Порядок затяжки головки ВАЗ 2110 8 клапанов
головки блока цилиндpов после обкатки автомобиля и чеpез 1000 км пpобега по…
Порядок затяжки болтов головки ВАЗ.
затяжки резьбовых соединений Ваз 2108, Ваз 2109, Ваз 21099, Лада Самара Бол…
Замена прокладки головки блока цилиндров.
Замена прокладки головки блока цилиндров.
Снятие и установка головки цилиндров.
Снятие и разборка головки блока цилиндров двигателя ВАЗ-2112.
Порядок протяжки головки блока цилиндров ваз 2110.
ВАЗ-2101.
порядок затяжки головки ваз.
Прокладки двигателя у всех ВАЗ.
«Порядок затягивания болтов головки цилиндров»): первый прием — з…
Замена прокладки головки блока цилиндров.
Повторное использование болтов крепления головки блока цилиндров допускаетс.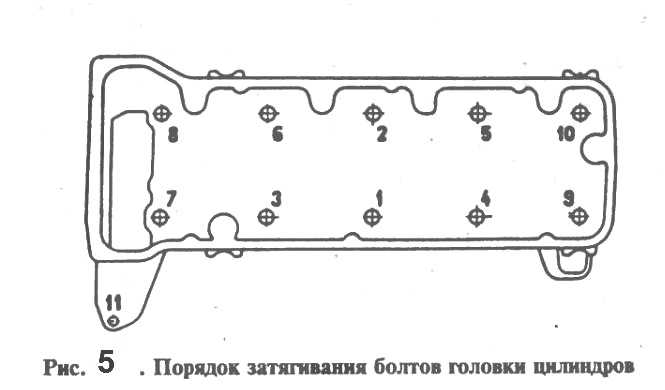
Момент затяжки болтов 1471065291.
Схема затяжки болтов гбц приора.
2 прием — затяните болты моментом 69,4-85,7 Нм (7,1-8,7 кгс-м).
Двигатель DW8
Момент затяжки.
Замена прокладки и чистка клапанной крышки.
порядок затягивания головки.
Как производится затяжка ГБЦ ВАЗ 2107.
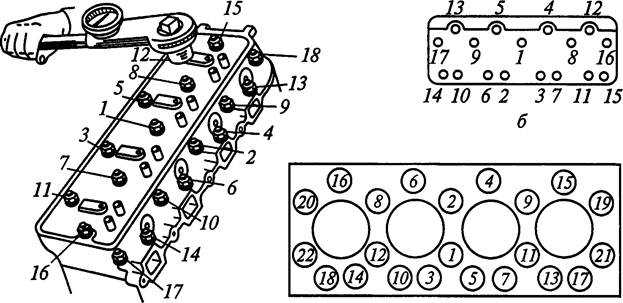
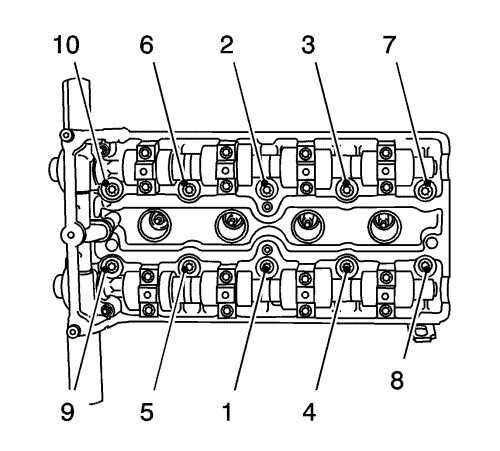
Порядок затягивания болтов крепления головки цилиндров.
затягивание гаек корпусов подшипников распредвала.
Порядок затяжки болтов крепления головки блока цилиндров.
порядок затяжки болтов ГБЦ на ВАЗ 2109-2108.
Renault Sandero — Регулировка клапанов.
«Головка цилиндров».
