Как хонинговать гильзы двигателя своими руками
Содержание
- Зачем нужно хонингование цилиндров двигателя
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Хонингование цилиндров – как повысить производительность двигателя?
- 1 Хонингование цилиндров – повышение ресурсов двигателя
- 2 Основные этапы и инструменты для обработки поверхности
- 3 Как выполнить хонингование своими руками, и что вам в этом поможет?
- Технология хонингования цилиндров своими руками
- Теория хонингования блока цилиндров
- Что дает хонингование поверхности цилиндров
- Хонингование цилиндров блока двигателя своими руками
- Самые примитивные, но реальные варианты
- При помощи обычной дрели
- Обработка гильзы блока двигателя с использованием сверлильного станка
- Хонингование цилиндров: как это делается
- Хонингование, что это
- Хонинговальные станки
- Хонингование цилиндров, что дает хонингование двигателю
- Как правильно наносить хон на стенки цилиндров
- Этапы расточки и хонингования
- Используемое оборудование и материалы
- Инструмент и приспособления для хонингования
- Главные плюсы
- Виды отделочной обработки полирование
- Хонингование цилиндров своими руками, технология хонингования
- Инструмент для обработки
- Видео
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
В конце статьи — видео о том, что такое хонингование.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Источник
Хонингование цилиндров – как повысить производительность двигателя?
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.
Размер абразивных зерен не должен превышать 1/150 мм.
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Источник
Технология хонингования цилиндров своими руками
В машиностроительных технологиях металлообработки есть немало необычных и интересных способов снятия метала при изготовлении точных и особо точных деталей. Если использовать сравнение, то хонингование можно назвать высшим пилотажем металлорежущего процесса.
Что такое хонингование цилиндров – это завершающая стадия обработки металлической детали. Сверхточное снятие с обрабатываемой поверхности детали тончайших, микронных слоев металла. Благодаря применению специальных сложных инструментов и сверхтвердых материалов появилась возможность на заключительном этапе приводить геометрию и чистоту поверхности к 10 и 11 классу. Правда, подобное высокое качество может быть обеспечено только применением тонких алмазных порошков, что повышает стоимость обработки.
Технология хонингования гильз блока позволяет получить:
Технология хонингования блока цилиндров появилась, как ответ на потребность в точной обработке цилиндров двигателей внутреннего сгорания, в первую очередь дизелей. От точности геометрии гильз, качества их поверхности зависит ресурс двигателя и его рабочие параметры.
От точности геометрии гильз, качества их поверхности зависит ресурс двигателя и его рабочие параметры.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что дает хонингование поверхности цилиндров
Хонингование применяется как доводочная операция после расточки цилиндра блока двигателя до необходимого диаметра. После обработки внутренней поверхности металла резцом, даже при использовании специальных режимов точения, шероховатость поверхности редко получается лучше Ra1,6 по 6 классу точности, тогда как хонингование поверхности дает прекрасную геометрию и качество Ra0,2 по 10 классу точности. Обработке подвергают чугуны, углеродистые стали, бронзы и дюралюминий.
Хонингование цилиндров блока двигателя своими руками
Лучшим вариантом ремонта двигателя всегда была специализированная автомастерская, располагающая необходимыми расточными и хонинговальными станками, специализированным измерительным инструментом, а главное – квалифицированными мастерами, выполнившими не один ремонт цилиндров блока двигателя.
Но при наличии слесарных навыков и сверлильного станка можно попробовать освоить операцию хонингования своими руками. Лучшим вариантом было бы получить пару уроков хонингования отверстий у опытного мастера, на крайний случай изучить опыт, выложенный на многочисленных видео в сети. На третий-четвертый раз операция хонингования цилиндра блока будет успешно освоена.
Самые примитивные, но реальные варианты
При помощи обычной дрели
Для простых и легких блоков с диаметром гильзы не более 50 мм отдельными мастерами используется самый примитивный способ – с помощью электрической дрели и маятникового хона.
Суть способа сводится к использованию в хонинговании набора наждачных шкурок с различной зернистостью, которую обертывают вокруг лапок хона и вводят в цилиндр, предварительно залитый моторным маслом. Метод прост и легко воспроизводится, если в алюминиевый блок запрессована короткая стальная гильза. Производительность и точность подобной обработки низкая и больше напоминает притирку поршня к гильзе.
Вместо специализированного мерительного инструмента в контроле цилиндра блока используют ремонтный поршень. После проведения двух-трех проходов обработку прекращают для измерения полученного размера гильзы цилиндра. Если смазанный моторным маслом поршень входит в промытую гильзу с небольшим усилием, то обработку хонингованием прекращают.
Обработка гильзы блока двигателя с использованием сверлильного станка
Более точный и продуктивный способ хонингования гильз можно освоить, если у вас есть сверлильный станок на тяжелой станине с мощностью привода не менее 800-900Вт.
Для получения качественного результата обработку необходимо проводить с использованием самодельного или промышленного хона, рассчитанного на диаметр гильзы вашего двигателя.
Для управления процессом следует предварительно промерить диаметры гильзы в нескольких местах.
Процедура проводится в следующем порядке:
Обработка применяется не только для гильзы. Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
На видео хонингование цилиндров своими руками:
Источник
Хонингование цилиндров: как это делается
Хонингование, что это
Многим автовладельцам знаком термин «расточка мотора», которая может выполняться либо для повышения мощности двигателя, либо для устранения так называемого «эффекта конусности» при капитальном ремонте. Когда растачивание цилиндров силового агрегата завершено, нужно провести их хонингование.
Хонингование цилиндров является завершающей стадией их обработки. Оно осуществляется с применением специального инструментария, поэтому самостоятельно провести хонингование мотора без сервисного оборудования не получится. Главная задача данного мероприятия — увеличение срока службы мотора, благодаря уменьшению износа элементов во время их приработки.
Хонинговальные станки
В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Хонингование цилиндров, что дает хонингование двигателю
Многие профессиональные мастерские занимаются хонингованием цилиндров мотора. Основной задачей хонингования является снижение шероховатости стенок цилиндров, что дает возможность повысить качество приработки поршневых колец и поршней. В процессе работы силовой агрегат теряет свои первоначальные характеристики, в результате чего возникают проблемы в его работе. Элементы и детали мотора способны менять свою форму. Если посмотреть на цилиндры в разрезе, они имеют форму овала. В процессе эксплуатации и/или ремонта на их поверхности остаются царапины и следы. Это влечет за собой такие проблемы, как:
Как правильно наносить хон на стенки цилиндров
Сейчас читают
Схема системы охлаждения УАЗ Буханка
Проверка датчика температуры охлаждающей жидкости
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Этапы расточки и хонингования
Вышеописанные проблемы влекут за собой ремонт силового агрегата. Если не сделать это вовремя, состояние цилиндров может отрицательно сказаться на работоспособности других механизмов, что приведет к более серьезным поломкам. Бывают случаи, когда в результате откладывания ремонта приходилось делать замену всего кривошипно-шатунного механизма.
Происходит ремонт в несколько этапов:
Расточка и хонингование производится по этапам:
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Применяемый хонинговальный станок бывает 2 типов:
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
Читать далее: Что такое лонжерон в автомобиле
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
Инструмент и приспособления для хонингования
Обычный станок не подойдет для выполнения хонингования, так как здесь требуется работа специального оборудования. Как уже было сказано выше, расточку делают с помощью брусков с абразивными материалами. Количество этих брусков должно быть 5-8 штук. Для равномерной обработки необходимо, чтобы бруски располагались по всей поверхности цилиндра, который обрабатывается в данный момент. Чтобы установить инструмент, понадобится помощь гидравлического привода.
Зерна абразивного материала прикреплены на бруске с помощью связки из пластмассы. Данные бруски выполнены так, что алмазное напыление способно самозатачиваться.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
Читать далее: Рассмотрим как подключить сабвуфер supra
Виды отделочной обработки полирование
Существует несколько типов отделочной обработки:
Хонингование цилиндров своими руками, технология хонингования
Самостоятельно произвести расточку без спецоборудования невозможно. Плосковершинное хонингование можно осуществить самостоятельно. Такое мероприятие состоит из нескольких шагов:
Плосковершинное хонингование можно осуществить самостоятельно. Такое мероприятие состоит из нескольких шагов:
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
по способу крепления абразивного инструмента: жесткие;
Хонинговальная головка состоит из:
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Источник
Видео
Хонинговка цилиндров двигателя. Своими руками! Часть 7
Бюджетный хон хонинговка цилиндров своими руками хонингования двигателя 1G-FE после кап ремонта
Обзор ручного хона
Расточка блока своими руками!!!
