Шлифовка головки блока цилиндров — когда лучше выполнять?
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра. Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
- Когда нужна шлифовка ГБЦ
- Подготовка головки блока к шлифочным работам
- Процесс шлифовки ГБЦ
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Плоскость головки блока цилиндров шлифуют в 2х случая. Первый вариант является не очень-то актуальным и распространённым в кругу среднестатистических водителей – это тюнинг движка. Дабы увечить степень сжатия, нужно уменьшить высоту головки блока цилиндров. Но подобная проблема была характерна для того времени, когда качественное горючее было в большом дефиците. Сейчас же такой вариант подойдет для тех, кто фанатично гоняется за изменением параметров движка.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала.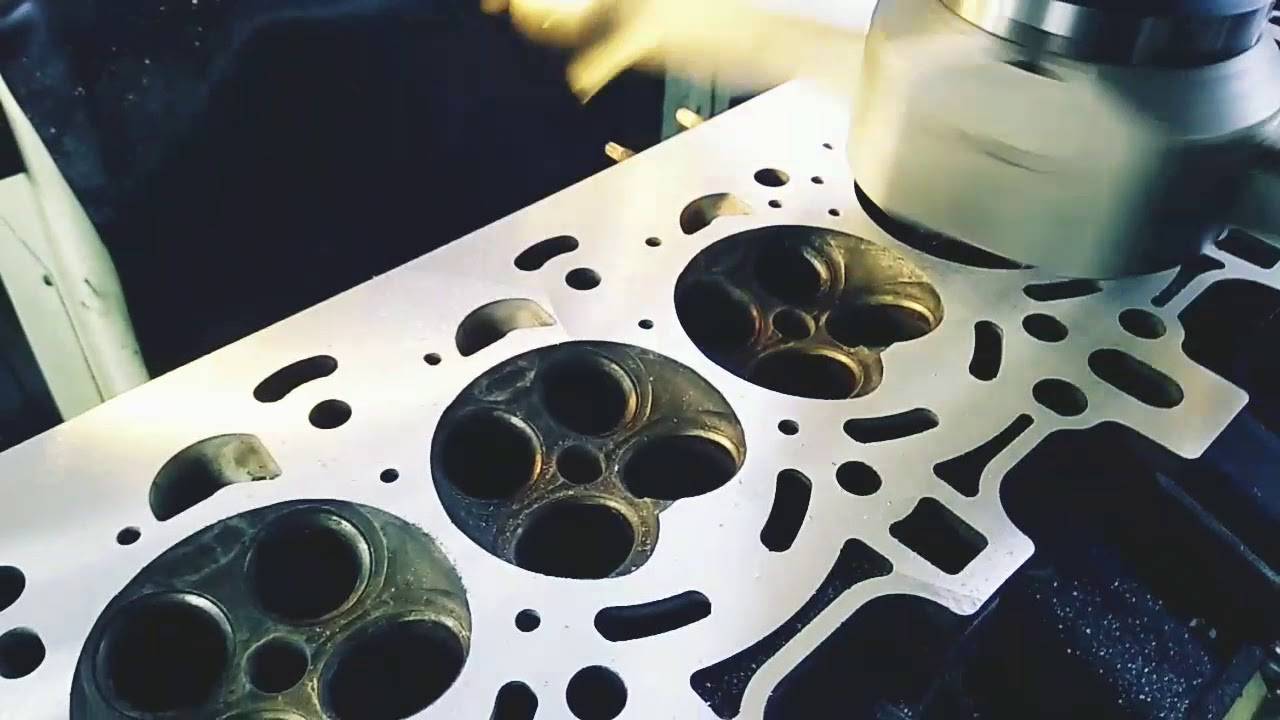
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки.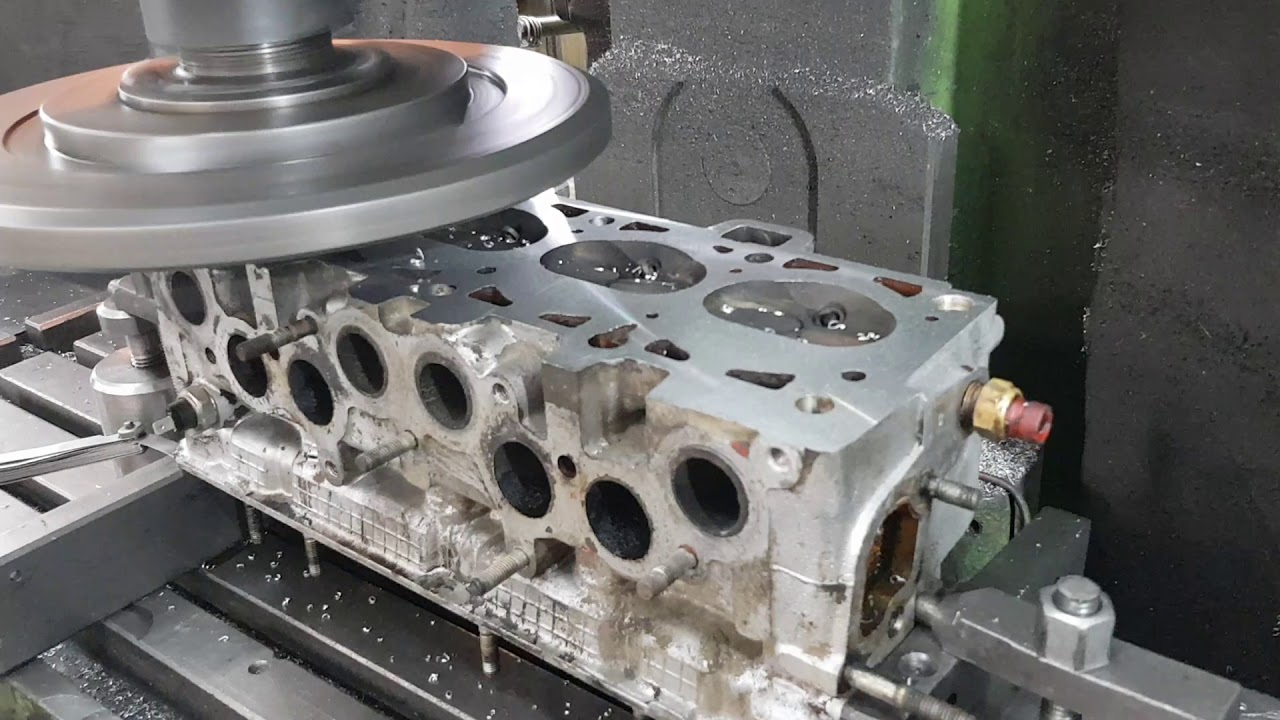 После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
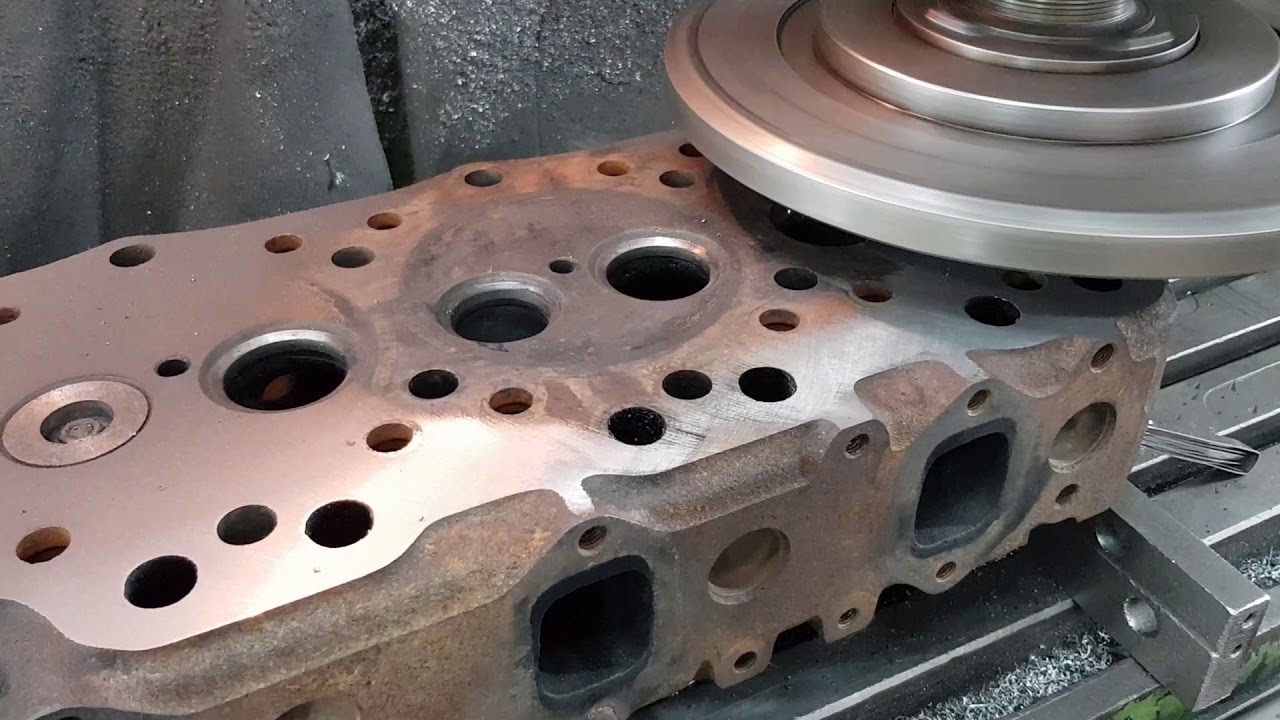
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Обработка (шлифовка) плоскости блока цилиндров.