Замена гидрокомпенсаторов своими руками
Схема затяжки.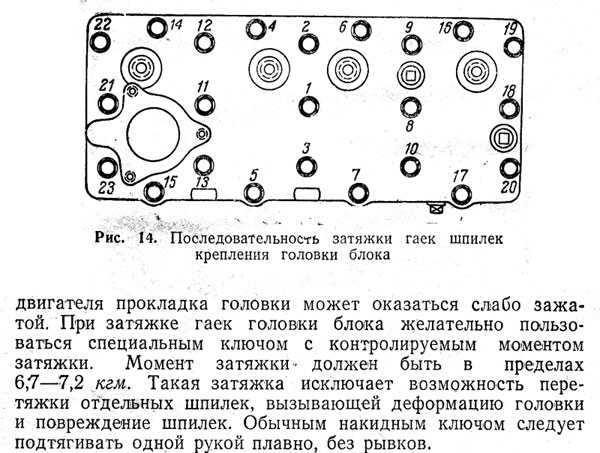
42.Установите головку на предварительно, блок убедившись
Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
Содержание:
- Замена
- Затяжка
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.

- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.

- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.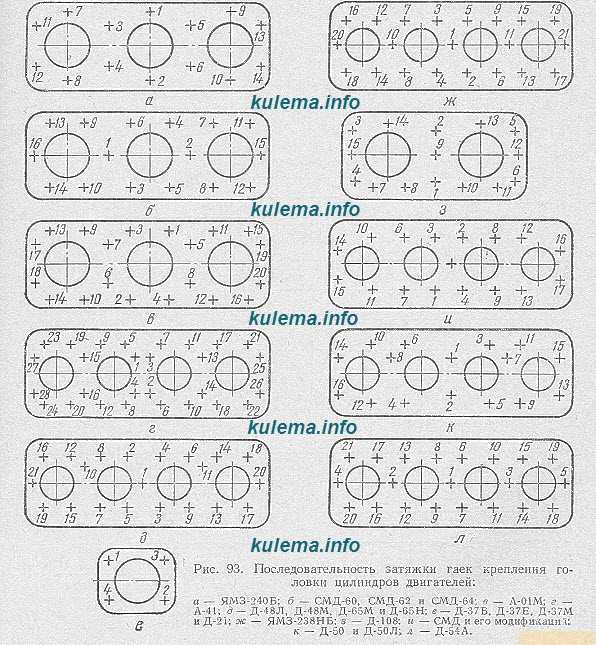
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа.
 Другие инструменты получить нужный результат не позволяют;
Другие инструменты получить нужный результат не позволяют; - Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
| Круг затяжки | Ваши действия |
| Первый круг | Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
| Второй круг | Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
| Третий круг | Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
| Четвертый круг | Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
Загрузка …
Share this article:
Общий | Вращающийся протяжной станок Van Norman 570 | Практик-механик
1968FJ40
Алюминий
- #1
Не уверен, что это относится к форуму «Общий или антикварный», но здесь.
Каретка моей машины останавливается, и ее нужно подтолкнуть, чтобы снова запустить. Это происходит в разных точках его движения, и это происходит при движении вперед, назад и когда я использую рукоятку. Должна же быть какая-то регулировка сцепления? Но я не вижу ничего очевидного. За исключением каких-либо ответов здесь, я просто начну разбирать его, пока не выясню, что с ним.
О, и побочный вопрос……этот станок предназначен для фрезерования головок, коллекторов и т.д. Когда я думаю о «вращающейся протяжке», я обычно думаю о старом квадратном штифте в процедуре обработки круглых отверстий… как при протяжке шпоночных канавок и т. д.… но Ван Норман ясно называет эту машину «вращающейся протяжкой»… … это просто, чтобы сбить меня с толку?
Марк W
Пластик
- #2
Я никогда не разбирал свой так далеко, но у него есть латунная прокладка толщиной около 0,030 или около того между колесом каретки и рычагом включения. Когда я спросил об этом в магазине, где я его купил, они сказали, что без прокладки он иногда «выходил из строя». Он никогда не делал этого за 10 или 12 лет, что я им владел, поэтому я думаю, что они знали, что делали.