СВОИМИ РУКАМИ: Хонинговка цилиндра
Расточка гильзовка и хонинговка блока цилиндров
Хон или зеркало? Научно-практический коментарий
ШЛИФОВАЛЬНЫЙ ЦИЛИНДР СВОИМИ РУКАМИ | Крутая самоделка
шлифовка блока цилиндров без снятия с автомобиля 1
Восстановление (гильзовка) блока цилиндров. Часть 2: Установка гильз
Хонинговка цилиндров — что такое хонингование двигателя автомобиля
13. 11.2019
11.2019
| (Голосов: 2, Рейтинг: 3) |
Вопросы, рассмотренные в материале:
- Что такое хонингование цилиндров
- Есть ли разница между зеркалом цилиндра и хонингованием
- Каковы технологии хонингования цилиндров
- Как происходят хонингование и ремонт цилиндров Alusil и Nicasil
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Требования к процессу и оборудованию
Для равномерности насечки требуется плавное движение шлифовальной насадки внутри цилиндра. Если используется токарный станок, то следует наловчиться плавно перемещать кучку патрона. Чаще в гаражных условиях используется специальный ершик. Скорость, усилия и плавность движений уже зависят от физических способностей мастера. Если он неоднократно выполнял подобную процедуру, ему легче будет создать точный рисунок. Но он все равно будет отличаться от эффекта после применения технических средств.
Для выполнения процедуры потребуется уровень и направляющая рейка. Эти приспособления смогут помочь создать равномерный рисунок с правильным углом. Если мастер собьется, он испортит узор, из-за чего ему придется все переделывать.
Еще одним важным условием при хонинговке мотора является стабильная смазка поверхности. Для этого пригодится керосин или его смесь с маслом. Эта жидкость будет смывать мелкую стружку, которая помешает в создании подходящей шероховатости.
После выполнения работ блок нужно помыть при помощи мыльного раствора. Это удалит все мелкие частицы, предотвратив их появление в полостях агрегата после его сборки. После блок нужно высушить и обработать антикоррозионным маслом.
Когда мотор будет собран, прежде чем на него будет даваться привычная нагрузка, должна выполниться приработка цилиндропоршневой группы. Это позволит притереться деталям друг к другу. В этот период двс будет нуждаться в более щепетильном подходе к замене масла и использованию качественного топлива.
Для более щадящей притирки можно воспользоваться тем же триботехническим веществом Супротек плюс. В некоторых случаях хонинговку можно выполнить без расточки цилиндров. Если повреждения незначительны, и достаточно только этой операции, мотор можно даже не снимать с машины.
Зеркало или хонингование цилиндров
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Рекомендуем
«Отказ цилиндра: причины и способы диагностики» Подробнее
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Основное назначение хонингования
Назначение данной операции заключается в следующем. Микрорисунок создает небольшую шероховатость на зеркале цилиндра. Она нужна для того, чтобы смазочный материал задерживался на поверхности.
Всем известно, что масло в цилиндропоршневом механизме нужно для того, чтобы снизить трение между кольцами и стенками цилиндров, а также обеспечить нужное охлаждение деталей при возникновении термических нагрузок.
В силовом агрегате, отработавшем свой ресурс, геометрия цилиндров изменяется, из-за чего снижается производительность мотора. Внутренняя часть цилиндров со временем получает задиры и шероховатость, отличающуюся от изначального параметра, выполненного на заводе.
Эти повреждения устраняются, если расточить цилиндры. Если подобная процедура уже проводилась, то размер цилиндра будет соответствовать уже не первой, а второй ремонтной величине. После того, как операция была выполнена, нужно при помощи хона сделать соответствующие насечки.
Помимо улучшения смазки поверхности цилиндров у хонингования есть еще одна цель. Эта процедура устраняет бочкообразную или конусную форму, если они образовались в процессе увеличения диаметра.
Хонингование мотора обеспечивает максимальную точность шероховатости, что сложнее достигается при помощи полировки или притирки. Чтобы впоследствии подобного ремонта ДВС обладал нужным показателям, размер ячеек и глубина насечек должна соответствовать заводским стандартам. О том, как правильно выполняется процедура, а также о нормах поговорим немного позже.
Технология хонингования цилиндров
Хонингование блока цилиндров в заводских условиях существенно отличается от аналогичной процедуры, выполняемой при капитальном ремонте двигателя. Выделяют два этапа:
- Стартовая обработка при помощи крупно-абразивных брусков, закрепленных на головке хона. Она создает контуры сетки, которую можно увидеть на готовой детали.
- Финишная обработка с помощью мелкоабразивных инструментов.
 Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Выполняется для сглаживания дефектов предыдущей операции и финального выравнивания размеров под новые поршни.
Иногда применяется третий этап – притирка поверхности абразивной пастой. Она делает сетку хона еще более гладкой и не оставляет микродефектов на поверхности металла. Ее применение обусловлено качеством выполнения двух предыдущих операций и квалификацией мастера. В результате получается ровная сетка, которая не имеет острых краев металла и облегчает процесс притирки деталей цилиндро-поршневой группы.
По окончании процесса необходимо тщательно промыть обрабатываемую деталь. Остатки металла и абразивные частицы, оставшиеся на блоке цилиндров и в его полостях, недопустимы при сборке мотора. Собирать цилиндро-поршневую группу можно только на абсолютно чистом моторе. Промывка осуществляется сначала жидкостью под давлением, а затем продувкой сжатым воздухом.
Соблюдение технологии существенно продлевает жизнь мотору после капитального ремонта. Равномерно нанесенный хон дает оптимальные зазоры между сопрягаемыми деталями и хорошую смазку. Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
Процесс обкатки происходит быстрее и проще. Создается дополнительный ресурс за счет более медленного износа. Сокращается расход масла при эксплуатации автомобиля, увеличивается срок его службы.
Рассмотрим подробнее оборудование для ремонта двигателя. Профессиональный станочный парк, которым оборудованы автозаводы, позволяет производить обработку блока с максимальной точностью. Такие станки могут позволить себе только специализированные мастерские, занимающиеся расточкой и хонингованием блока цилиндров.
Хонингование – это процесс создания фактуры рабочей поверхности блока. Это не просто беспорядочное нанесение рисок и царапин, а создание сетки, у которой строго заданы глубина канавок и их взаиморасположение. Поверхность выглядит как совокупность канавок, пересекающихся под заданным углом. Кроме того глубина рисок и их поперечный профиль выдерживаются с точностью до тысячных долей миллиметра. Поверхность не должна иметь острых краев и задиров на вершинах борозд, оставляемых хоном. Долговечность жизни мотора во многом зависит от качества обработки.
Долговечность жизни мотора во многом зависит от качества обработки.
Рекомендуем
«Замена цилиндра сцепления: процесс и рекомендации по выбору детали» Подробнее
Абразивные бруски монтируются на головку хона. В процессе обработки она вращается и оставляет насечки на металле. Круговое движение дополняется возвратно-поступательными перемещениями вдоль оси вращения (вверх и вниз). Синхронизация скорости этих движений позволяет задать нужный угол между наносимыми рисками. Это важный параметр, который регулирует толщину масляной пленки между сопрягаемыми поверхностями.
Угол хонингования – это угол между рисками, наносимыми хоном. Величина зерна абразивного бруска также влияет на характеристики обработки и конечное качество отделки. Тип хонинговального инструмента обеспечивает нужную глубину рисок и их взаиморасположение. Хонингование делится на два этапа: основной и финишный. Для каждого шага выбирается свой абразивный инструмент. Прецизионный контроль качества поверхности выполняется с помощью визуализации диаграммы микропрофиля хона. Угол хона измеряется с помощью тарированных пленок-шаблонов.
Угол хона измеряется с помощью тарированных пленок-шаблонов.
Формирование структуры поверхности первоначально выполняется с помощью грубого абразива. В результате поверхность становится шершавой и даже имеет задиры, но приобретает рисунок, который в дальнейшем сохраняется и после финишной обработки. При базовой обработке используются алмазные хонинговальные бруски на медной основе. Процесс чернового хонингования сопровождается подачей смазочно-охлаждающей жидкости. Кроме основной функции, она также удаляет металлическую стружку и продукты износа алмазного бруска.
Алмазная обработка не позволяет сразу же перейти к сборке мотора, так как кольца и поршни при контакте с такой грубой поверхностью быстро придут в негодность. В некоторых случаях обработка алмазным абразивом используется как силовая расточка. Грубая поверхность должна пройти обработку зерном меньшей фракции. После этого поверхность становится более гладкой и приближается к заданному ремонтному размеру. На последнем этапе обработка проводится мелкозернистым абразивом и шлифовальной пастой.
После формирования чистового размера и структуры поверхности проводится так называемое хонинговое крацевание. Эта операция не увеличивает ремонтный размер и не меняет гладкость поверхности, а направлена на очистку хонинговых рисок и вымывание остатков металла и абразива. Крацевание имеет побочный положительный эффект в чугунном блоке – оно открывает графитовые зерна, входящие в структуру металла. Графит при этом выступает в качестве дополнительного лубриканта и снижает износ деталей. Крацевание выполняется нейлоновыми щетками с вкраплениями кремниевых кристаллов.
В дополнение к основным операциям может выполняться нанесение антифрикционных покрытий, но они подходят не ко всем материалам, из которых изготовлен блок цилиндров. Хонингование в основном применяется к чугунным блокам, но сейчас уже разработана технология обработки алюминиевых деталей. Наибольшей известностью пользуется плосковершинное хонигование, которое проводится аналогично классическим технологиям. Различия заключаются в применяемых инструментах и количестве операций.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла.
 Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- Alusil
Блоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.
Расточка выполняется стандартными резцами, которые применяются на чугунных блоках.
 Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки.
 Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Рекомендуем
«Форсунка льет в цилиндр: причины и варианты решения проблемы» Подробнее
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки.
 Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров.
 Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз.
