагу. Подушка Comfort Foam Cushion от Aylio снимает боль в спине во время длительных поездок.
Похожие вопросы
Проблема с запуском, иногда вообще не запускается — Время от времени гаснет на холостом ходу.
Здравствуйте. Возможно, потребуется очистка корпуса дроссельной заслонки и клапана холостого хода, но симптомом периодического запуска и остановки могут быть датчики распределительного вала (https://www.yourmechanic.com/services/camshaft-position-sensor-replacement) и коленчатого вала (https: //www.yourmechanic.com/services/crankshaft-position-sensor-replacement). Это коды P0335 (https://www.yourmechanic.com/article/p0335-obd-ii-trouble-code-crankshaft-position-sensor-a-circuit-malfunction-by-spencer-clayton) и P0340 (https ://www.