Хонинговка блока цилиндров — Технический Центр Мотортехнология
Выработка ресурса мотором – неизбежный процесс, и неважно, насколько аккуратно его эксплуатировали. При капитальном ремонте мастер проводящий ремонт, реализует сложнейшие операции, требующие максимальной точности. Одна из таких – хонингование блока цилиндров.
Что такое хонингование
Слово «хонингование» пошло от английского «hone», что в переводе – «точить». Это название технологии абразивной обработки отверстий деталей автомобиля конической и цилиндрической формы посредством специальных насадок (хонов). Цель хонингования – достижение требуемой степени шероховатости поверхностей и максимальной точности их геометрических размеров.
Обычно хонингование требуется полостям разных компонентов двигателей, но нередко проводят и наружную обработку крупных деталей с помощью специализированных или модифицированных шлифовальных и горизонтально-расточных станков. Хонингование актуально для деталей из черных (сталь, чугун) и цветных (алюминий, магний, бронза, латунь и т. п.) металлов.
п.) металлов.
Для двигателей внутреннего сгорания (ДВС) автомобилей в первую очередь выполняется хонингование цилиндров. Но также технология применима для обработки постелей коленвала, отверстий в нижней головке шатуна, втулок верхней головки и коромысел привода клапанного механизма.
Зачем выполняется хонингование
Точность обрабатывания хоном рабочей поверхности цилиндров двигателя куда выше, если сравнивать с применением расточных инструментов. Как следствие:
- благодаря обработке в разы сокращается период обкатки двигателя, в особенности если установлены особые компрессионные кольца, которые куда быстрее и точнее прирабатываются к стенкам цилиндров. Это благоприятно сказывается на ресурсе ДВС;
- обеспечивается наилучшая компрессия в цилиндрах. В результате двигатель начинает работать с предельной отдачей. Параллельно с этим увеличивается экономичность, снижается расход масла на угар;
- куда меньше газов прорывается в картер двигателя внутреннего сгорания, а значит моторное масло дольше сохраняет изначальные свойства;
- нивелируется конусность и эллипсность цилиндров мотора, нуждающегося в капремонте.
 Ресурс ДВС от этого только увеличивается.
Ресурс ДВС от этого только увеличивается.
За счет хонингования блока цилиндров рабочая поверхность последних получает микропрофиль – углубления необходимы для удерживания частиц моторного масла. Особенно выигрывают от этого высокооборотистые двигатели, в которых поршни движутся с большой скоростью, а масляный туман, идущий из картера, не успевает оседать на стенках цилиндров. Хонингование в таком случае создает так называемый «аккумулятор масла», необходимый, чтобы детали цилиндропоршневой группы не работали на сухую, что чревато ускоренным износом.
Когда выполняется операция
Хонингование цилиндров для большей части двигателей выпускаемых сейчас автомобилей выполняют ещё на заводе с целью достичь эффекта «аккумулятора масла». Повторная процедура выполняется при капитальном ремонте, обычно после расточки.
Как часто требуется повторное хонингование сказать сложно, так как многое зависит от условий эксплуатации ДВС, манеры вождения, качества топлива и моторного масла.
Пора делать хонинговку блока, если:
- заметно упала мощность двигателя;
- на холостом ходу возникают плавающие обороты;
- повысился расход топлива и масла.
Также о многом скажет цвет выхлопа. Если появился сизый оттенок, значит масло сгорает вместе с топливом – так быть не должно.