 В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока. - Nicasil
Алюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.

Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
Рекомендуем
«Устройство цилиндра сцепления: немного теории для удачной практики» Подробнее
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса.
 Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит.
 Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки. Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили.
Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта. - Незаводское хонингование
Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
- Преимущество заводского хонингования
Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Рекомендуем
«Стук клапанов двигателя: причины и способы устранения проблемы» Подробнее
- Равномерность износа хонингования
Хон изнашивается неравномерно. Максимальный износ приходится на положение верхнего компрессионного кольца в ВМТ поршня. Выше него износ существенно меньше. - Одинаковый хон или разный
Угол хонингования свой для каждого мотора и у каждого производителя. Точные цифры найти сложно, часто приходится смотреть, как сделано на аналогичных моторах. Однажды перебирал мотор на РАВ4 с использованием ручного хона. По внешнему виду значительно хуже заводского, но эффект все равно дает. После ручного хонингования блока цилиндров и замены колец расход масла практически исчез.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
Что такое хонинговать двигатель
Содержание
- ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ.
 КАК ПРОВОДИТСЯ И ДЛЯ ЧЕГО НУЖНА ПРОЦЕДУРА?
КАК ПРОВОДИТСЯ И ДЛЯ ЧЕГО НУЖНА ПРОЦЕДУРА? - Что называется хонингованием цилиндров мотора, важность и необходимость проведения этих работ.
- Хон двигателя,что такое и для чего?
ХОНИНГОВАНИЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ. КАК ПРОВОДИТСЯ И ДЛЯ ЧЕГО НУЖНА ПРОЦЕДУРА?
Добрый день, сегодня мы узнаем, что называется хонингованием или расточкой блока цилиндров двигателя автомобиля, каковы особенности процесса и как проходит данная процедура. Кроме того, расскажем про то, для чего и когда нужно проводить хонингование блока цилиндров, а также, какой эффект получается по завершению этого «омолаживающего» процесса ключевого узла силовой установки. В заключении поговорим о том, можно ли самостоятельно проводить расточку цилиндров двигателя и почему при капитальном ремонте мотора крайне важно делать хонингование.
Итак, что называется хонингованием или расточкой цилиндров двигателя автомобиля и для чего проводят эту процедуру? Хонингованием, известным в народе понятием, как расточка блока двигателя называется окончательная обработка поверхности стенок цилиндра при помощи специальных инструментов. Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно, достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
Процедура расточки является завершающей операцией при проведении капитального ремонта силовой установки транспортного средства. Задача расточки бока цилиндров заключается в уменьшении шероховатости стенок цилиндров, с целью улучшения приработки поршневых колец к поршням мотора. Несомненно, достоинством хонингования является увеличение срока службы двигателя машины после ремонта.
Справочно заметим, что в процессе эксплуатации силовая установка находится под сильной нагрузкой и с течением времени изнашивается, что приводит к потере им первозданного состояния. Причем износ двигателя больше всего сказывается на подвижных узлах и деталях мотора, которые со временем теряют свою прочность, а также форму, на примере блока цилиндров. По прошествии определенного пробега, цилиндры двигателя по форме из круглых превращаются в овальные. Такой процесс у автомехаников называется эффектом конусности. Кроме того, со временем на стенках цилиндров мотора могут появляться царапины и задиры, которые легко диагностируются специальным машинным эндоскопом. Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Все эти симптомы так или иначе ведут к единственному финалу — к капитальному ремонту силовой установки.
Заметим, что при проведении капитального ремонта двигателя, цилиндры растачивают до определенного размера, который называется первым ремонтным. Хонингование помогает сохранить правильную геометрию цилиндров мотора, то есть из овальной формы их привести к правильной круглой, так сказать первоначальной. Кроме того, сам процесс помогает достичь оптимальной шероховатости стенок цилиндров.
Справочно скажем, что полностью избавиться от шероховатости не получиться, но привести поверхность стенок к оптимальному состоянию при расточке, как правило получается. Как мы отметили ранее, хонингование — это последний или завершающий штрих в обработке при капитальном ремонте двигателя и по сравнению с классическими доводочными операциями, на подобии полирования или притирки того или иного участка поверхности, расточка обладает высокой точностью, а также большой эффективностью.
Самым эффективным способом расточки блока цилиндров по мнению специалистов является плосковершинное хонингование , которое имеет большое количество плюсов. Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
Главная задача такой расточки заключается в тщательной обработке поверхности стенок цилиндров силовой установки для последующей работы.
По завершению данного процесса, цилиндры двигателя быстрее прирабатываются к поршневым кольцам и, следовательно, будет меньший износ деталей мотора. При меньшем износе деталей двигателя, увеличивается эффективность работы всего узла.
Кроме того, благодаря быстрой приработке элементов силовой установки, повышается компрессия в цилиндрах мотора. Все это в итоге ведет к увеличению срока службы силового узла и тем самым удлиняется интервал до следующего капитального ремонта. Также к достоинствам расточки можно отнести сокращение расхода моторного масла и нивелирование прорыва газов в картер двигателя.
Главной особенностью расточки блока двигателя является образование по завершению этого процесса на стенках цилиндров специальной сетки, которая хорошо заметна при детальном осмотре поверхности. Данная сетка на стенках необходима для того, чтобы оптимально удерживать моторное масло в цилиндрах. Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Благодаря удержанию масла на стенках, повышается обильная смазка деталей двигателя находящихся в постоянном трении друг с другом.
Как же происходит процесс расточки стенок цилиндров силовой установки? Такой процесс всегда проходит в 2 этапа. К 1-му этапу относят черновую обработку поверхности стенок цилиндров, на которой применяется специальный абразив с крупной зернистостью. На 2-ом этапе наступает окончательная или заключительная обработка стенок цилиндров. На этом этапе в работу вступает уже абразив с мелкой зернистостью, который дает возможность обеспечить высокую точность процесса. Из основных инструментов, которые используются в процессе обработки, главными являются именно абразивы. Как правило, используют керамические и алмазные абразивы.
Керамические абразивы по эффективности немного уступают алмазным. На это имеются вполне объективные причины, например, керамические элементы имеют более короткий срок службы, поэтому и стоят почти в 2 раза дешевле алмазных. По прохождению 2-х этапов обработки стенок цилиндров, необходимо в обязательном порядке тщательно вымыть силовую установку. Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
Мойка двигателя и его основных узлов, необходима для того, чтобы удалить металлические стружки, а также остатки полировочных паст, которые использовались в процессе растачивания.
В заключении отметим, что большинство специалистов, которые проводят растачивание стенок блока цилиндров двигателя, по завершению процедуры производят еще одну довольно важную операцию, которая называется финишная чистка при помощи абразивной пасты. Паста отлично убирает и сглаживает острые углы с впадинами, которые могут оставаться после растачивания. В результате применения абразивной пасты достигается идеальная гладкость поверхности стенок цилиндров силовой установки.
Источник
Что называется хонингованием цилиндров мотора, важность и необходимость проведения этих работ.
Конструктивно, можно провести ремонт двигателя несколько раз.
Проще говоря, когда наступает время капремонта, блок цилиндров растачивается под поршни с кольцами большего диаметра в сравнении с изначальным и так до последнего ремонта.
Дальше или меняется целиком блок или гильзуется старый.
Собственно, по определению, хонингованием цилиндров мотора принято называть окончательную обработку поверхности стенок цилиндра, с использованием специального инструмента (хона) в качестве финишной операции, выполняемой при капремонте мотора.
Чем же обусловлена необходимость и важность хонингования?
Дело в том, что хонингованием существенно уменьшает шероховатость стенок каждого цилиндра в блоке, с целью более эффективного улучшения приработки колец с поршнями.
Более того, в результате таких работ значительно увеличивается эксплуатационный период отремонтированного мотора.
Полезно знать, что двигатель в процессе эксплуатации утрачивает свою первоначальную конфигурацию, и в больше мере это касается цилиндров мотора.
Примечательно, что если изначально они обладают круглой формой, то по истечении определённого времени их форма становится овальной (с эффектом конусности, в том числе).
Кроме того, интенсивная безостановочная работа приводит к образованию царапин и задиров по стенкам цилиндров.
Совокупность всех этих факторов приводит к необходимости выполнения капремонта двигателя.
Примечательно, что цилиндры специалистами при капремонте растачиваются соответственно первому ремонтному размеру.
Также для сохранения правильной формы цилиндров с одновременным достижением минимальной шероховатости и применяется хонингование.
Вообще, хонинговка цилиндров является завершающим обрабатывающим этапом при капремонте мотора.
Стоит отметить, что использование плосковершинного хонингования отличается массой неоспоримых достоинств.
Хотя основная функция хонингования состоит в окончательной обработке цилиндров мотора для последующей эффективной эксплуатации.
Поскольку в итоге хониговки, поршневые кольца цилиндрами мотора прирабатываются быстрее, то и детали мотора изнашиваются меньше, благодаря чему увеличивается эксплуатационный период двигателя.
Ко всему этому хонингованием достигается увеличение компрессии в цилиндрах и продление времени до последующего капремонта мотора.
Источник
Хон двигателя,что такое и для чего?