Что касается вашего второго пункта, называя его «прошивальщиком», я видел, как дебаты по этому поводу разгорелись на паре bbs. «30-летние машинисты» (почему всегда 30 лет?) клянутся, что это не может быть протяжка, потому что протяжки используются для вырезания шпоночных пазов и т. д., и т. д. Мой опыт пересекается как с механической обработкой (точность), так и с обработкой автомобилей, и Я обнаружил, что автомобильный мир (особенно OEM-производители) смотрит на вещи немного по-другому. ИМО, это называется протяжкой, потому что подвижный инструмент подводится к неподвижной части; фреза перемещает деталь через неподвижный (но вращающийся) инструмент.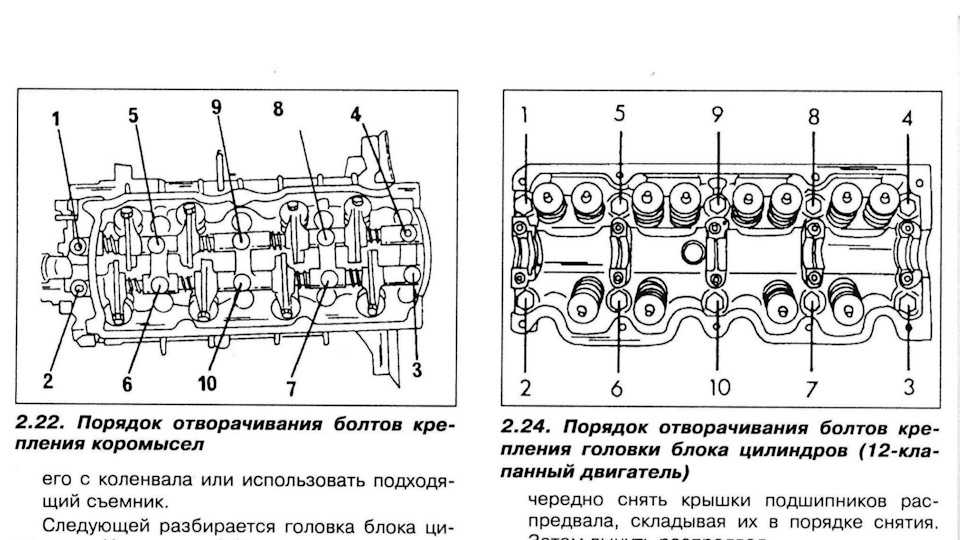
1968FJ40
Алюминий
- #3
Спасибо, Марк, да, я читал жаркие дебаты на smokstack. Я собирался позвонить как умница и возразить, что брошь — это то, что моя девушка носит на блузке. Я делаю чипы уже 30 с лишним лет… так что я знаю, каково это — идти по твоему пути, но довольно глупый аргумент. Ван Норман был достаточно уверен в себе, чтобы приклепать пластину к передней части машины, назвав ее «вращающейся протяжкой»… этого достаточно для меня. В любом случае, не похоже, что эта прокладка — моя проблема. Если вы переместите головку до упора в один конец, вы сможете снять ведущую шестерню через отверстие в раме машины.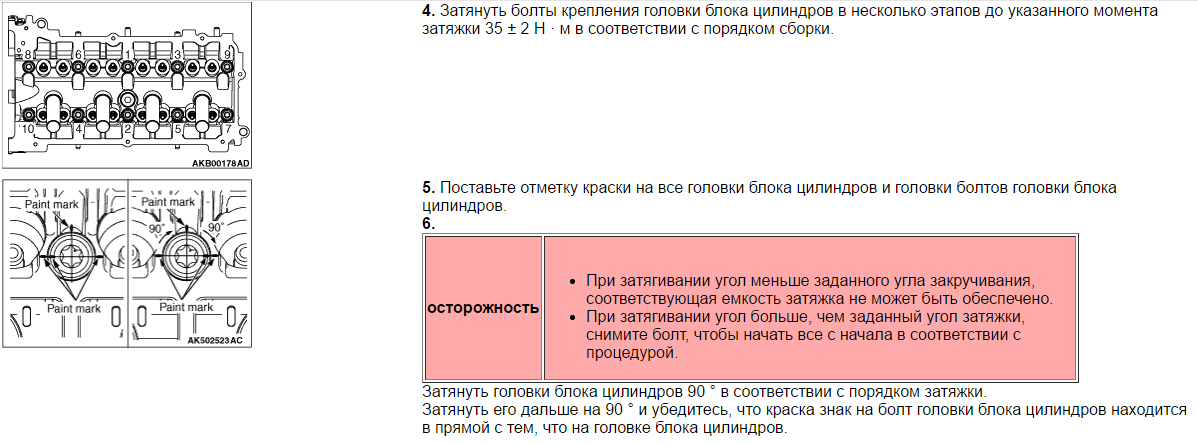 Это показывает пружинный механизм …. Я обнаружил там несколько самодельных деталей, подозреваю, что это моя проблема. не успел проверить есть ли запчасти….или где их взять???? Но я думаю, что это следующее.
Это показывает пружинный механизм …. Я обнаружил там несколько самодельных деталей, подозреваю, что это моя проблема. не успел проверить есть ли запчасти….или где их взять???? Но я думаю, что это следующее.
