Особенность регулировки холостого карбюратора
Главная » Обслуживание
Обслуживание
На чтение 5 мин. Просмотров 192 Опубликовано
Экономичная и стабильная работа двигателя в большинстве случаев зависит от уровня топлива в поплавковой камере карбюратора и частоты вращения коленчатого вала на холостом ходу, а также от исправной работы карбюратора.
На малую частоту вращения коленчатого вала в режиме холостого хода карбюратор регулируют на работающем двигателе, прогретом до температуры 80-85 градусов по Цельсию, при исправных приборах системы электрооборудования, отрегулированном ГРМ и полностью открытой воздушной заслонке.
Разрегулированный привод управления дроссельной и воздушной заслонками приводит к нарушению оптимального состава смеси на различных режимах работы двигателя, снижению его экономичности и мощности.
Последовательность выполнения работ при регулировке холостого хода карбюратора.
- Запустить двигатель и прогреть его до температуры охлаждающей жидкости 80 градусов по Цельсию. Остановить двигатель.
- Закрутить винт качества смеси до отказа и открутить на 1,5-2 оборота.
- Запустить двигатель и, вращая винт количества оборотов холостого хода, установить частоту вращения коленчатого вала в пределах 500-550 об/мин.
- Отрегулировать состав смеси винтом качества, для чего медленно закручивать винт качества до тех пор, пока двигатель не начнет работать с перебоями. Обогатить смесь, выкрутив винт качества, до начала стабильной работы.
- В двухкамерных карбюраторах регулируют качество смеси сначала в одной камере, а затем во второй винтами качества этих камер.

- Винтом количества оборотов установить минимальную частоту вращения коленчатого вала.
- С помощью газоанализатора проверить выбросы СО в атмосферу, они не должны превышать 2%.
- Если выбросы СО больше 2%, то необходимо обеднить горючую смесь, закрутив винт качества на 1/6 — 1/8 оборота.
Регулировка холостого хода на карбюраторе является неотъемлемой частью мероприятий по техническому обслуживанию карбюраторного автомобиля, а в инжекторе нам в такой ситуации поможет датчик холостого хода. Сегодня мы рассмотрим регулировку данного механизма на автомобиле ВАЗ 2107, но перед этим узнаем, зачем производится настройка XX.
Зачем регулируют холостой ход карбюратора?
Карбюратор – это механизм, который подает топливовоздушную смесь в камеру сгорания двигателя в строго заданном соотношении. В зависимости от количества и состава смеси (состав в этом случае именуется «качеством») определяется множество характеристик двигателя: устойчивость его работы, мощность и расход потребляемого топлива.
Идеально настроенный карбюратор позволяет добиться наиболее эффективной работы двигателя на ХХ. Это значит, что он будет иметь стабильные обороты и максимальную мощность при самом минимальном расходе топлива.
Поэтому регулировать холостой ход на карбюраторе необходимо при следующих признаках:
- Двигатель имеет необоснованный и довольно большой расход топлива. Стрелка эконометра постоянно указывает на не экономичную работу двигателя, а бензин стал заканчиваться довольно быстро.
- Снижена мощность мотора. Это значит, что он с трудом набирает необходимые обороты, прежде чем водителю включит следующую передачу. Кроме того, может отсутствовать тяга на низких оборотах, мотор глохнет или имеются провалы в работе педали газа.
Главная проблема первых двух признаков заключается в том, что такое может произойти не только по вине карбюратора. В этом могут быть виноваты топливные фильтры, насосы и неисправная система зажигания.

- Самая главная и весомая причина – мотор не держит холостые обороты или держит их не стабильно: возможна вибрация двигателя, а стрелка тахометра постоянно будет менять свое положение. В конце концов, мотор глохнет сам по себе.
Как отрегулировать холостой ход карбюратора на ВАЗ 2107
После того, как вы обнаружили главные признаки неправильной работы карбюратора, необходимо произвести регулировку холостого хода.
Прежде чем, приступать к данной процедуре, необходимо убедиться в правильной работе системы зажигания, чистоте топливных фильтров и исправности топливного насоса, только после этого можно приступать к регулировке холостого хода.
- Для начала разогрейте мотор до рабочей температуры.
 Если это не удается (мотор глохнет), вытащите рукоятку ручного управления воздушной заслонкой. После того, как мотор прогреется, заглушите его и найдите на карбюраторе два винта, которые расположены друг к другу под углом. Тот, который стоит перпендикулярно карбюратору называется винтом количества, или по-другому, винтом холостого хода. Он определяет количество смеси, которая подается в цилиндры двигателя. Второй винт отвечает за соотношение бензина и воздуха, который смешивается в карбюраторе и называется винтом качества. Закрутите оба винта, а после этого выкрутите винт количества на 4 оборота, а винт качества на 3. Не забудьте убрать подсос.
Если это не удается (мотор глохнет), вытащите рукоятку ручного управления воздушной заслонкой. После того, как мотор прогреется, заглушите его и найдите на карбюраторе два винта, которые расположены друг к другу под углом. Тот, который стоит перпендикулярно карбюратору называется винтом количества, или по-другому, винтом холостого хода. Он определяет количество смеси, которая подается в цилиндры двигателя. Второй винт отвечает за соотношение бензина и воздуха, который смешивается в карбюраторе и называется винтом качества. Закрутите оба винта, а после этого выкрутите винт количества на 4 оборота, а винт качества на 3. Не забудьте убрать подсос. - Запустите двигатель снова. Скорее всего, обороты не будут соответствовать норме, поэтому закрутите или выкрутите винт количества таким образом, чтобы обороты составляли 850-900 оборотов в минуту. Теперь с помощью винта качества установите самые максимальные обороты двигателя. Для этого выкручивайте или закручивайте винт и внимательно следите за оборотами на тахометре.
 Чтобы это сделать, не нужно выкручивать болт до конца, так как качество достигнет своего пика и свечи попросту «зальет». Выкручивайте его до тех пор, пока не появятся соответствующие перебои.
Чтобы это сделать, не нужно выкручивать болт до конца, так как качество достигнет своего пика и свечи попросту «зальет». Выкручивайте его до тех пор, пока не появятся соответствующие перебои.
Учтите, что холостой ход двигателя различается по времени года. В летний период он не должен превышать 900, а в зимний – 1000 оборотов в минуту.
Регулировка оборотов холостого хода | Карбюратор
Настройка карбюратора должна производиться на хорошо прогретом моторе. Если настройка сделана на холодном моторе, то можете ожидать её изменения в худшую сторону сразу после полного прогрева мотора. Надёжность ремонта измеряется сроком безпроблемной эксплуатации карбюратора.
Регулировка оборотов холостого хода производится при отсоединённой трубке вентиляции картера. Это нужно для устранения влияния картерных газов на состав рабочей смеси. Использование газоанализатора — желательно, но необязательно. В этом разделе мы рассмотрим надёжные и проверенные временем методы регулировки карбюратора без использования газоанализатора. Принцип регулировки холостого хода практически одинаков для большинства карбюраторов.
Это нужно для устранения влияния картерных газов на состав рабочей смеси. Использование газоанализатора — желательно, но необязательно. В этом разделе мы рассмотрим надёжные и проверенные временем методы регулировки карбюратора без использования газоанализатора. Принцип регулировки холостого хода практически одинаков для большинства карбюраторов.
На любом карбюраторе имеется винт качества и винт количества. Вращая винт качества, мы изменяем сечение отверстия, через которое поступает в мотор бензин с небольшой долей воздуха. Вращая винт количества, мы изменяем сечение отверстия, через которое поступает в мотор воздух с небольшой долей бензина. Винтом качества регулируют в большей степени состав смеси, а винтом количества — в большей степени величину оборотов двигателя.
На некоторых карбюраторах винт качества изменяет сечение воздушного жиклёра системы холостого хода. В таких карбюраторах этот винт находится в верхней части карбюратора — (”Кайхин”, “Пирбург” ) и это означает, что регулировка производится по воздуху.
Жигулёвский карбюратор “Озон” принадлежит к стандартному варианту регулировки по бензину. Но в средней части карбюратора под металлической пломбой находится винт регулировки по воздуху. Такая конструкция намного расширяет диапазон регулировок холостого хода.
Для учебного пособия по регулировке оборотов холостого хода мы будем использовать жигулёвский “Озон”.
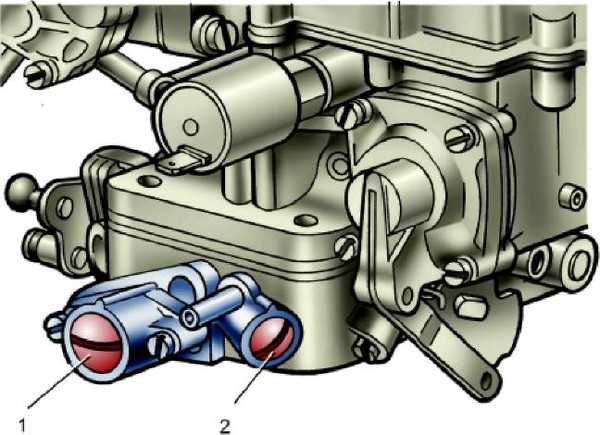
В нижней части карбюратора находятся два регулировочных винта. Один из них расположен в углу нижней части со стороны аккумулятора. Это винт качества. Винт количества смотрит на правое крыло автомобиля. Между этими винтами расположена вакуумная трубка, к которой подсоединяется вакуумный регулятор опережения зажигания на распределителе.
Перед настройкой карбюратора нужно отсоединить трубку с регулятора опережения и снять с дроссельной заслонки тягу педали газа. При работе мотора на оборотах холостого хода нужно проверить отсутствие вакуума в трубке идущей к регулятору опережения. Это можно сделать, подсоединив к трубке вакуумный манометр или кончик своего языка. Вакуум в трубке должен появляться только после лёгкого открытия дроссельной заслонки первой камеры и полностью исчезать после закрытия заслонки. Если вакуум не пропадает после закрытия дроссельной заслонки, это означает, что существует помеха полному закрытию заслонки. Причиной этого может быть неправильно установленный ограничительный винт, заедание оси заслонки, не до конца задвинутая ручка управления воздушной заслонкой и др. Перед регулировкой нужно правильно установить дроссельную заслонку первой камеры.
Возможен вариант, когда вакуум в трубке не появляется при любом положении дроссельной заслонки. Это означает загрязнение отверстия в карбюраторе, и тут не обойтись без разборки и чистки.
После устранения неисправностей можно приступать к регулировке. Винт качества работает как бензиновый кран. Закручивание винта качества обедняет смесь. Откручивание — обогащает смесь. Бедная смесь — мало бензина. Богатая смесь — много бензина. Изменение состава рабочей смеси очень влияет на устойчивость оборотов двигателя. Можно поэксперементировать, вращая винт качества во всём диапазоне регулировок. При закручивании винта обороты двигателя снижаются и становятся неустойчивыми. На выходе из глушителя слышны нерегулярные хлопки. Дальнейшее закручивание может привести к полной остановке двигателя. Так выглядит процесс обеднения смеси на исправном карбюраторе.
Но мы не будем закручивать винт до полной остановки мотора.
Начинаем откручивать винт качества. Обороты двигателя плавно увеличиваются и одновременно стабилизируются. На выходе из глушителя уже не слышно частых, беспорядочных хлопков. Звук мотора становится ровным и карбюратор начинает шипеть. Так исправный карбюратор реагирует при переходе с бедной смеси на нормальную.
Дальнейшее откручивание винта приводит к переобогащению рабочей смеси. Обороты двигателя постепенно снижаются и становятся неустойчивыми. Но это уже происходит от переобогащения. Чтобы вернуть нормальный состав смеси нужно опять закручивать винт до максимальной стабилизации оборотов двигателя.
При вращении винта качества нужно внимательно слушать мотор. Любые посторонние звуки могут помешать настройке. Нельзя быстро вращать винт, так как мотор реагирует на каждую четверть оборота винта только через секунду.
Винт количества используется для установки величины оборотов холостого хода. Для жигулёвского мотора эта величина составляет 750 — 850 об./мин. После каждого вращения винта количества нужно проверять состав смеси винтом качества.