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать ремонтно восcтановительным составом Rvs-Master?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.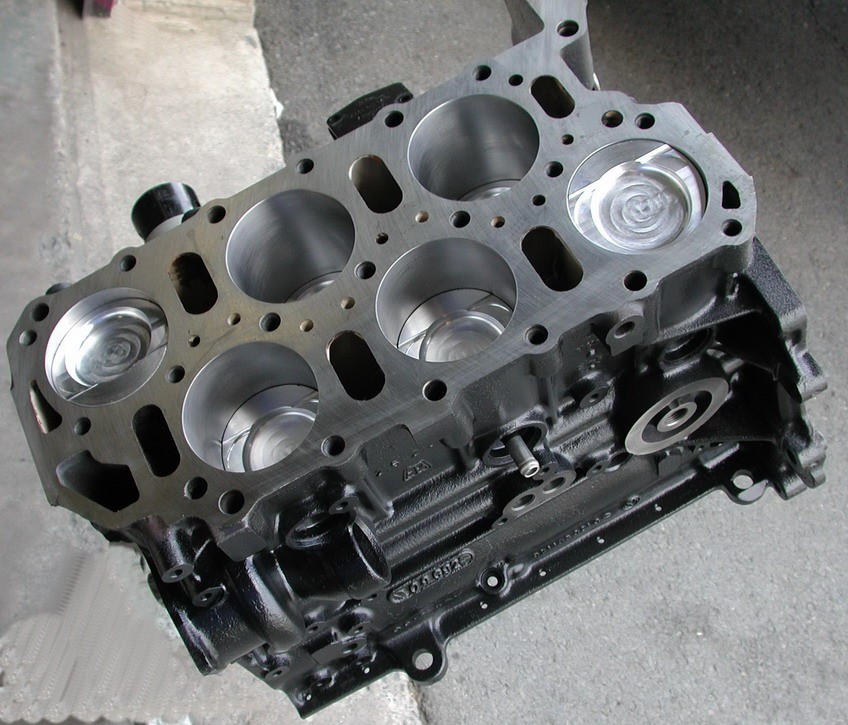
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием . Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом .
Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием . Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называется абразивным износом .
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост.
В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии — прекращается реакция замещения — прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
Именно по этой причине производители масла не добавляют RVS в свои масла — РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2 , что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей . Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом .
Источник
Хонинговка циллиндров двигателя. стоит делать или нет?
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.
Зачем нужно хонингование блока цилиндров
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.
Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов
Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.

- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.
Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала.
 Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе. - Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм).
 Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).

Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.
После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки.
 Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм.
 За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.
Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования.
 Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке.
 Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.
Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов.
 Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм.
 Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.

В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем.
 Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать. - На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
- Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
- В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
- Далее процесс хонингования проводится при помощи хона с мелким абразивом.
- Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
- По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
- Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Описание
Назначение
Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости.
Описание
• Для цилиндров диаметром от 32 до 89 мм • Размер зернистости хонов: 220* • Цилиндрический хвостовик с гибким удлинителем • Подпружиненный механизм подвода хонов • Гайка регулировки жёсткости пружины
* комплект сменных хонов (камней) поставляется также отдельно.
Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Для чего нужна хонинговка цилиндров
Хонингование цилиндров что это такое — сам термин «хонингование» происходит от английского «to hone», что означает «обтачивать», «точить». Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.

Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива.
 Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.

- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хон в цилиндре что это?
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом.
 Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра; - получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни.
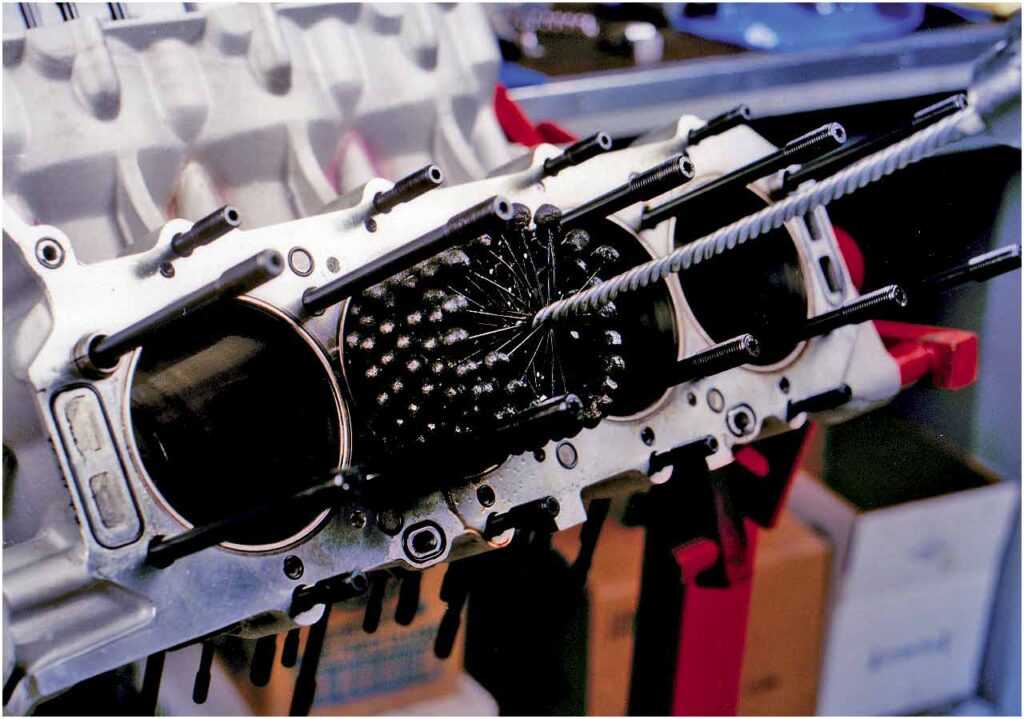 Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
- качество бензина, который вы используете;
- характер езды;
- продолжительность поездок;
- качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
- выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
- объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
- страдает мощность двигателя;
- нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.

В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров.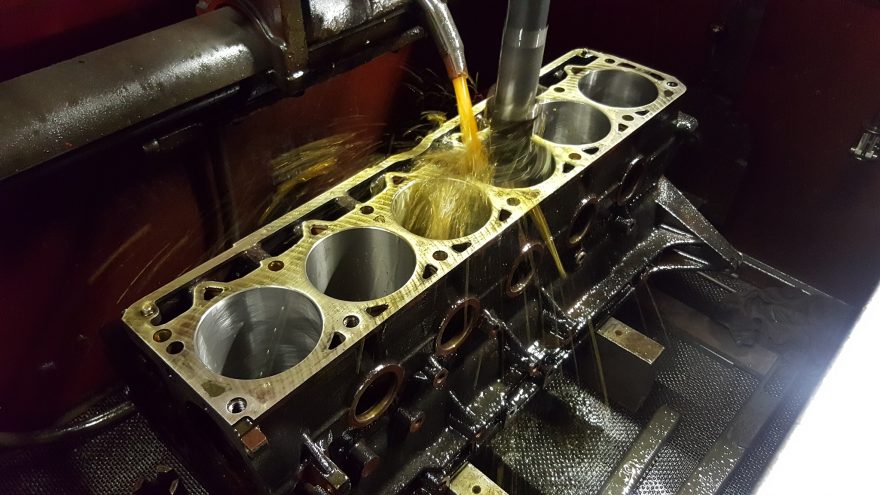 Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.
В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень.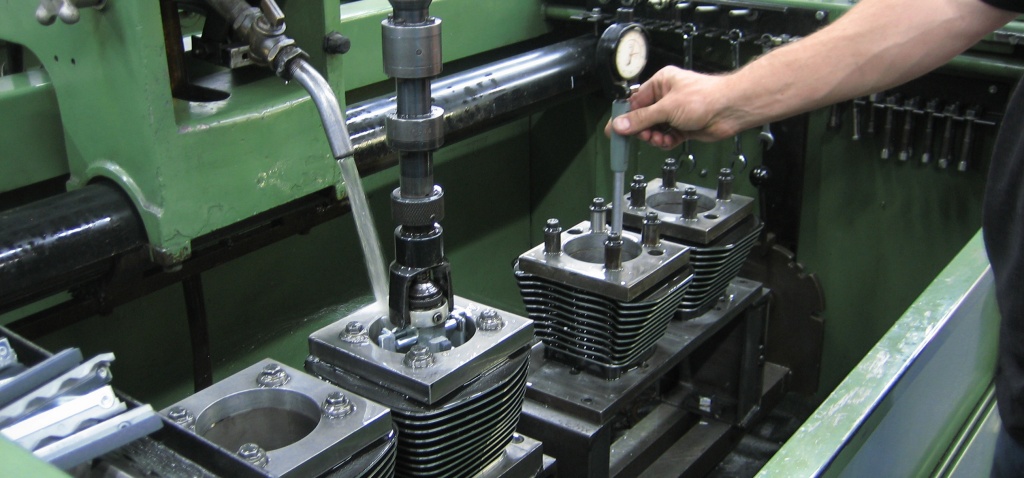 Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Автосервис «АвтоКап» Капитальный ремонт двигателей в Новосибирске
Коленчатый вал как будем ремонтировать
Ремонт головки блока как избавиться от притирки, притирка клапанов и сёдел
клапанов
Блок цилиндров расточка или хонингование
Как поправить коленвал
Капитальный ремонт двигателей в Новосибирске
Ремонт головки блока цилиндров, не соосность
Ремонт постелей головок и блоков расточка или хонингование
Хонингование цилиндров качество по разумной цене!