Обработка (шлифовка) плоскости блока цилиндров в практике требуется значительно реже, чем обработка плоскости головки блока. Это связано с тем, что блок цилиндров имеет большую жесткость, по сравнению с головкой блока и в меньшей степени подвержен всевозможным деформациям в результате действия механических и термических нагрузок.
При ремонте двигателя необходимо уделять внимание геометрии плоскости блока цилиндров. В настоящее время производители автомобилей постоянно бьются над повышением экологического класса двигателей своих автомобилей. В связи с этим, на современных моторах пытаются добиться максимального КПД двигателя при наименьшем количестве сжигаемого топлива.
Это достигается, в том числе, повышением компрессии в цилиндрах. Обычные паронитовые прокладки головки блока не выдерживают повышенных эксплуатационных нагрузок, поэтому в автомобилестроении широкое применение получили тонкие стальные прокладки головки блока цилиндров.
Особенность стальных прокладок головок блока цилиндров в том, что они имеют меньшую толщину, по сравнению с паронитовой прокладкой, и не позволяют компенсировать неровности привалочных плоскостей головки блока и блока цилиндров двигателя за счет деформации материала самой прокладки.
Для полноценного обжатия стальной прокладки необходима идеальная плоскость головки и блока цилиндров. Если для установки «обычной» прокладки достаточно фрезеровать по плоскости блок цилиндров, то на моторах со стальной прокладкой применяется шлифовка плоскости блока цилиндров. Шлифовка блока позволяет добиться значительно более высокого качества и чистоты поверхности.
После фрезеровки или шлифовки блока цилиндров по плоскости обязательно нужно контролировать допуски производителя мотора на занижение блока. Эта информация приводится в технической документации к двигателю или автомобилю. Если этих данных найти не удалось, то необходимо контролировать выступание поршней над плоскостью блока цилиндров.
Если выступание поршней превышает предельные значения, то решение следует принимать индивидуально для каждого случая. На многих дизельных моторах существует несколько вариантов прокладок головки блока по толщине. Для некоторых моторов возможно отторцевать поршни по высоте. В крайнем случае, возможно изготовление более толстой прокладки блока цилиндров.
Если возникают затруднения или нет необходимого инструмента для того, чтобы оценить состояние плоскости блока цилиндров, лучше обратиться к профессионалам.
ОБРАЩАЙТЕСЬ К НАМ
МЫ ПРОИЗВЕДЕМ ЛЮБОЙ НЕОБХОДИМЫЙ
РЕМОНТ ВАШЕГО ДВИГАТЕЛЯ
Мы ждем вас у нас – в «Механике» в г. Обнинске по адресу, который вы можете посмотреть на странице «Контакты».