Самая экономичная регулировка находится на границе между нормальным и бедным составом смеси. При этом количество оборотов холостого хода не должно выходить за указанные рамки. Винт качества находится в максимально возможном закрученном состоянии и при этом наблюдается ровная работа мотора. Вакуум в трубке к регулятору опережения зажигания появляется только после лёгкого открытия дроссельной заслонки.
Вакуум в трубке к регулятору опережения зажигания появляется только после лёгкого открытия дроссельной заслонки.
Выше описан идеальный вариант регулировки исправного карбюратора по принципу реакции мотора на вращение винта качества. Но в результате различных неисправностей встречаются, отклонения при которых невозможно обнаружить либо бедную, либо нормальную или богатую смесь. Если вращение регулировочных винтов не приводит к улучшению работы двигателя, то не имеет смысла долго мучиться. Исправный карбюратор регулируется очень легко.
Существует несколько распространённых неисправностей, которые повторяются очень часто:
1. Во всём диапазоне вращения винта качества самая стабильная работа мотора достигается при полном закручивании этого винта. На исправном карбюраторе в этом положении винта мотор должен заглохнуть. Это означает, что из всего диапазона регулировок “богатая” , “нормальная” , “бедная” мы можем установить только “богатую” и начало “нормальной” смеси. Заглушить мотор полным закручиванием винта качества — невозможно. Причиной этого может быть:
Причиной этого может быть:
— загрязнение воздушного жиклёра холостого хода;
— увеличенный размер топливного жиклёра холостого хода;
— не закрученный до упора топливный жиклёр холостого хода;
— не полностью закрытая дроссельная заслонка первой или второй камеры;
— прорванная диафрагма экономайзера. (На карбюраторе “Озон” нет экономайзера. Эта неисправность может случиться на других карбюраторах.)
Если после устранения всех возможных неисправностей не удалось обеднить рабочую смесь, тогда можно воспользоваться верхним подстроечным винтом, который добавляет воздух в систему холостого хода. Напоминаем, что этот винт находится под металлической пломбой.
2. В диапазоне регулировки винта качества отсутствует “богатая” и “нормальная” смесь, а есть только “бедная”. Мотор работает неустойчиво, трясётся, часто глохнет. Автомобиль передвигается только на подсосе. Причина часто бывает в забитом топливном жиклёре холостого хода. Мелкий мусор, попадая в отверстие жиклёра, может частично или полностью перекрыть проход бензину. Эта неисправность может сопровождаться капанием бензина на дроссельную заслонку первой камеры и отсутствием характерного шипения воздуха.
Эта неисправность может сопровождаться капанием бензина на дроссельную заслонку первой камеры и отсутствием характерного шипения воздуха.
Кроме мусора в жиклёре необходимо проверить размер топливного отверстия, состояние прокладки под карбюратором, гайки крепления карбюратора и впускного коллектора. Под жигулёвским карбюратором, на впускном коллекторе должна быть дренажная трубка для слива лишнего бензина. Если она потеряна или обломана, то из-за подсоса воздуха могут быть проблемы с холостым ходом.
На винтах качества и количества должны быть уплотнительные кольца из бензостойкой резины. Проверить подсос в этих местах можно прижав палец к отверстиям, в которых находятся эти винты. Если колец нет или они изношены, палец будет присасывать к этим отверстиям. Уплотнительные кольца на регулировочных винтах служат также для фиксации винта от самопроизвольного вращения. Если кольца изношены, винт может закручиваться от вибрации мотора, что приводит к обеднению смеси.
Когда на карбюраторе установлен электромагнитный клапан холостого хода, то причиной отсутствия стабильной работы мотора может быть негерметичность корпуса клапана или обрыв питающего провода. Иногда причиной бедной смеси на старых карбюраторах может быть наружная трещина канала холостого хода в месте соединения канала с нижней частью карбюратора. Причиной неустойчивых оборотов холостого хода может быть сильный износ на оси дроссельной заслонки.
Иногда причиной бедной смеси на старых карбюраторах может быть наружная трещина канала холостого хода в месте соединения канала с нижней частью карбюратора. Причиной неустойчивых оборотов холостого хода может быть сильный износ на оси дроссельной заслонки.
При проверке эффективности уплотнений можно пользоваться одноразовым медицинским шприцом с объёмом 20 мл. и тонкой иглой. Заполнив шприц бензином, нужно капать на подозрительные места карбюратора при малых оборотах двигателя. Если капание бензина приводит к резкому изменению оборотов, значит в этом месте есть подсос воздуха.
Описанный выше метод регулировки и многие причины неисправностей полностью подходят не только для жигулёвских карбюраторов но и для всех остальных, подобных ему по конструкции.
На немецких карбюраторах “Пирбург” и некоторых других имеется вакуумная трубка для подвода постоянного разрежения к системе подогрева воздуха. Последняя находится в корпусе воздушного фильтра. Практика ремонтов показала, что кроме своей основной роли эту систему можно использовать для очень точной настройки оборотов холостого хода без применения газоанализатора. Вернее, использовать мы будем только резиновую трубку, подсоединённую одним концом к карбюратору.
Вернее, использовать мы будем только резиновую трубку, подсоединённую одним концом к карбюратору.
В процессе регулировки оборотов холостого хода при снятом корпусе воздухоочистителя эта трубка должна быть заглушена. После регулировки нужно снять заглушку и внимательно следить за оборотами двигателя. В зависимости от того, как была выполнена регулировка, реакция мотора на снятие заглушки будет разной:
- работа двигателя сразу стала неустойчивой, мотор трясётся, вот-вот заглохнет. После закрытия заглушки обороты стабилизируются, двигатель опять работает ровно. Это признак бедной смеси.
- после снятия заглушки обороты холостого хода практически не изменились но двигатель начинает мелко вздрагивать. Лихорадка продолжается до тех пор, пока не закрыть заглушку. После закрытия — мотор работает ровно. Это признак нормального состава рабочей смеси.
- после снятия заглушки обороты резко выросли, словно кто-то нажал на педаль газа. Мотор работает ровно но обороты возросли по сравнению с теми, которые были при закрытой заглушке.
 Это признак богатой смеси.
Это признак богатой смеси.
Каждый раз после вращения винта качества смеси мы должны проверять свою регулировку, открывая и закрывая вакуумную трубку системы подогрева воздуха. Для уверенности можно несколько раз установить винтом качества бедную, нормальную и богатую смесь.
Самым экономичным вариантом настройки будет наименьшее изменение в работе мотора при снятии заглушки с вакуумной трубки системы подогрева воздуха.
Этот метод регулировки много раз проверялся на дорогих, хорошо настроенных газоанализаторах и результаты настройки всегда были наилучшими.
Кроме карбюраторов “Пирбург” этот метод настройки подходит для автомобилей “Форд Съерра” с карбюратором “Вебер” и “Моторкрафт”. Только вакуумная трубка системы подогрева воздуха находится на впускном коллекторе.
На японских карбюраторах для подобной настройки можно использовать трубку подвода разрежения от впускного коллектора к системе температурной компенсации холостого хода. Последняя расположена в корпусе воздухоочистителя.
Далее на сайте по тексту для краткости:
- вариант А — регулировка по реакции мотора на вращение винта качества.
- вариант Б — регулировка по реакции мотора на снятие заглушки.
Не регулируется винт качества — Автомобильный портал AutoMotoGid
Содержание
- Карбюратор Солекс: настройка и регулировка
- Карбюратор Солекс: регулировка холостого хода
- Жиклеры и ускорительный насос
- Настройка переходного режима карбюратора
- Регулировка второй камеры карбюратора Солекс
- Подведем итоги
- Как отрегулировать карбюратор и когда это нужно делать
- Настраиваем поплавковый механизм
- Настройка подачи топливной смеси
- Регулируем тяги карбюратора
- Как правильно отрегулировать карбюратор Солекс
- Как выставить идеальные настройки своими руками
Новый карбюратор, установленный на двигатель не реагирует на винт качества и винт количества. Нива 21213, 1997 гв
- Не запускается после замены ремкомплекта карбюратора, Нива – 5 ответов
- Какие топливные и воздушные жиклёры стоят на карбюраторе 073? – 4 ответа
- Щёлкает электромагнитный клапан карбюратора Солекс 21073 – 2 ответа
- Попадает антифриз в 2121 – 1 ответ
- Как настроить карбюратор 21083? – 1 ответ
Может доступ лишнего возлуха-другими словами подсос где.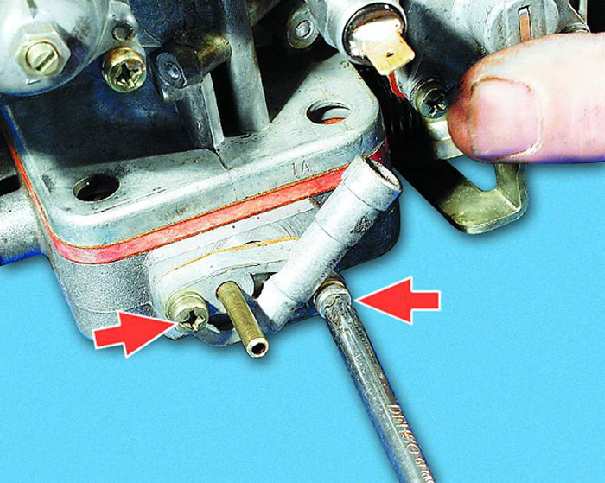 Возможно карбюратор криво собран.
Возможно карбюратор криво собран.
Не указали модель карбюратора(Солекс, Озон). Выкрутить эти винты и проверить, на месте ли резиновое кольцо — нашенские российские сборщики могли его «забыть» поставить или оно там разрушенное(а разрушаются они быстро, иногда после второй-третьей регулировки).
Ещё вариант — забит канал( мало ли что новый карб — может стружечка какая-то или ещё что-то, могли вообще «забыть» просверлить этот канал).
… И заменить прокладки под карбюратором на новые. А теплоизоляционную прокладку шлифануть на камне.
Приоткрыта дроссельная 1 камеры похоже… И уже переходной режим работает и может даже подкапывание с главной… Может не отрегулирована тяга газа и тем самым не закрыть дроссель даже выкручивая винт количества… Солекс 21073 родной если… Отсуствие разряжения в шланчике снятом с вакуумника трамблера(на язык) на холостом ходе и определяет по сути положение дросселя при правильной настройке холостого хода… Могут и сопутствующие причины в добавок. Такие как заедание или зависание заслонки второй камеры. Новый не значит идеальный. Контрафакта много
Такие как заедание или зависание заслонки второй камеры. Новый не значит идеальный. Контрафакта много
Подпишись на наш канал в Я ндекс.Дзене
Еще больше полезных советов в удобном формате
Карбюратор Солекс (ДААЗ) является одним из самых популярных устройств в списке карбюраторных дозирующих систем, так как при правильном подходе реализована возможность достаточно гибкой настройки карбюраторов данного типа. По этой причине карбюраторы Solex автолюбители устанавливают на разные двигатели, после чего дополнительно подстраивают, добиваясь необходимых показателей топливной экономичности, качества смесеобразования на мощностных и других режимах работы ДВС.
После установки Солекс на двигатель зачастую необходима настройка данного устройства. Для решения задачи можно обратиться в сервис, где специалист по настройке карбюратора выполнит все необходимые операции. Также можно настроить карбюратор самому. В этой статье мы поговорим о том, как отрегулировать качество смеси на карбюраторе Солекс, каким образом производится регулировка уровня топлива и регулировка поплавковой камеры карбюратора Солекс, настраивается холостой ход и т. д.
д.