Блок цилиндров: расточка или хонингование?
Вопрос, который мы вынесли в название статьи, может показаться читателю, по
меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока
принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный)
размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора
между ним и поршнем.
Поскольку хорошо известно, что изношенные цилиндры блока
принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный)
размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора
между ним и поршнем.
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить…
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами…
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам:
износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала,
возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр
оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если
состояние цилиндра хуже, то из-за износа в верхней части (характерной
«ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец,
появляется их вибрация и не исключены удары о край «ступени», в результате чего
износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает
плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и
цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению
компрессии и возрастанию расхода масла, даже если в двигатель установить новые
поршни и кольца. Правда, после такого «косметического» ремонта указанные
параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров
пробега.
Первый параметр
оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если
состояние цилиндра хуже, то из-за износа в верхней части (характерной
«ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец,
появляется их вибрация и не исключены удары о край «ступени», в результате чего
износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает
плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и
цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению
компрессии и возрастанию расхода масла, даже если в двигатель установить новые
поршни и кольца. Правда, после такого «косметического» ремонта указанные
параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров
пробега.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их
геометрии, что требует ее восстановления до исходного состояния, то есть
необходимо отремонтировать блок.
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм — это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо
добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не
превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и
хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность,
имеющая впадины (риски) так называемой основной шероховатости глубиной до
0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая
поверхность формируется в процессе плосковершинного хонингования, о котором речь
пойдет ниже.
Такая
поверхность формируется в процессе плосковершинного хонингования, о котором речь
пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров,
контролируемых при ремонте блока цилиндров весьма велико, а их значения могут
меняться на разных стадиях механической обработки. Очевидно, что добиться
высокого качества ремонта можно, только грамотно выстроив всю последовательность
операций механической обработки и непременно контролируя геометрию блока на
каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок
цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при
котором весьма проблематично получить положительный результат. Мы советуем
рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти
долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в
последние годы становится хонинговальный станок CV616 американской фирмы Sunnen.
Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая
производительность, надежность, точность, простота управления, наличие
автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть
отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5
мм на диаметр!
Добиться такой производительности позволяет конструкция станка, в частности,
автоматическая подача абразивных брусков «на разжим» по мере снятия металла со
стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер.
Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам
прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в
самом конце достаточно заменить бруски на хонинговальной головке на более
мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую
плосковершинную поверхность цилиндра. В результате имеем «то, что просили» —
эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль
поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это
много позже, этак через 40-50 тысяч километров пробега отремонтированного
двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет,
быть не может, ведь все сделали хорошо. Хотя… Правильно, внимательный
читатель, наверное, обратил внимание на то, что в описании преимуществ
американского станка мы ничего не сказали о взаимном расположении поверхностей
на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта
собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании
цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра,
постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр
становится геометрически правильным, за исключением, может быть, следа от
«ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и
она, а далее, после съема еще нескольких десятых или сотых долей миллиметра,
искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже
отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого
«старения» в необходимой степени. Вследствие этого со временем блоки
«разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала.
Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при
прямом хонинговании цилиндров не будет происходить исправления геометрии блока,
— как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может
дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед
хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет
назад.
Расточка блока, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При расточке блока обязательно оставляется припуск около 0,1-0,15 мм на
хонингование. Именно эта величина гарантирует, что будет удален весь дефектный
слой металла, оставшийся после растачивания. Одновременно такой малый припуск не
позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров
получается долгой в любом случае, поскольку предварительное растачивание
обязательно. А время — это деньги: более длительная работа дороже. Сэкономить
время удается лишь на хонинговании, правда, если использовать уже упомянутый
американский станок, то, по сравнению с довольно неуклюжими отечественными
хонинговальными станками, экономия общего времени обработки блока едва ли
превысит 20%.
Но только так можно гарантировать высокое качество ремонта…
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.

Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
HONE Synonyms: 8 Synonyms & Antonyms for HONE
See definition of hone on Dictionary.com
- verb sharpen
synonyms for hone
- whet
- acuminate
- edge
- напильник
- отшлифовать
- сделать острым
- поставить точку
- поставить кромку
Группа.
ПОПРОБУЙТЕ ИСПОЛЬЗОВАТЬ Hone
Посмотрите, как выглядит ваше предложение с разными синонимами.
Символов: 0/140
ВИКТОРИНА
Внимание, любители викторины Doughty Word Of The Day!
НАЧАТЬ ВИКТОРИНУКак использовать оттачивание в предложении
Возможно, вы захотите отточить свои навыки исследования ключевых слов для достижения наилучшего результата.
ПЯТЬ СОВЕТОВ ДЛЯ МАКСИМИЗАЦИИ ПРИБЫЛИ В КАЧЕСТВЕ ПАРТНЕРСКОГО МАРКЕТИНГА0015 Кроме того, если вы думаете о своем контенте и своем сайте в целом с точки зрения авторитета бренда, это естественным образом оттачивает вашу актуальность.
ВАШ СЕО-КОНТЕНТ ПОМИМО ПРИОБРЕТЕНИЯМОРДИ ОБЕРШТЕЙН 2 ФЕВРАЛЯ 2021SEARCH ENGINE WATCH
Не было никаких фокусов — только дисциплина, внимание к деталям и отточенное движение мяча.
ЛИДЕРЫ НА ПРЕМИИ НБА НЕ ОБЫЧНЫЕ ПОДОЗРЕВАЕМЫЕ БЕН ГОЛЛИВЕР 1 ФЕВРАЛЯ 2021WASHINGTON POST
По мере того, как она оттачивала этот подход, еда Шанти стала популярной в Benne on Eagle, получив похвалу от местных поваров Эшвилла, критиков и коллег-поваров.
ЭТОТ РЕВОЛЮЦИОННЫЙ ШЕФ-ПОВАР ХОЧЕТ СВЕРГНУТЬ ПРОДАВЦА ТАБЛШААН 30 ЯНВАРЯ 2021OZY
Этот набор навыков она отточила в Walmart за десять лет работы, в том числе за управление Sam’s Club, складским бизнесом компании.
«ОПЕРАТОР:» ЧТО НУЖНО ЗНАТЬ О РОЗ БРЮЭР, НОВОМ ГЕНЕРАЛЬНОМ СЕНСОРНОМ СОТРУДНИКЕ WALGREENS, КЛЭР ЗИЛЬМАНЬЯНЬ 27 ЯНВАРЯ 2021 г., FORTUNE
В четверг юрисдикции в регионе Вашингтон продолжили оттачивать свои программы вакцинации против коронавируса.
Округ Колумбия ВОЗОБНОВИТ ОБЕД В ПОМЕЩЕНИИ В ПЯТНИЦУ, КАК СЛУЧАИ КОРОНАВИРУСА НАВЕШИВАЮТСЯ НА ПОВЫШЕННЫЕ УРОВНИДЖУЛИ ЗАУЗМЕР, РЕБЕККА ТАН, ЭРИН КОКС, ГРЕГОРИ С. ШНАЙДЕРЯНВАРЬ 22, 2021WASHINGTON POST
Расходы на инфраструктуру также можно направить на поддержку экологически чистой энергии, например, путем модернизации устаревшей электросети, строительства общественного транспорта или создания сети станций зарядки электромобилей.
НОВОЕ РУКОВОДСТВО СЕНАТА НАКОНЕЦ-ТО МОЖЕТ ПОМОЧЬ НАМ В БОРЬБЕ С КЛИМАТОМ ИЗМЕНЕНИЕ ХРОБАКА 13 ЯНВАРЯ 2021 г.
НЕСМОТРЯ НА ЭТО, КАК ПРОЖИТЬ НАШУ ЛУЧШУЮ ЗИМУТОМ СОММЕРС12 ЯНВАРЯ 2021ВАШИНГТОНСКИЙ БЛЕЙД
Она называет эту программу «очень щедрой» и «изменившей жизнь», возможностью отточить свои журналистские навыки, а также встретиться со светилами индустрии видеоигр, такими как Хидео Кодзима и актер Норман Ридус.
REGGIE FILS-AIME ТРАТИТ СВОЙ ПЕНСИОННЫЙ ОТДЫХ, ПОМОГАЯ МОЛОДЕЖИ С НЕДОСТАТОЧНЫМИ УСЛОВИЯМИ SELISE FAVIS. 7 ЯНВАРЯ 2021WASHINGTON POST
Со временем они надеются определить, как мы можем отточить это поведение, чтобы оно было менее отвлекающим и более эффективным, когда речь идет о снижении стресса и повышении внимания.
