Как правильно делается хонингование цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Целесообразность ремонта своими руками
Стоит ли проводить хонингование цилиндров своими руками? Лучше не рисковать и, если у вас есть возможность, прибегнуть к помощи специалистов, которые знают своё дело. Вам будет сложно создать нужное давление для получения нужной шероховатости поверхностей двигателей внутреннего сгорания. У человека, проводящего работу, не выйдут идеальные по форме детали.
Но, если вариантов не остаётся, то выбирайте устройства с тремя лапами.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
Как сделать хонингование цилиндров?
Хонингование, это уже последний момент при выполнении КП (капитальный ремонт) двигателя автотранспорта. Главная задача процесса — уменьшить шершавую поверхность цилиндров, дабы обеспечить неторопливое движение поршня.
Хонингование цилиндров и смысл этого процесса
Множество специализированных автомастерских упражняются хонингованием цилиндров. Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании. Составная часть двигателя, а также его детали начинают деформироваться. Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы. В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.
2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый. Очень важно создать лишним припуск в пару мм.
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла.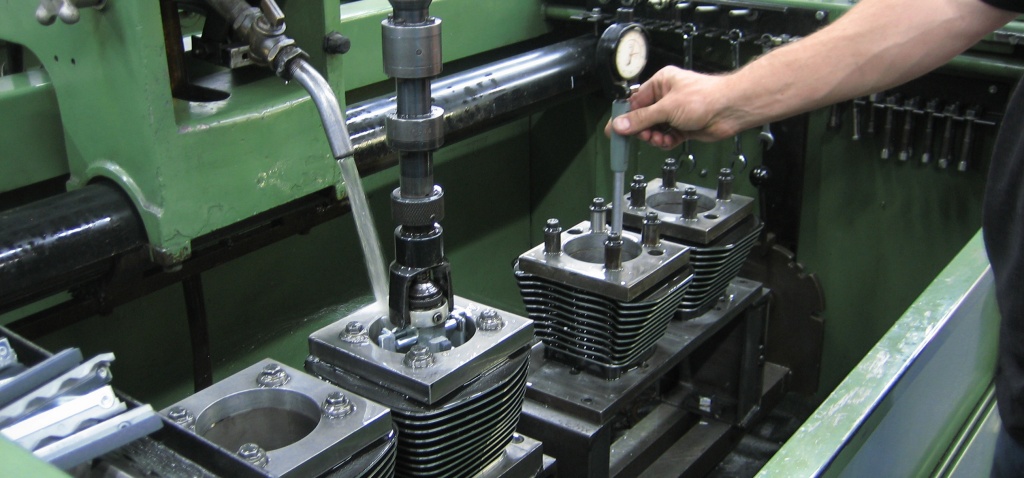 Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Положительные качества хонингования
Хонингование наиболее результативный способ улучшения наружной поверхности вашего двигателя, так как получается большая степень точности. Оно содействует поднятию наивысшей степени давления в цилиндре, и такой показатель повышает результативность. Сверху цилиндра из-за расточки находиться сетка, благодаря которой сберегается больше времени масло. Во время функционирования двигателя элементы взаимодействуют между собой, тем самым масло всегда обволакивает их.
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.
Как собственноручно произвести хонинговку цилиндра дома
Без специального устройства на дому не получиться сделать самостоятельно расточку. Собственными руками возможно только хонингование плосковершинное сделать. Данный процесс имеет несколько этапов:
1. Для начала следует использовать спец. прибор с абразивным материалом. Производить черновую работу можно за счет корректировки шероховатости и убирания неисправного слоя цилиндра.
2. После мелким абразивом делают работу, и получают замечательную точность. Используя абразивные пасты, вы получите наиболее гладкую поверхность.
3. Всегда помните, что нужно обмывать двигатель, дабы не оставалось металлических частичек, пыли, грязи.
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Содержание
- Хонингование цилиндров: суть процедуры
- Как делается хонингование
- Преимущества хонинговки
- Инструмент для хонингования
- Хонинговка цилиндров своими руками в домашних условиях
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов.
 Происходит возвращение первоначальной формы.
Происходит возвращение первоначальной формы. - Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
обработка отверстий блока цилиндров двигателя, виды хонинговальных головок
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов.
Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 1 из 5)
Поделитесь с друзьями!
| (Голосов: 1, 5) |
 Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
 Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.

 Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
 Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
 Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
 Это может привести к нежелательным последствиям.
Это может привести к нежелательным последствиям.
 Последние не только замеряют, но и регистрируют параметры.
Последние не только замеряют, но и регистрируют параметры. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
 Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.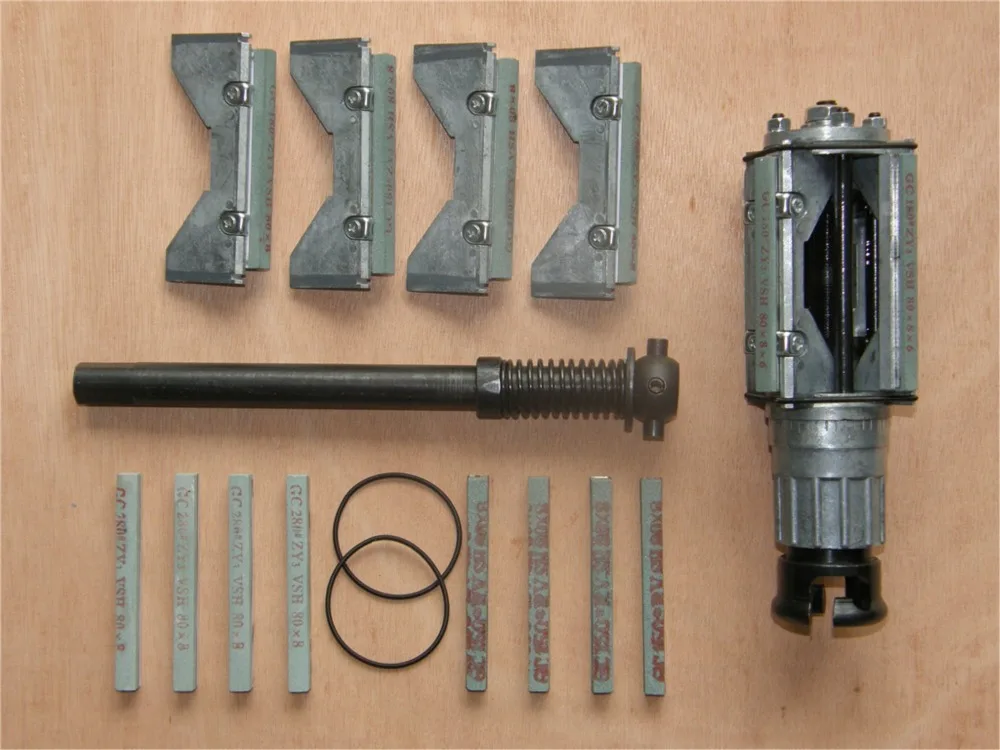
 В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.

 Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
 Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
 В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска.
В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска. Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.
Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.

 Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
 В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
В любом случае геометрия и микроструктура цилиндров не отличается от заводской.



 Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
 Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.

 Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом.
Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
 Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон? Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;

 Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;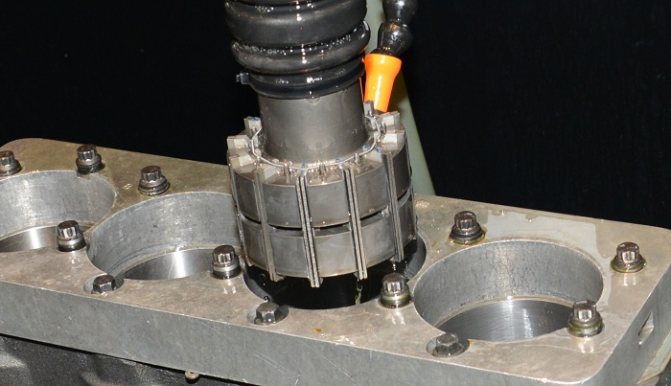
Что такое хонингование цилиндров двигателя?
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти
Регистрация
- Главная
- Блоги
- Все по ремонту автомобилей
- Что такое хонингование цилиндров двигателя?
Воскресенье, 28 мая 2017
Даже если водитель никогда не занимается ремонтом автомобиля своими руками, он просто обязан знать хотя бы теорию.
 Зачем?
Зачем?Для того чтобы не попасться на «развод» в автосервисе, ведь честность не всегда присуща СТО. Стоит смотреть правде в глаза, неопытных водителей обманывают довольно часто и записывают в квитанции к оплате те действия, которые не проводились, да и не нужны были. Ну а водителю говорят, что без них никак не обойтись. Чтобы от отсутствия знаний не страдал кошелек, советуем изучать сущность ремонтных процедур.
Когда автомобилю нужен капитальный ремонт?Сделаем уточнение, что речь идет о двигателе автомобиля. Итак, капитальный ремонт нужен двигателю по прошествии длительного времени эксплуатации. Детали изнашиваются, приходят в негодность, менять их по одной нет смысла. К тому же если поставить новый элемент к старым, то они не притрутся, а могут заклинить двигатель. До такой ситуации, как заклинивание, лучше не доводить, а вовремя отогнать автомобиль в автосервис. Симптомы, которые сигнализируют о необходимости хонингования:
Ремонт не должен быть дороже новых деталейПри принятии решения, отремонтировать или заменить поврежденный элемент, каждый человек руководится в первую очередь ценовой политикой. Если новая деталь стоит ненамного дороже ремонта старой, то какой выбор сделать, вполне очевидно.
• резко растет расход масла и топлива;
• двигателю либо сложно, либо невозможно развить полную мощность;
• снижается компрессия. Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения. ОсобенностиВ каждом изделии, в том числе и в двигателе внутреннего сгорания, детали производятся таким образом, чтобы их можно было после некоторого периода эксплуатации отремонтировать.