Приходите к нам!
Наши мастера, специалисты своего дела проведут все необходимые замеры, дадут необходимые консультации, и проведут ремонт блока цилиндров двигателя, либо любой необходимый ремонт вашего двигателя.
Шлифовка ГБЦ
Услуги
Выполняем шлифовку ГБЦ (соосность) на двух станках. Berco SM 1300 и AZ 1600 SP — это станки, которые, в зависимости от типа головки блока цилиндров, имеют круглые вставки PCD и CBD, а также каменные сегменты, гарантирующие высококачественную обработку поверхности с идеальным уровнем шероховатости.
Опыт и инструмент для подготовки позволяют минимизировать съем материала и скорость шлифования. Если вам требуется только шлифовка головки блока цилиндров, есть вероятность, что это будет сделано за один рабочий день.
Будь то большие или маленькие, мы можем отшлифовать все головки цилиндров длиной до 1600 мм и шириной до 400 мм.
Услуги
Сварка головок цилиндров из алюминия и серого чугуна, персональная, грузовая и морская программа. Перед сваркой каждая головка блока цилиндров тщательно очищается и обезжиривается.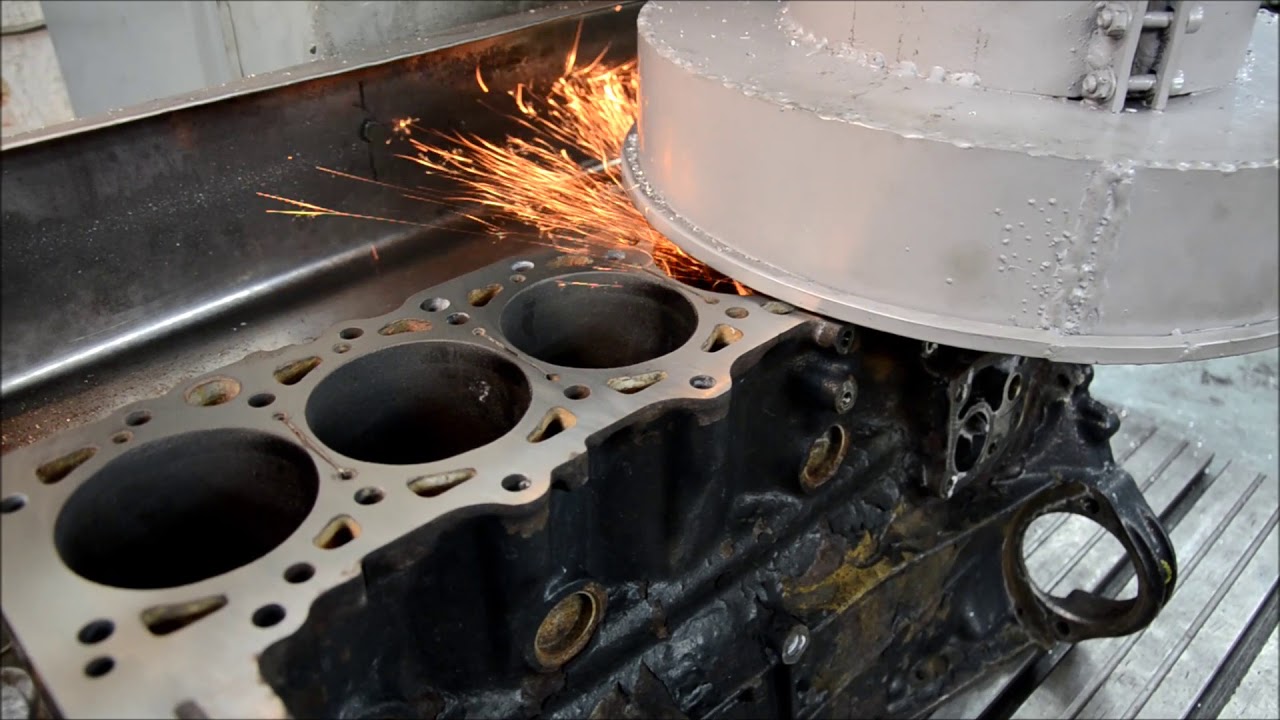 Все трещины открыты…
Все трещины открыты…
Каждая проверка ГБЦ начинается с очистки и машинной мойки. Головки цилиндров должны быть чистыми, чтобы их можно было правильно проверить. Испытания проводятся на машине PTR 1600XLH, которая в…
Лишь некоторые детали двигателя, такие как клапаны, седла и направляющие клапанов, подвергаются более высокому давлению. Клапаны вместе с седлами и направляющими клапанов образуют замкнутую систему. Направляющие клапанов…
Подшипники скольжения являются неотъемлемой частью любого двигателя внутреннего сгорания. Подшипники скольжения воспринимают нагрузку на коленчатый вал двигателя. В связи с повышенными нагрузками и сложными требованиями необходимо использовать…
Сверление блока цилиндров является частью механической обработки блока цилиндров. Сверление блока цилиндров включает сверление цилиндра блока цилиндров у выступа поршня или в качестве подготовки к установке…
Хонингование блока цилиндров является частью механической обработки блоков цилиндров.