Читайте в этой статье
Карбюратор Солекс: настройка и регулировка
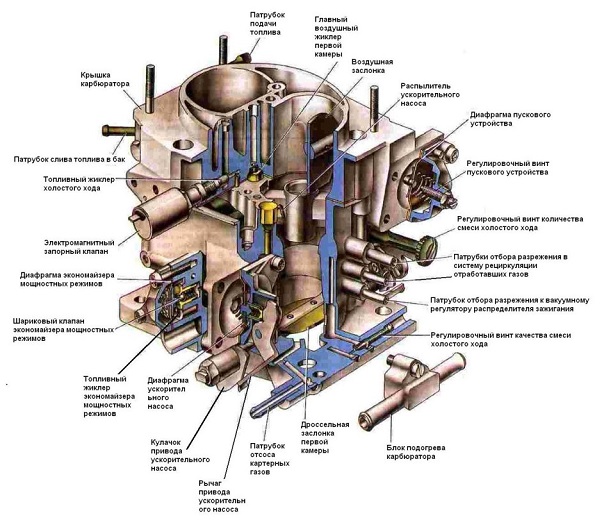
Перед началом работ по настройке, если необходима регулировка воздушной заслонки карбюратора, уровня топлива в камерах, выставление холостого хода и другие манипуляции, необходимо отдельно изучить схему устройства карбюраторной системы, место расположения жиклеров и других базовых элементов (эконостат, экономайзер, поплавок, первая и вторая камера, заслонки и т.д.) Также следует уделить внимание тому, как снимается крышка и разбирается карбюратор.
Начинать настройку необходимо с того, что в поплавковых камерах выставляется уровень топлива. Рекомендованным способом является выставление указанного уровня по тому положению, которое поплавки имеют по отношению к крышке карбюратора. Все манипуляции осуществляются путем использования отдельного шаблона. Отметим, что как показывает практика, данный метод никак нельзя считать оптимальным, так как при установке Солекс на автомобиль следует учесть, что бензонасос на одном конкретном ТС может отличаться от топливного насоса на другой машине. Также могут быть и другие отличия в системе питания. Результатом становится то, что давление на иглу карбюратора (запорный клапан карбюратора) тоже оказывается разное. Чаще всего после настройки по шаблону топливо попадает в карбюратор в большом избытке. Чтобы точно выставить уровень бензина в карбюраторе и регулировка поплавка карбюратора Солекс была успешной, необходимо выполнять описанные ниже действия.
Также могут быть и другие отличия в системе питания. Результатом становится то, что давление на иглу карбюратора (запорный клапан карбюратора) тоже оказывается разное. Чаще всего после настройки по шаблону топливо попадает в карбюратор в большом избытке. Чтобы точно выставить уровень бензина в карбюраторе и регулировка поплавка карбюратора Солекс была успешной, необходимо выполнять описанные ниже действия.
- Обычно сразу после установки Солекса на разные ДВС с различным рабочим объемом даже без предварительных регулировок двигатель все равно должен запускаться. Мотор необходимо завести, после чего силовой агрегат должен работать около 10 минут. Во время работы на ХХ можно слегка нажимать на газ и повышать обороты, чтобы избежать того, что двигатель стреляет в карбюратор или в систему выхлопа.
- Затем силовую установку можно заглушить, после чего необходимо снять шланг для подачи топлива. Рекомендуется заготовить ветошь, чтобы удалить остатки бензина, который разбрызгивается после снятия указанного шланга.
 Шланг снимают для того, чтобы после снятия крышки карбюратора бензин, который находится в шланге под давлением, не проливался в камеру карбюратора. Другими словами, излишки топлива, попадающие в камеру, могут нарушить точность замеров.
Шланг снимают для того, чтобы после снятия крышки карбюратора бензин, который находится в шланге под давлением, не проливался в камеру карбюратора. Другими словами, излишки топлива, попадающие в камеру, могут нарушить точность замеров. - Теперь можно выкрутить винты крепления крышки карбюратора, затем нужно снять трос, управляющий «подсосом». Следующим шагом становится аккуратный подъем крышки карбюратора. Указанную крышку следует поднимать в строго горизонтальном положении, чтобы не причинить повреждений самим поплавкам.
- Далее следует приготовить линейку или штангенциркуль. Данными инструментами нужно произвести замер расстояния, которое получается от самого горючего в камере до прилегающей поверхности крышки карбюратора. Указанное расстояние от поверхности крышки до поверхности топлива должно быть около 2.5 см. Добавим, что промерять расстояние нужно в обеих камерах. Это расстояние может быть разным с учетом того, что коллектор не находится в строго горизонтальном положении.
 Исходя из разницы расстояний в обеих камерах выбирается усредненное значение.
Исходя из разницы расстояний в обеих камерах выбирается усредненное значение.
Если капель топлива не было замечено, тогда остается повторно промерить уровень горючего в камере уже известным способом. В случае положительного результата эту часть настройки можно считать завершенной. Если же уровень снова отличается от нормы, тогда следует настраивать уровень повторно. Отметим, что настройка уровня на заглушенном двигателе при ручной подкачке не является правильной, так как после запуска ДВС карбюратор все равно будет переливать, особенно на моторах, где «обратка» была перекрыта.
Карбюратор Солекс: регулировка холостого хода
Следующим шагом после настройки уровня топлива в поплавковой камере карбюратора является регулировка оборотов ХХ. Для настройки необходимо сначала прогреть мотор до выхода на рабочую температуру. После прогрева агрегат следует заглушить.
В самом начале необходимо найти винт качества топливно-воздушной смеси, который вращается при помощи плоской отвертки. Указанный винт находится в отверстии, которое выполнено в нижней части карбюратора.
Указанный винт находится в отверстии, которое выполнено в нижней части карбюратора.
- Винт качества нужно закрутить до упора. Заворачивание осуществляется по часовой стрелке, при этом усилия применять не нужно, так как можно повредить резьбу. После того, как винт уперся, следует отвернуть его назад от положения упора на 4-6 оборотов.
- Теперь двигатель следует завести, подсос должен быть убран. Затем следует выставить минимально допустимые обороты при помощи вращения винта количества. Такими минимальными оборотами можно считать показатель, когда двигатель работает стабильно и устойчиво. Также в штуцере вакуумного опережения разряжение должно быть минимальным. Достаточно простым способом для определение разряжения является перекрытие языком трубки, которая идет в так называемый вакуумный опередитель. Если обороты ХХ находятся в диапазоне от 600-1200, карбюратор в порядке.
- Далее винт качества нужно медленно закручивать до того момента, пока работа агрегата не начнет терять устойчивость.
 Как только двигатель начнет нестабильно работать, следует отвернуть винт обратно на один или полтора оборота, улавливая положение, когда мотор снова работает стабильно
Как только двигатель начнет нестабильно работать, следует отвернуть винт обратно на один или полтора оборота, улавливая положение, когда мотор снова работает стабильно - Снова возвращаемся к винту количества, которым обороты холостого хода следует выставить до отметки 800-950 об/мин. Выставляем винтом количества обороты ХХ около 850-900. Если при выставлении таких оборотов двигатель глохнет, тогда нужно выкручивать винт качества.
- Настройка винтов качества и количества производится до того момента, пока не удастся выставить нужные обороты ХХ, разрежение в трубке опередителя при этом будет минимальным, а сам ДВС будет способен работать стабильно.
Возникает такая проблема по ряду причин. Прежде всего, может быть установлен большой жиклер холостого хода. Также следует обратить внимание на то, насколько плотно закручен электромагнитный клапан или заглушка. При неплотной посадке лишний бензин может подсасывать в обход жиклера холостого хода. Также не следует исключать и возможные неполадки с самим жиклером, а также с его посадочным местом.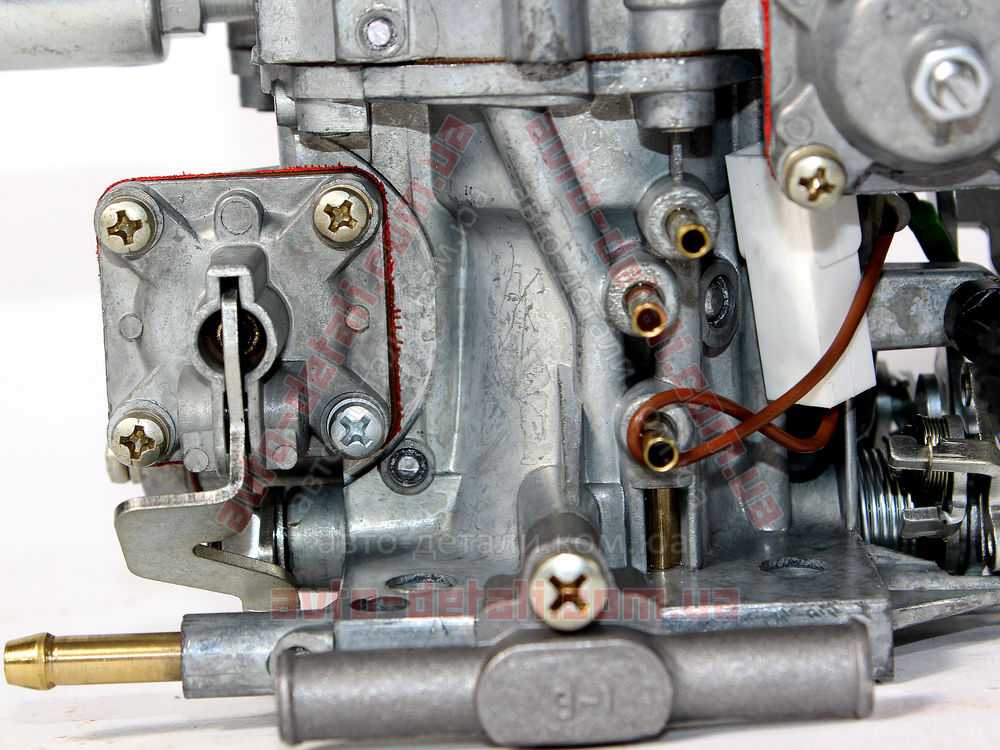 Чтобы точнее понять причину, понадобится на заведенном моторе, который работает на холостых, снять провод электромагнитного клапана. В этом случае после снятия агрегат должен быстро глохнуть. Если происходит именно так, тогда причиной, вероятнее всего, является большой жиклер холостого хода. Для решения потребуется установка жиклера меньшего размера.
Чтобы точнее понять причину, понадобится на заведенном моторе, который работает на холостых, снять провод электромагнитного клапана. В этом случае после снятия агрегат должен быстро глохнуть. Если происходит именно так, тогда причиной, вероятнее всего, является большой жиклер холостого хода. Для решения потребуется установка жиклера меньшего размера.
Если же двигатель после снятия провода с клапана не глохнет, тогда эта проблема может возникать в результате перелива бензина в поплавковую камеру. Также возможно, что на работающем ДВС горючее идет в обход жиклера или даже всей системы холостого хода. Прежде всего, снова проверяем правильность выставленного уровня в поплавковой камере. Если с уровнем все в норме, тогда электромагнитный клапан/заглушку следует открутить, после чего нужно осмотреть жиклер и место его установки. Никаких дефектов быть не должно. Если таковые имеются, тогда может понадобиться замена крышки карбюратора. В том случае, если дефектов не обнаружено, тогда жиклер надевается на клапан, уплотнительное кольцо смазывается моторным маслом, после чего производится закручивание ключом без усилий.
Жиклеры и ускорительный насос
Владельцы карбюраторных авто знают, что жиклеры меняются, но далеко не всегда понимают, для чего необходимы жиклеры и как их размер влияет на работу карбюратора. Начнем с того, что двигатель засасывает воздух через специальное отверстие, выполненное в большом диффузоре. Параллельно с этим через топливный жиклер затягивается некоторое количество горючего. Рабочий объем двигателя напрямую влияет на то, сколько воздуха через диффузор затянет двигатель за определенное время, а также на количество бензина, засасываемое параллельно с воздухом.
Теперь поговорим об ускорительном насосе. Насос-ускоритель обеспечивает подачу дополнительного количества топлива в момент открытия дроссельной заслонки, что позволяет более эффективно ускориться. Задействуется насос при помощи специального кулачка. На моторах с установленным карбюратором Солекс указанный кулачек ускорительного насоса необходимо ставить самый большой.