Что такое хонингование?Хонингование — завершающий этап расточки гильз цилиндров, заключающееся в шлифовании поверхности.Для того чтобы двигатель работал хорошо, все детали в нем должны быть идеально заточены друг под друга. Особенно это утверждение касается цилиндра и поршневых колец. Производители цилиндровых блоков и поршневых внедряют все новые разработки. К примеру, сейчас в каждом новом двигателе поршневые кольца уже приработаны к цилиндрам, что значительно снижает их износ, и время эксплуатации увеличивается. Идеально подогнанные поршневая и цилиндры уменьшают расход масла, исключают протечку газов и увеличивают КПД двигателя в целом.После хонингования стенки цилиндров должны быть гладкими и прямыми. Конусность считается сильным недостатком, особенно в свете того, что в последние годы чаще всего используются поршневые кольца низкого трения. ОсобенностиВ каждом изделии, в том числе и в двигателе внутреннего сгорания, детали производятся таким образом, чтобы их можно было после некоторого периода эксплуатации отремонтировать.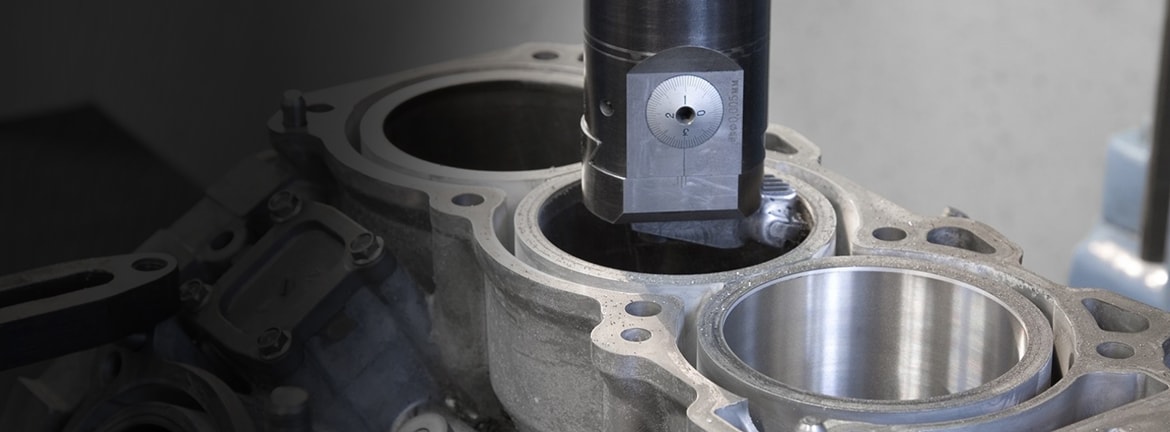 Другими словами, практически все элементы имеют ремонтный допуск, который позволит им еще много лет быть как новеньким. У блока цилиндров такой допуска также имеется, он указан в таблицах от производителя. Сам процесс расточки, который является первым этапом хонингования, производится с помощью абразива. На сегодняшний день все еще не окончен спор о том, какой из абразивов стоит использовать — керамический или алмазный. После расточки поверхность отмывают от металлической стружки и пасты, а затем шлифуют абразивной щеткой. Без завершающего хонингования обойтись нельзя, потому что металлическая стружка, не снятая при ремонте, приведет к быстрому износу поршневых. Дальше только полная замена кривошипно-шатунного механизма. Немного о допусках28–35 RA — шероховатость, рекомендуемая производителем для поршневых колец из хрома или чугуна. Для достижения такого результата производитель рекомендует использовать абразивный хонинговальный круг с зернистостью в 220. Этот показатель применим, если используется абразив керамический.
Другими словами, практически все элементы имеют ремонтный допуск, который позволит им еще много лет быть как новеньким. У блока цилиндров такой допуска также имеется, он указан в таблицах от производителя. Сам процесс расточки, который является первым этапом хонингования, производится с помощью абразива. На сегодняшний день все еще не окончен спор о том, какой из абразивов стоит использовать — керамический или алмазный. После расточки поверхность отмывают от металлической стружки и пасты, а затем шлифуют абразивной щеткой. Без завершающего хонингования обойтись нельзя, потому что металлическая стружка, не снятая при ремонте, приведет к быстрому износу поршневых. Дальше только полная замена кривошипно-шатунного механизма. Немного о допусках28–35 RA — шероховатость, рекомендуемая производителем для поршневых колец из хрома или чугуна. Для достижения такого результата производитель рекомендует использовать абразивный хонинговальный круг с зернистостью в 220. Этот показатель применим, если используется абразив керамический. Алмазный же нужно брать с зернистостью 325–350.16–23 RA — шероховатость, рекомендуемая производителем для поршневых колец из молибдена. Для их обработки производители обычно рекомендуют керамический абразив 280. Рекомендации по поводу алмазных абразивов неизменны.Важно! В расточке и хонинговании очень важен человеческий фактор. Дело в том, что даже брусок с нужным номером может давать другой результат просто потому, что будет худшего качества, чем положено.Хонингование (шлифовка) происходит в два этапа:1. Черновой этап или шлифовка крупным абразивом. Здесь главное добиться не идеально гладкой поверхности, а снятия всех излишков, выровнять стенки немного и убрать шероховатости. 2. Финишная обработка. Выполняется мелким абразивом. Его результатом должна стать идеально гладкая поверхность.
Алмазный же нужно брать с зернистостью 325–350.16–23 RA — шероховатость, рекомендуемая производителем для поршневых колец из молибдена. Для их обработки производители обычно рекомендуют керамический абразив 280. Рекомендации по поводу алмазных абразивов неизменны.Важно! В расточке и хонинговании очень важен человеческий фактор. Дело в том, что даже брусок с нужным номером может давать другой результат просто потому, что будет худшего качества, чем положено.Хонингование (шлифовка) происходит в два этапа:1. Черновой этап или шлифовка крупным абразивом. Здесь главное добиться не идеально гладкой поверхности, а снятия всех излишков, выровнять стенки немного и убрать шероховатости. 2. Финишная обработка. Выполняется мелким абразивом. Его результатом должна стать идеально гладкая поверхность. Но каждый производитель скажет, что лучше всего работают «родные» детали, поэтому нужно стараться сохранить их как можно дольше. В связи с этим автомастерские стараются сделать процедуру хонингования дешевле, по себестоимости, чтобы, соответственно, выставить конкурентоспособную цену. Основной вопрос, какой абразив использовать — керамический или алмазный?Керамический стоит дешевле (14$), алмазный дороже (300$). Однако в долгосрочной перспективе именно алмазный удешевит себестоимость работы, потому что один керамический круг позволяет обработать всего лишь 24 отверстия, а алмазный — 2400.
Но каждый производитель скажет, что лучше всего работают «родные» детали, поэтому нужно стараться сохранить их как можно дольше. В связи с этим автомастерские стараются сделать процедуру хонингования дешевле, по себестоимости, чтобы, соответственно, выставить конкурентоспособную цену. Основной вопрос, какой абразив использовать — керамический или алмазный?Керамический стоит дешевле (14$), алмазный дороже (300$). Однако в долгосрочной перспективе именно алмазный удешевит себестоимость работы, потому что один керамический круг позволяет обработать всего лишь 24 отверстия, а алмазный — 2400.Видео покажет как хонингуют цилиндры:
Автор
Super UserКомментируют
Топ блоги
Автомобильные системы ABS и ASR — история разработки
Автостекло: проблемы и их решения
Ведущие бренды отказались от ММАС 2016.
Новости от компании Chery.
Автоконцерн Volkswagen планирует производить аккумуляторы для электромобилей
Хонинговальное оборудование | Цилиндрические хонинговальные станки и ручные хонинговальные станки
Эл. цилиндры диаметром от 24 до 30 дюймов. Стол спроектирован с верхней направляющей, измененной с 3/4 дюйма на 1-1/4 дюйма, и имеет длину 26,5 футов. Вспомогательный цилиндр для разборки и повторной сборки, 24-дюймовые тройные цепные тиски для тяжелых условий эксплуатации, система повышения давления и инструмент для снятия гаек 70K были разработаны в сочетании со столом для разборки для тяжелых условий эксплуатации.
Загрузите информационную брошюру о стенде для разборки модели MSD-D-HD26
Мы принимаем:
Наше оборудование для хонингования цилиндров разработано с учетом требований мастерских по ремонту гидравлических систем. Наш точильный станок имеет множество функций, которые делают его эргономичным и безопасным для окружающей среды.
Hone состоит из двух секций (силовая часть и цилиндрическая часть). Каждый раздел состоит из прочная трубчатая стальная рама размером 2 x 4 дюйма, длина которой соответствует вашим спецификациям (с шагом 5 футов), с выравнивающей опорой основания и боковые панели.
Хонинговальные станки Особенности и опции
Силовая секция
Привод:
- Горизонтальная тележка, состоящая из четырех (4) линейных направляющих с тефлоновым покрытием подшипники (A), установленные на двух (2) 1½ дюйма, отшлифованных и отполированных рельсы.
- Реечная система (B), приводимая в действие гидравлическим двигателем, приводит в движение длина приводной секции. Это обеспечивает прочный, без плети, горизонтальный водить машину.
- Опорная плита, на которой установлен гидравлический привод, хонинговальный двигатель и установлены электрические регуляторы.
- Защита кабеля и шлангов с направляющей Igus.

Гидравлическая система
Гидравлический силовой агрегат состоит из насоса переменной производительности с компенсацией давления, установленного на торце «С». 7-1/2 л.с. TEFC, трехфазный двигатель (A) с 40 гал. резервуар (B) , коллектор и два направляющих клапана. Этот блок управляет два гидромотора используются для перемещения и вращения головки и охлаждаются воздухо-масляным охладителем (С) . Оба подачи и скорости полностью регулируются за счет использования регулирующих клапанов на каждом контуре.
Хонинговальная головка
Хонинговальная головка состоит из линейной направляющей с регулировкой по вертикали на 17 дюймов и гидравлический приводной двигатель, который подходит для любого хонинговального инструмента. Голова регулируется вверх или вниз для выравнивания хонинговального двигателя с центром хонингуемого цилиндра.
Электрический блок
Электрический блок включает программируемый логический контроллер (ПЛК), шаг
понижающий трансформатор, реле, пускатель двигателя и кнопки в функциональную и
удобно расположенный корпус.
Секция цилиндра
Рама секции цилиндра включает дренажный поддон во всю длину, как часть конструкции. Сливной поддон собирает хонинговальное масло, в резервуар для масла для хонингования и используйте систему осаждения шлама для удалить хонинговальный осадок.
Основания выравнивающих ножек через каждые 5 футов обеспечивают метод монтажа и выравнивание секции цилиндра. Боковые панели крепятся болтами для легкого доступа где необходимо.
