Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
«Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт блока цилиндров (БЦ) в Москве по низким ценам МоторТехнология
Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жестким требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей. Без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйные моечные машины Magido L102, Magido L190 и ультразвуковую мойку Tierra Tech MOT350.
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенды для проверки герметичности Carmec PTR1600 и Mizotty УГ1500.
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров — это AZ VB 182М.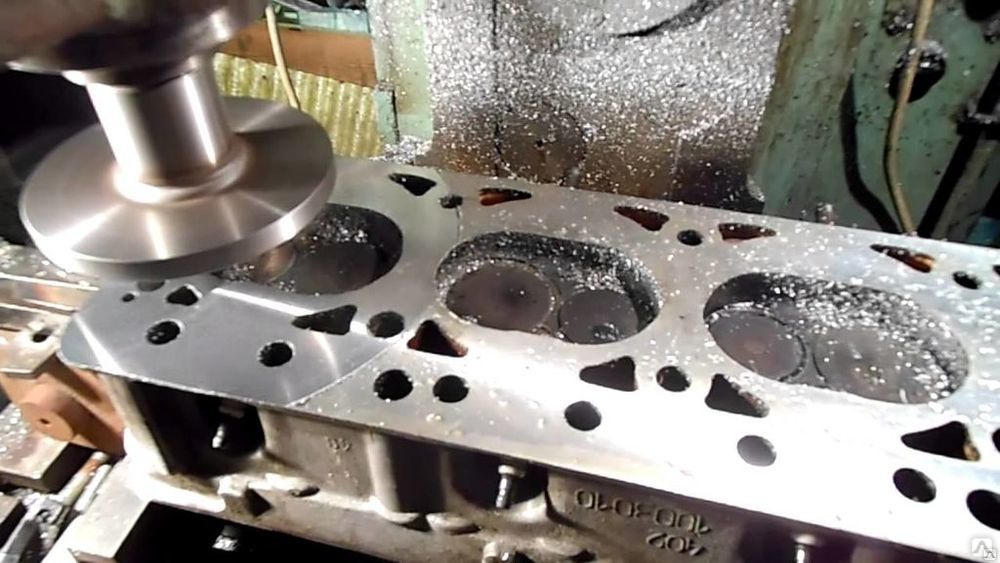 Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок Sunnen CV-616 и Sunnen CK-21. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом оборудовании позволяет обрабатывать поверхность с наилучшим результатом.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке 
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ, производится на станке AZ BAC 2000. Этот станок успешно используется нами для ремонта постелей благодаря своей высокой точности в обработке. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди себе подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре МотортехнологияХонинговка блоков цилиндров в техническом центре Мотортехнология* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Как отремонтировать треснувший блок двигателя с помощью Belzona
- Автор сообщения: Юлия Бурова
- Сообщение опубликовано: 4 мая 2017 г.
- Категория публикации: Belzona Educates / How To Series
ВВЕДЕНИЕ В РЕМОНТ БЛОКА ДВИГАТЕЛЯ С ТРЕЩИНАМИ
Трещины в блоке двигателя в автомобиле – не редкость. То, что может показаться катастрофой, не обязательно означает конец срока службы двигателя. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
Трещины могут привести к ряду проблем, поэтому их необходимо устранить. Поэтому существуют различные методы ремонта треснувших блоков двигателя: от сварки и пайки до холодной прошивки металлом. Belzona предлагает решение, которое не требует огневых работ или специальных инструментов.
ХОЧУ УЗНАТЬ, КАК СОЕДИНЯТЬ МЕТАЛЛ К МЕТАЛЛУ БЕЗ СВАРКИ
Нажмите здесь, чтобы узнать.
BELZONA HOW-TO
Для ремонта этого блока цилиндров с трещинами мы использовали Belzona 1111 (Super Metal), Belzona 9111 (очиститель/обезжириватель), Belzona 9341 (армирующая лента) и несколько инструментов из нашей машины. магазин. На двигателе было несколько микротрещин. После того, как поверхность была тщательно очищена, трещины были ликвидированы путем сверления и нарезания резьбы на их концах. Затем в отверстия ввинчивались шпильки и вырезались заподлицо с корпусом. Трещины зашпаклевали шлифовальной машинкой, место ремонта тщательно зашероховали. Belzona 1111 смешали и нанесли непосредственно на очищенную поверхность. Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Небольшой кусок армирующей ленты, смоченный смешанным материалом, наложили на трещину и загерметизировали в уже нанесенный материал Belzona. Оставшийся смешанный материал был нанесен на всю площадь, чтобы создать нарост примерно 1/8 дюйма (3 мм). Вся заявка заняла меньше часа.
Видео: Потрескиваясь блокировки двигателя. РЕМОНТ БЛОКА ДВИГАТЕЛЯ С ТРЕЩИНАМИ
ПОДГОТОВКА ПОВЕРХНОСТИ
ПРИМЕНЕНИЕ BELZONA 1111
Хотите получить дополнительную информацию?
Посетите наш сайт: www.belzona.com/metal-repair
Эпоксидные растворы Belzona можно использовать для ремонта треснувших блоков цилиндров. Belzona также предлагает решения широкого спектра инженерных проблем и ремонтных ситуаций.
Заинтересованы в покупке композитов Belzona на основе эпоксидной смолы?
Найдите местного дистрибьютора Belzona здесь
Примечание. Мы несем ответственность за защиту вашей конфиденциальности и гарантируем полную конфиденциальность ваших данных.