Расточка линии блока цилиндров является частью механической обработки блоков двигателя. . При возникновении дефектов в корпусе коренных подшипников блока цилиндров такие дефекты можно устранить нарезным растачиванием….
Клиентам, для которых мы обеспечиваем механическую обработку двигателей и поставку деталей, мы также предлагаем сборку коротких двигателей (комплектация блока цилиндров) и сборку двигателей (короткий двигатель…
Шатун соединяет поршень с коленчатым валом. Проверка и механическая обработка шатунов является неотъемлемым этапом при ремонте любого двигателя. При обработке шатунов…
Помимо сварки головок, блоков и корпусов двигателей, мы предлагаем все другие услуги по сборке и ремонту, входящие в нашу компетенцию. в основном включают сварку топливных баков грузовых автомобилей,…
Все работы по механической обработке начинаются и заканчиваются очисткой деталей двигателя. Для правильного осмотра головок и блоков двигателя, а также устранения любых неисправностей детали должны быть…
Для правильного осмотра головок и блоков двигателя, а также устранения любых неисправностей детали должны быть…
Станки для автомобильных мастерских и промышленности
Описание продукта
SG330 — это удобный малогабаритный плоскошлифовальный станок с поворотной головкой.
и фрезерный станок для головок цилиндров и блоков двигателей легковых автомобилей и
легкие грузовики. Благодаря двум скоростям шпинделя в головке он подходит для
шлифовка алюминия, чугуна, а также алюминиевых/предкамерных головок цилиндров. Станок имеет автоматическую подачу шлифовальной бабки в горизонтальном положении.
движение и ручной в вертикальном движении.
Прочное чугунное основание и рабочая головка с прецизионными направляющими
обеспечивает точную обработку головок и блоков.
Чугунные подшипники стола/головки и прецизионного шпинделя
Наряду со всеми другими нашими функциями, SG330 является лучшим в отрасли.
Отличительная рабочая система, в которой головка подается и
стол стоит, обеспечивает высокую точность работы, уменьшая габаритные размеры.
Диапазон 4-6 цилиндровых двигателей автомобилей может быть охвачен
с этой машиной.
Станок поставляется полностью со всеми его частями:
— шлифовальный круг 330 мм с сегментами и инструментами
— пара параллельных опор
— основание из стального листа
— система охлаждения
— брызговик
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
- Низковольтное электрическое управление (24 В)
- Шлифовальная сегментная пластина в комплекте из 8 шлифовальных сегментов для чугуна
- Съемник для шлифовальной сегментной пластины
- Инструмент для шлифовки алюминиевой головки 12×70 мм
- 2 параллельные опоры 352 x 140 (В) мм, в комплекте с винтами и небольшими зажимными блоками
- Набор винтов, гаек, зажимов и ключей
- Устройство для правки колес
- Алмазный правитель для шлифовального круга
- Нижний металлический шкаф
- Брызговик с защитой
- Система охлаждения с электронасосом и отстойником
- Набор сервисных инструментов
- Руководство по эксплуатации
- Окрашен стандартными серыми цветами RAL 7040 и RAL 7015
- Доплата за другие цвета по запросу.