Особенности хонингования цилиндров двигателя
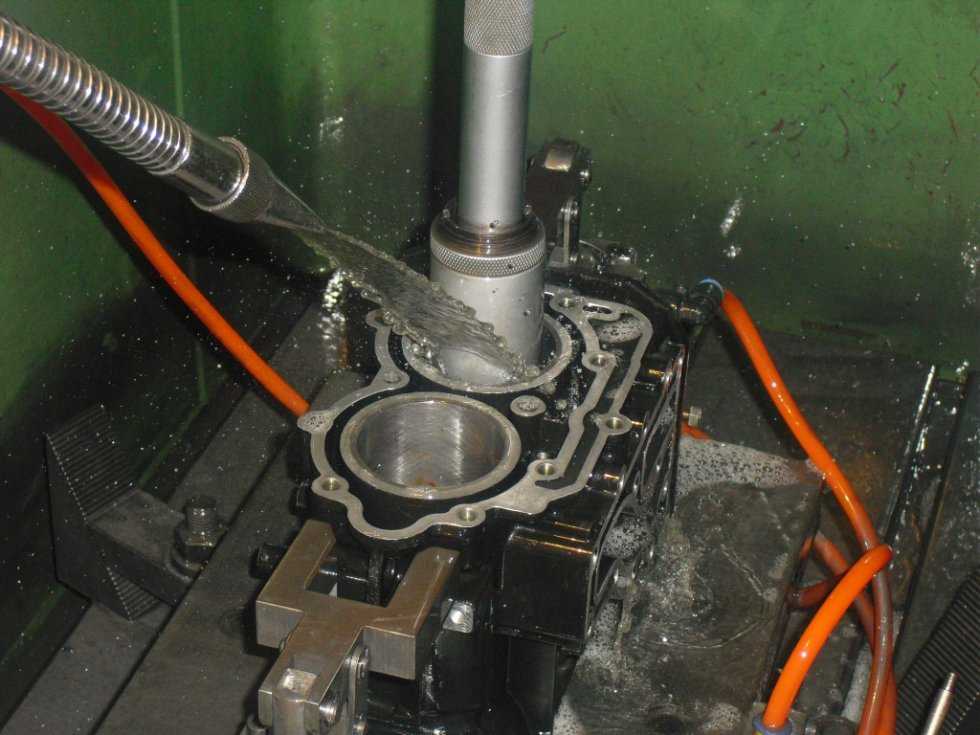
Хонинговка цилиндров выполняется таким образом: бруски-абразивы, закрепленные на хоне, прижимаются к стенкам детали, при этом насадка, шток которой зафиксирован в патроне станка, делает вращательные и возвратно-поступательные движения. При обработке поверхности она обильно смазывается смазочно-охлаждающей жидкостью.
Принцип операции меняется исходя из материала цилиндра:
- двигателям внутреннего сгорания с деталями из чугуна требуется два этапа.
- для двигателей с деталями из сплавов алюминия Alusil, Locasil и Silitec по завершении расточки требуется хонингование в три этапа. На третьем шлифуют детали с сохранением ремонтного размера;
- хонингование – единственно возможный вариант устранения конусности и эллипсности алюминиевых цилиндров, стенки которых покрыты никелем и особо прочным карбидом кремния (Nicasil). Дело в том, что нет таких резцов, которые используются при стандартной расточке.

Условия качественного выполнения процедуры:
- шлифующая кромка равномерно давит на внутреннюю сторону цилиндра. Для деталей, сделанных из сплавов алюминия (в особенности если речь идет о тех, что с покрытием Nicasil), необходимо умеренное давление. Важно, чтобы точно соответствовали диаметр бруска и поршня, иначе обрабатываемая поверхность перегреется, образуются задиры, а из бруска будут вырваны абразивные зерна;
- правильный выбор абразива хонинговальных брусков с учетом материала цилиндров. Для моторов Alusil, например, используют бруски с «антизасаливающейся» поверхностью. К ним не будут цепляться частицы алюминия, и как следствие, не образуются задиры;
С помощью хонинговки важно достичь оптимальной степени шероховатости детали, чтобы моторное масло хорошо удерживалось. Для каждого сплава свой подход:
- у двигателей с деталями из чугуна для задания микрорельефа используют хонинговальную сетку. Ее риски в верхней части должны быть такими, чтобы при воздействии силы поверхностного натяжения масла образовывался «купол», обеспечивающий оптимальный смазывающий эффект.
 Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар;
Угол пересечения рисок по горизонтали также важен. Оптимальное значение – 60°. При отклонениях в любую сторону на 20° смазывающий эффект ухудшается, или же повышается расход масла на угар; - для двигателей Alusil, Silitec и Locasil уровень шероховатости во многом зависит от размеров зерен кристаллов кремния, содержащихся в сплаве, и глубины их раскрытия.