Система масляного насоса для хонингования
В комплект поставки входит система масляного насоса для хонингования, обеспечивающая
непрерывный поток масла для резки и промывки во время хонингования
процесс. Трубный коллектор проходит по длине секции цилиндра,
с масляными форсунками, установленными на коротких гибких шлангах через каждые 3 фута, чтобы обеспечить
простой и эффективный способ закачки хонинговального масла в цилиндр
трубка. Простая и эффективная система осаждения удаляет шлам из
хонинговальное масло, когда оно возвращается в основной бак.
Предусмотрены два роликовых бандажа для содержания хонинговальных масел и обеспечить чистую систему хонингования без разбрызгивания. Эти капюшоны катятся длина хона и/или может быть снята для облегчения установки и удаление цилиндра без препятствий.
Устройство автоматического натяжения
Устройство MS&D включает электронное натяжение. Переменное напряжение механизм сцепления может устранить необходимость ручной регулировки камня напряжение. Эта система адаптируется к стандартным хонинговальным инструментам Sunnen.
MSD-H-PC — это программируемый контроллер, который будет контролировать оборотов двигателя и контролировать время цикла и настройки времени задержки. ПЛК позволит вам установить параметры хонингования с согласованностью для обработки повторяющиеся работы и получать надежные результаты.
В качестве опции доступно дистанционное управление по кабелю (MSD-H-R), позволяющее оператору
для управления кнопками толчковой подачи при перемещении магнитных упоров на обоих концах
секция цилиндра. Это облегчит настройку, особенно на длинных цилиндрах.
Это облегчит настройку, особенно на длинных цилиндрах.
Измеритель оборотов помогает оператору поддерживать правильную скорость резания для максимальный срок службы камня и эффективное режущее действие.
Цепные тиски Ridgid и опорный V-образный вырез из нейлона высокой плотности входят в комплект поставки.
Алмазные камни для заточки MSD-H-30/40, 60/80, 280S
Мы производим набор камней CBN, которые подходят для Sunnen Держатели ARN master для четырех (4) хонинговальных брусков. Наш камень наборы, изготовленные из боразона, долговечнее оксида алюминия камней более чем в 100 раз. Дополнительный камень площадь также увеличивает скорость съема материала.
MSD-H-PHH | Портативный ручной точильный станок
Ручное хонингование может быть практичной и экономичной альтернативой машинному хонингованию. Машинное обслуживание и дизайн имеет
разработала портативную систему хонингования, которая обеспечит надлежащий поток масла для хонингования, фильтрацию и локализацию.
Наиболее важным фактором для получения хорошей отделки наряду с удалением материала в процессе ручного хонингования является промывка, смазка и охлаждение, обеспечиваемые хонинговальным маслом. Непрерывный поток масла удаляет отработанный абразив и материал. Если этот материал накапливается, он вызывает чрезмерный износ камня и его остекление. Это приведет к удалению материала. Хорошая отделка может быть достигнута только при использовании чистого масла и смазывающей способности, которую обеспечивает масло.
Характеристики портативного ручного хонинговального станка
- (A) Хонинговальные ролики на четырех роликах с центрированием на цилиндре с помощью нашего стандартного стола для разборки MSD-D.
- (B) Подъемный щиток предотвращает разбрызгивание масла для хонингования.
- (C) Резервуар, насос и переключатель вдвигаются и выдвигаются из
приспособление для удобства уборки.

- (D) Гибкое магнитное основание удерживает подающий шланг сзади порт цилиндра.
- (E) Отработанное масло проходит через фильтровальную бумагу перед возвращение в танк. Пластиковая сетка под бумагу обеспечивает хороший возврат потока. Сетка покрывает магнитный листовой материал, который соберет любые мелкие железные материал. Эта трехкомпонентная система фильтрации обеспечивает чистоту масла. перекачивается в процессе хонингования.
MSD-H-PHHD | Портативный ручной хонинговальный привод
Ручной хонинговальный привод MSD-PHHD используется для привода хонинговального инструмента Sunnen для очистки или изменения размеров гидравлических
трубки цилиндров. Пневматический приводной двигатель, адаптер оправки Sunnen ANR-110 и регулировка ручного тормоза
интегрированы в простой и эргономичный корпус. Легкий и хорошо сбалансированный инструмент позволит оператору
удаляйте металл из трубок без необходимости обращаться с большой тяжелой и неудобной электродрелью.
Характеристики привода
- (A) Адаптер натяжения камня Sunnen ANR-110
- (B) Ручной тормоз Stone Tension
- (C) Управление клапаном включения/выключения воздуха
- (D) Воздухозаборник с шарниром
CBN – Wood Turners Wonders
Ручной точильный станок CBN – Wood Turners WondersПесок
180/220 350/600 1000/1200
Выберите опцию
180/220 — 64,95$ 350/600 — 64,95$ 1000/1200 — 64,95$
Количество — +
Детали
Эти CBN ручные хонинговальные станки предназначены для заточки рубанков и предназначены для столяров.
- Стальной лист толщиной 1/4 дюйма
- 2,75″ x 8″ с покрытием из материала CBN — зернистость 180 с одной стороны / зернистость 220 с одной стороны, зернистость 350 с одной стороной / зернистость 600 с одной стороны или 1000 с одной стороной / 1200 с одной стороны
Большинство столяров жалуются, что камни и алмазные пластины, используемые для заточки их рубанков, просто недостаточно длинные для получения хорошего хода. Что ж — проблема решена. Эти хоны негабаритные (и они стоят меньше, чем у моих конкурентов), они имеют длину 8 дюймов и ширину 2,75 дюйма, сделаны из толстой стали толщиной 1/4 дюйма. Сравните их с другими лицевыми пластинами длиной 6 дюймов и шириной 2 дюйма. широкий
Эти CBN ручные хонинговальные станки предназначены для заточки рубанков и предназначены для столяров.
- Стальной лист толщиной 1/4 дюйма
- 2,75″ x 8″ с покрытием из материала CBN — зернистость 180 с одной стороны / зернистость 220 с одной стороны, зернистость 350 с одной стороной / зернистость 600 с одной стороны или 1000 с одной стороной / 1200 с одной стороны
Большинство столяров жалуются, что камни и алмазные пластины, используемые для заточки их рубанков, просто недостаточно длинные для получения хорошего хода. Что ж — проблема решена. Эти хоны негабаритные (и они стоят меньше, чем у моих конкурентов), они имеют длину 8 дюймов и ширину 2,75 дюйма, сделаны из толстой стали толщиной 1/4 дюйма. Сравните их с другими лицевыми пластинами длиной 6 дюймов и шириной 2 дюйма. широкий
Что ж — проблема решена. Эти хоны негабаритные (и они стоят меньше, чем у моих конкурентов), они имеют длину 8 дюймов и ширину 2,75 дюйма, сделаны из толстой стали толщиной 1/4 дюйма. Сравните их с другими лицевыми пластинами длиной 6 дюймов и шириной 2 дюйма. широкий
Могу ли я отправить онлайн-заказ за границу?
Да, однако международные тарифы на доставку обычно выше, и онлайн-расчеты могут быть сложными. Пожалуйста, позвоните или напишите нам, чтобы узнать стоимость доставки, чтобы уточнить тарифы на доставку по конкретным международным направлениям.
Могу ли я отправить онлайн-заказ на адреса APO/FBO?
Да, доставка по адресам APO/FBO не вызывает затруднений.
Могу ли я заказать доставку на почтовый ящик? Коробка?
Да, мы можем отправить на почтовый адрес. Коробка через USPS. FedEx и UPS не доставляют на PO. Коробки.
FedEx и UPS не доставляют на PO. Коробки.
Каковы ваши тарифы на доставку?
Стоимость доставки зависит от фактического веса, размеров и пункта назначения вашего заказа. Мы используем таблицы доставки, предоставленные FedEx, UPS и USPS, для расчета стоимости доставки, взимаемой с вашего заказа. Ваш заказ будет отправлен с нашего склада, расположенного в Гейнсвилле, штат Джорджия, или любого из наших партнеров-поставщиков. Окончательная стоимость доставки рассчитывается в процессе оформления заказа после ввода пункта назначения доставки. Если вы считаете, что стоимость доставки, рассчитанная для вашего заказа, кажется неточной, пожалуйста, свяжитесь с нами для проверки.
Могу ли я забрать свой заказ со склада и избежать доставки?
Да! Если вы находитесь поблизости, посетите наш склад, чтобы забрать свой заказ и избежать дополнительных расходов на доставку. Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Для этих заказов, пожалуйста, позвоните нам, чтобы сообщить нам ваше приблизительное время прибытия.
Какими перевозчиками вы отправляете заказы?
Большинство наших посылок отправляются FedEx, UPS или USPS.
Могу ли я отследить свой заказ онлайн?
Да! Как только заказ будет отправлен, вы получите электронное письмо с подтверждением доставки и информацией об отслеживании.
Сколько времени займет доставка моего заказа?
Заказы обычно обрабатываются и отправляются в течение 1–3 рабочих дней.
Должен ли я подписывать свой заказ?
Обычно более дорогие заказы (шлифовальные машины, респираторы и т. д.) требуют подписи при доставке. Если вы считаете, что ваше местоположение безопасно для неподписанных доставок, сообщите нам, что вы не хотите расписываться за доставку. Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Покупатель берет на себя риск потери товара, если он просит не расписываться о доставке.
Если вы хотите вернуть или обменять свой заказ по какой-либо причине, мы здесь, чтобы помочь! Мы предлагаем бесплатный возврат или обмен бракованной продукции в течение 30 дней с момента получения вашего заказа. Гарантии на продукты зависят от продукта. Если вы недовольны своим продуктом, вы можете вернуть его в течение 14 дней, чтобы получить полный возврат средств или кредит в магазине, в зависимости от того, что вы выберете. Все возвраты исправных продуктов должны быть отправлены за счет клиента. Вы можете вернуть товар за кредит магазина , a другой продукт или за возврат первоначальным способом оплаты.
Обратите внимание на следующие исключения из нашей политики возврата и обмена:
- Из-за особенностей респираторов Sundstrom они не подлежат возврату, если только они не имеют дефектов.
 Проблемы с гарантией Rikon Machinery не могут быть возвращены в WoodTurners Wonders, но должны решаться в гарантийном отделе Rikon. Окажем помощь при необходимости. Клиенты должны связаться с производителем по поводу проблем, связанных с этими продуктами.