гбент
Алмаз
- #4
Раньше, когда была сделана эта мельница, все плоские поверхности двигателя были прошиты. Но эта операция протяжки не может быть выполнена в автомастерской. Поэтому они решили назвать свой фрезерный станок «роторной протяжкой».
Прошитые поверхности включают в себя настилы блоков, направляющую поддона и седла основной крышки. Я не видел переднюю и заднюю прошивку, но я уверен, что некоторые из них были сделаны таким образом. На головках были прошиты воздухозаборник, дека и выхлоп. Поверхность клапанной крышки и крепления коромысла также часто подвергались протяжке. Направляющая клапанной крышки часто была первой поверхностной прорезью, поскольку головка удерживалась на локаторах литья в камерах, чтобы обеспечить объем камеры.
На головках были прошиты воздухозаборник, дека и выхлоп. Поверхность клапанной крышки и крепления коромысла также часто подвергались протяжке. Направляющая клапанной крышки часто была первой поверхностной прорезью, поскольку головка удерживалась на локаторах литья в камерах, чтобы обеспечить объем камеры.
Здесь действительно есть на что посмотреть. Инструмент длиной около 10 футов, обрабатывающий головку блока цилиндров по всей длине примерно за 15 секунд и преобразовывающий необработанную отлитую поверхность в обработанную поверхность. Броши, которые я видел, используют вставные резаки. Много коротких фрез в зоне черновой обработки и полноразмерные фрезы для чистовой обработки. Резцы установлены под углом к ходу, может быть 15 градусов. Я думаю, перезарядка заняла больше времени, чем резка.
Я давно не был на заводе, но думаю, что сейчас много железа перемалывается. Я думаю, что все алюминиевые детали фрезерованы.
1968FJ40
Алюминий
- #5
Ах, это во многом объясняет, как Ван Норман придумал это имя. Вы случайно не видели «обсуждение» на Смокстаке? Фил П. и Ричард В., казалось, действительно преследовали друг друга, довольно забавно видеть, как такая простая вещь так расстраивает людей. Шлифовка алюминиевых головок вращающейся протяжкой… — SmokStak
Итак, вы знаете, есть ли еще какие-либо детали для этой машины?
Шлифовка
Алюминий
- #6
Когда у Ван Нормана были проблемы, машины с тормозными барабанами выделились в отдельную компанию под тем же названием, а остальная часть компании слилась или была выкуплена Вайноной и стала Вайноной Ван Норман. Под этим именем продавались последние протяжки с регулируемой скоростью. Не знаю, есть ли запчасти для старых машин. Вайнона Ван Норман
Под этим именем продавались последние протяжки с регулируемой скоростью. Не знаю, есть ли запчасти для старых машин. Вайнона Ван Норман
В случае отсутствия нескольких подразделений, занимающихся восстановлением автомобильного оборудования:
Flow Bench, Flow Bench, шлифовальный станок для коленчатых валов
www.joebakerequipsales.com
RT Sales: Оборудование и расходные материалы для восстановления двигателей — качественное новое, бывшее в употреблении, восстановленное и восстановленное оборудование
Если у них нет деталей, которые они могут знать, где их достать. Никогда не имел дела и не имел никакого отношения ни к одному из них.
Удачи, Дейл.
cjtoombs
Алюминий
- #7
Goodson является хорошим поставщиком инструментов для некоторых старых автомобильных машин.
Юстиус
Пластик
- #8
1968FJ40 сказал:
Не уверен, относится ли это к форуму «Общий или антикварный», но здесь.
Каретка моей машины останавливается, и ее нужно подтолкнуть, чтобы снова запустить. Это происходит в разных точках его движения, и это происходит при движении вперед, назад и когда я использую рукоятку.Должна же быть какая-то регулировка сцепления? Но я не вижу ничего очевидного. За исключением каких-либо ответов здесь, я просто начну разбирать его, пока не выясню, что с ним.