При желании расточку и хонинговку реально сделать самому, понадобится только специальная насадка и смазочно-охлаждающая жидкость. Но надо учесть один момент: глубина рисок хонинговальной сетки, угол пересечения и уровень шероховатости для каждой серии ДВС свой, и изготовители этой информацией делиться не торопятся. В техническом центре же такие процедуры выполняются регулярно, то есть мастера, отталкиваясь от статистики, накопили достаточно опыта.
Если выполнять хонинговку самостоятельно, хорошо, если просто не будет никакого эффекта. В худшем же случае расход масла только увеличится, а ресурс ДВС сократится. По этой причине доверить хонингование лучше профессионалам, к тому же в ходе капитального ремонта эта операция идет сразу за расточкой цилиндров.
Хонингование блока цилиндров в категории «Оборудование и товары для предоставления услуг»
Хон для расточки блока цилиндра 51-178мм хонинговка для шлифовки и гильзовки двигателя авто ТOPTUL JDBE0718
На складе в г. Киев
Доставка по Украине
998 грн
Купить
Хон для расточки цилиндра 51-178мм для использования с квадратом 1/4 или дрель (хонингование )TOPTUL JDBE0718
Доставка из г. Киев
998 грн
Купить
Хон для расточки цилиндра 22-70мм квадратом 1/4 или любой электрической дрели TOPTUL JDBE0322
Доставка из г. Киев
381 грн
Купить
Хон для расточки цилиндра 51-178мм для использования с квадратом 1/4 или дрель (хонингование )TOPTUL JDBE0718
Доставка из г. Киев
998 грн
Купить
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-E (Италия)
Под заказ
Доставка по Украине
1 910 100 грн
Купить
Вертикально-хонинговальный станок REKTAŞ для хонингования блоков и цилиндров модель RTH 400 (Турция)
Под заказ
Доставка по Украине
713 100 грн
Купить
Вертикально-хонинговальный станок для хонингования блоков и цилиндров ROBBI модель SET 150-LE (Италия)
Под заказ
Доставка по Украине
1 667 800 грн
Купить
Гидравлический вертикально-хонинговальный станок Manek модель VH-50 (Индия)
Под заказ
Доставка по Украине
588 800 грн
Купить
Хон для расточки блока двигателя и тормозного цилиндра 22-70м автомобиля скутера газонокосилки ТOPTUL JDBE0322
Доставка из г. Киев
Киев
381 грн
Купить
Хон для расточки цилиндра 51-178мм для шлифовки и гильзовки блока цилиндра автомобиля ХН-4043 ALLOID
На складе в г. Киев
Доставка по Украине
750 грн
1 500 грн
Купить
Хонинговальный брусок 90B 50x25x150 89A SUPER T3TYROLIT
Под заказ
Доставка по Украине
990 грн
Купить
Блок цилиндров голый Hyundai Tucson 16-20 под хонинговку
Недоступен
35 730 грн
Смотреть
Блок цилиндров голый Nissan Altima 19- 2.5 под хонинговку
Недоступен
27 790 грн
Смотреть
Блок цилиндров голый Nissan Pathfinder 13- 2.5h под хонинговку
Недоступен
25 805 грн
Смотреть
Блок цилиндров голый BMW X5 E70 4.8 N62B48 под хонинговку
Недоступен
15 880 грн
Смотреть
Смотрите также
Блок цилиндров голый Toyota Highlander 14-19 2.7 1ARFE под хонинговку
Недоступен
15 880 грн
Смотреть
Блок цилиндров голый Jeep Cherokee KL 14- 3. 2 под хонинговку
2 под хонинговку
Недоступен
12 506 грн
Смотреть
Блок цилиндров голый HYUNDAI SONATA 15-19 1.6т под хонинговку
Недоступен
12 506 грн
Смотреть
Блок цилиндров голый Mazda 3 14-18 BM под хонинговку
Недоступен
12 506 грн
Смотреть
Блок цилиндров голый Mazda 6 13-17 2.5 под хонинговку
Недоступен
10 421 грн
Смотреть
Блок цилиндров голый VW Jetta 11-18 USA 2.0 под хонинговку
Недоступен
8 337 грн
Смотреть
Блок цилиндров голый Nissan Sentra 13-18 1.8 MR18DE под хонинговку
Недоступен
6 253 грн
Смотреть
Блок цилиндров голый Kia Soul 14-16 1.6 под хонинговку
Недоступен
6 253 грн
Смотреть