FIDGETING CAN RELAX YOUR BODY AND BRAIN—IF YOU DO IT RIGHTJANUARY 6, 2021POPULAR-SCIENCE
WORDS RELATED TO HONE
- edge
- hone
- put an edge on
- taper
- whet
- разминать
- зубрить
- тренировать
- обучать
- оттачивать
- раскладывать для
- приводить в форму
- готовить 90 90 90 90 90put through the grind
- put through the mill
- ready
- school
- teach
- train
- tutor
- breaks in
- crams
- drills
- educates
- hones
- lick into shape
- выкладывает
- готовит
- надевает пальто
- перемалывает
- перемалывает
- готовит
- schools
- teaches
- trains
- tutors
- accustom
- break in
- exercise
- get into shape
- habituate
- hone
- instruct
- learn
- lick into shape
- practice
- rehearse
- обучение
- настройка
- прохождение
- тренировка
- файл
- шлифовка
- hone
- polish
- sharpen
- strop
- whet
- creeps
- eases
- inches
- infiltrates
- nose out
- sidles
- slip past
- slips by
- squeezes by
- squeezes прошлое
- ворует
- черви
Тезаурус 21 века Роже, третье издание Copyright © 2013, Philip Lief Group.
Программное обеспечение для учета и отчетности в ресторанах
Получить демоверсию
Создан ветеранами ресторанного бизнеса.
Бухгалтерия + еженедельные обзоры для увеличения прибыли.
Имя
Фамилия
Эл. адрес
Номер телефона
Название ресторана
Запрашивая демонстрацию, вы соглашаетесь получать автоматические электронные письма от Hone. Мы будем обращаться с вашей информацией в соответствии с нашим заявлением о конфиденциальности.
Интуитивно понятные отчеты, глубокое понимание, более высокая прибыль.
Стань частью!
Скачано: 93,127k
Стань частью!
Скачано: 93,127k
Нет долгосрочных контрактов
Месячные контракты означают, что мы должны заслужить и сохранить ваше доверие
Получить демо
Доступные цены
Бухгалтерский учет и информация для повышения прибыли дешевле, чем у большинства бухгалтеров, привлеченных на аутсорсинг.
Беспроблемная настройка
Оставьте сложные технические вопросы нам — мы возьмем на себя всю тяжелую работу по подключению ваших систем.
Лучший способ управлять своими книгами
Управление передней и задней частью дома в ресторане — это больше, чем работа на полный рабочий день, и финансовое давление может быть непосильным. Hone помогает вам лучше управлять своими книгами, чтобы вы могли повысить прибыльность и эффективность работы вашего ресторана.
Когда ваши финансы находятся под контролем, вы можете сосредоточиться на забавных аспектах управления рестораном: более вкусных блюдах, более счастливом персонале, восторженных отзывах и более высокой прибыли. Это то, о чем мы все.
Хватит нервничать из-за денег
Тяжелая работа не должна приводить к такому низкому балансу банка, однако каждый третий ресторан закрывается в течение первого года. Если вы изнуряете себя, пытаясь держать свои двери открытыми, но все еще задаетесь вопросом, где деньги, правда в том, что это, вероятно, скрытые PDF-файлы от вашего существующего бухгалтера и сложное программное обеспечение, которое затрудняет управление вашими затратами и расходами.
Hone превращает хаос в деньги, позволяя вам уделять время и внимание той части ресторанного бизнеса, которая вам нравится больше всего.
Релевантная отчетность ресторана
Трекер налога с продаж
Плата за счет поставщика
Отслеживание сторонних каналов продаж
Сканирование счетов мобильного приложения
Отзывчивая служба поддержки
Совершенство, подкрепленное опытом
Большинство людей не осознают, сколько усилий требуется для успешного управления рестораном, но мы понимаем, потому что мы испытали это на себе, как и вы. Мы не понаслышке знаем, как сложно управлять прибыльным и эффективным рестораном без правильных инструментов, и мы поставили перед собой задачу изменить это.
Вот почему мы создали Hone, идеальное сочетание бухгалтерских услуг и программного обеспечения, сочетающее в себе многолетний опыт управления успешными ресторанами с новейшими финансовыми технологиями.
Благодаря тому, что все в одном месте, Hone упрощает оплату счетов, отслеживание расходов и принятие оптимальных решений для вашего ресторана.
Клиенты Hone растут с помощью нашего программного обеспечения для учета в ресторанах
«Hone помогает мне управлять расходами, чтобы я мог сосредоточиться и видеть общую картину».
Джей Карр
второй блок во время пандемии, но я спокойно сплю, зная, что Hone управляет моими счетами и расходами»
Джесси Кримминс
Revive & Co
«Хон работал со мной, чтобы оценить мои затраты на рабочую силу и потребности, чтобы я смог снизить свои затраты на рабочую силу, не влияя на обслуживание».
Шерил Стротер
Владелец и шеф-повар Soleil Restaurant & Catering
«Команда Hone инициативна, любезна, и с ними очень приятно работать. Их особый опыт
в ресторанной индустрии — это глоток свежего воздуха. Они обеспечивают замечательную персонализированный 9Обслуживание 0379 и непревзойденный уровень профессионализма, спасибо, Хон!»
Энтони Флоро-младший
GM, Liv’s Juice & Acai Bar
Начало работы
Посмотреть демо
Посмотрите, как работает программное обеспечение, чтобы вы могли почувствовать его.
Подписаться
Сразу же приступайте к работе с программным обеспечением, чтобы увидеть результаты.
Преуспеть
Откройте мир возможностей, повысив прибыльность и эффективность работы вашего ресторана.
Получить демонстрацию
- Построен ветеранами ресторана.
- Бухгалтерия + еженедельные обзоры для увеличения прибыли.
Имя
Фамилия
Эл. адрес
Номер телефона
Название ресторана
Запрашивая демонстрацию, вы соглашаетесь получать автоматические электронные письма от Hone. Мы будем обращаться с вашей информацией в соответствии с нашим заявлением о конфиденциальности.
Загрузите БЕСПЛАТНУЮ копию нашей «Карты деятельности ресторанной индустрии на 2022 год»
Изучите более 200 активных ссылок на инструменты, ресурсы и услуги, которые в настоящее время обеспечивают работу постоянно развивающегося мира ресторанной деятельности. Введите свое имя и адрес электронной почты ниже, чтобы получить бесплатную копию.
Имя
Эл. адрес
© 2022 Hone
Линкедин
Facebook-f YouTube Инстаграм Твиттер
© 2022 Hone
Consulting
Hone — компания, занимающаяся производственной стратегией для брендов и агентств
У нас много возможностей, но
у нас есть два основных предложения:
Производство
Консультации:
Команда опытных агентств-продюсеров и экспертов по деловым вопросам
+
Контент для производственной компании
1 A
1 Производство:
1 вещательные, цифровые, эмпирические и социальные сети
Мы работаем с
Собственные маркетинговые команды брендов и внешние креативные агентства, которым нужны отмеченные наградами продюсеры для предоставления контента, превосходящего ожидания
творческий
интерактивный
производство
Социальное
экспериментальный
пр
Услуги по стратегии производства
i
Специалист по стратегии производства Hone отвечает за надзор за развитием производства контента. Их роль состоит в том, чтобы пробиться сквозь хаос, дать рекомендации и преобразовать потребности бренда в контенте в выполнимый план для создания рекламных идей, решающих определенную бизнес-проблему. Выполнив всестороннюю оценку внутренних и внешних факторов, таких как операционные процедуры, уникальные болевые точки системы, исторические производственные данные, собственные кадровые ресурсы и доступность библиотеки активов, мы можем разработать производственную стратегию, которая максимизирует эффективность и минимизирует перерасходы и задержки. Затем мы можем преобразовать эту производственную стратегию в сборник лучших практик и, при необходимости, в пользовательские руководства по производству.
Для марок
Раздельное производство
Оценка производственных операций
Анализ предложений поставщиков
Поддержка бизнеса
Рекомендации, создание и обновление инструментария
Платные агентские услуги
Таланты знаменитостей и управление правами
Надзор за налоговыми льготами на производство
Ведение и контроль производства контента
Создание контента для социальных сетей
Для агентств
Услуги развязанного моста
Поддержка продюсера агентства
Услуги внутреннего производства
Поддержка бизнеса
Создание контента для социальных сетей
Гибридное производство — агентство/линия
Музыкальный надзор
Таланты знаменитостей и управление правами
Последняя работа
Практические примеры
Hone помогает Etsy выбрать несколько путей для производства контента, предоставляя им возможность работать с агентствами на проектной основе или выполнять работу внутри компании.
См. пример из практики
Раздельное производство • Анализ предложений поставщиков • Деловые вопросы • Платежный агент • Руководство и надзор за производством • Контент в социальных сетях • Музыкальный надзор • Поддержка продюсера агентства
Hone предоставляет художественному отделу Airbnb подробный анализ производственных операций, обновления их внутренних производственных инструкций и наборов инструментов, а также собственные производственные услуги.
См. пример из практики
Руководства и наборы инструментов • Производственные операции • Анализ предложений поставщиков • Деловые вопросы • Раздельное производство • Платежный агент • Управление талантами знаменитостей и правами • Руководство и надзор за производством • Гибридное производство • Музыкальный надзор
Hone была удостоена чести помочь стартапу Wealthsimple запустить робота-консультанта в США и помочь в создании нескольких прорывных точек с ноября 2016 года, включая кампанию для Super Bowl XLI.