О, и побочный вопрос……этот станок предназначен для фрезерования головок, коллекторов и т.д. Когда я думаю о «вращающейся протяжке», я обычно думаю о старом квадратном штифте в процедуре обработки круглых отверстий… как при протяжке шпоночных канавок и т. д.… но Ван Норман ясно называет эту машину «вращающейся протяжкой»… … это просто, чтобы сбить меня с толку?Нажмите, чтобы развернуть…
Каретка моего Vanorman 570 тоже останавливается и сцепление пробуксовывает. Я могу поддеть каретку (справа от маховика), и она начинает нормально двигаться. Вагон как будто качается боком на рельсах. Когда я поддеваю, каретка перемещается примерно на 1/4 дюйма к центру/внутри/направлению от меня и начинает двигаться. Это заставляет меня думать, что, возможно, мне нужно выровнять машину или слегка наклонить ее, чтобы она нашла место, где она хорошо движется. Для меня это означало бы наклон машины так, чтобы каретка скользила в сторону от той стороны, где находятся органы управления. Я попробую и дам вам знать, если это решит проблему.
Для меня это означало бы наклон машины так, чтобы каретка скользила в сторону от той стороны, где находятся органы управления. Я попробую и дам вам знать, если это решит проблему.
Пожалуйста, пришлите мне электронное письмо ( [email protected] ) и дайте мне знать, если вы решили проблему с поездкой в вагоне.
биллмак
Нержавеющая сталь
- #9
У меня такие же воспоминания о прошивке блоков, как и у gbent. Такая работающая машина остается в памяти, когда многое другое меркнет. Я помню один, который мог взять три блока за раз (редко это случалось) и обработать отстойник / магистраль, одну сторону и верхнюю палубу за один проход.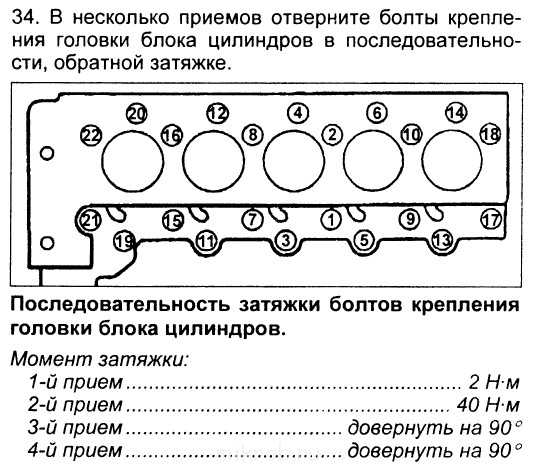 Это было не только быстро, но и точно. Загрузка и разгрузка были доминирующими частями цикла. Единственная проблема заключалась в том, что для этого паса требовалась невероятная сила. Пол будет трястись, и будет грохот, как проходящий товарный поезд. Протяжка для таких станков — произведение искусства. Я работал в соседней справочной комнате, которая, несмотря на то, что у нее был изолированный бетонный фундамент, залитый резиной, все еще тряслась. Вы должны были точно рассчитать время для очень важных измерений.
Это было не только быстро, но и точно. Загрузка и разгрузка были доминирующими частями цикла. Единственная проблема заключалась в том, что для этого паса требовалась невероятная сила. Пол будет трястись, и будет грохот, как проходящий товарный поезд. Протяжка для таких станков — произведение искусства. Я работал в соседней справочной комнате, которая, несмотря на то, что у нее был изолированный бетонный фундамент, залитый резиной, все еще тряслась. Вы должны были точно рассчитать время для очень важных измерений.
Юстиус
Пластик
- #10
1968FJ40 сказал:
Спасибо, Марк, да, я читал жаркие дебаты на smokstack.
Я собирался позвонить как умница и возразить, что брошь — это то, что моя девушка носит на блузке. Я делаю чипы уже 30 с лишним лет… так что я знаю, каково это — идти по твоему пути, но довольно глупый аргумент. Ван Норман был достаточно уверен в себе, чтобы приклепать пластину к передней части машины, назвав ее «вращающейся протяжкой»… этого достаточно для меня. В любом случае, не похоже, что эта прокладка — моя проблема. Если вы переместите головку до упора в один конец, вы сможете снять ведущую шестерню через отверстие в раме машины. Это показывает пружинный механизм …. Я обнаружил там несколько самодельных деталей, подозреваю, что это моя проблема. не успел проверить есть ли запчасти….или где их взять???? Но я думаю, что это следующее.