Блок цилиндров голый Toyota Sienna 11- 2GRFE 3.5 под хонинговку
Недоступен
17 865 грн
Смотреть
Блок цилиндров голый Infiniti Q50 14-15 3.7 VQ37VHR под хонинговку
Недоступен
15 880 грн
Смотреть
Блок цилиндров голый Ford Escape 13-19 1. 5 под хонинговку
5 под хонинговку
Недоступен
14 590 грн
Смотреть
Блок цилиндров голый VW JETTA MK6 11-18 USA 1.4Т под хонинговку
Недоступен
8 337 грн
Смотреть
Блок цилиндров голый VW Passat b8 USA 1.8 TFSI под хонинговку
Недоступен
8 337 грн
Смотреть
Блок цилиндров голый NISSAN ALTIMA 13-18 2.5 под хонинговку
Недоступен
7 086 грн
Смотреть
Хонингование блока цилиндров — обработка двигателя — Технический обзор
| Практическое руководство – Двигатель и трансмиссия
Вот результат, когда солидный инженерный проект и практический опыт сталкиваются при изучении концентричности отверстий в блоке цилиндров… при рабочей температуре
Широко известно, что литые, обработанные металлические детали имеют имеют память, созданную от внутренних напряжений. При наличии температурных изменений эти напряжения часто вызывают размерные и структурные сдвиги. Производители гоночных двигателей знают об этом условии, которое может иметь прямое отношение к концентричности отверстия цилиндра. На самом деле, мы часто тратим дополнительное время и средства на производство круглых цилиндров, пытаясь получить размеры отверстия, равные тем, которые существуют после того, как двигатель достигнет рабочей температуры и давления в цилиндре.
Производители гоночных двигателей знают об этом условии, которое может иметь прямое отношение к концентричности отверстия цилиндра. На самом деле, мы часто тратим дополнительное время и средства на производство круглых цилиндров, пытаясь получить размеры отверстия, равные тем, которые существуют после того, как двигатель достигнет рабочей температуры и давления в цилиндре.
В частности, литые и обработанные отверстия в блоке цилиндров подвергаются тепловому распределению и распределению нагрузки, что усложняет задачу поддержания концентрических отверстий в работающем и сильно нагруженном двигателе. Нравится вам это или нет, но в задачу создания отверстий цилиндров с правильными размерами, которые моделируют те, которые подвергаются воздействию тепла в процессе эксплуатации, встроена некоторая погрешность Кентукки.
Мы знаем, что распределение рабочих температур и давления сгорания далеко не однородно в металлической конструкции, окружающей цилиндры, и тот факт, что трехмерный рост материала блока, происходящий в этой близости, неизбежен. Итак, мы изобрели способы предварительной загрузки блоков хонинговальными пластинами; путем нагревания материала или использования других методов, предназначенных для прогнозирования того, как данный блок будет испытывать деформацию отверстия после сборки с деталями и запуска … иногда в предположении, что все отверстия будут искажаться одинаково, чего на самом деле нет.
Итак, мы изобрели способы предварительной загрузки блоков хонинговальными пластинами; путем нагревания материала или использования других методов, предназначенных для прогнозирования того, как данный блок будет испытывать деформацию отверстия после сборки с деталями и запуска … иногда в предположении, что все отверстия будут искажаться одинаково, чего на самом деле нет.
Ничто из этого не означает, что такие методы неэффективны, потому что они были и есть. Скорее, эти комментарии относятся непосредственно к проблеме разработки улучшенных способов компенсации эффективных искажений, неизбежных под влиянием условий эксплуатации.