Проблемы с гарантией Rikon Machinery не могут быть возвращены в WoodTurners Wonders, но должны решаться в гарантийном отделе Rikon. Окажем помощь при необходимости. Клиенты должны связаться с производителем по поводу проблем, связанных с этими продуктами. - Продукты Clearance или Factory Second не могут быть возвращены. Все продажи являются окончательными.
- Товары должны быть возвращены в оригинальной упаковке.
- За исключением Sundstrom и Rikon, если у вас есть продукт, нуждающийся в ремонте или замене, вас могут попросить вернуть в Woodturners Wonders за ваш счет, чтобы мы могли исправить его для вас. Они обрабатываются в каждом конкретном случае, поэтому, пожалуйста, позвоните по телефону, если у вас есть проблема.
Дополнительная информация:
- Возврат средств будет осуществлен после прибытия возвращенных товаров на наш склад
- Стоимость доставки возвращаемых исправных товаров оплачивается покупателем
- Свяжитесь с нами по телефону 678.
 400.8181 для получения инструкций по возврату поврежденных или утерянных товаров или по любым другим вопросам, которые могут у вас возникнуть.
400.8181 для получения инструкций по возврату поврежденных или утерянных товаров или по любым другим вопросам, которые могут у вас возникнуть. - Наш обратный адрес:
Woodturners Wonders
5230 Clarks Bridge Road
Gainesville, GA, 30506
Недорогое качественное хонингование для небольшой мастерской
Нажмите здесь, чтобы узнать больше
Мы с сыном владеем небольшой автомобильной мастерской
, занимаемся ремонтом двигателей и изготовлением машин на заказ в сельской местности
Миссури. Мы стараемся все время работать как можно лучше.
Независимо от того, восстанавливаем ли мы двигатель Ford 8N или 427 Corvette,
мы одинаково тщательно выполняем эту работу. Когда наши клиенты
забирают свои запчасти, они уверены, что работа была
выполнена правильно.
Кому следует прочитать эту статью?
Эта статья была написана для механика небольшого цеха
, в распоряжении которого может оказаться не все высокотехнологичное оборудование
в мире. Этот небольшой магазин пытается
Этот небольшой магазин пытается
, чтобы качественно работать и при этом получать прибыль. Кроме того,
, если какой-либо из следующих «предупреждающих знаков» существует в вашем магазине
, вам следует прочитать эту статью о хонинговании:
- Кажется, что двигатели, которые вы растачиваете и хонингуете, используют масло
уже через несколько тысяч миль. - Вы чувствуете, что поршневые кольца, которые входят в комплекты двигателя
, заставляют двигатели использовать масло и имеют избыточный прорыв газов. - Вы ненавидите хонинговать двигатели, потому что у вас всегда
конические цилиндры. - В прошлый раз, когда вы пытались заточить двигатель,
точилка заклинила, и дрель вывернула вам руки и ударила вас
в местах, которые я не могу упомянуть в этой статье.
Источник информации
Я попытался взять 35-летний опыт работы в автомобильной мастерской
плюс то, что я видел, как другие делали
правильно и неправильно, и втиснуть все это в эти несколько коротких страниц о хонинговании
. Если то, о чем мы здесь говорим, поможет вам лучше оттачивать
Если то, о чем мы здесь говорим, поможет вам лучше оттачивать
и зарабатывать больше денег, мы сделали свою работу.
Мы с сыном любим работать в механическом цеху,
, но мы обнаружили, что должны получать прибыль, чтобы оставаться в бизнесе
. Нам нужно хорошо работать, чтобы клиенты
возвращались, и мы должны брать за это справедливую цену.
Мой представитель по продаже оборудования, который посещает наш магазин на Кубе,
Миссури, напоминает мне об этом очень важном моменте почти каждый раз, когда он посещает
. Он часто говорит мне, что как индустрия мы работаем слишком дешево.
Он говорит: «Ты должен брать плату за то, что делаешь».
Как читать эту статью о хонинговании
Я думаю, что большинству из нас в автомобильном бизнесе
нравится листать технические журналы и рассматривать фотографии.
Мы часто читаем подписи под картинками и
думаем, что действительно усвоили то, что пытался нам сказать писатель. Я включил
Я включил
несколько фотографий, чтобы привлечь ваше внимание, так что продолжайте
смотреть, но вернитесь и прочитайте остальную часть истории. я думаю
вам нужно будет прочитать историю хотя бы один раз, а возможно, и два раза,
чтобы полностью понять, что мы делаем и почему.
Зачем точить?
Как слесари, мы призваны
растачивать и хонинговать цилиндры двигателя как часть нашей работы. Это факт, двигатели
изнашиваются – в основном от того, что люди делают или не делают с ними.
Если бы двигатели не изнашивались, мы бы все искали разные
работы.
Иногда мы не упоминаем о заточке, когда
сообщить клиенту, что мы собираемся расточить его двигатель, чтобы
заменить изношенные цилиндры. Заточка, пожалуй, самая трудоемкая,
наименее понятная, но самая важная часть всего процесса восстановления
. Хонингование также требует большого мастерства со стороны
станочника, выполняющего работу.
Конечно, было бы неплохо иметь новый хонинговальный станок
для восстановления наших цилиндров, но, как я уже говорил, эта статья
написана для владельца магазина, у которого нет каждой детали из
оборудование, которым он хотел бы владеть.
В нашем магазине мы используем борштангу Van Norman
, которая была моим другом более 30 лет. Я думаю, что мой 777S
пытается пережить меня. Я могу положиться на то, что моя расточная оправка каждый раз расточит
прямо, кругло и точно по размеру. Я держу резцы инструмента
острыми, и цилиндры выглядят великолепно, когда пруток готов.
Однако я знаю, что если бы я очень внимательно посмотрел на отверстия цилиндров
, я бы обнаружил, что чистота поверхности равна
все еще слишком груб для новых поршней или колец. Мы должны заточить цилиндры
, чтобы получить достаточно гладкую поверхность для новых поршней и колец
.
Подготовка к хонингованию
Когда я растачиваю цилиндр, я оставляю три тысячи
(0,003″) для хонингования. Например, если я растачиваю 4,0-дюймовый цилиндр
+.030″, я сверло на 4,027 дюйма. Этот
оставляет 0,003 дюйма для хонингования.
Очень хорошо иметь в руках поршни
, которые вы планируете использовать, до того, как вы начнете растачивать
двигатель. Это позволяет вам измерить поршни и убедиться, что у вас будет правильный зазор между поршнем и стенкой цилиндра
Это позволяет вам измерить поршни и убедиться, что у вас будет правильный зазор между поршнем и стенкой цилиндра
, когда вы закончите расточку и хонингование. Когда я закончу
растачивание всех цилиндров, я снимаю двигатель с моей
расточной стойки и перемещаю его в зону нашего цеха, где я
занимаюсь хонингованием.
Вот важный совет, о котором следует помнить
при растачивании цилиндра двигателя. Опустите борштангу
достаточно далеко, чтобы при хонинговании цилиндра хонинговальная машина не зацепила
выступ над главными стенками картера. Например, на Chevy 350,
, я позволяю стержню опускаться до тех пор, пока он почти не начинает касаться основного полотна.
После растачивания двигателя не протирайте
и даже не прикасайтесь к только что расточенным цилиндрам. Другими словами, держите свои промасленные рукавицы подальше от стенок цилиндра. Также не распыляйте на них ничего
. Не кладите блок обратно в горячий бак или распылитель.
Вы должны быть готовы перейти непосредственно к операции хонингования, когда
ты заканчиваешь скучать. Магазинные полотенца и руки в масле; даже на
чистых магазинных полотенцах есть масло. Свежерасточенный металл притягивает масло
, как магнит.
Теперь мы готовы приступить к хонингованию нашего блока
всухую, и мы хотим, чтобы он оставался таким, пока мы не удалим 0,002 дюйма
из 0,003 дюйма, разрешенного для хонингования. Потратьте время, чтобы закрепить блок двигателя
так, чтобы поверхность платформы была обращена вверх. У нас есть два комплекта
простых подставок из уголкового железа для крепления большинства блоков V6 и V8
так, чтобы поверхность палубы смотрела вверх, когда я ставлю блок на пол
.
Стойки мы используем болтами к направляющим поддона
блока цилиндров. Если вы пытаетесь отточить двигатели на верстаке
или стенде для двигателей, забудьте об этом! Деревянные блоки тоже не работают
. Двигатель, который вы собираетесь хонинговать, должен быть прочно смонтирован!
Двигатель, который вы собираетесь хонинговать, должен быть прочно смонтирован!
Прежде чем мы начнем, давайте поговорим о
оборудовании, которое вам понадобится для хонингования цилиндров двигателя. Вам
понадобится хороший набор микрометров и эталоны для их проверки. А 9Нутромер со шкалой 0339 почти обязателен, но при необходимости можно обойтись и без
. В нашем магазине мы используем нутромеры Sunnen.
Вот совет, который может сэкономить вам немного денег.
По окончании использования циферблатного нутромера положите его
на ровную поверхность, а не на моторный отсек. Циферблатный калибр
будет катиться, если вы поместите его на узкую поверхность моторного отсека.
Точно так же, как если уронить кусок хлеба с мармеладом,
циферблатный индикатор будет каждый раз падать на пол лицевой стороной вниз.
У вас должен быть телескопический калибр для использования с
микрометром для двойной проверки размера отверстия цилиндра до и
после хонингования. Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
Конечно, у вас также должен быть точильный станок. Мы используем корпус и камни Sunnen серии
AN. Мы сделали собственный приводной вал, чтобы
подходил к корпусу хона. Наша конструкция позволяет валу проскальзывать в случае блокировки хона
. С приводным валом Sunnen все в порядке, но он
предназначен для откручивания в случае блокировки.
Вот еще один совет. Если вы используете Sunnen
отточите и карданный вал, а он сломается, замените. Не пытайтесь усилить
, приварив к нему дополнительный армирующий материал. Sunnen
разработал его так, чтобы он ломался, если заточка заклинила.
Теперь вам нужно что-то, чтобы водить заточку. Используйте
хорошую электрическую дрель с триггерным переключателем «вкл.» и «выкл.»
. Мы используем полудюймовую дрель Black & Decker Professional модели
с реверсом. Дрель должна быть среднескоростной
.