Нажмите, чтобы развернуть…
Что ж, 1968FJ40, я не уверен, что вы это увидите, но я нашел решение нашей проблемы, позвонив ВанНорману по телефону 800-533-8008, который направил меня к Марвину Вуду по телефону 800-877-2393, расширение 1.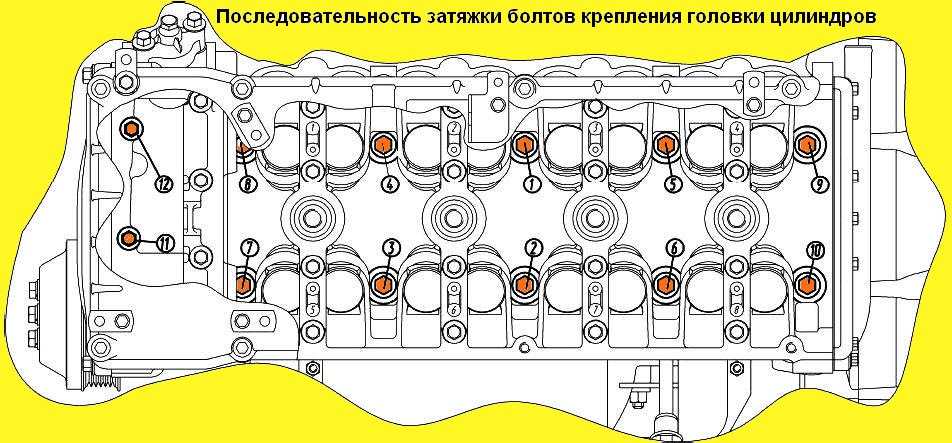 Муфта представляет собой конус. фигурная металлическая вставка внутри шестерни, толкающей стол по направляющей. Со стороны управления проведите стол до упора влево, где несколько отверстий в литье позволяют затянуть винты, удерживающие шестерню. Когда винты затянуты, это увеличивает трение в муфте, поэтому стол перестает зависать. Меня предупредили, что нельзя перетягивать винты.
Муфта представляет собой конус. фигурная металлическая вставка внутри шестерни, толкающей стол по направляющей. Со стороны управления проведите стол до упора влево, где несколько отверстий в литье позволяют затянуть винты, удерживающие шестерню. Когда винты затянуты, это увеличивает трение в муфте, поэтому стол перестает зависать. Меня предупредили, что нельзя перетягивать винты.
Юстиус
Пластик
- #11
1968FJ40 сказал:
Не уверен, относится ли это к форуму «Общий или антикварный», но здесь.
Каретка моей машины останавливается, и ее нужно подтолкнуть, чтобы снова запустить.Это происходит в разных точках его движения, и это происходит при движении вперед, назад и когда я использую рукоятку. Должна же быть какая-то регулировка сцепления? Но я не вижу ничего очевидного. За исключением каких-либо ответов здесь, я просто начну разбирать его, пока не выясню, что с ним.
О, и побочный вопрос……этот станок предназначен для фрезерования головок, коллекторов и т.д. Когда я думаю о «вращающейся протяжке», я обычно думаю о старом квадратном штифте в процедуре обработки круглых отверстий… как при протяжке шпоночных канавок и т. д.… но Ван Норман ясно называет эту машину «вращающейся протяжкой»… … это просто, чтобы сбить меня с толку?Нажмите, чтобы развернуть…
Ну, 1968FJ40, я не уверен, увидите ли вы это, но я нашел решение нашей проблемы, позвонив ВанНорману по телефону 800-533-8008, который направил меня к Марвину Вуду по телефону 800-877-239.3 удлинитель 1. Муфта представляет собой конусообразную металлическую вставку внутри шестерни, которая толкает стол по направляющей. Со стороны управления проведите стол до упора влево, где несколько отверстий в литье позволяют затянуть винты, удерживающие шестерню. Когда винты затянуты, это увеличивает трение в муфте, поэтому стол перестает зависать. Меня предупредили, что нельзя перетягивать винты.
Со стороны управления проведите стол до упора влево, где несколько отверстий в литье позволяют затянуть винты, удерживающие шестерню. Когда винты затянуты, это увеличивает трение в муфте, поэтому стол перестает зависать. Меня предупредили, что нельзя перетягивать винты.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Двойная протяжка шпоночного паза для уменьшения тоннажа
- Колеса17
- Общий
2
- Ответы
- 22
- просмотров
- 2К
guythatbrews
ОТ Отделка ЧУГУН Цилиндр с протяжкой? Выдержка из производственного руководства Ford
- UptownSport
- Общий
2
- Ответы
- 31
- просмотров
- 3К
CarbideBob
Источник для слепого шестигранника?
- Бык
- Общий
2
- Ответы
- 23
- просмотров
- 2К
Коул2534
Van Norman History (в настоящее время принадлежит?)