Входит Стивен Кузара из корпорации «Миллениум Продактс», расположенной в Шеридане, штат Вайоминг. Предыстория Стивенса по существу двусторонняя. В свои 53 года он имеет инженерное образование, 35 лет работает сборщиком двигателей/слесарем и 16 лет руководит собственным механическим цехом. Это не недостойное сочетание. В то время, когда он работал слесарем, когда использование торсионных пластин стало обычным явлением, ему казалось, что после ввода в эксплуатацию должны быть другие способы изготовления концентрических отверстий.
В то время, когда он работал слесарем, когда использование торсионных пластин стало обычным явлением, ему казалось, что после ввода в эксплуатацию должны быть другие способы изготовления концентрических отверстий.
В предыдущих беседах со Смоки Юником (который пробовал процесс горячего хонингования в 1950-х годах) Кузара исследовал способы циркуляции нагретой жидкости через охлаждающую рубашку блока цилиндров во время чистового хонингования.
Любопытство и разочарование возникли из-за погони за последними десятками в процессе заточки, говорит Кузара. В начале 70-х я работал с другом-механиком, у которого был CK-10. Я начал задаваться вопросом, насколько важны эти последние несколько десятых в общих усилиях по созданию прецизионно обработанных блоков. Я уже наблюдал, как камни будут нагревать поверхности канала ствола и создавать изменения размеров, поэтому казалось логичным, что некоторые серьезные изменения, вероятно, произойдут при рабочих температурах двигателя.
На самом деле, Смоки отказался от этого процесса (хотя в 70-х он поделился с этим автором преимуществами, которые, по его прогнозам, должны были произойти), учитывая, что способ, которым он пробовал этот метод, был громоздким, грязным и занимал слишком много времени.
Кузара оказался более настойчивым. «Моя первая установка была подключена к нашему водонагревателю: по одному шлангу вода текла в блок, а по другому — в канализацию», — говорит он. На выпускном шланге был манометр и клапан, чтобы контролировать давление и контролировать поток. Температура воды во время первого теста, который я провел, составляла 180 градусов по Фаренгейту. Измеренное искажение было достаточно значительным, чтобы я быстро пришел к выводу, что последние несколько десятых, которые я гнался за холодом, были потеряны в большем искажении, которое я видел при горячем, что было в несколько раз больше, чем производил торсионными пластинами.
Интерпретация? В то время как пластины крутящего момента выполняют предварительную нагрузку и создают искажение отверстия, тем самым предоставляя данные, которые позволяют повысить точность хонингования, процесс горячего хонингования (с использованием пластин крутящего момента), по-видимому, создает и допускает движение материала, которое тесно связано с размерами цилиндра работающего двигателя при температуре. . В следующих частях этой истории вы найдете данные и комментарии, призванные помочь вам сформировать собственное мнение, но доказательства довольно очевидны. Впоследствии Стивен передал Kwik-Way лицензию на технологию для производственных и маркетинговых целей.
. В следующих частях этой истории вы найдете данные и комментарии, призванные помочь вам сформировать собственное мнение, но доказательства довольно очевидны. Впоследствии Стивен передал Kwik-Way лицензию на технологию для производственных и маркетинговых целей.
Типичные вариации размеров цилиндров Для целей этой статьи из запасов Wells Racing Engines в Дунканвилле, штат Техас, были выбраны четыре малоблочных блока цилиндров Chevrolet: стандартный 350, стандартный Bow Tie, Dart с увеличенным расточкой 0,060 и Dart Little M. (облегченный). В другом месте этой истории есть диаграммы с предоставленными данными, каждая из которых представляет полученные размеры отверстия цилиндра (1) в холодном состоянии (65 градусов по Фаренгейту) с торсионной пластиной и в горячем состоянии (температура рубашки 200 градусов по Фаренгейту и температура охлаждающей жидкости торсионной пластины 195 градусов по Фаренгейту) . Замеры диаметра цилиндра производились как по длине (параллельно оси коленчатого вала), так и по тяге (перпендикулярно оси коленчатого вала). Также были сделаны три измерения на цилиндр: верх, середина и низ.