Скорость вращения дрели и скорость
движение хона вверх и вниз по цилиндру определяет
угол поперечных штрихов, оставленных хона. Крестообразные метки
Крестообразные метки
помогают удерживать масло на стенке цилиндра во время обкатки.
Вы не хотите, чтобы штриховка была слишком плоской или слишком крутой.
После того, как вы начнете хонинговать свой первый цилиндр,
потратьте несколько минут, чтобы посмотреть на линии поперечной штриховки. Вы быстро
почувствуете, как быстро вы должны гладить точилку. Не тратьте много времени на измерение угла поперечной штриховки.
В любом случае, я не думаю, что это имеет большое значение. Стреляйте по линиям под углом от 35° до 45°. Чуть больше
или чуть меньше не будет иметь большого значения.
Отделка стенок цилиндра, однако, имеет большое значение, поэтому уделяйте ей больше внимания. Держитесь подальше от этих старых дрелей с шестеренчатым приводом
с мощными двигателями и низким передаточным числом. У них
такой большой крутящий момент, и им требуется слишком много времени, чтобы остановить вращение
, когда вы отпускаете курок. Вы можете сожалеть! Вы можете закончить
висит на дрели изо всех сил, пока вы с дрелью
крутитесь по кругу, пока дюбель не вытащится из стены!
Теперь мы должны прикрепить сверло и заточить к чему-то
, что поможет уравновесить их вес и обеспечит
упор вниз для заточки. Я использую устройство производства Sunnen
Я использую устройство производства Sunnen
, которое имеет пружину и стержень с принудительной регулировкой упора на
. Пружина помогает поддерживать сверло и позволяет нам перемещать хонинговальный инструмент
вверх и вниз с очень небольшим усилием. Если у вас нет этого
, купите или сделайте один.
Я прикрепляю дрель к уравновешивающему устройству
короткой цепью к резьбовому отверстию на конце
двигателя дрели. У меня есть цепная таль прямо над районом
, где я оттачиваю свои двигатели. Зацепляю узел пружины точилкой
и сверлю прямо на полиспасте. Цепная таль позволяет мне
поднимать или опускать узел хонингования и сверления быстро и очень точно.
Я видел много людей, пытающихся отточить блок
вручную, просто удерживая сверло без какой-либо поддержки.
Вы напрашиваетесь на проблемы, если попробуете. Это в значительной степени покрывает
основного оборудования, которое вам понадобится. У вас уже должна быть большая часть
.
Еще один комментарий о заточке. Вы должны использовать
жесткий хонинговальный инструмент для хонингования блока после расточки. Даже не пытайтесь
заточить блок с помощью подпружиненного хона или щеточного хона. У них
есть цель в жизни, но они не предназначены для удаления .003″
металл после расточки!
Только что закончили растачивать наш блок двигателя,
теперь переместим его в ту часть цеха, где мы собираемся
его заточить. Мы установили блок двигателя так, чтобы он не двигался вокруг
от крутящего момента хона. Если вы собираетесь использовать динамометрическую пластину
во время процесса хонингования, затяните ее на месте сейчас.
Убедитесь, что корпус хона чистый и на нем нет масла
, и установите набор камней AN-100 (или аналогичный). Сначала мы
начинаем с крупнозернистых камней. Эти камни должны быть
используется в сухом виде. Они входят в отверстия на корпусе хона, обозначенные
знаком «Х». Не прикасайтесь к каменной поверхности, если можете
Не прикасайтесь к каменной поверхности, если можете
ей помочь.
Кстати, храните все свои наборы камней в их собственных коробках
, когда они не используются. Камни становятся согласованным набором
, как только они используются, и их необходимо хранить вместе. Если один камень
будет поврежден, весь набор станет хламом. Обычно набор камней
позволяет отточить несколько цилиндров до того, как они изнашиваются, и
необходимо заменить.
Установите блок под точильный станок и надавите на точильный станок
вниз, пока он не остановится на жестком упоре на пружинном приспособлении.
Теперь, используя цепную таль, опустите хон в первый цилиндр
до тех пор, пока камни не выйдут из нижней части цилиндра
. Отрегулируйте камни так, чтобы они слегка касались
стенки цилиндра.
Слегка задействуйте двигатель бура и перемещайте камни
дальше по цилиндру с помощью цепной тали
, пока они не выйдут из нижней части цилиндра примерно на один дюйм.
Когда вы почувствуете, что они только начинают стучать по переборкам картера,
слегка приподнимите цепную таль. Обратите внимание, я сказал слегка ударить сверлом,
, и двигаться медленно, пока вы опускаетесь в картер. Вы же не хотите
стучать своими новыми камнями во что-то внизу в квартале.
Жесткий упор на противовесе хона
позволяет максимально глубоко погрузиться в цилиндр при каждом ходе
без ударов камней о стенки картера.
Очень важно, чтобы камни выходили из нижней части 9-го ряда.0339 во время хонингования, чтобы цилиндр оставался прямым.
Теперь приступим к заточке. Поверните
, чтобы увеличить давление на камни, и начните перемещать хонинговальный инструмент
вверх и вниз по цилиндру. Опускайтесь до упора и прикасайтесь к положительному упору
при каждом ходе. Хонинг также должен выходить из верхней части
цилиндра примерно на один дюйм при каждом ходе.
Если вы слишком сильно заточите верхнюю часть цилиндра,
вы сузите отверстие. Вы должны почувствовать, какое напряжение
Вы должны почувствовать, какое напряжение
для размещения на камнях и как быстро перемещать заточку в цилиндре.
Когда камни будут правильно резать, будет немалый
дракон буровой двигатель. Если вы слишком сильно надавите на камни
, они будут издавать много шума и не будут резать быстрее. Слишком сильное давление
также вызовет перегрев и износ камня.
Если на сухие камни
попадет масло, они перестанут резаться и наполнятся металлом и камнем
материала. Остановитесь и попробуйте соскоблить мусор с каменной поверхности
со старым файлом. В крайних случаях я использовал растворитель лака
для очистки камней серии AN 100. Однако лучше вообще не наносить масло
на камни.
Поскольку вы работаете с этими камнями всухую, образуется пыль
. Используйте пылесборник или магазинный пылесос для сбора
пыли во время работы. Я обычно надеваю пылезащитную маску, пока
сверлю и затачиваю. Вам нужно будет немного подточить и остановиться и измерить
, пока вы не почувствуете, как быстро идет металл
вышло. Используйте свой микрометр, чтобы установить циферблатный нутромер на желаемый размер отверстия
Используйте свой микрометр, чтобы установить циферблатный нутромер на желаемый размер отверстия
, и начните проверять цилиндры.
По мере заточки цилиндр нагревается.
Это может привести к ложным показаниям. Вам может показаться, что вы сняли на 90 339 больше металла, чем есть на самом деле. Дайте блоку остыть несколько минут 90 339, а затем вернитесь и проверьте еще раз. Вы хотите использовать камни AN 100
, пока не удалите первые 0,002 дюйма металла. Сделайте все цилиндры
в блоке с сухими камнями, прежде чем перейти на
более тонкие наборы камней.
Вот совет, которого вы не найдете в книгах.
Это то, что я узнал сам несколько лет назад.
Если по какой-то причине набор камней, который вы используете, или цилиндр, который вы затачиваете, станет конусным, вы можете спасти положение и камни
. Камни не идут от производителя коническими. Они
получаются таким образом, потому что вы не двигаете достаточно далеко от нижней части,
или слишком далеко от верхней части цилиндра.
Попробуйте это, прежде чем выбрасывать набор камней. Выньте
камней из отверстий корпуса хона с отметкой «X».
Теперь вставьте их обратно в отверстия без метки «Х».
Для этого вам придется перевернуть камни вверх дном. Вставьте регулятор
обратно и вставьте хон обратно в конический цилиндр.
Разверните камни, повернув регулятор в противоположном направлении.
Теперь запустите сверло в обратном направлении и водите хонинговальным инструментом
вверх и вниз по коническому цилиндру. Вы должны запустить дрель
в обратном направлении, иначе он заблокируется. Вы будете удивлены,
как быстро расправятся камни. Это также удалит
конусность цилиндра (по крайней мере, один поставщик камней
не рекомендует переворачивать камни вверх дном и корректировать конусность
, как описано в приведенной выше процедуре. Компания говорит, что если камни
имеют конусность, их следует , вставить в правящую втулку
или заменить новыми камнями. По возможности правильный перегиб
По возможности правильный перегиб
предотвратит конусность камня. – Прим. ред.).
Когда вы прекратите хонингование, чтобы проверить размер цилиндра
, продолжайте перемещать хонинговальное устройство вверх и вниз до тех пор, пока сверло
не перестанет вращаться. Хонинг обычно делает один или два оборота на 90 339 после того, как спусковой крючок дрели отпущен. Чтобы удалить около 0,002 дюйма металла из 4,0-дюймового цилиндра, требуется около 100
ударов.
Обычно я считаю ходы, чтобы иметь некоторое представление о том, когда остановиться и
проверить размер цилиндра.
Из сухого во влажное
Теперь ваши цилиндры заточены с точностью до 0,001 дюйма
от желаемого размера отделки. Они должны быть прямыми и круглыми,
а стенки цилиндров должны выглядеть блестящими и чистыми, если
протирать их чистой сухой тканью, а не салфеткой.
Вы должны были проверить цилиндры с помощью
циферблатного нутромера после того, как блок остыл, и теперь вы готовы
перейти к более мелкому набору камней. -100 стоун поставил, ход цилиндров
-100 стоун поставил, ход цилиндров
и одновременно добавить масло для хонингования с помощью масленки. Используйте большое количество масла
при заточке брусками AN-200.
Примерно через 30 ходов проверьте цилиндр на размер
. Теперь вы можете отключить пылесборник. Вы сможете
почувствовать, как хонинговальная машина начинает набирать скорость по мере того, как поверхность цилиндра
становится более гладкой. Теперь размер отделки должен быть менее 0,0005″
.
После того, как вы заточили все цилиндры с помощью
камней AN-200, переключитесь на набор AN-300 и снова заточите с помощью
примерно на 30 ходов. Масло будет содержать камни в чистоте, а
образует суспензию в цилиндре, когда вы затачиваете. Теперь у вас должен быть
окончательный размер. Дайте блоку остыть и повторите проверку с помощью циферблатного нутромера
.