Также следует уделить внимание и так называемому «носику» ускорительного насоса. Во время открытия заслонок топливо должно подаваться явной струей, а не капать даже при небольшом открытии дросселя. Важно и то, какое положение занимает носик. Струя бензина должна попадать точно в область между стенкой диффузора и дроссельной заслонкой, то есть горючее струей подается напрямую в коллектор. Не допускается попадание струи на диффузор или заслонку. Если так происходит, тогда после резкого нажатия на педаль акселератора автомобиль не будет сразу разгоняться, возникнет провал. Самостоятельная доработка карбюратора предполагает установку двух носиков в камеры для получения лучшей отдачи от мотора или только одного носика в первую камеру карбюратора для более экономичного режима.
Настройка переходного режима карбюратора
В то время, когда двигатель работает в режиме холостого хода, дроссельные заслонки перекрыты. Под заслонками образуется вакуум (разрежение). Благодаря указанному разрежению происходит высасывание бензина через небольшой канал холостого хода и жиклер, а сам двигатель ровно работает на холостых. Если резко открыть заслонку, тогда разрежение тоже слабеет. Более того, этого разрежения недостаточно для нормальной работы ГДС (главная дозирующая система) в первой камере, а система холостого хода и ускорительный насос еще не способны нормализовать работу мотора. Другими словами, при резком нажатии на газ после холостого хода отмечается задержка реакции на нажатие педали акселератора.
Чтобы указанный провал минимизировать или полностью убрать в устройстве карбюратора используется переходная система. Данная схема представляет собой отверстие-щель, выполненное над дроссельной заслонкой в первой камере. В момент нажатия на педаль газа щелевидное отверстие оказывается в зоне большого разряжения, благодаря чему происходит интенсивный подсос топлива параллельно его подаче через жиклер холостого хода.
Вернемся к настройкам. После того, как карбюратор был установлен, на многих автомобилях возникает провал при трогании с места, замедлены реакции на нажатие педали газа, двигатель может начать стрелять в карбюратор или заглохнуть. В такой ситуации может быть виновата переходная система. Для того чтобы нормализовать работу карбюратора, необходимо правильно подобрать сечение «носика» ускорительного насоса и размер жиклера холостого хода.
В такой ситуации может быть виновата переходная система. Для того чтобы нормализовать работу карбюратора, необходимо правильно подобрать сечение «носика» ускорительного насоса и размер жиклера холостого хода.
При этом важно знать, что жиклеры в первой камере трогать не нужно, а также указанные провалы не следует пытаться устранить путем замены жиклеров главной дозирующей системы. Для решения задачи следует на ранее отстроенном карбюраторе правильно подобрать жиклер холостого хода и носик ускорительного насоса. Подбор нужно осуществлять после прогрева ДВС, подсос должен быть убран.
На практике это выглядит следующим образом:
Уровень в поплавковой камере предварительно был выставлен, отрегулирован холостой ход. Прогретый двигатель нормально работает на холостых без подсоса. Струя бензина из носика ускорительного насоса попадает точно в коллектор. Теперь можно резко нажать на педаль газа. Необходима именно резкость нажатия, а не то, насколько сильно была нажата педаль (до пола, половина хода или ¼). В норме мотор должен сразу реагировать и раскручиваться, то есть набор оборотов происходит без задержек или провалов. В том случае, если реакции на резкое нажатие на акселератор замедлены или есть ощутимая пауза перед ростом оборотов, тогда следует перейти к настройкам.
В норме мотор должен сразу реагировать и раскручиваться, то есть набор оборотов происходит без задержек или провалов. В том случае, если реакции на резкое нажатие на акселератор замедлены или есть ощутимая пауза перед ростом оборотов, тогда следует перейти к настройкам.
Для точного определения причины на педаль газа нужно нажать повторно, но уже плавно, а не резко. Если в этом случае идет ровный набор оборотов (без пауз, провалов и задержек), тогда следует обратить внимание на жиклер холостого и носик насоса, та как главная дозирующая система к провалу не имеет отношения. Если же при плавном нажатии на газ двигатель раскручивается плохо, сам агрегат начинает работать рывками, гудит, сильно вибрирует и т.п., тогда проблема заключается в подборе жиклеров первой камеры. Другими словами, происходит излишнее обогащение или обеднение смеси после перехода карбюратора в мощностной режим работы после нажатия на акселератор. Косвенным признаком слишком «богатой» смеси во время работы на переходном режиме является то, что двигатель дымит черным дымом, из системы выхлопа идет запах бензина. Указанный дым и запах появляются после резкого дросселирования.
Указанный дым и запах появляются после резкого дросселирования.
Чтобы убрать провал, необходимо тщательно подбирать жиклеры холостого хода под носик насоса или наоборот. Это делается до того момента, пока исчезнуть задержки при резком нажатии на педаль акселератора. Параллельно с этим может понадобиться повторная регулировка холостого хода, так как замена жиклера ХХ внесет свои изменения в работу системы холостого хода. Добавим, что если смесь остается обедненной и есть провал, а жиклер холостого хода слишком большой и не получается настроить холостой ход, тогда можно поставить спаренный носик насоса, после чего обе трубочки загибаются в первую поплавковую камеру.
Регулировка второй камеры карбюратора Солекс
Начнем с того, что во время настройки карбюратора вторая камера обычно не затрагивается, так как зачастую стандартных жиклеров будет достаточно. Также в устройстве карбюратора имеется эконостат, который способен корректировать возможные нюансы. Эконостат представляет собой трубку, которая находится во второй камере под небольшим наклоном.
Эконостат представляет собой трубку, которая находится во второй камере под небольшим наклоном.
Задачей эконостата является то, что при полном открытии дросселя разряжение в карбюраторе позволяет засосать через эконостат горючее. Эконостат задействуется тогда, когда двигатель работает на повышенных оборотах и позволяет обогатить топливно-воздушную смесь. Для доработки второй камеры, которая позволяет реализовать «подхват», устанавливают жиклеры для обогащения смеси. Подбор жиклеров в этом случае ничем не отличается от подбора для первой камеры.
Подведем итоги
Описанные выше шаги по настройке и регулировке карбюратора Солекс являются базовыми. Другими словами, при желании вы можете настроить карбюратор своими руками, опираясь на данную информацию. Отметим, что точность настроек можно далее проверить на газоанализаторе, после чего самому внести необходимые коррективы вместо постоянного обращения к специалистам. Напоследок добавим, что дозирующее устройство данного типа поддается различным видам тюнинга, всевозможных доработок и улучшений. По этой причине при выборе карбюратора на ВАЗ многие автолюбители не зря отдают предпочтение Солекс.
По этой причине при выборе карбюратора на ВАЗ многие автолюбители не зря отдают предпочтение Солекс.
Большинство современных бензиновых автомобилей оснащены инжекторной системой впрыска топлива, но до того, как она завоевала главенствующие позиции, все автомобили оснащались карбюраторными системами. Для корректной работы этой системы, настройка карбюратора должна быть выполнена безукоризненно. Качественная регулировка карбюратора снизит расход топлива, заставит мотор работать ровно на холостых оборотах, снизит выброс вредных веществ в атмосферу и повысит общий ресурс двигателя.
Большинство отечественных автомобилей имеют именно карбюраторную систему и вопрос как отрегулировать карбюратор, ещё долго не потеряет своей актуальности. Многие владельцы раритетных старых иномарок тоже сталкиваются с проблемой как настроить карбюратор. Так как принцип работы карбюраторов по всему миру ни чем не отличается, то алгоритм работ будет одинаковым.

Карбюратор – это главный узел топливной системы любого карбюраторного автомобиля. Именно здесь воздух и топливо смешиваются, образуя топливную смесь, которая поступает в камеры сгорания двигателя. Правильно отрегулированный карбюратор выдаёт топливную смесь в нужных пропорциях. Такая смесь не будет детонировать в цилиндрах, что увеличит ресурс вашего двигателя.
Как отрегулировать карбюратор и когда это нужно делать
Регулировка карбюратора своими руками производится после использования низкокачественного бензина или когда работа мотора перестаёт быть стабильной. Для профилактики производитель рекомендует промывать карбюратор специальным составом раз в 6-7 тысяч километров пробега.
Возможные неполадки в работе карбюратора:
- Топливные потёки на карбюраторе. В этом случае нужно замерить давление топлива. Это делается с помощью специального манометра. Каким должно быть давление – подскажет инструкция по эксплуатации.
 Обычно оно колеблется от 0,2 до 0,3 атмосфер. Если давление в норме, проблема в поплавочной камере и нужна регулировка уровня топлива;
Обычно оно колеблется от 0,2 до 0,3 атмосфер. Если давление в норме, проблема в поплавочной камере и нужна регулировка уровня топлива; - Нагар на свечах зажигания с запахом бензина. Это явно указывает на проблему с регулировкой поплавков карбюратора или на прогар клапана;
- Неровная работа двигателя на холостом ходу может быть связана не только с карбюратором. Часто такое происходит из-за неправильной регулировки тросика газа. Для проверки нужно отсоединить тросик и повернуть заслонку вручную.
Перед тем как правильно настроить карбюратор нужно его тщательно прочистить. Для чистки рекомендуется использовать специальные жидкости. Жиклеры нельзя чистить зубочистками или иглами. Повреждения жиклеров приведут к нарушению калибровки. Если отверстия не получается прочистить аэрозолями, можно аккуратно почистить мягкой проволокой. При чистке не стоит пользоваться ветошью. Нитки могут забить отверстия, что приведёт к нарушению работы карбюратора. Если с первого раза аэрозоль не удалит все загрязнения, нужно повторить процедуру.
Настраиваем поплавковый механизм
Уровень топливной смеси в поплавковой камере напрямую связан с её качеством. При повышенном уровне смесь получится обеднённой, что негативно скажется на расходе бензина и прибавит токсичности. Без регулировки поплавков вопрос как отрегулировать карбюратор не решить. В процесс регулировки поплавков входят следующие операции:
- Регулировка поплавков по отношению к крышке и стенам топливной камеры. Если замечена деформация фиксирующего поплавок кронштейна, его следует выровнять вручную;
- Проводим регулировку кронштейна при закрытом игольчатом клапане;
- Регулируем при отведённом поплавке и открытом клапане, расстояние между поплавком и клапаном должно быть в этом случае выставлено около 15 миллиметров.
Настройка подачи топливной смеси
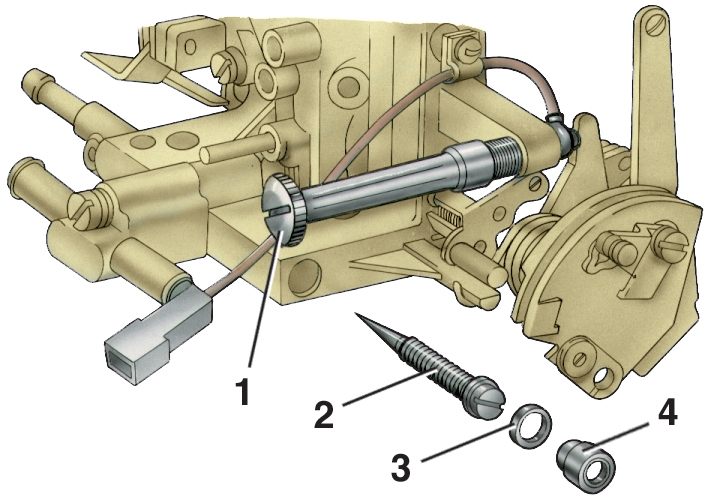
Разобраться с этой настройкой помогут контрольные винты карбюратора. Перед совершением данной процедуры следует знать, что на винтах имеется пластиковая заводская напрессовка, ограничивающая поворачивание винтов (от 50 до 70 градусов). Если поворот в данном диапазоне не приносит результатов, нужно выломать напрессовку и повернуть винты на сколько нужно. Перед тем как выставить положение винтов, следует прогреть двигатель автомобиля до рабочей температуры.
Если поворот в данном диапазоне не приносит результатов, нужно выломать напрессовку и повернуть винты на сколько нужно. Перед тем как выставить положение винтов, следует прогреть двигатель автомобиля до рабочей температуры.
Чтобы отрегулировать холостой ход карбюратора, нужно вывернуть винт количества и винт качества смеси на несколько оборотов и, подкручивая их слушать, работу двигателя. Когда двигатель начнёт работать ровно, регулировка холостого хода карбюратора закончена.