См. пример из практики
Управление талантами знаменитостей и правами • Анализ предложений поставщиков • Деловые вопросы • Платежный агент • Руководство и надзор за производством • Контент в социальных сетях • Гибридное производство • Музыкальный надзор • Поддержка продюсера агентства
Клиент Hone с момента нашего основания — Coke использовала почти все инструменты из своего производственного набора для создания контента. Совсем недавно Hone стала собственным подразделением по производству контента для недавно запущенного Social Center.
См. пример из практики
Гибридное производство • Анализ предложений поставщиков • Деловые вопросы • Руководство и инструментарий • Платежный агент • Надзор за налоговыми льготами • Руководство и надзор за производством • Контент в социальных сетях • Агентство поддержки продюсеров • Раздельное производство
С кем мы работали
Награды и признание
Наши производители отмечены многими ведущими отраслевыми премиями.
0
0
0
0
0
0
0
0
0
Подпишитесь на нашу рассылку новостей
Компания Hone расширяет свою миссию, помогая мужчинам жить дольше и лучше благодаря запуску новой линейки продуктов
Новые продукты для долголетия, профилактики заболеваний и оптимизации энергопотребления — первые из нескольких Новые предложения на 2022 год
Скачать
Новые предложения продуктов от Hone Health (от L-R: глутатион, витамин B12, NAD+, метформин) (Фото: Business Wire)
НЬЮ-ЙОРК — (BUSINESS WIRE) — Hone Health, крупнейшая мужская онлайн-клиника, занимающаяся лечением гормонального дисбаланса и дефицита тестостерона, объявила сегодня о выпуске новых продуктов, которые будут сосредоточены на долголетии, профилактике заболеваний, и управление энергией. Новые продукты, никотинамидадениндинуклеотид (NAD+), метформин, витамин B12 (метилкобаламин) и глутатион, направлены на то, чтобы помочь мужчинам жить дольше, одновременно повышая качество жизни.
СМИ ИЗОБРАЖЕНИЯ | ГАЛЕРЕЯ ПРОДУКЦИИ
«Сегодня мы сделали большой шаг вперед в эволюции Hone, чтобы более комплексно относиться к мужскому здоровью и сосредоточиться на состояниях, от которых другие уклоняются», — сказал Саад Алам, соучредитель и генеральный директор Hone. «Мы прислушались к нашему сообществу, которое хочет жить дольше и иметь больше энергии для своих семей, и быстро обнаружили, что существует потребность в чем-то большем, чем решения для терапии гормонами и тестостероном. Благодаря онлайн-сообществу Hone тысячи мужчин уже нашли форум, где они чувствуют себя комфортно, рассказывая о сложных темах, связанных со здоровьем. Теперь Hone предлагает разнообразный набор продуктов, которые не только поддерживают наших существующих пользователей, но и помогают еще большему количеству мужчин снова почувствовать себя настоящими».
Hone использует лекарства, отпускаемые по рецепту, изменения образа жизни и технологии, чтобы помочь пользователям ускорить процесс старения, предотвратить хронические заболевания, максимизировать уровень энергии и улучшить качество жизни. Новые продукты будут способствовать выполнению миссии Hone по поддержке большего числа мужчин. Хоун начал с лечения клинически низкого уровня тестостерона, состояния, которое становится все более распространенным и связано со снижением энергии, низким либидо, увеличением веса, плохой концентрацией внимания и плохим настроением. Исследования показали, что уровень тестостерона обычно снижается у мужчин, начиная с 30 лет, и это снижение в сочетании с факторами окружающей среды привело к тому, что более 40% мужчин старше 45 лет страдают от сложного набора стигматизированных состояний. Компания Hone стала пионером в области сложных процессов телемедицины, включающих анализ биомаркеров крови, что приводит к доставке рецептурных лекарств для самостоятельного введения на дом в обход фрагментированной экосистемы здравоохранения, в которой отсутствует координация и могут потребоваться месяцы, чтобы разработать аналогичный план лечения. Благодаря этим новым продуктам Hone расширяет свое предложение, включив в него дополнительные высокоэффективные инъекционные терапевтические средства.
«Сегодня все больше мужчин проявляют активный подход к своему здоровью и благополучию, и мы поддерживаем это движение запуском этих новых продуктов», — сказал доктор Джек Дженг, главный медицинский директор Hone Health. «Hone уже является лидером в домашнем тестировании и лечении мужчин со сложными состояниями, такими как дефицит тестостерона. Поскольку исследования в области долголетия, профилактики заболеваний и оптимизации энергопотребления приводят к появлению новых решений, мы рады предложить доступ к терапевтическим средствам, которые могут помочь мужчинам жить более здоровой, продуктивной и долгой жизнью».
«Мы продолжим внедрять новые продукты, тесты и скоординированный уход через нашу платформу, чтобы служить нашей миссии — помогать мужчинам жить в мире, где возраст не является пределом», — добавил Алам.
Об инъекциях NAD+*
Найденный практически во всех живых клетках, NAD+ необходим для поддержания жизни. Он играет двойную роль в защите от факторов, которые старят нас, и в продвижении долголетия посредством клеточных процессов, таких как восстановление ДНК.
О метформине 907:15
В качестве дополнения к диете и физическим упражнениям метформин является наиболее широко назначаемым пероральным гипогликемическим препаратом, одобренным FDA, для лечения диабета 2 типа. Он снижает уровень глюкозы в крови за счет снижения выработки глюкозы в печени, уменьшения всасывания глюкозы в кишечнике и повышения чувствительности к инсулину.
Об инъекциях витамина B12 (метилкобаламина)*
Один из самых важных необходимых для здоровья витаминов, витамин B12 является важным коферментом, который необходим каждой клетке вашего тела. Поскольку он не вырабатывается в организме, он должен поступать из внешнего источника через диету или добавки.
Об инъекциях глутатиона*
Называемый «матерью всех антиоксидантов», глутатион является первой линией защиты от окислительного стресса, выводя токсины из нашего организма, нейтрализуя свободные радикалы, повышая клеточную функцию и стимулируя клеточный обмен. Он борется с болезнями, замедляет старение, повышает энергию и очищает организм.
Для получения дополнительной информации о Hone Health и ее новых продуктах посетите сайт products.honehealth.com.
* Приведенные выше утверждения не были оценены Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов. Этот продукт не предназначен для диагностики, лечения, излечения или предотвращения каких-либо заболеваний. Продукты, отпускаемые по рецепту, требуют онлайн-оценки у лицензированного медицинского работника, который определит, подходит ли рецепт.
О ЗДОРОВЬЕ
Hone Health призвана помочь мужчинам жить в мире, где возраст не является пределом. Используя целостный подход, включающий лекарства, изменение образа жизни, консультации врачей, заместительную гормональную терапию (например, тестостероном) и поддержку сообщества, Hone помогает мужчинам проявлять активный подход к своему здоровью и жить дольше и лучше. Hone фокусируется на долголетии, профилактике заболеваний и оптимизации энергии с целью дестигматизации разговоров о заботе о себе. В рамках подписки и по медицинским показаниям врачи назначают лекарства и рекомендуют добавки, которые доставляются прямо на дом. www.honehealth.com #honehealth
Познакомьтесь с Августиной «Огги» Хоун — Центр Ноблсвилля, Индиана: Консультация Инлоу
Знакомьтесь с Августиной «Огги» Хоун — Центр Ноблсвилля, Индиана: Консультация Инлоу
Я Августина «Огги» Хоун, PMHNP-BC (практикующая психиатрическая медсестра, сертифицированная Советом)
Я, как и многие другие, слишком хорошо знаю, что такое травма. Каково это — собирать по кусочкам, каково это — пытаться снова обрести нормальность, каково это — снова пытаться найти любовь (мы склонны находить ее не в тех местах, не так ли?) , каково это — надевать фасад счастья, в то время как ты тонешь внутри… О, я слишком хорошо это знаю.
Пережив серьезную травму в детстве, я провел юность и юность в поисках цели. Я подумал, если бы я мог понять, почему я выжил, тогда я мог бы процветать . Проще сказать, чем сделать. Я сделал так много опрометчивых ошибок во время этого путешествия. Я обращался ко всем неправильным путям самопознания и исцеления. Я праздновал, пренебрегая всеми своими обязанностями. Я изо всех сил пытался притвориться, будто моей травмы не было. Это привело к замешательству, ненависти к себе и изоляции.
Я всегда знал, что хочу работать в психиатрии. Когда я был моложе, моя мама рассказывала истории о моем деде Джоне, который скончался, когда я был младенцем. У него была диагностирована шизофрения, и, к сожалению, он провел время в государственных учреждениях в то время, когда психические заболевания были сильно стигматизированы. Его психиатрическая помощь была совсем не гуманной. Когда я поступил в колледж, я знал, что это моя цель в жизни. Я знал, что мне нужно помогать другим, потому что мне это было нужно , потому что это было нужно моему дедушке.. Итак, я пошел в школу медсестер.
Во время моего первого семестра в школе медсестер у меня случился большой депрессивный эпизод. Я проплакала всю ночь, молясь, чтобы боль и воспоминания ушли. После многих лет попыток игнорировать травму я, наконец, принял лучшее для себя решение — пошел на терапию. Я ожидал, что со мной будут обращаться ужасно, как если бы я был просто еще одним пациентом. Моя сессия была совсем не такой. Ко мне относились как к человеку и предоставили безопасное пространство, чтобы поделиться своими эмоциями, своей историей. Это было место для меня, чтобы начать исцеление.