Также были сделаны три измерения на цилиндр: верх, середина и низ.
Потратьте немного времени на изучение прилагаемых диаграмм. По ним вы можете определить разницу в размерах и точность, измеренную между двумя используемыми методами: торсионными пластинами и горячим хонингованием по сравнению ни с тем, ни с другим. Особенно интересны данные, которые показывают количество хонинговальных проходов, необходимых для приведения цилиндра в концентричность, как показано на диаграмме, озаглавленной Dart Little M Lightened (обратите внимание на цилиндр № 4). На этой же диаграмме также показано сравнение (тот же цилиндр) холодных показаний при 60 и 70 градусах по Фаренгейту и одного при 70 градусах со снятой пластиной крутящего момента. Здесь два показания делают прямое сравнение между показаниями с пластиной и без нее. Помните, что все показания показаны в десятых тысячных на дюйм.
Некоторые заключительные мысли Стоит ли использовать горячее хонингование? Некоторые наблюдения могут быть сделаны из информации, собранной в этой истории. Например, при использовании моментных пластин могут возникать напряжения и деформации отверстия, создаваемые установкой головок цилиндров. Таким образом, для компенсации таких деформаций возможно выполнить чистовую хонинговку цилиндров. Тем не менее, совокупность данных, собранных в результате горячего хонингования, указывает на то, что большая деформация канала ствола создается за счет циркуляции горячей воды через рубашку охлаждения блоков, чем за счет сил зажима головки цилиндров.
Например, при использовании моментных пластин могут возникать напряжения и деформации отверстия, создаваемые установкой головок цилиндров. Таким образом, для компенсации таких деформаций возможно выполнить чистовую хонинговку цилиндров. Тем не менее, совокупность данных, собранных в результате горячего хонингования, указывает на то, что большая деформация канала ствола создается за счет циркуляции горячей воды через рубашку охлаждения блоков, чем за счет сил зажима головки цилиндров.
Было также очевидно, что цилиндры в облегченных блоках получат заметное преимущество от процесса горячего хонингования и должны быть окончательно отшлифованы после удаления всего материала.
Наконец, как отмечает Уэллс, калибровочные цилиндры, подвергнутые горячему хонингованию и охлаждению, будут давать результаты измерений, которые кажутся весьма искаженными. После доведения до температуры эти же цилиндры приобретут желаемую концентричность и, согласно данным, будут более концентричными, чем если бы процесс горячего хонингования не применялся.
Если для приближения к условиям эксплуатации (в различных двигателях или деталях) используется моделирование или приближение, чем ближе процесс подходит к воспроизведению этих условий, тем более выгодным он становится. С точки зрения концентричности отверстия цилиндра и подготовки, похоже, что процесс горячего хонингования близко приближается по размерам к цилиндрам работающего двигателя. Смоки, скорее всего, одобрил бы.
Trending Pages
Что, если бы Honda Civic больше походила на новый Accord?
Honda явно нашла дополнительные 600 л.с. и шумы IndyCar в гибриде CR-V
Как долго работает батарея Tesla?
. Эта анти-Van Adventure Adventure Pickup впереди, игрушечный перевозчик в задней части
2023 Ridler Award: Spectacular 1950 Mercury принимает Детройт Autorama’s Big Prize
Trending Page
4444 Похож на новый Аккорд?
Honda, по-видимому, нашла дополнительные 600 л.

Пикап спереди, игрушечный тягач сзади Варианты: продукты BHJ, +1 (510) 797-6780
|
| |||||||||||||||||||||||||||

 Кроме того, эти материалы имеют по существу тот же коэффициент расширения, что и головки цилиндров, что важно для тех, кто занимается хонингованием при рабочей температуре.
Чугунные пластины
Кроме того, эти материалы имеют по существу тот же коэффициент расширения, что и головки цилиндров, что важно для тех, кто занимается хонингованием при рабочей температуре.
Чугунные пластины