Регулируем тяги карбюратора
Перед началом регулировки тяг следует снять крышку воздушного фильтра, чтобы ничто не мешало процессу. Сначала, используя штангенциркуль, вымеряется расстояние между наконечниками тяг. По заводским параметрам оно должно равняться 80 миллиметрам. Для регулировки длинны тяг нужно ослабить их зажимы.
Проверку сетчатого фильтра следует проводить при наличии топлива в поплавковой камере. Это поможет увидеть, полностью ли закрывается запорный клапан. Рассмотрев клапан, нужно его очистить и высушить. Проблемы с потерей мощности и провалы при работе двигателя случаются из-за затруднённой подачи топлива. Это лишняя причина для проведения тщательной промывки карбюратора.
Рассмотрев клапан, нужно его очистить и высушить. Проблемы с потерей мощности и провалы при работе двигателя случаются из-за затруднённой подачи топлива. Это лишняя причина для проведения тщательной промывки карбюратора.
Герметичность запорной иглы можно проверить с помощью резиновой груши, прислушиваясь при этом к утечкам воздуха. При их наличии иглу пора менять.
Как правильно отрегулировать карбюратор Солекс
По дорогам колесит ещё много представителей ВАЗовской классики. Многие из этих автомобилей имеют под капотом карбюраторы Солекс. Данный карбюратор более экономичный и способен выдавать более качественную смесь топлива с воздухом. Для бесперебойной работы двигателя этот карбюратор должен быть качественно настроен и отрегулирован. Класс мастеров карбюраторщиков постепенно вымирает, поэтому настройку карбюратора многим приходится делать своими руками.
Как выставить идеальные настройки своими руками
Для работы понадобится обычный набор инструментов, которые есть почти в каждом гараже. Для устранения переливов топлива нужно правильно выставить поплавок в камере. Данную операцию можно сделать по специальному шаблону. Специалисты рекомендуют не пользоваться данным шаблоном, так как количество и толщина прокладок в карбюраторах не всегда совпадает. Любители различных усовершенствований часто меняют заводские прокладки на более качественные. Бывает, что заводская настройка шаблона устраивает не всех. Хоть карбюраторы Солекс и одинаковые, топливный насос может подавать бензин по-разному. От того, заглушена ли обратка, тоже многое зависит, поэтому спецы используют другой метод.
Для устранения переливов топлива нужно правильно выставить поплавок в камере. Данную операцию можно сделать по специальному шаблону. Специалисты рекомендуют не пользоваться данным шаблоном, так как количество и толщина прокладок в карбюраторах не всегда совпадает. Любители различных усовершенствований часто меняют заводские прокладки на более качественные. Бывает, что заводская настройка шаблона устраивает не всех. Хоть карбюраторы Солекс и одинаковые, топливный насос может подавать бензин по-разному. От того, заглушена ли обратка, тоже многое зависит, поэтому спецы используют другой метод.
- Регулировочный винт качества смеси закручивается рукой до конца;
- Далее вывинчиваем его обратно на пять оборотов;
- Включаем мотор, убираем подсос и винтом количества смеси доводим обороты двигателя до 750 оборотов в минуту;
- Крутя винт качества, доводим обороты двигателя до максимума;
- Используя винт количества, уменьшаем обороты до 800 оборотов в минуту;
- Немного довинчиваем винт качества до появления нестабильности в работе;
- Вывинчиваем этот же винт назад на один оборот;
- Крутим винт количества, пока обороты холостого хода не достигнут показателей в 800 оборотов в минуту (зимой их можно поднять до 900).

Стоит помнить, что регулировка карбюратора не только устраняет плавающие обороты двигателя. Качественно настроенный карбюратор будет потреблять минимальное количество топлива при стабильных оборотах на холостом ходу.
При данной регулировке могут возникать различные проблемы.
Бывает, что при выкручивании винтов количества и качества, двигатель практически не реагирует. Такое случается, когда из отверстия холостого хода течёт большая струя бензина и винт не в состоянии на это повлиять. Возможно, что плохо закрыт клапан или деформирован жиклер. Бывает, что при замене жиклеров по ошибке выбирают больший диаметр, чем положено. Возможно, заглушка слабо закручена. Стоит провести тщательный осмотр всех элементов карбюратора, это поможет избежать таких проблем. При проведении чистки жиклеры нельзя чистить с использованием абразивов.
При неисправности электромагнитного клапана следует его выкрутить и проверить на наличие деформации. Посадочное отверстие тоже может быть деформировано. Если сорвана резьба посадочного отверстия, то придётся заменить крышку карбюратора на новую. Если дефектов не обнаружено, просто смазывается уплотнительное кольцо перед вкручиванием жиклера.
Посадочное отверстие тоже может быть деформировано. Если сорвана резьба посадочного отверстия, то придётся заменить крышку карбюратора на новую. Если дефектов не обнаружено, просто смазывается уплотнительное кольцо перед вкручиванием жиклера.
Определить, нуждается ли карбюратор в регулировке, можно по реакции двигателя на нажатие педали газа. Двигатель, получающий сбалансированную топливную смесь, отзывается на нажатие педали без запинки, за доли секунды. Обороты должны быть плавными на холостом ходу. Никаких рывков и провалов быть не должно. Если двигатель работает ровно на холостых, а при нажатии на акселератор начинает капризничать, нужно подкрутить винт качества, обогатив смесь.
Винт качества напрямую влияет на выбросы СО в атмосферу. Любителям драйва знакома ситуация, когда перед поездкой на плановый техосмотр нужно завинчивать винт качества. Выброс становится меньше и машина спокойно проходит техосмотр, после чего положение винта качества возвращается на место. Некоторые недоумевают, почему у соседа автомобиль употребляет меньше топлива, хотя модели у обоих идентичные. Всё дело в настройках и регулировках винта качества.
Некоторые недоумевают, почему у соседа автомобиль употребляет меньше топлива, хотя модели у обоих идентичные. Всё дело в настройках и регулировках винта качества.
Если автомобиль реагирует на нажатие педали газа с опозданием, дело в ускорительном насосе. Можно его заменить, или поменять только носик. Когда дело в носике, топливная смесь подаётся переобогощённой. Проблема решается заменой носика. Если решите установить носик другого диаметра, не забудьте подобрать под него соответствующий жиклер.
Настройка карбюратора довольно сложная процедура. Не стоит ожидать, что всё получится с первого раза. На полный цикл устранения всех недостатков может понадобиться пара недель. Лучше прислушиваться к работе двигателя, оперативно реагируя на малейшие перебои в его работе и проводить регулярные промывки карбюратора. Главное при промывке не использовать безымянные промывочные средства китайского производства. А если заправляться качественным топливом, карбюратор отблагодарит вас годами бесперебойной работы.
| Гарантированное высокое качество деталей машин и производственных компонентов | |||
| | 1. В чем преимущество изготовления детали на винтовом станке? 2. Каков ваш минимальный тираж или самый экономичный тираж? 3. Можете ли вы помочь с новыми конструкциями деталей или предложить изменения, которые позволили бы сэкономить деньги на существующих деталях? 4. Какие материалы вы можете обрабатывать?
5. Выполняете ли вы собственные второстепенные операции? 6. Ваша цена подходит для больших партий, но я не хочу хранить столько деталей. Что ты можешь сделать? 7. Каково ваше среднее время выполнения заказа? 8. Вы работаете более одной смены? 9. Имеет ли ваша компания сертификат ISO 9000? [ Начало страницы ]
| ||
 Вообще говоря, мы хотели бы начать с минимум 250 деталей для нашей группы шпинделей; 5000 для нашей группы Small Acme; 1500 для нашей большой группы Acme; и 10 000 для нашей группы из пяти шпинделей.
Вообще говоря, мы хотели бы начать с минимум 250 деталей для нашей группы шпинделей; 5000 для нашей группы Small Acme; 1500 для нашей большой группы Acme; и 10 000 для нашей группы из пяти шпинделей.
 , выполняются по субподряду с утвержденными поставщиками.
, выполняются по субподряду с утвержденными поставщиками.
Краткий обзор 3 распространенных типов винтов – машинные, листовые и болты с головкой под ключ
- С хвостовиком с полной резьбой
Обычно используется с гайкой
Обычно меньше среднего винта
Предназначен для крепления к имеющемуся резьбовому отверстию
Крепежные винты, также иногда называемые крепежными болтами, обычно меньше среднего винта. Обычно они имеют размеры до ¾ дюйма (19,05 мм), но могут иметь и более крупные вариации. Обычно крепежные винты предназначены для крепления к существующему резьбовому отверстию на металлической поверхности, обычно в сочетании с соответствующей гайкой. Основными отличительными характеристиками крепежных винтов являются габаритные размеры, форма головки, тип паза, длина, материал и тип резьбы.
Обычно они имеют размеры до ¾ дюйма (19,05 мм), но могут иметь и более крупные вариации. Обычно крепежные винты предназначены для крепления к существующему резьбовому отверстию на металлической поверхности, обычно в сочетании с соответствующей гайкой. Основными отличительными характеристиками крепежных винтов являются габаритные размеры, форма головки, тип паза, длина, материал и тип резьбы.
Два основных типа приводов, связанных с крепежными винтами, — со шлицем (с плоской головкой) и крестообразным шлицем. Есть также ряд специализированных дисков, которые они могут использовать, они обычно связаны с винтами с защитой от несанкционированного доступа. Некоторые из этих типов приводов включают в себя торкс — шестигранник, гаечный ключ и трезубец, и это лишь некоторые из них. Форма головки будет определять, как будет лежать крепежный винт после того, как он будет закреплен на месте. Круглые и цилиндрические головки будут выступать из плоской поверхности, в то время как крепежные винты с плоской головкой предназначены для отверстий с потайной головкой, чтобы они лежали заподлицо с поверхностью.
Крепежные винты всегда имеют резьбу по всей длине стержня. Нарезание резьбы на крепежном винте очень важно, потому что соответствующие отверстия, в которые они вкручиваются, обычно имеют резьбу определенного размера и типа. Двумя основными характеристиками резьбы являются размер внешнего диаметра резьбы и шаг, а также расстояние между каждой резьбой. Крепежные винты могут иметь резьбу по часовой стрелке (правая) или против часовой стрелки (левая).
Хвостовик с полной резьбой
Очень универсальный крепеж, который можно использовать в металле, дереве и пластике
Большинство из них являются саморезами и требуют только предварительно просверленного отверстия, некоторые поставляются с саморезами
Специально закаленные острые нити, позволяющие врезаться в материал и формировать собственную внутреннюю резьбу
Шурупы для листового металла имеют полностью нарезанный стержень с острой резьбой и наконечниками, что позволяет им прорезать металл, дерево, пластик и различные другие материалы. Размер винтов для листового металла обычно указывается в виде серии из трех чисел, эти числа представляют диаметр, количество резьб и длину крепежного элемента. Винт для листового металла, указанный как 4-32 x 1-½ дюйма, имеет диаметр 4, 32 витка резьбы на дюйм и длину 1-1/2 дюйма.
Размер винтов для листового металла обычно указывается в виде серии из трех чисел, эти числа представляют диаметр, количество резьб и длину крепежного элемента. Винт для листового металла, указанный как 4-32 x 1-½ дюйма, имеет диаметр 4, 32 витка резьбы на дюйм и длину 1-1/2 дюйма.
Существует два основных типа шурупов для листового металла: саморезы и саморезы. Саморезы имеют острый наконечник, предназначенный для прорезания металла, но перед использованием этих винтов в металле необходимо предварительно просверлить отверстия. Саморезы имеют острие сверла, которое может легко прорезать металл без предварительного просверливания отверстия.
Головки винтов для листового металла могут быть разных видов. Винт с плоской или круглой головкой будет иметь головки, выступающие над поверхностью материала после установки. Винты с плоской или овальной потайной головкой после установки будут находиться на одном уровне с верхней частью материала. Эти винты могут поставляться с крестообразным, плоским или комбинированным приводом.
Эти винты могут поставляться с крестообразным, плоским или комбинированным приводом.