Ручная заточка блока требует времени. Я трачу около часа на хонингование блока V-8. Требуется время, чтобы сделать работу
правильно. Вы быстро почувствуете, что происходит в цилиндре
Вы быстро почувствуете, что происходит в цилиндре
, когда будете затачивать его вручную. Например, когда торсионная пластина
привинчен к деке, вы почувствуете овальность, вызванную крутящим моментом болта
, когда вы начнете хонинговать цилиндр. По мере хонингования
вы почувствуете, что крутящий момент на сверле становится стабильным
и плавным.
Следуя описанному выше процессу, вы получите
с шероховатостью поверхности от 15 до 20 микродюймов. Если вы хотите, чтобы поверхность
была более тонкой, используйте бруски AN-500 с маслом и отточите
еще 10–15 раз.
Вы еще не закончили
Теперь блок цилиндров полностью отточен, и вы
проверили все цилиндры на конусность и размер. Дважды проверьте
свою работу с помощью телескопического манометра и микрометра.
Вы должны всегда очищать блок перед тем, как он
покинет ваш магазин. Мы взимаем плату за один час работы по очистке блока
клиента после расточки и хонингования. Вы можете сказать покупателю, что
Вы можете сказать покупателю, что
ему нужно почистить блок, потому что в цилиндрах много хонинговальной крошки
, но большинство клиентов не будут чистить блок
себя правильно. Если вы хотите, чтобы они добились успеха с вашими работами по расточке
, вам лучше сделать эту работу самостоятельно.
Мой сын Дэвид отлично чистит блоки
после хонингования. Он использует горячую воду, Tide и хорошие щетки.
Он чистит все цилиндры и все масляные каналы вручную.
Особого внимания требуют перемычки картера,
тоже. Грит любит прятаться в паутине картера. После всей ручной работы
мы моем блок под давлением очень горячей водой, а затем переносим
в ванну с уайт-спиритом в баке с чистым растворителем. Здесь мы
вручную очищаем все цилиндры чистым растворителем, чтобы удалить
воду из пор металла.
После промывки горячей водой
действовать нужно быстро, так как на стенках цилиндра почти сразу образуется ржавчина.
После промывки блока чистым растворителем зажгите
лампу в картере двигателя и посмотрите на стенки цилиндров. Они будут яркими
и очень блестящими с хорошей штриховкой. Двигатель 9.0339 теперь готов к покрытию пластиком, пока не будет собран.
Проверка вашей работы
Если вы хотите быть уверены, что
хорошо выполнили работу по получению качественной поверхности, приобретите профилометр
в магазине или обратитесь к местному представителю по оборудованию
и попросите его зайдите и проверьте некоторые из ваших цилиндров на
отделку Ra. Вы не можете сказать, насколько гладкая поверхность, просто взглянув или даже потрогав пальцем. Профилометр будет
дает вам точное измерение чистоты поверхности. Наш собственный представитель
протестировал наши работы по повторному растачиванию и обнаружил, что финишная обработка
соответствует 17-20 Ra.
Подведение итогов
Я понимаю, что то, что я описал, представляет собой долгую процедуру
с множеством шагов. Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000 миль
Но я обнаружил, что эта процедура также дает очень хорошие результаты. Многие из наших двигателей прошли более 200 000 миль
и по-прежнему работают с очень низким расходом масла
и низкий прорыв.
Мы также используем молибденовые кольца почти для каждой работы
, за исключением тех случаев, когда возникает избыток пыли. В этих двигателях
мы используем хромированные кольца. Я не говорил, что это будет легко или быстро,
, но я сказал, что вы можете сделать очень хорошую работу, если
захотите потратить время, чтобы сделать ее правильно.
Направляющие для заточки — Заточка — Classic Hand Tools Limited
Поиск
Главная » Продукция » Заточка » Хонинговальные направляющие
Направляющие для хонингования Veritas
Хонинговальные шаблоны Lie-Nielsen
Другие хонинговальные направляющие
Фильтры
Стол для кругов 1 1/2 дюйма для Veritas Grinder Tool Rest
Этот запасной стол для подручника для шлифовального станка Veritas имеет более широкий слот, позволяющий использовать его с колесами шириной 1 1/2 дюйма (например, 8-дюймовыми колесами из CBN). Алюминиевый стол шириной 4 дюйма имеет слот шириной 1 5/8 дюйма и легко устанавливается вместо стандартного стола. Он имеет такой же горизонтальный паз и центральное отверстие для использования со скользящими и вращающимися приспособлениями. (Для колес уже 1 1/2″, стандарт…
Алюминиевый стол шириной 4 дюйма имеет слот шириной 1 5/8 дюйма и легко устанавливается вместо стандартного стола. Он имеет такой же горизонтальный паз и центральное отверстие для использования со скользящими и вращающимися приспособлениями. (Для колес уже 1 1/2″, стандарт…
£15,00 с НДС
Направляющая Veritas Mk.II для хонингования
Ключом к последовательному и быстрому хонингованию является повторяемость, и это руководство обеспечивает ее в пиках. Независимо от того, являетесь ли вы ветераном заточки или только начинаете, это универсальное руководство позволит вам сосредоточиться на заточке, не беспокоясь при этом о контроле угла наклона лезвия. Это делает ваше хонингование надежным, точным и последовательным. Три варианта позволяют выбрать направляющую для хонингования, которая лучше всего подходит для ваших…
от 23,60 фунтов стерлингов с НДС
Набор направителей для хонингования Deluxe Veritas Mk. II (A)Стандартный набор направителей для хонингования Veritas Mk.II (B)Набор направителей для хонингования Veritas Mk.II с узким лезвием (C)Только головка с узким лезвием Veritas Mk.II (D)Узел ролика развала Veritas Mk.II (E)Направляющая для косой регистрации Veritas Mk.II (F)просмотр вариантов
II (A)Стандартный набор направителей для хонингования Veritas Mk.II (B)Набор направителей для хонингования Veritas Mk.II с узким лезвием (C)Только головка с узким лезвием Veritas Mk.II (D)Узел ролика развала Veritas Mk.II (E)Направляющая для косой регистрации Veritas Mk.II (F)просмотр вариантов
Deluxe Veritas Mk.II Набор направителей для хонингования (A)
£114,00
Стандартный набор Veritas Mk.II направителей для хонингования (B)
£54,00
Набор направляющих для хонингования Veritas Mk.II с узким лезвием (C)
80,95 фунтов стерлингов
Только головка с узким лезвием Veritas Mk.II (D)
44,90 фунтов стерлингов
23,60 фунтов стерлингов
Шаблон для регистрации наклона Veritas Mk.II (F)
31,20 фунтов стерлингов
Направляющая для заточки с коротким лезвием Veritas
Частой проблемой, с которой сталкиваются заточники всех уровней квалификации, является безопасная и точная заточка маленьких или коротких лезвий. Лезвия для спиц, малых блоков и плоскостей для ладоней слишком малы для большинства направляющих. Эта хонинговальная направляющая с коротким лезвием обладает гибкостью, позволяющей удерживать небольшие лезвия, с которыми не могут справиться другие хонинговальные направляющие. Лезвия шириной до 2 5/8 дюйма легко выравниваются с помощью прилагаемого регистрационного приспособления для…
Лезвия для спиц, малых блоков и плоскостей для ладоней слишком малы для большинства направляющих. Эта хонинговальная направляющая с коротким лезвием обладает гибкостью, позволяющей удерживать небольшие лезвия, с которыми не могут справиться другие хонинговальные направляющие. Лезвия шириной до 2 5/8 дюйма легко выравниваются с помощью прилагаемого регистрационного приспособления для…
49,98 фунтов стерлингов с НДС
Направляющая Veritas с боковым зажимом
Проверенная конструкция направляющей с боковым зажимом знакома большинству столяров. Эта направляющая для хонингования с боковым зажимом представляет собой образец современной инженерной мысли, которая улучшает эту устоявшуюся конструкцию, сохраняя при этом гибкость направляющей этого типа. Стамески и рубанки размером от 1/8″ (3 мм) до 2½» (63 мм) надежно подходят для точного хонингования. Уникальная трехточечная опорная позиция…
32,49 фунтов стерлингов с НДС
Малый держатель лезвия Veritas
Маленький держатель лезвия Veritas помогает справиться с трудностями удержания коротких лезвий, таких как те, которые используются в большинстве бритвенных станков, рубанков и т. д., заточить их было сложно. Маленький держатель лезвия Veritas эффективно и безопасно решает эту проблему, фиксируя лезвие с помощью двух мощных редкоземельных магнитов, встроенных в анодированный алюминий, и регулируемого стопорного блока. По сути, это…
д., заточить их было сложно. Маленький держатель лезвия Veritas эффективно и безопасно решает эту проблему, фиксируя лезвие с помощью двух мощных редкоземельных магнитов, встроенных в анодированный алюминий, и регулируемого стопорного блока. По сути, это…
19,40 фунтов стерлингов с НДС
Адаптер Veritas Mortice Chisel для Veritas Mk.II с узким лезвием, хонинговальной направляющей
Этот переходник Veritas Mortice Chisel Adapter для хонинговальной направляющей Mk.II расширяет возможности удерживания лезвия, обеспечивая последовательное и точное хонингование врезных долот. Это увеличивает пространство между основанием ролика и держателем лезвия для размещения более толстых лезвий врезных долот, удерживающих лезвия толщиной до 11/16 дюйма. Адаптер, совместимый с зажимными головками с узкими лезвиями, имеет такую конфигурацию…
9,60 фунтов стерлингов с НДС
Набор для заточки Veritas Basic
Шлифовальное приспособление работает с любой механической или ручной шлифовальной машиной, имеющей подручник. Задняя пластина смещена для коротких долот, таких как японские или западные долота. Латунные зажимные болты снабжены нейлоновыми шайбами для предотвращения истирания; другие детали изготовлены из твердого алюминия, дополнительно закаленного путем анодирования для предотвращения износа. Накладки с высоким коэффициентом трения обеспечивают надежный зажим без непреднамеренного смещения. Подходит для большинства инструментов…
Задняя пластина смещена для коротких долот, таких как японские или западные долота. Латунные зажимные болты снабжены нейлоновыми шайбами для предотвращения истирания; другие детали изготовлены из твердого алюминия, дополнительно закаленного путем анодирования для предотвращения износа. Накладки с высоким коэффициентом трения обеспечивают надежный зажим без непреднамеренного смещения. Подходит для большинства инструментов…
68,40 фунтов стерлингов, включая НДС
посмотреть комплект
Подставка для инструментов Veritas Grinder
Основным недостатком большинства настольных шлифовальных станков является то, что подручники практически бесполезны. Почти невозможно найти ту, у которой упор твердый и квадратный. Подставка для инструментов Veritas® Grinder Tool Rest может использоваться с 6-дюймовыми или 8-дюймовыми универсальными настольными шлифовальными машинами и многими ленточными шлифовальными/шлифовальными машинами. Он крепится непосредственно к столу перед шлифовальным станком и может быть легко сложен для ручной шлифовки….