Вместе с моим терапевтом и практикующей психиатрической медсестрой я снова почувствовал себя собой. Я был счастлив впервые за долгое время. Я понял, что я не то, что со мной сделали , я не мой преступник, я не мои диагнозы, я сам со всеми своими недостатками и всеми моими несовершенствами, и я люблю себя.
Я могу помочь тебе снова полюбить тебя.
Я осталась на этом курсе, чтобы получить диплом медсестры. Я сразу же занялся психиатрической работой и вернулся к своей практикующей медсестре. Мой жизненный опыт заставил меня ценить каждого пациента, с которым я общаюсь. Я подхожу к медицине осторожно — начинаю с минимального количества лекарств, в малых дозах. Вместе я могу работать с вашим терапевтом в Inlow, чтобы помочь вам снова полюбить себя и жизнь.
Обещаю, путешествие может быть трудным, но оно того стоит.
Вы обязаны прожить жизнь, полную счастья. Вы ДЕЙСТВИТЕЛЬНО это заслужили.
Помните, вы не одиноки. Ты можешь это сделать. Доверьтесь процессу.
ПСИДИЧЕСКИЙ ПСИХИАТРИЧЕСКИЙ ПРЕДОСТАВЛЕНИЕ, с которым я работаю с:
ВзрослыеКто борются с:
Trauma и PTSD, ratemance Useerseers, Mistect Someermer, Moodersemer, Mistecter Someermer. 0011 Плата Потребление 60 минут — $ 250
Последние 45 минут — $ 175
. Последующие действия 30 минут — $ 150
.
Контакт317-763-0254
*** Мы не отвечаем на представители Pharmaceutical
***. Что мы предлагаем УСЛУГИ
ЕМДР
Беспокойство
Депрессия
Управление лекарствами
Злоупотребление психоактивными веществами
Деловая консультация
Консультации пар
Внутренние семейные системы
Inlow Counseling
185 S 8th St
Центр города
Noblesville, IN 46060
Телефон: 317-279-5529
Понедельник 8:00 утра — 10:00 вечера Вторник 8:00 утра — 10:00 вечера Среда 8:00 утра — 10:00 вечера Четверг 8:00 утра — 10:00 вечера Пятница 8:00 утра — 10:00 вечера Суббота 8:00 утра — 18:00 Воскресенье 8:00 утра — 18:00
317-279-5529
«Дойти до конца» или «отточить»?
«Дойти до конца» или «отточить»? — CSMonitor. comПерейти к основному содержанию Перейти в главное меню Перейти к поиску
историй в этом месяце > Получайте неограниченное количество историй
Ваша подписка делает нашу работу возможной.
Мы хотим преодолеть разногласия, чтобы охватить всех.
Подписаться
Эндрю Бирадж/Reuters
На фото Камаль со своей машиной для заточки ножей у реки Буриганга в Дакке, Бангладеш, 9 июля 2012 года.
Загрузка…
Одним словом
Эти фразы означают одно и то же. Правы ли они оба, или газеты ошибаются примерно в половине случаев?
- Мелисса Мор
Если вы посмотрите любую крупную американскую газету, вы увидите фразу «чтобы сосредоточиться». В статье New York Times обсуждается, насколько важно «ориентироваться на миллениалов» для создания успешного бизнеса; The Wall Street Journal отмечает, что «одна из первых крупных компаний, которая сосредоточилась на управлении эффективностью», теперь отказалась от процесса ежегодной проверки; The Christian Science Monitor объясняет, как обоняние акул помогает им «поймать ужин».
Впрочем, читая те же газеты, вы увидите и «отточить». Понимание происхождения воды на Земле поможет ученым «отточить планеты, на которых также могут быть ингредиенты для жизни»; есть способы «заключить сделку и сэкономить» во время путешествия; новое законодательство «заточит» некоторые проблемные места в американских санкциях против Ирана.
Эти фразы означают одно и то же: «найти и двигаться прямо к чему-то» или «сузить фокус». Правы ли они оба, или газеты ошибаются примерно в половине случаев?
Home in on был первым, хотя ни одна из фраз не особенно устарела. Оно происходит от глагола, который мы встречаем гораздо чаще в качестве существительного: home , что означает «вернуться домой». Чаще всего он используется для голубей, которых можно выпустить за сотни миль и вернуться на свой чердак. (Рекордное расстояние для голубя, который «долетел» до Парижа из Вьетнама, составляет 7200 миль!) , ракеты или катера, и оно получило свои предлоги «in on». Примерно в то же время он стал описывать сосредоточение внимания в определенном направлении: «Политик сосредоточился на рабочем классе как на ключе к ее поддержке».
Обновление старых Айронсайдов с помощью лесов Индианы
Заточка , конечно, означает «затачивать или улучшать» будь то бритва, техника приготовления пищи или остроумие. Отточить — это переходный глагол, означающий, что вам нужно что-то отточить, так что в буквальном смысле слова «оттачивать» не имеет смысла. Отсутствие смысла само по себе не делает его неправильным. Оттачивание на появляется всего через 10 лет после того, как сосредотачивается на , либо потому, что люди сразу же начали путать «m» и «n», либо потому, что, как предполагает Merriam-Webster, оттачивание «образно включает в себя сужение или заострение». фокуса» и, таким образом, кажется подходящим.
Ежедневно получайте истории, которые
вдохновляют и вдохновляют .
Регистрируясь, вы соглашаетесь с нашей Политикой конфиденциальности.
Уже являетесь подписчиком? Войдите, чтобы скрыть рекламу.
Если вы посмотрите на газеты за пределами Соединенных Штатов, вы увидите, что home в пользуется подавляющим большинством предпочтений, появляясь во всем мире на 70% чаще, чем hane в , согласно современному английскому использованию Фаулера. Тем не менее, в США использование делится примерно поровну между домой и заточить .
Значит, газеты ошибаются? Мы «прицепились» к проблеме.
Вы читали бесплатные статьи. Подпишитесь, чтобы продолжить.
Фонд помощи Мониторинг журналистики за 11 долларов в месяц
Уже подписаны? Логин
Марк Саппенфилд
Редактор
Мониторинг Журналистика меняет жизнь, потому что мы открываем ту слишком маленькую коробку, в которой, по мнению большинства людей, они живут. .
Наша работа невозможна без вашей поддержки.
Подписаться
Неограниченный цифровой доступ 11 долларов США в месяц.
Уже подписаны? Логин
Цифровая подписка включает:- Неограниченный доступ к CSMonitor.com.
- Архив CSMonitor.com.
- Электронная почта The Monitor Daily.
- Без рекламы.
- Отмена в любое время.
Подписаться
Поделиться этой статьей
Ссылка скопирована.
Марк Саппенфилд
Редактор
Уважаемый читатель,
Около года назад я наткнулся на это заявление о мониторе в Harvard Business Review — под очаровательным заголовком «занимайтесь тем, что вас не интересует»:
«Много вещей которые в конечном итоге «становятся значимыми», пишет социолог Джозеф Гренни, «пришли из семинаров на конференциях, статей или онлайн-видео, которые начинались как рутинная работа и заканчивались прозрением. На мою работу в Кении, например, сильно повлияла статья в Christian Science Monitor, которую я заставил себя прочитать 10 лет назад. Иногда мы называем вещи «скучными» просто потому, что они выходят за рамки, в которых мы сейчас находимся».
Если бы вам нужно было придумать кульминацию к шутке о Мониторе, то, скорее всего, это была бы она. Нас считают глобальными, справедливыми, проницательными и, возможно, слишком серьезными. Мы — кекс с отрубями в журналистике.
Но знаете что? Мы меняем жизни. И я собираюсь доказать, что мы меняем жизнь именно потому, что мы взломали эту слишком маленькую коробку, в которой, как думает большинство людей, живет. Нами управляет церковь, но мы не только для членов церкви, и мы не занимаемся обращением людей. Мы известны своей честностью, даже несмотря на то, что мир становится таким же поляризованным, как и когда-либо с момента основания газеты в 19 году.08.
У нас есть миссия за пределами обращения, мы хотим преодолеть разногласия. Мы собираемся повсюду выбить дверь мысли и сказать: «Вы больше и способнее, чем думаете. И мы можем это доказать».
Если вы ищете журналистские статьи о булочках с отрубями, вы можете подписаться на Monitor за 15 долларов. Вы получите журнал Monitor Weekly, электронную почту Monitor Daily и неограниченный доступ к CSMonitor.com.
Подписаться на проницательную журналистику
Прочитать эту статью через
https://www.csmonitor.com/The-Culture/In-a-Word/2019/0131/Home-in-on-or-hone-in-on
Начните подписку сегодня
https://www .csmonitor.com/subscribe
Срок действия подписки истек
Ваша подписка на Срок действия журнала Christian Science Monitor истек. Вы можете продлить подписку или продолжать использовать сайт без подписка.
Продлить подписку
Вернуться на бесплатную версию сайта
Если у вас есть вопросы о вашей учетной записи, пожалуйста, связаться со службой поддержки клиентов или позвоните нам по телефону 1-617-450-2300.
Это сообщение будет появляться раз в неделю если вы не обновите или выйти.
Сеанс истек
Ваша сессия для христианина
Срок действия Научного монитора истек.