Винты для листового металла, изготовленные из углеродистой стали, являются наиболее распространенными и, как правило, наиболее экономичными. Эти винты подвержены ржавчине и коррозии при воздействии влаги или химикатов, поэтому их обычно следует использовать только внутри помещений. Винты из оцинкованной или нержавеющей стали предназначены для защиты от ржавчины и коррозии, но, как правило, стоят дороже, чем стандартные стальные винты. Винты из листового металла могут быть покрыты цинком или никелем, чтобы изменить их внешний вид.
Обычно используется без гайки
Доступен как в английском, так и в метрическом размере
Крепление деталей машин – бытовая техника/бытовая электроника
Большая головка, диаметр больше резьбовой части
Болты с головкой под ключ имеют большую головку и цилиндрический стержень с наружной резьбой. Головка имеет больший диаметр, чем резьбовая часть, это обеспечивает надежный механический упор при затягивании винта. Болты с головкой затягиваются непосредственно в резьбовое или резьбовое отверстие, обычно без гайки. Винт с головкой под ключ может создавать большое зажимное усилие при затяжке.
Головка имеет больший диаметр, чем резьбовая часть, это обеспечивает надежный механический упор при затягивании винта. Болты с головкой затягиваются непосредственно в резьбовое или резьбовое отверстие, обычно без гайки. Винт с головкой под ключ может создавать большое зажимное усилие при затяжке.
К наиболее часто используемым типам головок винтов с головкой под ключ относятся: шестигранная головка, головка с внутренним шестигранником и полукруглая головка. Болты с головкой обычно изготавливаются из углеродистой стали, нержавеющей стали и металлических сплавов. Выбор типа и размера винта с головкой под ключ для конкретного применения в основном зависит от усилий, необходимых для надлежащей фиксации механического соединения.
Часто задаваемые вопросы по болтовым соединениям
FAQЧасто задаваемые вопросы
Представлены некоторые часто задаваемые вопросы, которые нам задают. ниже:
ниже:
Что
метки указаны на головке болта?
Когда
затяжка болтов из нержавеющей стали — они имеют тенденцию заедать — что
происходит?
я
не может найти прочность на сдвиг крепежа в спецификации,
вы можете помочь?
Что
это лучший способ проверить значение крутящего момента на болте?
Что
В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой?
крепеж?
Что
методы доступны для расчета соответствующей затяжки
крутящий момент для болта.
Делает
имеет значение, затягиваете ли вы головку болта или гайку?
Как
Вы выбираете размер крепежа для конкретного применения?
Делает
с помощью удлинителя динамометрического ключа измените способность на
достичь желаемого значения крутящего момента?
Есть
Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Должен
Я всегда использую шайбу под головкой болта и торцом гайки?
Что
это крутящий момент для метода затяжки?
Как
соответствуют ли метрические марки прочности дюймовой прочности
оценки?
Что
разница между болтом и винтом?
Ар
использование тонкой гайки и толстой гайки эффективно предотвращает
ослабление?
Есть
есть какой-то стандарт, в котором указано, сколько ниток должен
выступать за гайку?
Некоторые
болты преднамеренно затягиваются выше предела текучести.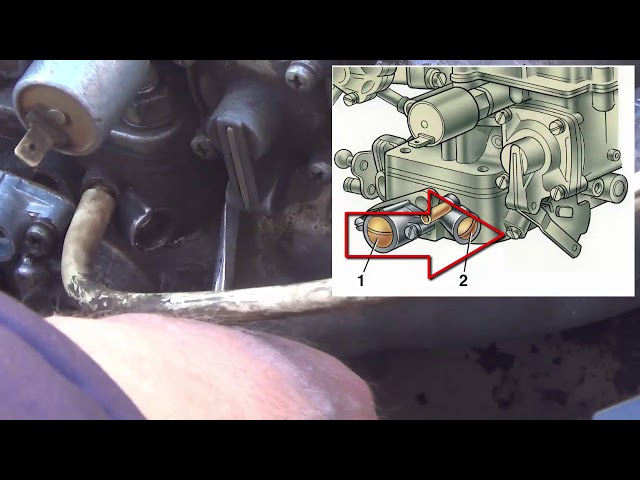 Почему
не прогибаются ли они дальше, когда внешняя нагрузка впоследствии
приложили к суставу и отпустили?
Почему
не прогибаются ли они дальше, когда внешняя нагрузка впоследствии
приложили к суставу и отпустили?
Что метки указаны на головке болта?
Обычно
стандарты крепежа определяют два типа маркировки, которые должны быть на
головка болта. Знак изготовителя является символом, идентифицирующим
производителя (или импортера). Это организация, которая
принимает на себя ответственность за то, что застежка соответствует указанным
требования. Оценочный знак — это стандартизированный знак, который идентифицирует
свойства материала, которым соответствует застежка. Например
307A на головке болта означает, что свойства крепежа
соответствуют стандарту ASTM A307 класса A. Показана головка болта
сбоку указывает, что он относится к классу прочности 8. 8 и
ML — клеймо производителя.
8 и
ML — клеймо производителя.
Обе метки обычно располагаются на верхней части головки болта,
большинство стандартов указывает, что оценки могут быть повышены или
депрессия. Производители обычно предпочитают выпуклые метки.
потому что они могут быть добавлены только в процессе ковки
тогда как вдавленные знаки могут быть добавлены впоследствии (возможно, с
незаконные знаки).
Наверх
Мы есть проблема при затяжке болтов из нержавеющей стали — они склонны к захвату — что происходит?
Нержавеющая сталь может непредсказуемо выдержать
задир (холодная сварка). Нержавеющая сталь сама генерирует
Оксидная поверхностная пленка для защиты от коррозии. Во время застежки
затягивание по мере нарастания давления между соприкасающейся и
нарушены скользящие, резьбовые поверхности, защитные оксиды, возможно
стираются, а верхние металлические поверхности интерфейса срезаются или сцепляются друг с другом.
Это кумулятивное действие засорения-сдвига-запирания приводит к увеличению
адгезия. В крайнем случае, раздражение приводит к захвату — фактическому
смерзание нитей. Если затягивание продолжается,
застежка может быть выкручена или ее резьба сорвана.
Во время застежки
затягивание по мере нарастания давления между соприкасающейся и
нарушены скользящие, резьбовые поверхности, защитные оксиды, возможно
стираются, а верхние металлические поверхности интерфейса срезаются или сцепляются друг с другом.
Это кумулятивное действие засорения-сдвига-запирания приводит к увеличению
адгезия. В крайнем случае, раздражение приводит к захвату — фактическому
смерзание нитей. Если затягивание продолжается,
застежка может быть выкручена или ее резьба сорвана.
Если заедание происходит из-за высокого трения,
крутящий момент не будет преобразован в предварительную нагрузку болта. Это может быть
причина проблем, с которыми вы сталкиваетесь. Изменение
может быть из-за изменения шероховатости поверхности на резьбе
или другие подобные незначительные изменения. Чтобы преодолеть проблему — предложения
находятся:
Чтобы преодолеть проблему — предложения
находятся:
1. Замедление скорости вращения установки может решить проблему.
или уменьшить частоту проблемы. Как установка
Увеличиваются обороты, увеличивается тепловыделение при затяжке.
С повышением температуры увеличивается и тенденция к возникновению
заедания резьбы.
2. Частое смазывание внутренней и/или внешней резьбы
может устранить заедание резьбы. Смазочные материалы обычно содержат
значительное количество дисульфида молибдена (moly). Какой-то экстрим
воск под давлением также может быть эффективным. Однако будьте осторожны,
если вы используете крепеж из нержавеющей стали в приложениях, связанных с пищевыми продуктами
некоторые смазочные материалы могут быть неприемлемыми. Смазки можно наносить
в месте сборки или предварительно применяется в качестве периодического процесса
похоже на обшивку. Несколько химических компаний, таких как Moly-Kote,
предлагаем противозадирные смазки.
3. Различные комбинации материалов гаек и болтов могут помочь
в уменьшении или даже устранении заедания. Некоторые организации
укажите другой материал, например гайки из алюминиевой бронзы.
Однако это может создать проблему коррозии, поскольку алюминий
бронза является анодной для нержавеющей стали.
Наверх
я не может найти прочность на сдвиг крепежа в спецификации, вы можете помочь?
Резьбовые болтовые соединения могут быть выполнены в виде
сцепление с трением или прямой сдвиг. С фрикционными соединениями вы
необходимо обеспечить, чтобы сила трения, развиваемая болтами
достаточно для предотвращения проскальзывания между пластинами, содержащими
сустав. Соединения с фрикционным захватом предпочтительнее, если нагрузка
является динамичным, поскольку предотвращает раздражение.
Соединения с фрикционным захватом предпочтительнее, если нагрузка
является динамичным, поскольку предотвращает раздражение.
С соединениями прямого сдвига хвостовик болты воспринимают усилие сдвига, непосредственно приводящее к сдвигу напряжение в болте. Прочность на сдвиг стального крепежа примерно в 0,6 раза выше предела прочности. Это соотношение во многом не зависит от предела прочности. Плоскость сдвига должна пройти через нерезьбовой стержень болта, если не через При расчете необходимо использовать площадь корня резьбы.
Вернуться к началу
Что это лучший способ проверить значение крутящего момента на болте?
Существует три основных метода проверки крутящих моментов, прикладываемых к болтам после их установки; а именно, снятие показаний на датчике крутящего момента, когда:
1. Розетка начинает отдаляться от
затянутое положение в направлении затяжки. Этот способ
часто называют методом «взлома».
Розетка начинает отдаляться от
затянутое положение в направлении затяжки. Этот способ
часто называют методом «взлома».
2. Розетка начинает отходить от затянутое положение в направлении откручивания. Этот Метод часто называют «откатом». метод.
3. Застежка повторно затягивается до
обозначенное положение. Методом «маркированного крепежа»
гнездо приближается к отмеченному положению в затяжке
направление. Сначала на гнезде наносятся четкие метки, а затем
на суставную поверхность, которая останется неподвижной, когда
гайка вращается. (Не царапайте шайбы, так как они могут
поворачивайте вместе с гайкой.) Гайка отвинчена примерно на 30 градусов,
с последующей повторной затяжкой так, чтобы размеченные линии совпали.
Для методов 1. и 2. момент отрыва обычно немного выше, чем установочный крутящий момент, поскольку статическое трение обычно больше, чем динамическое трение. На мой взгляд, самый точный метод — это метод 3 — однако то, что это не решит, это постоянная деформация, вызванная за счет ползучести прокладки. Альтернативой является измерение удлинения болта. (если крепеж не врезан в редуктор). Это может достигается путем механической обработки головки болта и конца болта, чтобы его можно было точно измерить с помощью микрометр. Проверка изменения длины позволит определить, вы теряете предварительную загрузку.
Крутящий момент во всех трех методах должен
применяться медленно и обдуманно, чтобы динамическое
влияние на показания манометра сведено к минимуму. Он всегда должен
убедиться, что невращающийся элемент, обычно болт,
удерживается надежно при проверке крутящих моментов. Показание крутящего момента должно
проверяться как можно скорее после операции затяжки
и перед любым последующим процессом, таким как покраска, нагрев
и т. д. Показания крутящего момента зависят от коэффициентов
трения под поверхностью гайки и в резьбе.
Если крепежные детали остаются слишком длинными или подвергаются различным
условия окружающей среды перед проверкой, трение и, следовательно,
значения крутящего момента могут варьироваться. Вариация также может быть вызвана
заделкой (пластической деформацией) резьбы и гайки
поверхность лица/суставов, которая имеет место. Это вложение приводит к
в уменьшении натяжения болтов и влияет на момент затяжки.
Он всегда должен
убедиться, что невращающийся элемент, обычно болт,
удерживается надежно при проверке крутящих моментов. Показание крутящего момента должно
проверяться как можно скорее после операции затяжки
и перед любым последующим процессом, таким как покраска, нагрев
и т. д. Показания крутящего момента зависят от коэффициентов
трения под поверхностью гайки и в резьбе.
Если крепежные детали остаются слишком длинными или подвергаются различным
условия окружающей среды перед проверкой, трение и, следовательно,
значения крутящего момента могут варьироваться. Вариация также может быть вызвана
заделкой (пластической деформацией) резьбы и гайки
поверхность лица/суставов, которая имеет место. Это вложение приводит к
в уменьшении натяжения болтов и влияет на момент затяжки. Значения крутящего момента могут варьироваться на целых 20 %, если болты
оставляют на двое суток.
Значения крутящего момента могут варьироваться на целых 20 %, если болты
оставляют на двое суток.
Вернуться к началу
Что В чем преимущества крепежа с мелкой резьбой по сравнению с резьбой с крупной резьбой? крепеж?
Потенциальные преимущества тонкой резьбы являются:
1. Размер на размер: тонкая нить прочнее чем грубая нить. Это как в напряжении (из-за большая площадь напряжения) и сдвига (из-за их большей малый диаметр).
2. Тонкая резьба также менее склонна ослабить, так как наклон нити меньше и, следовательно, так момент отключения.
3. Из-за меньшего шага они позволяют
более тонкие настройки в приложениях, которым нужна такая функция.
4. Тонкие резьбы легче нарезать в твердые материалы и тонкостенные трубы.
5. Мелкая резьба требует меньшего крутящего момента для создать эквивалентные предварительные нагрузки болтов.
На отрицательной стороне:
1. Тонкая резьба более чувствительна к раздражает, чем грубые нити.
2. Требуются более длинные резьбовые зацепления. и более склонны к повреждению и загрязнению резьбы.
3. Они также менее подходят для высоких скорость сборки, так как они с большей вероятностью заедают, когда затянут.
Обычно указывается грубая резьба
если нет наиважнейшей причины для указания тонкой резьбы,
конечно для метрического крепежа мелкая резьба сложнее
чтобы получить.
Вернуться к началу
Что методы доступны для расчета соответствующей затяжки крутящий момент для болта?
Высокий предварительный натяг болта гарантирует, что соединение устойчив к вибрационному расшатыванию и усталости. В большинстве приложений, чем выше предзагрузка — тем лучше (при условии чтобы поверхностное давление под торцом гайки не превышалось то есть).
Предварительная нагрузка связана с приложенным крутящим моментом
трением, которое присутствует под торцом гайки и в
потоки. Величина крутящего момента зависит, прежде всего, от значений
значений трения под головкой и резьбы и, таким образом, единого
цифра не может быть указана для данного размера резьбы.
Ударение, которое часто цитируется, часто принято как прямое напряжение в болте в результате предварительная загрузка. Обычно рассчитывается как предварительная нагрузка, деленная на зона напряжения резьбы. Типичные значения варьируются от 50% до 80% предела текучести материала болта, во многих приложений используется цифра 75% урожайности. Наш TORKSense программа использует этот подход, и дальнейшие подробности об этом см. представлены в файле справки, который поставляется с демонстрационной программой который доступен для загрузки с нашего веб-сайта. (Эта программа также предоставляет большие базы данных по резьбе, болтовым материалам и ореховые факторы.)
Важно отметить, что это не
учитывать напряжение кручения в результате
Момент затяжки. Высокие значения трения могут подтолкнуть фактическое
комбинированное напряжение над доходностью, если используются высокие проценты. (
растягивающее напряжение от предварительной нагрузки в сочетании с высокой силой кручения
напряжение сдвига от крутящего момента из-за сопротивления трения резьбы
приводит к высокому комбинированному стрессу.) Подход процентной доходности
хорошо работает в большинстве практических обстоятельств, но если вы
используя процент значений доходности более 75%, вы можете быть
превышает выход, если используются высокие значения трения.
Высокие значения трения могут подтолкнуть фактическое
комбинированное напряжение над доходностью, если используются высокие проценты. (
растягивающее напряжение от предварительной нагрузки в сочетании с высокой силой кручения
напряжение сдвига от крутящего момента из-за сопротивления трения резьбы
приводит к высокому комбинированному стрессу.) Подход процентной доходности
хорошо работает в большинстве практических обстоятельств, но если вы
используя процент значений доходности более 75%, вы можете быть
превышает выход, если используются высокие значения трения.
Одним из способов обойти это ограничение является
использовать процент доходности на основе комбинированных эффектов
прямого напряжения (от предварительного натяга болта) и кручения
напряжение (от приложенного крутящего момента). Используя этот подход для указания
значения крутящего момента являются более логически последовательными и могут уменьшить
риск превышения предела текучести болта
— особенно в условиях высокого трения резьбы. Фигура
из 9Здесь обычно используется 0% выхода, когда комбинированное напряжение
(обычно рассчитывается как напряжение фон-Мизеса) от прямого
и рассчитываются напряжения кручения. Наш крутящий момент и BOLTCALC
программ использует этот подход и копию демонстрационной программы
можно скачать с нашего веб-сайта. Предоставляемый файл справки
с демонстрационной программой предоставляет дополнительную информацию
по теме.
Используя этот подход для указания
значения крутящего момента являются более логически последовательными и могут уменьшить
риск превышения предела текучести болта
— особенно в условиях высокого трения резьбы. Фигура
из 9Здесь обычно используется 0% выхода, когда комбинированное напряжение
(обычно рассчитывается как напряжение фон-Мизеса) от прямого
и рассчитываются напряжения кручения. Наш крутящий момент и BOLTCALC
программ использует этот подход и копию демонстрационной программы
можно скачать с нашего веб-сайта. Предоставляемый файл справки
с демонстрационной программой предоставляет дополнительную информацию
по теме.
Вернуться к началу
Делает имеет значение, затягиваете ли вы головку болта или гайку?
Обычно не имеет значения,
головка болта или гайка затянута.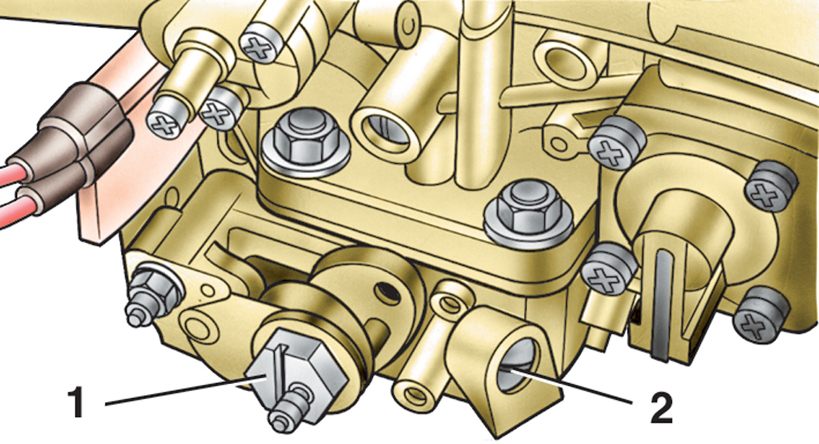 Это предполагает, что болт
головка и поверхность гайки имеют одинаковый диаметр, а контакт
поверхности одинаковы (с одинаковым коэффициентом трения).
Если их нет, то это имеет значение.
Это предполагает, что болт
головка и поверхность гайки имеют одинаковый диаметр, а контакт
поверхности одинаковы (с одинаковым коэффициентом трения).
Если их нет, то это имеет значение.
Допустим, гайка была фланцевой, а головка болта не было. Если момент затяжки определялся в предположении что гайка должна быть затянута тогда, если головка болта была впоследствии затянут вместо этого болт может быть перегружен. Обычно 50% крутящего момента используется для преодоления трения при стягивающая поверхность. Следовательно, меньший радиус трения будет привести к большему крутящему моменту, поступающему в резьбу болта и следовательно, чрезмерно затянут.
Если верно обратное — определяется крутящий момент
если предположить, что головка болта должна быть затянута, то если
гайка была впоследствии затянута — болт был бы недотянут.
Также имеется эффект расширения гайки иногда это может быть важно. Расширение ореха — это эффект выдавливания наружной резьбы из-за клина действие нитей. Это уменьшает площадь зачистки резьбы. и более вероятно, что это произойдет, когда гайка затянута, так как подтягивающее действие облегчает эффект. Следовательно, если нить зачистка является потенциальной проблемой, и для нормального стандартного гаек и болтов в нем нет, то подтянуть болт можно выгодный.
Вернуться к началу
Как Вы выбираете размер крепежа для конкретного применения?
При выборе подходящего крепежа для
конкретного приложения существует несколько факторов, которые должны
приниматься во внимание. В основном это:
В основном это:
1. Сколько и какого размера/прочности крепления должны быть? Кроме как полагаться на прошлый опыт аналогичного приложения необходимо провести анализ, чтобы определить требования к размеру/количеству/прочности. Программа Например, BOLTCALC может помочь вам решить эту проблему.
2. Материал болта, устойчивый к воздействию окружающей среды. преобладающие условия. Это может означать использование стандартной стали. застежка с защитой поверхности или может означать использование материала более устойчивые к коррозии, такие как нержавеющая сталь.
Общий основополагающий принцип заключается в
свести к минимуму стоимость крепежа при соблюдении спецификации/срока службы
требования приложения. Каждая ситуация должна быть рассмотрена
по достоинству и, очевидно, необходима некоторая детальная работа
получить подробную рекомендацию.
Вернуться к началу
Делает с помощью удлинителя динамометрического ключа измените способность на достичь желаемого значения крутящего момента?
Если вы используете удлинитель на конец динамометрического ключа, крутящий момент, прикладываемый к гайке, больше больше, чем показано на циферблате динамометрического ключа.
Если динамометрический ключ имеет длину L и удлинительный ключ на длину E (общая длина L+E), чем:
ИСТИННЫЙ КРУТЯЩИЙ МОМЕНТ = ПОКАЗАНИЯ ПО ЦИФЕРБЛАТУ X (L+E)/L
, т.е. крутящий момент будет увеличен.
Вернуться к началу
Есть Можно ли использовать гайку из мягкой стали с высокопрочным болтом?
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
Стандартный класс прочности (или свойство
Класс, как он известен в стандартах) для многих отраслей промышленности
составляет 8,8. На головке болта маркировка 8.8 должна быть слитной
с отметкой производителя. Класс собственности
гайки, соответствующей болту 8,8, соответствует классу 8. Гайка должна
быть отмечен цифрой 8, идентификационным символом производителя
остается на усмотрение производителя.
Класс собственности
гайки, соответствующей болту 8,8, соответствует классу 8. Гайка должна
быть отмечен цифрой 8, идентификационным символом производителя
остается на усмотрение производителя.
Болты с более высоким пределом прочности, такие как класс прочности 10.9 и 12.9 имеют соответствующие гайки 10 и 12 соответственно. В вообще, орехи более высокого класса прочности могут заменить орехи более низкого класса собственности (поскольку, как объяснялось выше, «самый слабый link’ должен быть разрывом болта при растяжении).
Вернуться к началу
Следует Я всегда использую шайбу под головкой болта и торцом гайки?
Мы считаем, что лучше всего использовать простые шайбы. избегать, если это возможно, и, конечно же, обычная шайба не должна
использоваться со стопорной шайбой. Это частично свело бы на нет эффект
блокирующего действия и, во-вторых, может привести к другим проблемам
(Смотри ниже). Было показано, что многие «стопорные» шайбы неэффективны.
в сопротивлении разрыхлению.
избегать, если это возможно, и, конечно же, обычная шайба не должна
использоваться со стопорной шайбой. Это частично свело бы на нет эффект
блокирующего действия и, во-вторых, может привести к другим проблемам
(Смотри ниже). Было показано, что многие «стопорные» шайбы неэффективны.
в сопротивлении разрыхлению.
Основное назначение шайбы – распределять
нагрузка под головкой болта и торцом гайки. Вместо использования
шайбы, однако наблюдается тенденция к использованию фланцевых креплений.
Если вы вычисляете напряжение подшипника под поверхностью гайки, часто
превышает несущую способность материала соединения и может
привести к ползучести и потере предварительного натяга болта. Традиционно равнина
шайба (которая должна быть закалена) используется в этом приложении. Однако они могут смещаться в процессе затяжки (см. ниже).
вызывая проблемы.
Однако они могут смещаться в процессе затяжки (см. ниже).
вызывая проблемы.