Он крепится непосредственно к столу перед шлифовальным станком и может быть легко сложен для ручной шлифовки….
49,75 фунтов стерлингов с НДС
Отсутствует
Шлифовальный шаблон Veritas
Шлифовальное приспособление работает с любой механической или ручной шлифовальной машиной, имеющей подручник. Поместите инструмент в приспособление, сдвиньте его к установочному штифту и одному зажимному винту с накатанной головкой, чтобы выровнять его, отрегулируйте выступ лезвия для угла скоса и затяните на месте. Инструмент теперь удерживается прямо в приспособлении под выбранным углом скоса. Сдвиньте зажимное приспособление вперед и назад по опоре инструмента и каменной поверхности, чтобы заточить инструмент….
22,95 фунтов стерлингов с НДС
Точилка для лезвий Veritas Jointer
Для заточки лезвий с сильными зазубринами необходима профессиональная услуга по заточке или сложная домашняя шлифовальная машина. Устройство для заточки лезвий Veritas Jointer предназначено для восстановления лезвий, затупившихся в результате обычного использования, даже если они имеют незначительные зазубрины. Он зажимает лезвия шириной до 8 дюймов (включая лезвия для ручного рубанка) для заточки абразивов на основе PSA. Просто приложите абразив к плоской поверхности (листовое стекло подойдет), отрегулируйте…
Устройство для заточки лезвий Veritas Jointer предназначено для восстановления лезвий, затупившихся в результате обычного использования, даже если они имеют незначительные зазубрины. Он зажимает лезвия шириной до 8 дюймов (включая лезвия для ручного рубанка) для заточки абразивов на основе PSA. Просто приложите абразив к плоской поверхности (листовое стекло подойдет), отрегулируйте…
64,40 фунтов стерлингов с НДС
Миниатюрная насадка для заточки Veritas
Это может констатировать очевидное, но в какой-то момент лезвия миниатюрных инструментов Veritas потребуют заточки и заточки. Эта версия хонинговального шаблона Veritas Mk1 в масштабе 1/3 является естественным продолжением коллекции миниатюрных инструментов Veritas. Это полнофункциональное руководство по заточке поможет поддерживать миниатюрные лезвия в наилучшем состоянии. Направляющая состоит из хонинговальной направляющей и углового приспособления. Хонингование…
39,95 фунтов стерлингов с НДС
Направляющая Lie-Nielsen для хонингования
Хонинговальная направляющая Lie-Nielsen с боковым зажимом полностью изготовлена из нержавеющей стали с бронзовым подшипником. Их направляющая для хонингования имеет съемные губки: она поставляется со стандартной парой губок, которые подходят к большинству лезвий Lie-Nielsen, а также доступны дополнительные губки (продаются отдельно) для долот 3/16 дюйма и меньше, высокие губки для врезных долот, длинные губки для очень короткие лезвия и…
£179,00 с НДС
Отсутствует
Направляющая Lie-Nielsen для хонингования Долото Пара кулачков
Челюсти долота Lie-Nielsen подходят к долотам со скошенной кромкой 1/8″ и 3/16″ (а также к долотам со скошенной кромкой от 1/4″ до 3/4″).
55 фунтов стерлингов, включая НДС
Нет в наличии
Хонинговальная направляющая Lie-Nielsen Врезное долото Пара губок
Челюсти для врезных долот Lie-Nielsen подходят ко всем врезным долотам Lie-Nielsen, а также к их 1-дюймовому долоту со скошенной кромкой.
£55,00 с НДС
Хонинговальная направляющая Lie-Nielsen Пара длинных кулачков
Длинные челюсти Lie-Nielsen подходят для лезвий для всех их бритв со спицами и для всех следующих рубанков Lie-Nielsen: № 610, 10¼, 041, 042, 073, 1/2 и 85. Эти челюсти обратимы. Короткий конец затачивает фаску до 40°, а длинный конец затачивает фаску до 30°.
55 фунтов стерлингов, включая НДС
Недоступно
Направляющая Lie-Nielsen для хонингования, пара губок с перекосом 18°, левосторонняя
Пары губок Lie-Nielsen с наклоном 18° подходят к плоскостям наклонного блока Lie-Nielsen № 140 (левостороннему или правостороннему). Лезвие для левой руки № 140 подходит к левой косой челюсти.
55 фунтов стерлингов, включая НДС
Отсутствует
Направляющая Lie-Nielsen для хонингования Пара губок с наклоном 18°, правосторонняя
Пары губок Lie-Nielsen с наклоном 18° подходят к плоскостям наклонного блока Lie-Nielsen № 140 (левостороннему или правостороннему). Лезвие для правой руки № 140 подходит для правого перекоса челюстей.
£55,00 с НДС
Нет в наличии
Направляющая Lie-Nielsen для хонингования, пара губок с наклоном 30°, левосторонняя
Эти губки Lie-Nielsen с перекосом 30° подходят к боковым плоскостям шпунта Lie-Nielsen № 98/99 (левая сторона).
55 фунтов стерлингов, включая НДС
Отсутствует
Направляющая Lie-Nielsen для хонингования, пара кулачков с наклоном 30°, правосторонняя
Эти челюсти Lie-Nielsen с перекосом 30° подходят для Lie-Nielsen № 9.Боковые плоскости шпунта 8/99 (правая сторона).
55 фунтов стерлингов, включая НДС
Нет в наличии
Отвертки Lie-Nielsen
Эти отвертки Lie-Nielsen подходят для определенных винтов на инструментах Lie Nielsen. Они могут быть полезны и для других работ. Смоделированные по образцу оружейных отверток с обработанными наконечниками, они имеют правильный размер, чтобы соответствовать прорезям для винтов, обеспечивая хорошую мощность и контроль без проскальзывания. Особенно полезны стружколом и отвертка для регулировки крестовины. Лезвия закалены из нержавеющей стали 416…
60 фунтов стерлингов с НДС
Отвертка с разрезной гайкой № 3 Отвертка с шиповидной пилой № 3 и отвертка для толщиномера № 4 Отвертка со стружколомом № 6 140 Отвертка № 7 с малой ручкой для гайки/регулятора крестовины Отвертка № 8 с ручкой для носка Отвертка № 9 Хонинговальная направляющая отверткаview options
Разрезная гайка № 2 Отвертка
60,00 фунтов стерлингов
Отвертка для шиповой гайки № 3 и рейсмуса
60,00 фунтов стерлингов
Стружколом № 4 Отвертка
£60.00
No.5 Handle Nut/Cap Screwdriver
£60. 00
No.6 140 Screwdriver
£60.00
No.7 Small Handle Nut/Frog Adjuster Screwdriver
£60.00
Отвертка с ручкой №8
60,00 фунтов стерлингов
Отвертка с направляющей для заточки №9
60,00 фунтов стерлингов
Drawsharp
Легкость и безопасность В инструменте Benchcrafted Drawsharp режущая кромка направлена в сторону от вашего тела и пальцев, процесс заточки происходит параллельно лезвию, а ваши пальцы всегда надежно находятся за режущей кромкой. Если вы избегали использования складных ножей из-за заточки, Drawsharp откроет дверь к этому замечательному инструменту, независимо от того, занимаетесь ли вы изготовлением стульев или хотите добавить складной нож…
£99,50 с НДС
Нет в наличии
Аксессуары для Drawsharp Benchcrafted
Реабилитационный комплект
Большинство ножей находятся в достаточно хорошем состоянии, чтобы использовать абразивы, входящие в комплект Drawsharp. Но для тех, кто требует более агрессивного удаления материала (удаление зазубрин или сильно затупленных краев) или для тех, кто не хочет точить свой нож, Benchcrafted предлагает реабилитационный комплект со средними и крупными алмазными абразивами. В комплект входят две втулки и по две из крупной и средней алмазной…
от 5,50 фунтов стерлингов с НДС
Rehab KitRefill Kitview options
Rehab Kit
£37,00
Refill Kit
£5,50
Veritas Bevel Gauge
Половина секрета заточки заключается в контроле геометрии лезвия. Для быстрой проверки угла заточки стамесок, рубанков, токарных инструментов и т. д. нет ничего более удобного, чем кромкомер. Быстрая проверка подтверждает угол, который последний раз использовался для шлифовки или хонингования, чтобы можно было сохранить геометрию кромки. Наш измеритель угла наклона имеет семь отдельных пазов, которые измеряют наиболее часто используемые углы от 15°. ..
8,65 фунтов стерлингов с НДС
Тренажер угла Роба Космана
Ручной рубанок — один из самых важных инструментов в вашей мастерской, но если он не заточен должным образом, он бесполезен. Тренажер угла Роба Космана — идеальный инструмент, который поможет вам выработать правильный метод ручной заточки лезвия рубанка. Когда вы почувствуете себя комфортно, вы сможете вручную заточить лезвие рубанка, как профессионал. Самое большое преимущество тренажера Rob Cosman Angle Trainer…
42,50 фунтов стерлингов, включая НДС
10 Прецизионные хонинговальные направляющие | Лесник
Автор: Винс Анкона
Направляющая для заточки делает заточку простой и точной. Но прежде чем выбрать один, стоит сравнить характеристики среди них.
Заточка является одним из самых основных навыков в деревообработке. К сожалению, это также доставляет много хлопот столярам. Что, вероятно, объясняет популярность хонинговальных направляющих. Вы вряд ли сможете открыть каталог деревообработки, чтобы не найти новое устройство, которое обещает сделать заточку ваших ручных инструментов надежной.
Конечно, можно научиться точно затачивать без использования хонинговального шаблона. Но при хонинговании от руки есть тенденция слегка смещать угол инструмента в начале или в конце каждого хода. Это может привести к закруглению скоса, который не будет эффективно резать (видно на чертежах).