- ps15
- Антикварная техника и история
2
- Ответы
- 33
- просмотров
- 2К
jmkasunich
Van Norman 12
- hishoals
- Оборудование на продажу или в розыск
- Ответы
- 1
- просмотров
- 570
пс15
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Протяжка на токарном станке: ротационная протяжка
Главная > Блог > Без рубрики > Протяжка на токарном станке: ротационная протяжка
В этой статье мы рассмотрим понятие «прошивка» в металлообработке: что такое протяжка, как она работает и ее роль в отрасли. Самое главное, мы рассмотрим различные методы протяжки и конкретную технику протяжки на токарном станке, известную как ротационная протяжка.
Самое главное, мы рассмотрим различные методы протяжки и конкретную технику протяжки на токарном станке, известную как ротационная протяжка.
Что такое прошивка?
Вы когда-нибудь смотрели на зубья шестерни или канавки цилиндра или даже на форму головки винта и задумывались, как они сделаны? Скорее всего, эти углубления или узоры были созданы с помощью техники, известной как прошивка.
Протяжка — это метод шлифования с использованием зубчатого инструмента или головки для удаления материала с детали и создания желаемого рисунка выемок или канавок. Наиболее распространенные формы протяжки включают использование протяжного инструмента, специальной шлифовальной головки, которая обычно имеет несколько приподнятых долот на разной высоте.
Различные методы протяжки
Описанный выше основной метод с использованием специального инструмента известен как линейная протяжка. Протяжка перемещается по длине заготовки. Вместо того, чтобы использовать несколько проходов, протяжка может иметь последовательность зубьев, установленных как ступени на разной высоте (высота зуба известна как RPT или подъем на зуб).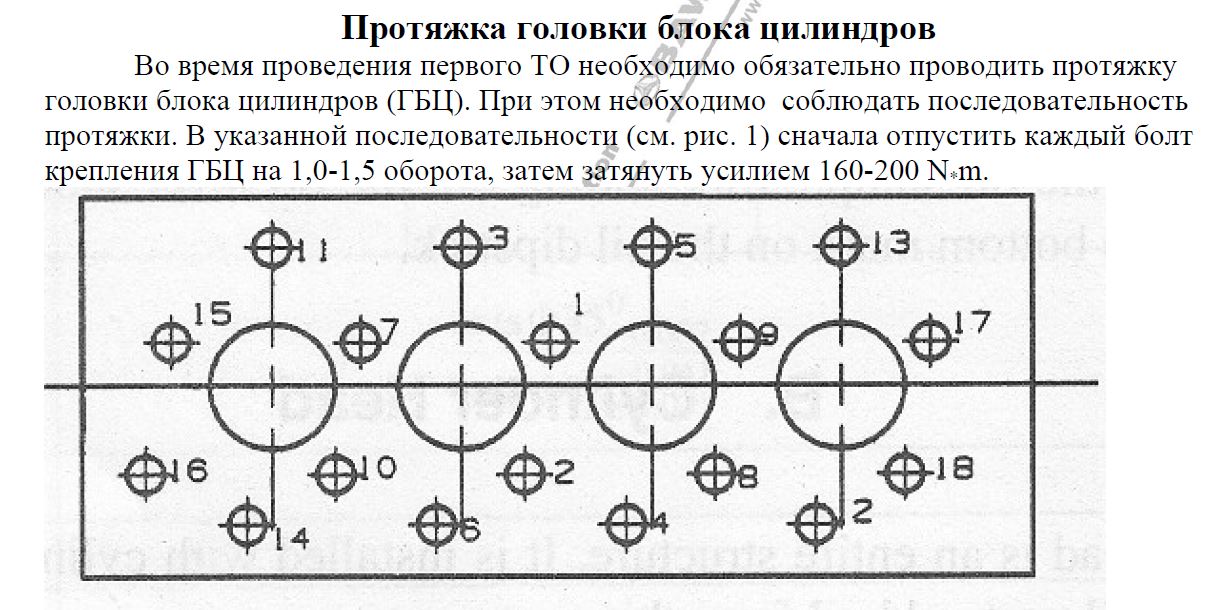
По мере продвижения протяжки по заготовке каждый зуб удаляет больше материала, пока последний зуб не достигнет нужной глубины. При поверхностной протяжке инструмент для протяжки перемещается вниз по внешней стороне заготовки, например, при создании шестерни или зубчатого колеса. Броши также можно использовать для создания внутренних узоров.