Исследования показывают, что причина
расшатывание крепежа обычно вызвано поперечными нагрузками
вызывая смещение сустава. Застежка сама ослабляется
Этот способ. При использовании ударных инструментов для затяжки
большая вариабельность предварительного натяга, достигаемого застежкой.
Коэффициент затяжки для этого метода составляет от 2,5 до 4.
(Коэффициент затяжки — это отношение максимальной предварительной нагрузки к минимальной.
предварительная загрузка.) Программное обеспечение, такое как наша программа BOLTCALC, позволяет
это основывается на самой низкой ожидаемой предварительной нагрузке
что будет достигнуто при сборке. Из-за изменений
в самом состоянии потока — разные операторы и т. д.
возможно, достигаются более низкие значения предварительной нагрузки
даже если сборки могут показаться идентичными.
д.
возможно, достигаются более низкие значения предварительной нагрузки
даже если сборки могут показаться идентичными.
Одна проблема, которая может возникнуть с шайбами заключается в том, что они могут двигаться при затяжке, так что шайба может вращаться вместе с головкой гайки или болта, а не оставаться исправлено. Это может повлиять на соотношение крутящего момента и напряжения.
Вернуться к началу
Что это крутящий момент для метода затяжки?
Крутящий момент для текучести — это метод затяжки
застежка, так что высокий предварительный натяг достигается за счет затягивания
до предела текучести крепежного материала. Делать это последовательно
требует специального оборудования, контролирующего процесс затяжки. В основном, по мере завершения затяжки оборудование
отслеживает зависимость крутящего момента от угла поворота крепежной детали.
Когда он отклоняется от указанного градиента на определенную величину
инструмент останавливает процесс затяжки. Отклонение от
заданный градиент указывает на то, что материал застежки
как уступил.
В основном, по мере завершения затяжки оборудование
отслеживает зависимость крутящего момента от угла поворота крепежной детали.
Когда он отклоняется от указанного градиента на определенную величину
инструмент останавливает процесс затяжки. Отклонение от
заданный градиент указывает на то, что материал застежки
как уступил.
Метод крутящего момента для текучести иногда называется затягиванием с контролируемым выходом или затягиванием с контролируемым соединением.
Вернуться к началу
Как соответствуют ли метрические марки прочности дюймовой прочности оценки?
Некоторые сведения о руководстве по переходу между
метрические и дюймовые марки прочности приведены в разделе
3. 4 стандарта SAE J1199 (Механические и материальные требования
для стальных крепежных изделий с метрической наружной резьбой).
4 стандарта SAE J1199 (Механические и материальные требования
для стальных крепежных изделий с метрической наружной резьбой).
Метрическая прочность крепежа обозначается класс прочности, эквивалентный классу прочности. Кратко:
Класс 4.6 примерно эквивалентен SAE J429 класс 1 и ASTM A307 класс A
Класс 5.8 примерно эквивалентен САЕ J4292 класс
Класс 8.8 примерно эквивалентен SAE J429 класс 5 и ASTM A449
Класс 9.8 примерно на 9% прочнее чем эквивалент SAE J429 Grade 5 и ASTM A449
Класс 10.9 примерно эквивалентен по SAE J429, класс 8 и ASTM A354, класс BD
Для информации нет прямого дюйма
эквивалентно метрике 12.9класс недвижимости.
Вернуться к началу
Что разница между болтом и винтом?
Исторически разница между болтом а винт заключался в том, что винт был навинчен на головку, тогда как болт имел простой стержень. Однако я бы сказал, что сейчас это может вызвать у вас проблемы, если вы сделали это предположение, когда указание застежки. Определение, используемое Промышленным Fastener Institute (IFI) заключается в том, что используются винты с резьбой. отверстия и болты используются с гайками.
Очевидно, можно использовать стандартный «болт».
в резьбовом отверстии или с гайкой. МФУ утверждают, что, поскольку
этот тип крепежа обычно используется с гайкой, тогда
является болтом. Некоторые короткие болты вкручиваются в
головка — они все еще болты, если в основном используются с гайками.
Шурупы — это крепежные изделия, такие как шурупы, шурупы.
и различные типы саморезов. Терминология МФУ
и определение было принято ASME и ANSI.
Некоторые короткие болты вкручиваются в
головка — они все еще болты, если в основном используются с гайками.
Шурупы — это крепежные изделия, такие как шурупы, шурупы.
и различные типы саморезов. Терминология МФУ
и определение было принято ASME и ANSI.
Вернуться к началу
Ар использование тонкой гайки и толстой гайки эффективно предотвращает ослабление?
Я думал, что когда двое
гайки использовались для блокировки резьбы, более толстая из
две гайки должны идти рядом с соединением. У меня это было как одно из
«Советы дня» по некоторым программам и через пару лет
назад было взято на задание, что это было неправильно. Тонкий орех он
сказал должен идти рядом с суставом.
Я полагал, что высота орехов была
решается путем установления наименьшей высоты, обеспечивающей
что болт сломается до того, как резьба начнет срезаться.
Так что, если вы хотите получить максимальную предварительную нагрузку на застежку
то толстая гайка должна идти первой, чтобы срыв резьбы
было предотвращено. Если сначала поставить тонкую гайку, предварительная нагрузка
будет ограничен зачисткой резьбы (отказ которой может
не быть очевидным во время затяжки гаек). положить
я думал, что тонкая гайка поверх толстой гайки поможет
в предотвращении самоослабления толстой гайки. я тоже видел
что
с помощью двух гаек был популярным методом на старых машинах.
те, что я видел, имели тонкую гайку наверху.
толстый орех.
Правильная процедура, как мне сказали,
чтобы сначала надеть тонкую гайку, затяните ее примерно на 30%
полный крутящий момент, а затем затяните толстую гайку сверху, чтобы
полное значение крутящего момента. Вы должны позаботиться о том, чтобы тонкие
гайка не вращается, когда вы затягиваете толстую гайку.
Затяжка толстой гайки создаст предварительную нагрузку на
совместный эквивалент того, что было бы получено из
100 — 30 = 70 % момента затяжки (во всяком случае примерно).
Идея состоит в том, что резьба болта входит в зацепление с тонкой гайкой.
отсоедините так, чтобы толстая гайка приняла предварительный натяг, взяв
люфт на резьбе тонкой гайки. Тонкий орех
заклинивание (отсюда и альтернативное название — контргайка) против
толстый
Вы должны позаботиться о том, чтобы тонкие
гайка не вращается, когда вы затягиваете толстую гайку.
Затяжка толстой гайки создаст предварительную нагрузку на
совместный эквивалент того, что было бы получено из
100 — 30 = 70 % момента затяжки (во всяком случае примерно).
Идея состоит в том, что резьба болта входит в зацепление с тонкой гайкой.
отсоедините так, чтобы толстая гайка приняла предварительный натяг, взяв
люфт на резьбе тонкой гайки. Тонкий орех
заклинивание (отсюда и альтернативное название — контргайка) против
толстый
гайка. Это помогает предотвратить самоослабление и улучшает
усталостные характеристики крепежа за счет изменения распределения нагрузки
внутри нитей. Делаем наоборот, тонкая гайка сверху
толстой гайки недостаточно сжимает детали.
Прошло два года, а я все еще не убежден. Мне все еще задают вопрос о двух орехах, но я всегда склонен порекомендуйте другие более современные способы блокировки потоков. я думаю, что причины, по которым мне не легко с методом заключается в том, что это слишком зависит от навыков человека, затягивающего сустав. Существует также количество люфтов в потоках (вы могли бы сорвать резьбу маленькой гайки, если бы это была плотная посадка) и предварительная нагрузка будет меньше, чем могла бы быть также.
Вернуться к началу
Есть есть какой-то стандарт, в котором указано, сколько ниток должен выступать за гайку?
Есть некоторые строительные нормы, которые предусматривают, что
хотя бы одна резьба должна выступать через гайку. Однако
обычно указывается, что по крайней мере один поток
шаг должен выступать через целый ряд отраслей промышленности. Обычно
первые несколько шагов резьбы могут быть только частично
образуется из-за фаски и т. д.
Однако
обычно указывается, что по крайней мере один поток
шаг должен выступать через целый ряд отраслей промышленности. Обычно
первые несколько шагов резьбы могут быть только частично
образуется из-за фаски и т. д.
Стандарты толщины гаек составлены
исходя из того, что болт всегда будет выдерживать растяжение
излом до того, как гайка сорвется. Если болт сломался
затяжки, очевидно, что требуется замена.
Снятие нити имеет тенденцию быть постепенным по своей природе. Если нить
может произойти режим зачистки, сборки могут войти в эксплуатацию
которые частично вышли из строя, это может иметь катастрофические последствия.
Следовательно, возможность срыва резьбы как внутренней
и наружной резьбы следует избегать, если надежная конструкция
должно быть достигнуто. При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
При указании гаек и болтов необходимо
всегда следите за тем, чтобы соответствующий класс гаек соответствовал
до уровня болта.
В случаях, когда резьбовое крепление врезается в пластину или блок, как правило, материал крепежа и блока будет разной прочности. Если приняты критерии, согласно которым болт должен выдерживать растяжение перелом перед полосками внутренней резьбы, длина резьбы требуемое участие может быть чрезмерным и может стать нереалистичным для низкопрочных пластинчатых/блочных материалов. Допуски и шаг ошибки между потоками могут сделать помолвку долгой нитки проблемные.
Таким образом, полная высота гайки составляет
следует использовать, если вы хотите избежать зачистки нити. Взглянуть
информацию на сайте о программе BOLTCALC и
зачистка нити — доступно руководство/презентация
с сайта.
По максимальному выступу у меня нет столкнуться с какими-либо рекомендациями по этому вопросу, а затем свести к минимуму чтобы не тратить материал.
См. Shortbolting.htm для получения дополнительной информации по этой теме.
Вернуться к началу
Некоторые болты преднамеренно затягиваются выше предела текучести. Почему не прогибаются ли они дальше, когда внешняя нагрузка впоследствии приложили к суставу и отпустили?
Когда болт затягивается в пластиковый
области, урожайность является результатом комбинированного воздействия
как растягивающее/осевое напряжение, так и напряжение кручения, превышающее
предел текучести материала болта. Растягивающее/осевое напряжение
является результатом удлинения/растяжения болта и
напряжение кручения в результате трения резьбы и
момент растяжения, действующий на нить. Когда сустав выдерживает
внешней нагрузки, есть два эффекта, которые позволяют
болт для осевой нагрузки без дополнительной поддержки пластика
деформация:
Растягивающее/осевое напряжение
является результатом удлинения/растяжения болта и
напряжение кручения в результате трения резьбы и
момент растяжения, действующий на нить. Когда сустав выдерживает
внешней нагрузки, есть два эффекта, которые позволяют
болт для осевой нагрузки без дополнительной поддержки пластика
деформация:
1. Значительная доля кручения в болте, обычно
50% или около того, исчезает, как только операция затяжки
заключен. Изменяется реакция крутящего момента внутри
застежка. Например, если гайка затянута,
будет кручение, действующее вниз по хвостовику, приводящемуся в движение от
гнездо и отреагировал на головку болта. Когда розетка
удалены, кручение затем реагирует между поверхностью гайки
и головка болта, уменьшенная на 50% или около того. Считается, что оставшееся кручение обычно исчезает в результате
потерь при встраивании/релаксации.
Считается, что оставшееся кручение обычно исчезает в результате
потерь при встраивании/релаксации.
2. В точке образуется новый предел текучести
на кривой деформации, до которой был затянут болт. Этот
эффект называется эффектом Баушингера (подробнее см.
об этом эффекте можно прочитать на странице https://en.wikipedia.org/wiki/Bauschinger_effect).
Общий результат этих двух эффектов обсуждался
выше заключается в том, что даже при пластическом затягивании болта
будет работать упруго при приложении внешних нагрузок к
сустав. Очевидно, что существуют ограничения на величину
нагрузка, которую можно приложить до того, как произойдет деформация. Во многих
применения, разделение соединения происходит до того, как болт поддастся.
Важным исключением являются соединения, состоящие из разных
материалов, подверженных значительным изменениям температуры.