Многим столярам (включая меня) легче добиться стабильных результатов с меньшими трудностями, используя какое-либо руководство. Так как хонинговальная насадка удерживает инструмент под фиксированным углом к точильному камню, намного проще получить ровную и равномерную фаску. Большинство хонинговальных направляющих также регулируются, что позволяет легко установить точный угол скоса.
Недавно я просмотрел десять различных направляющих для заточки и сравнил характеристики каждой из них. Они варьируются от простых примеров без излишеств до примеров, наполненных наворотами. Как и следовало ожидать, они также варьируются в цене от менее 20 до более 100 долларов в верхней части шкалы (см. стр. 51 для источников).
Первый хонинговальный шаблон, который я попробовал, был от
General. Эта направляющая состоит из двух половин, которые шарнирно соединены для регулировки угла скоса. Зажим на одном конце удерживает инструмент, а ролик на другом конце позволяет направляющей перемещаться вперед и назад.
В отличие от большинства других хонинговальных направляющих, ролик Общий Гид не ездит на точильном камне. Вместо этого он едет по поверхности вашего верстака. Это создает проблему, если грани вашего точильного камня не параллельны. Кроме того, вам придется сбрасывать направляющую всякий раз, когда вы переключаетесь на точильный камень другой толщины. Я считаю это существенным недостатком.
Около 20 долларов, Общий хонинговальная направляющая — одна из самых дешевых моделей на рынке. Но я думаю, что есть лучшие варианты.
Кажется вполне естественным, что компания, известная своими ручными рубанками и стамесками, также производит инструмент для их заточки. Стэнли Руководство по хонингованию существует уже довольно давно и не сильно изменилось. Он доступен в комплекте, который включает 8-дюймовый масляный камень и смазочное масло.
Одно усовершенствование, которое было добавлено к этому руководству по хонингованию на протяжении многих лет, — это пластиковый откидной шаблон (см. фото ниже), который помогает вам расположить край вашего инструмента для одного из трех часто используемых углов скоса.
Во время использования я обнаружил, что зажим инструмента в направляющей немного затруднен. Вам нужно затянуть два винта с накатанной головкой, чтобы удерживать инструмент на месте, и их неудобно хватать и к ним трудно получить доступ. Однако, как только вы все настроите, приспособление работает адекватно.
Оригинал Затмение Направляющая для хонингования в течение многих лет производилась компанией в Англии и была любимицей многих столяров. Хотя подлинный Затмение руководство больше не производится, есть ряд подделок чуть более низкого качества, которые продаются по цене от 10 до 15 долларов.
Затмение хонинговальная направляющая удерживает затачиваемый инструмент между парой прочных кулачков. Рубанки вставляются в верхнее отверстие, а долота — в нижнее. Конструкция автоматически выравнивает инструмент в направляющей, что значительно сокращает время наладки.
Моя единственная реальная жалоба на Затмение Руководство по стилю — это ролик. Поскольку он очень узкий, вы должны быть осторожны, чтобы не опрокинуть приспособление во время использования, особенно с более узкими лезвиями. Но если вы ищете простое, серьезное руководство по заточке, это трудно превзойти.
Келл направляющая для хонингования имеет простой и элегантный дизайн. Сделанный в Англии мастером Ричардом Келлом, он прекрасно обработан и гладок, как шелк. Вместо того, чтобы размещать ролик сзади, в этой направляющей используется пара роликов по бокам приспособления.
Келл руководство простое в использовании и работает хорошо. Его самый большой недостаток заключается в том, что он работает только с лезвиями шириной до 1 1 ⁄ 4 дюйма, что делает его пригодным только для стамесок. Келл делает более широкую версию направляющей, которая подходит для лезвий шириной до 2 5 ⁄ 8 дюймов. Но широкую версию неудобно использовать с узкими инструментами, поэтому вам действительно нужны обе модели. дорогое предложение.
Алисам Заточка салазок Как Келл руководство, Алисам Заточка салазок также имеет боковые ролики. Но Алисам сани оседлали камень, а не ехали по нему. Такая широкая стойка облегчает управление.
Алисам салазки предлагаются в трех вариантах высоты для различных поверхностей для заточки: от тонких пластин до водяных камней толщиной 2 дюйма. Стороны отсоединяются от корпуса салазок, поэтому вы можете менять высоту, просто заменяя одну пару сторон на другую. (Дополнительно пары сторон продаются отдельно.)
Из всех руководств, которые я пробовал, этот оказался самым удобным в использовании. Большие ручки по бокам салазок облегчают захват.
Как Общий , Алисам саней требует, чтобы ваш точильный камень имел идеально параллельные стороны. Но для заточки на плоской пластине с наждачной бумагой, где это не проблема, это руководство является хорошим выбором.
Веритас Мк. II Трудно не нравиться Веритас Мк. II . Зажимная планка надежно удерживает инструмент. Широкий валик работает плавно и имеет встроенную функцию добавления микрофаски на кромку инструмента. Контурный корпус позволяет удобно держать и использовать.
Мк. II поставляется с установочным калибром, который выравнивает инструмент в зажимном приспособлении и упрощает точное позиционирование кромки для любого угла скоса, который вы можете себе представить. Его можно использовать даже для заточки задних фасок на рубанках.
Трудно придраться к этому руководству, но если бы пришлось, я бы сказал, что оно немного больше и тяжелее по сравнению с некоторыми другими руководствами. Это может затруднить контроль при заточке узких стамесок. Тем не менее, он остается моим фаворитом в среднем ценовом диапазоне.
Оригинал Веритас руководство по хонингованию является предшественником Мк. II показанная выше версия. По какой-то причине Веритас продолжает делать эту более раннюю модель, хотя она вроде как IBM изготовление пишущих машинок после появления персональных компьютеров.
В сочетании с угловым приспособлением Веритас довольно легко настроить. Четверть или пол оборота ручки сбоку ролика позволяет быстро добавить микрофаску любому инструменту.
Основная претензия у меня к Веритас является зажим. Инструментам (особенно узким стамескам) легко соскальзывать и поворачиваться под одноточечным зажимом. При цене 45 долларов за направляющую и угловое приспособление я бы сказал, что вам лучше потратить немного больше на насадку. Мк. II .
ПиннаклПиннакл направляющая для хонингования получает награду Руба Голдберга за самую сложную конструкцию. В отличие от всех остальных направляющих, в этой не используются ролики. Вместо этого инструмент удерживается в салазках, которые перемещаются по паре рельсов.
Гладкие пластиковые износостойкие полоски позволяют салазкам скользить вперед и назад по точильному камню или металлической шлифовальной пластине, которую можно использовать с наждачной бумагой или абразивной шлифовальной пленкой.
Направляющая имеет ряд регулировок, позволяющих затачивать первичную фаску с шагом 5°, а затем позиционировать направляющую для вторичной (микро) фаски 2°.
Хотя Пиннакл дает хорошие результаты, время настройки и количество необходимых регулировок являются основными недостатками. Это, в сочетании со стоимостью около 100 долларов, затрудняет продажу.
Острый скейт 2Острый скейт 2 уникален тем, что в отличие от всех других хонинговальных направляющих, он предназначен для заточки из стороны в сторону, а не из стороны в сторону. В нижней части направляющей есть ряд крошечных роликов, как у роликовых коньков.
Направляющая хорошо обработана и поставляется с приспособлением ( Угловой док ) для установки угла скоса. Один из пунктов продажи Острый скейт заключается в том, что он может обрабатывать японские стамески с коротким лезвием и косые стамески.
Изобретатель Острый скейт утверждает, что поперечную заточку легче освоить. Хотя поначалу это казалось немного неестественным, думаю, я смогу к этому привыкнуть. Но, к сожалению, с ценником в 170 долларов сомневаюсь, что у меня будет возможность узнать это в ближайшее время.
Все хонинговальные направляющие, показанные выше, предназначены для работы с инструментами с прямым лезвием, такими как стамески и рубанки. Но Весло направляющая для хонингования (показана справа) разработана специально для выемок. Изогнутая конструкция направляющей позволяет вам «раскачивать» инструмент вперед и назад по камню, следуя за изгибом изогнутой кромки (см. фотографии ниже).
Весло направляющая полезна для установки начального угла скоса. Но на настройку уходит много времени. Поэтому я думаю, что вам лучше научиться делать любое последующее хонингование от руки.
Опубликовано: 13 июня 2019 г.
Отправить страницу:
Темы: Нет
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; однако мы
тщательно отобрали эти продукты за их полезность и качество.
Универсальные зажимы для забора
Набор лезвий Dado
Насадки Brad Point
Комбинированный угольник
404 WOODWEB ERROR
404 WOODWEB ERROR| Поиск по всему сайту
Поиск в каталоге продуктов
Поиск в базе знаний
Поиск по всем форумам
Поиск по биржевому оборудованию
Поиск биржи пиломатериалов
Поиск вакансий
Поиск объявлений
Новости отрасли
Поиск Аукционы, распродажи и специальные предложения
Календарь событий поиска
————————
Поиск отдельных форумов
Клеи
Архитектурная мастерская
Бизнес
Изготовление шкафов
САПР
ЧПУ
Пыль/Безопасность/Завод
Отделка
Лесное хозяйство
Мебель
Монтаж
Ламинат/твердая поверхность
Распиловка и сушка
Обработка массивной древесины
Добавленная стоимость Древесина Прод. Шпон
ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
| Извините… введенный вами адрес недоступен. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: [email protected] Тип ошибки: 404 Ресурсы Главная Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения – Знак оповещения о продажеПромышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник Wood Doctor Книжный магазин Пиломатериалы/древесина/разное КалькуляторыМедиа-кит О WOODWEB Пользовательское соглашение и условия
использования Стать
Член Каталог продукции Каталог продукции Работа Возможности и услуги по деревообработке Ламинирование и наплавка Пиломатериалы
и Фанера Машины Молдинги
и столярные изделия Электроинструменты Планы и публикации Завод Техническое обслуживание и управление Распиловка и сушка Поставщики Инструменты Шпон Токарная обработка дерева ГалереиПроект ГалереяЛесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея ФорумыПоследние сообщения со всех форумовКлеи Архитектурные Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов САПР Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание Ламинирование и Сплошная поверхность Педа и сушил Собственные изделия оборудование . Наверх
|