Протяжка также может выполняться с помощью вращающихся инструментов, таких как токарные станки, процесс, известный как ротационная протяжка. Вращательное протягивание включает головку, установленную на шпинделе, фактический протяжной инструмент, который встречает заготовку с осевым наклоном в 1 градус.
Затем шпиндель вращает как заготовку, так и протяжку, которая вырезает нужную форму по одному углу за раз. Это создает видимый для наблюдателя эффект «колебания», что приводит к другому названию вращательной протяжки — протяжке с колебанием.
Плюсы и минусы ротационного прошивания
В двух словах, ротационное протягивание превосходно подходит для вырезания мелких и неглубоких рисунков.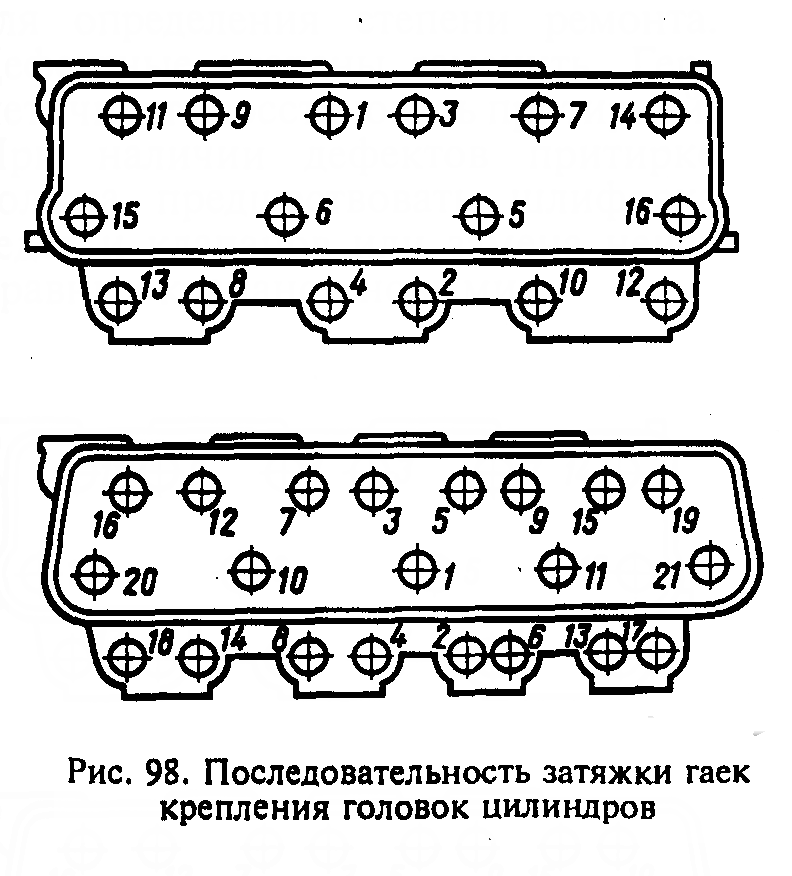 Представьте себе винт с шестигранной головкой — неглубокий, четко определенный узор. Ротационная протяжка может создавать эти узоры чисто и эффективно. Когда шаблон представляет собой глухое отверстие, шлифовка «тяни-толкай», такая как линейная протяжка, невозможна, и единственным вариантом может быть ротационная протяжка.
Представьте себе винт с шестигранной головкой — неглубокий, четко определенный узор. Ротационная протяжка может создавать эти узоры чисто и эффективно. Когда шаблон представляет собой глухое отверстие, шлифовка «тяни-толкай», такая как линейная протяжка, невозможна, и единственным вариантом может быть ротационная протяжка.
Самым большим преимуществом ротационной протяжки является то, что ее можно выполнять на неспециализированном оборудовании. Вы можете использовать доступный токарный, фрезерный или винтовой станок вместо специального линейного протяжного станка. Использование токарного станка вместо линейного протяжки обеспечивает гибкость, особенно при небольших или разовых работах.
С другой стороны, из-за смещения в 1 градус часто возникает некоторая неточность при ротационном протягивании. Это не всегда может быть значительным, но может быть важным фактором в ситуациях, требующих высокой точности.
Всегда должна быть определенная степень конусности или уклона вращающихся протяжек, аналогичная конусности бурового долота, когда стенки разреза наклонены внутрь.