Мы несем ответственность за защиту вашей конфиденциальности и гарантируем полную конфиденциальность ваших данных.
Юлия Бурова
Юлия Бурова, Директор по маркетингу, Belzona Inc., Майами, Флорида, США
Ремонт блока цилиндров и головки
Этот почти невидимый ремонт трещин распространяется на седло клапана. В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть, в зависимости от размера и местоположения трещины (трещин), стоимости отливки и того, что потребуется для устранения трещины (трещин) по сравнению с тем, сколько это будет стоить. вам заменить литье. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может оказаться более экономичным исправить отливку, используя соответствующие методы ремонта трещин. Чтобы испортить вывод этой статьи, нужно сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец. Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм. Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.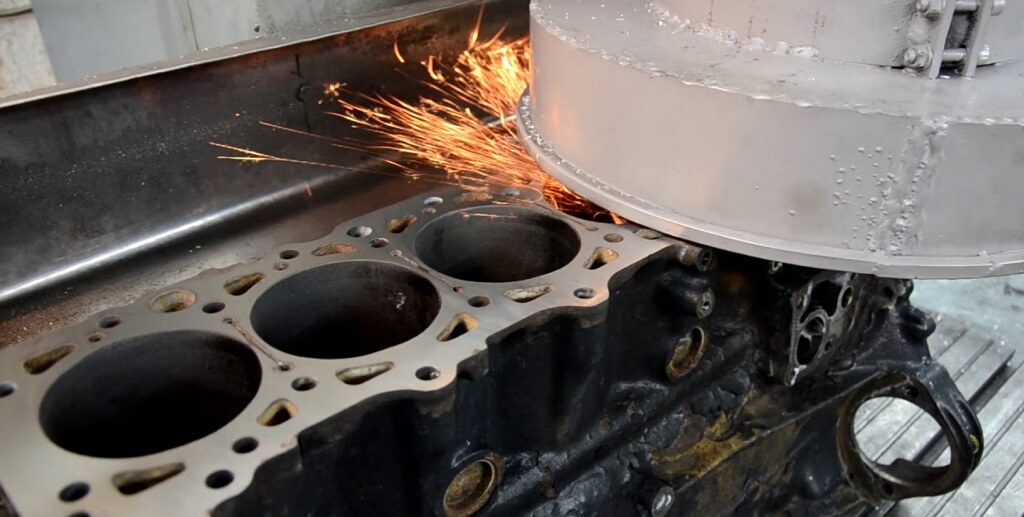
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить полный размер трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется сплошной, потому что она может распространяться под поверхностью, как корни дерева.
Способ устранения трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных местах отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Обычно предполагается, что новые отливки не имеют трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может быть выполнен холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки.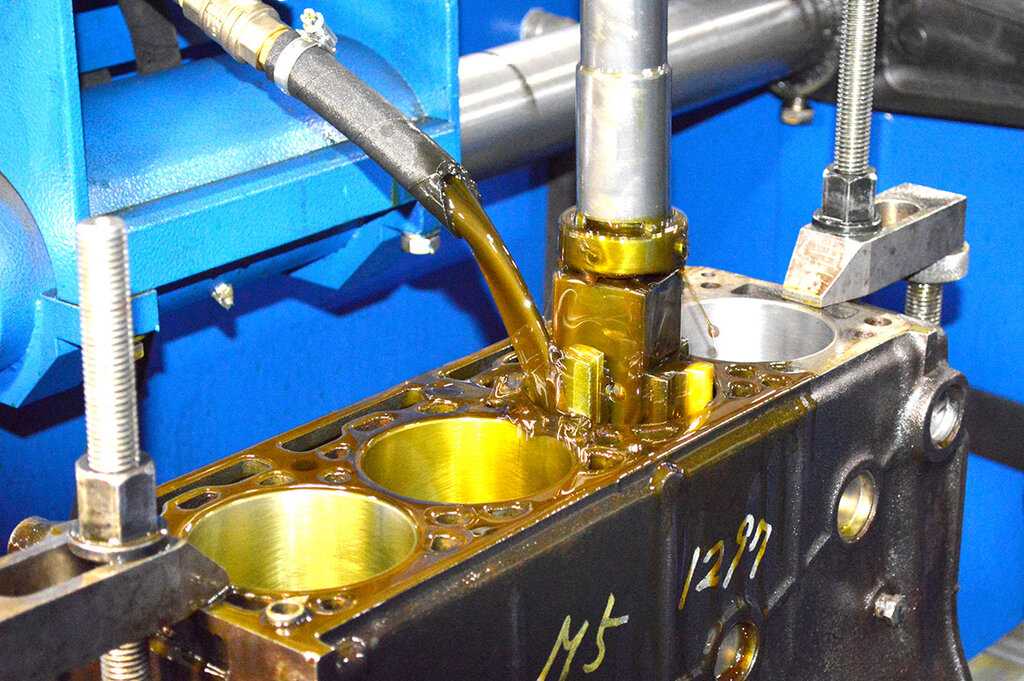 Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении также меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
В чугунных головках и блоках 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить с помощью штифтов, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такого сильного «укуса», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий резьбовой герметик на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимной эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика. После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
У некоторых резьбовых штифтов верхние части отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы зашить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке. Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, можно использовать сварку. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы она не остыла слишком быстро (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет воронку с триггерным управлением, которая подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть. Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния.